Embed Size (px)
Citation preview

1 E-Z-GO Proprietary
2008 International ANSYS Conference
Optimization Design for Multiple Loads with ANSYS
Jing Heng WenSenior Project EngineerE-Z-GO, A Textron Company

2 E-Z-GO Proprietary
+
Cost/Weight Reduction
Optimization Process Introduction

3 E-Z-GO Proprietary
Input Variable
Geo
met
ry D
imen
sion High Quality
CAD Import
Other Format Import
Bring in Dim. Parameters
W/o Dim. Parameter
DOE
Optimization
Topological
Create Dim. Parameters in FEA
Other Factor
Force Torque Temperature in FEA
Failure Root Cause Correlate with test Max. allowed load
FEM
Geometric Parameterization
• Importing geometry with useful dimension parameters is very helpful for FEA Optimization, but is not restricted

4 E-Z-GO Proprietary
Optimization Analysis with ANSYS Build-in Tools
• Single Objective Optimization Analysis – Correlating simplifying FEA model with test data for model accuracy– Test data processing with 3rd software to determine multiple load
cases– Simplify complex assembly with some simple FEM elements– Set various assumptions for easy modeling & fast solution
• Topological Analysis – Shape Determination– Completing with multiple loading cases with different analyzing
weighting in one solution– Determining shape with defined percentage of volume reduction– No geometry dimension parameters required
• DOE, Goal Driven – Numerical Determination– Determine best input variables combination numerically for output
goals– Trade-off tool is used to determine design variable under multiple
loadings for finalizing

5 E-Z-GO Proprietary
Optimization Design for Multiple Loads with ANSYS
• Correlating Simplifying FEA Model with Test Data– Three Major Challenges to FEA
• Accuracy: Better Modeling, quality meshing and proper loadings/boundary Conditions
• Timing: Short modeling period and fast/reliable solution • Cost: Labor cost and computer resource cost
– To Meet Accuracy Challenges:• Correlate model with test data, Modeling V&V (Objective)• Optimize analysis for model V&V to meet both accuracy and
timing challenges• Others, such as element quality
– To Meet Timing and Cost Challenges, We often• Simplify complex assembly with some simple FEM elements
sometimes, even drop some components based on the judgments• Set various assumptions for easy modeling & fast solution
6 E-Z-GO Proprietary
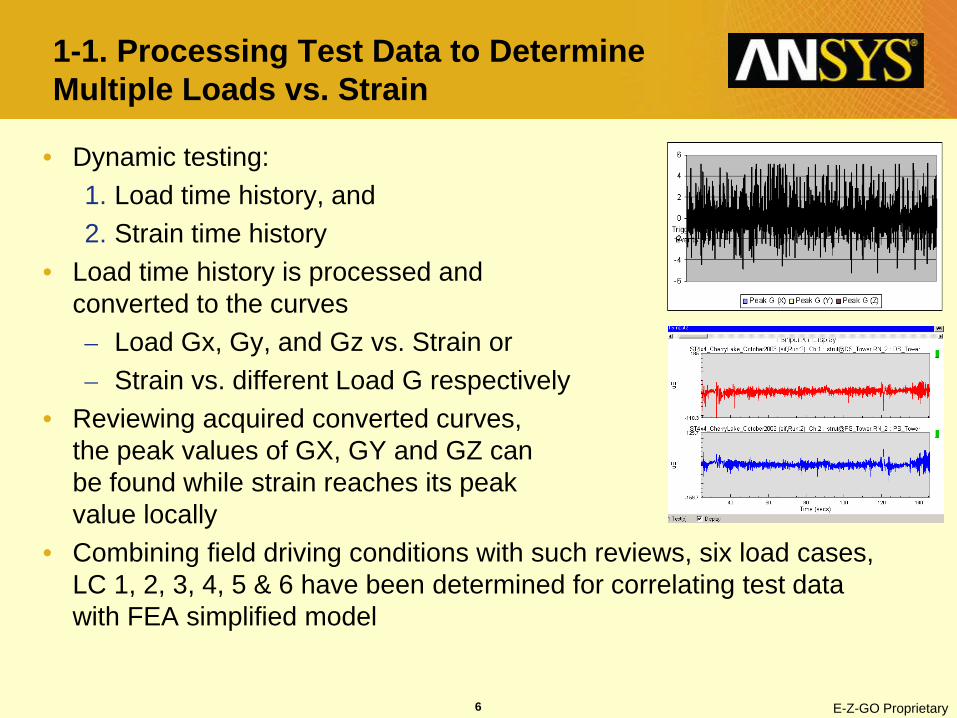
1-1. Processing Test Data to Determine Multiple Loads vs. Strain
• Dynamic testing: 1. Load time history, and 2. Strain time history
• Load time history is processed and converted to the curves– Load Gx, Gy, and Gz vs. Strain or – Strain vs. different Load G respectively
• Reviewing acquired converted curves, the peak values of GX, GY and GZ can be found while strain reaches its peak value locally
• Combining field driving conditions with such reviews, six load cases, LC 1, 2, 3, 4, 5 & 6 have been determined for correlating test data with FEA simplified model

