Embed Size (px)
Citation preview

� IntroductionProperly designed airfield pavement joints (Figure 1):
1. Control cracking due to aircraft loads and restrainedcurling and warping stresses.
2. Afford adequate load transfer across the joints.
3. Limit infiltration of foreign material into the joints.
Joints also divide the pavement into suitable incrementsfor construction and accommodate pavement movementsat intersections with other pavements or structures. Jointdesign is an integral part of pavement design for concreteairfield features. To satisfy the basic pavement designassumptions, joints must provide adequate transfer ofloads from one panel to the next. Load transfer is obtainedby using mechanical load transfer (dowels) or by aggre-gate interlock. A cement-treated subbase (CTB) also willprovide substantial joint support. Increasing the thicknessof a pavement along certain joints is an alternative meansof reducing slab bending stresses and edge deflections,allowing for adequate joint performance.
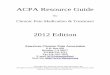
� Overview of Joint TypesAirfield pavement joints for facilities serving aircraft largerthan 100,000 lb (45,360 kg) fall into three categories:construction, contraction and isolation.(1,2) Figure 2 on thenext page provides typical pavement joint details anddimensions.The engineer and contractor must fully under-stand the purpose of these joints in order to properlyspecify them on the plans and build them in the field.
Isolation Joints – The purpose of an isolation joint is toseparate intersecting pavements and to isolate embeddedfixtures within the pavement (pavement penetrations),such as in-pavement drains. Figure 2, Type A shows stan-dard isolation joint details.
Type A thickened edge isolation joints do not use dowelbars, but use increased thickness along the joint to reducetensile stresses in the slab and bearing stresses on thesubbase or subgrade. Type A undoweled isolation jointsallow the pavement freedom ofmovement laterally and anembedded fixture freedom of movement vertically, withno mechanical interconnection. Separation with each isprovided with a non-extruding compressible material.
Airfield Joints, Jointing Arrangements and SteelFor Airfields Serving Aircraft Larger than 100,000 lb (45,360 kg)
©2008 American Concrete Pavement Association
Figure 1. A properly jointed concrete airfield pavement.
1

Contraction Joints – Contraction joints control the loca-tion of pavement cracking caused by drying shrinkageand/or thermal contraction. Contraction joints also areused to reduce the stress caused by slab curling andwarping. Load transfer usually is accomplished by aggre-gate interlock. However, dowel bars may be used for loadtransfer at contraction joints under certain conditions.Figure 2, Types B, C and D show standard contraction jointdetails.
Construction Joints – Construction joints separate abut-ting construction placed at different times, such as at theend of a day’s placement, or between paving lanes. Loadtransfer at construction joints is achieved through the useof dowel bars. Figure 2, Type E shows a standard construc-tion joint detail.
� Isolation Joint ConsiderationsWhen joints are designed according to the recommenda-tions of this guide, isolation joints are not required trans-versely or longitudinally in airfield pavements except atspecial locations. Introduction of “expansion” joints on aregular spacing tends to allow slabs to migrate becausecontraction joints in interior areas of a concrete pavementopen unnecessarily. This unintended consequencedegrades the effectiveness of aggregate interlock at thecontraction joints and reduces the overall performance ofthe pavement. Thus, the traditional and misleading term“expansion” joint has been modified to “isolation” joint tobe more accurate and descriptive and the FAA no longerrecommends the use of “expansion” joints.
The purpose of an isolation joint is to separate intersectingpavements or to isolate structures within or along thepavement. Isolation joints provide freedom for lateralpanel movement without any mechanical interconnectionthat might damage the pavement, structure or fixture (seethe section titled “Pavement Penetrations”). To be effec-tive, the pre-molded compressible filler should meet therequirements of ASTM D1751, D1752, or D994, and mustcover the entire depth of the concrete slab.
If an isolation joint is placed within the pavement area andwill carry active traffic loads (such as where the pavementabuts a structure like a building) or where horizontal andvertical differences in movement of the pavements areanticipated, a thickened edge isolation joint (Type A –Thickened Edge) is necessary to reduce edge stress in thepavement. If the isolation joint is used along a pavementpenetration,building or other non-load area, then a simplebutt joint (Type A – Undoweled) typically is required.
2
Construction:
Contraction:
Isolation:
Type E – Doweled Butt
TT/2 ± d/2
Smooth Dowel: Size DependsUpon Slab Thickness
Type A – Undoweled
1/2 – 1 in.(12 – 25 mm) max.
Fixture orStructure
T
Type A – Thickened Edge
T
Note B
3/4 in. (19 mm)
Note A
Non-Extruded Pre-MoldedCompressible Insert
Note A: 1.25 T to nearest 1 in. (25 mm) but atleast T + 2 in. (50 mm)
Note B: To nearest joint; 10 ft (3 m) minimum
Type D – Undoweled or Dummy
T
Type C – Doweled
TT/2 ± d/2
Smooth Dowel: Size DependsUpon Slab Thickness
Type B – Tied or Hinged
T
Deformed Tie Bar: 5/8 in. dia., 30 in. long(16 mm dia., 760 mm long)
T/2 ± d/2
Use only on pavement ≤ 9 in. (225 mm)
Note: Use an initial sawcut depth of T/4 onunstabilized (granular) subbases andT/3 on stabilized subbases.
Note: All isolation joints use joint reservoirdetail 1 in Figure 12.
Note: All contraction joints use joint reservoirdetail 2a or 2b in Figure 12.
Note: All construction joints use joint reservoirdetail 3 in Figure 12.
Non-Extruded Pre-MoldedCompressible Insert
Figure 2. Cross sections of different joint types.

All intersections of runway, taxiway, or apron pavementsrequire a thickened edge isolation joint (Type A – Thick-ened Edge) to separate the facilities, which expand andcontract along different axes.The concrete panels on bothsides of the joint are thickened by 25 percent. The thick-ened edges are tapered back to the nominal thickness overat least 10 ft (3 m) but it is preferable to taper the thicknessover the length or width of a full panel.
� Longitudinal Joint ConsiderationsLongitudinal joints are those joints parallel to the lanes ofconstruction and usually the direction of traffic. They areeither contraction joints (Type B, C, or D) that are sawedbetween the construction joints or construction joints(Type E) that are formed as the edges of construction lanes(Figure 3). If the new pavement is placed adjacent to andabutting an existing concrete pavement, then the longitu-dinal joint at, or near, the interface also might need to bean isolation joint (see the section titled “Jointing Arrange-ments”).
Longitudinal Joint Spacing – The pavement thicknessand the overall width of the pavement feature (runway,taxiway or apron) are the primary factors determining thespacing of longitudinal joints. A longitudinal joint spacingthat divides the pavement section evenly is most advanta-geous, reliable and recommended. For example, 37.5 ft(11.5 m) wide construction lanes can be used with inter-mediate longitudinal contraction joints at 12.5 or 18.75 ft(3.8 or 5 .7 m), depending upon pavement thickness.
In some cases, it is advantageous to select a longitudinaljoint spacing that will facilitate construction using theavailable paving equipment.Unlike years ago when equip-ment choices were limited,modern slipform paving equip-ment permits construction widths up to 50 ft (15 .2 m).While this permits the designer and contractor greaterflexibility to satisfy specific situations, a uniform spacing isalways recommended.
The spacing of longitudinal (and transverse) joints alsodepends upon shrinkage properties of the concrete, soilconditions, subbase materials, climatic conditions, and slabthickness. Table 1 lists the Federal Aviation Administration(FAA) recommended maximum longitudinal joint spac-ings for concrete pavements built on unstabilized (gran-ular) or stabilized subbases. Panels kept to dimensionsshorter than the lengths listed in Table 1 (next page) willhave curling and warping stresses within acceptable limitsand minimal risk of uncontrolled cracking.
The radius of relative stiffness is defined byWestergaard asthe stiffness of the slab relative to the stiffness of the foun-dation. It is determined by the following formula:
(Eq. 1)
where:
l = radius of relative stiffness, in. (mm)
E = modulus of elasticity of the concrete, psi (MPa)
h = slab thickness, in. (mm)
k = modulus of subgrade reaction, psi/in. (MPa/m)
µ = Poisson’s ratio for concrete, usually 0.15
The radius of relative stiffness has the dimension of length.When the radius of relative stiffness is divided into the slablength (L), the dimensionless result is the L/l ratio.
An L/l ratio of 7 has been shown by field performance toadequately control cracking and reduce the risk of uncon-trolled cracking on pavements placed on stabilized foun-dations, including existing pavements for overlays, undercertain conditions. It is difficult to determine the radius ofrelative stiffness reasonably in the design stage, becausethe Modulus of Elasticity of the concrete is unknown andwill vary significantly depending upon the concretemixture, and the actual k-value in the field is yet to bedetermined.(4) Thus, the FAA’s current recommendationsare based on a conservative ratio of joint spacing to radiusof relative stiffness of 5 .(1)
3
Figure 3. Overhead view of the paving of alternate lanes on bothapron and taxiway pavement. Each longitudinal edge forms alongitudinal construction joint.
42
3
)1(12 kEh
m-=l 4
2
3
)1(1233.83
kEhm-
=l
English Metric

