Embed Size (px)
DESCRIPTION
Subsea Equipments (DNV).
Citation preview
12 - Subsea equipment
1
Subsea production systems
Materials Technology for Offshore Oil and Gas Installations
Slide 2
Objectives
At the end of this module you will have basic knowledge about:
Criteria for material selection wrt. subsea production systems
Fabrication welding of subsea processing equipment
12 - Subsea equipment
2
Slide 3
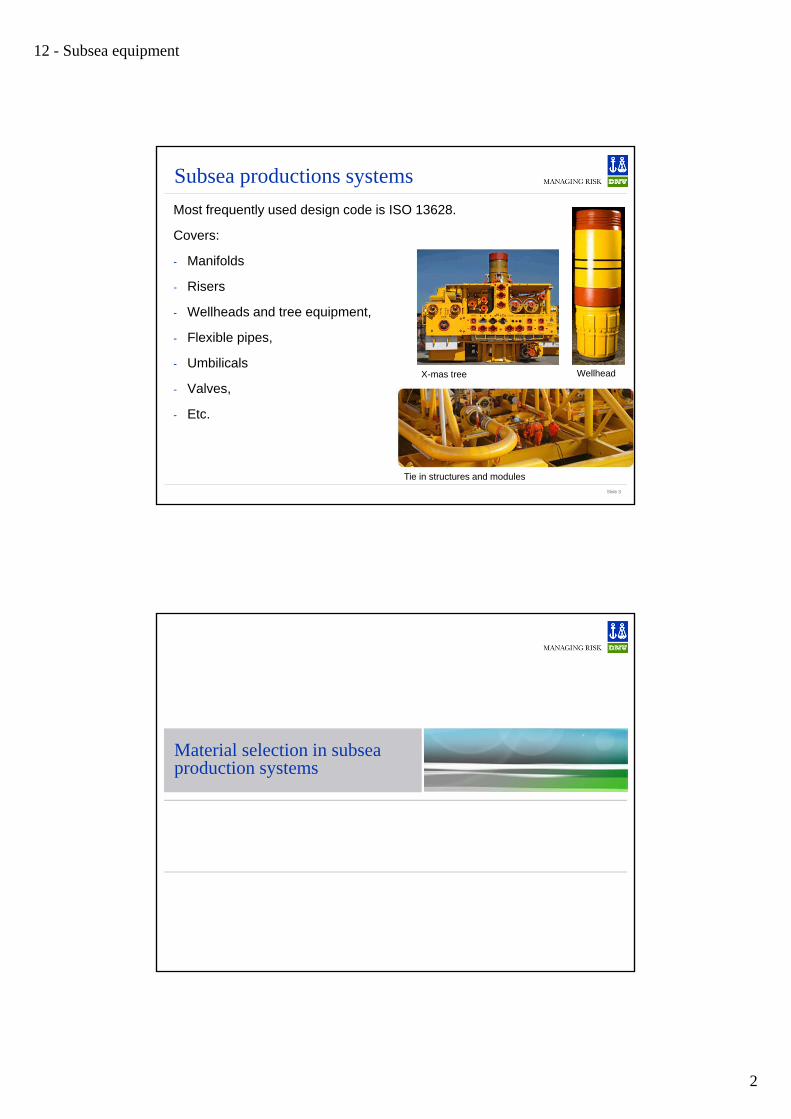
Subsea productions systems
Most frequently used design code is ISO 13628.
Covers:
- Manifolds
- Risers
- Wellheads and tree equipment,
- Flexible pipes,
- Umbilicals
- Valves,
- Etc.
