Embed Size (px)
Citation preview
A three-dimensional analytical cutting force model
for micro end milling operation
M.T. Zaman, A. Senthil Kumar*, M. Rahman, S. Sreeram
Department of Mechanical and Production Engineering, National University of Singapore, 10 Kent Ridge Crescent, Singapore, Singapore 119260
Received 4 April 2005; accepted 13 May 2005
Available online 11 August 2005
Abstract
In the present day manufacturing arena one of the most important fields of interest lies in the manufacturing of miniaturized components.
End milling with fine-grained carbide micro end mills could be an efficient and economical means for medium and small lot production of
micro components. Analysis of the cutting force in micro end milling plays a vital role in characterizing the cutting process, in estimating the
tool life and in optimizing the process. A new approach to analytical three-dimensional cutting force modeling has been introduced in this
paper. The model determines the theoretical chip area at any specific angular position of the tool cutting edge by considering the geometry of
the path of the cutting edge and relates this with tangential cutting force. A greater proportion of the helix face of the cutter participating in
the cutting process differs the cutting force profile in micro end milling operations a bit from that in conventional end milling operations. This
is because of the reason that the depth-of-cut to tool diameter ratio is much higher in micro end milling than the conventional one. The
analytical cutting force expressions developed in this model have been simulated for a set of cutting conditions and are found to be well in
harmony with experimental results.
q 2005 Published by Elsevier Ltd.
Keywords: Micro end milling; Analytical cutting force model; Theoretical chip area
1. Introduction
Micro end milling process was initially applied in the
electronic and aerospace industry and later was brought into
biomedical industry, however, with the rapid miniaturiza-
tion of a variety of products including regular utility
products have led to its implementation in the regular
manufacturing sector.
It is very important to study the dynamics of cutting
forces in any machining process for proper planning and
control of machining process and for the optimization of the
cutting conditions to minimize production costs and times.
Cutting force analysis plays a vital role in studying the
various characteristics of a machining process, viz. the
dynamic stability, positioning accuracy of the tool with
respect to the work piece, roughness of the machined
surface and form errors of the machined component, etc. [1].
0890-6955/$ - see front matter q 2005 Published by Elsevier Ltd.
doi:10.1016/j.ijmachtools.2005.05.021
* Corresponding author. Tel.: C65 68746800.
E-mail address: [email protected] (A.S. Kumar).
The analysis of cutting force dynamics in milling operation
started from the work of Martellotti [2] in 1941 which was
followed by that of Sabberwal et al. [3] in which the local
normal cutting force was related to the width of the chip by a
set of cutting coefficients and based on which cutting force
pulsations in slab and face milling were studied. Later on
Kline et al. [4] proposed a mechanistic cutting force model
by considering the helix face of the cutter as an aggregation
of small discrete disks along the axis and subsequently
described the effect of cutter run out in terms of the cutting
forces and kinematics. A different cutting force model using
frictional coefficient, normal pressure coefficient and chip
flow angle was proposed by Yucesan et al. [5]. But it was the
work of Tlusty and McNeil [6] in 1975 that first gave
analytical expressions for cutting forces in End milling
operations in which the tangential component of the cutting
force is considered to be proportional to the cutting area
which is a function of the chip thickness and the radial force
is empirically related to the tangential force. In the later
years, many others, viz. Yellowley et al. [7], Yucesan et al.
[5], Li Zheng et al. [1] and others have come up with three-
dimensional mechanistic cutting force models considering
various aspects in conventional end milling operations.
International Journal of Machine Tools & Manufacture 46 (2006) 353–366
www.elsevier.com/locate/ijmactool
Nomenclature
j helix angle
fi instantaneous angular position of the tool
(independent variable)
fE entry angle
fF exit angle
Ai instantaneous theoretical area of the chip cut by
the flank face, mm2
APi instantaneous theoretical chip area, mm2
(dependent variable)
D diameter of the tool, mm
d axial depth-of-cut, mm
Ft tangential cutting force, N
Fr radial cutting force, N
Fa axial cutting force, N
Fxi instantaneous cutting force in feed direction, N
Fyi instantaneous cutting force in normal direction,
N
Fzi instantaneous cutting force in axial direction, N
Fci instantaneous resultant cutting force, N
FcH resultant cutting force in horizontal plane, N
FE maximum flank engagement angle, ZfFKfE
f feed rate, mm/min
H ideal axial depth-of-cut at total flank
engagement
Km specific cutting force, N/mm2
n spindle speed (RPM)
q Fr/Ft
r radius of the tool, mm
x immersion ratio (% of tool diameter, D)
y feed per revolution, mm/revZf/n
Z no. of teeth on the cutter
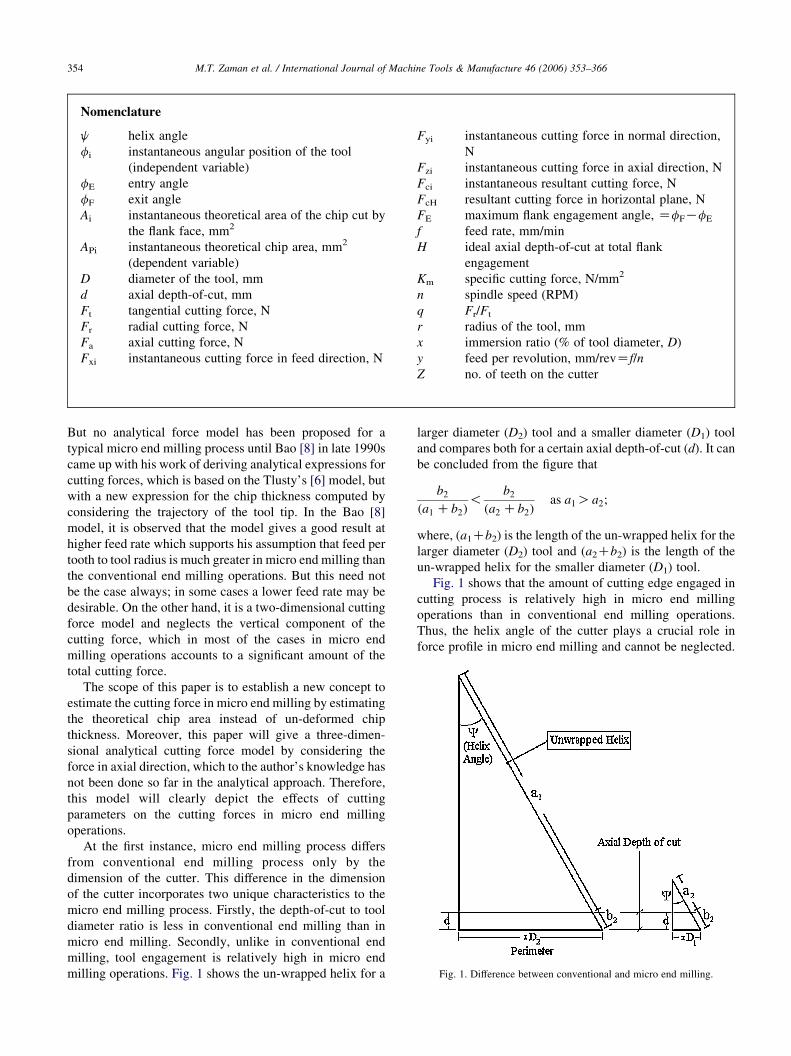
Fig. 1. Difference between conventional and micro end milling.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366354
But no analytical force model has been proposed for a
typical micro end milling process until Bao [8] in late 1990s
came up with his work of deriving analytical expressions for
cutting forces, which is based on the Tlusty’s [6] model, but
with a new expression for the chip thickness computed by
considering the trajectory of the tool tip. In the Bao [8]
model, it is observed that the model gives a good result at
higher feed rate which supports his assumption that feed per
tooth to tool radius is much greater in micro end milling than
the conventional end milling operations. But this need not
be the case always; in some cases a lower feed rate may be
desirable. On the other hand, it is a two-dimensional cutting
force model and neglects the vertical component of the
cutting force, which in most of the cases in micro end
milling operations accounts to a significant amount of the
total cutting force.
The scope of this paper is to establish a new concept to
estimate the cutting force in micro end milling by estimating
the theoretical chip area instead of un-deformed chip
thickness. Moreover, this paper will give a three-dimen-
sional analytical cutting force model by considering the
force in axial direction, which to the author’s knowledge has
not been done so far in the analytical approach. Therefore,
this model will clearly depict the effects of cutting
parameters on the cutting forces in micro end milling
operations.
