Embed Size (px)
Citation preview

Feed Mill Biosecurity: Reducing Risk in the Feed Manufacturing Process
Dr. Jason Woodworth
Kansas State University
Applied Swine Nutrition Team

Biological Hazards & FSMA
• Under FSMA (final rule published Sept. 17, 2015), food animal production plants (feed mills) will need to develop plans to mitigate specific & identified hazards.
• Hazards are defined as “any biological, chemical (including radiological), or physical agent that has the potential to cause illness or injury in humans or animals.”
• Under this definition PEDV could be considered a hazard, but also metal, plastic, mycotoxins, pesticides, etc.
2

What is biosecurity?
• Biosecurity is a holistic concept of direct relevance to the sustainability of agriculture, food safety, and the protection of the environment, including biodiversity. FAO
3

How important is feed mill biosecurity?
• With PEDV, a dose as low as 200 infectious particles in feed has been demonstrated to result in pig infection (Schumacher, Woodworth, Zhang, Gauger et al., 2015 )
• An acutely infected piglet can produce 100,000,000 infectious particles per gram of feces
• Thus, 1 gram of feces from an acutely infected pig could contaminate up to 500 tons of feed with each gram of feed being infectious

Controlling/Minimizing Hazards & Risk
• Preventing entry at receiving (Laura)
– Supplier verification and trust
– Strong quality assurance procedures
– Stringent quality control upon arrival
• Preventing entry from people/vehicles (Laura)
– Dedicated flows and “isolation” areas
• Preventing cross contamination during production
– Housekeeping schedules
– Separated ingredient and finished product areas
– Feed flushing and sequencing
5
Controlling/Minimizing Hazards & Risk • Mitigation of Hazards in the mill
– Dust collection
– Processing (pelleting/temperature)
– Chemical mitigants
• Preventing cross contamination during load-out and delivery – Dedicated load-out areas
– Truck sanitation
– Sequencing loading and delivery
• Assessments (Tim) – Written & detailed biosecurity plan
– Self and/or 3rd party audits/assessments
6

With PEDV in mind…Is feed mill contamination a big issue?
• Study conducted at KSU to determine feed mill surface contamination after processing a PEDV-infected batch of feed.
• 3 replications (days) of a batch of PEDV-inoculated feed mixed, discharged through a bucket elevator and then pelleted.
• 4 sequential PEDV-negative batches processed the same way but not pelleted.
• Environmental swabs collected of equipment and facility surfaces after each batch and analyzed via PCR for detection of PEDV.
7

O.H. Kruse Feed Technology Innovation Center at Kansas State University
• Cargill Feed Safety Research Center
• 3 story BSL-2 Lab
– Air filtration through HEPA filters
– Negative air-pressure
– Shower-out procedure
– Multi-step decontamination

Equipment: Scaled feed mill 9

Open footprint for flexibility 10
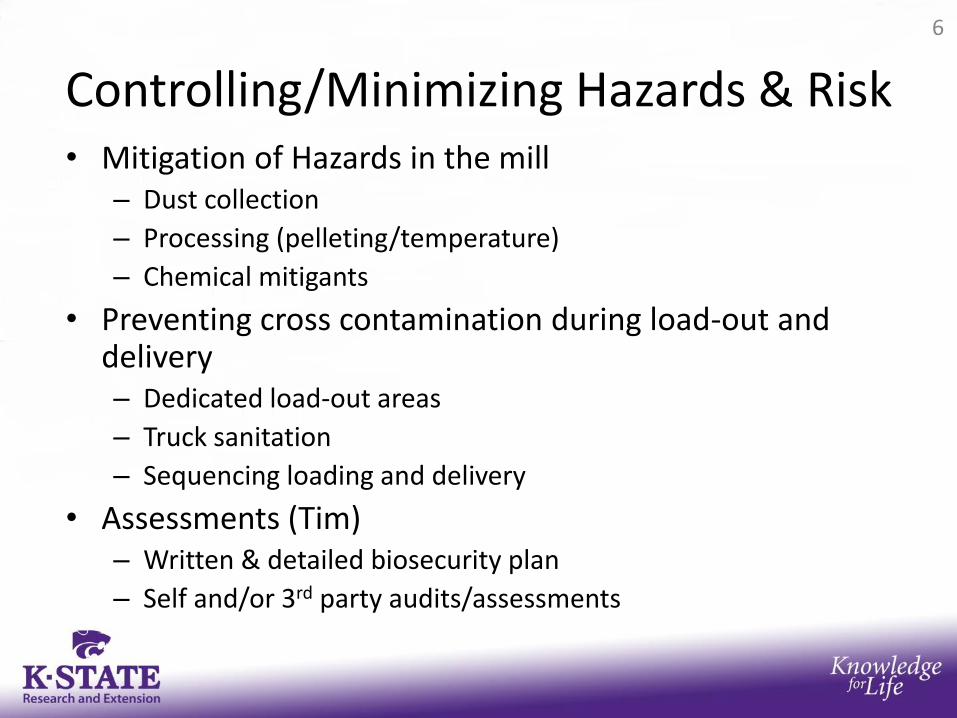
Environmental contamination after processing PEDV-inoculated feed
11
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0Po
siti
ve C
t fo
r P
EDV,
% Zone 1
Zone 2
Zone 3
Zone 1 = direct feed contact surfaces- equipment interiors Zone 2 = surfaces directly adjacent to zone 1 Zone 3 = structural surfaces- floors, walls

