Embed Size (px)
Citation preview

© WZL/Fraunhofer IPT
Wear analysis of tool surfaces
structured by machine hammer peening
for foil-free forming of stainless steel
Vortrag zur gleichnamigen Veröffentlichung innerhalb des WGP
Kongress 2014
Fritz Klocke, Daniel Trauth, Michael Terhorst, Patrick Mattfeld
Lehrstuhl für Technologie der Fertigungsverfahren
Werkzeugmaschinenlabor WZL der RWTH Aachen
Erlangen, 09.09.2014
S45: Hub 100
2 mm
50 µm

Seite 3 © WZL/Fraunhofer IPT
Relativgeschwin-
digkeit
𝜎𝑘 𝜏𝑘
Werkstück
Normalkraft
Werkzeug
Schmier-
film
Ausgangssituation und Rückblick
Einführung in die Vorarbeiten
Technisch rau
Tribosystem
Trennung der
Wirkpartner
Ausgangssituation und Problemstellung
Trend nach Ressourcen- und Energieeffizienz erfordert den Einsatz von
Leichtbauwerkstoffen
Erhöhte Reibung und erhöhter Verschleiß infolge der Verwendung von
Leichtbauwerkstoffen
Gleichzeitig erfordern aktuelle Gesetzgebungen umweltfreundliche
Tribosysteme, womit allerdings den erhöhten Prozessanforderungen
nicht vollständig nachgekommen werden kann
Motivation und Zielsetzung der Vorarbeiten Verlagerung der reibungs- und verschleißminimierenden Schmierstoff-
eigenschaften auf strukturierte Werkzeugoberflächen
Strukturierung der Werkzeugoberflächen durch maschinelles Ober-
flächenhämmern zur Ausnutzung fluidmechanischer Eigenschaften und
zur Reduktion der wahren Kontaktfläche im Reibkontakt
Ausnutzung von Kaltverfestigung und Druckeigenspannungen in der
Werkzeugrandzone zur Verbesserung der Tragfähigkeit und
Verschleißbeständigkeit der Strukturen
Werkzeugoberfläche
S90
T S45
Ziehrichtung
S45
2
mm

Seite 4 © WZL/Fraunhofer IPT
(a) Strip drawing test
Niederhalter
Stempel
FN
Achsen v
FN
FR FR
Blech
Streifenziehversuch
Ref.
Re
ibw
ert
µ [
-]
Reibwertanalyse (13 g/m²)
S90 T S45
0,01
0,03
0,05
0,02
0,04
0 Ref.
- 58 %
Reibwertanalyse (4 g/m²)
Ref.
Re
ibw
ert
µ [
-]
S90 T S45
0,01
0,03
0,05
0,02
0,04
0
- 57 %
Ausgangssituation und Rückblick
Einführung in die Vorarbeiten: Experimentelle Reibwertanalyse
Versuchsdurchführung & -auswertung
Kombinierter Flachbahn-Umlenk-Streifenziehversuch
Bestimmung der Reibwerte nach Coulomb
Untersuchung der Reibwerte zweier unterschiedlicher
Schmierungszustände:
vollständige Benetzung (13 g/m²)
teilweise Benetzung (4 g/m²)
Reibwertermittlung jeweils am linken und rechten
Niederhalterpaar
Zur statistischen Absicherung wurden die Versuche
fünfmal wiederholt. Hieraus ergeben sich 10 Messwerte.
Bei sonst konstanten Versuchsbedingungen konnten die
Reibwerte ggü. der Ref. um bis zu 58% reduziert
werden
Legende: σK = Kontaktnormalspannung [MPa], FN = Normalkraft [N], FR = Reibkraft [N], v = Ziehgeschwindigkeit [m/min], T = Temperatur der Wirkpaarung [°C],
µ = Reibwert nach Coulomb [-]
Wirkpaarung
σK(FN) = 7 MPa
v = 4 m/min
T = 20 °C
Öl: Geroform 747
Werkstoffe
Blech: 1.4301 (V2A)
Niederhalter: 1.2379 (D2)
Quelle: F. Klocke, D. Trauth, F. Schongen, A. Shirobokov: Analysis of friction between stainless steel sheets and machine hammer peened structured tool surfaces:
experimental and numerical investigation of the lubricated interaction gap. Production Engineering, June 2014, Volume 8, Issue 3, pp 263-272

