Embed Size (px)
Citation preview

APETT Engineering
Magazine December
2016
June 2016 Edition
December 2016
Edition
The Association of
Professional Engineers of
Trinidad and Tobago
APETT’s Mission:
The Association of
Professional Engi-
neers of Trinidad and
Tobago is a learned
society of profession-
al engineers dedicat-
ed to the develop-
ment of engineers
and the engineering
profession. The asso-
ciation promotes the
highest standards of
professional practice
and stimulates
awareness of tech-
nology and the role
of the engineer in
society.
ISSUE 2
December 2016 Edition

Page 2 APETT Engineering Magazine December 2016
TABLE OF CONTENTS
Chemical Engineering: Importance of selecting the right Specific Gravity for Page 10
Differential Pressure Level Transmitters
By: Eng. Dillon Nancoo
Leadership: Leadership in the Workplace Page 6
By: Eng. Imtiaz Easahak
Mechanical Engineering: The Battle against Corrosion Under Insulation (CUI) Page 16
By: Eng. Amanda Hunte-Balgobin and Eng. Donald Ramdass
Mechanical Engineering: The Art of Bolt Torquing Page 18
By: Eng. Faheema Baksh
Electrical Engineering/Chemical Engineering: Multiple Model Page 21
Predictive Control Bridging the Information Gap to Regulate
Highly Non-Linear Processes Part II: Controlling a CSTR
By: Eng. Dr. Brian Aufderheide, Eng. Adrian Lutchman and Eng. Makeda Wilkes
Civil Engineering: Short Slabs Technology for Concrete Pavements Page 26
By: Eng. Avaleen Mooloo
Civil Engineering: The New Procurement Legislation: Implications of Major Page 29
Shifts from the Past
By: Eng. Winston Riley
DISCLAIMER: Statements made and information presented by contributors to this Magazine do not necessarily reflect the
views of APETT, and no responsibility can be assumed for them by APETT or its Executive Members and Editors.
Chemical Engineering: Amine System Foaming in the Natural Gas Processing Page 13
Industry
By: Eng. Terry Mungal

Editor’s Message
Eng. Julio Bissessar Page 3
Eng. Julio Bissessar is currently
a Graduate Trainee Process
Engineer at Atlantic LNG. Julio
has over one and a half years-
work experience between
Atlantic LNG and Petrotrin. He
holds a Masters of Engineering
(M.Eng) in Process Engineering
from the University of Trinidad
and Tobago (UTT) and has
topped his year in Engineering.
Julio has also participated in a
number of engineering related
competitions. These include
winning with his group (Eng.
Laura Lewis and Eng. Shameal
Ali) the BP's Ultimate Field Trip
(UFT) International Engineering
Competition of 2014 , winning
a special prize for the senior category of the NIHERST's
Prime Minister's Awards for
Scientific Ingenuity of 2015 and
a runner up for the IET's Pre-
sent Around The World
(PATW) Engineering Competi-
tion of 2014/2015. Julio has also
won the best design project at
the Bachelor's level (2013) and
the M.Eng level (2015) at UTT.
He has also presented at the
Oil and Gas Technical Confer-
ence of Trinidad and Tobago
2014.
Merry Christmas 2016 and have a Bright and Prosperous New Year 2017!
Cheers!
Season’s greetings and welcome to the
second edition of APETT’s Engineering
Magazine, December 2016 Edition. This is
APETT’s first year publishing the bi-annual
Engineering Magazine, which incorporates
articles from all Engineering Disciplines.
We are all aware of the current econom-
ic situation that we as well as many other
countries face. Given that the energy sec-
tor contributes largely towards Trinidad
and Tobago’s GDP, we evidently suffer a
great deal as a result of lower oil and gas
prices. Eng. Imtiaz Easahak discusses lead-
ership in the workplace and Kotter’s eight
-step approach to leading change, quite
applicable and appropriate given today’s
economy.
Process Engineer Dillon Nancoo goes on
to discuss the importance of effective lev-
el measurement and explains how specific
gravity of a fluid impacts level readings.
Process Engineer Terry Mungal discusses
the causes of foaming in absorption col-
umns, and identifies what can be done to
reduce the likelihood of this incident oc-
curring.
Eng. Amanda Hunte-Balgobin and Eng.
Donald Ramdass collaborated to share
with us the impact of Corrosion Under
Insulation (CUI) at processing facilities
and how this can certainly be a risk that
we need to look out for in our daily func-
tions as engineers. Eng. Faheema Baksh
also shared the importance of bolt
torqueing while reducing the buildup of
stresses. Great reads!
Under Electrical Engineering/ Process En-
gineering, we have the second part of the
multiple model predictive control article
written by Eng. Dr. Brian Aufderheide,
Eng. Adrian Lutchman and Eng. Makeda
Wilkes. This article continues along the
lines of the first, going in depth with utiliz-
ing this advanced controls technique on a
Continuous Stirred Tank Reactor (CSTR).
Our civil engineers, Eng. Avaleen Mooloo
and Eng. Winston Riley wrap up our engi-
neering magazine for this year. Eng. Avaleen
Mooloo discusses the economic benefits of
utilizing concrete roads and pavements
while Eng. Winston Riley discusses the new
procurement legislation when compared to
the past.
Finally, I would like to thank each and every
one of our Readers for your continued sup-
port; I hope you enjoyed it as much as I did
compiling it. I would like to extend special
thanks to those who contributed articles
during 2016 and would also like to recog-
nize Eng. Anna Warner (Chemical Division
Chair), Eng. Suzette Baptiste (Public Rela-
tions Officer), Eng. Farah Hyatali (Chemical
Division Treasurer) for their assistance in
sourcing articles as well as editing, and our
tech savvy Eng. Jonathan Chang
(Webmaster). I do wish each and every one
of you and your families a very Merry
Christmas 2016 and a bright and prosper-
ous New Year 2017. Cheers!
APETT graciously welcomes its regular
readers as well as its new readers. To con-
tribute in discussions, join our LinkedIn
group or keep updated with activities by
visiting our website at www.apett.org. Engi-
neers across all Disciplines, both within the
Industry and Academia, are invited to con-
tribute to our Magazine. To submit articles
or for further queries, please contact us at:
[email protected] or chemical-

Message from APETT’s President
Eng. Fazir Khan
Page 4
Eng. Fazir Khan is a Registered
Engineer with the Board of
Engineering of Trinidad and
Tobago (BOETT) and has
been a member of the Associ-
ation of Professional Engineers
of Trinidad and Tobago since
1991. He is also a member of
the British Hydrological Socie-
ty (ICE). He has worked at
Alpha Engineering and Design,
a registered professional con-
sulting engineering and project
management firm for the last
25 years and is now the Man-
aging Director. Fazir has also
served on the Board of Direc-
tors of Trinidad Contractors
Limited for the last five years.
Eng. Khan has over 30 years of experience as a practicing
professional Civil Engineer and
Project Manager, working
throughout the Caribbean.
Fazir graduated from The
University of the West Indies
(UWI), Trinidad with a BSc.
(Hons) in Civil Engineering
and has a diploma in Manage-
ment from the Henley Univer-
sity (UK). He has previously
held positions in APETT as
Assistant Secretary, Vice Pres-
ident Strategy and President-
Elect.
Dear APETT Members,
First I want to congratulate and thank Eng. Julio Bissessar, Eng. Anna Warner and the
rest of the new editorial committee for their perseverance in making this bi-annual
APETT Engineering Magazine a success. To see contributions from all our Divisions is
heartening.
I can also report that we have completely switched over from our old website provider
to a much better state of the art platform that is internally managed at a lower cost.
For that we are grateful to the IT Committee, headed by Eng Roger Chan Soo (APETT
Vice President), Jonathan Chang and Jason Gordon. You are therefore encouraged to
go to our Website and look at the new content and features. One of the things that
you will see is our formalized advertising policy (Ref: http://www.apett.org/home/
images/slideshow1/APETT-Advertising-Policy-Document-161018.pdf). This effort was
spearheaded by our very hard working PRO Eng. Suzette Baptiste with input from the
rest of the 2016/2017 Council. Again we encourage feedback and participation from
you our membership.
The end of the year is usually also a time for reflection. I urge us all to do some intro-
spection, both as the APETT organization and as individual engineers. It is especially
critical for us engineers to recognize the economic challenges that we face as a country
concomitant with the need to diversify our economy and increase our efficiency and
effectiveness in all facets of our involvement in society. We are reminded on page one
of this magazine that this is actually our mission. Are our academics changing the cur-
ricula to keep pace with the changing needs of industry? Are our engineering students
also understanding the need to embrace entrepreneurial spirit in times of little job op-
portunities? Can our engineers in private enterprise take on board the need to partner
with UWI and UTT to carry out relevant research and development and to invest in
young engineers, through employment, even in these lean times? I am talking about
financial commitment here. With dismal forecasts for oil and gas prices and produc-
tion rates, we have to seek out what gives us as a country new or enhanced competi-
tive advantage through the discipline of engineering.
Apart from the above there is need for us to set an example to the rest of the country
with respect to our ethical conduct. We can do very little about high labor costs or
government bureaucracy. But we certainly can conduct ourselves and our business in
an ethical manner that is one of the cornerstones of our profession. This is why it is
important for all of us to read Eng. Riley’s Article on page 29 that addresses the enact-
ment of the procurement legislation bill. As a country we can no longer afford the
wastage and pilferage that is par for the course.
As engineers we have a duty to use our education, training and intellect to innovate,
influence where possible, while acting in the best interest of the public and the country.
Seasons Greetings and best wishes to you your families for the new year.
Fazir Khan