Load Transfer at Longitudinal Joints – The followingis a guide to determining longitudinal joint load transfer:
� All longitudinal construction joints should be Type Edoweled joints (unless they serve as an isolationjoint).
� For runways and aprons, which are typically widepavement areas, undoweled joints (Type D) areacceptable for intermediate longitudinal contractionjoints, unless the joint is one of the last three jointsbefore a free edge or isolation joint.For this exceptiona doweled joint (Type C) is recommended.
� For all narrow taxiway pavements [75 ft (23 m) or less]on unstabilized (granular) subbases, and thinner than9 in. (230 mm), tied joints (Type B) are acceptable forintermediate longitudinal contraction joints.
� For taxiway pavement greater than 9 in. (230 mm),doweled joints (Type C) are required in intermediatelongitudinal contraction joints adjacent to a freeedge.
For pavement carrying wide-bodied aircraft in channelizedtraffic areas, dowel bars are preferred over tiebars becausethey strengthen the joint and provide better mechanicalload transfer.Aprons and runways are not as critical as taxi-ways because these features are typically wide pavementfeatures and joints within their interior are held tight bythe mass of surrounding pavement. However, when theintermediate longitudinal joint is the last joint before a freeedge, mechanical load transfer becomes more importantfor long-term pavement performance.
Keyways – Keyed construction joints should not be usedin airfield pavements. Experience on airfield pavementswith keyed longitudinal construction joints shows that thekeyways provide limited strength and often break,becoming a maintenance problem.(3) Keyways performparticularly poorly if they are either too high or too low inthe slab. The female side of the key often cracks to thepavement surface, creating a small sliver of loose concrete.Over time, failed keyways break into small fragments,which results in a high potential for foreign object damage(FOD).
� Transverse Joint ConsiderationsTransverse contraction joints (Type C or D) create a weak-ened plane at planned locations perpendicular to thedirection of paving in order to control where cracks form.Sawing the pavement creates transverse contraction jointsand the saw kerf depth for contraction joints is most effec-tive if it is at least one-fourth of the slab thickness*. Forconcretes made with hard aggregates and for pavementconstructed on stabilized subbase, a saw kerf of one-thirdthe thickness of the pavement is most effective.
4
Table 1. FAA Recommended Maximum Joint Spacing(1).
Concrete Pavement on an Unstabilized (Granular) Subbase
Slab Thickness Maximum Longitudinal Joint Spacing Maximum Transverse Joint Spacing
6 in. (150 mm) 12.5 ft (3.8 m) 12.5 ft (3.8 m)
7-9 in. (175-230 mm) 15 ft (4.6 m) 15 ft (4.6 m)
> 9 in. (230 mm) 20 ft (6.1 m) 20 ft (6.1 m)
Concrete Pavement on a Stabilized Subbase
Slab Thickness Maximum Longitudinal Joint Spacing Maximum Transverse Joint Spacing
8-10 in. (203-254 mm) 12.5 ft (3.8 m) 12.5 ft (3.8 m)
11-13 in. (279-330 mm) 15 ft (4.6 m) 15 ft (4.6 m)
14-16 in. (356-406 mm) 18.75 ft (5.7 m) 17.5 ft (5.3 m)
> 16 in. (406 mm) 20 ft (6.1 m) 20 ft (6.1 m)
* The Federal Aviation Administration’s current recommenda-tion is for a saw cut depth of one-fourth the pavement thick-ness.(1) Experience shows that saw cuts to one-fourth thepavement thickness are effective under moderate prevailingpaving conditions. Increasing the depth of cut to one-third thepavement thickness where hard aggregates or a stabilizedsubbase are used, as recommended by this guide, providesincreased control against the development of uncontrolled(random) cracking.

Joint Spacing – Table 1 lists the FAA recommendedmaximum transverse joint spacings for concrete pave-ments built on unstabilized (granular) or stabilizedsubbases. It should be noted, however, that the climateand concrete aggregate common to some geographicregions may allow transverse joints to be further apart, orrequire them to be closer together than listed in Table 1.For example, concrete made from granite and limestonecoarse aggregate is much less sensitive to temperaturechange than concrete made from siliceous gravel, chert, orslag aggregate.A less temperature-sensitive concrete doesnot expand or contract much with temperature change,which allows a longer spacing between pavementcontraction joints without any greater chance of randomcracking.However, unless experience with local conditionsand concrete aggregates indicates otherwise, use thevalues in Table 1 as the maximum allowable transversejoint spacing for plain concrete airfield pavements.
Aspect Ratio Limit – Performance has shown that it isdesirable to have panels with approximately equal trans-verse and longitudinal joint spacing. When slabs are longand narrow, they tend to crack under traffic into smallerpieces of nearly equal dimensions, as is alluded to in Table1. Panels are not likely to develop an intermediate crack ifthe length-to-width ratio does not exceed 1.25 . This ratiomay be difficult to maintain within intersections and canbe disregarded in favor of common-sense jointing patterns(see the section titled “Odd-Shaped Panels”).
Butt Joints – Transverse construction joints are neces-sary at the end of paving each day or where paving opera-tions are suspended for 30 minutes or more. If theconstruction joint occurs at or near the location of a trans-verse contraction joint, a doweled butt joint (Type E) isrecommended. A construction joint occurring in themiddle of the normal joint interval should not be usedunless the pavement is cut back to normal joint spacing.
5
� Dowel BarsDowel bars (or dowels) are used to transfer wheel loadsacross a joint to the adjacent panel, reducing deflection(and stress) at the joint and preventing differentialdisplacement of the abutting panels. Dowel bars aresmooth bars that must be placed near the neutral axis(mid-depth) of a slab and in careful alignment to allowadjacent slabs to move when expanding or contractingfrom thermal changes.
The need to use dowels depends upon the joint type andits location in the airfield pavement facility. The followingjoints require dowels:
� All butt-type construction joints
� Transverse contraction joints near the free edges of afacility, such as a runway or taxiway.
Dowels are not required at transverse contraction jointsunless the joint is near a free edge or an isolation joint.Thereason they are required in transverse contraction jointsnear the free edges of facility is because thermal move-ments result in permanent opening of transverse joints fora distance of about 100 ft (30.5 m) back from a free edge.Likewise, thermal movements result in permanentopening of transverse joints for a distance of about 60 ft(18.3 m) to either side of an isolation joint. The transversejoints within these distances gradually open to a pointwhere aggregate interlock is less effective. Therefore, adoweled contraction joint (Type C) should be used for thelast three transverse contraction joints at the end of arunway, taxiway, or apron.
Recommended sizes and spacing of dowel bars areprovided in Table 2.
Table 2. Dimensions and Spacing of Smooth Steel Dowel Bars.
Slab Thickness Dowel Diameter Dowel Length Spacing Between Bars
6-7 in. (150-180 mm) 3/4 in. (20 mm) 18 in. (460 mm) 12 in. (305 mm)
8-12 in. (210-305 mm) 1 in. (25 mm) 19 in. (480 mm) 12 in. (305 mm)
13-16 in. (330-405 mm) 11/4 in. (30 mm) 20 in. (510 mm) 15 in. (380 mm)
17-20 in. (430-510 mm) 11/2 in. (40 mm) 20 in. (510 mm) 18 in. (460 mm)
21-24 in. (535-610 mm) 2 in. (50 mm) 24 in. (610 mm) 18 in. (460 mm)
Note: The dowel sizes here are in the correct proportion to the load for which the pavement is designed. Because the pavement thick-ness is in proportion to anticipated loads, dowel size and spacing requirements also relate to pavement thickness. Condition surveys ofexisting pavements and extensive tests on full-scale slabs have shown no clear cases of dowel failure where the pavement slab itself isadequate for the loads carried.

