Embed Size (px)
Citation preview

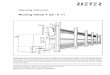
Simplex/Roving Frame/Speed Frame/Fly Frame

View of roving frame

Description :
Model LF 1400 AHigher Production Flyer Speed up to 1400 rpm mechanicallyDelivery speed up to 30 mts/min. for cotton and 40mts/min. for synthetics.Package size 12"/6.5"
User FriendlinessPositive Top & Bottom clearer systemEffective suction system for both top and bottom clearer wasteDual compartment filter boxElectro magnetic device for reliable trough reversalSimplified 3 roller Pneumatic and 4 roller spring loaded Drafting system.Creel up to 7 rows for easy accessibility

features :
Salient Features
Flyer speed up to 1400rpmDelivery speed up to 40 mts/min.Flexibility in drafting systemTop and Bottom clearer device with suction.Number of spindles up to 144
Pneumo stop and Creel stop

Objectives of simplex machine:
Insert small amount of twist to give required
strength of roving.
Wind the twisted roving on to the bobbin.
Attenuation of drawn sliver to form roving of
required count by drafting.
Build the roving in bobbin such a form which will
facilitate handling, withdrawing & transfer to the next
process.

Operation involved in Simplex machine:
•Creeling: To feed the sliver by the help of several
rows of driven rollers to the machine.
•Drafting: To reduce the weight per unit length of
sliver to make it suitable for ring spinning system.
•Twisting: To insert small amount of twist to give
required strength to the roving.

•Building: To build the roving in bobbin such a
form which will facilitate handling, withdrawing &
transfer to the next process.
• Doffing: To replace an empty bobbin at the
place of full bobbin.
•Winding: To wind the twisted roving onto the
bobbin

View of creeling zone in roving frame

View of creeling zone roving frame

View of creeling zone in roving frame

View of Drafting Zone

Manufacturers of simplex machine
There are some manufacturers which
manufacture simplex machine. These are
given below:
Rieter – Switzerland (F 15, F35 etc.)
Toyota – Japan (FL-16, FL-100, FL-200)
Lakhsmi Machinery Works – India
China Textile Machinery Works
Marzoli- Itali etc

Necessity of roving frame
1. The first reason is related to the required draft. Sliver is a thick, untwisted strand that tends to be hairy and to create fly. The draft needed to convert this to a yarn is in the region of 300-500. The drafting arrangements of ring spinning machines, in their current forms, are not capable of processing this strand in a single drafting operation to create a yarn of short-staple fibers that meets all the normal demands on such yarns. The fine , twisted roving is significantly better suited to this purpose

Necessity of roving frame
2.The second reason is that draw frame cans represent the worst conceivable mode of transport and presentation of feed material to the ring spinning frame

Apron
Apron is made of synthetic rubber or leather. It has a circular shape which is flexible and put onto the 2nd rollers (top and bottom) in the drafting system. It has a thickness of about 1mm and held taut by tensioning device.
Figure

Creadle length (mm) Cotton Synthetic
fibres
36 Cotton up to
29-31 mm
40mm
43 Cotton up to
32-39 mm
50mm
50 60mm
•The apron guide and transport the fibres during
drafting and they exert a very significant influence
on the drafting operation.
•The guiding length, refered to as the creadle
length, must be adapted approximately to the
staple length.

Condenser
Feature:•Condensers are mounted on a reciprocating bar behind the drafting arrangement.•The second condenser is provided in break draft field.•And the 3rd one is located in main draft field.
Function:•Spreading sliver masses are condensed to improve evenness and lead to drafting zone.
Advantage: •Reduce the high fly level and hairiness of roving.

Roving hank (Ne) Condenser size (mm)
Below 0.8 10
0.8-1.0 8
1.0-2.5 6
2.5-6 4
:-This also assures better twist and
offers the following effects:-
1.Circular forming roving section
2.Less roving ends down
3.Less fluff
4.Less hairy
Recommended condenser size for rovings

Applying pressure to the top rollers:
Top rollers must be pressed with relatively high force against the lower roller to ensure guidance of the fibres. The range of pressure lies between 100N to 300N per roller (shaft) and they are dependent upon raw material and volume.
Pressure can be applied by the following ways:-
•By dead weight and hook
•By spring (mostly used)
•By pneumatic weighting (most modern)
•By magnetic weighting (Platt Saco lowell)