At the first instance, micro end milling process differs
from conventional end milling process only by the
dimension of the cutter. This difference in the dimension
of the cutter incorporates two unique characteristics to the
micro end milling process. Firstly, the depth-of-cut to tool
diameter ratio is less in conventional end milling than in
micro end milling. Secondly, unlike in conventional end
milling, tool engagement is relatively high in micro end
milling operations. Fig. 1 shows the un-wrapped helix for a
larger diameter (D2) tool and a smaller diameter (D1) tool
and compares both for a certain axial depth-of-cut (d). It can
be concluded from the figure that
b2
ða1 Cb2Þ!
b2
ða2 Cb2Þas a1Oa2;
where, (a1Cb2) is the length of the un-wrapped helix for the
larger diameter (D2) tool and (a2Cb2) is the length of the
un-wrapped helix for the smaller diameter (D1) tool.
Fig. 1 shows that the amount of cutting edge engaged in
cutting process is relatively high in micro end milling
operations than in conventional end milling operations.
Thus, the helix angle of the cutter plays a crucial role in
force profile in micro end milling and cannot be neglected.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366 355
And because of this, a proportionately significant amount of
force is observed in the axial direction, which cannot be
overlooked. This model, therefore, provides an analytical
expression for the axial force as well making it a three-
dimensional model.
The proposed model can be used to simulate the cutting
forces accurately in a micro end milling process and can be
used effectively to monitor the tool wear. In the following
part of the paper, the developed force model is presented,
the differences between the existing models and the new
model are outlined and the simulated results are compared
with the experimental results.
Fig. 2. Schematic of the tool motions.
2. Cutting force model
This model is based on the cutting force model for
conventional end milling operations given by Tlusty and
Macneil [6] in which the tangential cutting force is assumed
to be proportional to the cutting area, which is considered as
a product of the chip thickness and the width of the chip or
the radial depth-of-cut. However, in the developed model,
the cutting area, which is nothing, but the theoretical chip
area is computed directly by considering the path of the tool
cutting edge. The assumptions of the developed model are
as follows:
Assumption 1. Instantaneous tangential component (Fti) of
the cutting force is proportional to the instantaneous
theoretical chip area (Api) [6,8]. The tangential component
of the cutting force acts in three-dimensional space in micro
end milling operation.
Fti Z KmApi; (1)
where, Km is a proportionality constant or specific force
(Pa).
Assumption 2. Instantaneous radial component (Fri) of the
cutting force is proportional to the instantaneous tangential
component (Fti) [6,8].
Fri Z qFti; (2)
where, q is proportionality constant.
Assumption 3. Instantaneous axial component (Fai) of
cutting force is the vertical component of the instantaneous
tangential force (Fti).
Fai Z Fti cosfðp=2ÞKjg (3)
where, j is the helix angle of the cutter.
Assumption 4. Machine tool dynamics, frictional and
temperature effects have been neglected and the tool is
assumed to be perfectly sharp. Since the ranges of feed per
tooth (10–20 mm) used in the current study on micro end
milling operations are comparatively higher than the cutter
edge radii (1.359 mm (for 0.5 mm dia end mill), 1.944 mm
(for a 1.0 mm dia end mill) and 2.524 mm (for a 2.0 mm dia
end mill)) of the micro end mills used, the effect of the cutter
edge radius has been neglected.
2.1. Instantaneous theoretical chip area
In the developed model, the theoretical chip area is
obtained by considering the tool work piece relative motion
and the helix of the cutter. Fig. 2 schematically shows the
cutting process in micro end milling operation. It is a two
fluted micro end milling cutter rotating in the clock-wise
direction and the direction of the feed is such that down
milling is taking place. The process has a radial depth-of-cut
(x) and an axial depth-of-cut (d). Two faces of the tool cut
the material, one is the flank face of the tool and the other is
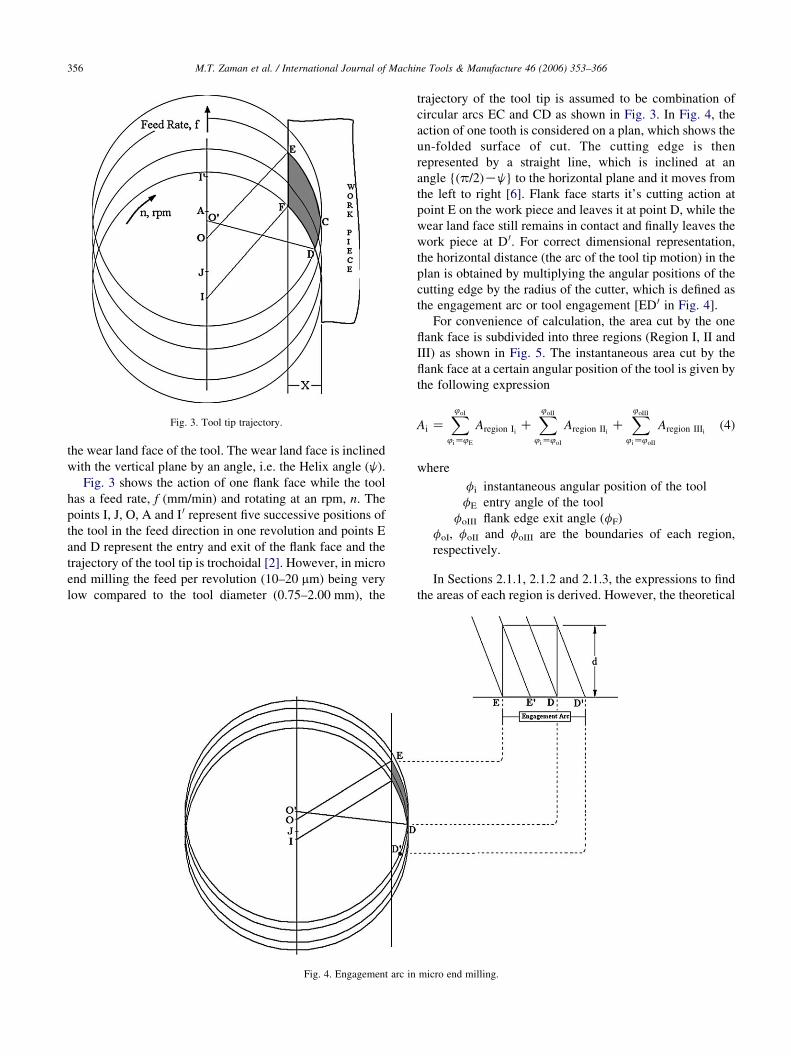
Fig. 3. Tool tip trajectory.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366356
the wear land face of the tool. The wear land face is inclined
with the vertical plane by an angle, i.e. the Helix angle (j).
Fig. 3 shows the action of one flank face while the tool
has a feed rate, f (mm/min) and rotating at an rpm, n. The
points I, J, O, A and I 0 represent five successive positions of
the tool in the feed direction in one revolution and points E
and D represent the entry and exit of the flank face and the
trajectory of the tool tip is trochoidal [2]. However, in micro
end milling the feed per revolution (10–20 mm) being very
low compared to the tool diameter (0.75–2.00 mm), the
Fig. 4. Engagement arc in
trajectory of the tool tip is assumed to be combination of
circular arcs EC and CD as shown in Fig. 3. In Fig. 4, the
action of one tooth is considered on a plan, which shows the
un-folded surface of cut. The cutting edge is then
represented by a straight line, which is inclined at an
angle {(p/2)Kj} to the horizontal plane and it moves from
the left to right [6]. Flank face starts it’s cutting action at
point E on the work piece and leaves it at point D, while the
wear land face still remains in contact and finally leaves the
work piece at D 0. For correct dimensional representation,
the horizontal distance (the arc of the tool tip motion) in the
plan is obtained by multiplying the angular positions of the
cutting edge by the radius of the cutter, which is defined as
the engagement arc or tool engagement [ED 0 in Fig. 4].
For convenience of calculation, the area cut by the one
flank face is subdivided into three regions (Region I, II and
III) as shown in Fig. 5. The instantaneous area cut by the
flank face at a certain angular position of the tool is given by
the following expression
Ai ZX4oI
4iZ4E
Aregion IiC
X4oII
4iZ4oI
Aregion IIiC
X4oIII
4iZ4oII
Aregion IIIi(4)
where
fi instantaneous angular position of the tool
fE entry angle of the tool
foIII flank edge exit angle (fF)
foI, foII and foIII are the boundaries of each region,
respectively.
