Embed Size (px)
Citation preview

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
- i -
KEMIX (Pty) Ltd
Reg. No. 1989/003259/07
Incorporating
STALLION MIXERS 47 Kyalami Boulevard, Kyalami Business Park, PO Box 31949, Kyalami, 1684 SOUTH AFRICA Tel. (+27 11) 466-2490 Fax. (+27 11) 466-2190 email: [email protected] web site: www.kemix.com
AAC Pumpcell Plant Operating and Maintenance Manual
Client YAMANAGOLD - MINERA FLORIDA LIMITADA Project MINERA FLORIDA LIMITADA PROJECT - CHILE Equipment 1 x 135m3, 8 STAGE PUMPCELL PLANT
INCLUDING MPS0470(P) INTERSTAGE SCREENS Contract Number E70444/2011 Date 28TH JULY 2011 Revision 0

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
- ii -
Table of Contents
1 CONTACT DETAILS ....................................................................................................... 1
2 INTRODUCTION .............................................................................................................. 2
2.1 AAC Pumpcell Description ........................................................................................ 2 2.2 AAC Pumpcell Process Description .......................................................................... 5 2.3 AAC Pumpcell Control Systems and Philosophies .................................................... 6
2.3.1 Pumpcell Plant Start Up ................................................................................. 6 2.3.2 Lead Pumpcell Isolation ................................................................................. 9 2.3.3 Pumpcell Drainage ....................................................................................... 10 2.3.4 Tail Pumpcell Sequencing ........................................................................... 10 2.3.5 Pumpcell Bypassing..................................................................................... 11 2.3.6 Regenerated Carbon Return ........................................................................ 12 2.3.7 Plant Stoppage ............................................................................................. 13
3 AAC PUMPCELL DATA SHEET ................................................................................... 14
4 SPARE PARTS .............................................................................................................. 15
4.1 Spare Parts Numbering Designations ..................................................................... 15
5 UNPACKING AND ASSEMBLY PROCEDURE AFTER TRANSPORTATION. ............ 18
5.1 Step 1 - Removal of the Rotating Cage Support A-Frame ...................................... 18 5.2 Step 2 - Removal of the front 1st shaft Locking Brackets ........................................ 21 5.3 Step 3 - Removal of the Pump Support Brackets. ................................................... 22 5.4 Step 4 - Removal of the Rotating Cage Locking Brackets ....................................... 24 5.5 Step 5 – Assembly of the Kemix Interstage Screen from the Transported State of Partial Assembly ................................................................................................................ 26
6 COMPLETE BREAKDOWN OF MECHANISM FOR ASSEMBLY ................................ 27
6.1 Pre-Assembly requirements 1 to 8 .......................................................................... 27 6.1.1 Pre-Assemble 1: the Pulse Blades to the Rotating Cage ................................ 27 6.1.2 Pre-Assemble 2: the Hydraulic Leg to Screen ................................................ 29 6.1.3 Pre-Assemble 3: the Female Rigid Coupling to the Gearbox Output Shaft ..... 31 6.1.4 Pre-Assemble 4: the Gearbox to Base Plate .................................................. 32 6.1.5 Pre-Assembly 5: Assemble the pump ............................................................. 34 6.1.6 Pre-Assembly 6 – Assemble the pump coupling to the first shaft ................... 36 6.1.7 Pre-Assemble 7: Agitator Blades to agitator shaft........................................... 37 6.1.8 Pre-Assemble 8: Volute Interface Seal to Volute ............................................ 38
6.2 Position the Volute into the maintenance structure ................................................. 39 6.3 Position the Pumping Impeller into the Volute ......................................................... 40 6.4 Assemble the 1st Shaft into Pumping Impeller ......................................................... 42 6.5 Position the Internal Frame Into the Volute ............................................................. 44 6.6 Assemble the Gearbox and Base Plate Assembly onto the Internal Frame ............ 46 6.7 Assemble the Gearbox coupling onto the 1st Shaft ................................................. 48 6.8 Assemble the Hydraulic Leg and Screen Assembly to the Volute ........................... 50 6.9 Assemble the Rotating Cage to the 1st Shaft .......................................................... 52 6.10 Assemble Agitator to the Mechanism ...................................................................... 54
7 CHECKING AND ADJUSTMENT OF THE MPSP INTERSTAGE SCREEN BEFORE OPERATION.......................................................................................................................... 55
7.1 Perform Alignment Checks on Shaft and Rotating Cage ......................................... 56
8 INSTALLATION AND REMOVAL OF AN AAC PUMPCELL INTERSTAGE SCREEN . 57
8.1 Installation ............................................................................................................... 57 8.1.1 Open Hook Mounting Bracket and Hold Down Clamp .................................... 57 8.1.2 Lower And Position The Mechanism In The Tank ........................................... 57 8.1.3 Position And Secure The Mechanism ............................................................. 57

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
- iii -
8.1.4 Adjusting the Hook Mounting bracket ............................................................. 57 8.1.5 Tighten Hook Mounting Bracket and Hold Down Clamp ................................. 58
8.2 Removal.................................................................................................................. 61 8.2.1 Open Hook Mounting Bracket and Hold Down Clamp .................................... 61 8.2.2 Lift the Interstage Screen Out Of The Tank .................................................... 61
9 MAINTENANCE AND INSPECTION PROCEDURE ...................................................... 62
9.1 Maintenance and Inspection Procedure during normal operation ........................... 62 9.1.1 Maintenance and Inspection of the Wedge Wire Screen ................................ 62 9.1.2 Maintenance and Inspection of the Drive Unit. ............................................... 64 9.1.3 Maintenance and Inspection of the Protective coatings of Entire Interstage Screen Assembly. .......................................................................................................... 64
9.2 Maintenance and Inspection Procedure during Storage .......................................... 65 9.2.1 Maintenance and Inspection of the Drive Unit during Storage ........................ 65 9.2.2 Maintenance and Inspection of the Entire Interstage Screen Assembly during Storage 65
10 SPARES REPLACEMENT PROCEDURES .............................................................. 66
10.1 Wedge-Wire Screen Replacement .......................................................................... 66
11 INSTALLATION AND MAINTENANCE INSTRUCTIONS FOR ELECTRIC MOTORS 69
11.1 Receiving Check ..................................................................................................... 69 11.2 Handling and Transportation ................................................................................... 69 11.3 Storage ................................................................................................................... 69 11.4 Insulation Resistance Check ................................................................................... 70 11.5 Installation ............................................................................................................... 70
11.5.1 Safety ............................................................................................................. 70 11.5.2 Operating Conditions ...................................................................................... 70 11.5.3 Foundation ..................................................................................................... 71 11.5.4 Drain Holes ..................................................................................................... 71 11.5.5 Balancing ........................................................................................................ 71 11.5.6 Alignment ....................................................................................................... 71 11.5.7 Belt Drive ........................................................................................................ 72 11.5.8 Connection ..................................................................................................... 72 11.5.9 Starting Methods ............................................................................................ 72 11.5.10 Start-Up ...................................................................................................... 73
11.6 Maintenance ........................................................................................................... 74 11.6.1 General Inspection ......................................................................................... 74
11.7 LUBRICATION ........................................................................................................ 74 11.7.1 Machines without Grease Nipples .................................................................. 74 11.7.2 Machines Fitted with Grease Nipples ............................................................. 74 11.7.3 Compatibility of Polyrex® EM grease with other types of grease ..................... 76
11.8 ASSEMBLY AND DISASSEMBLY .......................................................................... 76 11.9 SPARE PARTS ....................................................................................................... 77 11.10 MOTORS FOR HAZARDOUS LOCATIONS ........................................................... 77
11.10.1 Installation .................................................................................................. 77 11.10.2 Maintenance ............................................................................................... 77
11.11 MOTORS DRIVEN BY VFD .................................................................................... 78 11.11.1 Standard Motors ......................................................................................... 78 11.11.2 Inverter Duty Motors ................................................................................... 78
11.12 WARRANTY TERMS - SERIES AND ENGINEERING PRODUCTS ...................... 78
12 BOLT TORQUE TABLE ............................................................................................ 80
13 TOOLS REQUIREMENT............................................................................................ 80
14 TECHNICAL DRAWINGS 1 – G.A OF AAC PUMPCELL PLANT ............................. 81
15 TECHNICAL DRAWINGS 1 – G.A OF AAC PUMPCELL MECHANISM ................... 82

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
- iv -
16 TECHNICAL DRAWINGS 3 – P & ID AND PFD ........................................................ 83
18 GEARBOX OPERATING INSTRUCTIONS ............................................................... 84
19 LUBRICATION SCHEDULE ...................................................................................... 85

Kemix Pty Ltd Interstage Screen Operating Manual
Page 1
1 CONTACT DETAILS Kemix may be contacted directly at: KEMIX HOUSE 47 KYALAMI BOULEVARD KYALAMI BUSINESS PARK MIDRAND P O BOX 31949 Kyalami 1684 South Africa Tel: (+27 11) 466-2490 Fax: (+27 11) 466-2190 Email: [email protected]

Kemix Pty Ltd Interstage Screen Operating Manual
Page 2
2 INTRODUCTION
2.1 AAC Pumpcell Description The ability of activated carbon to adsorb gold from a cyanide solution has been known for over one hundred years. However, it was not until the 1950’s that carbon based processes began to attract attention in the gold mining industry, when it was demonstrated by the US Bureau of Mines that gold and silver could be recovered directly from pulp onto granules of activated carbon. There are three basic carbon adsorption processes used in the gold mining industry today, carbon in pulp (CIP), carbon in leach (CIL) and carbon in columns (CIC). The first two processes recover gold directly from pulps or slurries containing up to 55 % solids, while the CIC process is used for the treatment of solution. Kemix (Pty) Ltd (Kemix) in conjunction with Anglo American Corporation (AAC) developed the Mineral Processing Separating (MPS) and Mineral Processing Separating (Pumping) (MPS(P)) Interstage Screens. The MPS and MPS(P) Interstage Screens are typically utilised in CIP and CIL applications to separate activated carbon from gold bearing pulp in leach or adsorption contactors. The development of the MPS(P) Interstage Screen was instrumental in the ultimate development of the AAC Pumpcell. The AAC Pumpcell is in essence a complete CIP plant incorporating a Pumpcell mechanism and launder system enabling the carousel mode of operation to be employed. The design of the AAC Pumpcell circuit allows for all contactors to be placed at the same evaluation, in contrast to the stepped arrangement used for conventional cascade CIP adsorption plants. This feature facilitates the carousel mode of operation, that is the pulp feed and tailings discharge positions are rotated in such a manner that a counter current movement of pulp and carbon is achieved without the need to physically move carbon from one Pumpcell to another. The carousel mode of operation has been shown to result in significant improvements in adsorption efficiency, due to the elimination of 'backmixing' inherent in the conventional CIP circuits. The Pumpcell mechanism consists of a drive unit combining the three functions of pumping, screen cleaning and agitation on one common drive shaft. The pumping impeller is a mixflo type specially designed to handle high flowrates at a low tip speed. The up-pumping impeller operates in a stable manner over a wide range of flow conditions. The up-pumping impeller develops a head in the open volute, which is connected to the internal launder, sufficient to overcome launder losses and allows for the velocity flow of pulp to the next contactor. The pitch blade turbine ensures that pulp contained within the screen is maintained in a fully suspended state even when there is no pulp flow through the mechanism. In the event of a plant stoppage the pulp inside the screen may settle out, this pulp is re-suspended when the drive unit is restarted. The Pumpcell mechanism can therefore be operated at reduced pulp flowrates without the settling of pulp occurring inside the cylindrical screen.

Kemix Pty Ltd Interstage Screen Operating Manual
Page 3
The unique rotating cage sets up a pulse and sweeping action around the screen, which keeps carbon off the screen. These features reduce the possibility of carbon or grit pegging in the screen apertures, which in turn ensures that pulp flowrate through the screen, is maintained. The screen is manufactured from stainless steel wedge wire. Attached to the bottom of the screen and around the shaft is a hydraulic seal. The hydraulic seal is a static pipe which passes through the center of the pumping impeller extending up beyond the pulp operating level thus forming a very effective seal which has no moving parts. Attached to the bottom of the shaft is a down pumping hydrofoil. This hydrofoil is situated in the cell to ensure that an efficient high velocity flow pattern is achieved and maintained thus reducing the possibility to pulp and carbon settlement occurring within the cell. The Pumpcell tank comprises of an internal launder system, discharge and feed pipes, launder gates and plug valves. The internal launder is arranged such that it facilitates the individual functions of feeding pulp to the Pumpcell, discharging pulp from the Pumpcell and bypassing the Pumpcell in the event of taking the particular Pumpcell off line. This launder connects the adjacent Pumpcells together. The nature of this launder arrangement enables the carousel mode of operation to be employed.
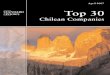
Figure 1 – The AAC Pumpcell mechanism in a tank

Kemix Pty Ltd Interstage Screen Operating Manual
Page 4
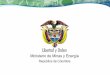
Figure 2 – The Cross Section View of AAC Pumpcell mechanism

Kemix Pty Ltd Interstage Screen Operating Manual
Page 5
2.2 AAC Pumpcell Process Description Pulp should be screened either prior to or post the leach circuit to remove grit or fibrous material present in the CIP feed. The screened pulp exiting the leach circuit either gravitates or is pumped to the AAC Pumpcell feed launder. The lead Pumpcell receives fresh pulp from the feed launder which is located above the Pumpcell top platform. The feed launder valve arrangement directs the flow of pulp into the desired Pumpcell. The pulp enters the Pumpcell via a feed box and feed pipe and is directed to an area below the down pumping hydrofoil, thus reducing the possibility of short circuiting. The down pumping hydrofoil imparts sufficient energy into the pulp resulting in good mixing of the pulp and carbon which in turn results in gold being adsorbed onto the carbon. As all the Pumpcells are at the same horizontal elevation the cascade flow of pulp between the individual Pumpcells is not possible. The movement of pulp between the Pumpcells is effected by the Pumpcell mechanism. Pulp is drawn through the wedge wire screen by virtue of the up-pumping impeller developing a head in the open volute, which is connected to the internal launder. The head created is sufficient to overcome launder losses and allows for the velocity flow of pulp to the next Pumpcell. The wedge wire screen aperture is appropriately sized to allow for the flow of pulp through the screen while ensuring that the carbon remains in the Pumpcell as a discreet batch. The pulp is pumped through all the stages in the Pumpcell circuit. The pulp exiting the last Pumpcell in the carousel sequence is directed via a residue valve and manifold to the residue linear or vibrating screen. When the gold on carbon loading in the lead Pumpcell has reached the predetermined value the lead Pumpcell is isolated and the feed material will be directed to the second Pumpcell in the carousel sequence. The isolation of the lead Pumpcell and direction of the feed to the second Pumpcell is achieved by opening and closing the appropriate gate and plug valves. This procedure will be detained in Section 2.3.2, Operating Philosophy. The second Pumpcell effectively becomes the new lead Pumpcell. The entire contents of the lead Pumpcell is drained and pumped via a recessed impeller pump to the loaded carbon screen. The loaded carbon typically gravitates into a loaded carbon hopper from where it is directed to the elution and regeneration circuits prior to been returned to the Pumpcell circuit. When the content of the original lead Pumpcell has been drained and the Pumpcell is brought back on line as the new tail Pumpcell. Putting the original lead Pumpcell on line as the new tail Pumpcell is achieved by opening and closing the appropriate gate and plug valves and replenishing the Pumpcell with a predetermined amount of regenerated or virgin carbon. This procedure will be detained in Section 2.3.4, Operating Philosophy. During the draining of the lead Pumpcell the entire Pumpcell plant operates with one cell less in the carousel sequence. It is therefore prudent to get the original lead Pumpcell back on line as the new tail cell in as short a time period as is practically possible thereby not negatively impacting on the overall metallurgical performance of the Pumpcell plant.