6
Satisfactory joint performance is directly dependent uponthe alignment and position of dowels. The installationrequirement depends upon the joint type:
1. In longitudinal construction joints (or transverse forsome cases), dowel bars typically are installed bydrilling into the edge of a panel or panels. For drillinginto the concrete, contractors employ gang-mountedhydraulic or pneumatic drill rigs to assure properalignment (Figure 4). The bars are inserted into thedrilled holes after high strength cement grout orepoxy is placed into the back of the drilled hole. Thepurpose of the cement or epoxy is to assure that theannular space between the concrete and the dowel isfilled so that loads applied to concrete are imparteddirectly to the dowel. The exposed ends of the dowelare oiled to allowmovement in the abutting concrete.Grease is not used because it will allow for the forma-tion of a large annular space around the dowel. (Whenfixed-form pavement construction techniques areused, the contractor may elect to insert the dowelthrough holes in a bulkhead form or fixed side form).
2. In transverse contraction joints, dowels typically aremounted in a wire cage or basket, which is firmlyanchored to the subbase, to hold the dowels in posi-tion and alignment (Figure 5). Contraction jointdowel assemblies are fastened to the subbase usingsteel staking pins for unstabilized (granular) subbasesor nailing clips for stabilized subbases. Care in posi-tioning the baskets is necessary so that the dowelsalign parallel to the longitudinal joints (longitudinalaxis of the pavement.) A permanent mark or colorednail indicating the location of the dowel baskets isnecessary for reference when later sawing thecontraction joints.
As an alternate to placement of contraction jointdowels in basket assemblies, automatic dowel inser-tion equipment may be used. The key to controllingthe location and positioning of inserted dowel bars isthe concrete mixture. Well-graded mixtures produceexcellent results with dowel insertion, while gap-graded mixtures tend to allow the dowels to migratewithin the concrete mass during construction.
A 3% or 3⁄8 in./ft (3 mm/100 mm) tolerance from truealignment is acceptable for horizontal and vertical align-ment of dowels. A minimum embedment length of 6 in.(150 mm) on either side of the joint is required to obtaineffective load transfer.
To ensure that dowels do not bond to concrete panels andrestrain the panels during thermal expansion or contrac-tion, each dowel requires a coating of form release oil or afactory-applied debonding agent. Factory-applieddebonding agents include paraffin and epoxy-basedmate-rials, which reduce the frictional resistance of a dowelembedded in concrete without a coating of oil. Thesedebonding materials are applied directly over corrosion-resistant dowel coatings, such as paint or epoxy. It is advis-able to ensure that all dowel coatings are certified ortested according to AASHTO T253 and AASHTO M254, andcompared to the results of a control test of a similar barcoated only with form release oil. Materials exceeding theresults of the control dowels provide adequate reductionin dowel/concrete friction.
Figure 4. Dowel drilling rig for longitudinal joints.
Figure 5. Dowel baskets fastened in place ahead of slipform paver.

7
The layout of joints at airfield pavement intersections alsopresents special jointing challenges. Intersections createlarge, irregularly-shaped areas of pavement and introducethe need to intersect different types of joints. It is virtuallyimpossible to establish a standard joint pattern for inter-sections. However, the designer may select from well-established options and follow sound principles tosimplify joint layout and avoid problematic designs.
IISSOOLLAATTIINNGG IINNTTEERRSSEECCTTIIOONNSS::
� Provide an undoweled, thickened-edge isolation joint(Type A) between intersecting pavements. The abut-ting edges of both pavements are thickened 25percent at the joint. Joint location and type does notneed to match across an undoweled isolation jointbecause there is no connection and little chance ofsympathy cracking. The three contraction joints oneither side of the isolation joint require dowels toprovide load transfer in case the joints open.
� Provide an undoweled, thickened-edge isolation joint(Type A) between new pavement and an existingpaved area (Figure 6 on the next page).
PPRRIINNCCIIPPLLEESS FFOORR JJOOIINNTT LLAAYYOOUUTT::
� In the fillet areas, align the last 3 ft (1 m) of all jointsperpendicular to the perimeter edge of the pavementand along a radial line.
� Avoid layout patterns that create acute angles lessthan 60 degrees. Regardless of the situation, creationof small acute angles will increase the risk of crackingin areas of fillets and curves.
� In areas where a fillet begins and ends, avoid creatinga slab less than 2 ft (0.6 m) wide.
For more information on jointing intersections see ACPA’sIS006P, “Intersection Joint Layout.”
Odd-Shaped Panels– The odd-shaped panels that resultin the fillet areas where pavements intersect require theuse of embedded steel. Cracks may form in odd shapedpanels and those cracks could become the source of debristhat is particularly undesirable for airfield pavements.Spalling along the cracks increases the risk of FOD. To mini-mize the risk, embedded steel is recommended. A steelquantity of 0.05 percent of the cross-sectional area in bothdirections is adequate for slabs where the length-to-widthratio exceeds 1.25 or in slabs that are not rectangular inshape. For more information on using embedded steel, seethe section titled “Embedded Steel.”
� TiebarsTiebars are deformed steel bars. They are rarely used inairfield pavements that serve aircraft larger than 100,000 lb(45,360 kg). Tie bars should not be used to “tie” togetherpanels of pavement features built on stabilized subbasesbecause doing so increases restraint to pavement move-ment from thermal changes, and the likelihood of crackingin the panels due to the restraint stresses.
Tiebars are not load-transfer devices. Aggregate interlockprovides the load transfer function in contraction jointsthat include tiebars. The purpose of the tiebars is to holdthe panels tightly together to maintain aggregate inter-lock.
The nominal diameter, length and spacing of tiebars forairfield pavement are:
� Diameter: 5⁄8 in. (16 mm)
� Length: 30 in. (760 mm)
� Spacing between tiebars: 30 in. (760 mm)
Placement tolerances for tiebars are not as critical as fordowel bars because the purpose of the deformed tiebars isto prevent joint opening. (Some misalignment of thetiebars is actually beneficial mechanically.) It is sufficientfor the contractor to place the tiebars reasonably perpen-dicular to the tied joint. Mechanical insertion equipment,and rigidly secured chair systems also provide adequateresults.
� Jointing ArrangementsFigure 6 on the next page shows typical jointing arrange-ments for airfield pavements. It is important that the engi-neer responsible for laying out the joints as a part of thepavement design become familiar with constructionequipment and techniques used in airport pavementconstruction.
Construction joints generally should be placed parallel tothe longest length of a pavement feature. This orientationgenerally ensures the most efficient construction bymeans of fixed-form or slipform methods. The layout fortaxiways and runways is not difficult in this regard.However, apron pavements represent unique challengesfor maximizing construction in the direction of traffic andminimizing hand placement. The engineer should considerthe efficiency of construction when selecting the jointorientation for apron pavements.

