Embed Size (px)
DESCRIPTION
Thermal spray coating- study of different thermal spray coating processes, components and steps in spray coating.
Citation preview

SPRAY COATINGS
Submitted by
Jabin Mathew Benjamin
13MY04
Dept. Of Metallurgical Engineering
10/16/2014
1
Dept. of Metallurgical Engineering

Need For Surface Hardening
• Produce surfaces that
▫ wear only a little,
▫ resistant to tarnishing and corrosion,
10/16/2014
2
Dept. of Metallurgical Engineering

Thermal Spray Coating
• A group of coating processes where the coating is
deposited on a prepared substrate by applying a
stream of particles, metallic or nonmetallic, which
flatten more or less forming platelets, called splats,
with several layers of these splats forming the
coating
• Any material on almost any substrate
10/16/2014
3
Dept. of Metallurgical Engineering

Spray Coatings
• Use either axial or radial consumable injection in a high energy flow resulting from combustion or high-velocity gas streams.
• Coating thickness▫ 50 μm to a few mm
• Bonding▫ Substrate surface
undercuts
simple roughening
10/16/2014
4
Dept. of Metallurgical Engineering

Components• An energetic gas flow ▫ An appropriate gun
Devices for feeding, accelerating, heating, and directing the flow of a thermal spray material toward the substrate.
• Feedstock▫ Powder, wire, rod, or cord. ▫ Fed at a velocity allowing the spray gun to melt them
• Auxiliary gas feed ▫ To accelerate atomized molten material into the spray gun
• Controlled atmosphere or a soft vacuum▫ In air, coating oxidation occurs, increasing with the temperature
10/16/2014
5
Dept. of Metallurgical Engineering

Substrate
• Should not be degraded by heat
• Substrate should be roughened for good adhesion
▫ Abrasive blasting – Aluminium Oxide
▫ 2.5 µm roughness optimum
• Difficult to spray hardened steels
• Thin sections prone to distortion during blasting and
heating
10/16/2014
6
Dept. of Metallurgical Engineering

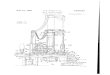
Fig: Components of spray coating system
10/16/2014
7
Dept. of Metallurgical Engineering

Steps In Spray Coating
1. Substrate preparation
2. Generation of the energetic gas flow
3. Particle or wire or rod or cord injection
4. Energetic gas particle or droplet interaction
5. Coating formation
10/16/2014
8
Dept. of Metallurgical Engineering

Thermal Spray Hardening
• Gas Combustion
▫ Oxy fuel process using
Wire feed
Powder feed
Rod feed
Jet / powder feed
Detonation Gun process
• Arc process
▫ Plasma arc with powder feed
▫ Arc spray with wire feed
10/16/2014
9
Dept. of Metallurgical Engineering

Wire Processes
•Wire from reel fed to oxyacetylene
flame
•Metal droplets atomized by air jets
•Atomized metal spray coats substrate
•Gun to substrate distance
10 – 25mm
•Commonly sprayed materials
•Zn, Al for corrosion resistance
•Bronzes for wear resistance
10/16/2014
10
Dept. of Metallurgical Engineering

•Wear application: 1.25mm
•Corrosion resistance: 25µm
•Max thickness : 6mm
•Deposition rate: 93m2 per hour per 25µm
•Flame temperature: 27600C
10/16/2014
11
Dept. of Metallurgical Engineering

Powder Spray
•Powder feed instead of wire
•Oxyacetylene torch modified for powder feed
•No high pressure air to assist atomization; low deposition rate
•Lower bond strength and higher porosity
•Easy method for materials that cannot be made into wire
10/16/2014
12
Dept. of Metallurgical Engineering

More sophisticated equipment uses
compressed air.
Increased atomization.
Higher deposition rate and bond
strength.
Flame temperature: 25000C
Coatings
Carbides
High alloy steels
Ceramics
10/16/2014
13
Dept. of Metallurgical Engineering

Rod Consumable
•Ceramics cannot form flexible wire
•Coatings made of powder; too
friable
•Newly designed ones use solid rod
of ceramic
•Impact velocity: 2.8m/s
•Rod consumables
•Al2O3
•Cr2O3
•Ceramic mixtures
10/16/2014
14
Dept. of Metallurgical Engineering

Detonation Gun (D- Gun)
•Powder fed under small gas pressure
•Explosive mixture of O2 and acetylene
detonated using spark
•Temperature: 38700C
•Detonation: 4 to 8 times per sec; 730 m/s
•N2 gas for flushing detonated gas
•Coating thickness: 75 to 125µm
•Noisy process; done in soundproof room
•For
•Carbides
•Ceramics
•High bond strength and coating density
•Good surface finish
10/16/2014
15
Dept. of Metallurgical Engineering

