Embed Size (px)
Citation preview

Factores Críticosen el desarrollo de Empaques
para el sector Veterinaria
Preparado de: Montesino Associates, LLC
Peter J. SchmittManaging Director
Buenos Aires6 de agosto 2013
Tuesday, August 6, 13
Agenda
• Introducción
• Rígido o Flexibles
• Permeabilidad
• El Blíster
• Formación
• Sellado
• Conclusión
Tuesday, August 6, 13

Introducción
Tuesday, August 6, 13
Metas y objetivos del blisteado
• Entregar el medicamento con su potencia original y sin adulteraciones.
• Barrera contra cualquier posibilidad de bajar potencia y adulterar el medicamento
• Optimizar las posibilidades de usar el empaque cómo una manera de asegurar que la medicina se tome correctamente.
• Producir y enviar suficiente producto por las demandas del mercado.
• Aumentar las ventas del producto.
Tuesday, August 6, 13
Administrar y dosificar...
• Vías de administración
• Vía Digestiva
• Vía Oral / Enteral
• Vía Tópica
• Vía Respiratoria
• Vía Parenteral
• Vía Supositorio
• Formas de dosificación
• Aerosoles
• Ampollas
• Bolos, tabletas, cápsulas
• Cartridges
• Cremas & Ungüentos
• Granules
• Injección
• Pastas & Geles
• Polvo
• Pre-Fillable Syringe
• Solución
• Sueros
• Supositorios
• Suspensiones
• Vial / Frasco
Tuesday, August 6, 13
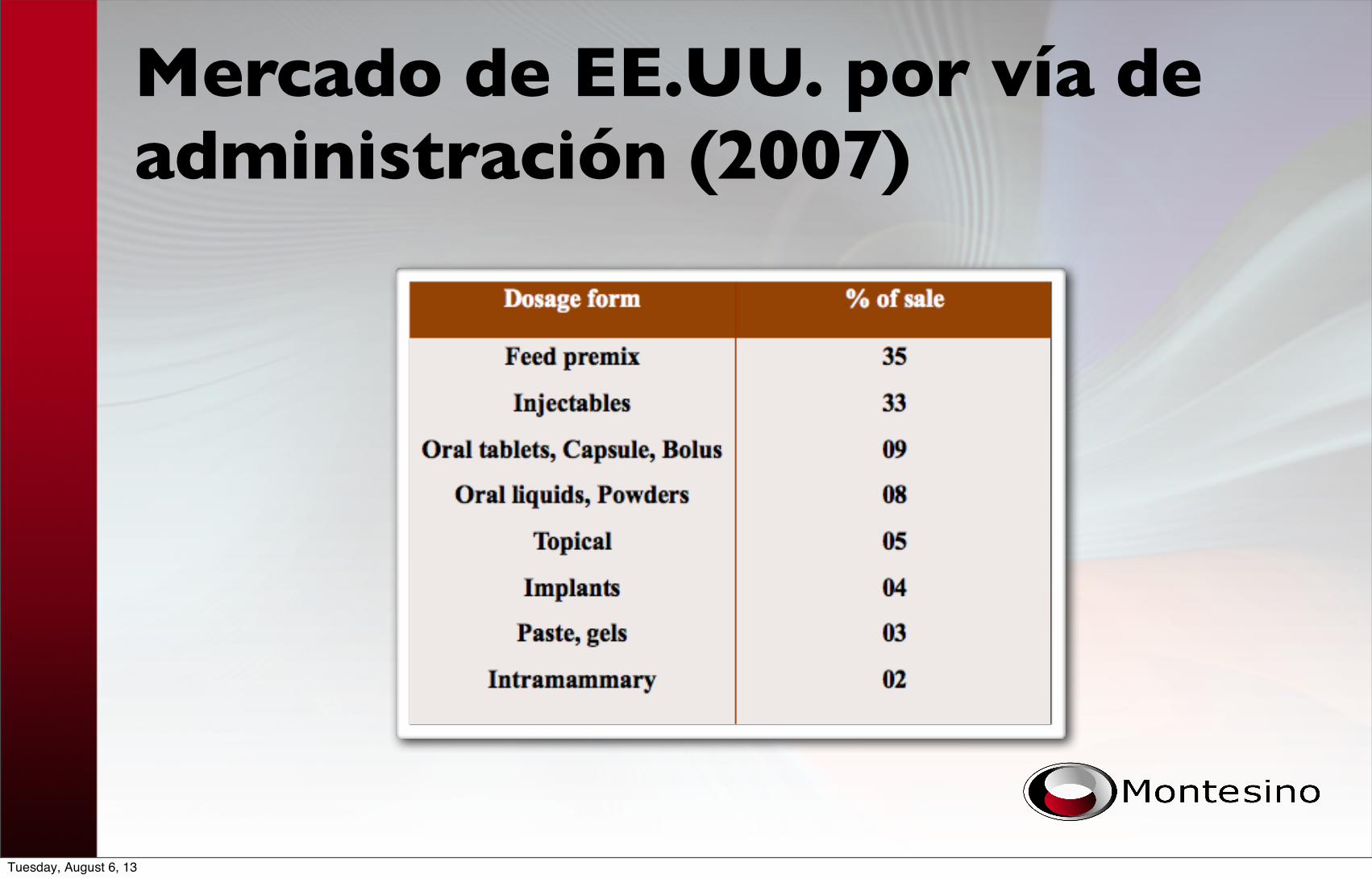
Mercado de EE.UU. por vía de administración (2007)
Tuesday, August 6, 13
Empaques: Tipo
• Rígido (normalmente usados en parenterales)
• Frascos
• Viales
• Flexibles (normalmente usados en enterales y tópicas)
• Bolsas
• Sachet / pouch
• Blisters
Tuesday, August 6, 13
Materiales y protección
• Tipos de protección (barrera)
• Contra el polvo
• Luz / UV (materiales opacos)
• Humedad / Vapor de agua
• Gases: O₂, CO₂ • Barrera Estéril
• Barrera Quimica
• Materiales
• Vidrio
• USP Tipo I (boro-silicato)
• USP Tipo II-III
• Aluminio
• Polímeros
• PVC
• PVdC/PCTFE
• PE (HDPE, LDPE)
• PP / BOPP
• PA / BOPA
• PET
• EVOH
• COC
• Ionomer (Surlyn)
Tuesday, August 6, 13
Tuesday, August 6, 13

PERMEABILIDAD
Tuesday, August 6, 13
Permeabilidad
• Permeabilidad: Difusividad x Solubilidad
• Velocidad de Transmisión: Permeabilidad / Espesor
• MVTR: Velocidad a la que el vapor de agua pasa a través de una lámina polímera