In Sections 2.1.1, 2.1.2 and 2.1.3, the expressions to find
the areas of each region is derived. However, the theoretical
micro end milling.
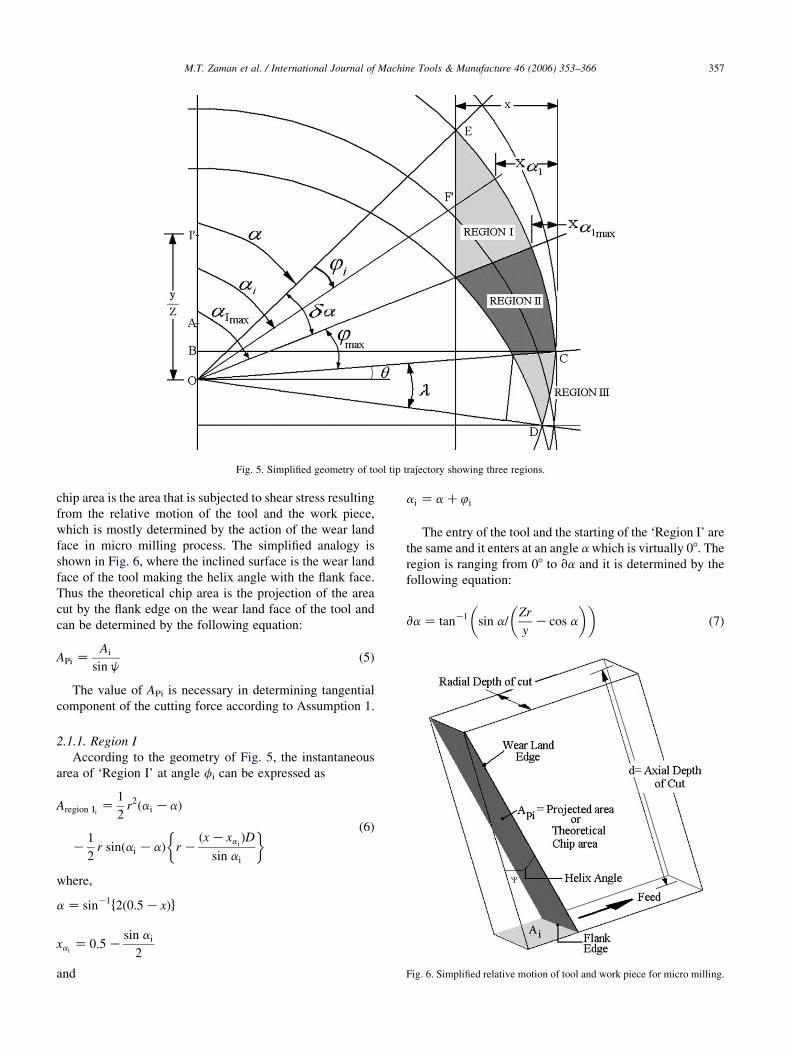
Fig. 5. Simplified geometry of tool tip trajectory showing three regions.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366 357
chip area is the area that is subjected to shear stress resulting
from the relative motion of the tool and the work piece,
which is mostly determined by the action of the wear land
face in micro milling process. The simplified analogy is
shown in Fig. 6, where the inclined surface is the wear land
face of the tool making the helix angle with the flank face.
Thus the theoretical chip area is the projection of the area
cut by the flank edge on the wear land face of the tool and
can be determined by the following equation:
APi ZAi
sin j(5)
The value of APi is necessary in determining tangential
component of the cutting force according to Assumption 1.
Fig. 6. Simplified relative motion of tool and work piece for micro milling.
2.1.1. Region I
According to the geometry of Fig. 5, the instantaneous
area of ‘Region I’ at angle fi can be expressed as
Aregion IiZ
1
2r2ðai KaÞ
K1
2r sinðai KaÞ r K
ðx KxaiÞD
sin ai
� � (6)
where,
a Z sinK1f2ð0:5 KxÞg
xaiZ 0:5 K
sin ai
2
and
ai Z a C4i
The entry of the tool and the starting of the ‘Region I’ are
the same and it enters at an angle a which is virtually 08. The
region is ranging from 08 to va and it is determined by the
following equation:
va Z tanK1 sin a=Zr
yKcos a
� �� �(7)

M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366358
Thus according to Eq. (1), ‘Region I’ ranges from fEZ00
to
4oI Z va Z tanK1 sin a. Zr
yKcos a
� �� �:
2.1.2. Region II
The expression to find instantaneous area at any position
of ‘Region II’ at any instantaneous angular position of tool
fi can be determined from Fig. 5 and can be expressed as
Aregion IIiZ
1
2r24i K
1
2r K
ðx Kx4iÞD
sinðaImaxC4iÞ
� �
!sin 4i r Kðx KxaImax
ÞD
sin aImax
� � (8)
where,
x4iZ 0:5 K
sinðaImaxC4iÞ
2;
xaImaxZ 0:5 K
sin aImax
2
and
aImaxZ a Cva Z tanK1 sin a=
Zr
yKcos a
� �� �Ca:
The ‘Region II’ ranges from 4iZaImaxZ4oI to
4i Z4max Z4oII; where, fmax can be determined from the
following equation
4max Z 90+ KsinK1 yð90+ KaÞ
180+ !D
� �Ka: (9)
2.1.3. Region III
Because of the very small dimension of this region, the
area is defined by a single quantity instead of defining it with
respect to angular displacement. The region starts at the end
of region II and extends by an angle l. From Fig. 5, the area
and the angular width of the region can be estimated from
the following equation:
AregionIII Z1
2
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffir2K
y
2Z cosq
� 2� �s
!y
2Z cosq
� K
ry
2Z cosq
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffir2K y
2Z cosq
� �2n or
8>><>>:9>>=>>;
(10)
and,
lZsinK1 y
ZDcosq
� (11)
where the symbols have their usual meaning.
2.1.4. Calculation of instantaneous theoretical chip area
Using Eqs. (4)–(11), one can easily determine the
theoretical chip area at any instant angular position of the
tool. However, depending on the cutting conditions, there
may be three possible types of un-folded surface of cut
[Types 1–3] as shown in Fig. 7(a)–(c), which has to be
considered before evaluating the theoretical chip area.
If at position D (i.e. at distance ED) of the engagement
arc,
HOd; then Type 1 and
H!d; then Type 2 and
HZd; then Type 3.
where, d is the axial depth-of-cut and H is a corresponding
ideal axial depth-of-cut at maximum flank engagement that
can be determined from DEDB.
The length ED of DEDB (Fig. 7) can be determined
by adding Eqs. (7), (9) and (11) and by multiplying that
with the radius of the tool, which gives the following
equation
ED Z tanK1 sin a=Zr
yKcos a
� �� ��
C90+ Kq Ka CsinK1 y
ZD cos q
� �!ðD=2Þ
(12)
and,
H Z ED!tanð900 KJÞ (13)
where,
a Z sinK1f2ð0:5 KxÞg
q Z sinK1 yð90+ KaÞ
D!180+
� �;
Z is the number of teeth on the cutter,
r is the radius of the tool (D is the diameter),
y is the feed/rev of the tool and
x is the immersion ratio.
According to the un-folded surface of cut as shown in
Fig. 7, Zones I and III are equal in each case, i.e.
EE0 Z DD0 Z fd=tanð90+ KJÞg in Type 1; and
ED Z E0D0 Z fH=tanð90+ KJg in Type 2:
ED Z DD0 Z fd=tanð90+ KJÞg in Type 3:
(14)
The width of engagement arc for Zone II can be
determined by the following equation [for Types 1 and 2]
E0D or DE0 Z fðdeHÞ=tanð90+ KJÞg (15)
Zone II is absent in Type 3, where HZd.