Advantages of pneumatic pressure:
•Easy adjustment
•Uniform pressure from arm to arm
•Infinite setting
•Pressure range (1.5 bar-5 bar)

Factors considered for roller pressure:
Bulk of the material (coarse or fine): Back zone
contain coarser fibre, so less amount of pressure is
required.
Amount of draft: For higher draft, roller pressure
will be higher.
Type of fibre: Cotton is a soft fibre; that’s why it
requires higher amount of roller pressure

Factors considered for roller distance:
•Bulk of the materials (coarse or fine): for higher bulk of
material the roller should be wider.
•Amount of draft: If the amount of draft increases the roller
distance will be wider.
•Staple length of fibre: for lager fibre roller distance will be
wider.
It should be noted here that the roller have to be set
at such a distance that drafting takes place smoothly
and evenly without producing any kind of
unevenness or irregularity

Drafting zone Roller distance
Front SL (Staple length)+1/16 inch to 1/18 inch
Middle SL+ 1/8 inch to 3/16 inch
Back SL+ ¼ inch to 5/16 inch
Relation between staple length and setting distance:

Factors considered for selection of twist in roving:
1.Staple length of fibre: For higher staple length, twist per
inch is lower because in long fibres lower twist results
sufficient strength.
2.Hank of roving: For higher hank, T.P.I increase.
3.Fineness of materials: when fibre fineness increases,
T.P.I. decreases.
4.Type of materials: Different fibres requires different
amount of twist, e.g. cotton fibres require higher twist
where polyester needs less twist.

Winding
There are two principle of winding:
1.Bobbin leading principle
2.Flyer leading principle

Bobbin leading principle:
•In order to wind the roving on to the bobbin,
bobbin speed must be higher than the flyer speed at
all point of winding.
•As the bobbin dia increases, the winding on speed
must be decreased.
•The reduction of winding on speed must be
reciprocal to the increased dia.
•The reduction of winding on speed must be
constant at all point of winding.

Mathematical expression:
Let,
Front roller delivery= L inch/min
Bobbin speed at any instant point of winding = NB rpm
Spindle speed at any instant point of winding = NS rpm
Bobbin dia at that point of winding = d
So, bobbin circumference = d
Winding on speed, Nw = (NB – NS) rpm
Total winding length / minute = d (NB – NS)
Therefore, L = d (NB – NS)
In this formula, L, & NS are constants. So, with the increase of
bobbin dia, bobbin speed decreases.

Flyer

Flyer
Types of flyer:
a.Spindle mounted flyer (It
gets motion from spindle
b.Closed flyer (conven
tional)
c.Top mounted flyer (It gets
motions from top of the
flyer)

Functions of flyer
Twisting the roving. It gives twist per
revolution.
Guiding the roving in the proper place on
the bobbin during bobbin.
Exert some pressure on the bobbin
which helps to produce a compact
bobbin.
To wind the roving on the bobbin.

http://www.rieter.com/en/rikipedia/articles/spinning-preparation/the-roving-frame/the-operating-zones-of-the-roving-frame/spindle-and-flyer/the-presser-
arm/

Twist insertion:
The flyer inserts twist. Each flyer rotation creates one turn
in the roving. Since the flyer rotation rate is constant, the
twist per unit length of roving depends on the delivery rate.
Higher levels of roving twist always represent production
losses and possibly draft problem in the ring spinning
machine. On the other hand, low twist levels can cause
false draft or even roving breaks during winding.

Bobbin building process:
Bobbin building process is one kind of process of
winding of textile materials i.e. roving, yarn. Roving
is wound on bobbin in conical shape. The conical
shape bobbin can be produced in three ways. These
are given below:
•Roving building process: Simplex machine
•Cop building process: Ring frame machine•Combined process: both of them


Here the traverse length is gradually reduced as the
bobbin build up. When the bobbin is empty, full
traverse length is used and then it is reduced. It is
used in speed frame. In speed frame traverse length
is normally 9”.
Roving building process:

In cop building process the traverse length is fixed and
shorter than roving building. Lifting of bobbin is done,
so that the traverse length is shifted along the bobbin
length. This process is used in ring frame. Normally
traverse length is 70 mm.
Cop building process
Combined building process
In this process the traverse length is larger than that of cop
but shorter than that of roving building. It is the
combination of roving building and cop building. The
traverse length is always fixed.