Ct of Environmental Swabs
After PEDV diet
After 1st flush diet
After 2nd flush diet
After 3rd flush diet
After 4th flush diet
Direct Feed Contact
Mixer 29.2 33.9 34.9 35.4 34.8
Elevator 30.8 31.8 32.9 32.5 32.1
No Direct Feed Contact
Metal 31.3 31.7 33.4 32.0 33.2
Concrete 33.7 33.9 33.0 32.6 33.2
Rubber 31.9 32.3 33.0 32.7 32.4

The Challenge: Feed mills are a complex system of specialized equipment
13

Feed mills are not necessarily designed with biosecurity in mind
14

Mill Manager Purchasing Agent
Receiving
Operator
Maintenance
Supervisor
Production
Operator
Shift Supervisor
Load Out
Operator
Formulator
Feed Manufacturing: A network of many people
Veterinarian
Nutritionist

Preventing cross contamination during production and delivery
• Flushing & Sequencing
• NPB Sequencing study
– Process a non-PEDV batch of feed to “charge” the system
– Process a PEDV-inoculated batch of feed
– Follow with 4 sequential non-PEDV batches of feed
– Replicate entire process 3 times (3 days)
– Measure cross contamination by PCR and bioassay
16

Sequencing to reduce PEDV Cross Contamination in Feed
After PEDV diet
After 1st seq. feed
After 2nd seq. diet
After 3rd seq. diet
After 4th seq. diet
PEDV Detected in Feed, # of samples
Mixer 9/9 7/9 0 0 0
Elevator 9/9 7/9 2/9 0 0
Ct of Feed when PEDV was Detected
Mixer 31.7 38.1 - - -
Elevator 30.9 37.8 39.0 - -
17
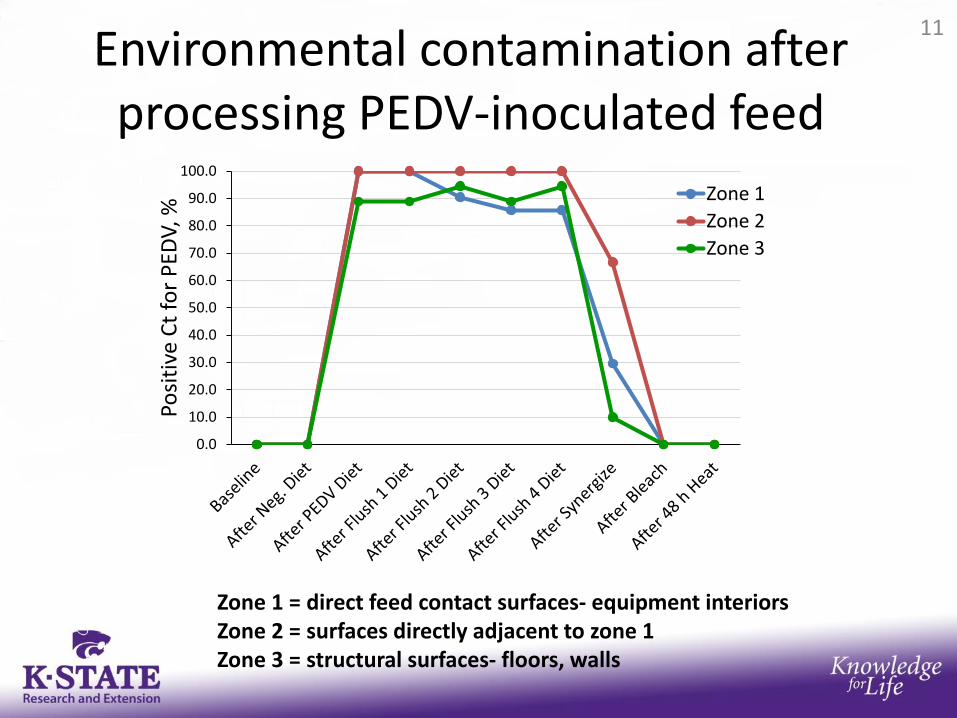
Sequencing to prevent PEDV infectivity 18
Item
Feed inoculum 0 dpi 2 dpi 4 dpi 6 dpi 7 dpi
7 dpi Cecum
PEDV detected in pigs, # of pigs
After non-PEDV feed Neg 0/9 0/9 0/9 0/9 0/9 0/9
After PEDV feed Pos 0/9 9/9 9/9 9/9 9/9 9/9
After Sequence 1 Pos 0/9 1/9 3/9 3/9 4/9 3/9
After Sequence 2 Neg 0/9 1/9 3/9 3/9 3/9 3/9
A total of 3 replications/treatment with 3 pigs/replicate
-Sequencing reduced PEDV detection in feed -However, carry over of infectivity did occur -Concerning that infectivity was demonstrated from feed where RNA was not detected (Ct >45)