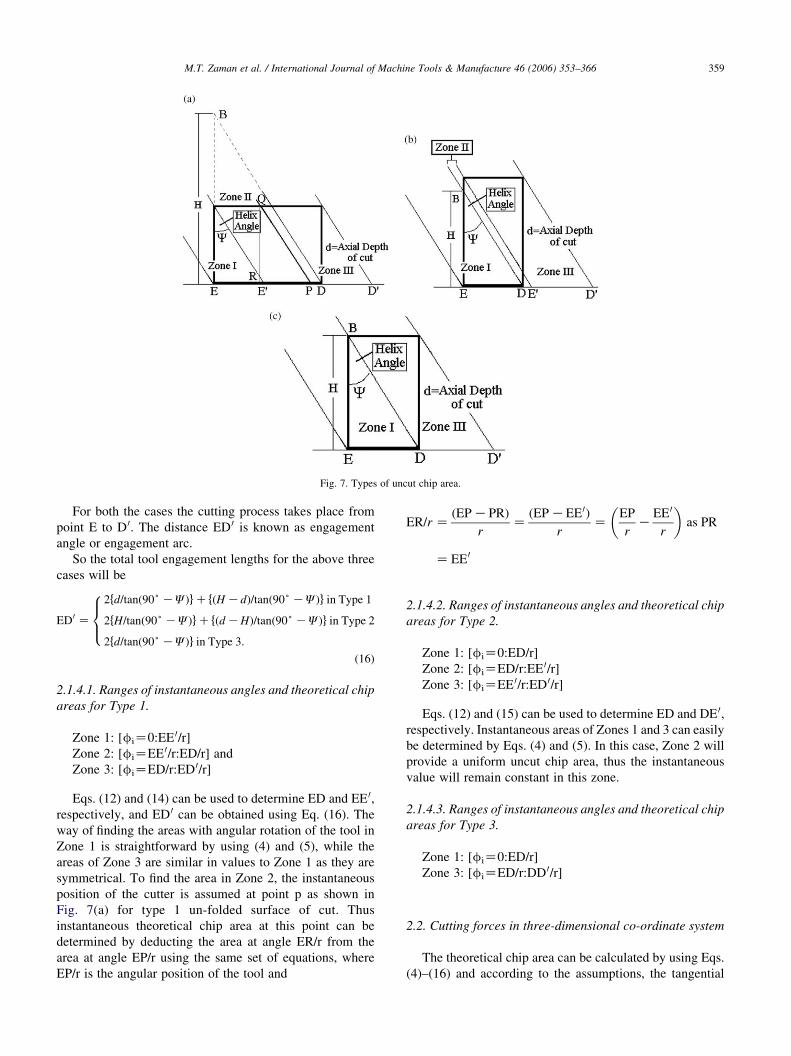
Fig. 7. Types of uncut chip area.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366 359
For both the cases the cutting process takes place from
point E to D 0. The distance ED 0 is known as engagement
angle or engagement arc.
So the total tool engagement lengths for the above three
cases will be
ED0 Z
2fd=tanð90+ KJÞgCfðH KdÞ=tanð90+ KJÞg in Type 1
2fH=tanð90+ KJÞgCfðd KHÞ=tanð90+ KJÞg in Type 2
2fd=tanð90+ KJÞg in Type 3:
8><>:(16)
2.1.4.1. Ranges of instantaneous angles and theoretical chip
areas for Type 1.
Zone 1: [fiZ0:EE 0/r]
Zone 2: [fiZEE 0/r:ED/r] and
Zone 3: [fiZED/r:ED 0/r]
Eqs. (12) and (14) can be used to determine ED and EE 0,
respectively, and ED 0 can be obtained using Eq. (16). The
way of finding the areas with angular rotation of the tool in
Zone 1 is straightforward by using (4) and (5), while the
areas of Zone 3 are similar in values to Zone 1 as they are
symmetrical. To find the area in Zone 2, the instantaneous
position of the cutter is assumed at point p as shown in
Fig. 7(a) for type 1 un-folded surface of cut. Thus
instantaneous theoretical chip area at this point can be
determined by deducting the area at angle ER/r from the
area at angle EP/r using the same set of equations, where
EP/r is the angular position of the tool and
ER=r ZðEP KPRÞ
rZ
ðEP KEE0Þ
rZ
EP
rK
EE0
r
� �as PR
Z EE0
2.1.4.2. Ranges of instantaneous angles and theoretical chip
areas for Type 2.
Zone 1: [fiZ0:ED/r]
Zone 2: [fiZED/r:EE 0/r]
Zone 3: [fiZEE 0/r:ED 0/r]
Eqs. (12) and (15) can be used to determine ED and DE 0,
respectively. Instantaneous areas of Zones 1 and 3 can easily
be determined by Eqs. (4) and (5). In this case, Zone 2 will
provide a uniform uncut chip area, thus the instantaneous
value will remain constant in this zone.
2.1.4.3. Ranges of instantaneous angles and theoretical chip
areas for Type 3.
Zone 1: [fiZ0:ED/r]
Zone 3: [fiZED/r:DD 0/r]
2.2. Cutting forces in three-dimensional co-ordinate system
The theoretical chip area can be calculated by using Eqs.
(4)–(16) and according to the assumptions, the tangential
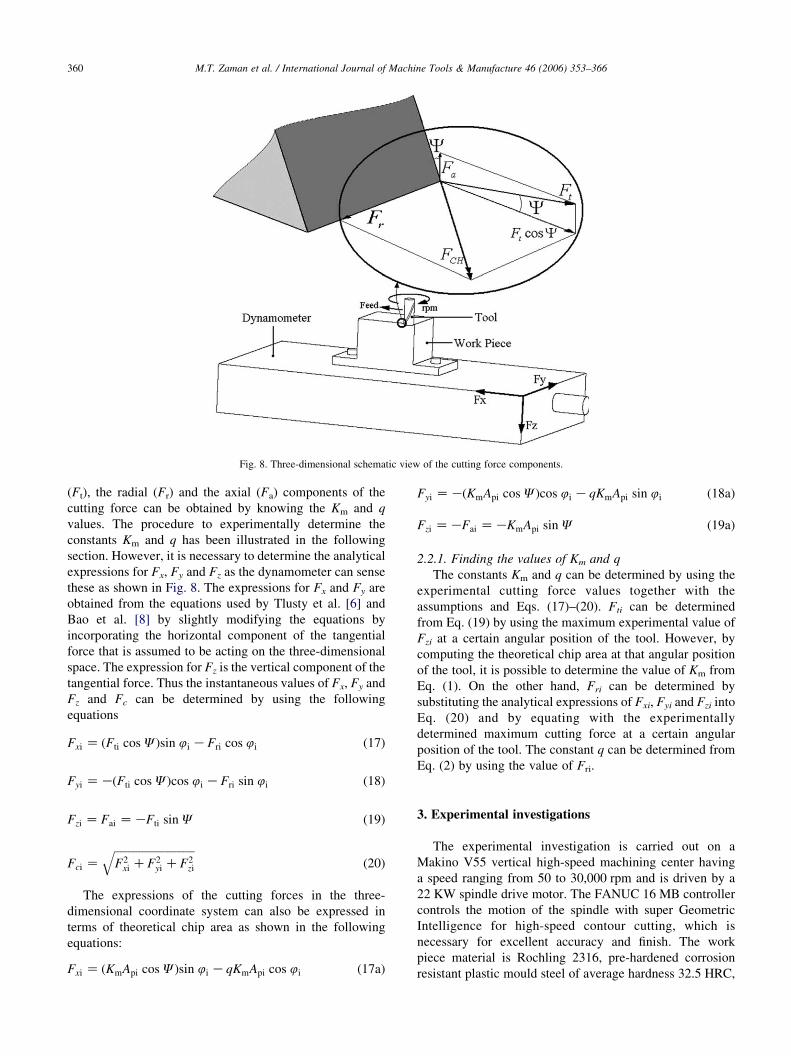
Fig. 8. Three-dimensional schematic view of the cutting force components.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366360
(Ft), the radial (Fr) and the axial (Fa) components of the
cutting force can be obtained by knowing the Km and q
values. The procedure to experimentally determine the
constants Km and q has been illustrated in the following
section. However, it is necessary to determine the analytical
expressions for Fx, Fy and Fz as the dynamometer can sense
these as shown in Fig. 8. The expressions for Fx and Fy are
obtained from the equations used by Tlusty et al. [6] and
Bao et al. [8] by slightly modifying the equations by
incorporating the horizontal component of the tangential
force that is assumed to be acting on the three-dimensional
space. The expression for Fz is the vertical component of the
tangential force. Thus the instantaneous values of Fx, Fy and
Fz and Fc can be determined by using the following
equations
Fxi Z ðFti cos JÞsin 4i KFri cos 4i (17)
Fyi ZKðFti cos JÞcos 4i KFri sin 4i (18)
Fzi Z Fai ZKFti sin J (19)
Fci ZffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiF2
xi CF2yi CF2
zi
q(20)
The expressions of the cutting forces in the three-
dimensional coordinate system can also be expressed in
terms of theoretical chip area as shown in the following
equations:
Fxi Z ðKmApi cos JÞsin 4i KqKmApi cos 4i (17a)
Fyi ZKðKmApi cos JÞcos 4i KqKmApi sin 4i (18a)
Fzi ZKFai ZKKmApi sin J (19a)
2.2.1. Finding the values of Km and q
The constants Km and q can be determined by using the
experimental cutting force values together with the
assumptions and Eqs. (17)–(20). Fti can be determined
from Eq. (19) by using the maximum experimental value of
Fzi at a certain angular position of the tool. However, by
computing the theoretical chip area at that angular position
of the tool, it is possible to determine the value of Km from
Eq. (1). On the other hand, Fri can be determined by
substituting the analytical expressions of Fxi, Fyi and Fzi into
Eq. (20) and by equating with the experimentally
determined maximum cutting force at a certain angular
position of the tool. The constant q can be determined from
Eq. (2) by using the value of Fri.