Kemix Pty Ltd Interstage Screen Operating Manual
Page 6
2.3 AAC Pumpcell Control Systems and Philosophies The Pumpcell operating philosophy will detail the procedure and valve sequencing required when performing the following tasks : Pumpcell Plant Start Up. Head Pumpcell Isolation. Head Pumpcell Drainage. Tail Pumpcell Sequencing. Pumpcell Bypassing. Plant Stoppage. For the purposes of this exercise Pumpcell No. 1, (922 – TK – 114), will be the head Pumpcell and Pumpcell No. 8, (922 – TK – 107), will be the tail Pumpcell.
2.3.1 Pumpcell Plant Start Up Prior to starting the Pumpcell plant, ensure that the residue section is prepared to
receive and dispose of pulp. Identify which Pumpcell is to be the head, second, third, fourth, fifth, sixth,
seventh and eighth Pumpcells. For the purpose of this example Pumpcell 1, (922 – TK – 114), will be the head Pumpcell and Pumpcell 8, (922 – TK – 107), will be the tail Pumpcell.
Ensure that the predetermined amount of carbon is available to be added to each Pumpcell once pulp has been introduced into the Pumpcell.
All Pumpcell drive motors must be stopped. The manual loaded carbon drain diaphragm valves on all eight the Pumpcells
must be opened. The manual loaded carbon drain diaphragm valves to be opened are (922 – 150 – HD – 107), (922 – 150 – HD – 207), (922 – 150 – HD – 307), (922 – 150 – HD – 407), (922 – 150 – HD – 507), (922 – 150 – HD – 607), (922 – 150 – HD – 707) and (922 – 150 – HD – 807).
The automated loaded carbon drain diaphragm valves on all eight the Pumpcells must be closed. The automated loaded carbon diaphragm valves to be closed are (922 – 150 – HD – 108), (922 – 150 – HD – 208), (922 – 150 – HD – 308), (922 – 150 – HD – 408), (922 – 150 – HD – 508), (922 – 150 – HD – 608), (922 – 150 – HD – 708) and (922 – 150 – HD – 808).
Open the automated feed plug valves on Pumpcell No. 2, (922 – TK – 113), to Pumpcell No. 8, (922 – TK – 107), in the carousel sequence. The automated feed plug valves to be opened are (922 – 300 – KXHP – 201), (922 – 300 – KXHP – 301), (922 – 300 – KXHP – 401), (922 – 300 – KXHP – 501), (922 – 300 – KXHP – 601), 922 – 300 – KXHP – 701) and (922 – 300 – KXHP – 801).
Close the automated feed plug valve on the head Pumpcell, Pumpcell No. 1, (922 – TK – 114).The automated feed plug valve to be closed is (922 – 300 – KXHP – 101).
Open the manual Pumpcell Mechanism discharge gate valves on all eight the Pumpcells. The manual Pumpcell Mechanism discharge gate valves to be opened are (922 – 450 – KXHG – 106), (922 – 450 – KXHG – 206), (922 – 450 – KXHG – 306), (922 – 450 – KXHG – 406), (922 – 450 – KXHG – 506), (922 – 450 – KXHG – 606), (922 – 450 – KXHG – 706) and (922 – 450 – KXHG – 806).
Close the automated residue plug valves on Pumpcell No. 1, (922 – TK – 114), to Pumpcell No.7, (922 – TK – 108), in the carousel sequence. The automated residue plug valves to be closed are (922 – 300 – KXHP – 102),

Kemix Pty Ltd Interstage Screen Operating Manual
Page 7
(922 – 300 – KXHP – 202), (922 – 300 – KXHP – 302), (922 – 300 – KXHP – 402), (922 – 300 – KXHP – 502), (922 – 300 – KXHP – 602) and (922 – 300 – KXHP – 702).
Open the automated residue plug on the tail Pumpcell in the carousel sequence, Pumpcell No. 8, (922 – TK – 107). The automated residue plug valve to be opened is (922 – 300 – KXHP – 802).
Close the manual bypass gate valves on all eight the Pumpcells. The manual bypass gate valves to be closed are (922 – 400 – KXHG – 104), (922 – 400 – KXHG – 105), (922 – 400 – KXHG – 204), (922 – 400 – KXHG – 205), (922 – 400 – KXHG – 304), (922 – 400 – KXHG – 305), (922 – 400 – KXHG – 404), (922– 400 – KXHG – 405), (922 – 400 – KXHG – 504), (922 – 400 – KXHG – 505), (922 – 400 – KXHG – 604), (922 – 400 – KXHG – 605), (922 – 400 – KXHG – 704), (922 – 400 – KXHG – 705), (922 – 400 – KXHG – 804) and (922 – 400 – KXHG – 805).
Open the automated interconnecting tank gate valves on Pumpcells No. 1, (922 – TK – 114) to Pumpcell No. 7 (922 – TK – 108) in the carousel sequence. The automated interconnecting tank gate valves to be opened are (922 – 450 – KXHG – 103), (922 – 450 – KXHG – 203), (922 – 450 – KXHG – 303), (922 – 450 – KXHG – 403), (922 – 450 – KXHG – 503), (922 – 450 – KXHG – 603) and (922 – 450 – KXHG – 703).
Close the automated interconnecting tank gate valve on the tail Pumpcell, Pumpcell No. 8, (922 – TK – 107), in the carousel sequence. The automated interconnecting tank gate valve to be closed is (922 – 450 – KXHG – 803).
Open the automated feed launder plug valve feeding the head Pumpcell, Pumpcell No. 1 (922 – TK – 114). The automated feed launder plug valve to be opened is (922 – 250 – KXHP – 001).
Close the automated feed launder plug valves feeding Pumpcell No. 2, (922 – TK – 113), to Pumpcell No. 8, (922 – TK – 107), in the carousel sequence. The automated feed launder plug valves to be closed are (922 – 250 – KXHP – 003), (922 – 250 – KXHP – 005), (922 – 250 – KXHP – 007), (922 – 250 – KXHP – 009), (922 – 250 – KXHP – 011), (922 – 250 – KXHP – 013) and (922 – 250 – KXHP – 015).
Close all the automated feed launder isolation gate valves. The automated feed launder isolation gate valves to be closed are (922 – 400 – KXHG – 002), (922 – 400 – KXHG – 004), (922 – 400 – KXHG – 006), (922 – 400 – KXHG – 008), (922 – 400 – KXHG – 010), (922 – 400 – KXHG – 012) and (922 – 400 – KXHG – 014).
On completion of the above steps, the carousel valve sequencing can be considered complete. Pulp can now be introduced into the Pumpcell plant.
The feed to the Pumpcell plant can be initiated. When pulp enters the head Pumpcell, Pumpcell No. 1, (922 – TK – 114), in the
carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the head Pumpcell, Pumpcell No. 1, (922 – TK – 114), the Pumpcell Mechanism, (922 – SC – 114), drive motor must be started.
When the pulp level in the head Pumpcell, Pumpcell No. 1, (922 – TK – 114), approaches the same vertical elevation as the pumping impeller, pulp will be pumped to the second Pumpcell, Pumpcell No. 2 (922 – TK – 113), in the carousel sequence.

Kemix Pty Ltd Interstage Screen Operating Manual
Page 8
When pulp enters the second Pumpcell, Pumpcell No. 2, (922 – TK – 113), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the second Pumpcell, Pumpcell No. 2, (922 – TK – 113), the Pumpcell Mechanism, (922 – SC – 113), drive motor must be started.
When the pulp level in the second Pumpcell, Pumpcell No. 2, (922 – TK – 113), approaches the same vertical elevation as the pumping impeller, pulp will be pumped to the third Pumpcell, Pumpcell No. 3 (922 – TK – 112), in the carousel sequence.
When pulp enters the third Pumpcell, Pumpcell No. 3, (922 – TK – 112), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the third Pumpcell, Pumpcell No. 3, (922 – TK – 112), the Pumpcell Mechanism, (922 – SC – 112), drive motor must be started.
When the pulp level in the third Pumpcell, Pumpcell No. 3, (922 – TK – 112), approaches the same vertical elevation as the pumping impeller, pulp will be pumped to the fourth Pumpcell, Pumpcell No. 4 (922 – TK – 111), in the carousel sequence.
When pulp enters the fourth Pumpcell, Pumpcell No. 4, (922 – TK – 111), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the fourth Pumpcell, Pumpcell No. 4, (922 – TK – 111), the Pumpcell Mechanism, (922 – SC – 111), drive motor must be started.
When the pulp level in the fourth Pumpcell, Pumpcell No. 4, (922 – TK – 111), approaches the same vertical elevation as the pumping impeller, pulp will be pumped to the fifth Pumpcell, Pumpcell No. 5 (922 – TK – 110), in the carousel sequence.
When pulp enters the fifth Pumpcell, Pumpcell No. 5, (922 – TK – 110), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the fifth Pumpcell, Pumpcell No. 5, (922 – TK – 110), the Pumpcell Mechanism, (922 – SC – 110), drive motor must be started.
When the pulp level in the fifth Pumpcell, Pumpcell No. 5, (922 – TK – 110), approaches the same vertical elevation as the pumping impeller, pulp will be pumped to the sixth Pumpcell, Pumpcell No. 6 (922 – TK – 109), in the carousel sequence.
When pulp enters the sixth Pumpcell, Pumpcell No. 6, (922 – TK – 109), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the sixth Pumpcell, Pumpcell No. 6, (922 – TK – 109), the Pumpcell Mechanism, (922 – SC – 109), drive motor must be started.
When the pulp level in the sixth Pumpcell, Pumpcell No. 6, (922 – TK – 109), approaches the same vertical elevation as the pumping impeller, pulp will be pumped to the seventh Pumpcell, Pumpcell No. 7 (922 – TK – 108), in the carousel sequence.
When pulp enters the seventh Pumpcell, Pumpcell No. 7, (922 – TK – 108), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.

Kemix Pty Ltd Interstage Screen Operating Manual
Page 9
When the hydrofoil is submerged by pulp in the seventh Pumpcell, Pumpcell No. 7, (922 – TK – 108), the Pumpcell Mechanism, (922 – SC – 108), drive motor must be started.
When the pulp level in the seventh Pumpcell, Pumpcell No. 7, (922 – TK – 108), approaches the same vertical elevation as the pumping impeller, pulp will be pumped to the tails Pumpcell, Pumpcell No. 8 (922 – TK – 107), in the carousel sequence.
When pulp enters the tails Pumpcell, Pumpcell No. 8, (922 – TK – 107), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the tails Pumpcell, Pumpcell No. 8, (922 – TK – 107), the Pumpcell Mechanism, (922 – SC – 107), drive motor must be started.
When the pulp level in the tails Pumpcell, Pumpcell No. 8, (922 – TK – 107), approaches the same vertical elevation as the pumping impeller, pulp will be pumped via the automated residue plug valve (922 – 300 – KXHP – 802), to the residue manifold.
The Pumpcell plant is now considered on line. The predetermined and regular sampling campaign can now commence.
Periodic inspection for traces of carbon on the residue screen will be required to determine if carbon is leaking through the interstage screens.
Periodic carbon inventory sampling is required to determine if a Pumpcell is leaking carbon to the succeeding Pumpcell.
2.3.2 Lead Pumpcell Isolation The lead Pumpcell is isolated after either a predetermined time period or when
the gold on carbon loading within that Pumpcell, (Pumpcell No. 1, (922 – TK – 114), has achieved a level suitable for transferring the loaded carbon to the elution circuit.
Open the automated feed launder plug valve feeding the second Pumpcell, Pumpcell No. 2 (922 – TK – 113), in the carousel sequence. The automated feed launder plug valve that must open is (922 – 250 – KXHP – 005).
Open the two automated feed launder gate isolation valves allowing pulp to gravitate to the second Pumpcell, Pumpcell 2, (922 – TK – 113) in the carousel sequence. The two automated feed launder gate isolation valves that must be opened are (922 – 400 – KXHG – 002) and (922 – 400 – KXHG – 004).
Close the automated feed launder plug valve feeding the original head Pumpcell, Pumpcell No. 1, (922 – TK – 114), in the carousel sequence. The automated feed launder plug valve that must close is (922 – 250 – KXHP – 001).
Close the automated feed plug valve on the new head Pumpcell, Pumpcell No. 2, (922 – TK – 113). The automated feed plug valve to be closed is (922- 300 – KXHP – 201).
Close the automated interconnecting tank gate valve between the original head Pumpcell No. 1, (922 – TK – 114), and second Pumpcell, Pumpcell No. 2, (922 – TK – 113), in the carousel sequence. The automated interconnecting tank gate valve that must close is (922 – 450 – KXHG – 103).
The original head Pumpcell, Pumpcell No. 1, (922 – TK – 114), in the carousel sequence is isolated.
The Pumpcell Mechanism, (922 – SC – 114), drive motor must not be stopped, the pulp and carbon must be suspended to allow for the efficient drainage of the isolated Pumpcell.
The second Pumpcell, Pumpcell No. 2, (922 – TK – 113), in the carousel sequence the new head Pumpcell.