Page 5 APETT Engineering Magazine December 2016

Page 6 APETT Engineering Magazine December 2016
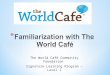
Leadership in the Workplace
By Imtiaz Easahak, Eng. BSc., M.Sc. MBA, REng., MAPETT
Kotter’s eight-step approach to leading change
Trinidad and Tobago has been impacted by Gas shortfall as well as low oil prices over the past couple years. Our ability
to respond to these economic changes depend to a large extent on our willingness to change our approach to work in
order to improve efficiency and productivity. Organizational change has been a much studied topic and many manage-
ment articles can be found on it. The following is a step-wise approach that was proposed by leadership and change
management guru, John Kotter- a professor at Harvard Business School and world-renowned change expert, Kotter
introduced his eight-step change process in his 1995 book, "Leading Change."
Step One: Create Urgency
For change to happen, it helps if the whole company re-
ally wants it. Develop a sense of urgency around the
need for change. This may help you spark the initial moti-
vation to get things moving.
This isn't simply a matter of showing people poor sales
statistics or talking about increased competition. Open
an honest and convincing dialogue about what's happen-
ing in the marketplace and with your competition. If
many people start talking about the change you propose,
the urgency can build and feed on itself.
What you can do:
Identify potential threats, and develop scenarios
showing what could happen in the future.
Examine opportunities that should be, or could be,
exploited.
Start honest discussions, and give dynamic and con-
vincing reasons to get people talking and thinking.
Request support from customers, outside stakehold-
ers and industry people to strengthen your argument.
Step Two: Form a Powerful Coalition
Convince people that change is necessary. This often
takes strong leadership and visible support from key peo-
ple within your organization. Managing change isn't
enough - you have to lead it.
You can find effective change leaders throughout your
organization - they don't necessarily follow the tradition-
al company hierarchy. To lead change, you need to bring
together a coalition, or team, of influential people whose
power comes from a variety of sources, including job
title, status, expertise, and political importance.
Once formed, your "change coalition" needs to work as a
team, continuing to build urgency and momentum around
the need for change.
What you can do:
Identify the true leaders in your organization.
Ask for an emotional commitment from these key
people.
Work on team building within your change coalition.
Check your team for weak areas, and ensure that you
have a good mix of people from different departments and
different levels within your company.
Step Three: Create a Vision for Change
When you first start thinking about change, there will
probably be many great ideas and solutions floating
around. Link these concepts to an overall vision that peo-
ple can grasp easily and remember.
A clear vision can help everyone understand why you're
asking them to do something. When people see for them-
selves what you're trying to achieve, then the directives
they're given tend to make more sense.

Page 7
What you can do:
Determine the values that are central to the change.
Develop a short summary (one or two sentences)
that captures what you "see" as the future of your organ-
ization.
Create a strategy to execute that vision.
Ensure that your change coalition can describe the
vision in five minutes or less.
Practice your "vision speech" often.
Step Four: Communicate the Vision
What you do with your vision after you create it will
determine your success. Your message will probably
have strong competition from other day-to-day commu-
nications within the company, so you need to communi-
cate it frequently and powerfully, and embed it within
everything that you do.
Don't just call special meetings to communicate your
vision. Instead, talk about it every chance you get. Use
the vision daily to make decisions and solve problems.
When you keep it fresh on everyone's minds, they'll re-
member it and respond to it.
It's also important to "walk the talk." What you do is far
more important - and believable - than what you say.
Demonstrate the kind of behavior that you want from
others.
What you can do:
Talk often about your change vision.
Openly and honestly address peoples' concerns and
anxieties.
Apply your vision to all aspects of operations - from
training to performance reviews. Tie everything back to
the vision.
Lead by example.
Step Five: Remove Obstacles
If you follow these steps and reach this point in the
change process, you've been talking about your vision and
building buy-in from all levels of the organization. Hopeful-
ly, your staff wants to get busy and achieve the benefits
that you've been promoting.
But is anyone resisting the change? And are there process-
es or structures that are getting in its way?
Put in place the structure for change, and continually
check for barriers to it. Removing obstacles can empower
the people you need to execute your vision, and it can
help the change move forward.
What you can do:
Identify, or hire, change leaders whose main roles are
to deliver the change.
Look at your organizational structure, job descrip-
tions, and performance and compensation systems to en-
sure they're in line with your vision.
Recognize and reward people for making change hap-
pen.
Identify people who are resisting the change, and help
them see what's needed.
Take action to quickly remove barriers (human or
otherwise).
Step Six: Create Short-term Wins
Nothing motivates more than success. Give your company
a taste of victory early in the change process. Within a
short time frame (this could be a month or a year, de-
pending on the type of change), you'll want to have results
that your staff can see. Without this, critics and negative
thinkers might hurt your progress.
Create short-term targets - not just one long-term goal.
You want each smaller target to be achievable, with little
room for failure. Your change team may have to work
very hard to come up with these targets, but each "win"
that you produce can further motivate the entire staff.
What you can do:
Look for sure-fire projects that you can implement
without help from any strong critics of the change.
Don't choose early targets that are expensive. You
want to be able to justify the investment in each project.
Thoroughly analyze the potential pros and cons of
your targets. If you don't succeed with an early goal, it can
hurt your entire change initiative.
Reward the people who help you meet the targets.

Page 8 APETT Engineering Magazine December 2016
Eng. Imtiaz Easahak has over 19 years’ experience in the chemical
and gas processing industries. He has a B.Sc. Degree in Chemical
and Process Engineering, Masters in Production Management and an
MBA from Heriot- Watt University. He is currently the President-
Elect of APETT and a Registered Engineer (BOETT) in Trinidad and
Tobago. Prior to joining Atlantic, he worked at Nu Iron, Interna-
tional Steel Group, Cliffs and Associates Limited, IPSL and Mittal
Steel in Engineering and Managerial positions. Imtiaz joined Atlantic
LNG in 2007 and is currently functioning as the Process Engineering
Manager .
Step Seven: Build on the Change
Kotter argues that many change projects fail because
victory is declared too early. Real change runs deep.
Quick wins are only the beginning of what needs to be
done to achieve long-term change.
Launching one new product using a new system is great.
But if you can launch 10 products, that means the new
system is working. To reach that 10th success, you need
to keep looking for improvements.
Each success provides an opportunity to build on what
went right and identify what you can improve.
What you can do:
After every win, analyze what went right and what
needs improving.
Set goals to continue building on the momentum
you've achieved.
Learn about kaizen, the idea of continuous improve-
ment.
Keep ideas fresh by bringing in new change agents
and leaders for your change coalition.
Step Eight: Anchor the Changes in Corporate
Culture
Finally, to make any change stick, it should become part
of the core of your organization. Your corporate culture
often determines what gets done, so the values behind
your vision must show in day-to-day work.
Make continuous efforts to ensure that the change is
seen in every aspect of your organization. This will help
give that change a solid place in your organization's cul-
ture.
It's also important that your company's leaders continue
to support the change. This includes existing staff and new
leaders who are brought in. If you lose the support of
these people, you might end up back where you started.
What you can do:
Talk about progress every chance you get. Tell suc-
cess stories about the change process, and repeat other
stories that you hear.
Include the change ideals and values when hiring and
training new staff.
Publicly recognize key members of your original
change coalition, and make sure the rest of the staff - new
and old - remembers their contributions.
Create plans to replace key leaders of change as they
move on. This will help ensure that their legacy is not lost
or forgotten.
Key Points
You have to work hard to change an organization suc-
cessfully. When you plan carefully and build the proper
foundation, implementing change can be much easier, and
you'll improve the chances of success. If you're too impa-
tient, and if you expect too many results too soon, your
plans for change are more likely to fail.
Create a sense of urgency, recruit powerful change lead-
ers, build a vision and effectively communicate it, remove
obstacles, create quick wins, and build on your momen-
tum. If you do these things, you can help make the change
part of your organizational culture. That's when you can
declare a true victory. Then sit back and enjoy the change
that you envisioned so long ago.

Page 9 APETT Engineering Magazine December 2016

By Dillon Nancoo, Eng. B.Sc. , AMIChemE “If the specific gravity of the process fluid in a vessel decreases the level observed on the differential
pressure transmitter will show a lower than it actually is and vice versa”
Importance of selecting the right
Specific Gravity for Differential
Pressure Level Transmitters
Page 10 APETT Engineering Magazine December 2016
P1 = ρ x g x L1 0
P2 = ρ x g x L2 0
Effective level measurement in the Chemical Processing
Industry is critical to safe and efficient operation. There
have been many process safety incidents that have result-
ed from either malfunctions in vessel level measurement
or poor understanding of how these critical devices op-
erate. Two common examples include the overfilling of a
petrol tank at an the Buncefield Oil Transfer and Storage
Facility located at Hemel Hempstead, Hertfordshire, Eng-
land and the overfilling of a Raffinate splitter at the Brit-
ish Petroleum(BP), Texas City Oil Refinery.
At the Buncefield Depot the malfunction of level meas-
urement devices resulted in the overflow of an unleaded
petrol storage tank. The ensuing release of hydrocarbons
resulted in a major fire that lasted for five days, causing
significant environmental damage and injury to over forty
persons.
One of the root causes of the BP Texas City hinges on
the technical subject of this article. Overfilling of the raf-
finate splitter at the BP refinery occurred due to false
readings on the equipment level gauges as a result of a
change in the specific gravity of the liquid being invento-
ried into the process vessel. This incident resulted in the
death of 15 employees and injury to over 180 persons.
These incidents emphasize the importance of the reliabil-
ity and validity of the level readings being measured on
chemical storage vessels in chemical processing indus-
tries. Various technologies exist for the measurement of
liquids contained within process vessels. The most com-
mon technologies include Differential Pressure Transmit-
ters, Displacement Type Transmitters, Ultrasonic Trans-
mitters and Radar Type Transmitters. The focus of this
article is on the Differential Pressure type transmitters.
We shall focus firstly on how these types of transmitters
work followed by a case study which will aid in the un-
derstanding of the impact of the fluid specific gravity on
the measured vessel level.
Level transmitters operating on the philosophy of differen-
tial pressure typically measure the pressure at two distinct
points along the vertical axis of a vessel filled with the pro-
cess fluid. The difference in the pressure at these two
point is proportional to the height of fluid in the vessel.
Take for example the vessel shown in figure 1 below. At
reference point L1 and L2 the pressure of the fluid can be
estimated as follows:
The differential pressure between P1 and P2 is thus given
by
∆P = P2 - P1 = ρg(L2 - L1)
When differential pressure is measured in the units
mmH20 the equation becomes
∆P = sg x (L2 - L1)

