Embed Size (px)
Citation preview

8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 1/17
Ashikumar H. Dahat
Samyak B. Godbole
Likesh P. Kapse
Umakant D. Katre
Pratik V. ManapureDasharath D. Meshram
Aniket C. Ozarde
Rajat C. Ramteke
Suraj S. Sarkar
Sumedh S. Somkuwar
Guided By:
Lect. R. P. Badole
Lathe Machine

8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 2/17
Introduction:
Machine tool which spins a block of
material to perform various operations suchas cutting, sanding , knurling, drilling or deformation with tools that are applied tothe work piece to create an object which
has symmetry about an axis or rotation.
Lathe Machine
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 3/17
Lathe Machine
Lathe is a machine, which removes the
metal from a piece of work to therequired shape and size.
Definition
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 4/17
Lathe Machine
Engine Lathe
The most common form of lathe, motor drivenand comes in large variety of sizes and
shapes.Bench Lathe
A bench top model usually of low power used to make precision machine small work
pieces.
Tracer Lathe
a lathe that has the ability to follow a
template to copy a shape or contour.
Types of Lathe

8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 5/17
Lathe Machine
Automatic LatheA lathe in which the work piece is automatically fed
and removed without use of an operator. Cuttingoperations are automatically controlled by asequencer of some form.Turret Lathelathe which have multiple tools mounted on turret
either attached to the tailstock or the cross-slide,which allows for quick changes in tooling and cutting
operations.Computer Controlled LatheA highly automated lathe, where both cutting,
loading, tool changing, and part unloading areautomatically controlled by computer coding.
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 6/17
Lathe Machine
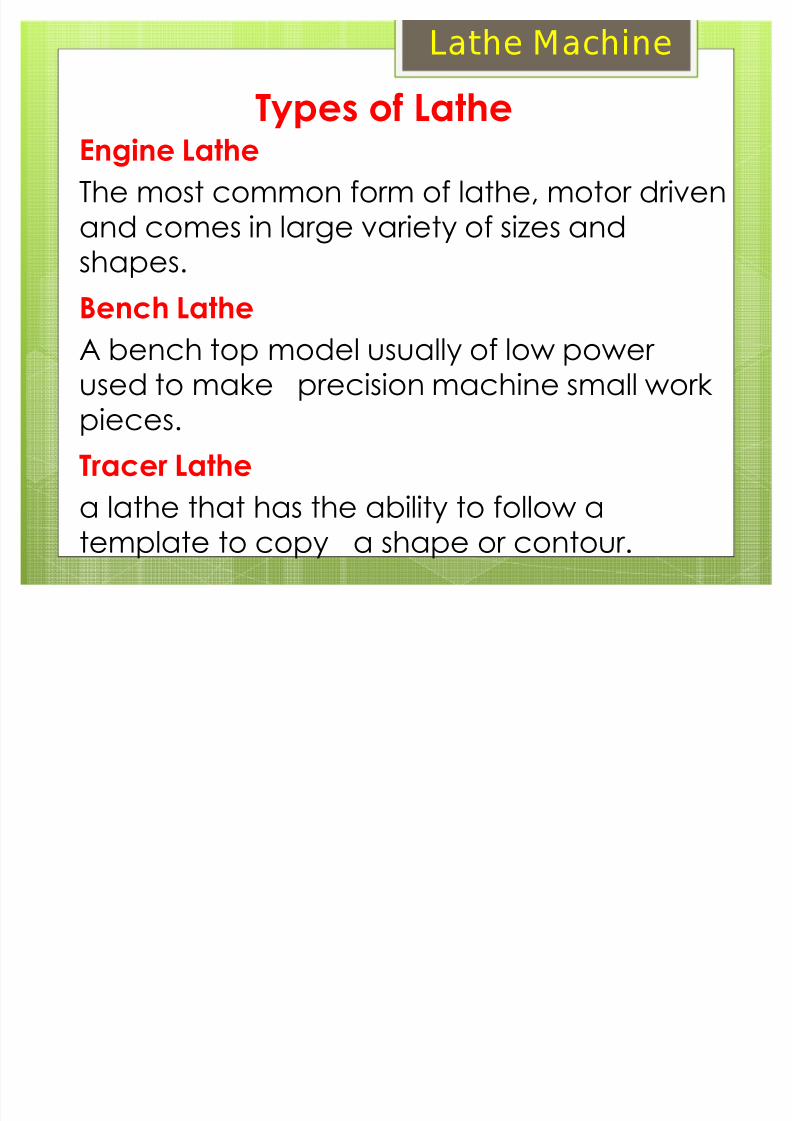
Component Description
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 7/17
Lathe Machine
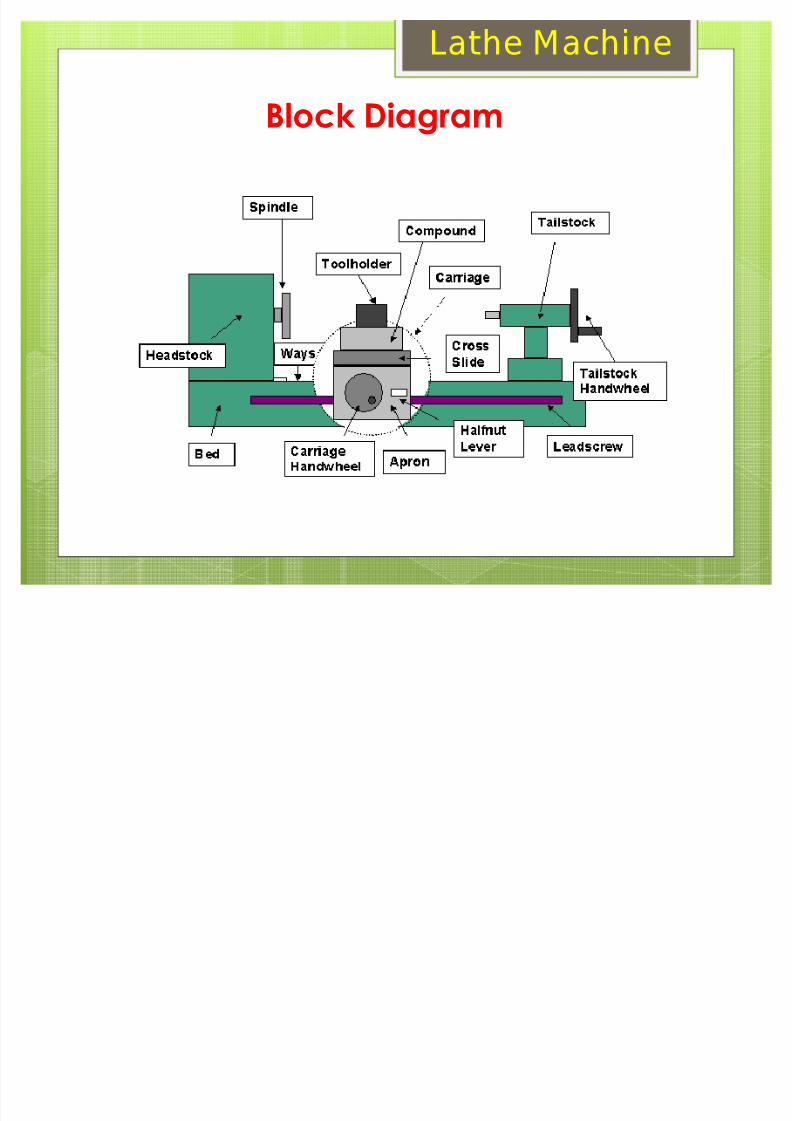
Block Diagram
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 8/17
Lathe Machine