Seite 5 © WZL/Fraunhofer IPT
y
x z Kontaktnormalspannung
Ohne Fluid | Mit Fluid
0
σK 3
GPa
Schmierstoff
(grau)
Hydrostatischer Fluiddruck (Mit Fluid)
0
pfl 130
MPa
Festkörper
(grau)
Einglättung der Struktur Ohne Fluid | Mit Fluid
-2
U 0,5
µm
Ohne | Mit Mit Ohne | Mit
Legende: σK = Kontaktnormalspannung [GPa], pfl = Fluidmechanischer Druck [MPa], U = Verschiebung des Werkstoffs [µm]
Ausgangssituation und Rückblick
Einführung in die Vorarbeiten: Numerische Analyse des Kontakts
Numerische Analyse des tribologischen Kontakts
Zusammenfassung und verbleibende offene Fragestellungen
Die reduzierten Reibwerte gehämmerter Werkzeug-
oberflächen im Vergleich zum Referenzsystem können
aus physikalischer Sicht wie folgt erklärt werden
- durch eine reduzierte wahre Kontaktfläche
- durch einen hydrostatischen Druck
Der Einfluss tribochemischer Wechselwirkungen
zwischen Schmierstoff und modifizierter Werkzeug-
oberfläche (Benetzung) ist unbekannt
Durch die Vergrößerung der Werkzeugoberfläche
besteht die Gefahr einer unzureichenden Benetzung
der Oberflächenstrukturen und folglich Verschleiß
Quelle: F. Klocke, D. Trauth, F. Schongen, A. Shirobokov: Analysis of friction between stainless steel sheets and machine hammer peened structured tool surfaces:
experimental and numerical investigation of the lubricated interaction gap. Production Engineering, June 2014, Volume 8, Issue 3, pp 263-272

Seite 6 © WZL/Fraunhofer IPT
Ausgangssituation und Rückblick
Einführung in die Vorarbeiten: Grundlagen der Tropfenkonturanalyse
Bestimmung der Oberflächenspannung von Schmierstoffen
Die Oberflächenspannung der Schmierstoffe ist ein Maß für den
kohäsiven Zusammenhalt des Fluids
Eine hohe Kohäsivität verhindert ein Aufreißen des Schmierfilms,
wirkt jedoch auch einer guten Benetzung der Werkzeuge entgegen
Bestimmung der Oberflächenspannung erfolgt mithilfe des
hängenden Tropfens
Zur Aufteilung der Oberflächenspannung in dispersive und polare
Spannungskomponenten findet die Methode des liegenden Tropfens
mit Festkörpern bekannter Eigenschaften (z.B. Teflon) Anwendung
Bestimmung der Oberflächenenergie von Festkörpern
Die Oberflächenenergie von Festkörpern erfolgt mithilfe der
Methode des liegenden Tropfens
Hierbei werden Referenzflüssigkeiten, wie Diiodmethan, Ethylen-
glycol und destilliertes Wasser mit jeweil bekannter Oberflächen-
spannungskomponenten (dispersiv und polar), verwendet
Mithilfe der Methode nach Owens-Wendt-Rabel-Kaelble (OWRK)
können die Oberflächenenergien und ihre Komponenten bestimmt
werden
Liegender Tropfen Hängender Tropfen
Tropfenkonturmesssystem