8
RU
NW
AY
TAX
IWA
YCONNECTOR
Alternate locationfor Isolation Jointis shown below.
Fillet details areshown in Figure 7.
Transverse Joint (Type C or E)
Longitudinal Joint (Type C or E)
6 in. (150 mm) minimum
12 in. (305 mm) minimum
Dowel bar details vary (see Table 2)
Undoweled Contraction Joint (Type D)
Doweled Construction Joint* (Type E)
Doweled Contraction Joint (Type C)
Isolation Joint (Type A - Thickened Edge)
Key
* Intermediate longitudinal joints alternatively may be Tied (Type B), Doweled (Type C) or Undoweled (Type D) Contraction Joints; see section titled “Load Transfer at Longitudinal Joints.”
NEW PAVEMENT
EXISTIN
G PA
VEM
ENT
Figure 6. Typical jointing arrangements for concrete airfield pavements.

Alternative to Fillets – Instead of building fillets intothe pavement, an option is to paint the fillets. This optionrequires building full-sized panels in the fillet area (Figure7). A paint stripe defines the fillet and the unused portionof the slab is painted to represent a non-traffic area.
Pavement Penetrations – Pavement penetrations typi-cally require a perimeter isolation joint to allow free move-ment of the fixture or panel. In airfields, pavementpenetrations are common for fixtures such as drainage
inlets and in-pavement lighting. There are a variety of jointlayout options for creating the necessary separationbetween the two elements that will allow them to movefreely with temperature cycles and seasonal heaving orsettling. The most common is the “boxout” (Figure 8).
An isolation joint (Type A - Undoweled) typically is accept-able for the boxout perimeter, which can be square-,round- or diamond-shaped. Common square boxoutssometimes cause cracks to form at the boxout’s corners. To
9
Isolation Joint (Type A - Thickened Edge)
Option 1 - Constructed Fillets (shown with optional isolation joint location)
Option 2 - Full Panels with Painted Fillet Stripe (shown with typical isolation joint location)
Painted Area
Painted Stripe
2 ft (6 m) min. typical
Joints madeperpendicularto pavementedge by aligningtowards centerof curve
Figure 7. Options for fillet areas at airfield pavement intersections.
Square Boxout with Fillets
Isolation joint
Diagonal Manhole Boxout
Isolationjoint
Circular Manhole Boxout
Isolationjoint
Manhole (No Boxout)
Isolationjoint/bond breakeraroundperimeter
Telescoping Manhole
No boxoutor isolationjoint necessary
Square Inlet (no boxout)
Isolation joint
Round Inlet Boxout
Isolation joint
Square Manhole Boxout
Isolation joint
Reinforcing barsrecommended tohold cracks tight
Optional joint Optional joint
Figure 8. Details for pavement penetrations (boxouts).

avoid crack-inducing corners, the designer can considerusing rounded boxouts or placing fillets on the corners ofsquare boxouts. It is advantageous to place welded-wirefabric or small-diameter reinforcing bars in the concretepavement around any interior corners at square boxouts tohold cracks tightly should they develop. Diagonal boxoutscan eliminate the interior corners that might induce cracks,but they must be laid out carefully to ensure they are in theproper location.
Some fixtures, such as light cans, may not require a boxoutwith perimeter isolation and can be cast directly within theconcrete (Figure 9). The fixtures may be wrapped with flex-ible, non-extruding isolation joint filler. The height of thesefixtures must be below the pavement surface elevation toallow the paving machine to pass over them duringconstruction; workers expose the fixtures just after paving.More detailed information about light cans is available inthe section titled “In-Pavement Lighting Considerations.”
Placements Adjacent to Asphalt Pavement – Experi-ence shows that under aircraft traffic, objectionable rough-ness may develop in the asphalt near the juncture ofconcrete and asphalt pavements.(5) Figure 10 providesdetails of a buried slab design to minimize the roughnessat such a transition. This detail is used for critical trafficareas and where even slight deviations from the designgrade are objectionable, such as:
� All junctures in a transverse direction in runways
� All junctures between runways and taxiways
� All junctures in channelized traffic areas
A buried slab detail is not considered necessary betweennon-channelized traffic areas (non-primary taxiways, etc.)and pavement areas such as parking, service and mainte-nance aprons, except under unusual circumstances; asimple butt-faced joint with a thickened concrete pave-ment edge is acceptable for these areas.
Figure 9. Light cans in place prior to paving. Note the reinforcingbars around the light cans to reinforce the area and to serve as aprecaution to hold any cracks together.
Compacted Subgrade
Concrete
Asphalt Surface
Asphalt Base(s)
Base/Subbase
Buried SlabDowel Bar
SEE NOTE T
T2
TT1
10 ft (3.25 m) min. 1.5 in. (32 mm) min.
NOTE: Extend asphalt base course at least 3 ft (1 m) as depicted by dotted line. Compact asphalt pavement to dotted line, but cut out the compacted asphalt to the solid line to form the buried slab. Use the face of the compacted asphalt as the form to place buried concrete slab.
Where: T = Design Thickness of concrete pavement T = (T+1.5 in. [75 mm])/2 T = T - 4.5 in. (115 mm) but not less than 6 in. (150 mm)
1
2
Figure 10. Design details for juncture between concrete and asphalt pavement for specialty situations.
10

If a new concrete pavement will adjoin an existing asphaltpavement in a channelized area, the existing asphalt pave-ment must be modified to accommodate this transitionjoint. The existing asphalt pavement is cut back cleanlywith a saw 10 ft (3.25 m) from the planned junction loca-tion. The material is removed to accommodate the buriedslab. The asphalt beyond the 10 ft (3.25 m) perimeter is leftundisturbed.
Apron Consideration – Aprons, which typically are wideexpanses of pavement carrying mostly non-channelized,slowly moving traffic, are usually very unique in geometryto the airfield. Joint design considerations will be unique tothe airfield; however, a few consistent principles apply tothese features. Interior longitudinal and transversecontraction joints are undoweled because the large massof pavement holds these joints tight, allowing aggregateinterlock to provide effective load transfer. Aprons shouldbe isolated from buildings, taxiways, and airfield mainte-nance pavements to prevent cracking, heaving and otherproblems associated with undesirable mechanical inter-connection.
To prevent separation of joints and migration of the panelsalong the perimeter of apron pavements, a tension ringdesign was recommended by the industry and many spec-ifying agencies prior to the 1950’s. At that time, aprondesigns included unstabilized (granular) subbase materialsunderneath the concrete pavement. Unstabilized (gran-ular) subbase materials provide low coefficient of frictionto resist slab sliding. The tension ring was created by usingdeformed tiebars in the last longitudinal construction orcontraction joint surrounding the perimeter of the facility.
Today, designs for facilities serving aircraft greater than100,000 lb (45,360 kg) typically require stabilized subbasesand these subbase materials provide higher frictionalresistance to slab migration. The traditional tension ringusing deformed tiebars is no longer necessary to preventslab migration and hold interior joints tight. Now, an effec-tive design for apron pavements supported by stabilizedsubbase materials includes doweled longitudinalconstruction or contraction joints surrounding theperimeter of the facility (Figure 11). The dowel bars areused as a precaution to maintain joint performance in casesome opening of the perimeter joints might occur.
APRON PAVEMENT
Doweled Contraction Joint (Type C or E)
Isolation Joint (type as required)
Key
ABUTTING FACILITY
OP
TIO
N -
Op
en e
nd
alo
ng
un
dev
elo
ped
loca
tio
n.
Figure 11. Conceptual illustration of apron jointing for facilities serving 100,000 lb (45,360 kg) aircraft on stabilized subbases, in lieu of tradi-tional tension ring used for aprons supported by low-friction unstabilized (granular) subbase materials.
11