Page 11
Again looking at the figure above if the liquid level con-
tained in the vessel is at reference point L1 the differen-
tial pressure of the Lower Range Value is given by the
following relationship:
Pressure at Low Pressure Leg is the sum of the Pressure
due to liquid at L1 and the Pressure due to seal liquid in
the High pressure leg (L1 ρ D0 ρL).
Pressure at High Pressure Leg is equal to the Pressure
due to seal liquid in the High pressure leg (D+D0) x ρH).
The Lower Range Value is thus given by,
Rl = (L1 ρ D0 ρL) - [(D+D0) x ρH)]
If the liquid level is at reference point L2 the differential
pressure of the Upper Range Value is given by the fol-
lowing relationship:
Pressure at Low Pressure Leg is the sum of the pressure
due to liquid at L2 and Pressure due to seal liquid in the
High pressure leg (L2 ρ + D0 ρL). Pressure at High Pres-
sure Leg is equal to the Pressure due to seal liquid in the
High pressure leg (D+D0) x ρH). The Upper Range Value
is thus given by,
Ru =(L2 ρ + D0 ρL) - [(D+D0) x ρH)]
The range of the level Transmitter is thus equal to the
difference between the lower range value and the upper
range value. Given the range of the differential pressure
between the upper and lower reference points the level
at a point, L, between L1 and L2 is given by the following
relationship
L = 100% x DPL/( Ru - Rl)
Where DPL is the measured differential pressure at the
level L. Given this understanding a case study showing
the implications of the specific gravity of the operating
fluid in the above relationships.
Case Study:
The waste storage tank D-01, typically stores waste wa-
ter from the process plant. When the level in the tank is
high a vacuum truck is used to pump the liquid out of the
tank. The level transmitter, LI-01, on the tank is calibrat-
ed for the storage of water with a specific gravity of 0.99.
On 23rd March 2015 operators on the plant decided to
send hydrocarbon liquid to the waste water tank due to
some operational constraints. The on field operator lined
up the process valves to allow the hydrocarbon liquid to
be sent to the storage tank. The operations control
room was informed so that they could monitor the level
and let the field operator know when to stop the liquid
flow to D-01. At 2110hrs the control room operator
was informed that there was an overflow of hydrocarbon
liquids from the tank D01. On review of the level trans-
mitter he observed that the level was relatively constant
at 75%. A sample of the contents of the tank revealed
that the specific gravity of the liquid was 0.74.
The change in the specific gravity of the liquid will affect
the differential pressure being observed on the level
transmitter. As a rule of thumb if the specific gravity of
the process fluid in a vessel decreases the level observed
on the differential pressure transmitter will show a lower
than it actually is and vice versa.
The importance of choosing the correct specific gravity
for calibration of the differential pressure transmitter as
well as choosing the correct method of liquid level de-
tection cannot be exaggerated enough. False readings can
have severe implication on both the process, equipment
and the environment.
Typically the instrument tubing connecting the upper tap
to the lower tap of the Transmitter L-01 is filled with a
seal fluid which can be the process fluid or a seal liquid
e.g. glycol. The lower impulse tubing shall be referred to
as the low pressure leg while the upper tubing shall be
referred to as the high pressure leg. The upper and low-
er tubing may contain different seal fluids or may be the
same fluid type.
Higher levels can influence carryover creating operation-
al issues with process units and increasing operating
costs due to loss of raw material. Lower levels can im-
pact operation of process pumps and lead to loss of liq-
uid seals at the base of knock out drums.
Based on the calibration range for the transmitter the
range calculated using the process fluid as water (s.g.
0.99) is 0 to 52.37kPa. Any liquid level between the two
level transmitter tapping points L1 and L2 will produce a
differential pressure in the range 0 to 52.37kPa the same
range a mentioned previously. However changing the
fluid specific gravity will impact the differential pressure
value and hence the range of the transmitter. The table
below shows how the range varies as the specific gravity
of the process fluid is changed.

Page 12
It can be observed from the table above that as the specific gravity of the measured fluid decreases, should the trans-
mitter calibration remain unchanged the level in the tank will show a level lower than the actual fluid level. This phe-
nomenon is particularly important when process safety risk exists with having a high level in a storage vessel. In the
example mentioned above the fluid’s specific gravity changed from approximately 0.99 to 0.74. This change in specific
gravity resulted in a shrinkage of the differential pressure measured across the range of the transmitter. As a result
when the physical level in the tank level rose to 100% the displayed level on the Transmitter LI-01 was 75%. As a re-
sult of this discrepancy the alarm high level alarm on tank D-01 did not sound to indicate to the operations personnel
that the level was increasing. It was only when the on field operator noticed that liquid was overflowing from the tank
into a bunded area around the tank that the operation of pump fluid to the waste was halted.
Incidents such as the one mentioned in the example above as well as the numerous process safety incidents highlight
the importance of the accuracy of level instrumentation and why proper selection is key. Despite the issue mentioned
above differential pressure level measurement is undoubtedly one of the most reliable and accurate forms of level indi-
cation. However for services where varying degrees of specific gravity is expected for the liquid being measured, alter-
native methods should be considered. Magnetic or float type devices have been used as a magnetic float contained in a
chamber will move as the fluid level rises and decreases. This type of gauge works well in a clean service but can prove
a nightmare for process operators when in a dirty service. Impurities from the process tend to accumulate along the
walls of the chamber and cause the float to become lodged, resulting in improper readings. Guided wave technology
(GWR) is becoming increasing popular as this technology boasts its ability to be unaffected by changes in the process
conditions including fluid specific gravity.
GWR is based on the principle of time domain reflectometry (TDR). With TDR, a low-energy electromagnetic pulse is
guided along a probe. When the pulse reaches the surface of the medium being measured, the pulse energy is reflected
up the probe to circuitry that then calculates the fluid level based on the time difference between the pulse being sent
and the reflected pulse received. Use of this technology will obviously come at an additional cost. However the cost to
people, environment and assets far outweighs the cost for having proper level instrumentation for the correct applica-
tion.
Using the correct method of liquid level determination will undoubtedly reduce the risk of a process safety incident
from occurring and make for a more stable process operation. Understanding the limitations of certain type of trans-
mitters when performing selection for specific applications is critical for successful plant operation. Despite the engi-
neer selecting the best transmitter for a particular application the on field users of the technology must be made aware
of their limitations to prevent a significant process safety incident.
Table 1: Variation in Transmitter Level Reading with changes in
Specific Gravity
Fluid S.G. Transmitter Range (kPa) Level observed when liquid is at upper tapping point (%)
0.999 52.37 100.0%
0.9 47.18 90.1%
0.7 36.69 70.1%
0.5 26.21 50.1%
0.3 15.73 30.0%
APETT Engineering Magazine December 2016
Eng. Dillon Nancoo Graduated from the University of the West Indies with a Bachelor of
Science Degree in Chemical and Process Engineering in 2009 and is currently pursuing a
Master’s in Business Administration at the School of Business and Computer Science. He
is currently employed at Atlantic LNG Company of Trinidad and Tobago as a Process Op-
timization Engineer for the last six years, and is an Associate member of the Institution of
Chemical Engineers (IChemE) .