Seite 7 © WZL/Fraunhofer IPT
5 10 15 20 25 30 35 40 Disperse Oberflächenenergie des
Festkörpers σs,d [mN/m]
5
10
15
20
25
30
35
Po
lare
Ob
erf
läch
en
ene
rgie
de
s
Fe
stk
örp
ers
σs,p [m
N/m
]
Geschliffen
S90
S45
Poliert
X5CrNiMo18-10 (Glänzend)
X5CrNiMo18-10 (Matt) 40
Benetzung der Wirkpartner
Bei Kenntnis der dispersiven und polaren Spannungs-
anteile können Wetting Envelopes erstellt und mit den
Komponenten der Schmierstoffe zur Beschreibung des
Benetzungsverhaltens der Wirkpartner kombiniert werden
Schmierstoffe, deren dispersive und polare Anteile inner-
halb eines betrachteten Wetting Envelopes sind, lassen
eine vollständige Benetzung der Oberflächen erwarten
Schmierstoffe außerhalb eines Wetting Envelopes sollten
vermieden werden
Sehr viel besseres Benetzungsverhalten beim Blech-
werkstoff
Vergleichbares Benetzungsverhalten bei der
Referenzoberfläche und den Oberflächenstrukturen
Schlechtes Benetzungsverhalten mit polierten
Werkzeugoberflächen
Unterschiede im Benetzungsverhalten könnten durch die
physikalisch-chemischen Adhäsionsarbeit erklärt werden
Ausgangssituation und Rückblick
Einführung in die Vorarbeiten: Bestimmung der Benetzbarkeit
T
Geroform 747
Quelle: F. Klocke, D. Trauth, M. Terhorst, P. Mattfeld: Friction analysis of alternative tribosystems for a foil free forming of stainless steel using strip drawing test:
analysis of physicochemical interactions between coatings and lubricants. Production Engineering, June 2014 , Online first.

Seite 8 © WZL/Fraunhofer IPT
Geschliffen
S90 T S45
Poliert
X5CrNiMo18-10 (Glänzend)
X5CrNiMo18-10 (Matt)
Unter Adhäsionsarbeit (WFK/FL) wird die reversible
Oberflächenarbeit (auch differenzielle Grenzflächen-
arbeit genannt) verstanden, die zum Ablösen der
Benetzung vom Untergrund erforderlich ist (nach
Dupré 1869):
𝑊𝐹𝐾/𝐹𝐿 = 𝜎𝐹𝐿 ∙ (cos 𝜃 + 1) = 𝜎𝐹𝐾 + 𝜎𝐹𝐿 − 𝛾𝐹𝐾/𝐹𝐿
Legende:
Ausgangssituation und Rückblick
Einführung in die Vorarbeiten: Bestimmung der Adhäsionsarbeit
Der Spreitdruck ist ein Maß für die Neigung zur voll-
ständigen Benetzung einer flüssigen Phase auf einem
Festkörper. Der Spreitdruck S ist die Differenz aus der
Adhäsionsarbeit zwischen den Phasen und der Kohäsions-
arbeit der flüssigen Phase und sollte S > 0 sein:
𝑆𝐹𝐾/𝐹𝐿 = 𝑊𝐹𝐾/𝐹𝐿 − 𝑊𝐹𝐿 > 0
Ausreichendes Benetzungsverhalten für Spreitdrücke
innerhalb des Bereichs -5 < S < 0
49
50
51
52
53
54
55
56
57
58
0 20 40 60 80 100
Ad
häs
ion
sa
rbe
it W
FK
/FL
[J/m
2]
Benetzungsdauer t [s]
56
56.5
57
59 60 61
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
0 20 40 60 80 100Sp
reit
dru
ck
S
FK
/FL [
mN
/m]
Benetzungsdauer t [s]
-1.6
-1.1
59 60 61
Quelle: F. Klocke, D. Trauth, M. Terhorst, P. Mattfeld: Friction analysis of alternative tribosystems for a foil free forming of stainless steel using strip drawing test:
analysis of physicochemical interactions between coatings and lubricants. Production Engineering, June 2014 , Online first.