Kemix Pty Ltd Interstage Screen Operating Manual
Page 10
The Pumpcell plant is effectively operating with seven Pumpcells on line. It is therefore imperative that the following two Operating Procedures, Head Pumpcell Drainage and Tail Pumpcell Sequencing be performed expediently thus ensuring that all eight Pumpcells are brought on line to ensure that metallurgical efficiencies are maximised.
2.3.3 Pumpcell Drainage Prior to draining the original head Pumpcell, Pumpcell No. 1, (922 – TK – 114),
ensure that the loaded carbon screen is ready to receive pulp and that there is sufficient capacity in the loaded carbon hopper to receive a batch of loaded carbon.
Start the loaded carbon screen. Start the loaded carbon drain pump. Open the automated loaded carbon diaphragm drain valve on the original head
Pumpcell, Pumpcell No. 1, (922 – TK – 114). The automated loaded carbon diaphragm drain valve that must be opened is (922- 150 – HD – 108).
Ensure that there is sufficient wash water on the loaded carbon screen to wash all entrapped pulp form the loaded carbon.
When the pulp level in the original head Pumpcell, Pumpcell No. 1, (922 – TK – 114), approaches the same elevation as the hydrofoil, the Pumpcell Mechanism, (922 – SC – 114), drive motor must be stopped.
When the pulp level in the original head Pumpcell, Pumpcell No. 1, (922 – TK – 114), approaches the loaded carbon discharge manifold it is recommended that the Pumpcell be hosed out with water to ensure that all the loaded carbon exits the Pumpcell and is recovered on the loaded carbon screen.
When the original head Pumpcell, Pumpcell No. 1, (922 – TK – 114), is empty the washing is terminated.
Close the automated loaded carbon diaphragm drain valve on the original head Pumpcell, Pumpcell No. 1, (922 – TK – 114). The automated loaded carbon diaphragm drain valve that must be closed is (922- 150 – HD – 108).
Stop the loaded carbon pump. Stop the loaded carbon screen. The original head Pumpcell, Pumpcell No. 1, (922 – TK – 114), is ready to be
brought back on line as the new tail Pumpcell.
2.3.4 Tail Pumpcell Sequencing Ensure that the predetermined amount of carbon is available to be added to the
new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114), once pulp is introduced into this Pumpcell.
Open the automated feed plug valve on the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114). The automated feed plug valve to be opened is (922- 300 – KXHP – 101).
Open the manual Pumpcell Mechanism discharge gate valve on the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114). The manual Pumpcell Mechanism discharge gate valve to be opened is (922 – 450 – KXHG – 106).
Open the automated residue plug valve on the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114). The automated residue plug valve to be opened is (922 – 300 – KXHP – 102).
Close the manual bypass gate valves on the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114). The manual bypass gate valves to be closed are

Kemix Pty Ltd Interstage Screen Operating Manual
Page 11
(922 – 400 – KXHG – 104) and (922 – 400 – KXHG – 105). Close the automated interconnecting tank gate valve on the new tail Pumpcell,
Pumpcell No. 1, (922 – TK – 114), in the carousel sequence. The automated interconnecting tank gate valve to be closed is (922 – 450 – KXHG – 103).
Open the automated interconnecting tank gate valve between the original tail Pumpcell, Pumpcell No. 8, (922 – TK – 107), and the original head Pumpcell, Pumpcell No. 1, (922 – TK – 114). The automated interconnecting tank gate valve to be opened is (922 – 450 – KXHG – 803).
Close the automated residue plug valve on the original tail Pumpcell, Pumpcell 8, (922 – TK – 107), in the carousel sequence. The automated residue plug valve to be closed is (922 – 300 – KXHP – 802).
Pulp will now be pumped from the original tail Pumpcell, Pumpcell No. 8, (922 – TK – 107), to the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114).
When pulp enters the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114), in the carousel sequence the predetermined amount of carbon is added to the Pumpcell.
When the hydrofoil is submerged by pulp in the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114), the Pumpcell Mechanism, (922 – SC – 114), drive motor must be started.
When the pulp level in the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114), approaches the same vertical elevation as the pumping impeller, pulp will be pumped via the automated residue plug valve (922 – 300 – KXHP – 102), to the residue manifold.
The Pumpcell plant is back on line. Regular sampling and observations can commence.
2.3.5 Pumpcell Bypassing A Pumpcell is bypassed if it is expected that the Pumpcell in question has a damaged wedge wire screen and is leaking carbon into the next Pumpcell or if the drive mechanism has failed. The Pumpcell Plant design allows for the changing of a complete Pumpcell mechanism without having to interrupt the feed to the plant. The Pumpcell in question is bypassed and the mechanism is removed and replaced by a mechanism that is maintained in good working order and is located in the maintenance bay (922 – MB – 001) provided. For the purpose of this example Pumpcell No. 1, (922 – TK – 114), will be the head Pumpcell and Pumpcell 8, (922 – TK – 107), will be the tail Pumpcell. Pumpcell No. 2, (922 – TK – 113), will be the Pumpcell that has a damaged wedge wire screen or drive mechanism and therefore requires replacement. Open the manual bypass gate valves on the Pumpcell No. 2, (922 – TK – 113).
The manual bypass gate valves that must be opened are (922 – 400 – KXHG – 204) and (922 – 400 – KXHG – 205).
Close the automated feed plug valve on Pumpcell No. 2, (922 – TK – 113).The automated feed plug valve that must be closed is (922 – 300 – KXHP – 201).
Stop the Pumpcell Mechanism, (922 – SC – 113), drive motor. Close the manual Pumpcell Mechanism discharge gate valve on Pumpcell No. 2,
(922 – TK – 113). The manual Pumpcell Mechanism discharge gate valve that must be closed is (922 – 450 – KXHG – 206).
Pumpcell No. 2, (922 – TK – 113), is effectively being bypasses. Pulp exiting the head Pumpcell, Pumpcell No. 1, (922 – TK – 114), bypasses Pumpcell No. 2, (922 – TK – 113), and is fed into Pumpcell No. 3, (922 – TK – 112).

Kemix Pty Ltd Interstage Screen Operating Manual
Page 12
The malfunctioning Pumpcell Mechanism, (922 – SC – 113), is lifted out of Pumpcell No. 2, (922 – TK – 113), by means of the crane.
The malfunctioning Pumpcell Mechanism, (922 – SC – 113), is placed in the Maintenance Bay, (922 – MB – 001).
The spare Pumpcell Mechanism, (922 – SC – 106), is hoisted from the Maintenance Bay, (922 – MB – 001), and placed into Pumpcell No. 2, (922 – TK – 113), by means of the crane.
With the spare Pumpcell Mechanism, (922 – SC – 106), correctly inserted into Pumpcell No. 2, (922 – TK – 113), this Pumpcell is brought back on line.
Open the manual Pumpcell Mechanism discharge gate valve on Pumpcell No. 2, (922 – TK – 113). The manual Pumpcell Mechanism discharge gate valve that must be opened is (922 – 450 – KXHG – 206).
Start the spare Pumpcell Mechanism, (922 – SC – 106), drive motor. Open the automated feed plug valve on Pumpcell No. 2, (922 – TK – 113). The
automated feed plug valve that must be opened is (922 – 300 – KXHP – 201). Close the manual bypass gate valves on the Pumpcell No. 2, (922 – TK – 113).
The manual bypass gate valves that must be closed are (922 – 400 – KXHG – 204) and (922 – 400 – KXHG – 205).
Pumpcell No. 2, (922 – TK – 113), is back on line. It is important to repair the damage to the malfunctioning Pumpcell Mechanism,
(922 – SC – 113). A mechanism that is in working order must always be available in the Maintenance Bay, (922 – MB – 001), thus preventing any prolonged Pumpcell bypassing from occurring in the event of unforeseen Pumpcell Mechanism malfunctions or routine maintenance.
2.3.6 Regenerated Carbon Return The Pumpcell circuit is equipped with an automated Regenerated Carbon Return manifold. This manifold is used to direct virgin or regenerated carbon from the elution circuit to a new tail Pumpcell. For the purpose of this example, Pumpcell No. 1, (922 – TK – 114), will be the new tail Pumpcell requiring regenerated carbon from the elution circuit while in the process of being brought back on line. This sequence can only be performed in parallel with sequence “5.4 Tail
Pumpcell Sequencing”. Open the automated regenerated carbon return diaphragm valve feeding the
new tail Pumpcell, Pumpcell No. 1, (922 – TK – 113). The automated regenerated carbon return diaphragm valve is (922 – 75 – HD – 016).
Close the remaining automated regenerated carbon return diaphragm valves feeding the remainder of the Pumpcell circuit. The automated regenerated carbon return diaphragm valves that are to be closed are (922 – 75 – HD – 017), (922 – 75 – HD – 018), (922 – 75 – HD – 019), (922 – 75 – HD – 020), (922 – 75 – HD – 021), (922 – 75 – HD – 022), (922 – 75 – HD – 023), (922 – 75 – HD – 024), (922 – 75 – HD – 025), (922 – 75 – HD – 026) and (922 – 75 – HD – 027).
Open the regenerated carbon isolation valve feeding Pumpcells 1 – 4, (922 – TK – 114) to (922 – TK – 111), valve (by others).
Close the regenerated carbon isolation valve feeding Pumpcells 5 – 8, (922 – TK – 110) to (922 – TK – 107), valve (by others).
A predetermined volume of regenerated carbon is transferred from the elution circuit via the regenerated carbon return manifold, through the automated regenerated carbon return diaphragm valve, (922 – 75 – HD – 016), feeding the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114).

Kemix Pty Ltd Interstage Screen Operating Manual
Page 13
Once the regenerated carbon has been transferred to the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114), the regenerated carbon return line must be flushed.
Once the regenerated carbon return line has been flushed, the automated regenerated carbon return diaphragm valve feeding the new tail Pumpcell, Pumpcell No. 1, (922 – TK – 114), must be closed. The regenerated carbon return diaphragm valve to be closed is (922 – 75 – HD – 016).
2.3.7 Plant Stoppage When the feed to the Pumpcell circuit is stopped, the pulp level throughout the circuit equalizes. The equalization involves the back flow of pulp and carbon through a Pumpcells open feed plug valve, the pulp will flow back through the interconnecting launder and eventually enter the Pumpcell mechanism. As it is not desirable to get back flow of pulp and carbon into the superseding Pumpcell mechanism, a procedure is required to prevent this pulp and carbon back flow. This procedure involves the closing of all automated feed plug valves and automated interconnecting launder gate valves. With the before mentioned valves in the closed position, the back flow of pulp and carbon through the circuit will be eliminated. The procedure detailing valve sequencing that should be adopted during a plant stoppage is as follows: For the purposes of this exercise Pumpcell No.1, (922 – TK – 114), will be the head Pumpcell and Pumpcell No. 8, (922 – TK – 107), will be the tail Pumpcell. Plant Stoppage The automated feed plug valve on Pumpcell No. 1, (922 – TK – 114), will be in
the closed position, valve (922 – 300 – KXHP – 101). This valve must remain closed when the Plant Stoppage procedure is initiated.
The automated feed plug valves on Pumpcells No. 2, (922 – TK – 113), to Pumpcell No. 8, (922 – TK - 107), must be closed. The automated feed plug valves to be closed are valves (922 – 300 – KXHP – 201), (922 – 300 – KXHP – 301), (922 – 300 – KXHP – 401), (922 – 300 – KXHP – 501), (922 – 300 – KXHP – 601), (922 – 300 – KXHP – 701) and (922 – 300 – KXHP – 801).
The automated interconnecting gate valve between Pumpcell No. 8, (922 – TK – 107), and Pumpcell No. 1, (922 – TK – 114), will be in the closed position, valve (922 – 450 – KXHG – 803). This valve must remain closed when the Plant Stoppage procedure is initiated.
The automated interconnecting gate valves on Pumpcells No. 1, (922 – TK – 114), to Pumpcell No. 7, (922 – TK - 108), must be closed. The automated interconnecting gate valves to be closed are valves (922 – 450 – KXHG – 103), (922 – 450 – KXHG – 203), (922 – 450 – KXHG – 303), (922 – 450 – KXHG – 403), (922 – 450 – KXHG – 503), (922 – 450 – KXHG – 603) and (922 – 450 – KXHG – 703).
The AAC Pumpcell operating philosophy will detail the procedure and valve sequencing required when performing the tasks.