� Sealing JointsJoint sealants are used in airfield pavement joints to keepout incompressible material and to minimize infiltration ofwater. To perform well, sealant materials must be capableof withstanding repeated extension and compression asthe pavement slabs expand and contract with temperatureand moisture changes. The size and shape of the sealantcross-section affects the sealant material performance*.
Figure 12 shows common sealant configurations forairfield pavements. In refueling locations and any airfieldpavement area subject to fuel spillage, jet fuel resistantsealants are necessary.
* Basic information on the technology of joint sealing andsealants can be found in other ACPA publication, such asTB012P, “Joint and Crack Sealing and Repair for ConcretePavements.”
Typical D/W ratios for poured sealants: 1 for hot-poured sealant; 0.5 for silicone sealant and two-component cold poured material. The lower the depth-to-width ratio or shape factor, the lower the strain on the sealant under a given joint movement. The required shape factor will depend on the properties of the sealant and the amount of joint movement. Joint movement is related to the joint spacing and to the maximum seasonal temperature change in the slab.Preformed compression seal: Manufacturer’s recommended W is sized for slab size and climate.
Notes:A - Initial cut to a depth of T/4 or T/3 as required for conventional sawing.B - Initial cut to a depth of 1.25 in. (32 mm) minimum for early-entry sawing.C - As required to accommodate sealant and backer rod. (May be deeper than initial sawcut in case of early-entry sawing).D - As required by the manufacturer.
1/4 in. (6 mm)recess typ.
Backer rod
1 in. (25 mm)maximum
Non-extrudingpre-moldedcompressiblematerial
1 in. (25 mm) maximum1/4 in. (6 mm)chamfer orradius
Detail 1 – Isolation Joint
in. (6 mm)
Backer rod
Joint or crack
W
Detail 2a – Contraction Joint with Field Poured Sealant
Joint or crack
Preformedneoprene
compressionseal
SeeNote D
1/4 in. (6 mm)recess typ.W
See NotesA and B
Detail 2b – Contraction Joint with Preformed Sealant
D
1/4 in. (6 mm)recess typ.
Backer rod
W
1 / “ (32 mm)minimum
1 4
Detail 3 – Construction Joint
D SeeNote C
See Notes A and B
Sealantmaterial
Sealantmaterial
1/4
recess typ.Sealant
material
Figure 12. Joint sealant reservoir design options for airfield pavements.
12

� Embedded SteelUnder most circumstances, airfield concrete pavementsare designed as plain pavements, containing steel only atpavement penetration areas and in odd-shaped panels.Embedded steel is not intended to add to the structuralcapacity of a pavement. The thickness required for pave-ment locations including embedded steel is the same asrequired for plain pavement. The purpose of the steel is tokeep any cracks that may develop in concrete panels fromseparating and becoming a source of debris. By holdingstructural cracks tight, embedded steel also improves loadtransfer through aggregate interlock. Embedded steel isnot necessary where the pavement is jointed to form panellengths and shapes that will control intermediate crackingand limit transverse contraction joint opening.
Embedded Steel Design – Embedded steel in jointedconcrete pavements can be welded-wire fabric or bar mats.The steel is discontinuous (i.e., does not extended acrosstransverse or longitudinal joints). Steel in the form ofsmooth dowel bars also is used in some joints, as discussedpreviously.
Experience shows an effective quantity of steel for airfieldpavement is between 0.05 and 0.3 percent of the cross-sectional area of pavement. The nominal minimumamount of steel (0.05%) is usually acceptable for odd-shaped panels. In special circumstances, more steel may beconsidered necessary. The nominal maximum amount ofsteel (0.3%) was found to be effective for jointed rein-forced pavements in the 1970’s.(2) Pavements with lesssteel than the minimum will not perform well becauseeventually the steel may corrode, rupture and no longerhold together the fractured faces of mid-panel cracks. Thecracks then may become filled with incompressible mate-rials and lose aggregate interlock and load transfer. Theseriousness of this load transfer degradation dependsupon the degree of support provided by the subbase andsubgrade. The type and amount of aircraft traffic is also afactor. After a crack becomes filled with incompressiblematerial, it may spall and become a source of FOD that maydamage jet engines.
Do not decrease the design thickness of slabs containingsteel to offset the cost of adding the embedded steel.Embedded steel does not increase the pavement’s flexural(bending) strength. Because the steel is typically placednear a plane extending through the middle of the pave-ment section (along the neutral axis), it is not in a zone ofhigh tensile stress during slab bending. Furthermore, 0.05to 0.3 percent steel by cross-sectional area is not enoughsteel to significantly alter the tensile capacity of theconcrete*.
Because the purpose of embedded steel is to keep crackstightly closed, it must have sufficient strength to hold twoconcrete panels together during contraction. The requiredstrength is equal to the force necessary to overcome theresistance between the pavement and subbase orsubgrade that is developed over a distance from the crackto the nearest joint, crack or edge of panel. This forceincreases with the distance over which resistance is devel-oped. The force is greatest at the middle of a panel, but fordesign practicality, the same steel quantity is usedthroughout a panel.
Equation 2, based on the subgrade drag theory, computesthe steel percentage required for a given concrete pave-ment design with embedded steel. The computationincludes the influence of the weight of the concrete panel,the coefficient of subgrade or subbase resistance, and thetensile strength of the steel.
As = LCfwh / 24 • fs (English) (Eq. 2)
As = LCfwh / 204.1 • fs (Metric)
where:
As = area of steel required per ft (m) slab width, expressedin in.2 (mm2)
L = distance to nearest free (untied) joint or pavementedge for transverse steel (or distance between trans-verse joints for longitudinal steel), ft (m)
Cf = coefficient of subgrade or subbase resistance topanel movement
w = weight of concrete, lb/ft3 (kg/m3) [use 150 lb/ft3 (2400kg/m3) for normal-weight concrete]
h = slab thickness, in. (mm)
fs = allowable tensile stress in the steel, psi (MPa); usuallytaken as 2⁄3 of the yield strength
The resistance coefficient, Cf, is sometimes referred to asthe coefficient of friction between the slab and subgradeor subbase. The situation is more complex than puresliding friction because shearing forces in the subgrade orsubbase and warped slabs may be involved in the resist-ance. For subgrades and unstabilized (granular) subbases,coefficients of resistance range from 1 to 2, depending on
* Continuously reinforced concrete (CRC) pavements require asmuch as 0.7% steel to alter the crack pattern developed inconcrete pavement. Most CRC design procedures do notrecommend decreasing the design thickness of concrete pave-ment to account for any improved bending strength providedby the high percentage of reinforcement. Because jointedreinforced pavement uses a much lower percentage of steel,the steel is even less influential on slab bending strength.
13

