Embed Size (px)
Citation preview
Yellow Belt TrainingYellow Belt Training
Kaizen ConceptsKaizen Concepts
Yellow Belt TrainingYellow Belt Training
Kaizen ConceptsKaizen Concepts
This product was funded by a grant awarded under the President’s High Growth Job Training Initiative as implemented by the U.S. Department of Labor’s Employment & Training Administration. The information contained in this product was created by a grantee organization and does not necessarily reflect the official position of the U.S. Department of Labor. All references to non-governmental companies or organizations, their services, products, or resources are offered for informational purposes and should not be construed as an endorsement by the Department of Labor. This product is copyrighted by the institution that created it and is intended for individual organizational, non-commercial use only.
This product was funded by a grant awarded under the President’s High Growth Job Training Initiative as implemented by the U.S. Department of Labor’s Employment & Training Administration. The information contained in this product was created by a grantee organization and does not necessarily reflect the official position of the U.S. Department of Labor. All references to non-governmental companies or organizations, their services, products, or resources are offered for informational purposes and should not be construed as an endorsement by the Department of Labor. This product is copyrighted by the institution that created it and is intended for individual organizational, non-commercial use only.

Course TopicsCourse Topics
Lean Review, Identifying WasteLean Review, Identifying Waste Lean Tools for Waste EliminationLean Tools for Waste Elimination Kaizen Concepts & 10 Step Kaizen Kaizen Concepts & 10 Step Kaizen
ProcessProcess
Yellow Belt TrainingYellow Belt Training
Lean Review Lean Review Identifying & Eliminating Identifying & Eliminating
8 Wastes8 Wastes
Eight Wastes of LeanEight Wastes of Lean
OverproductionOverproduction Making Making moremore than is required by the next process than is required by the next process Making Making earlierearlier than is required by the next process than is required by the next process Making Making fasterfaster than is required by the next process than is required by the next process Causes of OverproductionCauses of Overproduction
Just-in-case logicJust-in-case logic Misuse of automationMisuse of automation Long process set-upLong process set-up Lack of level schedulingLack of level scheduling Unbalanced work loadUnbalanced work load Over engineeredOver engineered Redundant inspectionsRedundant inspections
To Eliminate Overproduction:To Eliminate Overproduction:
Establish a work flow sequence to Establish a work flow sequence to satisfy the downstream customer.satisfy the downstream customer.
Create workplace norms and Create workplace norms and standards for each process.standards for each process.
Create signal devices to prevent Create signal devices to prevent early processing.early processing.
Inventory WasteInventory Waste ““Any supply in excess of a one-piece flow through Any supply in excess of a one-piece flow through
your manufacturing process”your manufacturing process” Causes of excess InventoryCauses of excess Inventory
Protects the company from inefficiencies and Protects the company from inefficiencies and unexpected problems. unexpected problems. Product complexityProduct complexity Unleveled schedulingUnleveled scheduling Poor market forecastPoor market forecast Unbalanced workloadUnbalanced workload Unreliable shipments by suppliersUnreliable shipments by suppliers Misunderstood communicationsMisunderstood communications Reward systemReward system
To Eliminate Inventory Waste:To Eliminate Inventory Waste:
Produce only enough to satisfy the Produce only enough to satisfy the work requirements of your work requirements of your downstream customer.downstream customer.
Standardize work locations and the Standardize work locations and the number of units per location.number of units per location.
Ensure that work arrives at the Ensure that work arrives at the downstream process when it is downstream process when it is required and does not sit there.required and does not sit there.
DefectsDefects Inspection and repair of material in inventoryInspection and repair of material in inventory Causes of DefectsCauses of Defects
Weak process controlWeak process control Poor qualityPoor quality Unbalanced inventory levelUnbalanced inventory level Deficient planned maintenanceDeficient planned maintenance Inadequate education/training/work instructionsInadequate education/training/work instructions Product designProduct design Customer needs not understoodCustomer needs not understood
To Eliminate Defects:To Eliminate Defects:
Establish standardized work Establish standardized work procedures and office forms.procedures and office forms.