Kemix Pty Ltd Interstage Screen Operating Manual
Page 14
3 AAC PUMPCELL DATA SHEET
Table 1 - AAC Pumpcell Data Sheet
MECHANICAL EQUIPMENT DATASHEET
PROJECT INFORMATION CLIENT MINERA FLORIDA LIMITADA CHILE PLANT ALHUE DATE MARCH 2011 LOCATION CHILE COMPILED BY G VAN ASWEGEN DESCRIPTION 135m3 PUMPCELL PLANT REVISION 0 5TH MARCH 2010 QUANTITY 1 X 8 STAGE OPERATIONAL + 1 SPARE MECHANISM
DUTY DETAILS MECHANISM DETAILS NORMAL FLOWRATE m3/h per unit 253 MODEL NUMBER AAC MPS 0470(P) MAXIMUM FLOWRATE m3/h per unit 330 NUMBER OF UNITS 9 SLURRY RELATIVE DENSITY
t/m3 1.433 SERIAL NUMBERS SM/2025/11-SM/2033/11
SLURRY PERCENTAGE SOLIDS
% 47 EQUIPMENT NUMBERS
922-SC-114,922-SC-113, 922-SC-112, 922-SC-111, 922-SC-110, 922-SC-109, 922-SC-108, 922-SC-107, 922-SC-106
SLURRY P80 m 75 kW RATING kW 67.875 SLURRY VISCOSITY cP @ 124s-1 100 MOTOR SIZE kW 30 SLURRY pH pH 10 – 12 SERVICE FACTOR INSTALLED 2.26 SOLIDS SPECIFIC GRAVITY t/m3 2.8 ABSORBED POWER kW 23.62 PRE-SCREEN APERTURE m 800 SERVICE FACTOR ABSORBED 2.87 CARBON SIZE mesh 6x16 OUTPUT SPEED RPM 33.75 CARBON CONCENTRATION g/l 25 SCREEN DETAILS
MOTOR DETAILS TYPE WEDGE WIRE VOLTAGE V(AC) 380 PERCENTAGE OPEN AREA % 26.7 FREQUENCY Hz 50 SCREEN APERTURE m 800 PHASE 3 SCREEN SURFACE AREA m2 4.67 ENCLOSURE IEC IP66 SCREEN PROFILE 28CP FRAME IEC SCREEN MATERIAL 304 SS WEDGE WIRE MOUNTING FLANGE CAGE DETAILS SPEED 4 POLE NUMBER OF BLADES 5 AMBIENT TEMPERATURE 25 PULSE RATE pulses/sec 2.81 SUPPLIER WEG CAGE TIP SPEED m/min 182
SUPPORT STRUCTURE LOADS MATERIALS OF CONSTRUCTION TOTAL NETT MASS kg 4980 SCREEN 304 STAINLESS STEEL OPERATING MASS kg 6445 ROTATING CAGE 300WA NATURAL RUBBER LINED TOTAL GROSS MASS2 kg 9655 VOLUTE 300WA NATURAL RUBBER LINED BENDING MOMENT Nm 5303 CORROSION PROTECTION IMMERSION EPOXY TORQUE Nm 6310
375 m DFT
AXIAL LOAD kN 106 NOTE: 2Total gross mass is calculated as total nett mass + 80 % of
the cylinder volume containing settled pulp having 80 % dry solids mass. This is an unlikely operating condition.

Kemix Pty Ltd Interstage Screen Operating Manual
Page 15
4 SPARE PARTS
4.1 Spare Parts Numbering Designations For the purposes of clarity during the assembly and the procurement of spare parts, it is worth understanding the numbering sequence by which the relevant sub-assemblies and the individual components are identified. An example of a component number is given below. (Note: The number is an example only and is not necessarily specific to your contract.) A description of each segment of the part number follows. 1. This section of the number gives the unique Kemix contract number specific to
your equipment. This number should be quoted when inquiring about any information from Kemix regarding your equipment. The prefix has the following meanings: ‘C’ indicates a local, South African supply contract. ‘L’ indicates an indirect export contract. ‘E’ indicates a direct export contract.
2. This section of the number is an internal number used to identify the type of equipment that has been supplied. ‘71’ is typical for Pumpcell technology.
3. This section indicates a sub-assembly. Each subassembly has a unique number e.g. ‘03’.
4. This section indicates a specific part number. Each part number within a sub-assembly has a unique number e.g. ‘04’.
The following diagram indicates all the individual parts and there associated part numbers related to the Kemix AAC Interstage Screen The description detail of the parts and ex-works manufacturing lead time can be obtained by relating the part number to the description on the table that follows the diagram.
E70444 - 71- 03-04
1 2 3 4

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 16
A
DETAIL A( 1 : 20 )
B
DETAIL B( 1 : 35 )
E70415 - 72-01-03MOUNTING BASE
E70415 - 51 GEARBOX OPERATIONAL SPARESE70415 - 52 GEARBOX FILTER BREATHER
E70415 - 40 MOTORE70415 - 41 MOTOR TERMINAL BOXE70415 - 42 MOTOR TERMINAL BOX COVERE70415 - 43 MOTOR FAN COWLE70415 - 44 MOTOR FANE70415 - 45 MOTOR DRIVE END SHIELDE70415 - 46 MOTOR NON-DRIVE END SHIELDE70415 - 47 MOTOR DRIVE END OIL SEALE70415 - 48 MOTOR NON-DRIVE END OIL SEAL
E70415 - 72-01-04GEARBOX COUPLING
E70415 - 50 GEARBOX & MOTOR ADAPTER
E70415 - 3110m ROLL COMPRESSIBLE NEOPRENE STRIP GASKET(INSERTED BETWEEN WEDGE WIRE SCREEN,VOLUTE AND HYDRAULIC LEG)
E70415 - 72-06-07RUBBER LINED PULSE BLADE
E70415 - 72-05-06PUMP MOUNTING FLANGE
E70415 - 72-04PUMP IMPELLOR
E70415 - 72-06RUBBER LINED ROTATING CAGE
E70415 - 72-04-03RUBBER LINED PBT
E70415 - 72-03-01CYLINDRICAL WEDGE WIRE SCREEN
E70415 - 72-02-03RUBBER LINED VOLUTE
E70415 - 72-01-03BASE PLATE
E70415-33WET-END
FASTENERS REGION
E70415-32DRY-END
FASTENERS REGION
E70415 - 72-02-04RUBBER LINED INTERFACE SEAL
E70415 - 72-05FIRST SHAFT ASSEMBLY
E70415 - 72-03-02HYDRAULIC LEG
E70415 - 72-07SECOND AGITATOR SHAFT
E70415 - 72-07-03HYDROFOIL BLADE WITH STABILISER
E70415 - 72-03-00-01DRAIN SOCKET
E70415 - 72-03-00-01DRAIN PLUG
E70415 - 72-01-05NAME PLATE BRACKET

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 17
Table 2 - AAC MPSP Interstage Screen Complete Parts List
INTERSTAGE SCREENS: COMPLETE SPARE PARTS LIST
REFERENCE DRAWING: E70444-72
PART DESCRIPTION KEMIX PART NUMBER EX WORKS LEAD TIME
Base plate E70444 -72-01-03 8 Weeks Rubber lined volute & top structure assembly E70444 -72-02-03 12 Weeks Rubber lined volute interface seal E70444 -72-02-04 4 Weeks Rubber lined pumping impeller E70444 -72-04 12 Weeks Rubber lined PBT (set) E70444 -72-04-03 6 Weeks First shaft assembly E70444 -72-05 10 Weeks Pump coupling E70444 -72-05-06 4 Weeks Hydraulic leg E70444 -72-03-02 8 Weeks Cylindrical wedge wire screen E70444 -72-03-01 8 Weeks Rubber lined rotating cage E70444 -72-06 10 Weeks Rubber lined pulse blades (set) E70444 -72-06-07 4 Weeks Second agitator shaft E70444 -72-07 10 Weeks Hydrofoil blade with stabiliser E70444 -72-07-03 8 Weeks Hook mounting support set (2 per set) E70444 -26 8 Weeks Hold down clamp set (2 per set) E70444 -22 8 Weeks Dry end fasteners E70444 -32 4 Weeks Wet end fasteners E70444 -33 4 Weeks Motor E70444 -40 16 Weeks Motor terminal box E70444 -41 16 Weeks Motor terminal box cover E70444 -42 16 Weeks Motor fan cowl E70444 -43 16 Weeks Motor fan E70444 -44 16 Weeks Motor drive end shield E70444 -45 16 Weeks Motor non-drive end shield E70444 -46 16 Weeks Motor drive end oil seal E70444 -47 16 Weeks Motor non-drive end oil seal E70444 -48 16 Weeks Gearbox & motor adaptor E70444 -50 16 Weeks Gearbox operational spares set E70444 -51 10 Weeks Gearbox filter breather (6 month shelf life) E70444 -52 4 Weeks Gearbox coupling E70444 -72-01-04 8 Weeks 10m roll compressible neoprene strip gasket E70444 -31 4 Weeks Hydraulic leg drain plug and socket set E70444 -72-03-00-01 4 Weeks

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 18
5 UNPACKING AND ASSEMBLY PROCEDURE AFTER TRANSPORTATION.
For shipping purposes the Kemix AAC Interstage Screen is equipped with various locking and support brackets to safe guard the Interstage Screen from damage during transit. The locking brackets are used to enable the rotating parts of the Interstage Screen to be locked in place forming one ridged assembly whereas the support brackets are used to support the Interstage Screen in the horizontal transport position. These locking and support brackets are to be removed before the Interstage Screen is placed into operation or before the Interstage screen is rotated. The location of the brackets and the procedure steps for removing the brackets are as follows: NOTE: THE BELOW PROCEDURE ORDER MUST BE FOLLOWED (i.e. START WITH STEP 1, THEN STEP 2, THEN STEP 3, THEN STEP 4 AND FINALLY STEP 5).
5.1 Step 1 - Removal of the Rotating Cage Support A-Frame Before any of the locking and support brackets are removed, the Kemix Interstage Screen needs to be placed inside the maintenance bay in a vertical position (refer section 7) using the provided four lifting lugs located inside the volute top structure (refer to figure 3). The first support bracket required to be removed is the rotating cage support A-frame (refer to figure 5) located at the bottom end of the Interstage Screen. The procedure for removal is as follows:
1. Whilst the Interstage Screen is in a vertical position situated inside the maintenance structure, nylon slings and chain blocks must be used to secure the rotating cage to the maintenance bay structure (refer to figure 4).
2. The fasteners connecting the A-frame arms to the bottom flange of the wedge wire screen need to be unbolted and removed (refer to figure 5).
3. Next the fasteners connecting the A-frame bracket to the rotating cage hub and shaft flange must be unbolted and removed. As per point 1 above, the rotating cage assembly is supported by nylon slings attached to the maintenance bay structure steelwork and there is therefore no risk of the rotating cage dropping due to removal of support brackets.
4. Once the A-frame has been detached from the Interstage Screen assembly and removed, the centre bolt located in the center of the rotating cage hub needs to be removed. The fasteners that were unbolted to remove the A-frame as well as the centre bolt located in the center of the rotating cage hub must not be re-inserted until completion of step 3.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figure 3 – Provided Lifting Lugs for Hoisting the Interstage Screen Vertically
Figure 4 – Supporting the Rotating Cage using Nylon Slings and Chain Blocks
VOLUTE LIFITING LUG
NYLON SLINGS
CHAIN BLOCK

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figure 5 – Location of Rotating Cage Support A-Frame
Figure 6 – Center Bolt Located in Center of Rotating Cage Hub
A-FRAME ARM ROTATING
CAGE HUB FASTENERS
A-FRAME
BOTTOM FLANGE OF WEDGE WIRE SCREEN

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
5.2 Step 2 - Removal of the front 1st shaft Locking Brackets This next step is to be completed after step 1 has been completed. The locking bracket located on top of the volute internal frame (refer figure 7) needs to be removed. The procedure for removal is as follows:
1. Unbolt and remove all the fastener nuts and threaded bars located between the top shaft flange and the channels which are bolted on the top of the volute internal frame. The shaft and pump assembly is supported by brackets located between the volute moat and pump assembly (see section 5.3) and there is therefore no risk of the shaft and pump assembly dropping due to no support.
2. Unbolt the channels from the top of the volute internal frame and remove.
Figure 7 – Location of the front 1st shaft Locking Brackets
CHANNEL BRACKETS ON VOLUTE INTERNAL FRAME
THREADED BAR
FASTENER NUTS

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 22
5.3 Step 3 - Removal of the Pump Support Brackets. This step is to be completed once step 2 has been completed. The pump assembly support brackets are located on the inside of the Interstage Screen volute as shown in figure 8. The procedure for removing the brackets is as follows:
1. Using the maintenance crane, lift the shaft and pump assembly using the pump lifting lugs on the top of the pump to a height that allows the easy removal of the four pump support brackets from the volute moat (refer figure 8). Care should be taken when lifting the pump assembly not to damage the pump flange on the internal structure of the volute.
2. Inspect the circumference of the volute moat to ensure that all four of the pump support brackets have been identified and removed.
3. Using the maintenance crane still hoisting the shaft and pump assembly using the pump lifting lugs on the top of the pump, slowly (creep/inch function) lower the shaft and pump assembly until the bottom flange of the shaft comes in contact with the hub of the rotating cage. Special pre-cautions must be taken to ensure that the shaft and pump assembly is only lowered until the bottom flange of the shaft creates a gap of approximately 5mm from rotating cage hub. Lowering of the shaft and pump assembly to low might result in damage to the rotating cage.
4. The centre bolt located in the center of the rotating cage hub can now be inserted and the 5mm gap can be taken up by tightening the rotating cage hub center bolt (refer to figure 9). This will secure the rotating cage and shaft together. Ensure the bolts of the shaft flange and rotating cage hub are inserted before tightening of the center bolt of the rotating cage to ensure all the flange bolt holes for the rotating cage and shaft are aligned. Special attention must be given to ensure that shaft flange and rotating cage is correctly coupled together (refer section 6.9).
Note: The weight of the shaft and pump assembly must remain supported by the maintenance crane until completion of step 4.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figure 8 – Location of Pump Support Bracket
Figures 9 – Assemble the 1st shaft to the Rotating Cage with 5mm Gap
PUMP SUPPORT BRACKET
VOLUTE MOAT
PUMP LIFTING LUGS
5mm GAP

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
5.4 Step 4 - Removal of the Rotating Cage Locking Brackets After completion of step 3, with the shaft and pump assembly still being hoisted by the maintenance crane, the rotating cage locking brackets must now be removed. The rotating cage locking brackets are located between the top of the rotating cage and the top flange of the screen (refer to figure 10). The procedure is as follows:
1. The clamping fasteners on the rotating cage locking brackets need to be unbolted (refer to figure 11).
2. The fasteners connecting the rotating cage locking brackets to the top flange of the wedge wire screen must then be unbolted (refer to figure 11).
3. The rotating cage locking brackets can now be removed and the fasteners removed from the top flange of the wedge wire screen must be reinserted and tightened (refer to section 12).
4. The shaft and pump assembly still being hoisted by the maintenance crane can now be slowly (creep/inch function) lowered until the pump assembly comes to rest on the volute moat.
Figure 10 – Location of Rotating Cage Locking Brackets
ROTATING CAGE LOCKING BRACKET