Tiempo, Temperatura, Humedad
Tuesday, August 6, 13
Permeabilidad vs. Velocidad de transmisión
• Permeabilidad: normalizado para el espesor
• e.g. PCTFE (Aclar®): 4.877 g/µm • m² • 24 horas, 40 °C / 75 % r.h. (barrera intrínseco)
• Velocidad de transmisión: se mide en una muestra actual y será diferente de una muestra a otra
• e.g. PCTFE (Aclar®) de 50.4 µm: 0.10 g • m² • 24 horas, 40 °C / 75 % r.h.
Tuesday, August 6, 13
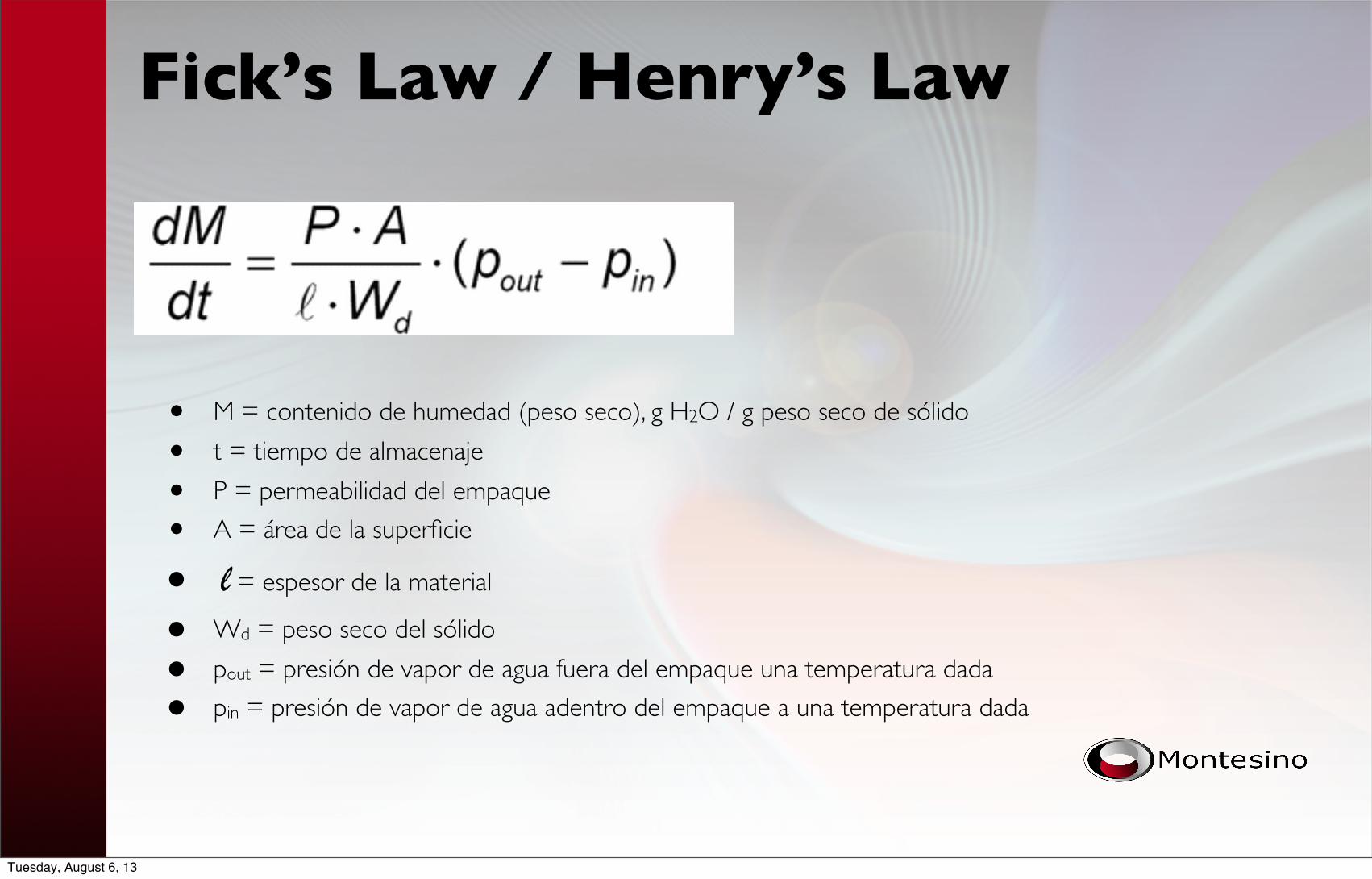
Fick’s Law / Henry’s Law
• M = contenido de humedad (peso seco), g H2O / g peso seco de sólido
• t = tiempo de almacenaje
• P = permeabilidad del empaque • A = área de la superficie
• l = espesor de la material
• Wd = peso seco del sólido
• pout = presión de vapor de agua fuera del empaque una temperatura dada • pin = presión de vapor de agua adentro del empaque a una temperatura dada
Tuesday, August 6, 13
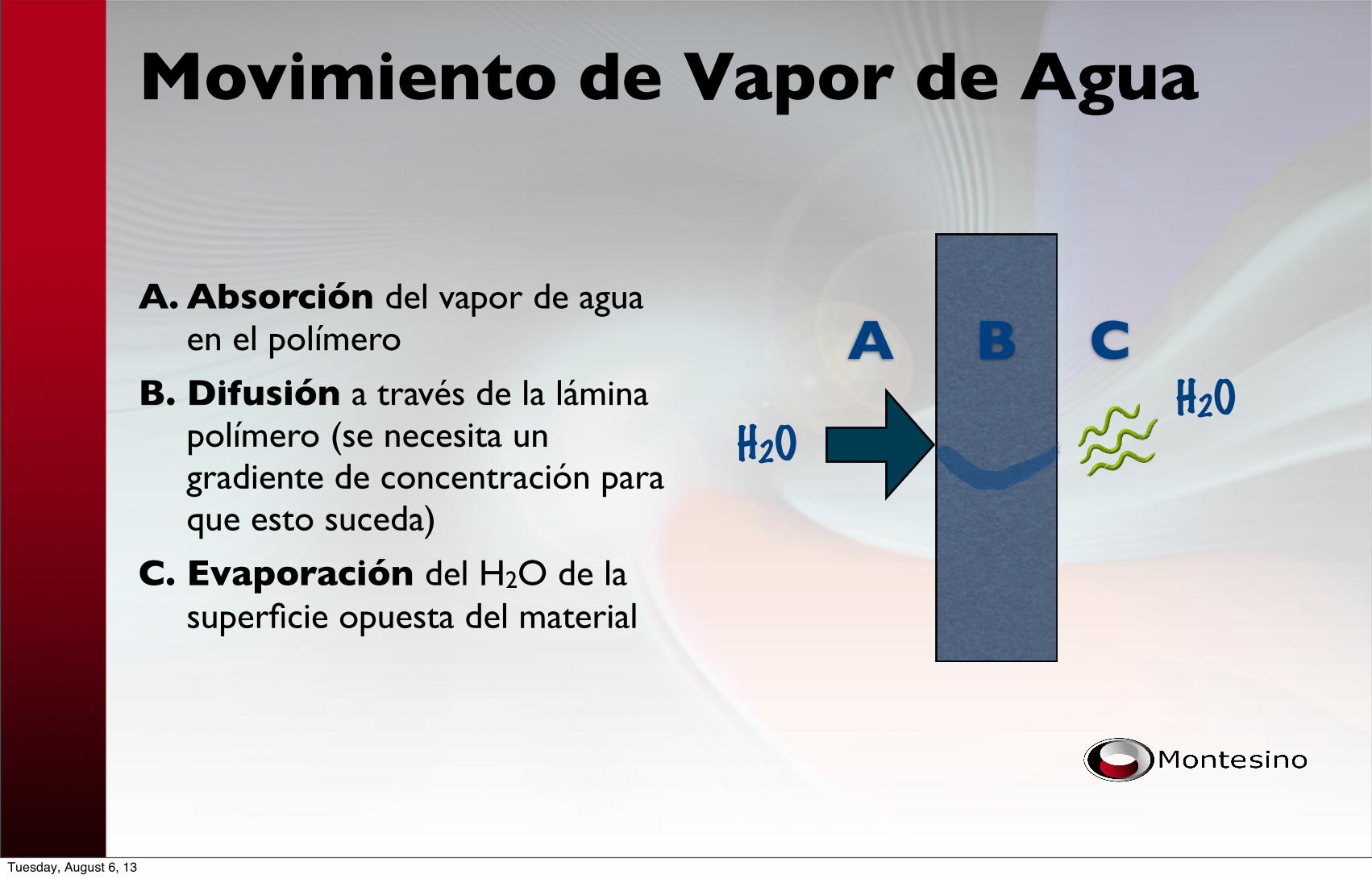
Movimiento de Vapor de Agua
H2OH2O
A. Absorción del vapor de agua en el polímero
B. Difusión a través de la lámina polímero (se necesita un gradiente de concentración para que esto suceda)
C. Evaporación del H2O de la superficie opuesta del material
A B C
Tuesday, August 6, 13
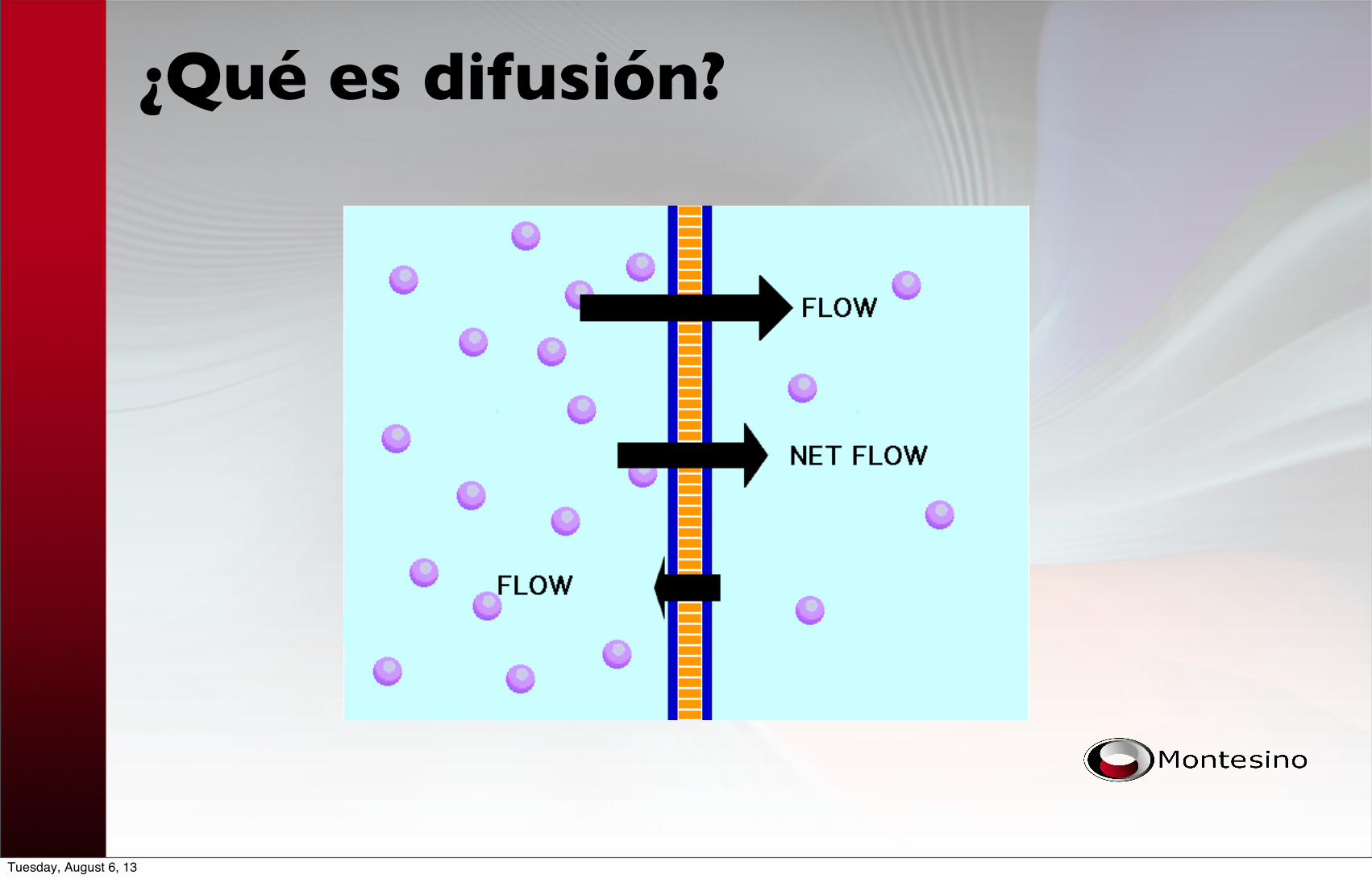
¿Qué es difusión?
Tuesday, August 6, 13
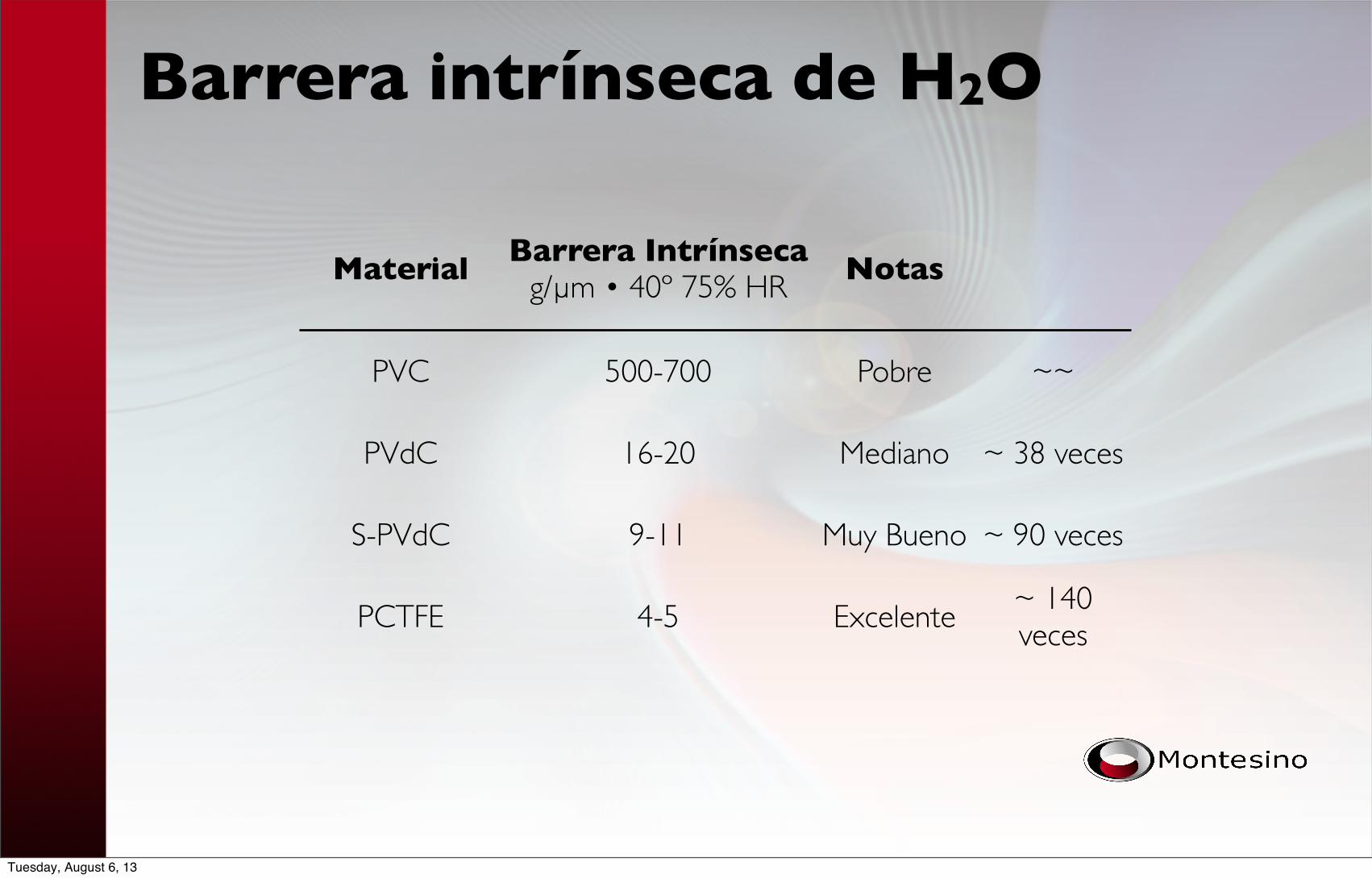
Barrera intrínseca de H2O
Material Barrera Intrínsecag/µm • 40º 75% HR Notas
PVC 500-700 Pobre ~~
PVdC 16-20 Mediano ~ 38 veces
S-PVdC 9-11 Muy Bueno ~ 90 veces
PCTFE 4-5 Excelente ~ 140 veces
Tuesday, August 6, 13
Factores Críticos
Formación Sellado
Blísters
Tuesday, August 6, 13

Formación
Tuesday, August 6, 13

Tuesday, August 6, 13
Formación
Buen material + buena máquina + buen proceso (estable) + buen
diseño = BUENA FORMACIÓN
Tuesday, August 6, 13

Formación: Buenos Materiales
Tuesday, August 6, 13
Atributos Críticos de Calidad de los Materiales
• Barrera
• Llanura (“lay flat”)
• Encogimiento
• Espesura (Gauge)
• Reacción a la temperatura
Aumento de la temperatura degrada las propiedades de barrera y fusión provocando
memoria
Tuesday, August 6, 13
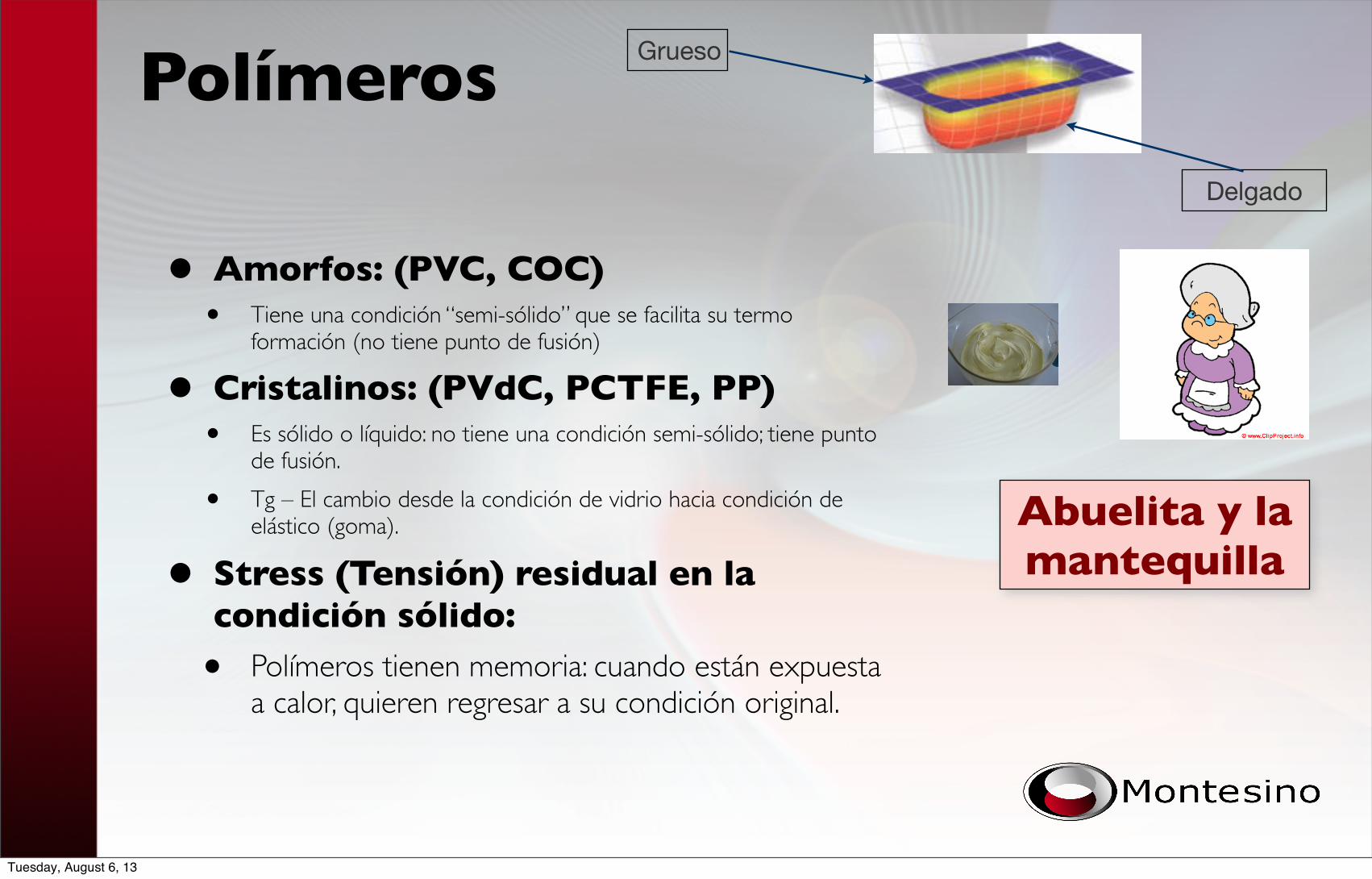
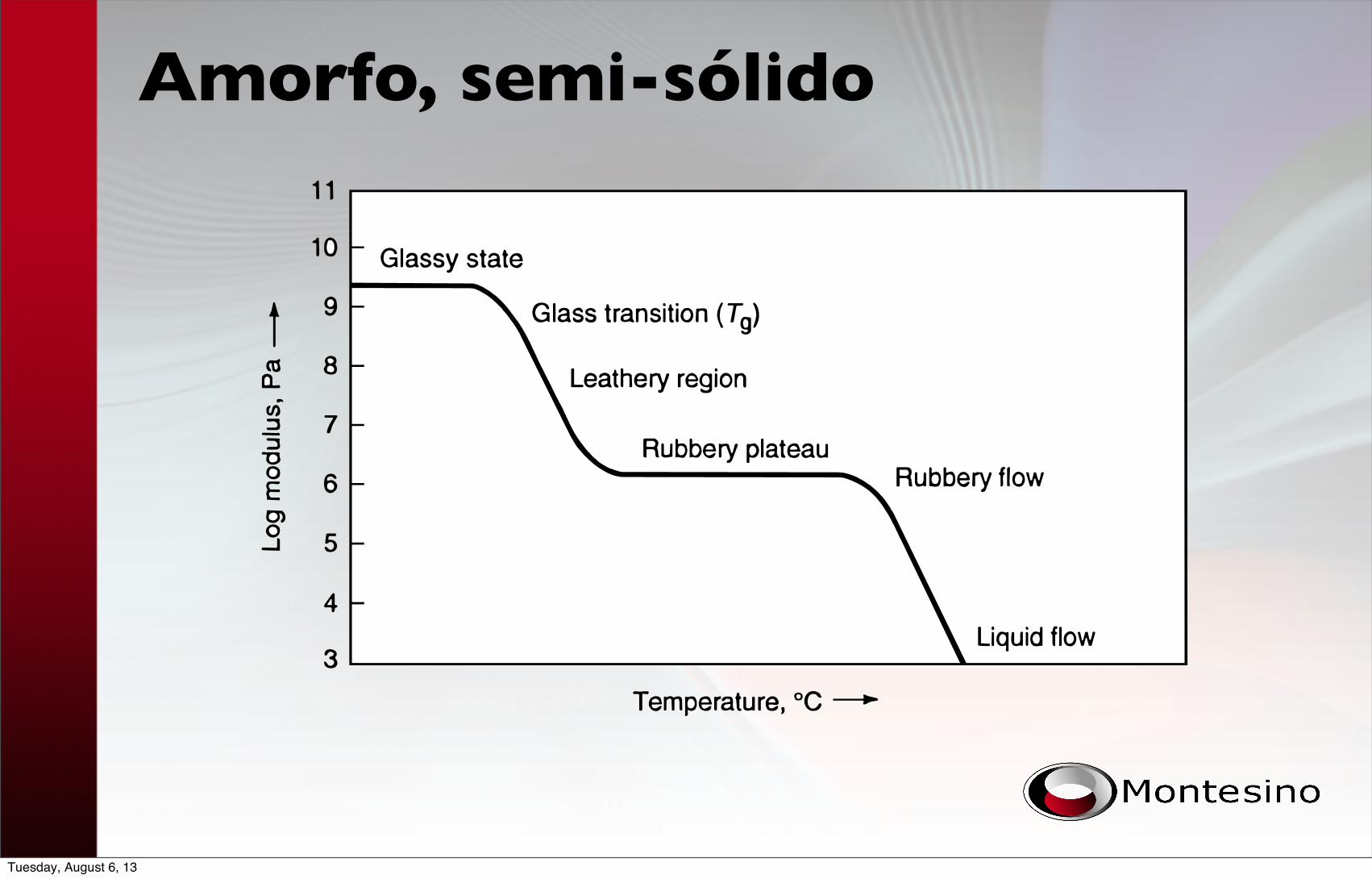
Polímeros
• Amorfos: (PVC, COC)• Tiene una condición “semi-sólido” que se facilita su termo