7 E-Z-GO Proprietary
1-2. Simplifying FEA Model with Correlated Multiple Boundary Condition
• Simplifying RXV frame sub-assembly – Its components are built by shell or solid elements– Revolute, slide and universal joints used for front and rear
suspension are made by constraint elements– Spring damp elements and beam elements are added where are
required• Ground loads transfer to components are often different than theoretical
prediction plus our FEA model is also simplified– So the major issue becomes how to correlate FEA model with field
test data– Optimization analysis will help us to correlate
• The model is used for correlating test data, so meshing in those areas is observed closely

8 E-Z-GO Proprietary
1-3. Optimize - Approximation Method and its Settings
• Sub-Problem Approximation:– Zero-order method solving most engineering problem with single
minimized Objective (OBJ)– Other measures: State Variable (SV), Design Variable (DV)
• DV: Input factors are what DOE looks for, DOE result for DV is a group of best inputs to reach the goals. Simultaneous Smax1, Smax2, Smax3 are defined as DV
• SV and OBJ: Both are Measures– OBJ: The single goal of DOE at each loop, is always minimized
• Such as reciprocal of Smax1 (w/ peak value), is set OBJ– SV: Constrain solution
• All measures which can not be set as a OBJ. (Smax2, Smax3); – The measure, which is used for OBJ, is also set as SV with two
equalities (max./min.) to restrict its value for accessible result

9 E-Z-GO Proprietary
1-4. Input and Output Variables Determinations• DV Setting
– Six unknown input loads FX1, FY1, FZ1, FX2, FY2 & FZ2 on the end of front axle/rear axle
– DV range: positive, based on judgment/test data
• SV Setting– Simultaneous 3 – 6 stress targets at key locations are required– The smaller the SV variation is, the better correlation will be
• Such as for LC 1, Smax2 is targeted at 13.2 +/-3%, Smax3 is 11.3 +/-3%
• SV number and Range set depends on feasible sets – Treat one key target test data, Smax1, equally with two SVs
• OBJ (Objective function) Setting – Obj-Smax1, a reciprocal of Smax1, is set and let Optimize to
minimize

10 E-Z-GO Proprietary
Smax1: 45 Smax2: 13.2 Smax3: 11.3
FX1FY2
FZ1FX2
FY1FZ2
1-5. Results of Correlating FEA Model with Field Test Data
• The load is used for sub-assembly, front suspension analysis with A-Arm, because same methodology is used for its FEA simplifying and assumption
• Optimized / Correlated loads are recorded as standard BC for future design

11 E-Z-GO Proprietary
Che
ck 2
ndA
rea
Stre
ss
Summary: Correlating FEA Model w/Test Data (Multiple Peak)
1. Defining six peak load casesdetermined by driving condition & converted curve - load vs. strain with processing load-time and strain-time; (manipulating static rolling, braking over bumper, wheeling in pothole, cornering)
2. Run optimization analysis with Sub-problem to acquire OPT load (F and MG) for each LC;
3. Run six different load cases 4. Check the strain/stress at 2nd
area to adjust SV range for higher confidence level of OPT loads;