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figure 11 – Location of Rotating Cage Support Locking Bracket
CLAMPING FASTENER
SCREEN TOP FLANGE FASTENER

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 26
5.5 Step 5 – Assembly of the Kemix Interstage Screen from the Transported State of Partial Assembly
This step involves the full assembly of the Kemix Interstage Screen for operation from the partial state of assembly in which the Interstage Screen was transported. The assembly activities required are as follows:
1. Install the gearbox and baseplate assembly as per section 6.6 and section 6.7. Ensure the oil, breathers and sight glass is installed.
2. The agitator blades and agitator shaft can now be assembled as per section 6.1.7.
3. After the agitator blades and shaft have been assembled, the agitator blades and shaft assembly must be bolted onto the underside of the rotating cage hub as per section 6.10.
NOTE: Before the Interstage Screens are placed into operation, the inspections identified in Section 7.1 of this manual must be performed.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 27
6 COMPLETE BREAKDOWN OF MECHANISM FOR ASSEMBLY
The complete assembly of the mechanism from a completely dismantled state is detailed below. A list of tools required is given in section 13. All bolts should be torqued to the values specified in section 12. The next eight sections (sections 6.1.1 to 6.1.8) refer to pre-assembly activities that are required before the main assembly is assembled. The sections 6.2 to 6.10 refer to the main assembly of the Interstage Screen.
6.1 Pre-Assembly requirements 1 to 8
6.1.1 Pre-Assemble 1: the Pulse Blades to the Rotating Cage The parts required for this procedure are: Pulse Blades E70444-72-06-07 Rotating Cage E70444-72-06
The recommended assembly procedure is as follows: 1. The rotating cage has a leading drilling pattern as seen in figure 13. The pulse
blade holes are not centered on the upright of the rotating cage and therefore the blades should be mounted in a specific orientation.
2. Assemble the pulse blades, with the provided stainless steel nuts, bolts and oversize washers, so that the inner edge of the pulse blade overlaps the upright angle of the rotating cage by +/- 10mm as shown in Figure 13.
The pulse blades are sacrificial items. Their purpose is to protect the rotating cage uprights from wear during operation. Incorrect orientation of the pulse blades will result in premature wear of the rotating cage uprights – a much more costly replacement than a set of pulse blades.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 28
Figure 12 - Assembly of Pulse Blades
Figure 13- Orientation of Pulse Blades
DIRECTION OF ROTATION
PLAN VIEW
PULSE BLADE
ROTATINGCAGE
PULSEBLADE

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 29
6.1.2 Pre-Assemble 2: the Hydraulic Leg to Screen The parts required for this procedure are: Hydraulic Leg E70444-72-03-02 Hydraulic leg drainage plug and socket set E70444-72-03-00-01 Wedge Wire Screen E70444-72-03-01 The recommended assembly procedure is as follows: 1. Apply the 50mm wide neoprene strip to one side of the flange of the drainage
socket. 2. Using a fairly sharp object to push holes through the neoprene rubber strip to
coincide with the holes located on the flange of the drainage socket. 3. Assemble the hydraulic leg drainage port to the hydraulic leg using the provided
stainless steel fasteners as shown in Figure 14. 4. Affix 50mm width neoprene rubber to the flange on the underside of the hydraulic
leg disc. (This serves as a sealing gasket between the hydraulic leg and the wedge wire screen.)
5. Use a fairly sharp object to push holes through the neoprene rubber strip coinciding with the holes in the hydraulic leg.
6. Lower the hydraulic leg into the wedge wire screen. 7. Bolt the hydraulic leg to the screen using the given stainless steel fasteners as
shown in Figure 15. 8. Check that the hydraulic leg pipe is concentric to the wedge wire screen at the
top flange. 9. If the hydraulic leg is not concentric to the screen, excessive wear will
occur against the main shaft or pump assembly during operation.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 30
Figure 14 – Assembling the Hydraulic Leg Drainage Port
Figure 15 - Assembling the Hydraulic Leg to the Screen

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
6.1.3 Pre-Assemble 3: the Female Rigid Coupling to the Gearbox Output Shaft
The parts required for this procedure are: Gearbox (c/w key) E70444-50 Female Rigid Coupling (c/w keep plate) E70444-72-01-04 The recommended assembly procedure, using Figure 16 as a reference, is as follows: 1. Insert the gearbox key into the gearbox output shaft. 2. Slide the female half of the rigid coupling over the output shaft and key. 3. Bolt the female rigid coupling keep plate into the recess in the coupling using the
provided fasteners. Using the torque table in section 12, ensure the fasteners are correctly tightened.
4. Ensure the oil, breathers and sight glass is installed (refer section 18).
Figure 16 – Assembling the female half of the rigid coupling to the gearbox
NAMEPLATE BRACKET
ELECTRIC MOTOR
GEARBOX
GEARBOX KEY
FEMALE RIGID COUPLING
FEMALE RIGID COUPLING KEEP PLATE

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 32
6.1.4 Pre-Assemble 4: the Gearbox to Base Plate The parts required for this procedure are: Gearbox (c/w key) E70444-50 Gearbox Baseplate E70444-72-01-03 The recommended assembly procedure, using Figure 17 and 18 as a reference, is as follows: 1. Place gearbox base plate on chocks as indicated in figure 17. 2. Place the Gearbox assembly onto the baseplate, making sure the holes on the
underside of the gearbox locates correctly with the baseplate holes. Precautions should be taken to ensure that the lubricating pipe work on the gearbox is not damaged when placing the gearbox onto the base plate.
3. Using the provided fasteners, bolt the gearbox to the base plate. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Note: Once the gearbox and baseplate assembly is complete, ensure that the assembly is correctly supported. This is done by using the appropriate chocking to support two ends of the baseplate as seen in figure 19. This is to ensure a clearance is obtained between the gearbox output shaft and the ground and that the gearbox and baseplate are secured in a stable position.
Figure 17 – Positioning of the Gearbox onto the Baseplate

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 33
Figure 18 – Assembly of the Gearbox to Baseplate
Figure 19 – Correct supporting of the gearbox and baseplate assembly

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 34
6.1.5 Pre-Assembly 5: Assemble the pump The parts required for this procedure are: Pump Inner Cone E70444-72-04 Pump Outer Cone E70444-72-04 PBT Blades E70444-72-04-03 The recommended assembly procedure is as follows: 1. Using the appropriate lifting equipment (nylon slings, chain blocks and overhead
cranes), stand the pump inner cone upside down on the flange face. The pump inner cone may be manipulated using the lifting lugs on the top disc, as shown in Figure 21.
2. Lower the pump outer cone over the inner cone whilst being careful not to damage any of the rubber lining.
3. Locate the bolting tabs of the outer cone through the matching slots of the inner cone, as shown in Figure 21, whilst being careful not to damage the tabs when aligning the parts.
4. Bolt up the two cones using the appropriate stainless steel bolts. Using the torque table in section 12, ensure the fasteners are correctly tightened.
5. Turn the pump over so that the flange is now at the top and stand it on the pipe shaft whilst keeping it steady using the lifting equipment. Make sure that the protective coating is protected from damage at all times.
6. Attach the PBT to the bottom of the pump using the stainless bolts as shown in Figure 22. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Figure 20 – Exploded Pump Assembly

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 35
Figure 21 - Pump bolting tabs and lifting lugs
Figure 22 - Bolting the PBT blades to the pump
PUMPINNERCONETABS
PUMPOUTERCONETABS
LIFTINGLUGS

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 36
6.1.6 Pre-Assembly 6 – Assemble the pump coupling to the first shaft The parts required for this procedure are: First Shaft E70444-72-05 Pump Coupling E70444-72-05-06
The recommended assembly procedure is as follows: 1. Using eye-bolts in the two provided tapped holes on the pump coupling, position
the two halves of the pump coupling to facilitate the attaching of the pump coupling halves onto the mid-flange of the shaft as shown in figure 23.
2. Using the supplied fasteners, bolt the pump coupling onto the shaft mid-flange. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Figure 23 - Bolting the pump coupling halves onto the shaft

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 37
6.1.7 Pre-Assemble 7: Agitator Blades to agitator shaft The parts required for this procedure are: Agitator shaft E70444-72-07 Agitator blades E70444-72-07-03 The recommended assembly procedure is as follows: 1. With the agitator shaft being held vertically, the agitator blades must be
assembled to the agitator shaft using the provided fasteners. 2. The blades have an area free of rubber lining which must be mated with the
underside of the corresponding spoke on the agitator shaft as shown in Figure 24. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Figure 24 - Fitting the agitator blade to the agitator shaft
SPOKE
BLADE
AGITATORSHAFT

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 38
6.1.8 Pre-Assemble 8: Volute Interface Seal to Volute The parts required for this procedure are: Volute Assembly (excluding internal frame) E70444-72-02-03 Volute Interface seal E70444-72-02-04
The recommended assembly procedure is as follows: 1. With the volute being placed vertically up, the volute interface seal must be
assembled to the volute using the provided fasteners (refer figure 25). 2. Once assembled ensure that the volute interface seal is completely flat against
the volute opening face with no gaps evident. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Figure 25 - Fitting the Volute Interface Seal to the Volute

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 39
6.2 Position the Volute into the maintenance structure The parts required for this procedure are: Volute Assembly (excluding internal frame) E70444-72-02-03 The recommended assembly procedure is as follows: 1. Lift the Volute Assembly (excluding internal frame) using slings and shackles
through the four provided lifting lugs inside the volute top structure. 2. Lower the volute into to mounting facility located on the top level of the
maintenance bay, making sure that the rubber lining on the volute does not get damaged during the process.
Figure 26 – Positioning of Volute into Maintenance Bay

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 40
6.3 Position the Pumping Impeller into the Volute The parts required for this procedure are: Assembled pump as given in section 6.1.5 E70444-72-04 Mechanism as assembled in section 6.2
The recommended assembly procedure is as follows: 1. Lift the pump assembly using slings and shackles on the provided lifting lugs. 2. Lower the pump into the volute, making sure that the pump PBT blades do not
get damaged during the process. The pump will come to rest on the volute moat.
Figure 27 – Positioning of Pumping Impeller into the Volute

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 41
Figure 28 – Positioning of Pumping Impeller into the Volute

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 42
6.4 Assemble the 1st Shaft into Pumping Impeller The parts required for this procedure are: 1st Shaft and pump coupling assembly (see section 6.1.6) Mechanism as assembled in section 6.3
The recommended assembly procedure is as follows: 1. With the use of nylon slings, attach slings around underside of 1st shaft top
flange lift the shaft into position as shown in Figures 29 & 30. 2. Once the shaft is in position, bolt both the pump flange and the pump coupling
(already coupled to the 1st shaft flange, see section 6.1.6) together with the supplied fasteners. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Figures 29 – Positioning of 1st Shaft into Pumping Impeller

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 43
Figures 30 – Positioning of 1st Shaft into Pumping Impeller

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 44
6.5 Position the Internal Frame Into the Volute The parts required for this procedure are: Internal frame Mechanism as assembled in section 6.4 The recommended assembly procedure is as follows: 1. Lift the internal frame using slings into the volute. 2. Assemble the internal frame onto the volute using the given mild steel fasteners.
Using the torque table in section 12, ensure the fasteners are correctly tightened. Note: The internal frame can only be inserted in one orientation. Make sure that the frame is orientated such that the shaft is central to the square opening in the internal frame.
Figures 31 – Positioning of the Internal Frame into the Volute

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 45
Figures 32 – Positioning of the Internal Frame into the Volute

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 46
6.6 Assemble the Gearbox and Base Plate Assembly onto the Internal Frame
The parts required for this procedure are: Gearbox (gearbox, motor and coupling) and baseplate assembly as per section
6.1.4. Mechanism as assembled as per section 6.5. The recommended assembly procedure is as follows: 1. Place the gearbox and baseplate assembly onto the volute internal frame, making
sure the holes on the underside of the baseplate locates correctly with the volute internal frame holes and that the motor end of the gearbox is facing the volute opening side of the volute.
2. Bolt the gearbox and baseplate assembly to the volute internal frame using the provided fasteners. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Figures 33 – Assemble the Drive Unit onto the Base Plate

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 47
Figures 34 – Assemble the Drive Unit onto the Base Plate

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 48
6.7 Assemble the Gearbox coupling onto the 1st Shaft The parts required for this procedure are: Mechanism as assembled as per section 6.6. The recommended assembly procedure is as follows: 1. Using the maintenance crane, slowly (creep/inch function) lift the shaft and pump
assembly using the lifting lugs on the top of the pump to a height that allows the bolting of the gearbox coupling and 1st shaft flange to be coupled together as shown in figure 35 and 36.
2. Bolt the gearbox coupling to the 1st shaft top flange using the provided fasteners. Using the torque table in section 12, ensure the fasteners are correctly tightened.
NOTE: Special attention must be given to ensure that the gearbox coupling and 1st shaft flange are correctly coupled together, for example the two flange faces are in full contact.
Figures 35 – Positioning of the 1st Shaft up to the Gearbox Coupling

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 49
Figures 36 – Coupling the 1st Shaft to the Gearbox Coupling

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 50
6.8 Assemble the Hydraulic Leg and Screen Assembly to the Volute The parts required for this procedure are: Hydraulic leg and Screen assembly per section 6.1.2 Mechanism as assembled as per section 6.7.
The recommended assembly procedure is as follows: 1. Apply a 50mm wide neoprene rubber to the top flange of the wedge wire screen
as shown in Figure 39. 2. Use a fairly sharp object to push holes through the neoprene rubber strip
coinciding with the holes in the screen flange. 3. Hoist the Hydraulic leg and Screen assembly up to the under side of the volute. 4. Bolt the screen top flange to the volute using the given stainless steel nuts, bolts
and washers. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Figures 37 – Positioning of 1st Shaft into Pumping Impeller