formación (no tiene punto de fusión)
• Cristalinos: (PVdC, PCTFE, PP)• Es sólido o líquido: no tiene una condición semi-sólido; tiene punto
de fusión.
• Tg – El cambio desde la condición de vidrio hacia condición de elástico (goma).
• Stress (Tensión) residual en la condición sólido:
• Polímeros tienen memoria: cuando están expuesta a calor, quieren regresar a su condición original.
Grueso
Delgado
Abuelita y la mantequilla
Tuesday, August 6, 13
Amorfo, semi-sólido
Plastics can also be separated into thermoplastics and thermosets.A thermoplastic material is a high molecular weight polymer that isnot cross-linked. A thermoplastic material can exist in a linear orbranched structure. Upon heating a thermoplastic, a highly viscousliquid is formed that can be shaped using plastics processing equip-ment. A thermoset has all of the chains tied together with covalentbonds in a network (cross-linked). A thermoset cannot be reprocessedonce cross-linked, but a thermoplastic material can be reprocessed byheating to the appropriate temperature. The different types of struc-tures are shown in Fig. 1.2.
A polymer is prepared by stringing together a series of low molecu-lar weight species (such as ethylene) into an extremely long chain(polyethylene) much as one would string together a series of beads tomake a necklace. The chemical characteristics of the starting low molecular weight species will determine the properties of the finalpolymer. When two different low molecular weight species are poly-merized, the resulting polymer is termed a copolymer such as ethylenevinylacetate.
The properties of different polymers can vary widely, for example,the modulus can vary from 1 MN/m2 to 50 GN/m2. Properties can bevaried for each individual plastic material as well, simply by varyingthe microstructure of the material.
In its solid form a polymer can take up different structures depend-ing on the structure of the polymer chain as well as the processing con-ditions. The polymer may exist in a random unordered structuretermed an amorphous polymer. An example of an amorphous polymer
Thermoplastics 1.3
Figure 1.1 Relationship between elastic modulus and temperature.