type of material and moisture conditions. Coefficients forstabilized subbases are much greater (asphalts range from5 to 15, while lean concrete subbases (LCB) range from 8 to15). Research indicates that the coefficient also varies withrespect to panel length and thickness. Even though Equa-tion 2 accounts for friction, use of a Cf higher than 1.5 hasnot been justified by pavement performance. While thesubgrade drag theory requires more steel as the frictionalresistance at the slab and subgrade or subbase interfaceincreases, it is important to consider that in the field panelsare less likely to separate on subbases that provide higherfriction resistance. Thus, further research currently is beingconducted to better define this relationship.
The allowable working stress in the steel, fs, depends uponthe type of steel. Table 3 provides yield strengths andcorresponding allowable tensile stresses based on typicalcurrent steel manufacturing specifications.
Where the spacing between free longitudinal joints issufficiently close to control intermediate cracking, lesstransverse steel is required than computed by Equation 2.The transverse steel only serves to hold any longitudinalsteel in position during construction.
Selection of Steel Size and Spacing – Table 4 lists thedimensions and unit weights of standard reinforcing bars.
Manufacturers of welded-wire fabric provide tables ontheir products denoting styles for different applications.The tables give diameter and spacing of wire in UScustomary units for both longitudinal and transverse direc-tions as well as weight per 100 ft2, and per 1 yd2, for eachstyle. Metric (SI) sizes also are available. Consult the manu-facturer’s product literature or Internet web site for stylesof welded-wire fabric suitable for airfield concrete pave-ment†.
Table 3. Yield Strengths of Various Grades of Steel
ASTM Designation Type and Grade of SteelYield Strengthpsi (MPa)
Allowable Tensile Stresspsi (MPa)
A615 Deformed Billet Steel, Grade 40 40,000 (280) 27,000 (190)
A616 Deformed Rail Steel, Grade 50 50,000 (350) 33,000 (230)
A616 Deformed Rail Steel, Grade 60 60,000 (420) 40,000 (280)
A615 Deformed Billet Steel, Grade 60 60,000 (420) 40,000 (280)
A185 Cold Drawn Welded Steel Wire Fabric 65,000 (460) 43,000 (300)
A497 Cold Drawn Welded Steel Deformed Steel Wire 70,000 (490) 47,000 (330)
Table 4. Dimensions and Unit Weights of Deformed Steel Reinforcing Bars*
Bar Size No.Diameterin. (mm)
Areain.2 (mm2)
Perimeterin. (mm)
Unit Weightlb/ft (kg/m)
3 (10M) 0.375 (9.5) 0.11 (0.71) 1.178 (300) 0.376 (0.56)
4 (13M) 0.500 (12.7) 0.20 (1.29) 1.571 (400) 0.668 (1.00)
5 (16M) 0.625 (15.9) 0.31 (2.00) 1.963 (500) 1.043 (1.57)
6 (19M) 0.750 (19.1) 0.44 (2.84) 2.356 (600) 1.502 (2.26)
7 (22M) 0.875 (22.2) 0.60 (3.86) 2.749 (700) 2.044 (3.07)
* Nominal Dimensions
† Welded-wire fabric requires extra design considerations toensure the design is economical. The choice of smooth welded-wire fabric or deformed welded-wire fabric depends upon thedifference in allowable design stresses, the availability of desir-able sizes, and cost. The minimum sizes for airfield concretepavement are W5 or D5 for longitudinal wire and W4 or D4 fortransverse wire. The fabric size chosen for a project must meetthe minimum steel percentage of 0.05. This minimumpercentage is based on steel having a 65,000 psi (460 MPa)yield strength. If the fabric is made from steel with a loweryield strength, more steel and a different wire size and spacingis required. To produce the most economical design it is betterto select a standard size of welded-wire fabric. Special orderscan be made for non-standard welded-wire fabric, but the costis higher. Also, welded-wire fabric sheets in excess of standardwidths likely will cost more for fabrication and shipping.
14

To determine the size and spacing of steel to use in barmats, select a standard deformed steel bar meeting anASTM standard dimension that will produce a practicalspacing. The area of steel required, As, as determined fromEquation 2 or by multiplying the required percentage ofembedded steel (such as the minimum 0.05 percent) bythe area of concrete per unit length (or width), is dividedby the area of the standard bar to obtain the number ofbars required per length (or width). The engineer iscautioned to select a spacing between bars that is lessthan about 12 in. (300 mm) in order to ensure good steeldistribution and limit crack widths.
Installation of Embedded Steel – Because embeddedsteel is not intended to act in flexure, its position within theslab is not crucial to performance, except that it should beadequately protected from corrosion with a minimumconcrete cover of 2 in. (50 mm). However, experienceseems to indicate that embedded steel remains mosteffective at keeping cracks tight, if it resides at a depthbetween 0.3T and 0.5T from the pavement surface. If thesteel is slightly below mid-depth, pavement performanceis generally not effected unless the steel is within thebottom third of the slab. When steel is too low in a slab, it isprone to corrosion and is relatively ineffective at holdingcracks tight and preventing the intrusion of incompress-ible material during curling and warping cycles.
Plans or shop drawings typically specify placement ofembedded steel reinforcing bars near mid-depth of theslab. Plans also require embedded steel to be discontinuedat transverse and longitudinal joints; a gap of 2 to 6 in. (50to 150 mm) ensures that the joint can function properly. Toavoid joint formation and performance problems,designers and contractors should not place embeddedsteel across any transverse joint in a jointed pavementdesign.
Some overlap of welded-wire fabric sheets or bar mats maybe necessary if the reinforcement panels are smaller thanthe concrete panels. End laps should be a minimum of 12in. (300 mm) and no less than 30 times the diameter of thelongitudinal wire or bar. Side laps should be a minimum of6 in. (150 mm) and no less than 20 times the diameter ofthe longitudinal wire or bar.
Clearance between the embedded steel and the edges ofa slab also is important to ensure the steel is adequatelyprotected from corrosion. End and side clearances shouldbe a minimum of 2 in. (50 mm) and a maximum of 6 in. (150mm) to provide nearly complete distribution without sacri-ficing concrete cover surrounding the steel. A distancebetween longitudinal members of 4 to 12 in. (100 to 300mm) and a distance between transverse members of 4 to24 in. (100 to 600 mm) also is recommended. Figure 13shows details of jointing concrete airfield pavementpanels with embedded steel.
15
TRANSVERSE CROSS-SECTION
LONGITUDINAL CROSS-SECTION
2 in. (50 mm) min.; 6 in. (150 mm) max.
Longitudinal Joint Width Dependson Thickness and Geometry
Distributed Steel
Longitudinal Joint (Type E) typical (Type H may be substituted for special locations, see Detail A)
2 in. (50 mm) min.; 6 in. (150 mm) max.
Transverse Joint Spacing:30-75 ft (9-23 m) typical
Distributed Steel
Doweled Transverse Joint (Type C) typical
See Notes 1 and 2 See Note 3
T
T/4 + 1 in. (25 mm)
DETAIL A
Notes:1. See Figure 12 for sealant details2. See Figure 2 for joint details3. Extend embedded steel across joint only when the thickness is less than 10 in. (250 mm) and paved width exceeds 12.5 ft (3.8 m)
Figure 13. Jointing of concrete airfield pavement panels with embedded steel.

� Jointing with Stabilized SubbasesThe main functions of the subbase layer in a concretepavement structure include providing a stable construc-tion platform, providing uniform support, preventingpumping, and reducing frost effects.(6) The subbase stiff-ness can have a profound effect on the required panel sizeand can be a direct contributor to good performance or toperformance deficiencies.
In concrete pavements, the concrete distributes appliedloads over a large area; therefore, high-strength subbasestypically are not necessary. In fact, a uniform, durable, non-erodible subbase material is often preferable to a high-strength subbase material in concrete pavementstructures for most vehicles.(6)
However, a well-designed and constructed stabilizedsubbase layer provides some benefit to airfield pavementsfor heavy aircraft. A stabilized subbase provides extrasupport for heavy aircraft gear loads and ensures goodload transfer across the joints, which reduces the potentialfor load-related cracking and faulting, and fosters long-term pavement performance.
The FAA’s AC 150/6320-6E requires a stabilized subbaselayer for all new concrete pavements designed for aircraftweighing 100,000 lb (45,360 kg) or more. These stabilizedsubbases can consist of CTB, econocrete/LCB, or asphalt-treated subbase (ATB). For stabilized subbases, themodulus of subgrade reaction (k-value) is increased by afactor proportional to the subbase thickness. Themaximum k-value allowed in AC 150/5320-6E is 500 psi/in.(136 MPa/m) because this value is the highest k-value thatcan be accurately measured in the field. Exceptions to thestabilized subbase requirement may be made on the basisof superior materials being available, such as 100 percentcrushed, hard, closely graded stone. These materials shouldexhibit a remolded soaked CBR minimum of 100.
Early-Age Considerations – Research indicates that awell designed and constructed stabilized subbase coupledwith an adequate jointing arrangement helps concretepavements for heavy aircraft achieve their long-termperformance goals. However, when the primary function ofthe stabilized layer is misconstrued by the engineer orcontractor, deficiencies such as early aged cracking canresult. Examples of misapplications include(6):
� Increasing stabilized subbase thickness to reduceconcrete layer thickness.
� Increasing stabilized subbase strength to achieveconstruction expedience.
� Selecting panel sizes based on past joint spacingpractices without considering the impact of the stiff-ness of the stabilized subbase.
To better ensure successful construction of concrete pave-ment on stabilized subbases, engineers and contractorsmust address the factors that contribute to good perform-ance of joints and slabs.
Of primary concern are forces that induce movements inyoung concrete and factors that aggravate the impact ofthese movements on stress development in the pave-ment. For purposes of the discussion herein, driving forcesare call “triggers” and the aggravating factors are called“variants”.
Triggers are associated primarily with ambient conditionsduring placement of concrete and are mostly out of thecontrol of the engineer or contractor, while variants are keydesign, materials, and construction properties of the stabi-lized subbase and concrete. When a variant exceeds itsthreshold level, the risk of early-age cracking is elevated.One common design variant that is known to contribute tounderperforming pavement is concrete panel sizes thatare too large relative to the subbase stiffness and/or slabthickness. The concept of controlling variants must beconsidered by the engineer during the design phase, whiledeveloping the jointing arrangement or layout plan. Themost common variants that affect performance include:
� Subbase strength/stiffness.
� Joint sawing/timing.
� Panel sizes and aspect ratios.
� Concrete/subbase interface friction.
� Cementitious factor of the concrete mixture.
� Panel sizes and aspect ratios.
� Presence of absence of bond-breaker.
� Curing procedures.
� Shrinkage susceptibility of concrete mixtures.
� Subbase thickness.
� Presence of shrinkage cracking in the subbase.
� Internal slab restraint (i.e., dowel bars, tiebars, etc.).
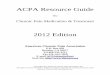
Risk Assessment – Figure 14 summarizes the varioustriggers and their threshold values, and quantifies the riskof underperforming pavement as a combination of factors.Note that the existence of just one trigger and one variantmay be enough to cause distress. The risk of early distressincreases as more triggers and/or variants exceed theirthreshold and affect a project.
16