Building mechanism
Objects or function:
1.To change the position of cone drum belt
2.To change the position of double bevel
3.To reduce the length of poker rod.

Change wheels of speed frame and their effects:
1.Draft change pinion/ D.C.P.
2.Draft constant change pinion/ D.C.C.P.
3.Twist change pinion/ T.C.P.
4.Twist constant change pinion/ T.C.C.P
5.Lifter change pinion/ L.C.P.
6.Ratchet wheel/ R.H.
7.Spindle speed change pinion/ S.S.C.P.

:
Draft change pinion/ D.C.P.:

Effect of DCP:
.
Draft 1 / D.C.P.
Or, Draft = K. 1 / D.C.P.
Or, Draft x D.C.P. = K = Draft Constant
Therefore, Draft = Draft Constant / D.C.P.
•The amount of draft is change by changing D.C.P.
•In speed frame, D.C.P. is in driver position and it controls the speed
of back roller.
•If D.C.P. is larger in size then back roller speed increases and more
materials in feed.
•The speed of front roller remains same, as a result draft will reduce,
because
So, If D.C.P. increases, Draft will decreases.

Faults and Causes:
a) Unequal tapering:
Causes: i. Faulty building motion setting.
ii. Damage in poker wheel teeth.
b) Soft Bobbin:
Causes: i. Low winding on speed.
ii. Low winding on tension.
iii. Less no. threading on the pressure arm of the flyer leg.
c) Excessive roving breakage:
Causes: i. More flyer speed.
ii. Roller lapping.
iii. Too closing setting of drafting roller.
d) Slubs (High/ abnormal thick place):
Causes: i. Bad piecing
ii. Improper setting of drafting roller.
e)Irregular roving (mass per unit length variation).
Causes: i. Improper setting of drafting roller
ii. Fault is top rubber coated rollers.
f) Sloughing off: over lapping of coil of roving.

Recent developments of roving frame/ simplex:
•Higher flyer speed: maximum 2000rpm. 1000~1500rpm is commonly used.
•Improved drafting system: for example, SKF PK1500 and SKF PK1600. Apron drafting, better
control of fibre and draft range 4-20.
•Improved flyer design
•Higher flyer speed: up to 1500 rpm
•Plastic flyer: Light in weight, enables higher flyer speed and less power consumption.
•Top mounted flyer
•No spindle is used; flyer gets drives from the top.
•Suction unit in the drafting zone.
•Data collection system.
•Automatic Tension Control device(ATC)
•Improved building mechanism
•Higher content of roving
•Sliver stop motion
•Roving stop motion
•Separate flyer and bobbin drive
•Over Headed Traveling cleaner(OHTC) is used
•Speed profile
•Desired doff length can be achieved
•False twister
•Equal angle of roving
•Computerized monitor
•Inching motion
•Gearing in the oil bath for smooth running of the machine and high production.

Production Calculation
•Feeding Rate = π * D(dia of back roller) * Rpm(back roller)•Delivery Rate = π * D(dia of front roller) * Rpm(front roller)•TPI = TM
•TPI = spindle speed________________ • Delivery rate or F.R delivery in inches/min•Production(lbs/hr) = front roll delivery * 60 * 1 * ŋ• 36 * 840 * count•Production(lbs/hr) = flyer rpm * 60 * No. of spindles * ŋ• TPI * Hank roving * 36 * 840

Relation between TPI , TM & Count
TPI = TM*
(Direct system).
(Indirect system)
= TM/TPI

Roving count (Ne) TM
0.8-1 1.3
1.1-1.2 1.2
1.3-1.5 1.1
1.6-2.0 1
2.1-4 0.9

Findout the production per shift of a modern speed frame at 85% efficiency
to produce 1.5 hank roving. Assume necessary parameters.
Given, Efficiency=85%, Roving hank=1.5Ne
= 1.1*
No. of spindle = 120, Spindle speed = 1200 rpm.
Production =
Spindle speed*no. of spindle*hr*shift*efficiency / TPI*36*840* hank
= 1200*120*60*8*0.85/ 1.34*36*840*1.5
= 96.6 lbs/shift (Ans)
Let, TM = 1.1
TPI = TM
=1.34