Create and post job aids.Create and post job aids.
Processing WasteProcessing Waste Effort that adds no value to the product or Effort that adds no value to the product or
service from the customers’ viewpointservice from the customers’ viewpoint Causes of Processing WasteCauses of Processing Waste
Product changes without process changesProduct changes without process changes Just-in-case logicJust-in-case logic True customer requirements undefined True customer requirements undefined Over processing to accommodate downtimeOver processing to accommodate downtime Lack of communicationLack of communication Redundant approvalsRedundant approvals Extra copies/excessive informationExtra copies/excessive information
To Eliminate Processing Waste:To Eliminate Processing Waste:
Review the value-added steps in Review the value-added steps in each process, and streamline or each process, and streamline or eliminate steps whenever possible.eliminate steps whenever possible.
Review all signature requirements Review all signature requirements and eliminate signatures wherever and eliminate signatures wherever possible.possible.
Waiting WasteWaiting Waste Idle time created when waiting for…?Idle time created when waiting for…? Causes of Waiting WasteCauses of Waiting Waste
Unbalanced work loadUnbalanced work load Unplanned maintenanceUnplanned maintenance Long process set-up timesLong process set-up times Misuses of automationMisuses of automation Upstream quality problemsUpstream quality problems Unlevel schedulingUnlevel scheduling
To Eliminate Waiting Waste:To Eliminate Waiting Waste: Review and standardize required Review and standardize required
signatures to eliminate unnecessary ones.signatures to eliminate unnecessary ones. Cross-train employees to allow work flow Cross-train employees to allow work flow
to continue while someone is out.to continue while someone is out. Balance the workload throughout the day Balance the workload throughout the day
to ensure that all people are being used to ensure that all people are being used optimally.optimally.
Make sure that equipment and supplies Make sure that equipment and supplies are available.are available.
People WastePeople Waste
The waste of not using people’s The waste of not using people’s (mental, creative, physical, skill) abilities.(mental, creative, physical, skill) abilities. Causes of People WasteCauses of People Waste
Old guard thinking, politics, the business cultureOld guard thinking, politics, the business culture Poor hiring practicesPoor hiring practices Low or no investment in trainingLow or no investment in training Low pay, high turnover strategyLow pay, high turnover strategy
Motion WasteMotion Waste
Any movement of people or machines that does Any movement of people or machines that does not add value to the product or service.not add value to the product or service.
Causes of Motion WasteCauses of Motion Waste Poor people/machine effectivenessPoor people/machine effectiveness Inconsistent work methodsInconsistent work methods Unfavorable facility or cell layoutUnfavorable facility or cell layout Poor workplace organization and Poor workplace organization and
housekeepinghousekeeping Extra “busy” movements while waitingExtra “busy” movements while waiting
To Eliminate Motion Waste:To Eliminate Motion Waste: Standardize folders, drawers, and cabinets Standardize folders, drawers, and cabinets
throughout the area; use color codes as throughout the area; use color codes as much as possible.much as possible.
Arrange your files (desktop and electronic Arrange your files (desktop and electronic on PC) in such a way you can easily on PC) in such a way you can easily reference them.reference them.
Arrange work areas of office equipment in Arrange work areas of office equipment in central locations; consider purchasing central locations; consider purchasing additional equipment to eliminate multiple additional equipment to eliminate multiple trips.trips.
Waste of TransportationWaste of Transportation Transporting parts and materials around Transporting parts and materials around
the plantthe plant Causes of Transportation WasteCauses of Transportation Waste
Poor plant layoutPoor plant layout Poor understanding of the process flow for Poor understanding of the process flow for
productionproduction Large batch sizes, long lead times, and large Large batch sizes, long lead times, and large
storage areasstorage areas
To Eliminate Transportation Waste:To Eliminate Transportation Waste:
Make the distance over which Make the distance over which something is moved as short as something is moved as short as possible.possible.