“Clean” equipment similar to a commercial mill
19

Surface contamination was present even when PEDV was not detected in feed
Feed Surface
After: Mixer Elevator Mixer Elevator
Neg Feed 0/9 0/9 0/9 0/24
After PEDV feed 9/9 9/9 9/9 24/24
After 1st sequence 7/9 7/9 9/9 24/24
After 2nd sequence 0/9 2/9 6/9 24/24
After 3nd sequence 0/9 0/9 4/9 24/24
After 4th sequence 0/9 0/9 4/9 24/24
20
PEDV detected in feed or surface swabs, # of samples

Preventing cross contamination during production: Housekeeping
21

Mitigation of Hazards
• Dust Collection
22
DO NOT add back to the
feed!
Mitigation of Hazards • Thermal processing: PEDV is known to be heat
sensitive.
• 2 Studies conducted at KSU to determine if pelleting will impact PEDV survivability – Study 1: Measured the effects of increasing
conditioning temperature (155, 175, 195° F) and time (45, 90, 180 s) on PEDV survivability.
– Study 2: Measured the effect of increasing conditioning temperatures (100, 115, 130, 145, or 160 ° F) on PEDV survivability.
23

Study 1: Effect of Conditioning Time and Temperature on PEDv PCR
24
Low Dose PCR Ct Values
Time, sec
Temp, F 45 90 180
155 43 40 45
175 37 40 42
195 40 37 36
Low Dose Feed No processing = 31
High Dose PCR Ct Values
Time, sec
Temp, F 45 90 180
155 30 30 30
175 30 30 30
195 30 31 30
High Dose Feed No processing = 24
No infectivity developed from any of the pelleted diets!