12 E-Z-GO Proprietary
2. Optimization Analysis for A-Arm with Multiple Loads
• Objective: Weight/Cost Reduction• Component: A-Arm (Front Suspension)
– Objective: 1. Volume reducing 30%, 2. Stress reducing 15% under LC 1 – Bumper Dyno;
Similar stress under other loading cases3. Sub-assembly tolerance control (from weldment to casting)
A. Topological: • Shape Determining with multiple loads• Multiple loads with different counting weighing for certain
percentage volume reductionB. DOE:
• Numerical Determination • CCD, Goal Driven Optimization for multiple objectives under
selected two key load cases
13 E-Z-GO Proprietary
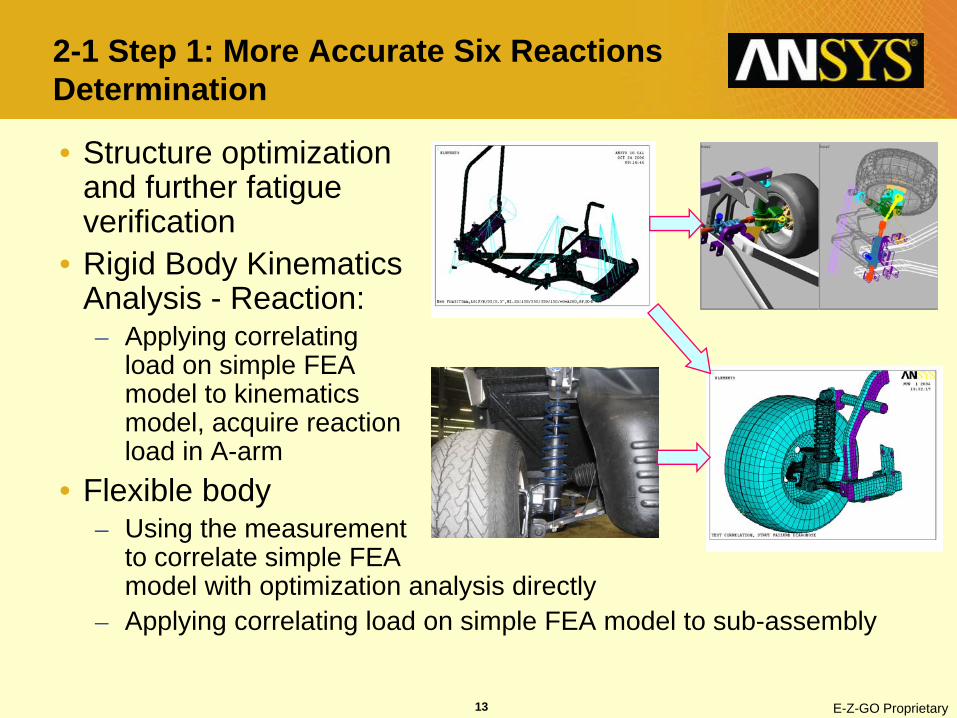
2-1 Step 1: More Accurate Six Reactions Determination
• Structure optimization and further fatigue verification
• Rigid Body Kinematics Analysis - Reaction: – Applying correlating
load on simple FEA model to kinematics model, acquire reaction load in A-arm
• Flexible body– Using the measurement
to correlate simple FEA model with optimization analysis directly
– Applying correlating load on simple FEA model to sub-assembly