Eliminate any temporary storage Eliminate any temporary storage locations or stocking locations.locations or stocking locations.
Waste Identification ExerciseWaste Identification Exercise
Walk Through Target AreaWalk Through Target Area Individually look for and write down all Individually look for and write down all
wastes observed in the Target Area. wastes observed in the Target Area. Time 1 HourTime 1 Hour Return to Class Room for DebriefReturn to Class Room for Debrief (If can’t walk through, review Process (If can’t walk through, review Process
Maps for 8 wastes, list where Maps for 8 wastes, list where Opportunities exist.)Opportunities exist.)
Home Work – Opportunities SpreadsheetHome Work – Opportunities Spreadsheet
Lean Tools for Waste EliminationLean Tools for Waste Elimination
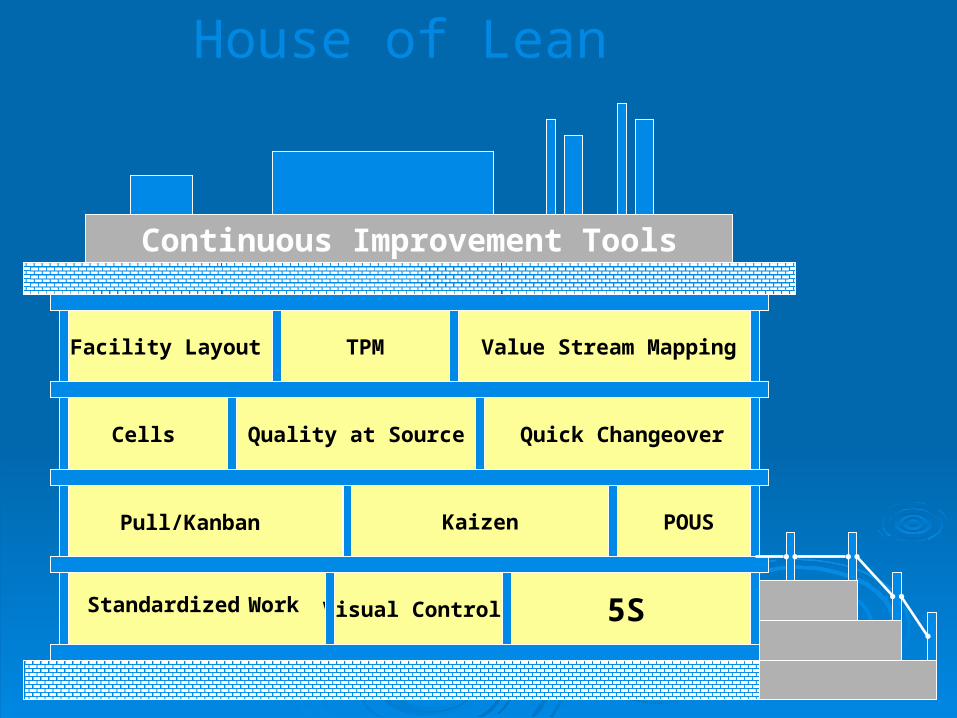
House of Lean
Value Stream Mapping
Visual Controls 5S
POUSKaizen
Cells Quality at Source Quick Changeover
Facility Layout TPM
Continuous Improvement Tools
Pull/Kanban
Standardized Work
5S Work Place Organization 5S Work Place Organization & Standardization& Standardization
Elements of 5S
Sort – Eliminate the clutter
“When in Doubt, Throw It Out!”