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figures 38 – Positioning of 1st Shaft into Pumping Impeller
Figure 39 – Apply Neoprene rubber to screen top flange and assemble to volute flange.
NEOPRENERUBBERTO GO ONSCREENTOPFLANGE

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 52
6.9 Assemble the Rotating Cage to the 1st Shaft The parts required for this procedure are: Rotating cage assembly as per section 6.1.1. Mechanism as assembled in section 6.8 The recommended assembly procedure is as follows: 1. Stand the rotating cage upright on a flat surface that will not inflict damage to the
rubber lining. 2. Bring the rotating cage up to meet the bottom flange of the 1st shaft. Attach the
rotating cage using only the center bolt/stud and washer supplied (refer figure 41).
Figures 40 – Assemble the 1st shaft to the Rotating Cage

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 53
Figures 41 – Assemble the 1st shaft to the Rotating Cage

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 54
6.10 Assemble Agitator to the Mechanism The parts required for this procedure are: Agitator shaft and blade assembly as per section 6.1.7 Mechanism as assembled to section 6.9 The recommended assembly procedure is as follows: 1. The agitator assembly should be positioned under the mechanism for assembly. 2. The agitator shaft flange, the rotating cage and the main shaft flange must then
be bolted together using the required washers, nuts and bolts as shown in Figure 42. The centre bolt holding the rotating cage onto the 1st shaft must remain in position. Using the torque table in section 12, ensure the fasteners are correctly tightened.
Note: At this stage, the assembly of the mechanism is complete. Before the Interstage Screen is placed into operation, the inspections identified in Section 7.1 of this manual must be performed.
Figure 42 - Assembling the agitator onto the mechanism
AGITATORSHAFT

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 55
7 CHECKING AND ADJUSTMENT OF THE MPSP INTERSTAGE SCREEN BEFORE OPERATION
Note: It is necessary to have a maintenance bay, as shown in Figure 43, in order to perform the following checks and adjustments. The Mechanism should be vertical and the rotating cage free to rotate. It is assumed from hereon that the Mechanism is located in such a structure. A typical Kemix maintenance bay is shown in Figure 43. It has three or four levels in order to access the mechanism to adjust and clean all the required parts. The upper level allows access to the drive section and adjustment of the pump heights etc. The middle levels allows for high pressure washing of the wedge wire screen during cleaning and also inspection of the rotating cage. The lower level allows the screen and rotating cage to be lowered onto a trolley in order to facilitate assembly and disassembly. The trolley allows the components to be moved to a position that can be reached by an overhead crane. It also has an extra docking bay in order to facilitate speedy replacement of the mechanisms in the circuit.
Figure 43 - Kemix maintenance bay
HOOKS
CLEANINGPLATFORM
SCREENREMOVALPLATFORM
EXTRA BAY FORREPLACEMENTMACHINE

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 56
7.1 Perform Alignment Checks on Shaft and Rotating Cage When the mechanism is operating, there are two problems that may occur with respect to alignment of the shaft and rotating cage. The shaft may rotate off center. The shaft may not hang perfectly vertical. The rotating cage does not rotate with a uniform distance around the wedge wire
screen. To check whether either of the above is occurring, turn the mechanism manual (with out switching on the power) whilst the mechanism is located within the maintenance structure. While the mechanism is being manually rotated the following checks must be performed:
1. The clearance between the rotating cage and wedge wire screen must be uniform around the circumference and the length of the wedge wire screen (refer to figure 50). If the clearance between the rotating cage and wedge wire screen is not uniform, the most likely causes are as follows: i. The shaft has bent during transportation or handling. For minor bends
in the shaft, the shaft can usually be straightened but if the shaft is severely distorted, a replacement shaft must be installed into the mechanism.
ii. The rotating cause has distorted either through transportation or handling. If the distorting is minor, the rotating cage can usually be straightened but if the rotating cage is severely distorted, a replacement rotating cage must be installed onto the mechanism.
iii. The pump coupling or gearbox coupling is not correctly fitted and properly engaged, refer to point 2 below.
2. The deflection of the shaft at the bottom of the mechanism (where the shaft
couples to the rotating cage) must not be over 10mm. This is most likely caused due to the incorrect installation of the pump coupling. The shaft will deflect due to the unbalanced mass of the pumping impeller if the pump coupling is not correctly seated on the shaft and pump flange. This can be corrected by re-fitting the pump coupling correctly ensuring the pump coupling makes complete contact with both the shaft and pump flange. If the gearbox coupling is not correctly fitted and properly engaged, this will cause the shaft to deflect.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 57
8 INSTALLATION AND REMOVAL OF AN AAC PUMPCELL INTERSTAGE SCREEN
The details of installing an AAC Pumpcell Interstage Screen into a tank of a Pumpcell plant are detailed in this section.
8.1 Installation
8.1.1 Open Hook Mounting Bracket and Hold Down Clamp 1. Pull out the hook mounting bracket arm retaining pin as shown in Figure 44. 2. Retract the hook mounting bracket arm as shown in Figure 44. 3. Remove the hold down clamp retaining pin as shown in Figure 45. 4. Retract the hold down clamp arm as shown in Figure 45.
8.1.2 Lower And Position The Mechanism In The Tank 1. An overhead crane, with slings attached to the lifting lugs located on the inside of
the volute top structure, is used to manipulate the mechanism. 2. Lower the mechanism into the centre of the port in the tank top structure so that
there is clearance around the entire mechanism. 3. Care should be taken to avoid damage to the agitator, rotating cage and volute
during lowering. 4. The mechanism should be lowered to a height where the mechanism hooks are
slightly above the hook mounting bracket as shown in Figure 46. 5. Move the mechanism towards the launder interface until the launder and
mechanism interfaces are in contact as shown in Figure 47 and 48.
8.1.3 Position And Secure The Mechanism 1. Lower the mechanism onto the hook mounting bracket so that the hooks engage
with the hook pin. 2. Once the load of the entire mechanism has been taken up by the hook mounting
bracket, a visual inspection of the seal between the interface of the volute opening and the launder should be made in order to establish whether an adequate seal has been achieved.
3. If there appears to be any visible gap between the interface of the volute opening and the launder, the hook mounting bracket is adjusted using the procedure indicated in section 8.1.4.
8.1.4 Adjusting the Hook Mounting bracket 1. Taking the weight of the Pumpcell Interstage screen off of the hook mounting
bracket, by lifting the Interstage Screen slightly up, loosen the bolts fastening the hook mounting bracket to the top structure of the tank. The hook mounting bracket can then be moved forward or backward as required using the slotted holes provided on the hook mounting bracket.
Refer to figure 47 related to a gap being experienced at the bottom of the volute opening and launder interface.
Refer to figure 48 related to a gap being experienced at the top of the volute opening and launder interface

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 58
2. Once the desired position has been achieved, the hook mounting bracket can then be secured by tightening the fastener bolts and the Interstage screen is re-positioned as per section 8.1.3.
8.1.5 Tighten Hook Mounting Bracket and Hold Down Clamp 1. Return the hook mounting bracket arm in to a position over the hook of the
Interstage Screen. 2. Replace the hook mounting bracket arm retaining pin. 3. Tighten the hook mounting bracket arm screw and locknut. 4. Return the hold down clamp arm in to a position over the top structure of the
Interstage Screen. 5. Replace the hold down clamp arm retaining pin. 6. Tighten the hold down clamp arm screw and locknut.
Figure 44 – Hook Mount Locking Bracket

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 59
Figure 45 - Holding down clamp
Figure 46 - Checking the position of the hook pin locking device
HOLDING DOWNCLAMP ARM
HOLDING DOWNCLAMP ARMSCREW
HOLDING DOWNCLAMP ARMRETAININGPIN

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 60
Figure 47 - Correcting a gap at the bottom of interface
Figure 48 - Correcting a gap at the top of interface
SLIDE HOOK MOUNTING BRACKET IN THIS DIRECTION
GAP AT TOP
GAP AT BOTTOM
SLIDE HOOK MOUNTING BRACKET IN THIS DIRECTION

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 61
8.2 Removal
8.2.1 Open Hook Mounting Bracket and Hold Down Clamp 1. Loosen the hook mounting bracket arm screw and locknut as shown in 44. 2. Pull out the hook mounting bracket arm retaining pin as shown in 44. 3. Retract the hook mounting bracket arm as shown in 44. 4. Loosen the hold down clamp arm screw and locknut as shown in Figure 45. 5. Remove the hold down clamp retaining pin as shown in Figure 45. 6. Retract the hold down clamp arm as shown in Figure 45.
8.2.2 Lift the Interstage Screen Out Of The Tank 1. An overhead crane, with slings attached to the lifting lugs, is used to manipulate
the mechanism. 2. The seal between the interfaces must be broken by lifting the machine slightly.
Care should be taken not to lift the Interstage Screen too far as this will damage the volute interface seal.
3. Once the seal has been broken, the Interstage screen must be moved away from the launder interface to a position where there is approximately the same clearance on all four sides of the volute top structure.
4. The Interstage screen must then be lifted slowly out of the tank. 5. Care should be taken to avoid damage to the agitator, rotating cage and volute
during lifting.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 62
9 MAINTENANCE AND INSPECTION PROCEDURE
9.1 Maintenance and Inspection Procedure during normal operation
The followings Maintenance and Inspection procedure activities are related to the maintenance and inspection requirements during operation of the Kemix Interstage Screen:
9.1.1 Maintenance and Inspection of the Wedge Wire Screen The wedge wire screen of each of the Kemix Interstage Screen should be washed and inspected once every two weeks. If the Kemix Interstage Screen is operated outside of the process specifications indicated on the Interstage Screen general arrangement drawing, the time frame between cleaning intervals could be shortened. The recommended cleaning procedure is as follows:
1. The Kemix Interstage Screen is taken out of operation and placed within a maintenance structure (refer to section 7).
2. The inspection ports located on the bottom of the hydraulic leg are then opened (using the provided drainage port wrench, see Figure 49) to facilitate the washing out any potential settled solids located within the wedge wire screen.
3. Using a high pressure washer, the entire surface area of the wedge wire screen is then washed to remove all embedded grit.
4. Any remaining grit still present after the high pressure wash will need to be removed with the aid of a wire brush being applied in a brushing action over the entire surface of the screen.
5. Once the wedge wire screen has been cleaned as described above, an inspection is then done of the screen to ensure that the aperture size is within size limitation of the carbon being used. The screen is inspected for any damage that may have occurred during operation and handling.
6. The gap between the wedge wire screen and rotating cage must be inspected to ensure that the gap is uniform around the circumference and length of the screen (as shown in figure 50).
Figure 49 – Opening of the Hydraulic Leg Drainage Port using the wrench tool

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figure 50 – Clearance gap inspection between screen and rotating cage
GAP GAP

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 64
9.1.2 Maintenance and Inspection of the Drive Unit. The drive unit consists of the gearbox, gearbox motor adaptor and electric motor. The maintenance and inspection of the drive unit consists of monitoring the gearbox oil levels and lubrication of the bearing for the gearbox motor adaptor and electric motor every two weeks for each Interstage Screen in operation. For more information on the maintenance and inspection of the gearbox and motor adaptor refer to section 18 of this manual. More information related to the maintenance and inspection of the electric motor can be attained in section 11 of this manual. The specification of the oil can be attained from section 19 of this manual.
9.1.3 Maintenance and Inspection of the Protective coatings of Entire Interstage Screen Assembly.
During the maintenance and inspection procedure of the wedge wire screen indicated in section 9.1.1, additional time should be taken for the inspection of the condition of the protective coatings that have been applied to the Interstage Screen. The recommended inspection procedure is as follows:
1. Using a high pressure washer, clean off all soiled areas of the entire Interstage Screen assembly.
2. A thorough inspection of all the rubber lined and painted surfaces should be conducted and any corroded/abraded areas should be repaired. This is done using a rubber lining repair kit or touch-up paint depending on the corrosion protected surface being repaired.
3. Before the damaged surface is repaired, actions should be taken to ensure that the repaired surfaces are clear of dust, moisture and surface rust.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 65
9.2 Maintenance and Inspection Procedure during Storage Whilst the Kemix Interstage Screen is placed out of operation or in storage, the following procedures must be taken to protect the equipment:
9.2.1 Maintenance and Inspection of the Drive Unit during Storage The following storage procedures are in accordance with the gearbox and motor supplier recommendations:
1. Gearbox and motor assembly are required to be rotated past one complete revolution once every month.
2. Gearbox assembly are required to be stored away from direct sunlight to avoid any significant temperature increases in the oil and grease.
3. The motor and gearboxes are required to be stored away from any sources of vibration for example railway lines, forklifts, blasting etc.
9.2.2 Maintenance and Inspection of the Entire Interstage Screen Assembly during Storage
The following storage procedures are to be implemented for the entire Interstage Screen assembly:
1. It is recommended that the Interstage Screen part assembly be stored indoors to avoid damage to the natural rubber lining caused from extensive exposure to UV direct sunlight.
2. The Interstage Screens should be stored in an area that is away from any grinding or welding activities to ensure that no weld splatter or grinding sparks contaminate the Interstage Screen protective coating.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 66
10 SPARES REPLACEMENT PROCEDURES The most common of the spare parts that will require to be replaced is the replacement of the wedge wire screen. This under a good a maintenance schedule will be required to be replace between 9 and 12 months depending on the nature of the pulp being treated. The replacement procedure for the wedge wire screen is detailed below. A list of tools required is given in section 13. All bolts should be torqued to the values specified in section 12.
10.1 Wedge-Wire Screen Replacement The wedge wire screen may be replaced by the reverse procedure of assembling the Interstage Screen and must be performed in a maintenance bay as follows: 1. The Interstage Screen must first be mounted in a maintenance bay (refer to
section 7). 2. The weight of the agitator (located at the bottom of the Interstage screen), must
then be supported by using nylon slings and chain blocks which are used to secure the agitator to the maintenance bay structure (refer to figure 51).
3. Once it has been ensured that the agitator is well supported, remove the agitator by removing the bolts through the agitator flange, rotating cage hub and first shaft lower flange. The centre bolt located in the center of the rotating cage hub which secures the rotating cage and shaft together will prevent the rotating cage from dropping.
4. The agitator can now be lowered and removed. 5. The weight of the rotating cage must now be supported by using the nylon slings
and chain blocks which are used to secure the rotating cage to the maintenance bay structure (refer to figure 52). Care should be taken not to damage the rotating cage during this procedure.
6. Once it has been ensured that the rotating cage is well supported, remove the centre bolt located in the center of the rotating cage hub which secures the rotating cage and shaft together.
7. The rotating cage can now be carefully lowered and removed, making sure not to damage any coatings.
8. A temporary bracket, similar to that shown in figure 53, must now be bolted to the 1st shaft lower flange to support the hydraulic leg.
9. The weight of the wedge wire screen and hydraulic leg must then be taken up by using slings and chain blocks which are used to secure the wedge wire screen and hydraulic leg to the maintenance bay structure (refer to figure 54).
10. Once it has been ensured that the wedge wire screen and hydraulic leg is well supported, remove the bolts in the wedge wire screen top flange.
11. Lower the wedge wire screen and hydraulic leg until the hydraulic leg rests on the temporary bracket attached to the shaft flange.
12. The weight of the wedge wire screen must then be taken up by using slings and chain blocks which are used to secure the wedge wire screen to the maintenance bay structure.
13. Once it has been ensured that the wedge wire screen is well supported, remove the fasteners in the wedge wire screen bottom flange and lower the wedge wire screen and remove. The hydraulic leg will remain behind supported on the temporary bracket attached to the shaft flange.
14. The new wedge wire screen can now be fitted in the reverse order to that of above.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figure 51 – Supporting the Agitator using Nylon Slings and Chain Blocks
Figure 52 – Supporting the Rotating Cage using Nylon Slings and Chain Blocks
CHAIN BLOCK
NYLONSLINGS
NYLON SLINGS
CHAIN BLOCK