Lathe OperationsTurning: produce straight, conical, curved, or grooved workpieces
acing: to produce a flat surface at the end of the part or for making
face grooves.
Boring: to enlarge a hole or cylindrical cavity made by a previousprocess or to produce circular internal grooves.
Drilling: to produce a hole by fixing a drill in the tailstock
Threading: to produce external or internal threads
Knurling: to produce a regularly shaped roughness on cylindrical
surfaces
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 9/17
Lathe Machine
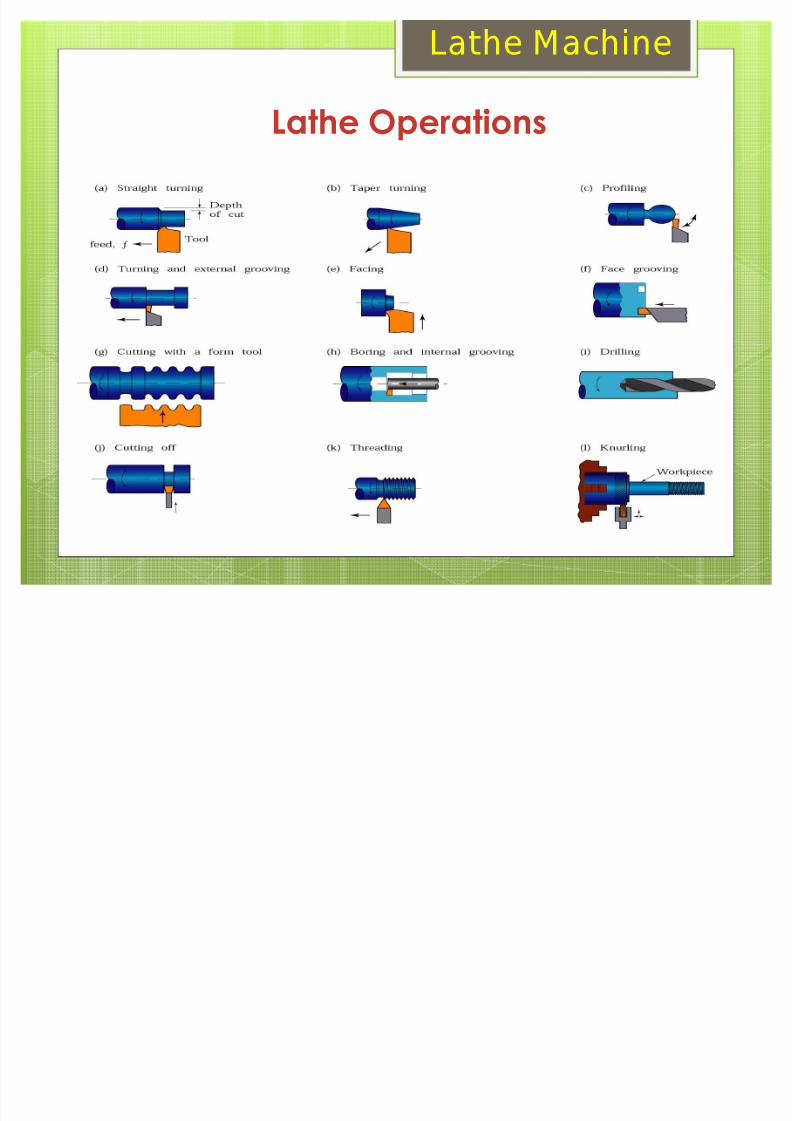
Lathe Operations
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 10/17
Lathe Machine
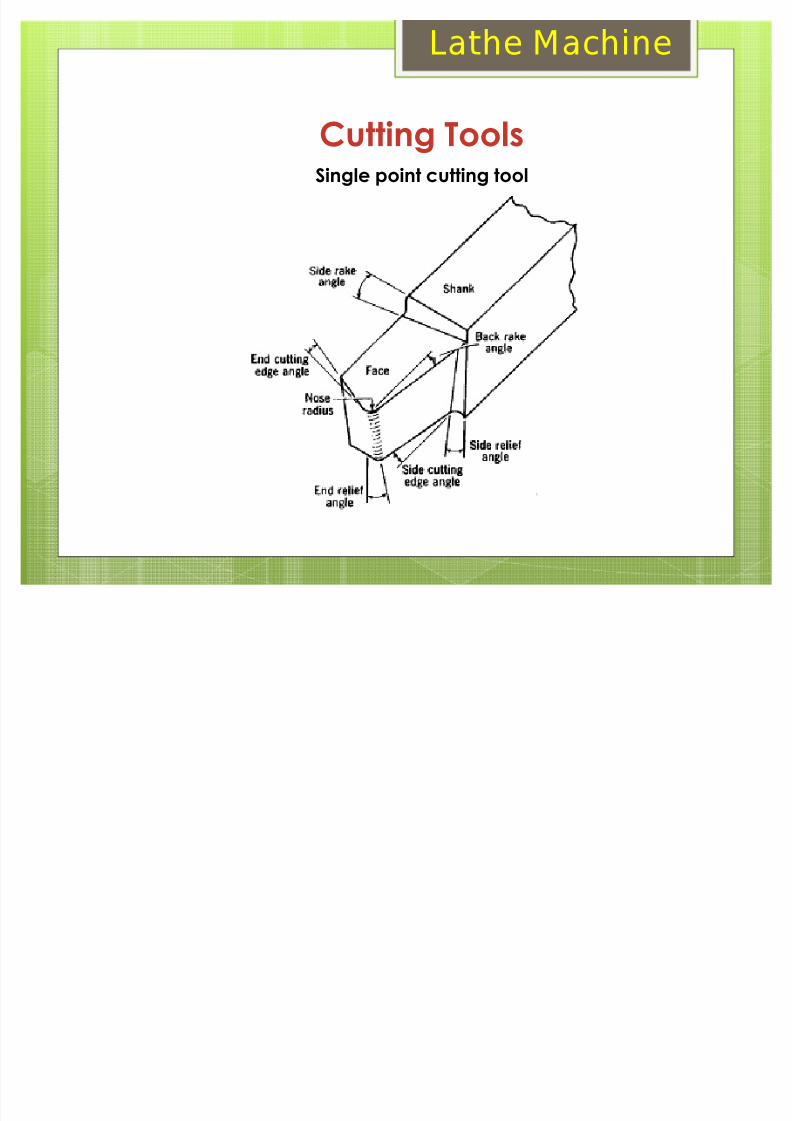
Cutting ToolsSingle point cutting tool

8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 11/17
Lathe Machine
Work Holding Devices
Fig : (a) and (b) Schematic illustrations of a draw-in-type collets. The workpiece is placed inthe collet hole, and the conical surfaces of the collet are forced inward by pulling itwith a draw bar into the sleeve. (c) A push-out type collet. (d) Workholding of a parton a face plate.