Set in Order – Organize and label, set boundaries and limits
“A Place for Everything and Everything in Its Place”
Shine – Clean everything, inside and out
“Inspection Through Cleaning”
Standardize – Keep maintenance checklists; make them visual
“Everything in a State of Readiness”
Sustain – Maintain discipline through systems and a supportive culture
A workplace that is clean, organized, orderly, safe, efficient, and pleasant results in: Fewer Accidents Improved Efficiency Reduced Searching Time Reduced Wait Time Visual Workplace Control Improved Morale A foundation for all other improvement
activities
Why Start Lean With 5S?Why Start Lean With 5S?

Standardized WorkStandardized Work
What Is Standardized Work?What Is Standardized Work?
A reliable and repeatable process, safely carried out, with all tasks organized into the best known sequence, using the most effective combination of people, material, machines, and methods
Three elements of Standardized Work Work Sequences —well documented and understood processes
and procedures which include quality standards Standard In-process Stock—minimum quantity of material needed for completing the assigned project Demand/Capacity—good understanding of how much to
produce in a given period of time
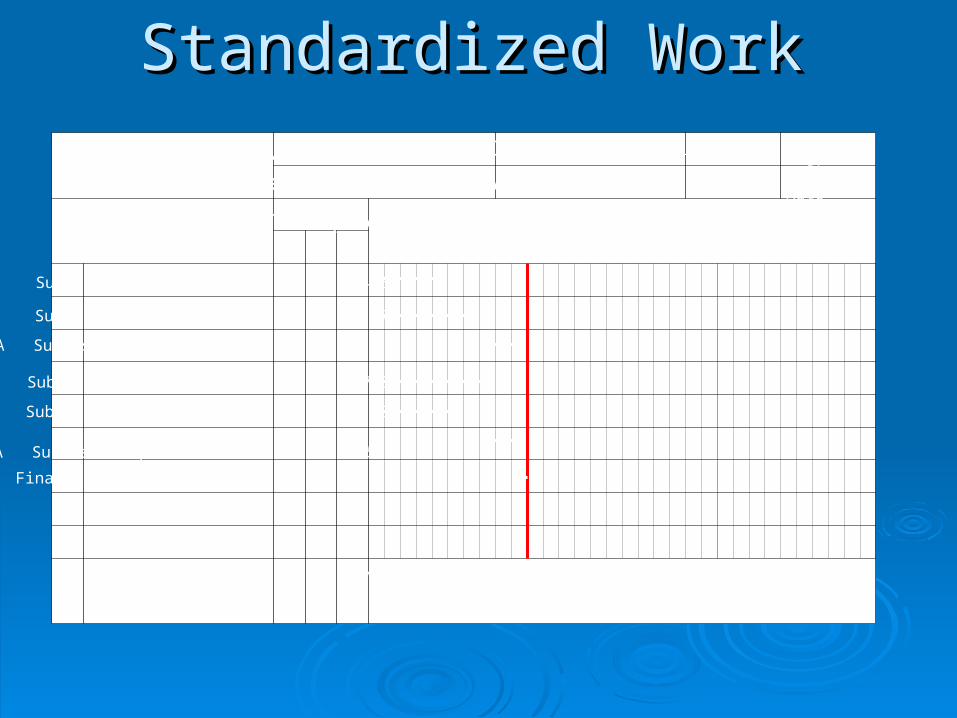
Standardized WorkStandardized Work
Standardized WorkCombination Table
From:
To:
Date:
Area:
Units/Sh.
TAKT:
Hand
Walk
Auto
Work Elements Time (sec)
H A WSeconds
5 10 15 20 25 30
TAKT
1 Sub-Assembly A 4.5
2 Sub-Assembly B 7
3 Sub-Assembly C 7.5
4 Sub-Assembly D 6
5 Final Assembly 1
Totals
30
10
1A Sub-Assembly A-B 1.5
4A Sub-Assembly C-D 1.5
Notes:
Benefits of Standardized WorkBenefits of Standardized Work
Maintains productivity, quality, and safety Maintains productivity, quality, and safety at high levelsat high levels
Provides a basis for tracking performance Provides a basis for tracking performance against established standards against established standards
Is a tool for effective training and cross-Is a tool for effective training and cross-training training
Can be used as a benchmark for Can be used as a benchmark for continuous improvement initiativescontinuous improvement initiatives

Visual ControlsVisual Controls

…are simple visual signals that give people the information to make the right decision. They are efficient, self-regulating, and user-managed.