3. Experimental investigations
The experimental investigation is carried out on a
Makino V55 vertical high-speed machining center having
a speed ranging from 50 to 30,000 rpm and is driven by a
22 KW spindle drive motor. The FANUC 16 MB controller
controls the motion of the spindle with super Geometric
Intelligence for high-speed contour cutting, which is
necessary for excellent accuracy and finish. The work
piece material is Rochling 2316, pre-hardened corrosion
resistant plastic mould steel of average hardness 32.5 HRC,
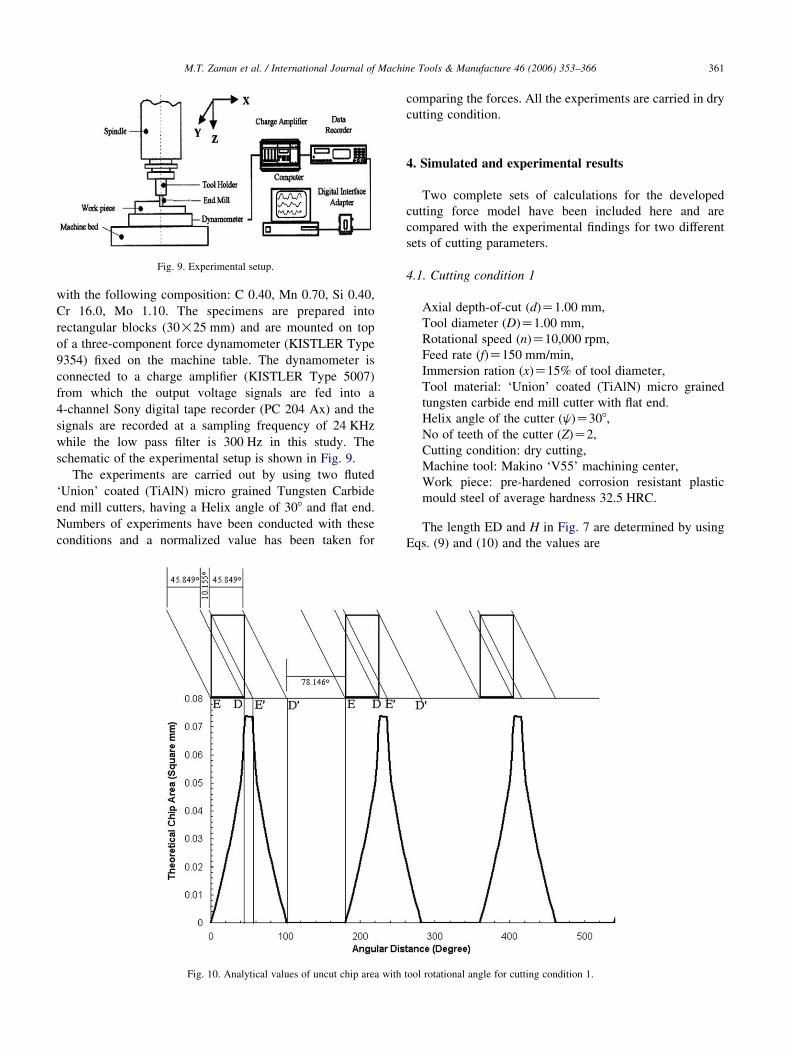
Fig. 9. Experimental setup.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366 361
with the following composition: C 0.40, Mn 0.70, Si 0.40,
Cr 16.0, Mo 1.10. The specimens are prepared into
rectangular blocks (30!25 mm) and are mounted on top
of a three-component force dynamometer (KISTLER Type
9354) fixed on the machine table. The dynamometer is
connected to a charge amplifier (KISTLER Type 5007)
from which the output voltage signals are fed into a
4-channel Sony digital tape recorder (PC 204 Ax) and the
signals are recorded at a sampling frequency of 24 KHz
while the low pass filter is 300 Hz in this study. The
schematic of the experimental setup is shown in Fig. 9.
The experiments are carried out by using two fluted
‘Union’ coated (TiAlN) micro grained Tungsten Carbide
end mill cutters, having a Helix angle of 308 and flat end.
Numbers of experiments have been conducted with these
conditions and a normalized value has been taken for
Fig. 10. Analytical values of uncut chip area with
comparing the forces. All the experiments are carried in dry
cutting condition.
4. Simulated and experimental results
Two complete sets of calculations for the developed
cutting force model have been included here and are
compared with the experimental findings for two different
sets of cutting parameters.
4.1. Cutting condition 1
Axial depth-of-cut (d)Z1.00 mm,
Tool diameter (D)Z1.00 mm,
Rotational speed (n)Z10,000 rpm,
Feed rate (f)Z150 mm/min,
Immersion ration (x)Z15% of tool diameter,
Tool material: ‘Union’ coated (TiAlN) micro grained
tungsten carbide end mill cutter with flat end.
Helix angle of the cutter (j)Z308,
No of teeth of the cutter (Z)Z2,
Cutting condition: dry cutting,
Machine tool: Makino ‘V55’ machining center,
Work piece: pre-hardened corrosion resistant plastic
mould steel of average hardness 32.5 HRC.
The length ED and H in Fig. 7 are determined by using
Eqs. (9) and (10) and the values are
tool rotational angle for cutting condition 1.
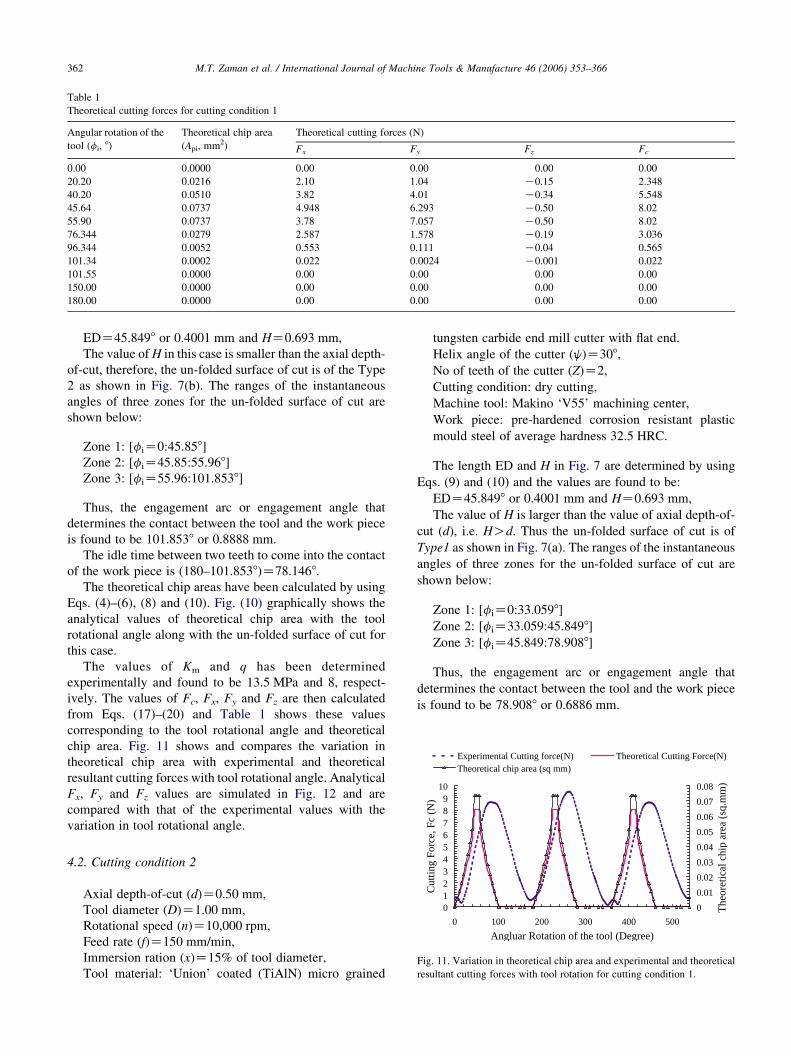
Table 1
Theoretical cutting forces for cutting condition 1
Angular rotation of the
tool (fi, 8)
Theoretical chip area
(Api, mm2)
Theoretical cutting forces (N)
Fx Fy Fz Fc
0.00 0.0000 0.00 0.00 0.00 0.00
20.20 0.0216 2.10 1.04 K0.15 2.348
40.20 0.0510 3.82 4.01 K0.34 5.548
45.64 0.0737 4.948 6.293 K0.50 8.02
55.90 0.0737 3.78 7.057 K0.50 8.02
76.344 0.0279 2.587 1.578 K0.19 3.036
96.344 0.0052 0.553 0.111 K0.04 0.565
101.34 0.0002 0.022 0.0024 K0.001 0.022
101.55 0.0000 0.00 0.00 0.00 0.00
150.00 0.0000 0.00 0.00 0.00 0.00
180.00 0.0000 0.00 0.00 0.00 0.00
789
10
, Fc
(N)
0.05
0.06
0.07
0.08
rea
(sq.