Page 13 APETT Engineering Magazine December 2016
Amine System Foaming in the Natural
Gas Processing Industry
By Terry Mungal, Eng., B.Sc. Chemical Engineering
In the natural gas processing industry amines are used to
remove acidic gases such as CO2 and H2S from the inlet
feed (natural gas) before the gas is further processed. A
persistent operational problem in the gas sweetening
industry is amine system foaming. Foaming has contribut-
ed to high capital/production losses annually in the indus-
try and as a result increased operating expenditure and
reduced process efficiency.
Foam is the result of a mechanical incorporation of a gas
into a liquid where the liquid surrounds a volume of gas
creating a bubble. The free liquid captured between the
gas bubbles begins to drain as the bubbles rise past the
bulk gas/liquid interface. The free liquid will drain from
around the gas bubble until the gas pressure inside the
gas bubble is greater than the liquid wall’s surface. If bub-
bles are being formed at a quicker rate than the existing
ones are breaking they will accumulate as foam.
Characteristics needed to present a foam concern are:
Foaming tendency – the ease at which a solution
forms a foam bubble
Foam stability – foam resistance to break into con-
tinuous liquid phase
Surface tension is an indication of foaming tendency. The
lower the surface tension the more susceptible the solu-
tion is to foam (for e.g. liquid hydrocarbons have a low
surface tension and tend to foam).
The formation and stability of the bubble depends on
physical conditions and surface characteristics. Stabilized
foams are the result of contaminants that promote the
formation of a gelatinous layer, increase the surface vis-
cosity and inhibit drainage.
Contaminants in Amine System
Contaminants that cause amine system foaming originates
primarily from three (3) sources: make-up water, feed gas
and generated contaminants formed by the reactions of
amine and contaminants.
Below is a list of the typical contaminants that promote
amine system foaming:
Liquid hydrocarbons - They are soluble in aqueous amine
solution and therefore reduces its surface tension.
Water soluble surfactants – corrosion inhibitors, well treat-
ing compounds, antifoams
Solid particulates – iron sulphide (formed by reaction be-
tween H2S in feed gas and carbon steel piping)
Amine degradation products – BHEEU and BHEETU (bis
hydroxyethyl ethoxy urea and bis hydroxyethyl ethoxy
thiourea). Formed by reaction between Diglycolamine and
CO2/COS.
Heat Stable Salts (HSS) – If impure make-up water is used
contaminants such as sodium, potassium, calcium, magne-
sium, chloride, sulfate and bicarbonate ions can react with
the amine cation forming heat stable salts.
Antifoam agent – Excessive addition can aggravate foaming
issue.
Foaming is usually the first sign of contamination issues in
the amine system which can occur with a small concentra-
tion of heavy hydrocarbons, solid particulates or injection
chemicals. Frequently, foaming occurs not as a result of
one single contaminant in the system but multiple.
Symptoms of Amine System Foaming
The following are typical symptoms to indicate foaming in
the amine system.
Sudden increase in column differential pressure (DP)
High solution carryover to downstream equipment
Erratic/drastic drop in liquid levels
Sharp increase in flash gas flow

Page 14
Abnormal column temperature profile (higher tem-
peratures on the higher trays)
Off-specification unit results (high acid gas loadings
and low CO2 removal efficiency)
Antifoams
Typically, the first response to a foaming episode is the
addition of an antifoaming agent to the system. Antifoam
addition should only be seen as a temporary measure and
not a permanent or long term fix.
Antifoams are intended to facilitate gas and liquid disen-
gagement by weakening the cell structure of the bubbles.
While this may bring the foaming event under control and
reduce the severity of foaming it does not eliminate it.
The foam inducing contaminants are still present in the
recirculating amine system. Over time addition of anti-
foam can appear to become less effective. This is because
antifoams are surface active and are therefore removed by
the activated carbon bed. Also when antifoam droplets
coalesce into larger droplets they are incorporated into
the foaming structure less efficiently; hence, less effective
in breaking the foam. Antifoams are also known to be-
come inactive when they agglomerate with suspended
solids.
In order to reduce foaming events focus should be placed
on removing the contaminants from the system. Technol-
ogies have been developed by different companies to re-
move contaminants. One such technology is as ‘Sigma
Pure’ by MPR Services Inc. This involves using a slip stream
from the recirculating amine stream and sending it
through a foaming column where the amine is made to
foam. The foam is then separated from the solution and
the contaminants that caused or promoted the foaming
are also removed.
Trouble Shooting Guide / Recommendations for
Amine System Foaming
The following are recommendations to assist in reducing
amine system foaming caused by typical contaminants:
Reclaimer Operation: Ensuring the reclaimer is in service
could prevent amine degradation and decomposition
products such as BHEEU and BHEETU and also Heat Sta-
ble Salts from accumulating in the amine system. The reac-
tions between amine and CO2 and COS are reversible at
temperatures of 171.1 to 182.2 degC. HSS will be re-
moved when the reclaimer comes offline for cleaning
Mechanical and Carbon Filtration in Circulating Slip
Stream: Approximately 10-12% of the recirculating amine
stream should be flowed through a slip stream with me-
chanical filters. Iron sulphide particles will be removed
from the amine solution by mechanical filtration. Antifoam
and other dissolved organics would be removed by the
activated carbon bed. Ensure mechanical filter and activat-
ed carbon bed are replaced when decline in performance
is observed.
Inlet Separation: If hydrocarbon carryover is suspected as
the cause of foaming check vessel for any mechanical dam-
age (such as demister failure).
Flash Tank Operation: If hydrocarbons are suspected to
be the cause of foaming the tanks should be operated at
minimum pressure to flash out excessive hydrocarbon and
skim off this layer. A schedule should be developed to
skim the Flash tank and also Reflux Drum to remove as
much hydrocarbons from the system to prevent accumu-
lation.
Lean Amine/Feed Gas Approach Temperature: If hydro-
carbons are suspected to be the cause of foaming in the
Absorber ensure the lean amine temperature entering the
top of the tower is 5.6 to 8.3 degC higher than the inlet
feed gas to prevent hydrocarbon condensation. If the ap-
proach temperature is less than 5.6 degC increase lean
amine temperature to reduce the hydrocarbon condensa-
tion potential.
Analytical Testing of Amine: Samples of the plant’s amine
concentration and acid gas loadings (rich and lean) should
be taken daily along with monitoring of process conditions
to determine if operating parameters are within the speci-
fied ranges and threshold values. Samples of lean amine
should be sent to amine supplier every 3 months to per-
form a comprehensive analysis to determine the health of
the plant’s amine solution.
Amine System Foaming will continue to be a major opera-
tional problem until the respective amine system is care-
fully analyzed due to the many different causes of foaming.
Permanent measures should be pursued such as contami-
nant removal and/or detection rather than dependence on
temporary control measures (use of antifoam agents) to
reduce the instances of foaming.
Eng. Terry Mungal, Process Engi-
neer 1 (Atlantic LNG) graduated
from UWI St. Agustine with a BSc.
in Chemical and Process Engineer-
ing in 2009. He has been working
at Atlantic as a Process Engineer
for the past 6 years. Eng. Mungal
currently is attached to the Pro-
cess Optimization Team.

Page 15 APETT Engineering Magazine December 2016

Page 16 APETT Engineering Magazine December 2016
By Amanda Hunte-Balgobin, Eng., REng, B.Sc., MSc. and
Donald Ramdass, Eng., REng, BSc.
The Battle against Corrosion Under
Insulation (CUI)
This process led to a greater understanding of the design, operation, constructability and maintenance data relevant
to CUI. It involved the revalidation of the Risk Based Inspection (RBI) Model, bearing in mind the importance of accu-
rate and up-to-date process safety information in the identification of risk to the facility. The assessment sought to
identify all credible damage mechanisms across the facility and validate current operating conditions that would have
varied from what was previously recorded in the Inspection and Corrosion database. Lines that were labeled as un-
insulated were found to be insulated on-site, and missing or inaccurate process design data were updated.
Insulation removal, inspection and repair
A temperature range of 30oC - 120oC was utilized for prioritization of CUI inspections, based on typical corrosion
rates within the standard CUI criteria, and all locations of concern were investigated. The total number of locations
inspected almost doubled by the end of the project underlining the extensive scope that was covered by the project
team. The field interventions included insulation removal/repairs and design/fabrication/installation of perforated alu-
minum cages which were executed by a local Fabric Maintenance contractor. Figure 1 shows one of the areas of sig-
nificant corrosion inspected and subsequently repaired.
Review, selection and execution of Advanced Non-Destructive Examination (NDE) Techniques for de-
tection of CUI Research was conducted across the industry on each of the techniques focusing on the advantages and disadvantages
for application at the facility. Long Range Ultrasonics (LRUT) was selected for extensive runs of piping, and Short
Range Ultrasonics (SRUT) for support locations. Considering that these techniques were not available locally, the
service was awarded to a reputable international inspection agency. This was the first time in the company’s history
that such advanced techniques were utilized for CUI Inspection.
Evaluation and use of alternative methods to insulation for Personnel Protection –
One of the major successes of the project was the elimination of risk for quite a few areas across the facility. Mineral
wool was used as the insulating material for Personal Protection (PP). It is now recognized that this material increases
the risk of CUI since it retains water and can leach salts that contribute to coating breakdown and accelerate corro-
sion. The replacement of PP insulation with cages will not only extend the coating life and reduce the preparation
cost for inspection in the future, but also eliminates the risk of CUI since without insulation there can be no CUI.
The Acoustic Insulation specification was also revised preventing direct contact with the pipe, thus reducing the risk
of CUI.
Figure 1 Corrosion Under Insulation
Corrosion is a natural process; it is the gradual degradation of materials (usually
metals) by chemical reaction with their environment. With Corrosion Under
Insulation (CUI) the insulation that surrounds the steel creates a closed system
trapping water which leads to accelerated corrosion. CUI has been described as
the silent killer in many industries due to its unpredictable and disguised nature.
If not highlighted as a threat to a facility, it can go undisturbed for many years
and could lead to significant Process Safety incidents.
In order to mitigate the risk of CUI, several initiatives were undertaken by the
company including:
Review of the Corrosion Model (Corrosion Threat Assessment)
and validation of the operating conditions