Examples: Kanban Color-Coding Lines on the floor to delineate storage areas, walkways, work areas, etc. Pictures FIFO Lanes Inboxes / Outboxes
Visual ControlsVisual Controls

Constraint Summary FormConstraint Summary Form
Point of Use StoragePoint of Use Storage
Point of Use Storage (POUS)Point of Use Storage (POUS)
Materials, tools, parts, and supplies are all stored in the area in which they are used
Utilize a visual, minimum signal replenishment systems
Most efficient if vendor or material handling relationship allows for frequent, on-time, small replenishment deliveries
Quality at the SourceQuality at the Source
Quality @ the Quality @ the Source means…Source means…Assuring Quality Assuring Quality
Where the Value is Where the Value is AddedAdded
Quality at the SourceQuality at the Source
Minimize Passed-on Defects Minimize Passed-on Defects Minimize Rework at Final InspectionMinimize Rework at Final Inspection
Eliminate Non-value Added ProcessingEliminate Non-value Added Processing Improve ThroughputImprove Throughput Maximize Employee SatisfactionMaximize Employee Satisfaction
Build-in QualityBuild-in QualityBuild-in QualityBuild-in Quality Design for manufacturability
End-product specifications known by all
Standardized work with quality instructions
Communication—immediate feedback to workers and vendors when quality problems are identified
Inspection at the Source
Employees inspect their own work before passing it to the next process
Inspection tools and standards must be supplied to all in-process employees
– Visual Tools—product or process samples – Current Documentation—checklists, quality
standards– Quality Training on Standards and Inspection

Mistake ProofingMistake Proofing
(Jidohka & Poka Yoke)(Jidohka & Poka Yoke)
Mistake Proof your ProcessMistake Proof your ProcessMistake Proof your ProcessMistake Proof your Process
Low-cost, highly reliable innovations that will detect abnormal situations
before they occur….So they Don’t Occur
Prevent the production of defective Products or
Services
Definition:Definition: Using wisdom & ingenuity to
create devices that allow you to do your
job 100% defect free - 100% of the time.
Definition:Definition: Using wisdom & ingenuity to
create devices that allow you to do your
job 100% defect free - 100% of the time.
Mistake Proofing (Poka Yoke)Mistake Proofing (Poka Yoke)
Definition:Definition: Using a device attached to a
machine that will auto-check the part for
quality. If the part is defective the
machine will stop. This assures that you
only make one bad part before you
correct the problem.
Definition:Definition: Using a device attached to a
machine that will auto-check the part for
quality. If the part is defective the
machine will stop. This assures that you
only make one bad part before you
correct the problem.
Autonomation (Jidohka)Autonomation (Jidohka)

Mistake Vs. Defect (Symptom)Mistake Vs. Defect (Symptom)
Microwaves Won’t AllowMicrowaves Won’t AllowYou To Cook With The Door OpenYou To Cook With The Door Open
Some Cars Will Automatically Turn Some Cars Will Automatically Turn The Head Lights Off When YouThe Head Lights Off When YouTurn Off The Ignition. Turn Off The Ignition.
Computers Are Programmed ToComputers Are Programmed To Ask You If Your Satisfied WithAsk You If Your Satisfied With Changes To Your Work.Changes To Your Work.
Everyday Mistake ProofingEveryday Mistake Proofing
Mistake-Proof Device CriteriaMistake-Proof Device CriteriaPrevents Reoccurrence?Prevents Reoccurrence?
Costs $0 - $500?Costs $0 - $500?