mm
)
Experimental Cutting force(N) Theoretical Cutting Force(N)Theoretical chip area (sq mm)
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366362
EDZ45.8498 or 0.4001 mm and HZ0.693 mm,
The value of H in this case is smaller than the axial depth-
of-cut, therefore, the un-folded surface of cut is of the Type
2 as shown in Fig. 7(b). The ranges of the instantaneous
angles of three zones for the un-folded surface of cut are
shown below:
Zone 1: [fiZ0:45.858]
Zone 2: [fiZ45.85:55.968]
Zone 3: [fiZ55.96:101.8538]
Thus, the engagement arc or engagement angle that
determines the contact between the tool and the work piece
is found to be 101.8538 or 0.8888 mm.
The idle time between two teeth to come into the contact
of the work piece is (180–101.8538)Z78.1468.
The theoretical chip areas have been calculated by using
Eqs. (4)–(6), (8) and (10). Fig. (10) graphically shows the
analytical values of theoretical chip area with the tool
rotational angle along with the un-folded surface of cut for
this case.
The values of Km and q has been determined
experimentally and found to be 13.5 MPa and 8, respect-
ively. The values of Fc, Fx, Fy and Fz are then calculated
from Eqs. (17)–(20) and Table 1 shows these values
corresponding to the tool rotational angle and theoretical
chip area. Fig. 11 shows and compares the variation in
theoretical chip area with experimental and theoretical
resultant cutting forces with tool rotational angle. Analytical
Fx, Fy and Fz values are simulated in Fig. 12 and are
compared with that of the experimental values with the
variation in tool rotational angle.
0123456
0 100 200 300 400 500
Angluar Rotation of the tool (Degree)
Cut
ting
Forc
e
0
0.01
0.02
0.03
0.04
The
oret
ical
chi
p a
Fig. 11. Variation in theoretical chip area and experimental and theoretical
resultant cutting forces with tool rotation for cutting condition 1.
4.2. Cutting condition 2
Axial depth-of-cut (d)Z0.50 mm,
Tool diameter (D)Z1.00 mm,
Rotational speed (n)Z10,000 rpm,
Feed rate (f)Z150 mm/min,
Immersion ration (x)Z15% of tool diameter,
Tool material: ‘Union’ coated (TiAlN) micro grained
tungsten carbide end mill cutter with flat end.
Helix angle of the cutter (j)Z308,
No of teeth of the cutter (Z)Z2,
Cutting condition: dry cutting,
Machine tool: Makino ‘V55’ machining center,
Work piece: pre-hardened corrosion resistant plastic
mould steel of average hardness 32.5 HRC.
The length ED and H in Fig. 7 are determined by using
Eqs. (9) and (10) and the values are found to be:
EDZ45.8498 or 0.4001 mm and HZ0.693 mm,
The value of H is larger than the value of axial depth-of-
cut (d), i.e. HOd. Thus the un-folded surface of cut is of
Type1 as shown in Fig. 7(a). The ranges of the instantaneous
angles of three zones for the un-folded surface of cut are
shown below:
Zone 1: [fiZ0:33.0598]
Zone 2: [fiZ33.059:45.8498]
Zone 3: [fiZ45.849:78.9088]
Thus, the engagement arc or engagement angle that
determines the contact between the tool and the work piece
is found to be 78.9088 or 0.6886 mm.
-1
0
1
2
3
4
5
6
7
8
9
0 100 200 300 400 500
Angular rotation of the tool (deg)
Forc
e (N
)
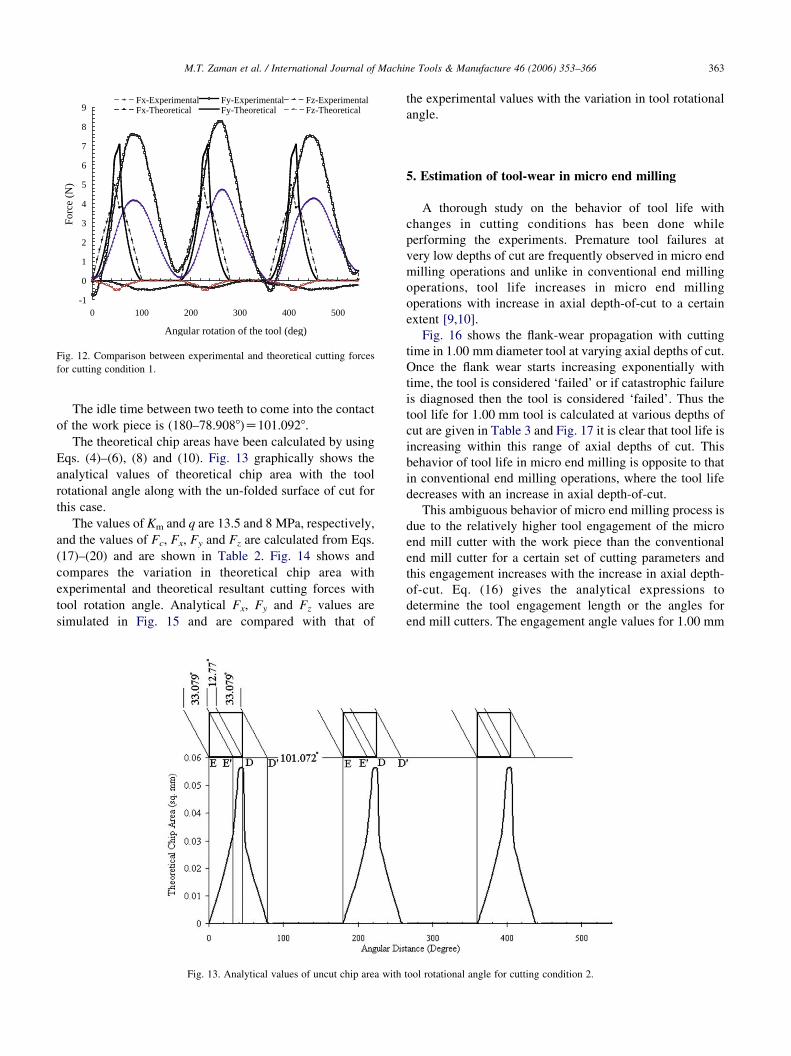
Fx-Experimental Fy-Experimental Fz-ExperimentalFx-Theoretical Fy-Theoretical Fz-Theoretical
Fig. 12. Comparison between experimental and theoretical cutting forces
for cutting condition 1.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366 363
The idle time between two teeth to come into the contact
of the work piece is (180–78.9088)Z101.0928.
The theoretical chip areas have been calculated by using
Eqs. (4)–(6), (8) and (10). Fig. 13 graphically shows the
analytical values of theoretical chip area with the tool
rotational angle along with the un-folded surface of cut for
this case.
The values of Km and q are 13.5 and 8 MPa, respectively,
and the values of Fc, Fx, Fy and Fz are calculated from Eqs.
(17)–(20) and are shown in Table 2. Fig. 14 shows and
compares the variation in theoretical chip area with
experimental and theoretical resultant cutting forces with
tool rotation angle. Analytical Fx, Fy and Fz values are
simulated in Fig. 15 and are compared with that of
Fig. 13. Analytical values of uncut chip area with
the experimental values with the variation in tool rotational
angle.
5. Estimation of tool-wear in micro end milling
A thorough study on the behavior of tool life with
changes in cutting conditions has been done while
performing the experiments. Premature tool failures at
very low depths of cut are frequently observed in micro end
milling operations and unlike in conventional end milling
operations, tool life increases in micro end milling
operations with increase in axial depth-of-cut to a certain
extent [9,10].