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Figure 53 - Hydraulic leg support bracket
Figure 54 – Supporting the Wedge Wire Screen and Hydraulic Leg using Nylon Slings and Chain Blocks
NYLON SLINGS
CHAIN BLOCK

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 69
11 INSTALLATION AND MAINTENANCE INSTRUCTIONS FOR ELECTRIC MOTORS
11.1 Receiving Check Check if any damage has occured during transportation. Check nameplate data. Remove shaft locking device (if any) before operating the motor. Turn the shaft with the hand to make sure if it is turning freely.
11.2 Handling and Transportation
NOTE: MOTORS MUST NOT BE LIFTED BY THE SHAFT, BUT BY THE EYE BOLTS WHICH ARE PROPERLY DESIGNED TO SUPPORT THE MOTOR WEIGHT.
Lifting devices, when supplied, are designed only to support the motor. If the motor has two lifting devices then a double chain must be used to lift it. Lifting and lowering must be done gently without any shocks, otherwise the bearings can get damaged.
NOTE: DURING TRANSPORTATION, MOTORS FITTED WITH ROLLER OR ANGULAR CONTACT BEARINGS ARE PROTECTED AGAINST BEARING DAMAGES WITH A SHAFT LOCKING DEVICE.
NOTE: THIS LOCKING DEVICE MUST BE USED ON ANY FURTHER TRANSPORT OF THE MOTOR, EVEN WHEN THIS MEANS TO UNCOPULE THE MOTOR FROM THE DRIVEN MACHINE.
11.3 Storage If motors are not immediately installed, they must be stored in dry places, free of dust, vibrations, gases, corrosive smokes, under constant temperature and in normal position free from other objects. In case the motors are stored for more than two years, the bearings must be changed or the lubrication grease must be totally replaced after cleaning. Single phase motors when kept in stock for 2 years or more must have their capacitors replaced (if any). We recommend to turn the shaft (by hands) at least once a month, and to measure the insulation resistance before installing it, in cases of motors stored for more than 6 months or when subject to high humidity areas. If motor is fitted with space heaters, these should be switched on.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 70
11.4 Insulation Resistance Check Measure the insulation resistance before operating the motor and/or when there is any sign of humidity in the winding. The resistance measured at 25°C (77°F) must be: Ri > (20 x U) / (1000 + 2P) [Mohm] (measured with a MEGGER at 500 V d.c.); Where: U = voltage (V)
P = power (kW)
If the insulation resistance is less than 2 megaohms, the winding must be dried according to the following: Warm it up inside an oven at a minimum temperature of 80°C (176oF) increasing 5°C (41oF) every hour until 105°C (221oF), remaining under this temperature for at least one hour. Check if the stator insulation resistance remains constant within the accepted values. If not, stator must be reimpregnated.
11.5 Installation
11.5.1 Safety All personnel involved with electrical installations, either handling, lifting, operation or maintenance must be well informed and up-to-dated concerning the safety standard and principles that govern the work and carefully follow them. We strongly recommend that these jobs are carried out by qualified personnel.
NOTE: MAKE SURE THAT THE ELECTRIC MOTORS ARE SWITCHED OFF BEFORE STARTING ANY MAINTENANCE SERVICE.
Motors must be protected against accidental starts. When performing any maintenance service, disconnect the motor from the power supply. Make sure all accessories have been switched off and disconnected. Do not change the regulation of the protecting devices to avoid damaging.
NOTE: LEAD CONNECTION IN SULATION INSIDE THE TERMINAL BOX MUST BE DONE WITH AN INSULATING MATERIAL COMPATIBLE WITH MOTOR THERMAL CLASS WHICH IS SHOWN ON THE MOTOR NAMEPLATE.
11.5.2 Operating Conditions Electric motors, in general, are designed for operation at an altitude of 1000m above sea level for an ambient temperature between 25°C (77°F) and 40°C (104°F). Any variation is stated on the nameplate.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 71
NOTE: COMPARE THE CURRENT, VOLTAGE, FREQUENCY, SPEED, OUTPUT AND OTHER VALUES DEMANDED BY THE APPLICATION WITH THE DATA GIVEN ON THE NAMEPLATE.
Motors supplied for hazardous locations must be installed in areas that comply with that specified on the motor nameplate.
NOTE: KEEP AIR INLET AND OUTLET FREE AND CLEAN. THE AIR BLOWN OUT BY THE MOTOR SHALL NOT ENTER AGAIN. THE DISTANCE BETWEEN THE AIR INLET AND THE WALL MUST BE AROUND ¼ OF THE INLET OPENING DIAMETER.
11.5.3 Foundation Motors provided with feet must be installed on though foundations to avoid excessive vibrations. The purchaser is fully responsible for the foundation. Metal parts must be painted to avoid corrosion. The foundation must be uniform and sufficiently tough to support any short circuit strengths. It must be designed in such a way to stop any vibration originated from resonance.
11.5.4 Drain Holes Make sure the drains are placed in the lower part of the motor when the mounting configuration differs from that specified on the motor purchase order.
11.5.5 Balancing
NOTE: KEMIX MOTORS ARE DYNAMICALLY BALANCED, WITH HALF KEY AT NO LOAD AND UNCOUPLED.
Transmission elements such as pulleys, couplings, etc must be dynamically balanced with half key before installation. Use always appropriate tools for installation and removal.
11.5.6 Alignment
NOTE: ALIGN THE SHAFT ENDS AND USE FLEXIBLE COUPLING, WHENEVER POSSIBLE.
Ensure that the motor mounting devices do not allow modifications on the alignment and further damages to the bearings. When assembling a half-coupling, be sure to use suitable equipment and tools to protect the bearings. Suitable assembly of half-coupling: check that clearance Y is less than 0.05mm and that the difference X1 to X2 is less than 0.05m as well. Note: The“X” dimension must be at least 3mm.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 72
Figure 55 - Suitable assembly of half-coupling
11.5.7 Belt Drive When using pulley or belt coupling the following must be observed: Belts must be tighten just enough to avoid slippage when running, according to the specifications stated on the belt supplier recommendation.
WARNING: Excessive tension on the pulleys will damage the bearings and lead to a probable shaft rupture.
11.5.8 Connection
WARNING: Voltage may be connected at standstill inside the terminal box for heating elements or direct winding heating.
WARNING: The capacitor on single-phase motors can retain a charge which appears across the motor terminals, even when the motor has reached standstill.
NOTE: A WRONG CONNECTION CAN BURN THE MOTOR. Voltage and connection are indicated on the nameplate. The acceptable voltage variation is ± 10%, the acceptable frequency variation is ± 5% and the total acceptable variation is ± 10%.
11.5.9 Starting Methods The motor is rather started through direct starting. All Kemix motors must be connected as shown on the motor nameplate, failure to follow the motor nameplate could lead to motor failure. In case this is not possible, use compatible methods to the motor load and voltage. 3 lead single voltage and 9 lead dual voltage motors can be started as follows: Full Voltage Direct On Line. Auto-Transformer Starting. Electronic Soft-Starting.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 73
VFD Starting - subject to verification and application analysis. 6 lead single voltage motors and 12 lead dual voltage motors can be connected as follows: Full Voltage Direct On Line. WYE/DELTA Starting. Auto-Transformer Starting. Electronic Soft-Starting. VFD Starting - subject to verification and application analysis. The rotation direction is clockwise if the motor is viewed from DE side and if the phases are connected according to the sequence L1, L2, L3. To change the rotation direction, interchange two of the connecting leads.
NOTE: THE CONNECTION TO THE POWER SUPPLY MUST BE DONE BY QUALIFIED PERSONNEL AND WITH FULL ATTENTION TO ASSURE A SAFE AND PERMANENT CONNECTION. AFTER CONNECTING THE MOTOR, CHECK FOR ANY STRANGE BODY INSIDE THE TERMINAL BOX. THE CABLE INLETS NOT IN USE MUST BE CLOSED.
Make sure to use the correct cable dimension, based on the rated current stamped on the motor nameplate.
NOTE: BEFORE ENERGIZING THE TERMINALS, CHECK IF THE EARTHING IS MADE ACCORDING TO THE ACTUAL STANDARDS. THIS IS ESSENTIAL AGAINST ACCIDENT RISKS.
When the motor is supplied with protective or monitor temperature device such as thermostats, thermistors, thermal protector, etc, connect their terminals to the corresponding devices on the control panel.
11.5.10 Start-Up
NOTE: THE KEY MUST BE FASTENED OR REMOVED BEFORE STARTING THE MOTOR.
a) The motor must start and operate smoothly. In case this does not occur, turn it off
and check the connections and the mounting before starting it again. b) If there is excessive vibration, check if the fastening screws are correctly
fastened. Check also if the vibration comes from a neighbour machine. Periodical vibration checks must be done.
c) Run the motor under rated load for a short period of time and compare if the running current is equal to that stamped on the nameplate.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 74
11.6 Maintenance
WARNING: SAFETY CHECK LIST.
11.6.1 General Inspection Check the motor periodically. Keep the motor clean and assure free air flow. Check the seals or V Ring and replace them, if required. Check the connections as well as supporting screws. Check the bearings and observe: Any excessive noise, bearing temperature and grease condition. When a changing, under normal conditions, is detected, check the motor and
replace the required parts. The frequency of the inspections depends on the motor type and on the
application conditions.
11.7 LUBRICATION
NOTE: FOLLOW THE REGREASING INTERVALS. THIS IS FUNDAMENTAL FOR PROPER MOTOR OPERATION.
11.7.1 Machines without Grease Nipples Motors up to frame 324/6T are normally fitted without grease nipples. In these cases the regreasing shall be done at the preventive maintenance job observing the following aspects: Disassemble carefully the motors. Take all the grease out. Wash the bearing with querosene or diesel. Regrease the bearing immediately.
11.7.2 Machines Fitted with Grease Nipples It is strongly recommended to grease the machine while running. This allows the grease renewal in the bearing housing. When this is not possible due to turning parts by the grease device (pulleys, bushing, etc) that offer some risk to the physical integrity of the operator, proceed as follows: Clean the area near to the grease nipple. Put approximately half of the total grease and run the motor for 1 minute at full
speed. Then turn off the motor and pump the rest of the grease. The injection of all the grease with the motor in standstill can make the grease
penetrate into the motor, through the inner seal of the bearing housing. When regreasing, use only special bearing grease with the following properties:

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 75
Table 3 - Relubrication Intervals Recommended - Polyrex® Em Grease (Esso/Exxon)
FrameAmount of Grease (g)
3600 rpm 3000 rpm 1800 rpm 1500 rpm 1200 rpm 1000 rpm 900 rpm 750 rpm 720 rpm 600 rpm 500 rpm
254/6T 13 15700 18100 20000 20000 20000 20000 20000 20000 20000 20000 20000
284/6T 18 11500 13700 20000 20000 20000 20000 20000 20000 20000 20000 20000
324/6T 21 9800 11900 20000 20000 20000 20000 20000 20000 20000 20000 20000
364/5T 27 3600 4500 9700 11600 14200 16400 17300 19700 20000 20000 20000
404/5TS 27 3600 4500 9700 11600 14200 16400 17300 19700 20000 20000 20000
444/5TS 27 3600 4500 9700 11600 14200 16400 17300 19700 20000 20000 20000
504/5TS 27 3600 4500 9700 11600 14200 16400 17300 19700 20000 20000 20000
586/7TS 27 3600 4500 9700 11600 14200 16400 17300 19700 20000 20000 20000
324/5T 21 9800 11900 20000 20000 20000 20000 20000 20000 20000 20000 20000
364/5T 27 9700 11600 14200 16400 17300 19700 20000 20000 20000
404/5T 34 6000 7600 9500 11600 13800 15500 15500 17800 20000
444/5T 45 4700 6000 7600 9800 12200 13700 13700 15700 20000
447/5T 45 4700 6000 7600 9800 12200 13700 13700 15700 20000
504/5T 45 4700 6000 7600 9800 12200 13700 13700 15700 20000
Relubrication intervals in hours - ball bearings
Relubrication intervals in hours - cylindrical roller bearings