Study 2: Pelleting to prevent PEDV survival
Conditioner temperature, ° F
100 115 130 145 160
PEDV Detected in Feed, % of samples
9/9 9/9 9/9 8/9 8/9
Ct of Feed when PEDV was Detected
32.5 34.6 37.0 36.5 36.7
25
A total of 3 samples collected from each diet from each of 3 replications
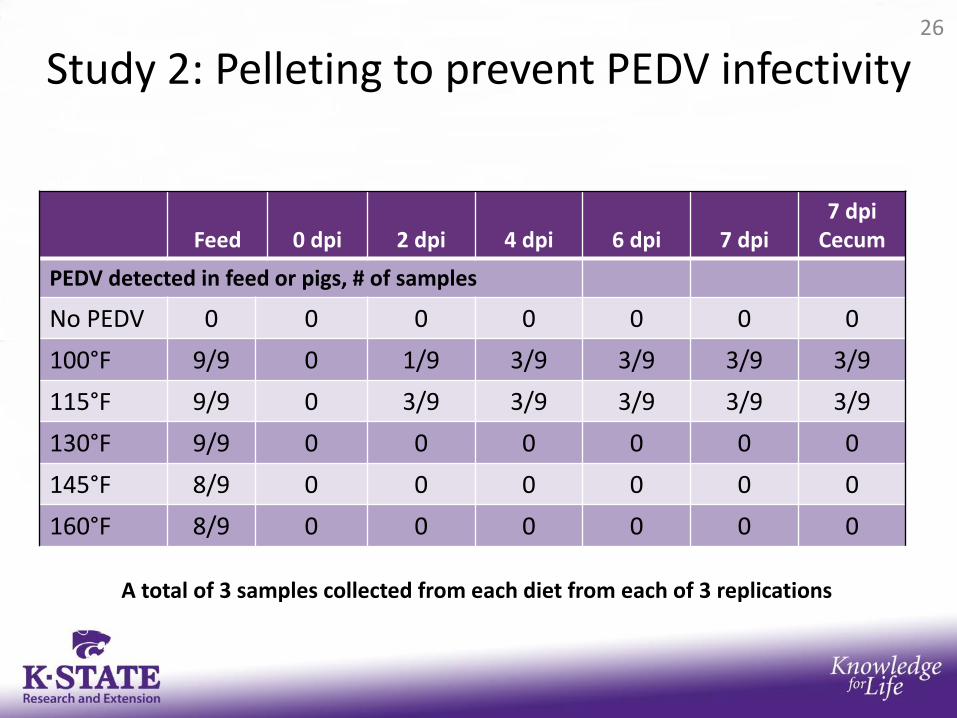
Study 2: Pelleting to prevent PEDV infectivity 26
Feed 0 dpi 2 dpi 4 dpi 6 dpi 7 dpi 7 dpi
Cecum
PEDV detected in feed or pigs, # of samples
No PEDV 0 0 0 0 0 0 0
100°F 9/9 0 1/9 3/9 3/9 3/9 3/9
115°F 9/9 0 3/9 3/9 3/9 3/9 3/9
130°F 9/9 0 0 0 0 0 0
145°F 8/9 0 0 0 0 0 0
160°F 8/9 0 0 0 0 0 0
A total of 3 samples collected from each diet from each of 3 replications
Chemical Mitigation