Seite 9 © WZL/Fraunhofer IPT
Zusammenfassung 5
Bewertung der Schichthaftfestigkeit beschichteter Oberflächenstrukturen 4
Verschleißanalyse maschinell gehämmerter Oberflächenstrukturen 3
Motivation, Zielstellung und Vorgehensweise 2
Ausgangssituation und Rückblick 1
Gliederung

Seite 10 © WZL/Fraunhofer IPT
Motivation
Mithilfe der Reibwertanalyse wurde eine um bis zu 58% reduzierte
Reibung beobachtet
Numerische Analysen des tribologischen Kontakts zeigten ein stark
reduzierte wahre Kontaktfläche
Durch die reduzierte wahre Kontaktfläche steigt die
Kontaktnormalspannung, wodurch die Verschleißbeständigkeit der
Oberflächenstrukturen untersucht werden muss
Physikalisch-chemische Analyse lassen in einem ersten Schritt eine
vollständige Benetzung der Werkzeugoberflächen vermuten
In einem zweiten Schritt müssen adhäsive und abrasive
Verschleißeffekte untersucht werden
Motivation, Zielstellung und Vorgehensweise
Motivation und Zielsetzung
Streifenziehversuch
Kombinierter Flachbahn-Umlenk-
Streifenziehversuch
Bestimmung der Reibwerte nach
Coulomb
Durchführung von 500 Hübe pro
Struktur
Niederhalter
Stempel
FN
Achsen v
FN
FR FR
Blech
Zielsetzung
Quantifizierung des adhäsiven oder abrasiven Verschleißes der
Oberflächenstrukturen unter Durchführung von 500 Hub mittels
Streifenziehversuch je Oberflächenstruktur

Seite 11 © WZL/Fraunhofer IPT
Analyse
Itera
tive
Vo
rge
hen
sw
eis
e a
n N
ied
erh
alt
erp
latt
en
au
s
X1
55
CrM
oV
12
(1.2
37
9) Reibwert-
analyse
Tropfenkontur-
analyse
Verschleiß-
analyse
Ausgangs-
situation und
Motivation Stand der
Technik
Ausblick und
Anwendung
Oberflächen-
strukturierung
Abstrahieren
Fluidmech.
Eigenschaften
Randschicht-
eigenschaften
MPa, HRC…
Reibwert-
entwicklung
Analysieren
𝑓
Streifenzieh-
versuch
FN FN
FR FR v
v, p, σ...
Motivation, Zielstellung und Vorgehensweise
Vorgehensweise
Hängender
Tropfen Adhäsions-
arbeit/Spreitdruck
Wetting
Envelope
Liegender
Tropfen
𝑆𝐹𝐾/𝐹𝐿 > 0 ?
Streifenzieh-
versuch
FN FN
FR FR v 𝜇
Abrasion/
Adhäsion

Seite 12 © WZL/Fraunhofer IPT
Zusammenfassung 5
Bewertung der Schichthaftfestigkeit beschichteter Oberflächenstrukturen 4
Verschleißanalyse maschinell gehämmerter Oberflächenstrukturen 3
Motivation, Zielstellung und Vorgehensweise 2
Ausgangssituation und Rückblick 1
Gliederung

Seite 13 © WZL/Fraunhofer IPT
Verschleißanalyse maschinell gehämmerter Oberflächenstrukturen
Sicherstellung einer reproduzierbaren Benetzung
Beölungsanlage
Laboranlage LBA 200/ 04-50 der Fa.
Raziol
Zur reproduzierbaren Applikation von
Schmierstoffen
Aufstäuben des Schmierstoffs über
beheizbares Düsensystem zur
Steuerung der Schmierfilmmenge
und -verteilung
Geroform 747 (1,5 g/m²)
Geroform 747 (1,5 g/m²)
2 mm
250 µm
Durchführung
einer Verschleißanalyse
Niederhalter
Stempel
FN
Achsen v
FN
FR FR
Blech
Werkstoffe
Blech: 1.4301
Niederhalter: S45, S90
Wirkpaarung
σK(FN) = 7 MPa
v = 4 m/min
T = 20 °C
Öl: Geroform 747
Wiederholungen: je 500
Analyse des Beölungsbildes