Made With Wisdom & Ingenuity?Made With Wisdom & Ingenuity?
Simple To Use?Simple To Use?
Easy To Implement?Easy To Implement?
Durable?Durable?
Easy To Maintain?Easy To Maintain?
Does Not Hinder Operator?Does Not Hinder Operator?
Reliable?Reliable?
Pull Systems / Pull Systems / KanbansKanbans
Push vs. Pull SystemsPush vs. Pull Systems Push System
Produces product, using forecasts or schedules, without regard for what is required by the next operation or the Customer
Pull SystemA method of controlling the flow of resources by indirectly linking dissimilar functions, through the use of visual controls (Kanbans and Supermarkets), replacing only what has been consumed by the Customer
What is a Kanban/Kanban Card?What is a Kanban/Kanban Card?
A visual instruction device that is set up to allow every A visual instruction device that is set up to allow every operation to produce only the amount of a product that operation to produce only the amount of a product that will actually be used in the next step of the production will actually be used in the next step of the production process.process.
Example data that may be on a Kanban Card:Example data that may be on a Kanban Card: Part numberPart number Picture or DrawingPicture or Drawing StyleStyle Address where product originated (supply Address where product originated (supply
process)process) Delivery point (next process)Delivery point (next process)
Where Can PULL be used?Where Can PULL be used?
Anywhere!Anywhere!
When you cannot move When you cannot move functions or machines together.functions or machines together.
Instead, Instead, indirectlyindirectly link them to link them to synchronize their operation by the use of synchronize their operation by the use of
Visual Controls (Kanbans or Supermarkets).Visual Controls (Kanbans or Supermarkets).

Facility LayoutFacility Layout

Value-Added Time : MinutesTime in Plant : Weeks
ReceivingWarehouse
Kitting
Springs DiodesLEDs
Storage
Repair
Testing
ShippingWarehouse
Ship
Material
ORDER CASH
MASS PRODUCTION
Process UniverseProcess Universe MaterialsMaterials What Type of Materials?What Type of Materials? What are the Material Specifications?What are the Material Specifications? How Much Materials?How Much Materials? When are they Needed?When are they Needed? Where are they Stored?Where are they Stored? How are they moved to where we create Value for the Customer How are they moved to where we create Value for the Customer
Machines Machines What Type of Machines?What Type of Machines? Where are they Located?Where are they Located?
PeoplePeople What Type of Personnel are Needed?What Type of Personnel are Needed? How Many?How Many? What Skills are needed?What Skills are needed?
MethodsMethods What Methods do we use?What Methods do we use? Are the easy to Understand, Learn and Use?Are the easy to Understand, Learn and Use? How do we Train our Staff?How do we Train our Staff?
Layout RevisionsLayout Revisions Sequence Work Activities to meet Sequence Work Activities to meet
Customer DemandCustomer Demand Revise Equipment Layout to minimize Revise Equipment Layout to minimize
Motion & Transportation WastesMotion & Transportation Wastes Implement POUS Materials StorageImplement POUS Materials Storage Use Visual ControlsUse Visual Controls Revise all Methods to meet the New Revise all Methods to meet the New
LayoutLayout
Improved Facility LayoutImproved Facility Layout
Layout Supports Continuous WorkflowLayout Supports Continuous Workflow Less Transportation WasteLess Transportation Waste Reduced Cycle TimeReduced Cycle Time Minimize Work in ProcessMinimize Work in Process Tools and Materials within the Work AreaTools and Materials within the Work Area Visual Systems - Minimum CommunicationVisual Systems - Minimum Communication
Lean Tools SummaryLean Tools Summary Introduced to a Number of Lean Tools For Introduced to a Number of Lean Tools For
Process Improvement.Process Improvement. Your Challenge is to Apply these Tools to Your Challenge is to Apply these Tools to
your processes in Creative ways to your processes in Creative ways to Eliminate Waste. Eliminate Waste.