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 12/17
12
Cutting Speed}Rate at which point on work circumference travels
past cutting tool
} Always expressed in feet per minute (ft/min) or
meters per minute (m/min)} Important to use correct speed for material
} Too high: cutting-tool breaks down rapidly
} Too low: time lost, low production rates
Cutting Parameters
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 13/17
13
Depth of Cut
}Depth of chip taken by cutting tool and one-half total
amount removed from workpiece in one cut
}Only one roughing and one finishing cut
} Roughing cut should be deep as possible to reducediameter to within .030 to .040 inch or .75 to 1 mm of
size required
} Finishing cut should not be less than .005 inch or .125
mm
Cutting Parameters
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 14/17
14
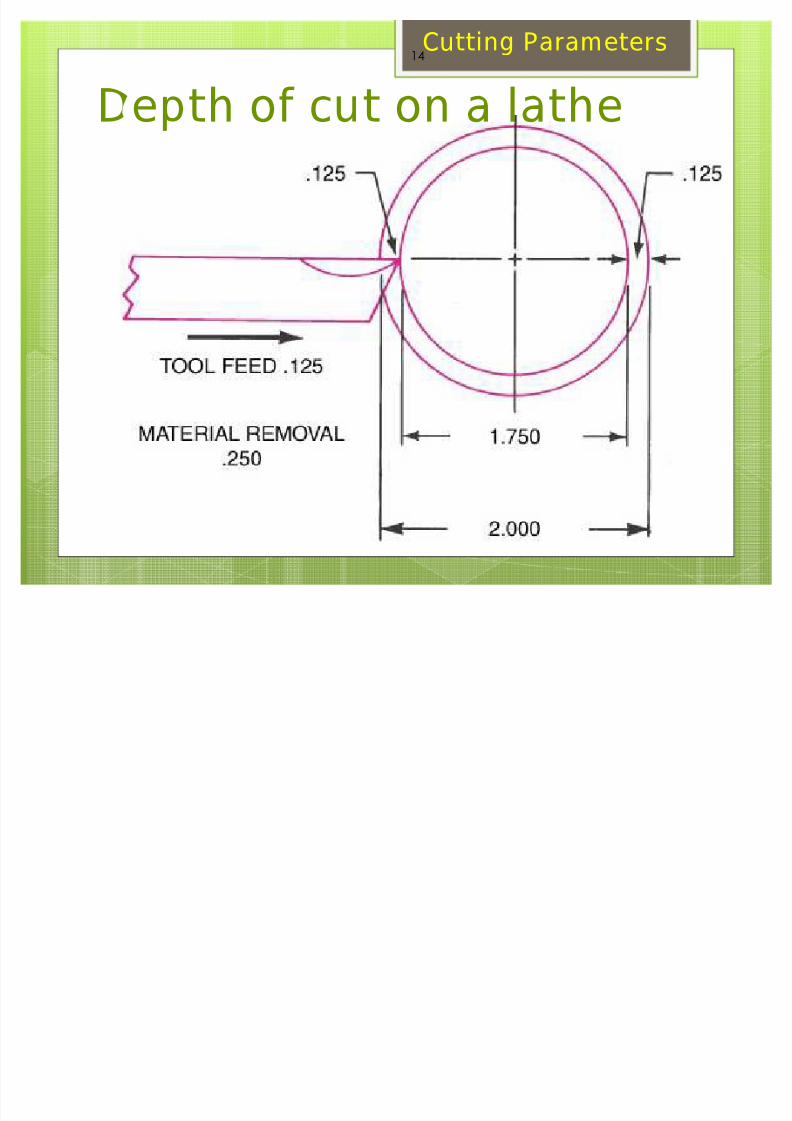
Depth of cut on a lathe
Cutting Parameters
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 15/17
15
Feed Rateeed Rate(Lathe) refers to how fast a lathe-tool
should move through the material being cut. This
is calculated using the Feed Per Revolution for theparticular material. Lathe tools generally haveonly one tooth, so in most cases the FPT and FPRwill be the same. Feed rates will decrease withdull tools, a lack of coolant/lubrication, or deeper
cuts.
Cutting Parameters
8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 16/17
16
Machining Time
} Factors such as spindle speed, feed and depth of
cut must be considered
RPMxfeedrate
cutof lengthdistance Where
rate
distance Time
!
!
!
Cutting Parameters

8/2/2019 Lathe Machine 2003
http://slidepdf.com/reader/full/lathe-machine-2003 17/17