Page 17
Figure 2 Results of Inspection Findings
The inspection findings are shown in the chart displayed and have been categorized as:
Significant required immediate attention (repairs / replacement).
Gross required a wrap or most cases re-coating.
Moderate required re-coating.
Good no further work needed before re-insulation.
The findings highlighted the fact that over 50% of the insulated piping had
experienced coating failure as a minimum. Coatings generally provide
adequate protection up to 10-15 years once the surface preparation and
application were properly done according to the manufacturer’s recom-
mendation. These statistics are in line with this rule of thumb and high-
lights the need for further insulation removal, inspection and recoating of
all assets within this age range.
Another major facet in the battle against CUI was the need to raise awareness of the CUI risk to the facility among the
wider employee base. The annual Process Safety Week events, which are aimed at sensitizing all employees on the im-
portance of process safety and asset integrity, facilitated informative sessions on the issue. Various interactive presenta-
tions were conducted with Maintenance, Operations, Engineering and contractors which served to educate persons about
the severity of CUI and which encouraged them to assume greater accountability in the prevention and mitigation of CUI.
Their support was also solicited in strengthening their efforts in protecting insulation jacketing, reporting damaged insula-
tion and informing the Inspection and Corrosion Management Team when actual operating conditions may differ from
design. Turnaround safety stand-downs were also used as another opportunity to engage contractors on the cause and
effect of CUI, and to encourage them to support the CUI efforts on the frontline.
This project highlighted the challenges related to the inspection of all areas affected by CUI, as full insulation removal is
impractical and very costly. This project has also created sustainable value as it has facilitated the updates to the RBI and
Corrosion Model, deepened the company’s understanding of vulnerable locations on other Trains and allowed for re-
design in an effort to eliminate CUI in the future. It has shown, most importantly, that CUI, if left unchecked can have a
significant impact on the facility, compromising the safety and reliability of its operations.
Eng. Donald Ramdass has served the Oil and Gas industry for
the past twelve (12) years. Graduating with a B.Sc. in Mechanical
Engineering, he has worked in the construction, exploration/
production and refining sectors of the industry. He currently
works in the LNG sector and holds the position of Inspection
Engineer at Atlantic for the past six (6) years.
Eng. Amanda Hunte-Balgobin has served the Oil and Gas indus-
try for the last eight (8) years. Graduating with a B.Sc. in Chemical
and Process Engineering, she made a shift in her career and has
served as Corrosion Engineer at Atlantic for the past five (5) years.
Throughout that time she has attained her M.Sc. Engineering Manage-
ment (Distinction) and is currently working on the final thesis for her M.Sc. in Corrosion Control Engineering, with Manchester University,
England.

Page 18
The Art of Bolt Torqueing
By Faheema Baksh, Eng., B.Sc. Mechanical Engineering, MASME
Figure 1. Types of stresses associated with bolts.
APETT Engineering Magazine December 2016
Overview
Threaded fasteners are by far the most commonly used joints in mechanics. They are used in a wide range of applica-
tions from household appliances, to cars, and even children’s toys. In the industry, nuts and bolts are simple mechanical
devices which work together to provide the clamping force that will hold two parts together, whether those parts are
steel beams or sections of a pipeline. Typically, poorly bolted joints can lead to leaks and high vibration. Among the pos-
sible causes of failure for bolted assemblies, the most frequent is poor assembly. This is where bolt torqueing or ten-
sioning come into play and will be discussed further in this article.
What is the Clamping Force? \
When a bolt is tightened, tension is created in the bolt
which stretches the bolt (similar to a spring). Provided
the bolt is not stretched beyond the elastic limit of the
bolt material, it will want to return to its original size
and length. This tension acts as the clamping force. Ten-
sion combined with friction between the bolt and the
nut is what prevents the bolt from loosening. It also
ensures the rigidity of the whole assembly (that is, mini-
mizes vibration), prevents leakage at seals, avoids shear
stresses on the bolts, and reduces the influence of dy-
namic loads on the fatigue life of the bolts. Therefore it
is important to achieve the desired tension for bolted
joints.
Effects of Overtightening
Within the elastic limit, a metal part such as a bolt follows Hooke’s law, i.e. the strain is proportional to the stress
(load). The stress in the bolt never exceeds the elastic limit or yield point. Otherwise, this can lead to bolt failure.
What is Bolt Torque? Torque is one of the most common methods of installing bolts, where the objective is to stretch the bolt to a predeter-
mined load. The stretching is accomplished by turning the nut, which pulls the bolt due to the angle of the threads.
There are standard torque values for specific bolt sizes and grades. With the use of a calibrated torque wrench, these
standard torque values can be obtained.
Figure 2. Tensile Stress-Strain Diagram with respect to Bolts.

Page 19
Table 1: Tensioning and Torqueing Main Attributes.
It is important to note that torque does not equate to tension, but rather the torque reading is an indirect indication of
the desired tension. During torqueing, input energy is lost overcoming the mating friction under the head, nut, and
mating threads. Only a portion of input energy is converted into bolt stretch. Standard torque values are based on the
following formula:
T = Torque (ft-lbs) D = Nominal Diameter (inches)
P = Desired Clamp Load Tension (lbs) K = Torque Coefficient also known as the “Nut Factor” (dimensionless)
The nut factor can be thought of as anything that increases or decreases the friction within the threads of the nut. This
takes into account the geometry of the threads, the thread friction factor between the bolt and nut, and also the un-
derhead friction factor between the nut face and the surface it rolls over. There is no standard value for K. Further-
more, no two bolts respond exactly the same to a given torque. There are numerous real-world complications, for
instance: dirt/rust/debris on the threads, damaged threads, hole misalignment, etc. Many factors can decrease the
amount of energy that actually converts to bolt stretch. To counter this, the bolts and nut must be properly lubricated.
Lubrication reduces the friction during tightening resulting in more energy conversion of torque to bolt stretch. Lubri-
cant should be applied to both the nut surface and the bolt threads.
Torqueing vs. Tensioning Tensioning is another method of tightening bolts, the objective of which is to stretch the bolt to a predetermined load
by using force to elongate the bolt. This is accomplished using hydraulics. The nut can then be seated manually using a
wrench.
Conclusion In conclusion, bolts have a wide range of applications, both in the house hold and in the industry. When a bolt is tight-
ened, it acts like a spring and elongates. The tension created acts as the clamping force holding the bolted pieces to-
gether. Tension combined with friction prevents the bolt from loosening, thus preventing leaks and ensuring the rigidity
of the assembly. Therefore for any bolted assembly, there is a minimum desired bolt tension. However, care must be
taken not to overtighten a bolt either, since overtightening can also result in bolt failure if the material’s yield point is
exceeded.
Bolt torqueing is a common method for tightening bolts. With standard torque values and torque tables, it is very sim-
ple to use and implement. Its main downfall, however, is that the torque values are calculated using a nut factor, K,
which in reality can be affected by a host of things including rust, damaged threads, and hole alignment. As such, torque
is not necessarily a direct representation of the desired tension in the bolt. Conversely, there is also bolt tensioning
which is more accurate, albeit generally more costly than bolt torqueing. One way to counter the unknown nature of
the nut factor is to use lubrication on the bolt threads and nut face. This reduces the friction during tightening resulting
in more energy conversion of torque to bolt stretch. Overall, neither method is wrong. The method chosen would
depend on the specifics of the joint such as the physical space available or the size of the bolt.
Tensioning Main Attributes
Stability and ease of control
Highly accurate
Generally more expensive
than other systems Most often used on large
bolts
Torqueing Main Attributes
Less accurate than hydraulic
tensioning
Less expensive to purchase
More versatile Usually used on smaller fasteners
Simple to use
Eng. Baksh holds a B.Sc. (Hons.) Mechanical Engineering (2014) and is currently pursuing a Masters
Production Engineering at The University of the West Indies. Since graduating she has worked at Me-thanex Trinidad Limited, currently functioning as part of the Mechanical Projects Team. Eng. Baksh was elected as the Engineering Student Speaker for the Engineering Awards at the University of the West
Indies in 2014. Her drive and ambition took her through the various stages of the IET PATW competi-tion to the Finals in London in 2014. Grateful for all that she has accomplished thus far, Eng. Baksh is also a regular volunteer for Methanex’s Mentoring Our Children program, believing that with a little
encouragement and the right example, anyone can achieve great things.

Page 20 APETT Engineering Magazine December 2016

Page 21 APETT Engineering Magazine December 2016
Multiple Model Predictive Control
Bridging the Information Gap
to Regulate Highly Non-Linear Processes
Part II: Controlling a CSTR
By Dr. Brian Aufderheide1 , Eng., PhD.,
Makeda Wilkes, Eng., B.Sc., M.Eng., and Adrian Lutchman, Eng., B.Sc.
1 Correspondence to [email protected]
Figure 1: Model predictive control (Rao et al, 2001)
Introduction
There are several difficulties in regulating chemical indus-
trial processes: the interactions between control pairs,
systems can be highly nonlinear, load disturbances can
occur, and number of online measurements are often
limited especially when it comes to compositions and
concentrations. Model Predictive Control (MPC) han-
dles interactions of control loops readily and can operate
with limited output measurements. However, handling
different operating regions and disturbances are typically
done using an Extended Kalman Filter (EKF) to estimate
parameters or disturbances. Another approach is to use
multiple models to cover different disturbances and/or
operating regions. Multiple Model Predictive Control
(MMPC) was discussed in detail in Part I of this article
(Aufderheide et al, 2016).
Here we will be covering more details on how MMPC
works comparing the advanced control strategy using actual
step responses for the model bank and first order plus
dead time (FOPDT) models versus using a first principles
based EKF that is the traditional approach for nonlinear
MPC.
The in silico study was done with the Van de Vusse reaction
system which has input multiplicity, gain sign changes, and
inverse responses.
Model Predictive Control (MPC)
MPC is a control algorithm that is analogous to playing a
computer in a game of chess (Fig. 1). At the top of Figure
1, the current sampling instance k, a model is used to pre-
dict the output behavior of the system, P sample intervals
into the future, based on the past states and M future con-
trol moves. The future control moves are optimally esti-
mated to minimize predicted error from the set point.
Feedback is achieved by implementing only the first of the
M moves. At the bottom of Figure 1, based on the actual
measurements of the output at the (k+1)th instance, the
model predictions are corrected as an additive disturbance
to account for model mismatch and unmeasured disturb-
ances. The optimization procedure is repeated in a receding
horizon framework to compute a new set of moves (Rao et
al, 2001). The equations for MPC were outlined in the pre-
vious Part I article in Aufderheide et al 2016.