0267146_Ch01_Harper 2/24/00 5:01 PM Page 1.3
Tuesday, August 6, 13
Estructuras de barrera
Tuesday, August 6, 13
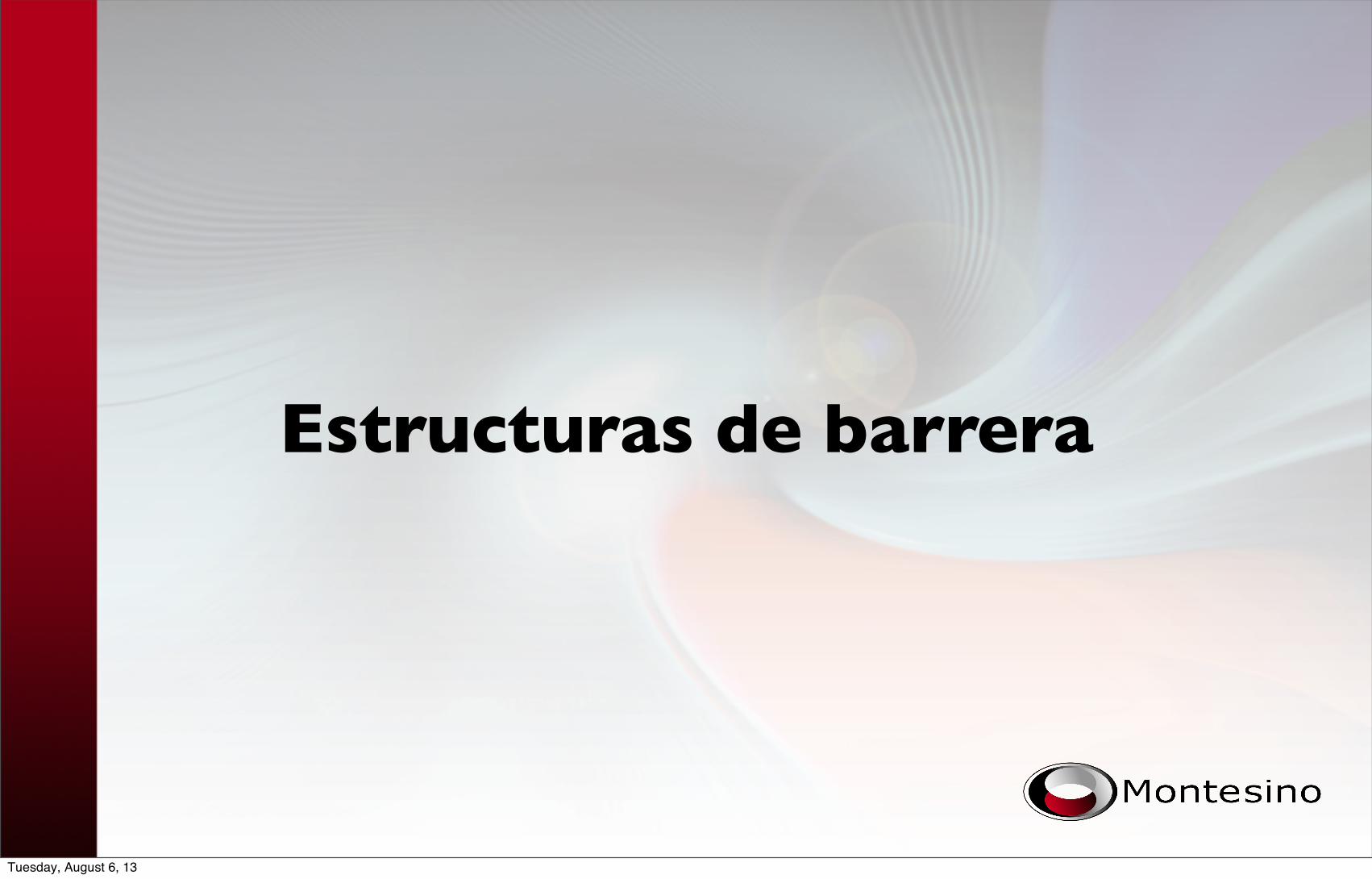
Estructuras del PVdC
• Estructuras “Bi-Capas”
• Recubrimiento de menor cristalinidad (menos barrera)
• Menor costo
• Uso mundial
• El recubrimiento del PVdC se aplica encima del mono- PVC para estructuras “bi-capas”
• Esctructuras “Tri-Capas”
• Se añade una capa de PE para recubrimientos de mayor peso (normalmente 90 g/m²) para proveer protección para la capa de PVdC más quebradiza: El recubrimiento es de mayor cristalinidad (mayor barrera)
Tuesday, August 6, 13
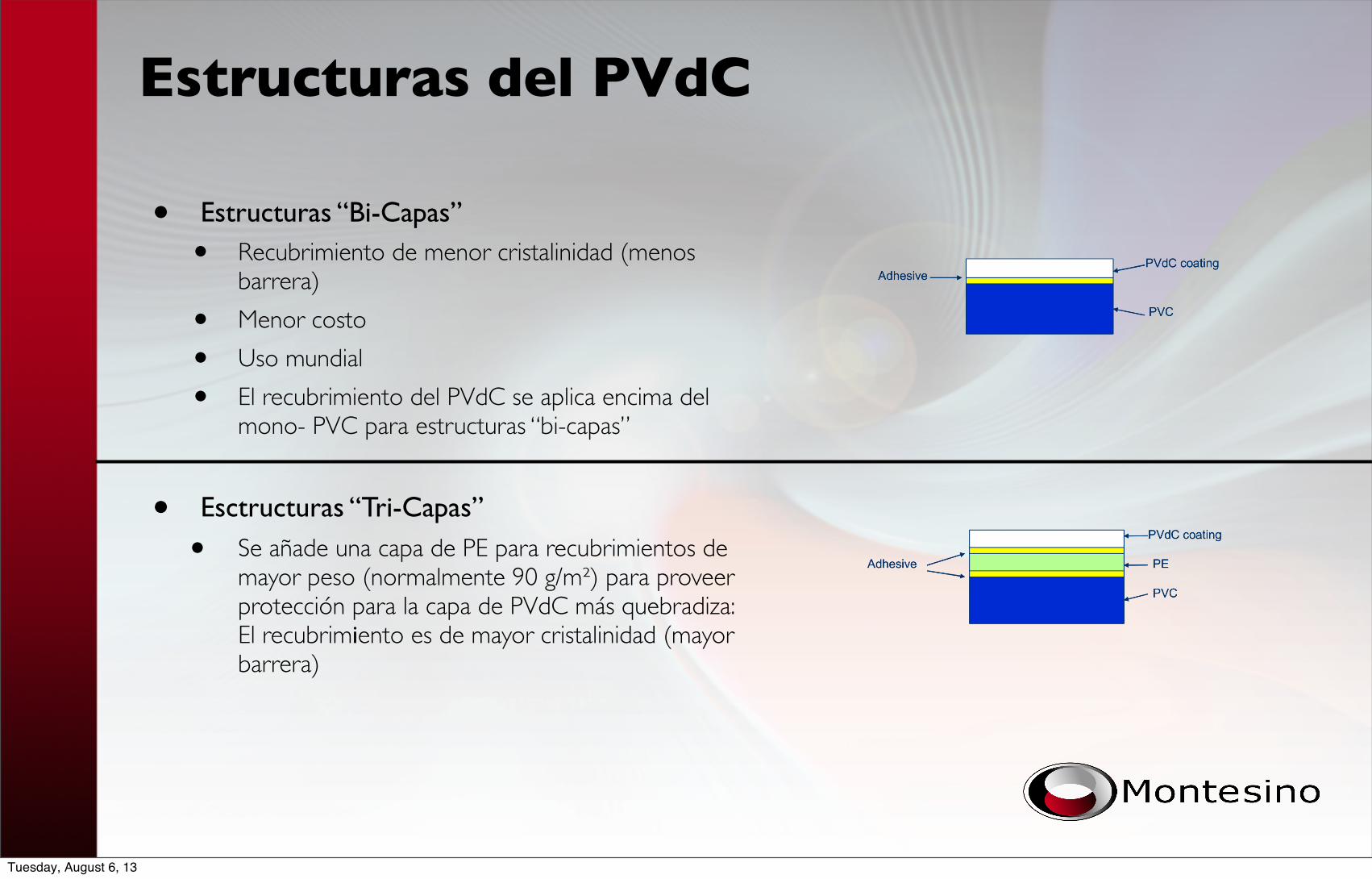
Estructuras de PCTFE
Nombre PCTFE® (espesura)
PVC (espesura)
MVTR
UltRx 3000 75 μm 200 o 250 μm 0.08
UltRx 2000 50 μm 200 o 250 μm 0.11
Rx 20E 20 μm 200 o 250 μm 0.23
Rx 160 15 μm 200 o 250 μm 0.36
Aclar®
Tuesday, August 6, 13
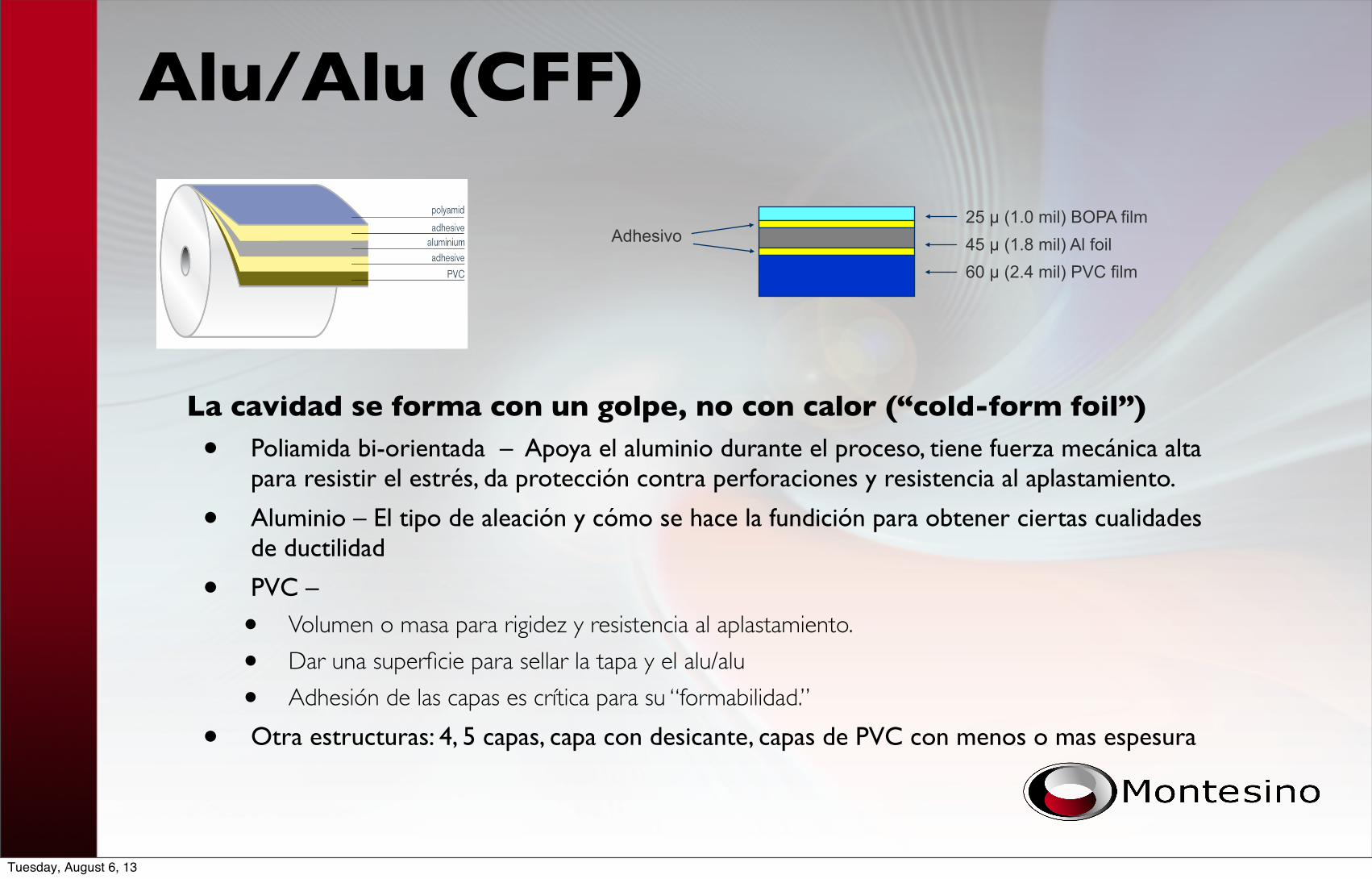
Alu/Alu (CFF)
La cavidad se forma con un golpe, no con calor (“cold-form foil”)
• Poliamida bi-orientada – Apoya el aluminio durante el proceso, tiene fuerza mecánica alta para resistir el estrés, da protección contra perforaciones y resistencia al aplastamiento.
• Aluminio – El tipo de aleación y cómo se hace la fundición para obtener ciertas cualidades de ductilidad
• PVC –
• Volumen o masa para rigidez y resistencia al aplastamiento.