Fig. 16 shows the flank-wear propagation with cutting
time in 1.00 mm diameter tool at varying axial depths of cut.
Once the flank wear starts increasing exponentially with
time, the tool is considered ‘failed’ or if catastrophic failure
is diagnosed then the tool is considered ‘failed’. Thus the
tool life for 1.00 mm tool is calculated at various depths of
cut are given in Table 3 and Fig. 17 it is clear that tool life is
increasing within this range of axial depths of cut. This
behavior of tool life in micro end milling is opposite to that
in conventional end milling operations, where the tool life
decreases with an increase in axial depth-of-cut.
This ambiguous behavior of micro end milling process is
due to the relatively higher tool engagement of the micro
end mill cutter with the work piece than the conventional
end mill cutter for a certain set of cutting parameters and
this engagement increases with the increase in axial depth-
of-cut. Eq. (16) gives the analytical expressions to
determine the tool engagement length or the angles for
end mill cutters. The engagement angle values for 1.00 mm
tool rotational angle for cutting condition 2.
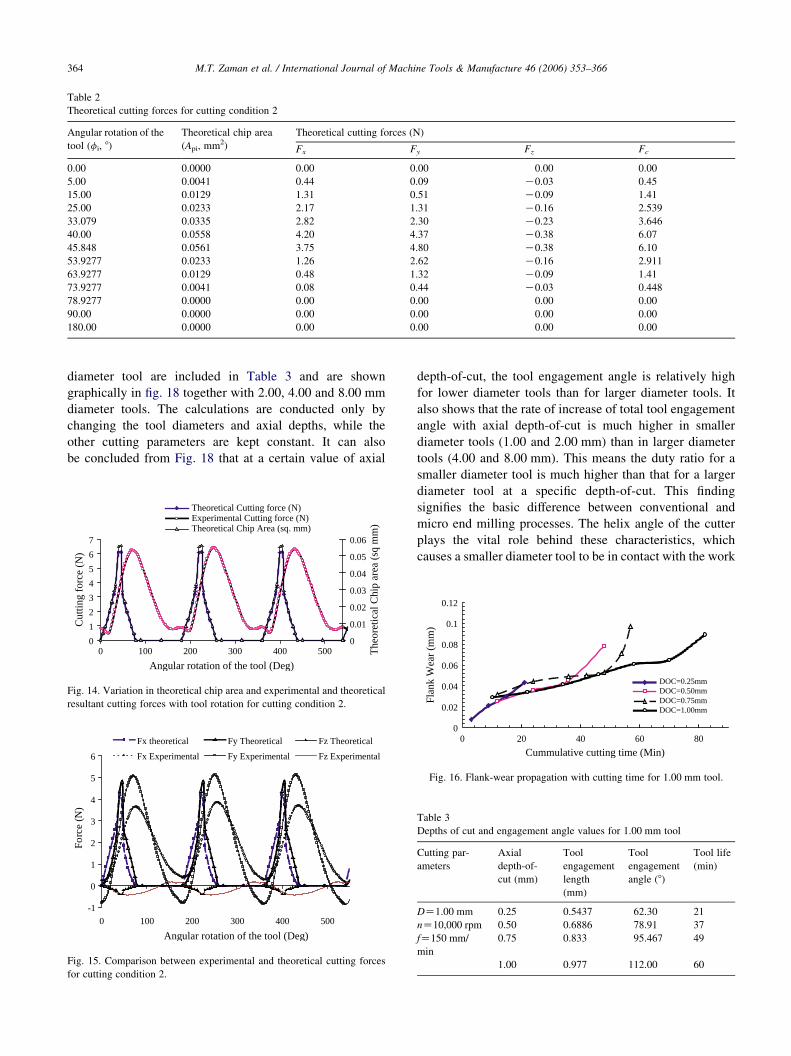
Table 2
Theoretical cutting forces for cutting condition 2
Angular rotation of the
tool (fi, 8)
Theoretical chip area
(Api, mm2)
Theoretical cutting forces (N)
Fx Fy Fz Fc
0.00 0.0000 0.00 0.00 0.00 0.00
5.00 0.0041 0.44 0.09 K0.03 0.45
15.00 0.0129 1.31 0.51 K0.09 1.41
25.00 0.0233 2.17 1.31 K0.16 2.539
33.079 0.0335 2.82 2.30 K0.23 3.646
40.00 0.0558 4.20 4.37 K0.38 6.07
45.848 0.0561 3.75 4.80 K0.38 6.10
53.9277 0.0233 1.26 2.62 K0.16 2.911
63.9277 0.0129 0.48 1.32 K0.09 1.41
73.9277 0.0041 0.08 0.44 K0.03 0.448
78.9277 0.0000 0.00 0.00 0.00 0.00
90.00 0.0000 0.00 0.00 0.00 0.00
180.00 0.0000 0.00 0.00 0.00 0.00
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366364
diameter tool are included in Table 3 and are shown
graphically in fig. 18 together with 2.00, 4.00 and 8.00 mm
diameter tools. The calculations are conducted only by
changing the tool diameters and axial depths, while the
other cutting parameters are kept constant. It can also
be concluded from Fig. 18 that at a certain value of axial
0
1
2
3
4
5
6
7
0 100 200 300 400 500
Angular rotation of the tool (Deg)
Cut
ting
forc
e (N
)
0
0.01
0.02
0.03
0.04
0.05
0.06
The
oret
ical
Chi
p ar
ea (
sq m
m)
Theoretical Cutting force (N)Experimental Cutting force (N)Theoretical Chip Area (sq. mm)
Fig. 14. Variation in theoretical chip area and experimental and theoretical
resultant cutting forces with tool rotation for cutting condition 2.
-1
0
1
2
3
4
5
6
0 100 200 300 400 500
Angular rotation of the tool (Deg)
Forc
e (N
)
Fx theoretical Fy Theoretical Fz Theoretical
Fx Experimental Fy Experimental Fz Experimental
Fig. 15. Comparison between experimental and theoretical cutting forces
for cutting condition 2.
depth-of-cut, the tool engagement angle is relatively high
for lower diameter tools than for larger diameter tools. It
also shows that the rate of increase of total tool engagement
angle with axial depth-of-cut is much higher in smaller
diameter tools (1.00 and 2.00 mm) than in larger diameter
tools (4.00 and 8.00 mm). This means the duty ratio for a
smaller diameter tool is much higher than that for a larger
diameter tool at a specific depth-of-cut. This finding
signifies the basic difference between conventional and
micro end milling processes. The helix angle of the cutter
plays the vital role behind these characteristics, which
causes a smaller diameter tool to be in contact with the work
Table 3
Depths of cut and engagement angle values for 1.00 mm tool
Cutting par-
ameters
Axial
depth-of-
cut (mm)
Tool
engagement
length
(mm)
Tool
engagement
angle (8)
Tool life
(min)
DZ1.00 mm 0.25 0.5437 62.30 21
nZ10,000 rpm 0.50 0.6886 78.91 37
fZ150 mm/
min
0.75 0.833 95.467 49
1.00 0.977 112.00 60
0
0.02
0.04
0.06
0.08
0.1
0.12
0 20 40 60 80
Cummulative cutting time (Min)
Flan
k W
ear
(mm
)
DOC=0.25mmDOC=0.50mmDOC=0.75mmDOC=1.00mm
Fig. 16. Flank-wear propagation with cutting time for 1.00 mm tool.
0
10
20
30
40
50
60
70
50 60 70 80 90 100 110 120
Tool Engagement Angle (Deg)
Tool
Lif
e (m
in)
Fig. 19. Change in tool life with tool engagement angle for a 1.00 mm
diameter tool.
0
10
20
30
40
50
60
70
0.2 0.4 0.6 0.8 1
Axial Depth of cut (mm)
Tool
Lif
e (M
in)
Fig. 17. Change in tool life with axial depth-of-cut in micro end milling for
1.00 mm diameter tool.
30
40
50
60
70
80
90
0 0.5 1 1.5 2 2.5
Axial Depth of cut (mm)
Tool
life
(m
in)
2030405060708090100110120
Tool
eng
agem
ent a
ngle
(D
eg)
Tool Life tor tool diameter = 2.00 mm Tool engagement angle
Fig. 20. Change in tool life with tool engagement angle for 2 mm diameter
tool.