Seite 14 © WZL/Fraunhofer IPT
Verschleißanalyse maschinell gehämmerter Oberflächenstrukturen
Entwicklung des Reibwertes
(a) Beölungsanlage
Niederhalter
Stempel
FN
Achsen v
FN
FR FR
Blech
(b) Streifenziehversuch
Ölspeicher Düsen
Steuerung S90 S45
Reib
wert
µ [
-]
1 20 60
0,01
0,03
0,05
0,02
0,04
0 100 200 300
Hubnummer H [-]
400 500
Ref. Standardabweichung
0,12
Versuchsdurchführung & -auswertung
Reproduzierbare Benetzung durch Beölungsanlage
Kombinierter Flachbahn-Umlenk-Streifenziehversuch
Bestimmung der Reibwerte nach Coulomb
Durchführung von 500 Hübe pro Struktur
Auswertung von je fünf Reibwerten vor und nach der
betrachteten Hubnummer jeweils links und rechts
Signifikante Verschlechterung des Reibwerts der
polierten (Ref.) Niederhalterpaare ab 100 Hübe
Reibwertniveau von S45 und S90 im Bereich der
Ausgangsreibwerte. Starke Schwankungen der
Reibwerte ab 100 Hübe
Schwankungen könnten mit adhäsivem oder
abrasivem Verschleiß erklärt werden
(c) Reibwertentwicklung

Seite 15 © WZL/Fraunhofer IPT
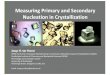
Verschleißanalyse maschinell gehämmerter Oberflächenstrukturen
Analyse des Verschleißes
(a) REM-Analyse (b) EDX-Analyse
S45
S
90
Spot 2
Hub 0 Hub 100
1 mm 50 µm Spot 1
Chemisches Element [-]
Rö
ntg
en
em
mis
ion [-]
Chemisches Element [-]
Spot 1 Spot 2
Grundwerk-
stoff
Aufschmie-
rung =
AISI 304
1 mm 1 mm 50 µm
1 mm
Verschleiß
Verschleißfrei
Versuchsdurchführung & -auswertung
REM-Analyse der Oberflächenstrukturen zeigen
adhäsive Aufschmierungen bei S45 ab dem 100 Hub
und bei S90 ab dem 200 Hub
EDX-Analyse des aufgeschmierten Materials ermittelt
Elemente wie Nickel und Vanadium, welche nur im
Blechwerkstoff vorhanden sind
Infolge der stark reduzierten wahren Kontaktfläche
steigen die Kontaktnormalspannungen deutlich an
Unter Relativbewegung entstehen hierdurch hohe
Reibschubspannungen, welche die Fließspannung des
weichen Blechwerkstoffs überschreiten und zu
Aufschmierungen führen
Durch die Verwendung einer Werkzeugbeschichtung
könnte die Kontaktmechanik positiv beeinflusst werden
Hub 0 Hub 100

Seite 16 © WZL/Fraunhofer IPT
Zusammenfassung 5
Bewertung der Schichthaftfestigkeit beschichteter Oberflächenstrukturen 4
Verschleißanalyse maschinell gehämmerter Oberflächenstrukturen 3
Motivation, Zielstellung und Vorgehensweise 2
Ausgangssituation und Rückblick 1
Gliederung

Seite 17 © WZL/Fraunhofer IPT
(a) Kalottenschleifen (b) Ritztest (c) Rockwell-Test
Ref. S90 S45
d
D
250 µm
0 N
100 N
1000 µm Lc1 Lc2
S45
S45
250 µm
Ref. S45 S90
Versuchsdurchführung & -auswertung
Maschinelles Oberflächenhämmern hat keinen Einfluss
auf die abgeschiedene Schichtdicke h
Ebenfalls werden die Schichtfestigkeit (Lc1 und Lc2)
sowie die Schichthaftfestigkeit (Lc3) bis max. 100 N
Prüfkraft nicht signifikant beeinflusst
Rockwell-Tests zeigen bei 1,5 kN Prüfkraft eine
deutliche Verschlechterung der Schichthaftfestigkeit
Dies wird durch erhöhte Schubspannungen im Interface
infolge des durch die geometrische Oberflächenstruktur
erzeugten mehrachsigen Spannungszustandes erklärt
Struktur Schichtdicke
h [µm]
Lc1
[N]
Lc2
[N]
Lc3
[N]
HK
[-]
Ref.-
SPCS 1,102 11,5 19,4 54,6 2-3
S90-
SPCS 1,025 10,3 18,8 54,7 4
S45-
SPCS 1,013 9,2 18,2 55,7 4
Bewertung der Schichthaftfestigkeit beschichteter Oberflächenstrukturen
Analyse der Schichteigenschaften