Using Figure 14, the risk of early distress can be assessedand minimized. Many times the concrete pavement thick-ness design and jointing plan (and jointing details) can bedevised to reduce the number of variants, thus minimizingthe risk for early-age distresses. Regardless, the effects ofstabilized subbase materials should be considered whendeveloping the concrete panel size, and joint details suchas dowel bars verses tiebars, joint arrangements and jointlayout plans.
� In-Pavement Lighting ConsiderationsIn-pavement lighting is an important safety component ofairfield pavement that must be considered whendesigning an airfield pavement jointing plan. Each indi-vidual light location is dependent upon: (1) the beginning,end, and spacing for a configuration of lights intended tosend a certain visual message to a pilot; (2) specifiedoffsets from pavement joints or specified lines ofgeometric alignment; and (3) allowable deviation basedupon tolerance from a specified geometric configuration.Information on configurations and purposes for runwayand taxiway lights is provided in FAA AC 150/5340-30Dand it should be noted that, to achieve a proper installationof in-pavement lights, it is necessary that both light fixturesand concrete pavement be constructed within specifiedtolerances.
Adjusting Light Locations – There are situations whenlight and joint locations could conflict. Therefore the engi-neer must evaluate the position of in-pavement lighting(including individual lights) with respect to pavementjoints during the design phase of a project. Typically, in-pavement lights that are within 2 ft (0.6 m) of a pavementjoint necessitate the use of a boxout. (The 2 ft (0.6 m)recommendation is called the “joint offset”.) It is desirableto minimize the use of boxouts for lighting fixtures soadjustment to either the lighting or the joint locations maybe necessary, and must be determined within allowabletolerances, as explained further below (a summary ofallowable lighting location tolerances is found in reference8):
� Distance from Pavement Joints: Pavement centerlinelight bases typically are offset from the longitudinalpavement joint by 2 ft (0.6 m). That distance is meas-ured from the longitudinal construction or contrac-tion joint to the outside edge of the light base.Depending upon the joint spacing selected by theengineer and the required light base spacing, it ispossible to adjust the beginning and end light loca-tions and avoid a compromise of the 2-ft (0.6-m) jointoffset restriction at any transverse or longitudinaljoint. However, it is incumbent upon the engineer tobe aware of the required in-pavement light spacingwhen planning the longitudinal and transverse jointspacing.
RISK OF EARLY-AGE CRACKING
+
TRIGGERS
Large Temperature Swings
Hot Ambient Conditions
High Surface Evaporation
DESIGN, MATERIAL & CONSTRUCTION VARIANTSDESIGN VARIANTS Excessive concrete panel size (> 20 ft [6.1 m]) Thick stabilized subbase (> 6 in. [150 mm]) High concrete panel aspect ratio (>1.25) Excessive restraint (large tie bars)
MATERIALS VARIANTS High strength stabilized subbase (> 1,000 psi [6.9 MPa] 7-day strength) High concrete slab/subbase friction (lack of adequate bond breaker) Shrinkage susceptible concrete mixture (gap-graded, fine sands, high mortar volume and total water, etc.) High cementitious factor (> 500 lb/yd [300 kg/m ])
CONSTRUCTION VARIANTS Inadequate concrete curing Late or shallow initial saw cuts
33
1 Trigger + 1 Variant
1 Trigger + 5 Variants2 Triggers + 3 Variants
1 Trigger + 3 Variants
The risk of early-age cracking increases as the number of triggers and/or variants increases.
Figure 14. Risk assessment of early-age cracking in concrete airfieldpavement built over stabilized subbase (after ref. 6).
17

18
Mitigating an Unavoidable Conflict between Lightsand Joints – Situations will arise where a light base mustbe closer than the 2-ft (0.6-m) desired joint offset. Undersuch conditions, the light must be installed using a modi-fication to the typical installation detail. However, modifiedinstallations should be avoided near contraction jointsbecause the light assembly and/or supporting cage mayinterfere with the paving operation, or may be cut ordamaged by a concrete saw during the joint sawing oper-ation.
The use of a boxout to resolve a joint and light locationconflict should be avoided if at all possible. Using a boxoutin a new runway pavement for centerline and/or touch-down zone lights should be rare because the tolerance forthe starting locations of these configurations is forgiving. Itis expected that there will be a conflict at pavement inter-sections because of the close light spacing, curved align-ment and changes in jointing patterns. Design engineersshould closely coordinate their efforts and resolve conflictswithin FAA tolerances. If the tolerance is not sufficient toresolve a conflict, a modification of the FAA standardshould be considered before using a boxout. The result willbenefit the owner because there is a higher probabilitythat there will be better construction and reduction inlong term maintenance and repair needs with anembedded light fixture than one placed within a boxout.
When a light base is installed closer than 2 ft (0.6 m) to aconstruction joint, the contractor must make provisionsthat it will not interfere with paving or cause a problemwith joint formation or load transfer. The paving machinemust be able to travel over the top of, and past the lightwithout catching any part of the assembly. It is recom-mended that the embedded steel cage surrounding thelight base be no closer than 6 in. (150 mm) to the joint. Nopart of the light base, assembly or steel cage should passthrough any joint line, or it could unintentionally reinforcethe joint and cause uncontrolled cracking. When a lightbase is positioned closer than 12 in. (300 mm) to aconstruction joint, any dowel bars within 12 in. (300 mm) ofthe light base must also be omitted; the omission of one ortwo dowel bars near the light will ensure there is no unin-tended mechanical interconnection or interference. Expe-rience shows that the omission of dowels for this purposeis not detrimental to the performance of the joint.
� Touchdown Zone (TDZ) Lighting: A TDZ light barretteincludes 3 lights spaced 5 ft (1.5 m) on-center. Tomaintain the typical 2-ft (0.6-m) joint offset, theoptimal panel size would be 19 ft (5 .8 m). However,this is neither a typical airfield pavement panel sizenor a size compatible with the FAA and industry-recommended maximum joint spacing found in Table1. Therefore, the engineer must select and positionthe light bar to work within the constraints intro-duced by the pavement design, as well as the allow-able tolerances for positioning and offset fromsurrounding joints. For instance, a 3-light barretteconfiguration can be effectively constructed acrosstwo panels of 15 (5 m) or 12.5 ft (3.8 m) and still main-tain all tolerances. For this and any configuration,however, the engineer must also consider how thelight barrette or individual lights might impact jointload transfer, as well as how to effectively isolate thelight bar from the panel.
� Lead-off Taxiway Centerline Lights on Arcs: Lead-offtaxiway centerline lights are closely spaced, andusually follow an arc path that intersects pavementjoints at different angles. In most instances it is notpractical to adjust the beginning and end points ofthe light configuration, thereby avoiding pavementjoints by the desired 2-ft (0.6-m) offset. In thoseinstances where the joint offset cannot be main-tained, the design must be examined to determine ifthe light base can be closer to the joint withoutcompromising performance of the joint or thelighting fixtures. It is usually possible to find an effec-tive means of accommodating taxiway centerlinelights. Unique jointing patterns might be developedto accommodate these special lights, but this is notgenerally recommended because of the complicationthey introduce for pavement construction. Changesin the slab configuration in a continuous lane ofpaving require an adjustment to the concrete pavingmachine or the use of hand placement. Changing thepaving machine set-up to accommodate an irregularpanel size is not cost effective. The use of hand placedconcrete in areas of traffic also must be avoided whenpossible because the pavement will not be the samequality as when machine placed.