Page 22
Figure 2: Multiple Model Predictive Control (MMPC)
Differential Equations:
NONLINEAR MPC: EXTENDED
KALMAN FILTER (EKF)
The strength and weakness of MPC is having an accurate
model to handle the nonlinear process under different
operating conditions. Most research done on MPC is in
various types of model development and update strate-
gies. The typical approach when a first principles set of
differential equations are available is to apply a Kalman
Filter to estimate the process’ state variables. The Ex-
tended Kalman Filter (EKF) is when parameter(s) are
appended to the differential equations as additional states
to be estimated.
The optimization is similar to that for MPC but instead of
minimizing future predicted error here you are minimiz-
ing past differences in model/plant. For complete equa-
tions see Aufderheide and Bequette, 2003.
Multiple Model Predictive Control
The serious limitation to an EKF is that the number of
parameters estimated cannot exceed the number of
measured outputs (Kozub, MacGregor 1992).To get
around the information limitation, a multiple model adap-
tive estimator is used to obtain a prediction model for
MPC (see fig. 2). Model bank can be varied by feed con-
centration, dilution rate, kinetic parameters etc. The
bank of models can be step response models, as used in
Dynamic Matrix Control (DMC) or state space models
(linearized models from fundamental ordinary differential
equations). The key here is that you are providing addi-
tional information for the final prediction model. If the
system responses lie within the existing model bank, then
it will work well. Information requirement is similar to
fitting only one parameter since we are requiring the
algorithm to choose one model out of the bank.The final
prediction model can be a weighted average (blended)
model or be a winner takes all highest weight model as
prediction to MPC.
The algorithm is computationally inexpensive and insures
that probabilities are bounded from 0 to 1. An additional
benefit is that poor models are rejected exponentially
fast so having a very large number of models does not
necessarily lead to a very large drop in controller perfor-
mance. The equations for the Recursive Bayesian theo-
rem were discussed in the previous Part I article in Auf-
derheide et al 2016.
Control of Van de Vusse Reaction:
Comparison of Multiple Model
Methods to Extended Kalman Filter
To better understand the success of MMPC using a bank of
First Order Plus Dead Time models regulating the cardio-
vascular system of dogs and pig see Part I (Aufderheide et
al, 2016), work was done in silico with a simple but difficult
system to regulate, the Van de Vusse reaction (Aufderheide
and Bequette, 2003).
The Van de Vusse system has input multiplicity (Fig. 3)
where two dilution rates can lead to the same product con-
centration of B, Cb. To the left of the optimum concentra-
tion of B, the process gain is positive and there is an inverse
response making it very challenging to control (Fig. 3). At
the optimum, the process gain is zero and is uncontrollable.
To the right of the optimum the process has a second or-
der response with a negative gain and control is readily at-
tained (Fig. 4). Disturbances to the processes are changes
in the feed concentration, Ca,in , and in the kinetic parame-
ters that shift the overall gains and location of the optimum
values possible (Fig. 3).
VDV Equations:
Figure 3: Steady state curves for
two feed concentrations of Cain
and for both sets of kinetic
parameters

Page 23
Figure 4: Sample step responses for the nominal case starting at
steady state dilution rates (Uss).
APETT Engineering Magazine December 2016
Figure 5: Start up problem with sudden change in kinetic parameters at 15 minutes
Figure 6: Actual
plant output vs.
predicted output
The control objective is to operate closely to the opti-
mum point to maximize the concentration of B. Here
we are comparing three different models for MPC; the
first principles Extended Kalman Filter, the actual step
responses for different operating conditions and different
disturbances, and the minimal bank of First Order Plus
Dead Time models that span both positive gains with
dead times to represent the inverse responses and First
Order Models with negative gains to represent the Se-
cond Order responses found at dilution rates higher than
the optimum. MPC tuning was adjusted appropriately
for all three model types.
Figure 5 shows the control results for all three model
types on a cold start up problem to reaching a desired
set point of 1.25 moles B/L. At 15 minutes, a second set
of kinetic parameters occurs as a disturbance.
The EKF with a small deviation after the disturbance
takes almost 4 minutes to return to the set point. Most
impressive is how quickly the step response (SR) model
bank rejects the disturbance taking less than one minute
to return to the set point. Compared to the EKF-based
MPC this is less than a quarter of the time. SR also out-
performs the EKF-based MPC taking less than 2 minutes
to reach the set point from startup. FOPDT takes 12
minutes to reject the disturbance. The actual SR model
bank controller is detuned to have the best performance
for this case and can even be quicker than that shown
here.
The actual step response model bank has by far the best
performance selecting models closest to the actual process
quickly and efficiently.
Figure 6 compares the one step ahead predictions of the
two different model banks and the single model EKF. All
three provide very good estimates here with EKF having
slightly worse mismatch from the actual process after the
disturbance occurs.
Conclusions
If you have a detailed model of differential equations for
your process and only a few key parameters to estimate
with sufficient information (number of measured outputs
equals or exceeds number parameters to fit), then an EKF
is the approach to take for your MPC model. If you can
run different step responses mimicking possible process
disturbances prior to them actually occurring then develop
a model bank that contains these different operating condi-
tions and use them for MMPC. This can handle any num-
ber of parameter changes and different process conditions,
and work exceedingly well.
But the reality often is that you cannot develop a detailed
model be it the complication in the system itself and/or a
lack of data to fit all the parameters needed for the system.
Nor is it possible to run the actual process over a set of
different operating conditions and disturbances. So what
can be done? Develop a First Order Plus Dead Time mod-
el bank and use it as a Gray Box System Identification tool
and as long as good control is sufficient this will work and
handle a myriad of different disturbances and process con-
ditions.

Page 24
Current Work
Right now we are working on different multiple input
multiple output processes using a bank of state space
models covering various operating conditions and param-
eterizations. A state space model is a linearized form of
the non-linear differential equations. These systems are
the non-isothermal VDV regulating both reactor temper-
ature and product concentration, a waste system and an
industrial pH neutralization pit. The industrial pH neu-
tralization pit stemmed from an industrial design project
and was modeled from first principles.
A feasibility study using the waste system was done lev-
eraging a first principle model of a process into a bank of
state space models that span parameterization and oper-
ating conditions to handle large set point changes and
various load disturbances with a Multiple Model Predic-
tive Controller. Automated tuning is done by using
Skogestad (2003) Method of FOPDT approximation for
each input/output combination then applied to Shridhar
& Cooper (1998) MIMO MPC tuning rules (Wilkes and
Aufderheide, 2017).
Future Work: Putting MMPC into
Current MPC Commercial Software The implementation of MMPC strategies on an industrial
scale could be done in one of two ways, by using a sys-
tem that supports MPC and continually updating the sys-
tem models or by performing all model identification and
MPC functionality externally and sending the manipulated
variable outputs only. In both cases the calculations that
require multi-dimensional linear algebra should be exe-
cuted by a computational math package, such as Matlab
or Aspen Custom Modeler and the plant control imple-
mented by a Distributed Control Systems (DCS) soft-
ware application, such as the Emerson DeltaV application
framework.
MPC is supported through the fully configurable MPCPro
and MPCPlus function blocks that are shipped with the
DeltaV system. Emerson provides system identification
tools (DeltaV Predict) that use plant data to create a
prediction model. It does not provide for online model
update. Emerson has provided and interface called Event
Monitor that can call a procedure from an external appli-
cation such as Matlab, and read and write data to this
application through an Open Process Connectivity
(OPC) connection. In principle this should allow the ex-
port of plant data to Matlab, and import of updated mod-
el bank including the Bayesian Recursive algorithm.
The second option could also be implemented using the
Event Monitor interface, in this instance plant data is
sampled periodically and sent to Matlab where all com-
putations are carried out, including MPC linear algebra.
DeltaV would send the external calculated control move
via the Analog Output port. Aspen Custom Modeler
(ACM) can work in conjunction with the Aspen DMC
Plus module. The model bank and update will be very
straight forward to implement in the ACM.
It really comes down to the module for the multiple model
bank to be able to receive information in parallel with the
built in MPC modules of Aspen and DeltaV while also al-
lowing it to pass prediction models and tuning parameters
to them. We will be investigating the Aspen products in
silico using dynamic process plants in Aspen HYSYS/Plus
including ACM working with DMC Plus. DeltaV software is
used in our chemical engineering laboratory and any modifi-
cations to multiple model banks can be done there on pilot
absorption and distillation columns.
Eng. Dr. Brian Aufderheide completed his
PhD in Chemical Engineering at Rensselaer
Polytechnic Institute. His areas of expertise
are in advanced control and modeling of
biomedical, chemical, and biological processes.
He has consulted for both medical device and
biotechnology companies. He was sole engi-
neer and QC supervisor of a 40MM lb/yr
custom extrusion company. He has over
12years experience in education developing
over 25 new courses. He is a returned Peace
Corps Volunteer. He is dedicated in helping
his students to succeed. Currently he is an
Associate Professor in Process Engineering at
the University of Trinidad and Tobago.
Eng. Makeda Wilkes obtained her M. Eng in Process
Engineering at the University of Trinidad and Tobago.
She is a Research Assistant at the University currently
working towards publications in Process Control
Education and Advanced Process Control. Makeda
teaches Matlab, assists with developing material and
teaching Process Design to the BaSc final year students.
She co-supervises both BaSc and M. Eng design pro-
jects. Her current research interest are model predic-
tive control in chemical and industrial engineering
applications.
Eng. Adrian Lutchman is an Instructor at the
University of Trinidad and Tobago. He worked
as a Process Engineer for nearly a decade
before joining the University. Adrian has
worked in Process Design (NMWG) and
Ammonia production (IPSL, YARA). At present
Adrian is a member of the Process Engineering
team at UTT, he teaches in the areas of Pro-
cess Design and Simulation, Process Control .