M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366 365
piece for a longer time than a larger diameter tool (while the
other cutting parameters are constant) and thus differentiates
conventional end milling from the micro end milling
process [11]. Fig. 19 is also drawn from results shown in
Table 3, which show the variation of tool life with tool
engagement angle in micro end milling and it is clear that
the tool life is higher at larger tool engagement angle. In
other words, higher the axial depth-of-cut, higher will be the
tool engagement and this will result a higher tool life.
However, it is not only the geometry of the tool, but also the
material property of the work piece that affects the wear
phenomenon of the tool, which is ‘Size effect’ [11]. With
decrease in deformation size the specific cutting energy on
the cutting edge increases there by increasing the wear rate
and may be another reason of premature tool failure at lower
axial depths of cut in micro end milling operations. When
metal is removed by machining, there is a substantial
increase in the specific cutting energy with decrease in un-
deformed chip thickness. The reason for this kind of
behavior is due to the fact that all commercial materials
contain defects such as micro cracks and dislocations and
when the size of the material to be removed is reduced the
probability of having such defects in the cutting zone
decreases causing an increase in specific cutting energy.
In the study on ‘size effect’ by Oxley [12], he stated that a
reduction in chip thickness increases shear-strain that results
in an increase in shear flow stress and specific cutting
energy. When the volume of the material to be removed is
30405060708090
100110120
0.2 0.4 0.6 0.8 1 1.2 1.4 1.6Axial Depth of Cut (mm)
Tool
Eng
agem
ent
Ang
le (
deg)
Tool Diameter = 1.00 mmTool Diameter = 2.00 mmTool Diameter = 4.00 mmTool Diameter = 8.00 mm
Fig. 18. Variation in tool engagement angle with axial depth-of-cut for
different diameter tools.
small, the material shows obvious signs of the basic
inhomogeneous character of strain, resulting in a rise in
the mean flow stress thus increasing the specific cutting
energy.
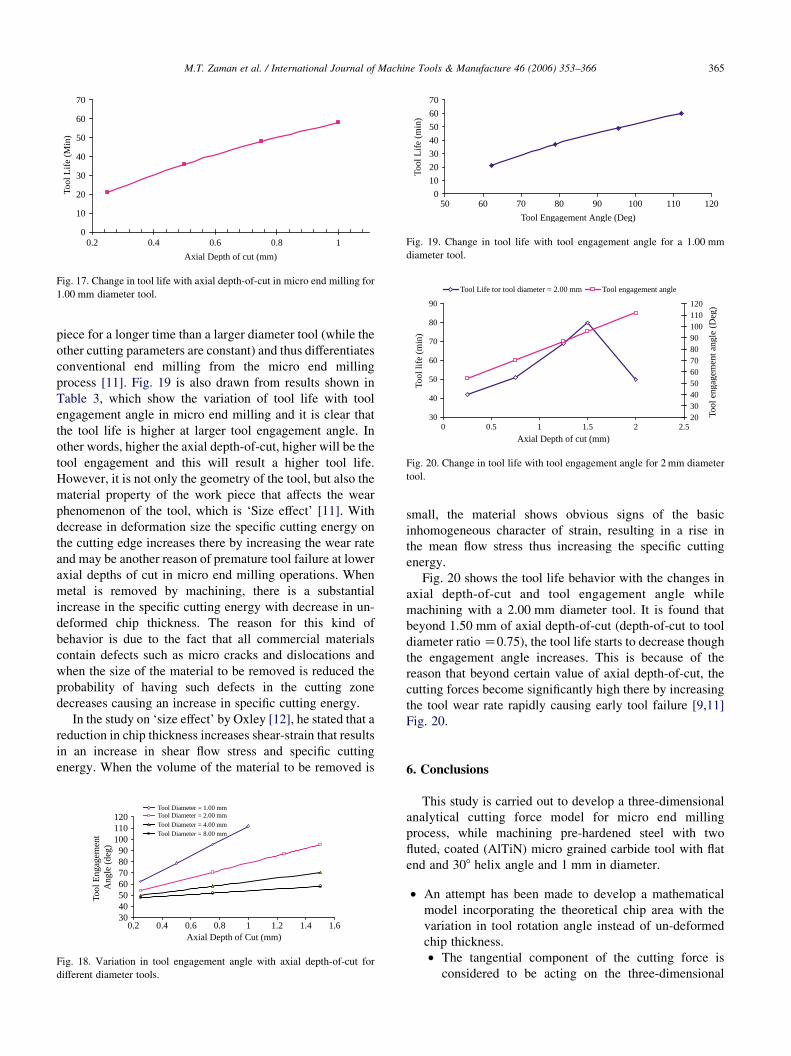
Fig. 20 shows the tool life behavior with the changes in
axial depth-of-cut and tool engagement angle while
machining with a 2.00 mm diameter tool. It is found that
beyond 1.50 mm of axial depth-of-cut (depth-of-cut to tool
diameter ratio Z0.75), the tool life starts to decrease though
the engagement angle increases. This is because of the
reason that beyond certain value of axial depth-of-cut, the
cutting forces become significantly high there by increasing
the tool wear rate rapidly causing early tool failure [9,11]
Fig. 20.
6. Conclusions
This study is carried out to develop a three-dimensional
analytical cutting force model for micro end milling
process, while machining pre-hardened steel with two
fluted, coated (AlTiN) micro grained carbide tool with flat
end and 308 helix angle and 1 mm in diameter.
† An attempt has been made to develop a mathematical
model incorporating the theoretical chip area with the
variation in tool rotation angle instead of un-deformed
chip thickness.
† The tangential component of the cutting force is
considered to be acting on the three-dimensional

M.T. Zaman et al. / International Journal of Machine Tools & Manufacture 46 (2006) 353–366366
space because of the higher depth-of-cut to tool
diameter ratio in micro end milling and that leads to a
significant amount of cutting force in axial direction.
The maximum values of the cutting forces are found
to be almost equal to the experimental values.
† The developed model can be used to simulate the
cutting forces accurately to 90% average accuracy.
References
[1] L. Zheng, Y.S. Chiou, S.Y. Liang, Three dimensional cutting force
analysis in end milling, IJMS 38 (3) (1996) 259–269.
[2] M.E. Martellotti, An analysis of the milling process, Transaction of
ASME 63 (1941) 677–700.
[3] A.J.P. Sabberwal, Chip Section and cutting force during the milling
operation, CIRP Annals 10 (3) (1961) 62.
[4] W.A. Kline, R.E. DeVor, J.R. Lindberg, The prediction of cutting
forces in end milling with application to concerning cuts, IJMTDR 22
(1) (1982) 7–22.
[5] G. Yucesan, Y. Altintas, Improved modeling of cutting force
coefficients in peripheral milling, International Journal of Machine
Tools and Manufacture 4 (4) (1993) 473–487.
[6] J. Tlusty, P. Macneil, Dynamics of cutting forces in end milling,
Annals of CIRP 24 (1) (1975) 21–25.
[7] I. Yellowley, Observations on the mean values of the forces, torque
and specific power in the peripheral milling process, International
Journal of Machine Tool Manufactures Design and Research 25 (4)
(1985) 337–346.
[8] W.Y. Bao, I. Tansel, Modeling micro end milling operations, Part I:
analytical cutting force model, International Journal of Machine Tool
and Manufacture 40 (2000) 2155–2173.
[9] M.Tauhiduzzaman, M. Rahman, A. Senthil Kumar, S. Sreeram, Effect
of engagement arc on tool life in micro end milling. Third
International Conference on Advanced Manufacturing Technology,
2004, Kuala Lumpur, Malaysia, 49–54.
[10] M. Rahman, A. Senthil Kumar, J.R.S. Prakash, Micro milling of pure
copper, Journal of Material Processing technology 116 (1) (2001) 39–
43.
[11] M.T. Zaman, A. Senthil Kumar, M. Rahman, H.S. Lim, S. Sreeram,
Tool wear in micro end milling operation: influence of tool
engagement and size effect, International Journal of Machine Tool
and Manufacture, (In Review).
[12] P.L.B. Oxley, Mechanics of Machining: An Analytical Approach to
Assessing Machinability, Ellis Horwood Series, 1989.





![Artificial Intelligence-Aided Automated Detection of ...rail.rutgers.edu/files/[6] Zaman et al_2019_TRR_AI for Trespassing.pdf · Artificial Intelligence-Aided Automated Detection](https://img.pdfslide.us/doc/110x75/60927e980497554127795de1/artificial-intelligence-aided-automated-detection-of-rail-6-zaman-et-al2019trrai.jpg)