In-pavement Lighting Boxouts – All of the variousboxout types shown in Figure 8 can be used to box out anin-pavement light. However, the most common boxoutsfor this purpose are a diamond or a square, two examplesof which are shown in Figure 15 . A circle is the optimumshape but finding forming material in a circular shape, suffi-ciently tall and rigid for airfield construction, could be costprohibitive.
A boxout formed using irregular geometry should not beused. Irregular geometry increases the probability thatuncontrolled cracking will occur. The perimeter of a boxoutshould be designed as an isolation joint (Type A – Undow-eled). Thickened edge designs and/or dowels are notrecommended between the boxout and the surroundingpavement. Square and diamond boxouts introduce inte-rior corners into the pavement slab; cracks may form fromthese corners so slabs containing square or diamondboxouts require some embedded reinforcement to holdcracks tightly together should they form.
Construction of a boxout with a thickened edge is notpractical and usually not warranted. The interior boxoutsfor in-pavement lighting along a pavement centerline areusually located under the path for aircraft nose gear.Because an aircraft nose gear load is about 5% of an aircraftgross load, the load applied in this region of the pavementis far less than the design load for the pavement structureand additional thickness by means of a thickened edge issimply unnecessary.
Steps to Resolve Pavement Joint and Light BaseConflicts:
SStteepp 11.. Overlay the lighting plan onto the pavement jointplan.
SStteepp 22.. Adjust one or both of the plans until the lightinglayout tolerances are within the allowable and the lightbase at each location is not closer than 2 ft (0.6 m) from theedge of the light base to the planned joint. If an acceptableposition cannot be found to meet both lighting locationtolerances and joint offsets, then consider the following:
aa.. The 2 ft (0.6 m) offset dimension may be infringed ifthe light base is adjacent to a construction joint andcan be positioned no closer than 2 ft (0.6 m) to acontraction joint. The 2 ft (0.6 m) spacing from thecontraction joint is an absolute. When the contractionjoint is also a longitudinal joint, an even largerspacing from the joint may be desirable and shouldbe considered within the tolerances allowable for thelight location.
bb.. The 2 ft (0.6 m) spacing from the light base to aconstruction joint may be less that 2 ft (0.6m)provided that the steel cage does not interfere withthe paving operation (at least 6 in. (150 mm) fromconstruction joint to the outside of the rebar cage).The load transfer device spacing must be adjustedalong the joint and no device should be closer than12 in. (300 mm) to the rebar cage; this option ispreferred but it requires approval of a modification tostandards.
19
Anchor diameter not lessthan diagonal of boxout
Planned contraction joint
Planned construction joint(see Note 1)
Planned longitudinal joint
Light base
Boxout
Concrete anchor 4 ft (1.2 m)minimum diameter
Notes:1. When boxout is used on a planned contraction joint, the joint will be changed to a construction joint.2. As the location of the light base moves away from the joint, the size of the boxout will increase.3. Allow for minimum of 2 dowel bars, with 10 in. (250 mm) minimum spacing from the nearest joint and from the edge of the boxout. Leave a minimum space of 35 in. (900 mm) between the edge of the boxout and the nearest transverse joint.4. Use welded-wire fabric steel reinforcement in all panels adjacent to in-pavement light boxouts (refer to section titled “Embedded Steel”).
2 ft (0.6 m)(see Note 2)
See Note 3
See Note 4
Light base
Boxout
2 ft (0.6 m)minimum
Figure 15. Typical diamond and square boxout details for in-pavement lighting.

SStteepp 33.. When a light base is located closer than 2 ft (0.6 m)to a pavement joint, and the edge of the light base is atleast 6 ft (1.8 m) from a pavement panel corner, use adiamond boxout. Welded-wire fabric reinforcement shouldbe placed in the upper one-third of the two panels thatincorporate the boxout.
SStteepp 44.. When a light base is located closer than 2 ft (0.6 m)to a pavement joint, and the edge of the light base is closerthan 6 ft (1.8 m) to the pavement panel corner, use a squareboxout. The minimum dimension of encroachment intoany panel is 2 ft (0.6 m). To be consistent with the aspectratio limit, the longest side of the boxout is not to exceed1.25 times the length of the shortest side. Welded-wirefabric reinforcement should be placed in the upper one-third of each of the panels surrounding the boxout. Loadtransfer devices may also be considered if the boxout islocated where it would be subject to frequent loading bythe main gear of departing aircraft.
Coordination in Design Plans – It is currently commonpractice for construction documents to be supplied to thecontractor without the pavement jointing plan andlighting plan being coordinated by the engineer. This prac-tice is based upon the assumption that the contractor, andthe respective sub-contractors, can resolve conflictsbetween pavement joints and light base locations in thefield.
It is the responsibility of the engineer to coordinate thepavement jointing and lighting layout plans. The engineermust resolve conflicts before the construction documentsare made available to the contractor. Coordinating lightlocations with paving plans during design reduces theprobability that significant field changes will be requiredduring construction and saves project time and expense.
More details on these and other best-practices forconstructing in-pavement lighting for airfield pavementsare available in reference 7.
� References1. Airport Pavement Design and Evaluation, FAA Advi-
sory Circular AC 150/5320-6E, Federal AviationAdministration, Washington, D.C., 2008.
2. Design of Concrete Airport Pavement, AmericanConcrete Pavement Association, EB050P, Skokie, IL,1986.
3. Burns, C.D., and others, “Multiple-Wheel Heavy GearLoad Pavement Tests, “ Volume II, Technical Report S-71-17, U.S. Army Engineer Waterways ExperimentStation, Vicksburg, MS, 1971.
4. Design and Control of Concrete Mixtures, 14thEdition, Portland Cement Association, EB001.14,Skokie, IL, 2002.
5 . Pavement Design for Airfields, “Plain Concrete Pave-ments,” Chapter 12, Unified Facilities Criteria, UFC 3-260-02, Joint Departments of the Army Corps ofEngineers, Naval Facilities Engineering Command,and Air Force Civil Engineer Support Agency, Wash-ington, D.C., June, 2001.
6. Hall, J.W., and others, “Stabilized and Drainable Basefor Rigid Pavement - A Design and ConstructionGuide,” Report IPRF-01-G-002-021(G), InnovativePavement Research Foundation, October, 2005 .
7. Sonsteby, O.A., “Constructing In-Pavement Lighting,Portland Cement Concrete Pavement,” Report IPRF01-G-002-03-1, Innovative Pavement Research Foun-dation, March, 2008.
8. Design and Installation Details for Airport Visual Aids,FAA Advisory Circular AC 150/5340-30D, Federal Avia-tion Administration, Washington, D.C., 2008.
TB017P
AMERICAN CONCRETE PAVEMENT ASSOCIATION PAVEMENT ASSOCIATION PAVEMENT ASSOCIATION
AMERICAN CONCRETE PAVEMENT ASSOCIATION PAVEMENT ASSOCIATION
American Concrete Pavement Association5420 Old Orchard Rd., Suite A100Skokie, IL 60077-1059(847) 966-ACPAwww.pavement.com