14 E-Z-GO Proprietary
2-2. Step 2 – Topological, Shape
• Multiple loads in one solution:– Dyno:Crash:Torsion:Twist
= 40:20:20:20 (%)• Volume Reduction: 30%
– Blue, Green and yellow colors represent the area that could be cut and built into different shapes
• It is very helpful: – Determine % volume reduction, in
order to support MOO, in which the numerical amount of volume cannot be set as a target directly in most cases with GDO when conflicting stress is targeted numerically
– Multiple load cases with different fatigue life requirement
15 E-Z-GO Proprietary
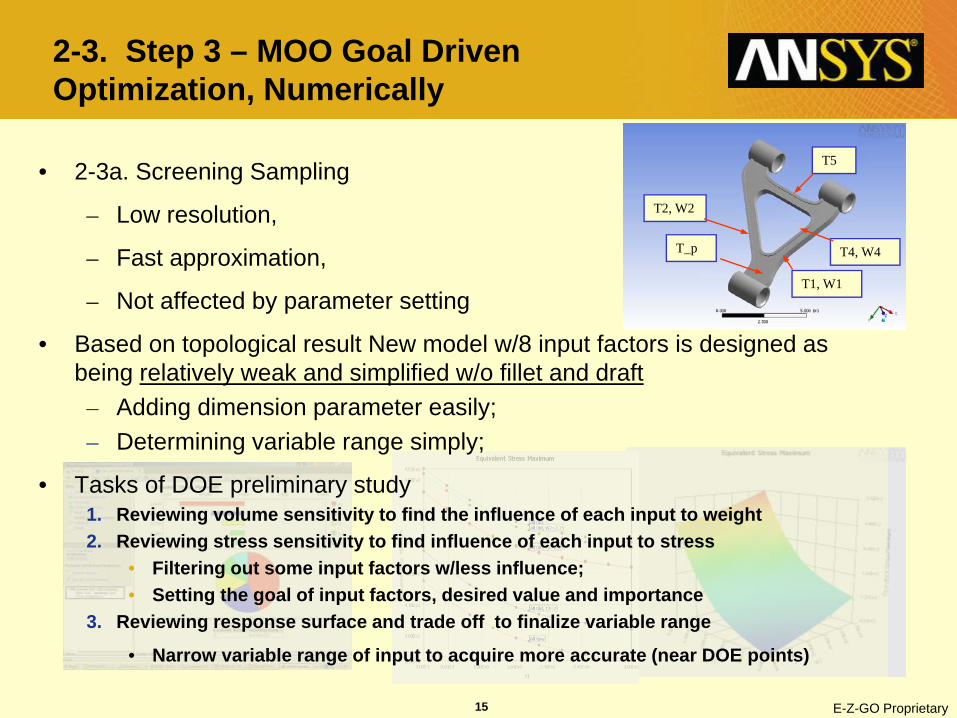
2-3. Step 3 – MOO Goal Driven Optimization, Numerically
• 2-3a. Screening Sampling
– Low resolution,
– Fast approximation,
– Not affected by parameter setting
• Based on topological result New model w/8 input factors is designed as being relatively weak and simplified w/o fillet and draft– Adding dimension parameter easily;– Determining variable range simply;
• Tasks of DOE preliminary study1. Reviewing volume sensitivity to find the influence of each input to weight2. Reviewing stress sensitivity to find influence of each input to stress
• Filtering out some input factors w/less influence;• Setting the goal of input factors, desired value and importance
3. Reviewing response surface and trade off to finalize variable range
• Narrow variable range of input to acquire more accurate (near DOE points)
T2, W2
T5
T_p
T1, W1
T4, W4

16 E-Z-GO Proprietary
Input Variable and Objective (Measure) Determination (1)
OBJ DV Sensit ivity DV/OBJ Value
V Stress Range Sett ing
LC 4 LC 7 Low Up Init .
T1 1(0.5) 3(5) 1
W1 1 4 2
T2 1(0.5) 3(5) 1
W2 1 4 2
T3 0.5 2(3) 1
W3 1 4 2
T4 0.5 5 1
T_P 0 1 0
V (DOE) Smallest
σ (DOE) LC1/L 2: <310 / <375
V (Original) 30% Cut 1.47 2.10
σ (Original) LC2: 340 LC1 15% Cut, 285 Dyno: 331 / Crash: 345
DV Setting (Relative weak model) OBJ Setting (Current : New)
Stress - 331 : 285 (LC 1, Life up 20%)345 : 340 (LC 2, no change)
Due to FEA DOE model w/o fillet/shaft, Stress up ~10%: 285/340 to 310/375
Initial to higher, Same for 2 loads Volume - 2.10 : 1.47 (30% Cut)This numerical target is difficult to get feasible result when it is set in GDO MOO. Because no single point that could be set as the best value for two or more mutually conflicting objective. If it happens, set volume goal “as smaller at possible” at first, using trade off technique to get numerical target next.
2-3a. Screening Sampling (Continue)