• Dar una superficie para sellar la tapa y el alu/alu
• Adhesión de las capas es crítica para su “formabilidad.”
• Otra estructuras: 4, 5 capas, capa con desicante, capas de PVC con menos o mas espesura
25 µ (1.0 mil) BOPA film Adhesivo 45 µ (1.8 mil) Al foil
60 µ (2.4 mil) PVC film
Tuesday, August 6, 13

CQA para Blísters
• Orientación / Encogimiento
• Espesor
• Planaridad (“Lay-flat”)
• Pureza
• Laminación (si aplicable)
Elasticidad!Estrés!Tensión!
Tuesday, August 6, 13
Formación: Buena Máquina
Tuesday, August 6, 13
Tipos de máquinas “Blister”
• Intermittent motion (platen sealing) - “movimiento intermitente” - Hassia VA 1
• Sellado: utiliza dos placas de sellado que cierra con presión hidráulica
• Movimiento: continuo y normalmente a una velocidad más alta.
• Continuos Motion (Rotary Sealing) - “movimiento continuo” H&K Servac 150
• Sellado: utiliza dos tambores giratorios presionando uno contra otro para sellar el blister a la lámina de aluminio.
• Movimiento: continuo y normalmente a una velocidad más alta.
Tuesday, August 6, 13
Características de las máquinas• Desbobinar (“unwind”)
• Control de tensión
• Calefacción
• Tipo: contacto o túnel
• Acabamiento:
• Medida y zonas
• Formación
• Pareja/Universal
• Recubrimiento/Tratamiento
• Temperaturas/Control/Zonas
• Presión
• Evacuación del aire/localización
• Alimentación
• Manual
• Universal
• Dedicado
• Sellado
• “Placa”
• “Rotativo”
• Cortar/Perforación
• General
• Velocidad
• Precio
Tuesday, August 6, 13

Formación: Buen Proceso
Tuesday, August 6, 13
CPPs: Parámetros del Proceso Críticos
• Definición:
• Un parámetro del proceso que debe ser controlado dentro de limites predefinidos para garantizar que el producto cumpla sus atributos de calidad predeterminados.
• Identificación del “borde del fracaso” (edge of failure)
• Variables del proceso “no-críticos” fueron identificados
• El control del rango es determinado