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 76
WARNING: The table above is specifically intended for relubrication with Polyrex® EM grease and bearing absolute operating temperature of:
70oC (158oF) for 254/6T to 324/6T frame motors; 85oC (185oF) for 364/5T to 586/7T frame motors.
For every 15oC (59oF) above these limits, relubrication interval must be reduced by half. Shielded bearing (ZZ) are lubricated for berings life as long as they operate under normal ambient conditions and temperature of 70°C(158oF ).
NOTE: WE RECOMMEND TO USE BALL BEARINGS FOR MOTORS DIRECTLY COUPLED TO THE LOAD.
WARNING: EXCESS OF GREASE CAN CAUSE BEARING OVERHEATING RESULTING IN COMPLETE DAMAGE.
11.7.3 Compatibility of Polyrex® EM grease with other types of grease
Containing polyurea thickener and mineral oil, the Polyrex®
EM grease is compatible with other types of grease that contain: Lithium base or complex of lithium or polyurea and highly refined mineral oil; Inhibitor additive against corrosion, rust and anti-oxidant additive. Notes: Although Polyrex® EM is compatible with the types of grease given above, we do
no recommend to mix it with any other greases. If you intend to use a type of grease different than those recommended above,
first contact Kemix. On applications (with high or low temperatures, speed variation, etc), the type of
grease and relubrication interval are given on an additicional nameplate attached to the motor.
Vertical mounted motors must have the relubrication intervals reduced by half.
NOTE: THE USE OF STANDARD MOTORS IN SPECIFIC AREAS OR SPECIAL APPLICATIONS MUST BE DONE BY CONSULT TO THE GREASE MANUFACTURER OR KEMIX.
11.8 ASSEMBLY AND DISASSEMBLY Disassembly and assembly must be done by qualified personnel using only suitable tools and appropriated methods. The stator grips must be applied over the side face of the inner ring to be disassembled or over and adjacent part.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 77
It is essential that the bearings disassembly and assembly be done under cleanning conditions to ensure good operation and to avoid damages. New bearings shall only be taken out from their cases when assembling them. Before installing a new bearing it is required to check the shaft fitting for any sharp edge or strike signals. For bearing assembly, warm their inner parts with suitable equipment - inductive process - or use suitable tools.
11.9 SPARE PARTS When ordering spare parts, please specify the full type designation and product code as stated on the motor nameplate. Please also inform the motor serial number stated on the nameplate.
11.10 MOTORS FOR HAZARDOUS LOCATIONS Besides the recommendations given previously, these ones must be also followed:
NOTE: THE SPECIFICATION OF THE MOTOR INSTALLATION PLACE IS FOR CUSTOMER’S RESPONSIBILITY, WHO WILL ALSO DETERMINE THE ENVIRONMENT CHARACTERISTICS.
Motors for hazardous locations are manufactured according to specific standards for such environments and they are certified by worldwide certifying entities.
11.10.1 Installation The complete installation must follow procedures given by the local legislation in effect.
NOTE: THE INSTALLATION OF HAZARDOUS LOCATION MOTORS MUST BE CARRIED OUT BY SKILLED PEOPLE, AND THE THERMAL PROTECTION MUST BE ALWAYS INSTALLED, EITHER INSIDE OR OUTSIDE THE MOTOR, OPERATING AT THE RATED CURRENT.
11.10.2 Maintenance Maintenance must be carried out by repair shops authorized by Kemix. Repair shops and people without Kemix’s authorization who will perform any service or hazardous location motors will be fully responsible for such service as well as for any consequential damage.
NOTE: ANY ELECTRICAL OR MECHANICAL MODIFICATION MADE ON HAZARDOUS LOCATION MOTORS WILL VOID THE CERTIFICATION.
When performing maintenance, installation or relubrication, follow these instructions:

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 78
Check if all components are free of edges, knocks or dirt. Make sure all parts are in perfect conditions. Lubricate the surfaces of the endshield fittings with protective oil to make the
assembly easier. Use only rubber hammer to fit the parts. Check for correct bolts tightening. Use clearance calibrator for correct T-box fitting (smaller than 0.05mm).
NOTE: DO NOT REUSE DAMAGED OR WORN PARTS. REPLACE THEM BY NEW ONES SUPPLIED BY THE FACTORY.
11.11 MOTORS DRIVEN BY VFD Applications using VFD´s without filter can affect motor performance as follows: Lower efficiency. Higher vibration. Higher noise level. Higher rated current. Higher temperature rise. Reduced motor insulation. Reduced bearing life.
11.11.1 Standard Motors Voltages lower than 440V do not require filter. Voltages equal or higher than 440V or lower than 575V require filter for motor
power supply cables longer than 20 meters. Voltages equal or higher than 575V require filter for any size of power supply
cables.
NOTE: IF SUCH RECOMMENDATIONS ARE NOT FOLLOWED ACCORDINGLY, MOTOR WARRANTY WILL BE VOID.
11.11.2 Inverter Duty Motors Check power supply voltage of the forced cooling set. Filters are not required.
11.12 WARRANTY TERMS - SERIES AND ENGINEERING PRODUCTS
Kemix warrants its products against defects in workmanship and materials for 18 months from the invoice date issued by the factory, authorized distributor or agent limited to 24 months from manufacturing date independent of installation date as long as the following items are fulfilled accordingly:

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 79
Proper transportation, handling and storage; Correct installation based on the specified ambient conditions and free of
corrosive gases; Operation under motor capacity limits; Observation of the periodical maintenance services; Repair and/or replacement effected only by personnel duly authorized in writing
by Kemix; The failed product be available to the supplier and/or repair shop for a required
period to detect the cause of the failure and corresponding repair; Immediate notice by the purchaser about failures occured and that these are
accepted by Kemix as manufacturing defects.
This warranty does not include disassembly services at the purchaser facilities, transportation costs with product, tickets, accomodation and meals for technical personnel when requested by the customer. The warranty service will be only carried out at Kemix Authorized Repair Shops or at Kemix´s facilities.
Components whose useful life, under normal use, is shorter than the warranty period are not covered by these warranty terms.
The repair and/or replacement of parts or components, when effected by Kemix and/or any Kemix Authorized Repair Shop, will not give warranty extension.
This constitutes Kemix´s only warranty in connection with this sale and the company will have no obligation or liability whatsoever to people, third parties, other equipment or installations, including without limitation, any claims for consequential damages or labor costs.

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 80
12 BOLT TORQUE TABLE All the bolts on the AAC Pumpcell mechanism should be torque to the values specified in Table 4.
Table 4 - Steel Bolt Torque Table (Nm)
GradeSize 4.6 8.8 12 38 68 16 95 185 20 185 360 24 320 620 30 600 1225 36 - 2343
Table 5 – 304 Stainless Steel Bolt Torque Table (Nm)
Size Torque (Nm) 12 38 16 95 20 185 24 320 30 600 36 1115
13 TOOLS REQUIREMENT Full set of metric spanners. (Sizes 10 – 60)

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 81
14 TECHNICAL DRAWINGS 1 – G.A OF AAC PUMPCELL PLANT
Figure 56 - G.A. of AAC Pumpcell Plant

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 82
15 TECHNICAL DRAWINGS 1 – G.A OF AAC PUMPCELL MECHANISM
Figure 57 - G.A. of AAC Pumpcell Mechanism

PLA
N V
IE
W
( 1 : 20 )
SE
CT
IO
N A
-A
( 1 : 20 )
SID
E V
IE
W
( 1 : 20 )
IS
OM
ET
RIC
V
IE
W
EX
PLO
DE
D IS
OM
ET
RIC
V
IE
W
DE
TA
IL B
( 1 : 7.5 )
VIE
W O
N S
TR
UC
TU
RE
A
SS
EM
BLY
(R
EM
AIN
ER
O
F A
SS
EM
BLIE
S N
OT
S
HO
WN
F
OR
C
LA
RT
IY
)
( 1 : 12.5 )
SE
CT
IO
N D
-D
( 1 : 20 )
DE
TA
IL A
( 1 : 10 )
DE
TA
IL C
( 1 : 2 )
AA
B
15,5 kg
RE
PLA
CE
AB
LE
IN
TE
RF
AC
E S
EA
L72-02-04
18
313,3 kg
HY
DR
OF
OIL A
SS
EM
BLY
72-07
17
214,4 kg
RO
TA
TIN
G C
AG
E A
SS
EM
BLY
72-06
16
190,6 kg
FIR
ST
S
HA
FT
A
SS
EM
BLY
72-05
15
678,8 kg
PU
MP
A
SS
EM
BLY
72-04
14
519,3 kg
SC
RE
EN
&
H
YD
RA
ULIC
LE
G A
SS
EM
BLY
72-03
13
1264,0 kg
VO
LU
TE
&
S
TR
UC
TU
RE
A
SS
EM
BLY
72-02
12
1362,2 kg
DR
IV
E A
SS
EM
BLY
72-01
11
PA
RT
S LIS
T
MA
SS
DE
SC
RIP
TIO
NP
AR
T N
UM
BE
RQ
TY
IT
EM
DD
A
C
11
22
33
44
55
66
77
88
99
10
10
11
11
12
12
13
13
14
14
15
15
16
16
AA
BB
CC
DD
EE
FF
GG
HH
II
JJ
KK
LL
47 K
YA
LA
MI B
LV
D, K
YA
LA
MI B
US
IN
ES
S P
AR
K
JO
HA
NN
ES
BU
RG
, S
OU
TH
A
FR
IC
A
P.O
. B
OX
31949, K
YA
LA
MI, 1684
TE
L. (+
27 11) 466 2490
FA
X (+
27 11) 466 2190
E-M
AIL: kem
ix@
kem
ix.com
WE
B: w
ww
.kem
ix.com
KEMIX
(P
TY
) LT
D
SH
EE
T S
IZ
E:
SC
ALE
:S
HE
ET
N
O:
RE
V:
DR
AW
IN
G N
O:
A0
1:25
1 O
F 2
E
70444
- 72
2
TIT
LE
:
TH
IS
D
RA
WIN
G IS
T
HE
P
RO
PE
RT
Y O
F K
EM
IX
(P
TY
) L
TD
A
ND
M
AY
N
OT
B
E C
OP
IE
D O
R
RE
PR
OD
UC
ED
E
IT
HE
R W
HO
LL
Y O
R IN
P
AR
T
WIT
HO
UT
T
HE
W
RIT
TE
N P
ER
MIS
SIO
N O
F T
HE
AF
OR
EM
EN
TIO
NE
D C
OM
AP
NY
.
PR
OJE
CT
:
CL
IE
NT
:
YA
MA
NA
GO
LD
MIN
ER
A F
LO
RID
A
LIM
IT
AD
A
DR
AW
N B
Y:
DA
TE
:
EN
GIN
EE
R:
MO
DE
L:
SIZ
E 1
:
SIZ
E 2
:
SIZ
E 3
:
A.JE
FF
RE
Y
18 Jan 11
T.G
.H
.
MP
SP
0470
SC
R. Ø
1500
SC
R. L 1050
PM
P. Ø
1775
MP
S 470P
IN
TE
RS
TA
GE
S
CR
EE
N
DR
AW
IN
G N
O:
RE
FE
RE
NC
E D
RA
WIN
G T
IT
LE
:
RE
V:
NA
ME
:D
AT
E:
DE
SC
RIP
TIO
N:
1550 SCREEN
1108
VOLUTE HEIGHT 200
200
6388
90
150
2330 HOOK
2371 O
UT
SID
E T
OP
S
TR
UC
TU
RE
2505 OUTSIDE TOP STRUCTURE
1608 ROTATING CAGE
26
3
7
54
54
2
7
2936
1562
200
75
31
1
1183
245
30
50
150
130
1194 T
O H
OO
K
1398 TO HOOK
8
2330
O
F M
OU
NT
IN
G H
OO
KS
1235
1023
SC
RE
EN
25 T
HK
.
1108 HEIGHT OF VOLUTE OPENING
1398 INSIDE VOLUTE TO HOOK
1112923
1362
7950
354
75
1416 680 683
168,3
(6" P
IP
E S
HA
FT
)
RU
BB
ER
E
XT
EN
T
1775
PU
MP
D
IA
ME
TE
R
6034
683326
57
450
WID
TH
O
F
VO
LU
TE
OP
EN
IN
G
590
R
O
T
A
T
I
O
N
(
1
2
0
°
)
T
Y
P
2325 D
OW
N-P
UM
PIN
G H
YD
RO
FO
IL
300
150
(1108)
RUBBER LINING
TO UNDERSIDE OF
TOP STRUCTURE
6
3
(643)
(900) RUBBER SEAL
225
1850 R
OT
AIN
G C
AG
E
1500 S
CR
EE
N
3RU
BB
ER
LIN
IN
G
CO
MP
RE
SS
IB
LE
SE
AL
314
1119
RE
VIS
IO
N H
IS
TO
RY
ZO
NE
RE
VD
ES
CR
IP
TIO
ND
AT
EA
PP
RO
VE
D
1
28 F
ebruary 11
2
31 M
ay 11
1
1
1
1A
.JE
FF
RE
Y28 F
EB
. 11
RE
VIS
ED
A
PE
RT
UR
E F
RO
M 630 T
O 800, F
RA
ME
F
RO
M N
EM
A T
O IE
C,
1A
.JE
FF
RE
Y28 F
EB
. 11
LIF
TIN
G T
ON
F
RO
M 7 T
O 8
2
2
1A
.JE
FF
RE
Y31 M
AY
. 11
RE
VIS
ED
E
QU
IP
ME
NT
N
O. F
RO
M A
G T
O S
C;
1A
.JE
FF
RE
Y31 M
AY
. 11
NO
RM
AL F
LO
W F
RO
M 212 T
O 253 &
P
EA
K F
LO
W F
RO
M 280 T
O 330

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 83
16 TECHNICAL DRAWINGS 3 – P & ID AND PFD
Figure 58 – P & ID and PFD of AAC Pumpcell Plant



Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 84
18 GEARBOX OPERATING INSTRUCTIONS A.1 Gearbox technical operating instructions

Kemix Pty Ltd AAC Pumpcell Plant Operating Manual
Page 85
19 LUBRICATION SCHEDULE Lubrication Schedule for Gearbox Assembly and Electric Motor.