17 E-Z-GO Proprietary
OBJ DV Sensit ivity DV/OBJ Value DOE Value
V Stress Range Sett ing Value Bound/
LC 4 LC 7 Low Up Init . Importance LC 2 LC 1
T1 0.38 -0.32 -0.81 1(0.5) 3(5) 1
W1 0.31 -0.42 -0.15 1 4 2
T2 0.47 -0.75 -0.29 1(0.5) 3(5) 1
W2 0.25 -0.09 -0.44 1 4 2
T3 0.26 -0.04 -0.07 0.5 2(3) 1
W3 0.18 0.00 0.00
T4 0.11 -0.01 -0.02
T_P 0.61 -0.25 -0.12 0 1 0
V (DOE) Smallest
σ (DOE) LC1/L 2: <310 / <375
V (Original) 30% Cut 1.47 2.10
σ (Original) LC2 same LC1 15% Cut, 285 Dyno: 331 / Crash: 345
Upper/High
NoPref/Def.
Upper/High
NoPref/Def.
NoPref/Low
en
en
Lower/High
Filter out in screen
Filter out in screen
Reviewing sensitivity
• Filter out unimportant input: W3, T4
Viewing response surface & trade-off
• Narrow variable range when measure can be restricted at certain range
• Define input goals: Desired value (lower/Upper/Mid / No Preference) & Importance (Higher/Lower/Default)
Goal Settings (Detail see next)
2-3b. Advanced Sampling
• More refined approximation, Max. allowable Pareto % : 65-70, affected by parameter settings

18 E-Z-GO Proprietary
Rerun DOE w/Advanced Sampling
Goal Settings for Feasible Set (cont.)
(1) Higher sensitive to stress: “Near upper Bound”, “Higher” Importance; (2) Lower sensitive to stress/volume: “Near lower bound”, “Lower” importance. (3) Higher sensitive to volume; “Near lower bound”, “Higher” importance; (4) Mixture sensitive to volume and stress: “No preference”(“Mid point”) , “Default” importance; (5) Same DV setting for two loads; (6) Limited number set at “Higher” Importance;
2. DV Goal Setting:
1. OBJ Goal Setting (Conflict):(1) Stress: Numerical target – “less than” target and “higher” importance. (Reliability) (2) Volume: “Minimum possible”, “Default” importance. ( Topological, Trade-off)
3. Adjust goals, if no feasible set is acquired or too many feasible sets are acquired
OBJ DV Sensit ivity DV/OBJ Value DOE Value
V Stress Range Sett ing Value Bound/
LC 4 LC 7 Low Up Init . Importance LC 2 LC 1
T1 0.38 -0.32 -0.81 1(0.5) 3(5) 1
W1 0.31 -0.42 -0.15 1 4 2
T2 0.47 -0.75 -0.29 1(0.5) 3(5) 1
W2 0.25 -0.09 -0.44 1 4 2
T3 0.26 -0.04 -0.07 0.5 2(3) 1
W3 0.18 0.00 0.00
T4 0.11 -0.01 -0.02
T_P 0.61 -0.25 -0.12 0 1 0
V (DOE) Smallest
σ (DOE) LC1/L 2: <310 / <375
V (Original) 30% Cut 1.47 2.10
σ (Original) LC2 same LC1 15% Cut, 285 Dyno: 331 / Crash: 345
Upper/High
NoPref/Def.
Upper/High
NoPref/Def.
Lower/Low
en
en
Lower/High
Filter out in screen
Filter out in screen
1.94 2.92
2.84 2.64
1.98 0.51
2.63 2.59
1.58 1.72
N/A N/A
N/A N/A
0.03 0.02
1.47 1.15
375 307
2-3b. Advanced Sampling (Continue)

