Slide 1
MOTIVATION
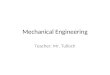
10
CNC lathe
Special purpose
General purpose
Bench lathe
Centre lathe
Manually operated
production
Turret lathe
Capstan lathe
Tool room lathe,etc
Tracer lathe
Most frequently used latheHeavy duty power drive for most tool
movementsSize range 12x24 to 24x48 - can be larger
A bench top model usually of low power used to make precision
machine small work pieces
Look like engine latheGreater accuracyMore versatilityWider
range of speeds and feeds
It is production latheHex turret replaces tailstockMultiple
tools set to machine partHigh production rates Still may require
some operator skill
Turret HeadCapable of performing multiple cutting operations on
the same workpieceTurningBoringDrillingThread cuttingFacingTurret
lathes are very versatileTypes of turret lathesRam-type: ram slides
in a separate base on the saddleSaddle type: more heavily
constructedUsed to machine large workpeiceces
It is production latheUsed for light duty work piecesSmall in
size as compared to turret lathe It also have turret that replaces
tailstockMultiple tools set to machine part Still may require some
operator skill
Turret Head
Hydraulic attachment used to copy the shape of a part from a
master.lathe that has the ability to follow a template to copy a
shape or contour.Machine tools with attachmentsCapable of turning
parts with various contoursA tracer finger follows the template and
guides the cutting toolTracer piece
An automatic lathe is a lathe (usually a metalworking lathe)
whose actions are controlled automatically. Although all
electronically controlled (CNC) lathes are automatic, they are
usually not called by that name, as explained under "General
nomenclature". The first kinds of automatic lathes were
mechanically automated ones
Computer controlledWide variety of process capabilitymultiple
axisIndexing and contouring headOn- line and off- line programming
availableComputer Numerical Controls (CNC)Equipped with one or more
turretsEach turret is equipped with a variety of toolsPerforms
several operations on different surfaces of the work piece
NC controller
Machine Unit
Lathe Basics
Cross Slide
APRON
Half Nut Lever
Friction-clutch Control
Lead Screw
Bed
TAILSTOCK
Carriage Hand WheelTailstock Spindle Clamp
Feed Change Lever
Tool PostCompound RestSaddle
BED WAYS
Motor Drive
Gear Box
Feed Reverse Lever
HEADSTOCK
Spindle Nose
YCCE24
Lathe OperationsTurning: produce straight, conical, curved, or
grooved work pieces
Facing: to produce a flat surface at the end of the part or for
making face grooves.Boring: to enlarge a hole or cylindrical cavity
made by a previous process or to produce circular internal
grooves.Drilling: to produce a hole by fixing a drill in the
tailstock Threading: to produce external or internal
threadsKnurling: to produce a regularly shaped roughness on
cylindrical surfaces 26
Lathe Operations
27
Turning ..Cylindrical job
FacingFlat Surface/Reduce length
Facing operation
Eccentric Turning
Knurling
Grooving ..
Parting ..
Chamfering
Taper TurningTaper:
DrillingDrill cutting tool held in TS feed from TS
Contour TurningInstead of feeding the tool parallel to the axis
of rotation, tool follows a contour that is not necessarily
straight (thus creating a contoured form).Figure ..contour
turning
ThreadingPointed form tool is fed linearly across surface of
rotating workpart parallel to axis of rotation at a large feed
rate, thus creating threads
Figure; threading
Introduction to centre lathe Construction of centre lathe types
of lathe machines Operations of lathe
Lathe is used to turnSquare shape ii) cylindrical shape iii)
irregular shape Size of lathe depends upon followingSize of chuck
and length of bed Distance b/w centres and length of bedIts weight
& length of bed distance b/w centres & swing diameter of
job to be heldWhat are the basic difference b/w turret lathe and
capstan lathe i) Size ii) precision iii) by turret head position
iv) i,iii