• Major benefit: Potential residual benefits that could provide protection through feed delivery and at the farm. – Different than pelleting which is a point in time mitigation
step…recontamination can still occur
• Early research suggests that chemical treatment benefits are
ingredient/matrix specific
• Formaldehyde: – Has been shown to be effective by Dee et al. (2014) and Cochrane et
al. (2015)
• Cochrane et la. (2015) also tested other products
27
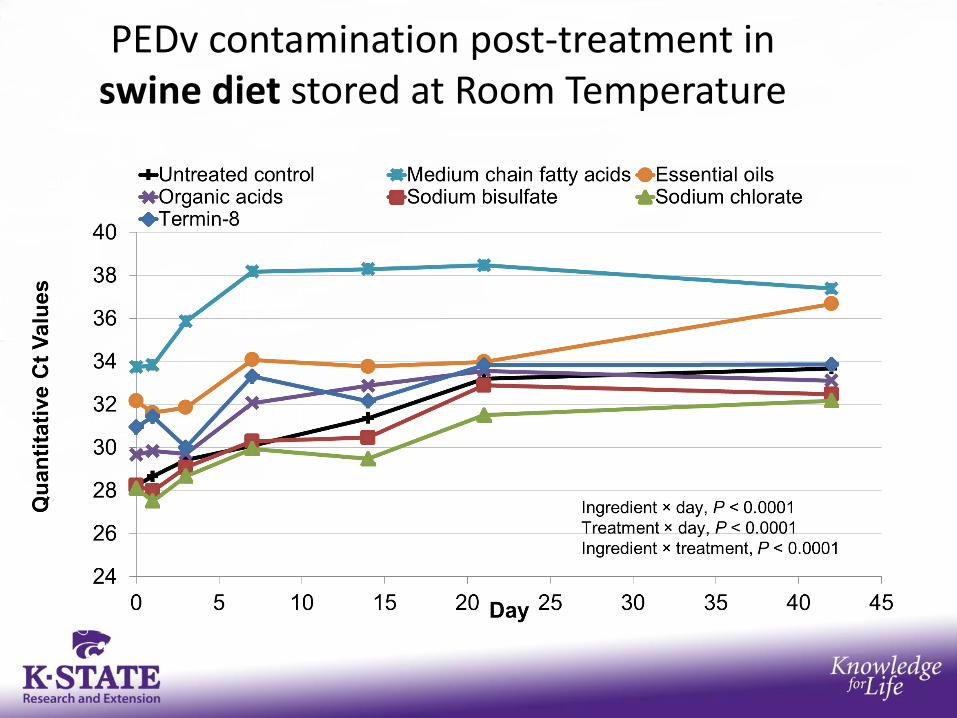
PEDv contamination post-treatment in swine diet stored at Room Temperature
Sow
Feed
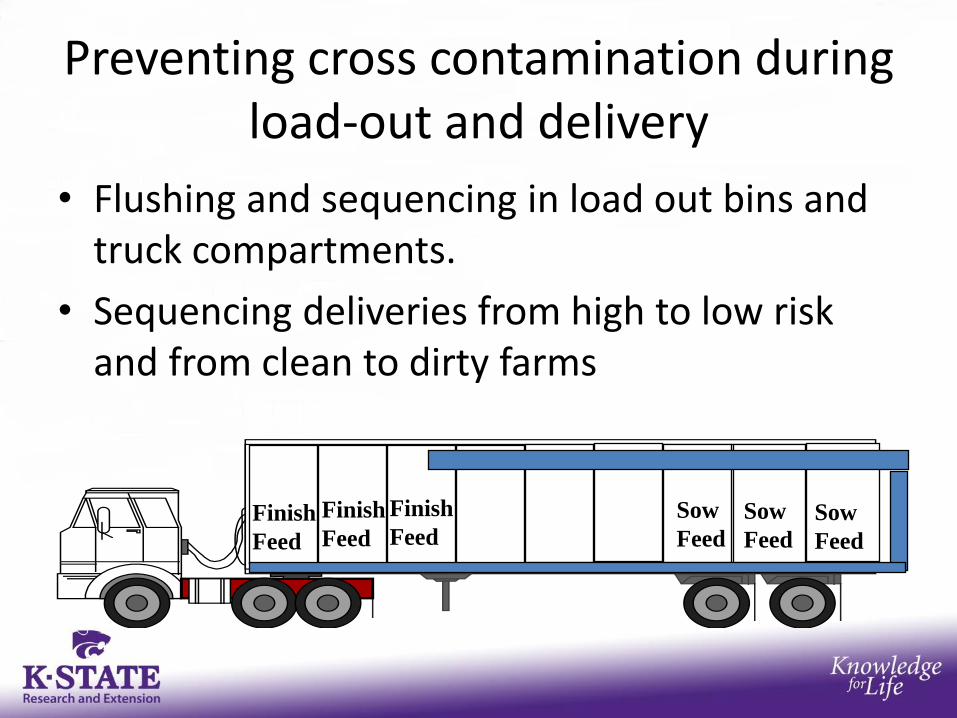
Preventing cross contamination during load-out and delivery
• Flushing and sequencing in load out bins and truck compartments.
• Sequencing deliveries from high to low risk and from clean to dirty farms
Finish
Feed Sow
Feed
Sow
Feed
Finish
Feed
Finish
Feed