• Conocimiento de como la variabilidad en el proceso puede afectar el disempeño del producto
Tuesday, August 6, 13
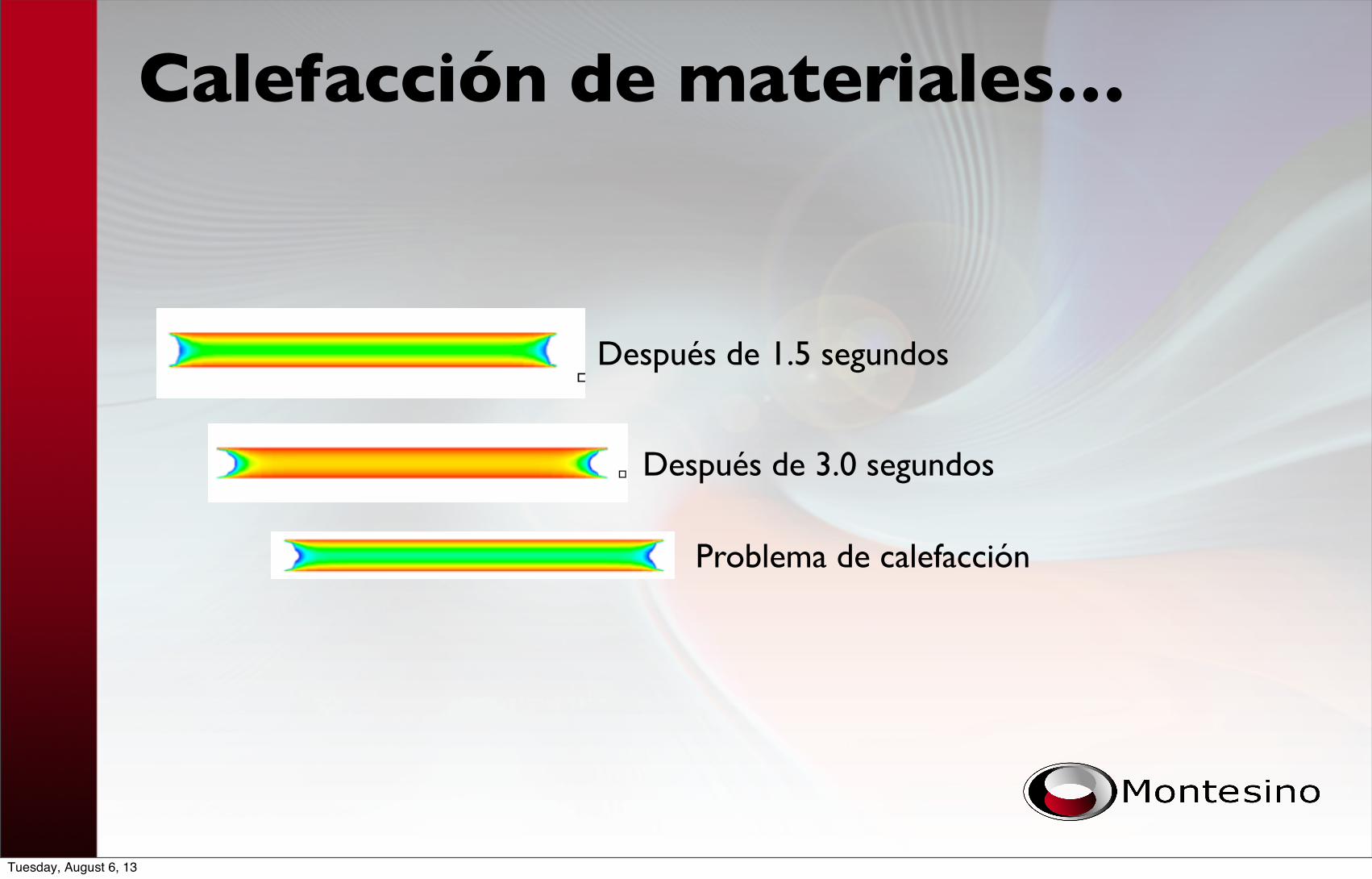
Calefacción de materiales…
Después de 1.5 segundos
Después de 3.0 segundos
Problema de calefacción
Tuesday, August 6, 13
CPPs: La matriz
• Temperatura: 5-15°C (PVdC) or 20-30°C (ACLAR®)
• Mejor distribución de material
• Menos stress
• Menos pegamento al molde (PVdC)
• Presión de aire: 6-8 bars (88-118 psi)
• Ojo el ajuste de cuando se tira el aire
• Ojo el ajuste de punzones
Tuesday, August 6, 13

Presión y buen formación
4 bars 10 bars
Tuesday, August 6, 13
CPPs - Alu/Alu
• Fuerza de agarre ("clamping"): siempre más de la fuerza de formación
• Fuerza de formación: siempre menos de la fuerza de agarre
• Velocidad del punzón
• Profundidad del punzón (no debe tocar el fondo de la cavidad)
• Temperatura del sellado: alta T° aumenta la posibilidad de deslaminar la capa BOPA
Tuesday, August 6, 13

Formación: Buen Diseño
Tuesday, August 6, 13
Prioridad del Diseño
• ¿Cuál debe ser la relación proveedor / fabricante farmacéutica sobre el diseño?
• ¿Cómo se puede balancear la densidad del blister con una cavidad optimizada para la barrera?
Tuesday, August 6, 13
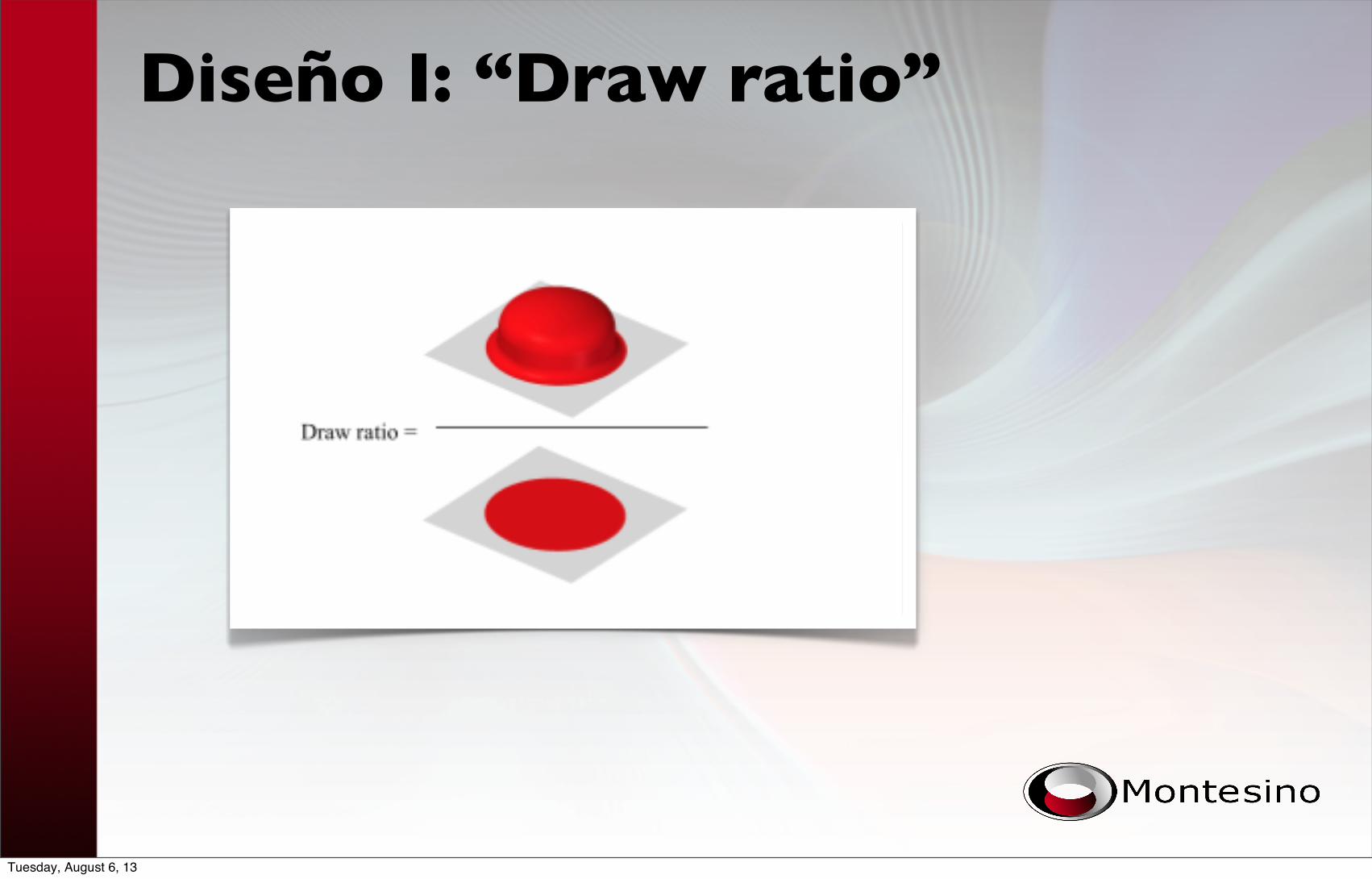
Diseño I: “Draw ratio”
Tuesday, August 6, 13
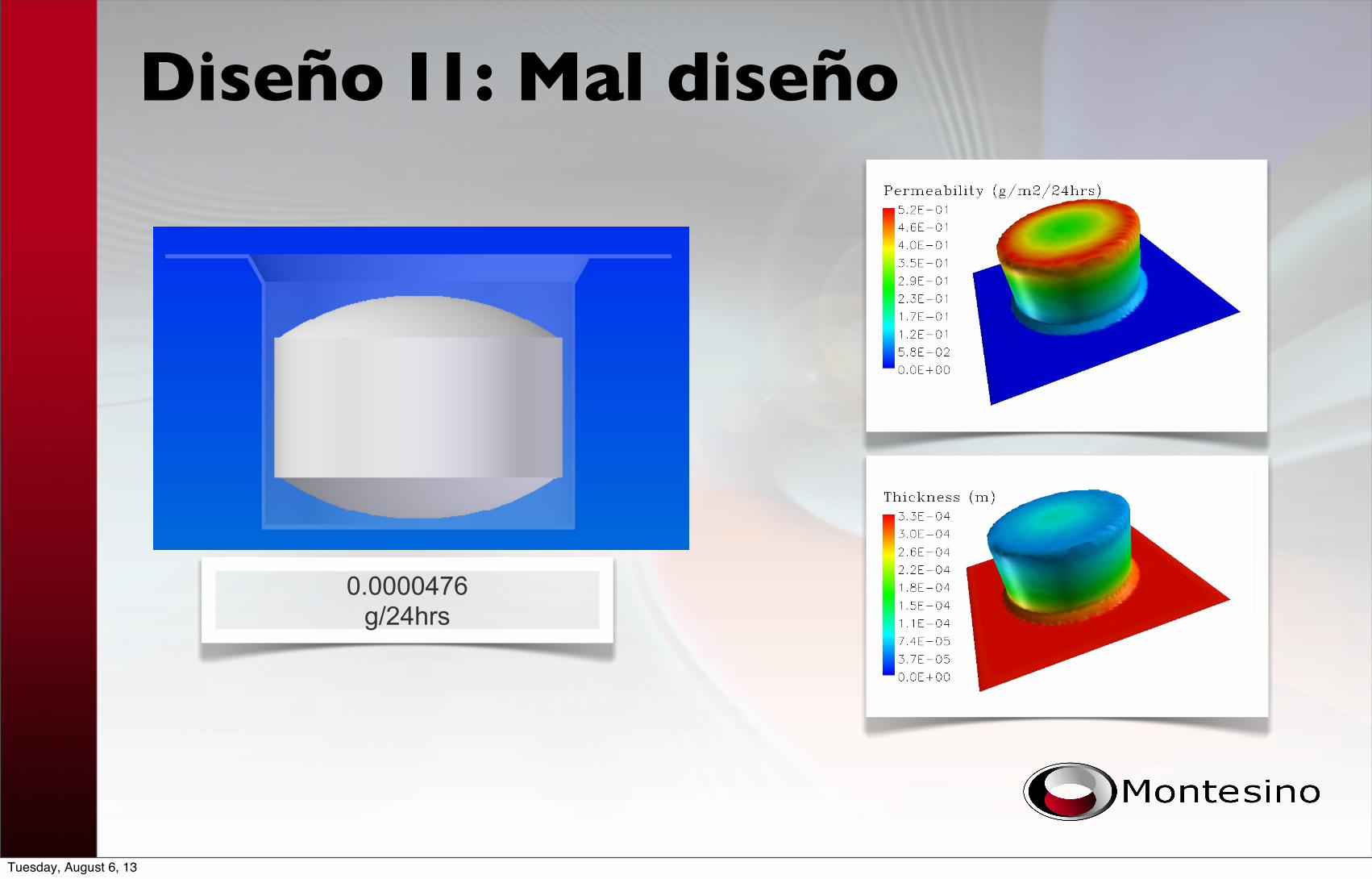
Diseño I1: Mal diseño
0.0000476g/24hrs
Tuesday, August 6, 13
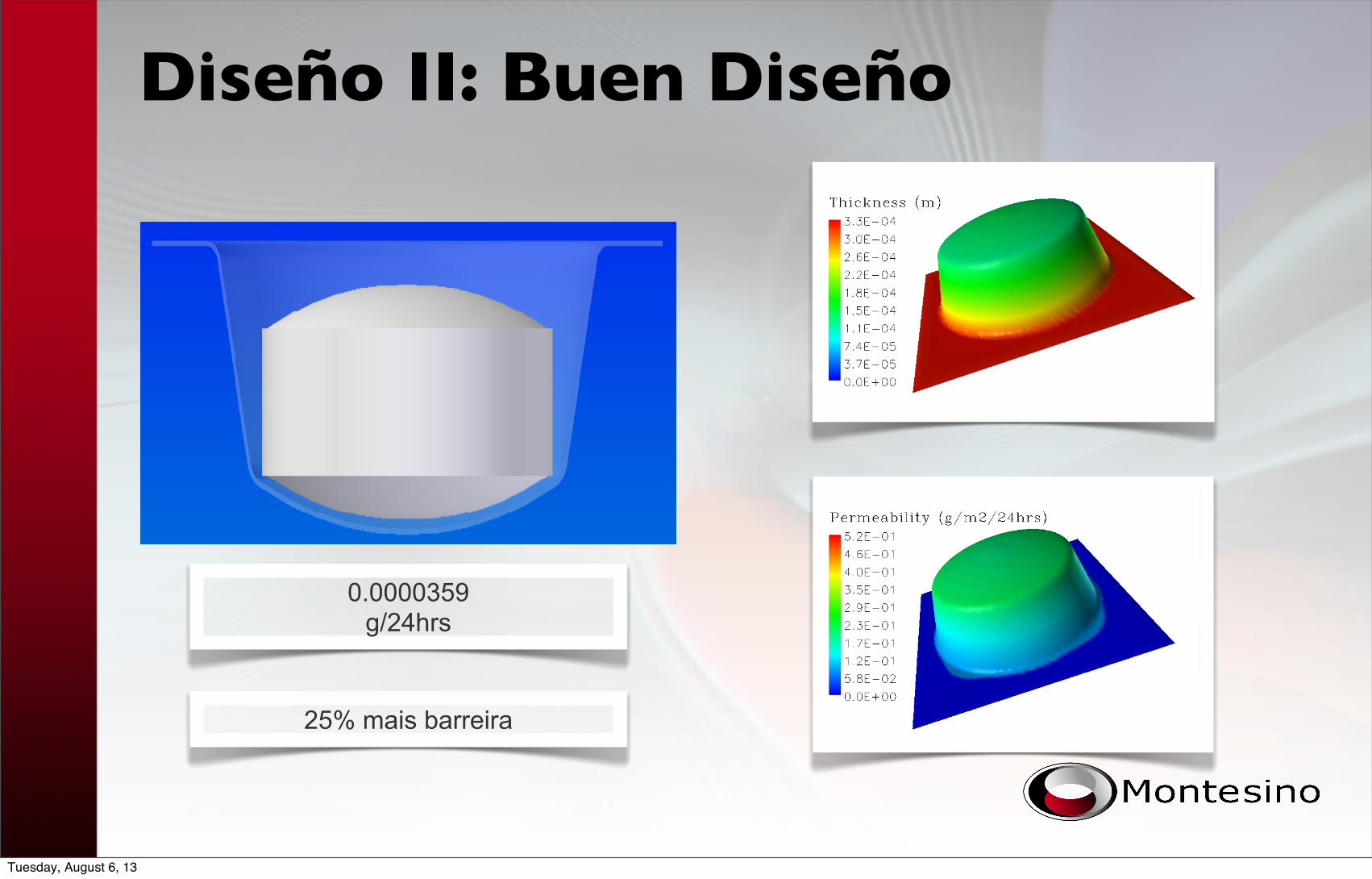
Diseño II: Buen Diseño
0.0000359g/24hrs
25% mais barreira
Tuesday, August 6, 13
Diseño: Pasos
• Análisis del producto
• Diseño de la cavidad
• Prioridad: ¿barrera o densidad?
• Diseño del “blister”
• Diseño del “paso” (integración de la máquina con la cavidad y material)
Tuesday, August 6, 13
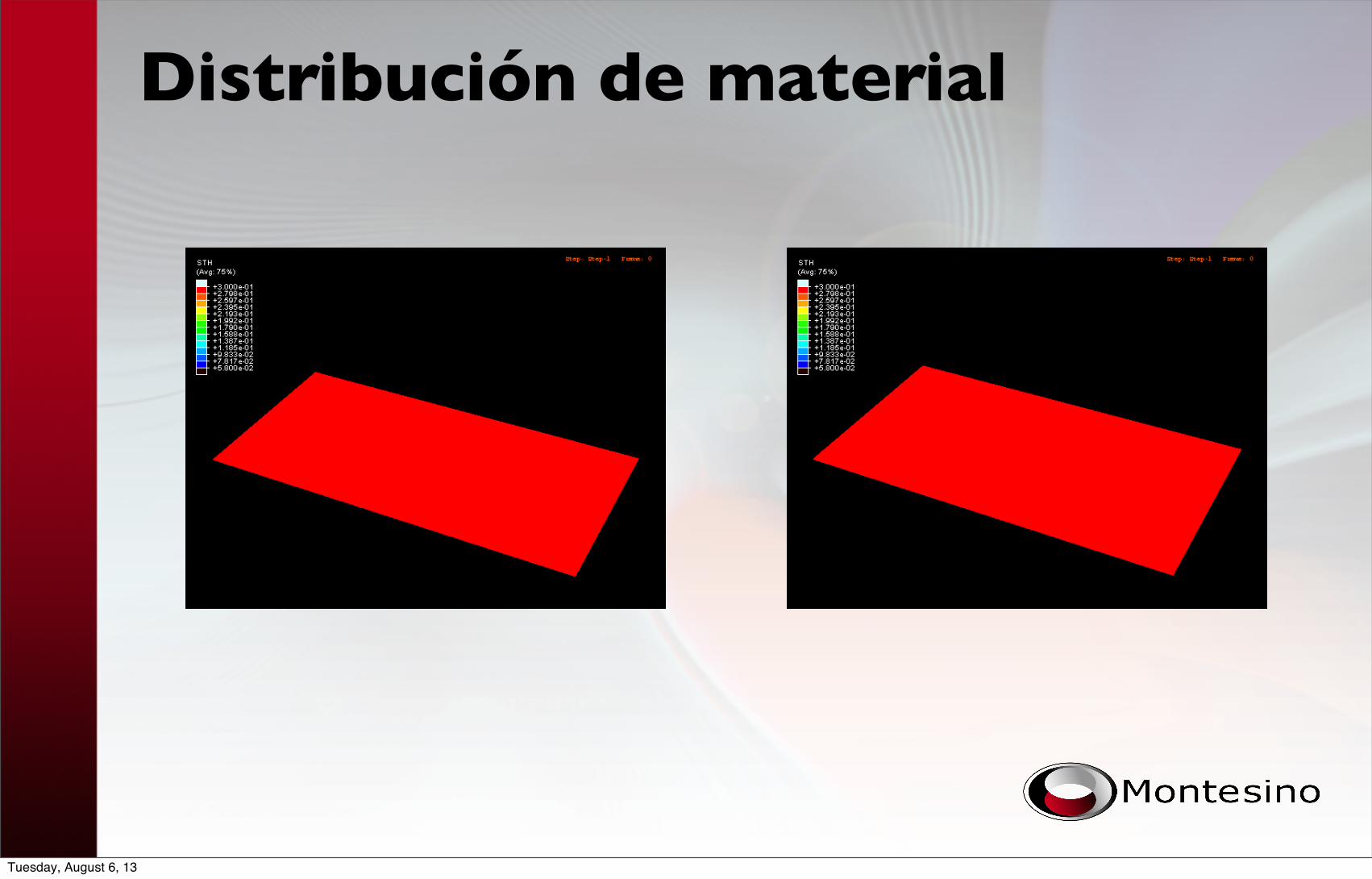
Distribución de material
Tuesday, August 6, 13
Formación: Conclusión
Tuesday, August 6, 13
Un buen material (película)
• Es plano (sin ondulaciones)