WellheadX-mas tree
Tie in structures and modules
Material selection in subsea production systems
12 - Subsea equipment
3
Slide 5
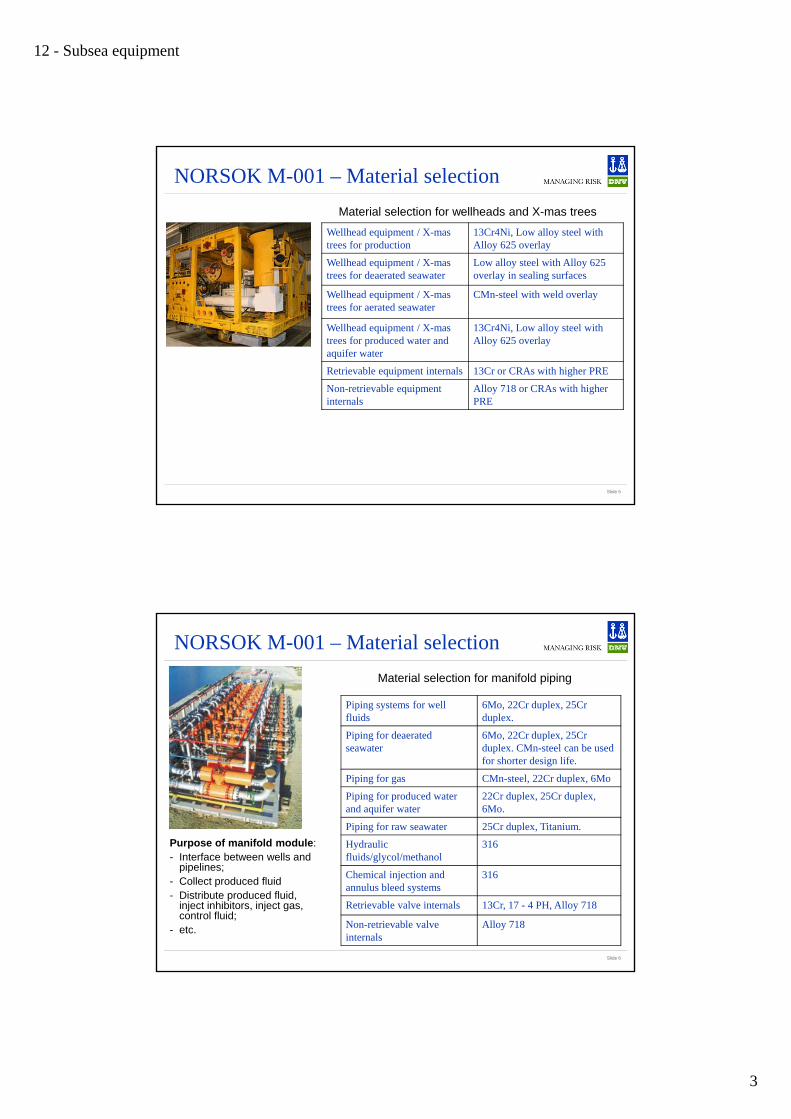
NORSOK M-001 – Material selection
Wellhead equipment / X-mas trees for production
13Cr4Ni, Low alloy steel with Alloy 625 overlay
Wellhead equipment / X-mas trees for deaerated seawater
Low alloy steel with Alloy 625 overlay in sealing surfaces
Wellhead equipment / X-mas trees for aerated seawater
CMn-steel with weld overlay
Wellhead equipment / X-mas trees for produced water and aquifer water
13Cr4Ni, Low alloy steel with Alloy 625 overlay
Retrievable equipment internals 13Cr or CRAs with higher PRE
Non-retrievable equipmentinternals
Alloy 718 or CRAs with higher PRE
Material selection for wellheads and X-mas trees
Slide 6
Piping systems for well fluids
6Mo, 22Cr duplex, 25Cr duplex.
Piping for deaeratedseawater
6Mo, 22Cr duplex, 25Cr duplex. CMn-steel can be used for shorter design life.
Piping for gas CMn-steel, 22Cr duplex, 6Mo
Piping for produced water and aquifer water
22Cr duplex, 25Cr duplex, 6Mo.
Piping for raw seawater 25Cr duplex, Titanium.
Hydraulicfluids/glycol/methanol
316
Chemical injection andannulus bleed systems
316
Retrievable valve internals 13Cr, 17 - 4 PH, Alloy 718
Non-retrievable valveinternals
Alloy 718
Material selection for manifold piping
Purpose of manifold module:- Interface between wells and
pipelines;- Collect produced fluid- Distribute produced fluid,
inject inhibitors, inject gas, control fluid;
- etc.