Page 25 APETT Engineering Magazine December 2016

Page 26 APETT Engineering Magazine December 2016
Short Slabs Technology for Concrete
Pavements
By Avaleen Mooloo Eng., B.Sc., M.Sc., MAPETT
Introduction
Concrete roads in the Caribbean have been an excellent
solution for countries that do not have the financial re-
sources for the continuous maintenance required for flex-
ible roads. The chronology of conventional reinforced and
plain concrete roads can be seen in many Caribbean is-
lands, and even in Trinidad there is a very good history of
concrete roads such as the Paramin road, the residential
suburb of Valsayn, Port of Spain port and Piarco airport.
Some of these roads were constructed well over 40 years
ago and are still in good condition and serviceability.
In the last couple of years, engineering technology has
evolved to become more “sustainable”. This means that
great consideration is taken into account for design, mate-
rials used for construction, the method of construction
and maintenance of the completed structure so that there
are no negative impacts to the environment and the pub-
lic. This approach has caused Concrete Pavements to be-
come very popular though very costly. There has been
significant growth in concrete solutions for rigid pave-
ments and one of these is the Short Slabs Thin Concrete
Pavement (TCP) technology.
Short Slabs Thin Concrete Pavements
There are basically four types of concrete pavements: plain,
plain doweled, reinforced and continuously reinforced, of
which short slabs are either plain or plain doweled.
Plain pavements are constructed without reinforcing steel
or doweled joints. Load transfer at the joints is obtained by
the interlocking of the aggregates between the cracked faces
below the joint saw cut or groove. For load transfer to be
effective, it is necessary that short joint spacing be used.
Plain doweled pavements are built without reinforcing steel;
however, smooth steel dowel bars are installed as load
transfer devices at each contraction joint and relatively
short joint spacings are used to control cracking.
So, what is the difference between conventional concrete
pavements and short slab pavements? Both are designed
using the AASHTO method. Once the thickness design is
given for the conventional pavement, an alternative design is
done using the short slab methodology.
The American Concrete Institute (ACI 360 & ACI 302) nor-
mally recommends joint spacing criteria of 24 times the slab
thickness for unreinforced slabs. The short slabs is based on
the methodology of reduction of the tensile stress originat-
ed by the front and rear axles loaded simultaneously at the
edges of the slab when it is curled upward. The slab is opti-
mized by reducing the joint spacing near to 10 times the slab
thickness and reducing the concrete pavement thickness on
condition that the tensile stress is equal to or lower than
the conventional design.
Fig 1: Example of
Concrete Road.
Fig 2: Comparison of Conventional pavement to Short slabs.

Page 27
Before After
Figure 3: Comparison of thickness of concrete pavements
Traditional vs. Short Slab pavements
The design variables that the method takes into account
for pavement design includes:
Transit (in terms of Equivalent Single Axle Loads,
ESAL’s)
Reliability (Statistical parameter)
Overall deviation (Statistical parameter)
Modulus of Rupture (Flexural strength of the con-
crete)
Load transfer (J)
Drainage Coefficient
Modulus of subgrade Reaction (K)
Initial Serviceability
Final Serviceability
The traffic information is also analyzed using the AASH-
TO method in order to determine the critical axle load
that most severely damages the pavement structure. In
any given traffic data, the Tridem Axles are the most
critical axle load that will cause the most damage to the
pavement structure, therefore the maximum tensile
stress analysis is performed using the Tridem Axle in 3D
finite element software (EVER FE 2.4).
When comparing both structures it is clear that the deteri-
oration will be different due to the fact that they bear loads
and stresses differently.
Short Slabs in the Caribbean:
GUYANA:
PROJECT– REHABILITATION OF GNSC INTERNAL
ROAD- GEORGETOWN (0.11KM)
GTP SOLUTION: Cement treated base (CTB) & TCP
CUSTOMER: GNSC
PROJECT’S DESCRIPTION: LENGTH OF PAVING: 0.11
KM, LAYING THICKNESS: 13 CM. PAVING WIDTH of
5m; 1 shoulder: 1 m, curb & slipper drainage and pedestrian
sidewalk. It includes supply of Cement and Design & Engi-
neering.
STATUS: COMPLETED
TRINIDAD:
PROJECT– REHABILITATION OF TCL PLANT INTER-
NAL ROAD – CLAXTON BAY (0.5KM)
GTP SOLUTION: Cement Treated Base (CTB) & TCP
CUSTOMER: TCL CLAXTON BAY PROJECT’S DESCRIPTION: LENGTH OF PAVING: 0.5
KM, LAYING THICKNESS: 12 CM. PAVING WIDTH of 6
m (min); curb & slipper drainage. It includes supply of Ce-
ment, Concrete and Design & Engineering.
STATUS: IN PROGRESS
Area of Concrete 580m2
Volume of concrete 80m3
Weight of cement 49 ton
Project Total Cost US $35K
Area of Concrete 3100m2
Volume of concrete 370m3
Weight of cement 184 ton
Project Total Cost US $150K
CONCLUSION
Concrete pavements are without a doubt superior to asphalt pavements and this is highlighted below:`
ADVANTAGES OF CONCRETE ROADS
ECONOMIC ENVIRONMENTAL SOCIAL & FUNCTIONAL
Low maintenance Less GHG emissions Performance
Predictable material prices Reduced UHI effect Durability
Life cycle cost Storm water management Safety (friction, reflects at night)
Fuel economy Material recyclability Noise reduction
Energy savings Aesthetics & versatility

Page 28
Fires in tunnels can ignite asphalt
which adds to the heat, smoke and
difficulty in firefighting and evacua-
tion due to molten asphalt.
Concrete does not burn or emit
toxic gases and countries such as
Austria mandates all pavements in
tunnels be made of concrete.
CONCRETE VS ASPHALT DURABILITY LIFE CYCLE COST
FUEL CONSUMPTION URBAN HEAT ISLAND EFFECT
CONCRETE ROADS – THE SAFER OPTION
LIGHT REFLECTION HIGHER SKID RESISTANCE
TUNNEL CONSTRUCTION LESS NOISY
Superior strength of
Concrete over Asphalt
ensures low & predicta-
ble maintenance costs.
Design life of concrete
≤ 50 yrs. with road last-
ing 3X longer than as-
phalt before major re-
hab required
Concrete pavement will
reduce de f l ec t ion -
induced fuel consump-
tion by 50-60% compared
to asphalt of same thick-
ness. 3% improvement
on vehicle consumption
which saves around
46.5MMt of CO2 annually
Light coloured surfaces
e.g. concrete reduce this
urban heat island effect.
Converting LA from as-
phalt to concrete would
reduce temp by around
0.6°C (1°F) resulting in
saving of USD 90M for air
conditioning
Concrete is naturally
brighter and more reflec-
tive than other pavement
surfaces. Concrete reflect
3x more light than asphalt
& lighting intensity can be
reduced up to 30% with-
out compromising night
vision
Higher skid resistance of
concrete reduces braking
distances by 12-15% in
both wet & dry condi-
tions, compared to As-
phalt. Concrete surfaces
do not RUT & the risk of
hydroplaning is effective-
ly eliminated
Noise level of con-
crete roads can be
greatly reduced
without sacrificing
durability or safety
by choosing an ap-
propriate surface
texture e.g. broom
f inish, diamond
ground surface or
exposed aggregates
Eng. Mooloo has worked for the past 12 years with the TCL Group in our cement
companies in Trinidad, Barbados, Jamaica and Guyana on multi-million upgrades for
optimization of efficiencies of the cement plants. For the last six years she has been
working on establishing markets for the alternative uses of cement primarily through
sustainable pavement solutions and eco-housing. Eng. Mooloo is currently pursuing an
M.Phil. Civil Engineering, holds an M.Sc. Construction Engineering and Management
and a B.Sc. (hons) Civil Engineering all at UWI. She has been awarded a Certificate of
Achievement from IEEE for special investigative project - 2004 and the PSC Nitrogen
Trinidad Ltd Scholarship—2000. Eng. Mooloo is a Member of APETT and a Member
of the Powerful Ladies Of Trinidad and Tobago (PLOTT).