Combustion Jet Or High Velocity Oxygen Fuel
(HVOF) Process
•Continuous gas combustion jet: heat
source and carrier
•O2 and fuel gas like propylene, H2
•Consumable sprayed as powder to
center of jet stream
•Temperature: 29800C and velocity:
1370 m/s
•45kg per hour deposition rate
•Consumable: Tungsten carbide, cobalt
•High bond strength
•High cost and safety issues involved
10/16/2014
16
Dept. of Metallurgical Engineering

Electric Arc Spraying
•Uses electric arc as heating source
•Uses two consumable wires: higher
deposition rate
•Wires on motor driven feed rolls and
insulated from each other meet at tip of
torch
•After energizing the torch, wires on
contact produce arc
•Arc melts metal and air jet carries it to
substrate
•Wires as large as 1.5mm
•Spraying soft materials for corrosion
resistance; Zn, Al
10/16/2014
17
Dept. of Metallurgical Engineering

Plasma Arc Deposition
• Consumable powder melted and atomized in plasma
▫ Tungsten electrodes and Ar gas
▫ Temperature: 28000oC
10/16/2014
18
Dept. of Metallurgical Engineering

Fig: Paper machine roll coated by NiCrBSi using two powder flame guns (Courtesy of Castoline)
10/16/2014
19
Dept. of Metallurgical Engineering

Fig: (a) PTA-coated tooth of excavator with Ni base coating + WC (25 kg/h) and (b) cross section of the coating (courtesy of Castolin)
10/16/2014
20
Dept. of Metallurgical Engineering

ComparisonProperties Electro/ electroless
plating
CVD PVD Thermal spray
Equipment cost Low Moderate Moderate to high Moderate to high
Operating cost Low Low to
moderate
Moderate to high Low to high
Coating thickness 10 μm–mm 10 μm–mm Very thin to
moderate
50 μm–mm
Adherence Moderate mechanical to
good chemical bond
good chemical
to excellent
diffusion Bond
Moderate
mechanical
to good Chemical
Bond
Good mechanical
bond
Coating materials Metals Metals,
ceramics,
Polymers
Metals, ceramics,
polymers
Metals, cermets,
ceramics,
polymers
Surface finish Moderately coarse
to glossy
Smooth to
glossy
Smooth to glossy Coarse to
Smooth (0.12 µm to
0.5 µm)
10/16/2014
21
Dept. of Metallurgical Engineering

Coating Evaluation• Destructive testing: Tensile shear tests▫ Ends of two strips of desired substrate are sprayed with desired
consumable▫ Coated ends epoxied together▫ Uncoated ends put to tensile tester and pulled to failure▫ If epoxy fails and the coating is intact
Good coatingBond strength as “greater than X”, X- tensile strength of epoxy82 to 138 MPa nominal
• Non-destructive testing▫ Visual inspection
Porosities, impurities, cracks
▫ UT inspection, Thermal imaging
10/16/2014
22
Dept. of Metallurgical Engineering

Comparison Between Spray Processes
• Wire gun▫ Heavy deposits: upto 0.100
inch▫ For steels, brass, bronze
• Powder module▫ Minor shop repairs: upto 0.030
inch▫ For nickel base alloys
• Rod feed▫ Wear resistant coatings: upto
0.020 inch▫ For ceramics
• D-gun▫ Premier coatings: upto 0.010
inch▫ Of hardfacing alloys, carbides▫ Densest coating
• Electric arc▫ Rebuilding large areas with
steels: upto 0.100 inch▫ For Al and Zn
• Plasma arc▫ Applying hardfacing alloys,
repairs: upto 0.015 inch▫ For metals and ceramics
10/16/2014
23
Dept. of Metallurgical Engineering

Applications of Spray Coating
• Wear-resistant coatings against abrasion, erosion
• Corrosion-resistant coatings
• Heat resistant coatings
• Thermal insulation or conduction coatings
• Electromagnetic shielding
• Medical coatings
10/16/2014
24
Dept. of Metallurgical Engineering

Do’s And Don’t’s Of Thermal Spray Coating
• Do’s
• Apply coating to
undercuts to avoid end
chipping
• Hold gun normal while
spraying
• Plug keyways when
coating
• Don’t’s
• Coat end of parts subject
to chipping
• Coat faces subject to
impact
• Spray at an angle < 600
• Coat cutting edges
10/16/2014
25
Dept. of Metallurgical Engineering

Reference
1. Cartier M, Handbook of surface treatments and coatings.
ASME Press, New York, NY, 2003
2. Davis JR, Handbook of thermal spray technology. ASM
International, Materials Park, OH, 2004
3. Chattopadhyay R (2001), Surface wear. ASM International,
Materials Park, OH
4. Kenneth G. Budinski, Surface Engineering for Wear
Resistance, Prentice Hall Inc., 1988, Pg: 221-240.
5. ASM Handbook volume 4, Heat Treatment, 1991.
10/16/2014
26
Dept. of Metallurgical Engineering