• Tiene encojamiento muy controlado
• Tiene muy poco variación en el espesor
Tuesday, August 6, 13
Factores Críticos
Sellado
Tuesday, August 6, 13
Sellado
Buen material + buena máquina + buen proceso (estable) + buen
diseño = BUEN SELLADO
Tuesday, August 6, 13
Sellado:Buenos Materiales
Tuesday, August 6, 13
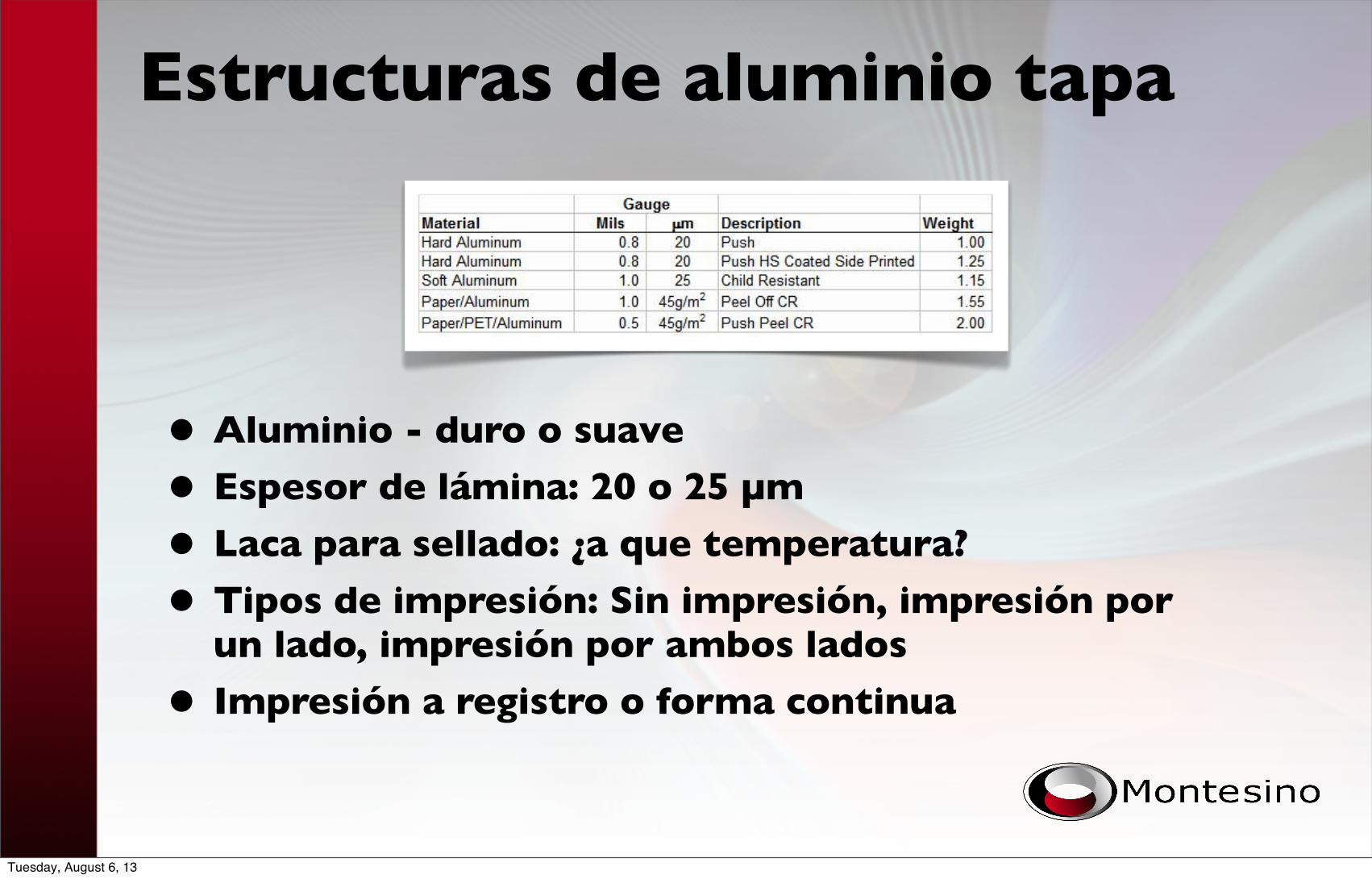
Estructuras de aluminio tapa
• Aluminio - duro o suave
• Espesor de lámina: 20 o 25 µm
• Laca para sellado: ¿a que temperatura?
• Tipos de impresión: Sin impresión, impresión por un lado, impresión por ambos lados
• Impresión a registro o forma continua
Tuesday, August 6, 13
Recubrimientos termosellables• Características deseadas
• Adhesión a tintas especificas
• Sellado adecuado para la película elegida.
• Fuerza del sello debe estar adentro de tolerancias o limites predeterminados
• Proteger área de impresión
• Materiales aprobados por los autoridades correspondientes (SSA, ICH, FDA, etc.)
Formar un sello permanente entre las películas formables y el aluminio tapa bajo cualquier condición climática.
Tuesday, August 6, 13
Sellado:Buenas Máquinas
Tuesday, August 6, 13
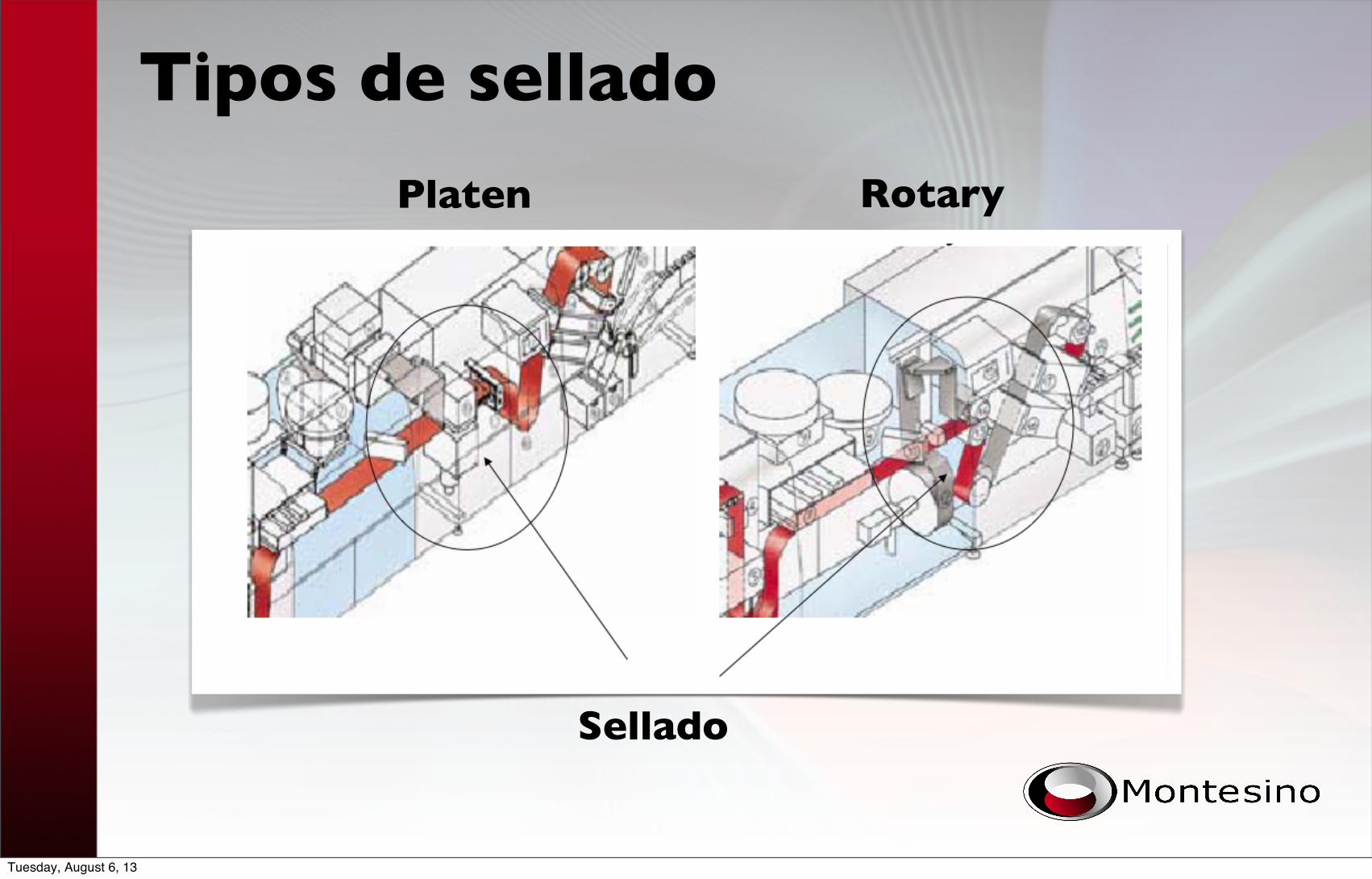
Tipos de sellado
Platen Rotary
Sellado
Tuesday, August 6, 13

¿Placa o rotativo? Sellado Placa
✓Películas más anchas (largas)
✓Temperatura de sellado reducida
✓Más tiempo de permanencia por sello por ciclo.
✓Presión de sellado uniforme
๏El sistema mecánico es masivo
๏Difícil de conseguir una transferencia buena de calor en papel / estructuras de poliéster (CR)
๏Es posible que haga fracturas el aluminio
• Uhlmann, Marchesini, Körber Medipak, Noack, CAM, Blipack, MAC
Sellado Rotario
✓Alta Velocidad
✓Pre-calefacción del aluminio es posible
✓Baja stress mecánico
๏Temperaturas más elevadas para hacer el sello
๏La presión para hacer el sello no es tan uniforme.
๏Menos tiempo de permanencia por sello por ciclo para lograr un sello hermético.