19 E-Z-GO Proprietary
Trade-off is very useful for:
• Multi load cases (solutions)
• Multi objective in one solution. Because setting numerical target for mutually conflicting objectives brings infeasible set (result)
Picking one point, which is close to defined volume setting with corresponding stress as low as possible, a group input variables is shown in left column.
V
S
Typing the best input values (acquired from LC 1) into left column of trade off picture (acquired from LC 2), a responding point will show in right picture. Adjust several times (2-3 times), the best point can be found to satisfy both loads.
Value of Input factor
( Note: This trade off is acquired by screening sampling method)
2-3c. Trade-off Tech. w/DOE Response Surface, Regression Fitting

20 E-Z-GO Proprietary
Based on acquired two DOE results from LC1 and LC 2, volume and stress are traded off and the values of input factors are defined.
OBJ DV Sensit ivity DV/OBJ Value DOE Value DOE
V Stress Range Sett ing Value Bound/ Validat ion
LC 4 LC 7 Low Up Init . Importance LC 2 LC 1 (Final)
T1 0.38 -0.32 -0.81 1(0.5) 3(5) 1
W1 0.31 -0.42 -0.15 1 4 2
T2 0.47 -0.75 -0.29 1(0.5) 3(5) 1
W2 0.25 -0.09 -0.44 1 4 2
T3 0.26 -0.04 -0.07 0.5 2(3) 1
W3 0.18 0.00 0.00 Filter out in screen
T4 0.11 -0.01 -0.02 Filter out in screen
T_P 0.61 -0.25 -0.12 0 1 0
V (DOE) Smallest
σ (DOE) LC1/L 2: <310 / <375
V (Original) 30% Cut 1.47 2.10
σ (Original) LC2 same LC1 15% Cut, 285 Dyno: 331 / Crash: 345
Upper/High
NoPref/Def.
Upper/High
NoPref/Def.
NoPref /Low
en
en
Lower/High
1.94 2.92
2.84 2.64
1.98 0.51
2.63 2.59
1.58 1.72
N/A N/A
N/A N/A
0.03 0.02
1.47 1.15
375 307
3 .0 0
2 .75
2 .0 0
2 .75
1.75
2 .0 0
1.0 0
0 .0 0
1.49
285/375
These values are rounded to meet manufacturing needs.DOE Model Validation: GDO algorithm works off of its DOE response surface, so the final input combination should be validated in DOE last process. The validation process is submitting the input combination as hard design points and running the solution.DOE Model Validation Results