Page 29 APETT Engineering Magazine December 2016
The New Procurement Legislation:
Implications of Major Shifts from
the Past
By Winston Riley, Eng., B.Sc., FAPETT
The Implications under Act #1 of 2015
The new procurement legislation Act #1 of 2015 and Act #5 of 2016 “provide for public procurement, and for the retention
and disposal of public property, in accordance with the principles of good governance, namely accountability, transparency, integri-
ty and value for money, the establishment of the Office of Procurement Regulation, the repeal of the Central Tenders Board Act.”
The past is represented by the CTB Act which through amendments ushered in the proliferation of Government to
Government arrangement (GtoG) and State Owned Enterprises (SOEs). Accountability under the CTB is modeled on
procedural compliance.
The present legislation initiates sustainable procurement and brings into play Local Content Requirements (LCR), Value
for Money (VM), Risk Management (RM) and a modern results-oriented management approach.
The new procurement legislation sets up a legal framework through which LCR sustainability and VM can be linked and
operationalized in a transparent manner. Act #1 of 2015 (the Act) makes three important shifts from the past by:
1. Giving a procuring entity the power to prioritize LCR in procurement proceedings. The Act defines local content as “the local
value added to goods, works or services measured as the amount of money or percentage of each dollar of expenditure re-
maining in Trinidad and Tobago after the production of the good or the performance of the work or service;”
Sub-Section 28 (1) states: “A procuring entity may limit participation in procurement proceedings to promote local industry deve l-
opment, local participation, and local content.”
2. Subjecting to the Act all G to G arrangements, all treaty arrangements and arrangements with all financial institutions. This
shift allows for the determination and transparent disclosure of LCR in procurement proceedings related to treaty arrange-
ments with foreign Governments and financial institutions. Sub-Section 7 (2) of the Act states: “To the extent that this Act
conflicts with an obligation of the State under or arising out of the following:
a) A treaty or other form of agreement to which Trinidad and Tobago is a party with one or more States or entity within a State;
…..
b) an agreement entered by the Government of Trinidad and Tobago with an international financing institution; or
c) an agreement for technical or other cooperation between the Government of Trinidad and Tobago and the Government of a
foreign State,
The requirements of the treaty or agreement shall prevail except that the procurement of goods, works or services shall be gov-
erned by this Act and shall promote the socio-economic policies of Trinidad and Tobago and shall adhere to the objects of this Act.
Sub-Section 7 (3) states: “A procuring entity engaged in procurement proceedings relating to a treaty or agreement referred to in
Sub-Section 2(a) shall comply with Section 29 and submit a report on such compliance to the Office (Office of Procurement Regu-
lations) (OPR).
Sub-Section 7 (4) states: “The Office shall, within twenty-one days of receiving a report under Sub-Section (3) forward a copy of
the report to the Speaker of the House of Representatives who shall cause the report to be laid before Parliament at the earl iest
opportunity.”

Page 30
Section 29 sets out the pre-and post-qualification requirement as outlined in the procuring entities regulations and hand-
books approved by the OPR for the procurement of goods, works, and services.
3. By (a) defining “sustainable procurement as a process whereby public bodies meet their needs for goods, works or
services in a way that achieves value for money on a long-term basis in terms of generating benefits not only to the public
body, but also to the economy and the wider society, whilst minimizing damage to the environment;” (b) outlining under
subsection 5(1) (c) that “The objects of this Act are to promote local industry development, sustainable procurement,
and sustainable development, in public procurement and the disposal of public property.” (c) defining value for money in
sustainable terms.
Engineers in Trinidad and Tobago, because of their sheer numbers relative to any other profession, occupy crucial deci-
sion-making positions in almost all SOEs and Ministries responsible for the procurement of goods, works and services
under the Public-Sector Investment Programme.
The OPR oversees the procurement process through regulations, guidelines, handbooks and special handbooks. The spe-
cial handbooks are drafted by each procuring agency for approval by the OPR. It is through the special handbooks that
engineers can act as a collective and have influence on LCR - a prerogative mainly of an economist.
In procurement, LCR is mainly represented by Performance Metrics. LCR affects VM sustainability and trade and thus
demands research for the development of national policy positions with variations relative to sectors such as manufactur-
ing, petrochemical, construction, IT, Communications, etc. thus raising the politics of procurement to international levels.
A Simple Guide: the Measurement of Local Content in Public Procurement
A procurement system requires a standardized approach for measuring and validating the local content of goods, works,
and services required by a solicitation document. The solicitation document should include a stipulated minimum thresh-
old for tender validity. Stipulated minimum threshold, although designed to improve local content in the future, can have
negative effects on efficiency and effectiveness at a given time and thus has “Value for Money implications in the context
of preferential treatment. Stipulated minimum thresholds is thus a function of Government policy. The guide allows for
the calculation of LCR and the foreign Component Requirements of EXIM Banks of countries under G to G and other
Treaty Arrangements.
LCR shall be expressed as a percentage of the “submission” price exclusive of VAT, and shall be calculated as follows:
LCR = (1 - x/y) x 100 wherein
(x) is the imported component in Trinidad and Tobago Dollars and
(y) the tender price in Trinidad and Tobago Dollars.
Eng. Riley holds a B.Sc. Civil Engineering (1967) and was awarded the Chaconia Gold
Medal in 2016 for his distinguished and outstanding service to Trinidad and Tobago at
the National Awards Ceremony. He has received awards for excellence from the Facul-
ty of Engineering, UWI in 1986, APETT in 1987 and 2010, and in 2015 Eng. Riley re-
ceived APETT’s highest award (Career of Excellence Award). Eng. Riley is a Fellow and
Past President (1983-1984) of APETT, Past President of the Contractors Association of
Trinidad and Tobago, Past President of Joint Consultative Council (JCC) for ten years
and served on several Cabinet Appointed Committees in the Industry. As President of
APETT, he initiated and managed the first Caribbean Housing Conference. As President
of the JCC for the Construction Industry (1998-2010), he successfully lobbied for the
establishment of a Master’s Degree Programme in Project Management at UWI and the
standardization of construction contracts. He also initiated and managed a training ar-
rangement for professionals in the Caribbean on the FIDIC forms on Construction
Contracts. He has over the last 15 years, been a passionate advocate for Public Pro-
curement Reform in Trinidad and Tobago and now chairs the Private Sector Civil Socie-
ty Group on Public Procurement.

Page 31 APETT Engineering Magazine December 2016
ARTICLE REFERENCES
Importance of selecting the right Specific Gravity for Differential Pressure Level Transmitters
1. “Buncefield: Why did it happen?” Control of Major Accident Hazards 2011
2. “REFINERY EXPLOSION AND FIRE” U.S. Chemical Safety and Hazard Investigation Board Report No. 2005-04-I-TX
March 2005
3. http://www.sensorsmag.com/sensors/leak-level/ultrasonic-transmitters-vs-guided-wave-radar-level-measureme-8289
4. Industrial pressure, level and density measurement Donald R. Gillum 2011
Amine System Foaming in the Natural Gas Processing Industry
1. Al Dhafeeri, Mater A. “Oil and gas Journal Special Report: Identifying Sources Key to Detailed Troubleshooting of
Amine Foaming” (2007)
2. Cummings, Arthur L. “Control of Foaming in Amine Systems” (2007)Haws, Randy “Contaminants in Amine Gas
Treating” (2001)
3. Huntsman Corporation “Gas Treating” (2003)
4. Pauley, C. Richard “Analysis of Foaming Mechanisms in Amine Plants” (1988)
The Art of Bolt Torqueing
1. AMG Bolting Solutions. 2016. Know the Difference: Hydraulic Torque Wrenches, Bolt Tensioners and Induction Bolt
Heating. Company Report, Delray Beach, Florida: http://www.slideshare.net.
2. Fastenal Engineering and Design Support. 2009. Bolted Joint Design. Company Report, F.E.D.S.
3. McKinnon, Dane. 2007. Tension vs. Torque. Q&A / FAQs, Portland Bolt and Manufacturing Company.
4. Raynor-Keck, Lisa. n.d. Torque vs. Tension: Is There a Clear Winner? Online Article, Wind Systems.
5. Ultra Torq. 2013. What are the BIG Differences Between Tensioning and Torquing? Company News Posting, Quebec:
http://www.ultratorq.com.
Multiple Model Predictive Control Bridging the Information Gap to Regulate Highly Non-Linear Processes
Part II: Controlling a CSTR
1. Aufderheide, Brian, Multiple Model Predictive Control: A Novel Algorithm Applied to Biomedical and Industrial Sys-
tems, Rensselaer Polytechnic Institute, Troy, NY (2002).
2. Aufderheide, Brian, B.W. Bequette, “Extension of Dynamic Matrix Control to Multiple Models”, Computers & Chemi-
cal Engineering, 27(8-9), pp. 1079-1096 (2003).
3. Aufderheide, Brian, B.W. Bequette, “A Variably Tuned Multiple Model Predictive Controller Based on Minimal Process
Knowledge”, in Proceedings of the 2001
4. American Control Conference: Arlington, VA, pp. 2021-2026 (2001).
5. Aufderheide, Brian, W. Makeda, A. Lutchman, “Multiple Model Predictive Control Bridging the Information Gap to
Regulate Highly Non-Linear Processes
6. Part I: Regulating the Cardiovascular System”, APETT Magazine, No. 1, pp. 21-26 (2016).
7. Kozub, D.J., and J.F. MacGregor, “State Estimation for Semi-Batch Polymerization Reactors,” Chemical Engineering
Science, 47 (5), 1047-1062 (1992).
8. Skogestad, S., ”Simple analytic rules for model reduction and PID controller tuning” Journal of Process Control,13,
291-309, 2003.
9. Shridhar,R., and D.J. Cooper, "A novel tuning strategy for multivariable model predictive control", ISA Transactions,
36 (4), 273-280,1998.
10. Wilkes, Makeda, B. Aufderheide, “First principle model to a multiple state space model predictive control with auto-
mated variable tuning: 3x3 waste system”, inProceedings of the 2017 American Control Conference: Seattle, WA,
(submitted).