Use visual verification to ensure compartments are empty.
Preventing cross contamination during load-out and delivery

Use protective foot ware when exiting trucks at sites
Never enter barns!
Clean and disinfect truck cab area regularly!
Preventing cross contamination during load-out and delivery
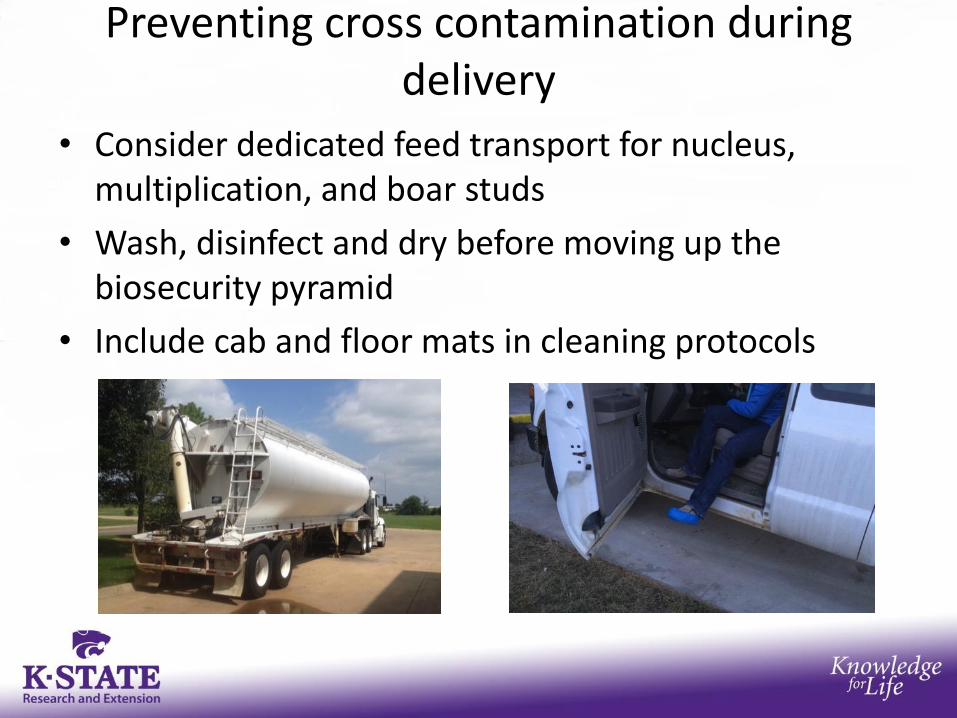
Preventing cross contamination during delivery
• Consider dedicated feed transport for nucleus, multiplication, and boar studs
• Wash, disinfect and dry before moving up the biosecurity pyramid
• Include cab and floor mats in cleaning protocols
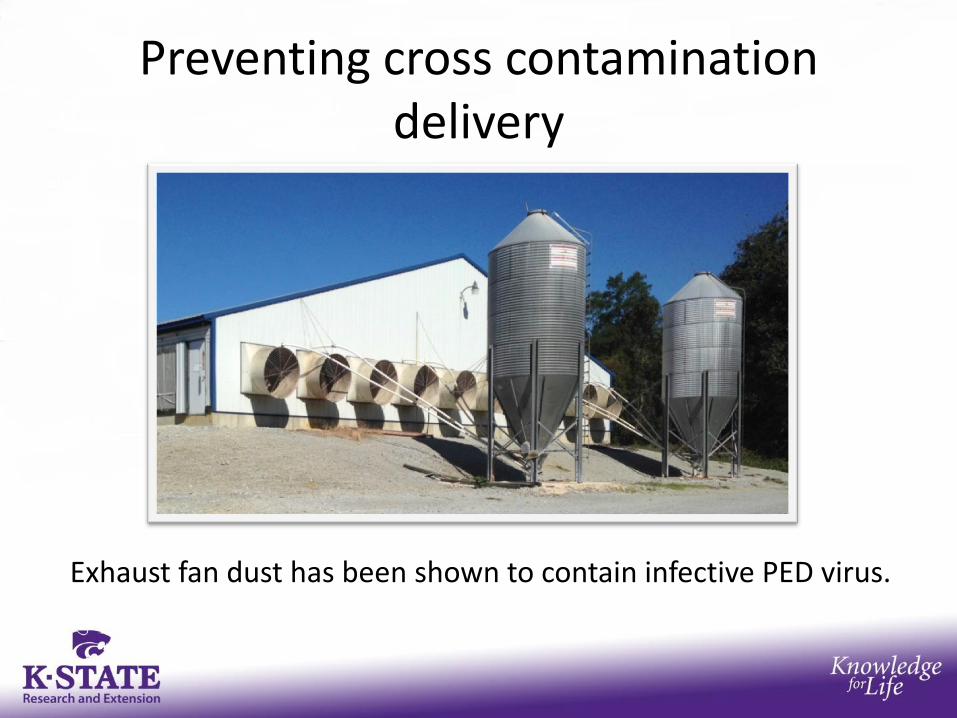
Exhaust fan dust has been shown to contain infective PED virus.
Preventing cross contamination delivery

Conclusions
• Feed mill biosecurity is an evolving concept that involves many people within a complex system.
• Although contamination levels may be low, feed mills are challenging environments to decontaminate.
• #1 goal is to prevent contamination from occurring.
• Feed sequencing, pelleting, & chemical treatment have been shown to be effective mitigation strategies in relation to PEDV.
34

Partners for our PEDV Research
• K-State Applied Swine Nutrition Team – Drs. Schumacher, Dritz, Woodworth, Tokach,
DeRouchey, and Goodband; Jordan Gebhardt
• K-State Grain Science – Drs. Jones, Stark, and Huss; Roger Cochrane
• K-State VDL – Drs. Hesse, Bai, Haus, Anderson, and their team
• Iowa State University VDL – Drs. Main, Zhang, Gauger, and their team
• National Pork Board