NORSOK M-001 – Material selection
12 - Subsea equipment
4
Slide 7
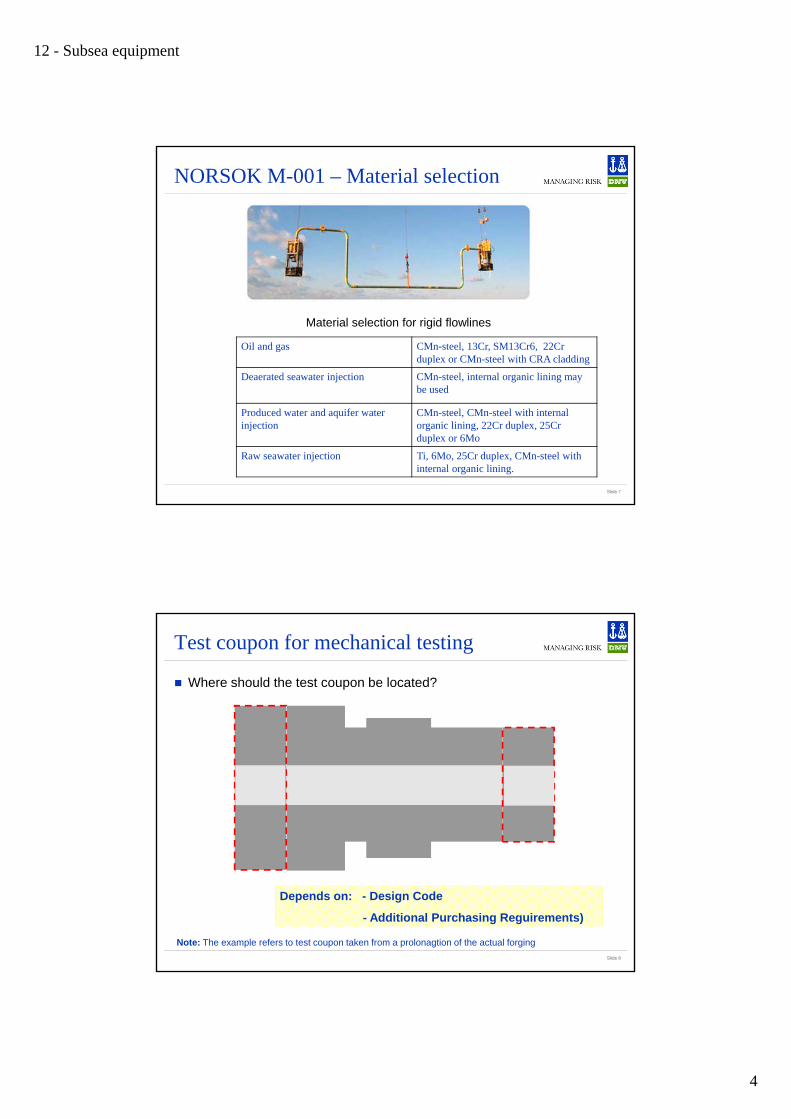
NORSOK M-001 – Material selection
Oil and gas CMn-steel, 13Cr, SM13Cr6, 22Cr duplex or CMn-steel with CRA cladding
Deaerated seawater injection CMn-steel, internal organic lining may be used
Produced water and aquifer water injection
CMn-steel, CMn-steel with internal organic lining, 22Cr duplex, 25Cr duplex or 6Mo
Raw seawater injection Ti, 6Mo, 25Cr duplex, CMn-steel with internal organic lining.