• IMA, Bosch, Uhlmann, Medipack, otras
Tuesday, August 6, 13

Sellado Rotativo
Tuesday, August 6, 13
Sellado:Buen Proceso
Tuesday, August 6, 13
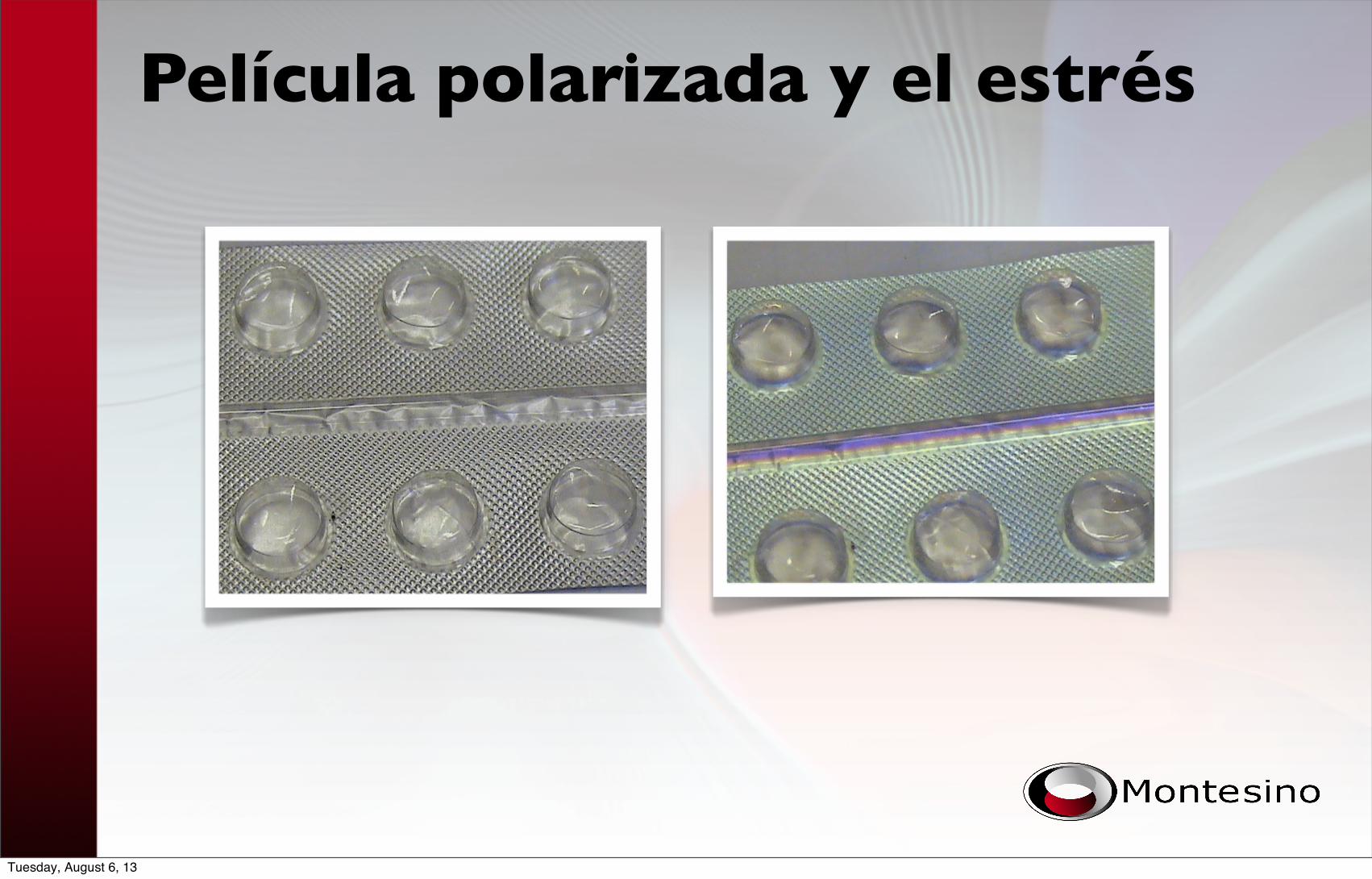
Película polarizada y el estrés
Tuesday, August 6, 13
El stress y un mal sello
• Con la película de poliéster polarizado, el estrés o la orientación molecular se puede observar en las cavidades formadas. • La intensidad del cambio de color
café al azul indica una mayor orientación (“estrés).
• Las moléculas se modifican durante el termoformado de un estado relativamente tranquilo a un estado de tensa con largas cadenas.
• La temperatura a la que se destaca es "recordado" cuando se encuentra cerca de la temperatura necesaria para iniciar la capa de adhesivo de sellado.
• Cuando se aplica calor durante el sellado, el estrés en el blister comienza a relajarse.
• El resultado es que el borde de sellar el blister comienza a encogerse y desprenderse de la capa de adhesivo de termosellado.
• El área de sellado se reduce con la deformación del blister, dando lugar a un aumento en los defecto de sellado
Tuesday, August 6, 13

Un mal sellado visualizado
Tuesday, August 6, 13

“Stress” entre cavidades
Tuesday, August 6, 13
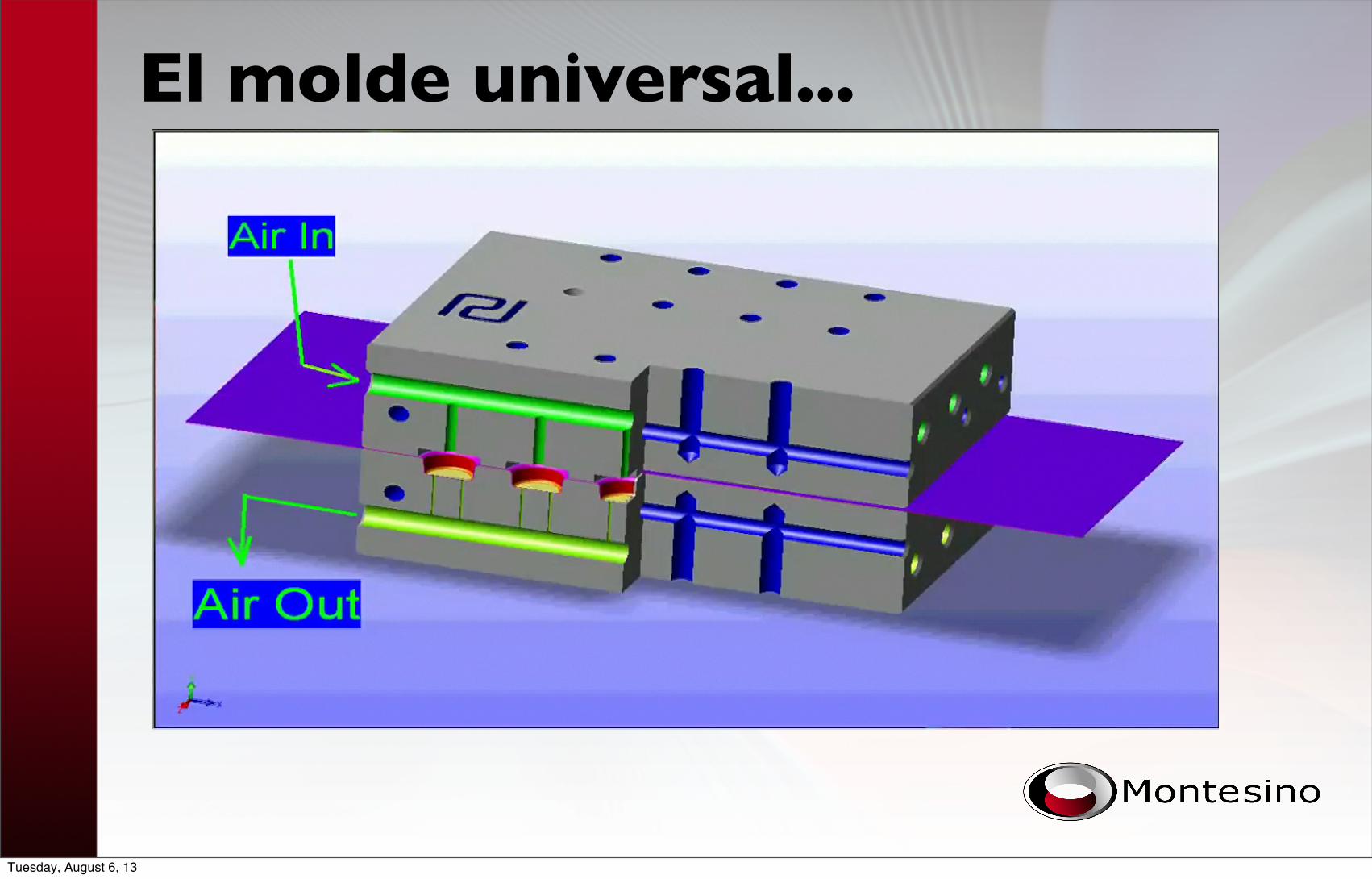
El molde universal...
Tuesday, August 6, 13
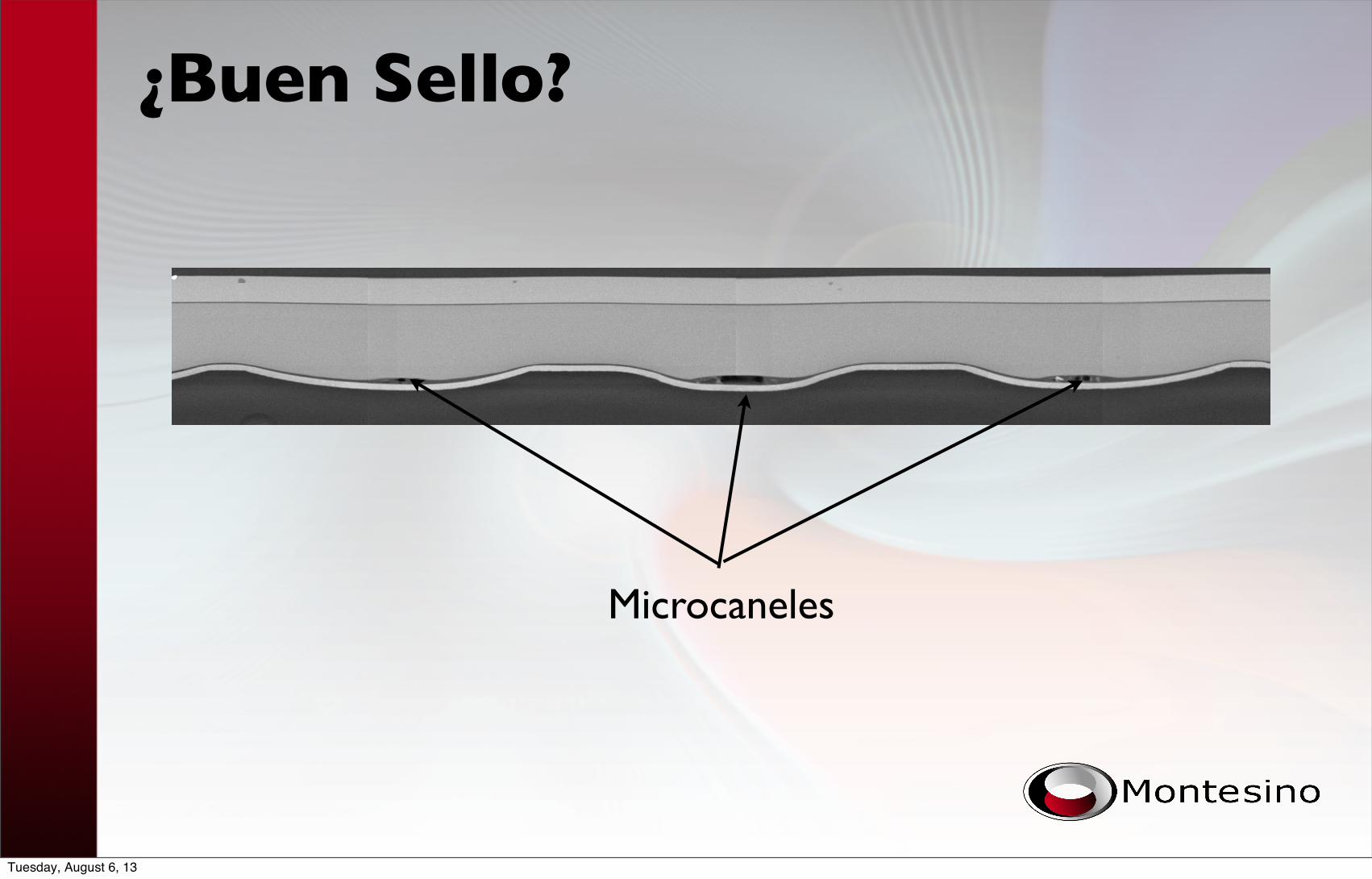
¿Buen Sello?
Microcaneles
Tuesday, August 6, 13
Buen Sellado:Conclusión
Tuesday, August 6, 13
Conclusiones
Buen material + buena máquina + buen proceso (estable) + buen diseño =
BUENA FORMACIÓN
Buen material + buena máquina + buen proceso (estable) + buen diseño =
BUEN SELLADO
Tuesday, August 6, 13
Muchas Gracias!
• A Uds. para su presencia y paciencia
• A Víctor Raineri y todo la gente de ETIF
Tuesday, August 6, 13
Para más información...
Peter J. Schmitt
Montesino Associates, LLC1719 Delaware Avenue, Suite 300
Wilmington, DE 19806 -- U.S.A.
+1 (302) 888 2355 (voice)
+1 (302) 521 3203 (mobile/cell)
http://www.montesino.com
Agradecemos a Amcor Flexibles y Prodieco Pharmaceutical Components por sus ilustraciones (utilizado con permiso)
Tuesday, August 6, 13