The validating results are: V=1.485 for both load cases ( Target is V=1.47)LC 1 σ=285 (target σ =310); LC 2 σ =375 (Target σ =375)
2-4. Step 4. Validate DOE Model with Input Value Defined by 2 Loads (Static structure)
21 E-Z-GO Proprietary
OBJ DV Sensit ivity DV/OBJ Value DOE Value DOE Verif icat ion
V Stress Range Sett ing Value Bound/ Validat ion Correlat ion
LC 4 LC 7 Low Up Init . Importance LC 2 LC 1 (Final)
T1 0.38 -0.32 -0.81 1(0.5) 3(5) 1
W1 0.31 -0.42 -0.15 1 4 2
T2 0.47 -0.75 -0.29 1(0.5) 3(5) 1
W2 0.25 -0.09 -0.44 1 4 2
T3 0.26 -0.04 -0.07 0.5 2(3) 1
W3 0.18 0.00 0.00 Filter out in screen
T4 0.11 -0.01 -0.02 Filter out in screen
T_P 0.61 -0.25 -0.12 0 1 0
V (DOE) Smallest
σ (DOE) LC1/L 2: <310 / <375
V (Original) 30% Cut 1.47 2.10
σ (Original) LC2 same LC1 15% Cut, 285 Dyno: 331 / Crash: 345
Upper/High
NoPref/Def.
Upper/High
NoPref/Def.
NoPref /Low
en
en
Lower/High
1.94 2.92
2.84 2.64
1.98 0.51
2.63 2.59
1.58 1.72
N/A N/A
N/A N/A
0.03 0.02
1.47 1.15
375 307
3 .0 0
2 .75
2 .0 0
2 .75
1.75
2 .0 0
1.0 0
0 .0 0
3 .0 0
2 .75
2 .0 0
2 .75
1.75
2 .0 0
1.0 0
0 .0 0
1.49
285/375
1.48
286/337
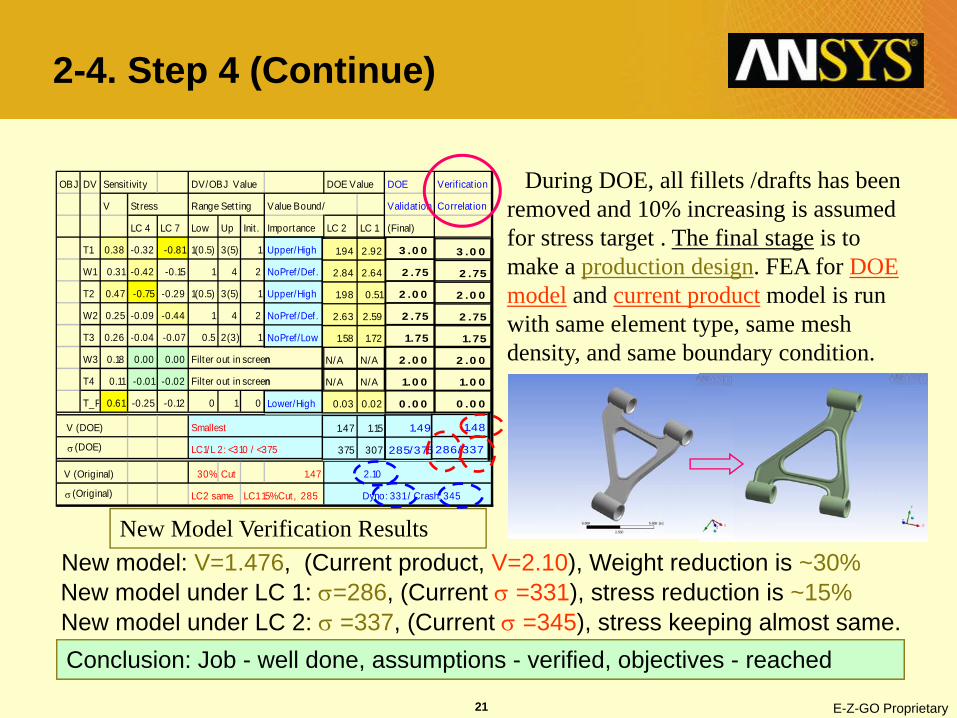
During DOE, all fillets /drafts has been removed and 10% increasing is assumed for stress target . The final stage is to make a production design. FEA for DOE model and current product model is run with same element type, same mesh density, and same boundary condition.
New Model Verification ResultsNew model: V=1.476, (Current product, V=2.10), Weight reduction is ~30%New model under LC 1: σ=286, (Current σ =331), stress reduction is ~15%New model under LC 2: σ =337, (Current σ =345), stress keeping almost same.Conclusion: Job - well done, assumptions - verified, objectives - reached
2-4. Step 4 (Continue)