Material selection for rigid flowlines
Slide 8
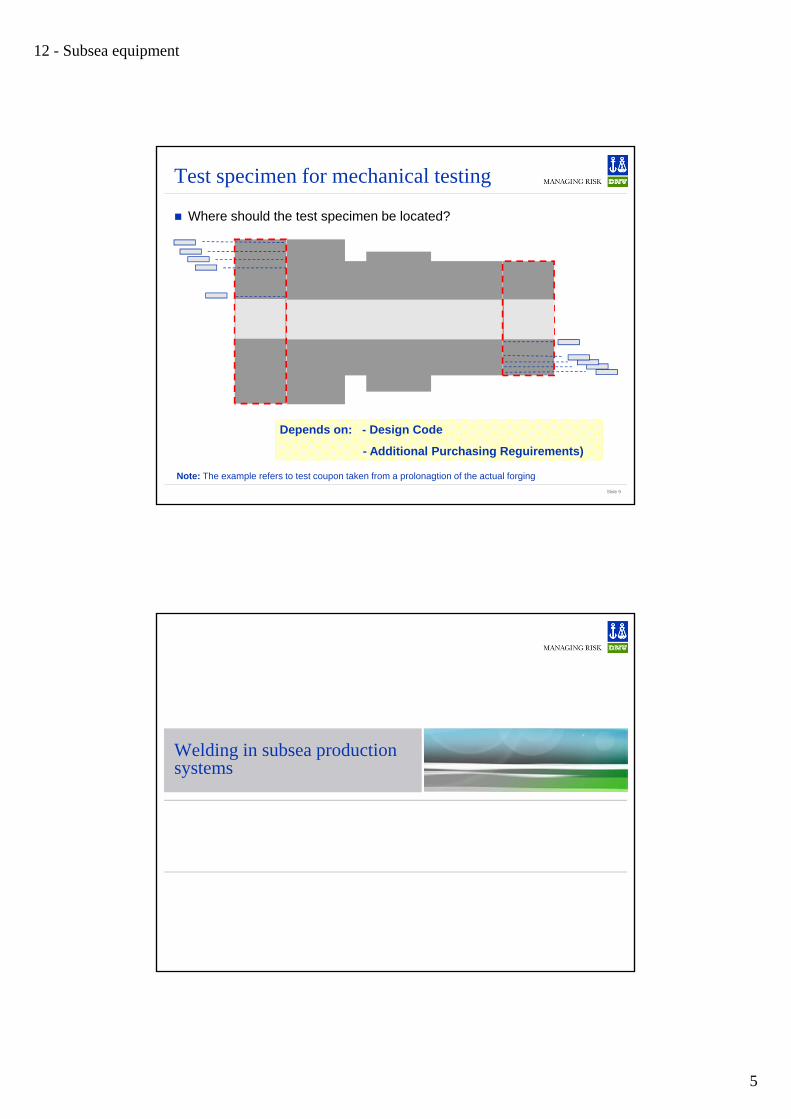
Test coupon for mechanical testing
Where should the test coupon be located?
Note: The example refers to test coupon taken from a prolonagtion of the actual forging
Depends on: - Design Code
- Additional Purchasing Reguirements)
12 - Subsea equipment
5
Slide 9
Test specimen for mechanical testing
Where should the test specimen be located?
Note: The example refers to test coupon taken from a prolonagtion of the actual forging
Depends on: - Design Code
- Additional Purchasing Reguirements)
Welding in subsea production systems
12 - Subsea equipment
6
Slide 11
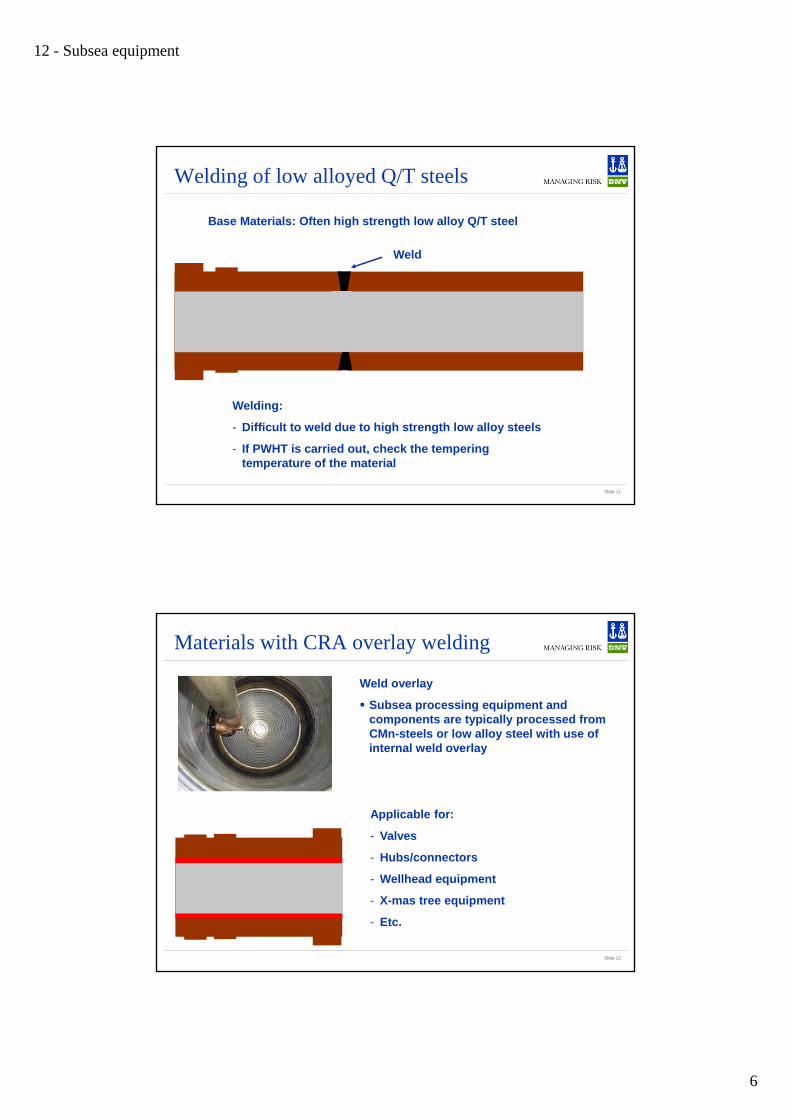
Welding of low alloyed Q/T steels
Base Materials: Often high strength low alloy Q/T steel
Welding:
- Difficult to weld due to high strength low alloy steels
- If PWHT is carried out, check the tempering temperature of the material
Weld
Slide 12
Materials with CRA overlay welding
Applicable for:
- Valves
- Hubs/connectors
- Wellhead equipment
- X-mas tree equipment
- Etc.
Weld overlay
Subsea processing equipment and components are typically processed from CMn-steels or low alloy steel with use of internal weld overlay
12 - Subsea equipment
7
Slide 13
Typical weldment for termination heads
Pipeline
Duplex steel
Pup piece
Duplex steel
Hub
Low alloy steel
Duplex/InconelDuplex
Why is this weld typically carried out by the termination head manufacturer?
Slide 14
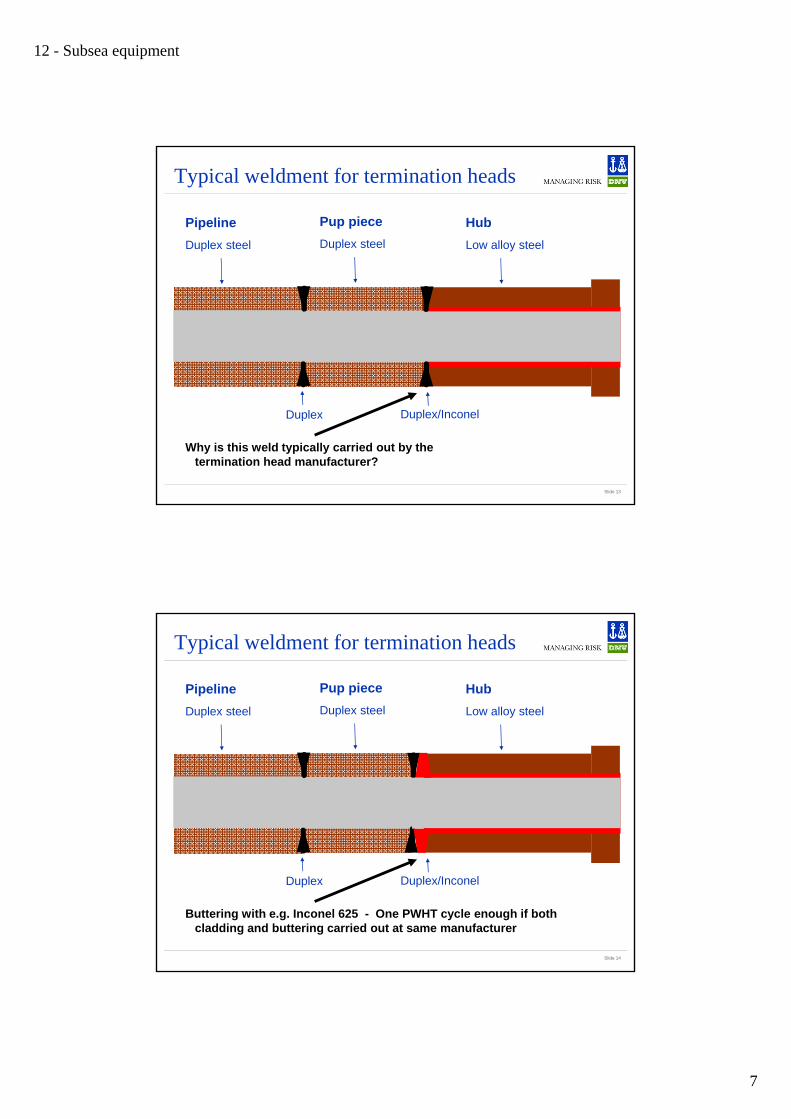
Typical weldment for termination heads
Pipeline
Duplex steel
Pup piece
Duplex steel
Hub
Low alloy steel
Duplex/InconelDuplex
Buttering with e.g. Inconel 625 - One PWHT cycle enough if both cladding and buttering carried out at same manufacturer
12 - Subsea equipment
8
Slide 15
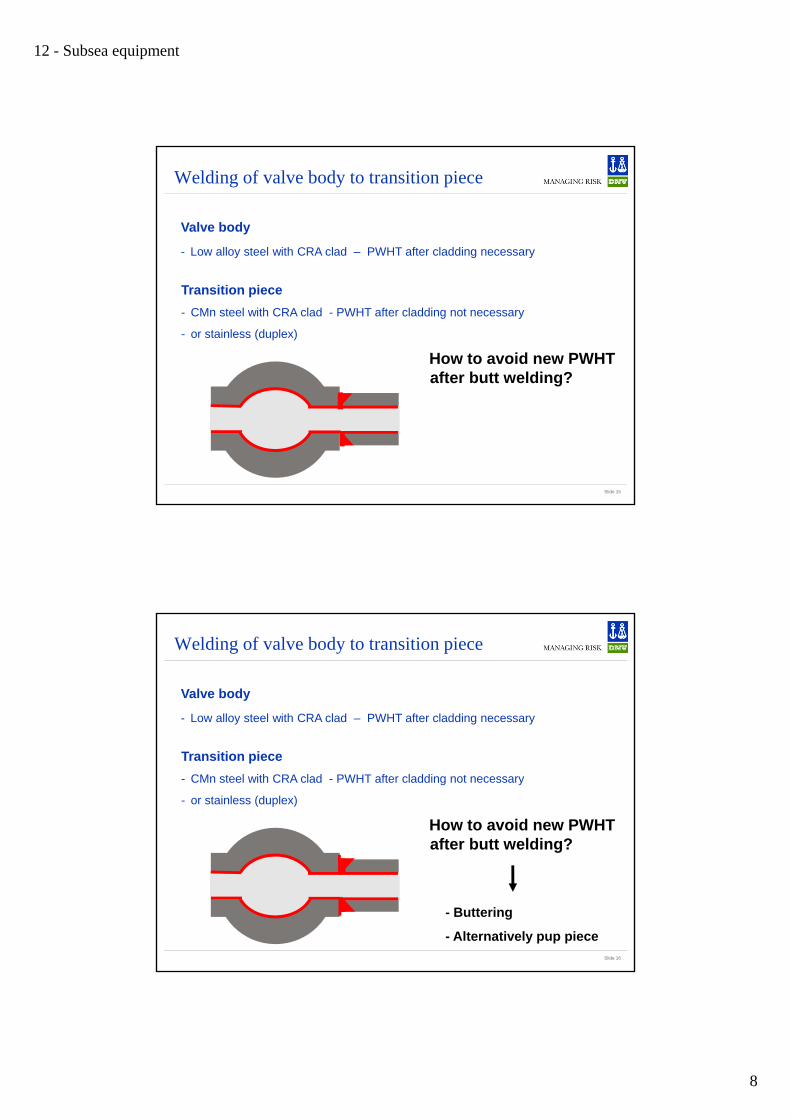
Welding of valve body to transition piece
Valve body
- Low alloy steel with CRA clad – PWHT after cladding necessary
Transition piece
- CMn steel with CRA clad - PWHT after cladding not necessary
- or stainless (duplex)
How to avoid new PWHT after butt welding?
Slide 16
Welding of valve body to transition piece
Valve body
- Low alloy steel with CRA clad – PWHT after cladding necessary
Transition piece
- CMn steel with CRA clad - PWHT after cladding not necessary
- or stainless (duplex)
How to avoid new PWHT after butt welding?
- Buttering
- Alternatively pup piece
12 - Subsea equipment
9
Slide 17
Buzz groups
Why is PWHT necessary when welding on low alloy steels?
Why is it important to reduce the number of PWHT’s?
How should the clad welding in the butt weld configuration be qualified?
Slide 18