22 E-Z-GO Proprietary
3-1. Introduction of Loading Scale K:To ensure a reasonable loading environment,(1) The measured load magnitude is different from the correlated load.(2) N-S curve is not exact linearUsing original load history will overkill estimation The value of K:Initial value of K: K= (OPT Load value) / (Peak value from corresponding test data).K will be adjusted after comparing life prediction with actual test result for current frame.
3-2. The method to estimate fatigue:(1) Stress-Life approach (S-N); for high-cycle(2) Strain-Life approach (E-N). for both long life/high cycles and short life/low cycle.Considering the exist of severe loadings, E-N is chosen for the estimation.
Current A-arm Test
Current A-arm FEA Model
New A-arm FEA Model
3. Verifying New Design w/Fatigue
23 E-Z-GO Proprietary
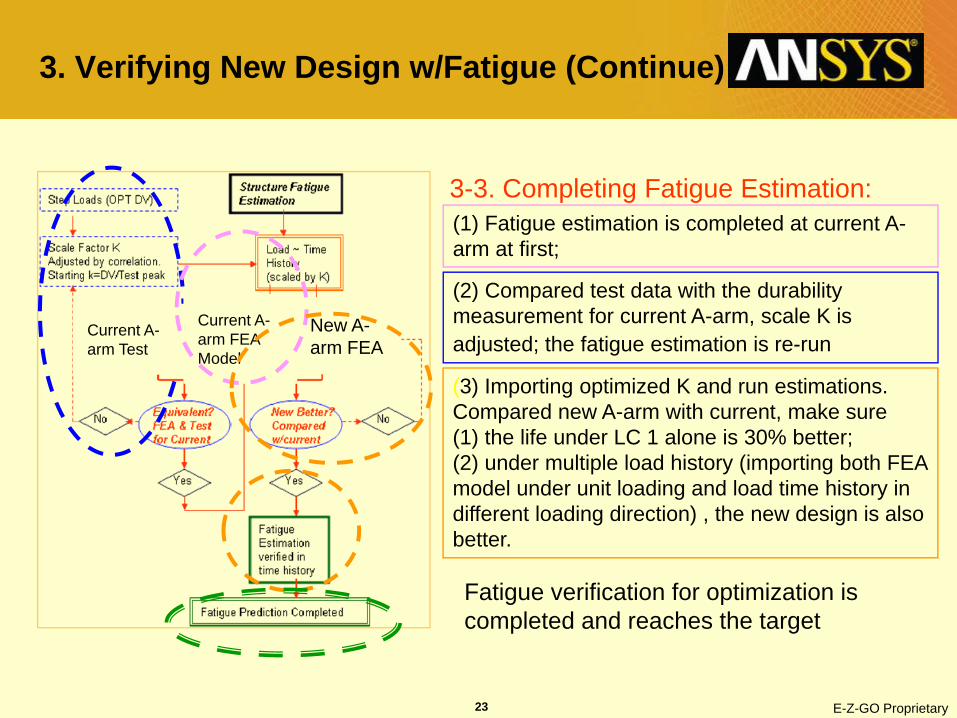
3-3. Completing Fatigue Estimation:(1) Fatigue estimation is completed at current A-arm at first;
(2) Compared test data with the durability measurement for current A-arm, scale K is adjusted; the fatigue estimation is re-run
(3) Importing optimized K and run estimations. Compared new A-arm with current, make sure (1) the life under LC 1 alone is 30% better; (2) under multiple load history (importing both FEA model under unit loading and load time history in different loading direction) , the new design is also better.
New A-arm FEA
Current A-arm FEA Model
Current A-arm Test
Fatigue verification for optimization is completed and reaches the target
3. Verifying New Design w/Fatigue (Continue)

24 E-Z-GO Proprietary
FEA results under unit loading in 3 directions
Three loading-time histories with adjusted scale K
EN Analyzer Damage Result
Data Value
Appendix 2: Fatigue Estimation Process, DOE A-Arm Life Validation
25 E-Z-GO Proprietary
Conclusion and Acknowledgements
• FEA with optimization process has been proven very useful in virtual vehicle manufacturing world for cost and time saving– With ANSYS built in tools, running optimization analysis for multiple
load cases is powerful and easy to handle and understanding
• The author is indebted to many colleagues in E-Z-GO Engineering Design, R&D lab and Communication Department