Seite 18 © WZL/Fraunhofer IPT
(b) REM-Analyse
Hub 0 Hub 100
1 mm 1 mm
(a) Reibwertentwicklung
Re
ibw
ert
µ [
-]
1 20 60
0,01
0,03
0,05
0,02
0,04
0 100 200 300
Hubnummer H [-]
400 500
S90 S90-SPCS S45 S45-SPCS
Hub 200
1 mm
S9
0
1 mm 1 mm 1 mm 50 µm S90
-SP
CS
Verschleiß
Ref.-SPCS
Hub 0 Hub 300 Hub 500
Ref.
50 µm
Verschleißfrei
0,12
Versuchsdurchführung & -auswertung
Zusätzliche Versuche unter Verwendung einer
modifizierten TiCN-Beschichtung der Fa. Eifeler
Vacotec
Durch die Beschichtung wurde das Verschleiß-
verhalten der Werkzeuge verbessert
Der Reibwert der polierten Werkzeuge konnte
deutlich verringert werden
Der Reibwert der beschichteten Oberflächenstrukturen
S45 und S90 variiert in ähnlicher Weise wie der
Reibwert der unbeschichteten Strukturen
Adhäsive Aufschmierungen wurden bis 500 Hübe nicht
beobachtet
Bewertung der Schichthaftfestigkeit beschichteter Oberflächenstrukturen
Analyse der Verschleißbeständigkeit beschichteter Strukturen

Seite 19 © WZL/Fraunhofer IPT
0
0.2
0.4
0.6
0.8
1
0 100 200 300 400 5000
1
2
3
4
5
6
7
0 100 200 300 400 5000
0.1
0.2
0.3
0.4
0.5
0.6
0 100 200 300 400 500
Legende: S90 S90-SPCS S45 S45-SPCS
Oberflächenkennwert
Sz [µm]
Hubnummer H [-]
Oberflächenkennwert
Sa [µm]
Oberflächenkennwert
Rz [µm]
Hubnummer H [-] Hubnummer H [-] Hubnummer H [-]
0
0.05
0.1
0.15
0.2
0 100 200 300 400 500
Oberflächenkennwert
Ra [µm] ,
,
,
,
,
,
,
,
,
,
,
,
,
,
Bewertung der Schichthaftfestigkeit beschichteter Oberflächenstrukturen
Analyse der Oberflächenrauheit
Versuchsdurchführung & -auswertung
Messgerät: HOMMEL-ETAMIC nanoscan 855
Taktile Rauheitsmessung in einem Messbereich 2x2 mm
Messauflösung 5 µm
Tastspitzenradius 2 µm
Keine direkte Korrelation zwischen den
Rauheitswerten Sz, Sa, Ra sowie Rz und dem
Verschleiß
Eine Korrelation wird bei stärkeren Verschleißvolumina
und einer höheren Messauflösung erwartet

Seite 20 © WZL/Fraunhofer IPT
Zusammenfassung 5
Bewertung der Schichthaftfestigkeit beschichteter Oberflächenstrukturen 4
Verschleißanalyse maschinell gehämmerter Oberflächenstrukturen 3
Motivation, Zielstellung und Vorgehensweise 2
Ausgangssituation und Rückblick 1
Gliederung

Seite 21 © WZL/Fraunhofer IPT
θ
Zusammenfassung
Durch maschinelles Hämmern hergestellte
Oberflächenstrukturen können den Reibwert einer
Gleitpaarung um bis zu 58 % reduzieren
Die Tropfenkonturanalyse zeigt, dass durch die
Oberflächenstrukturierung die Oberflächenenergie
erhöht wird, wodurch eine bessere Benetzung zu
erwarten ist
Die Adhäsionsarbeit zwischen Schmierstoff und
Oberflächenstruktur ist unter Verwendung der
Oberflächenstruktur S45 am größten
Innerhalb von 500 Hüben im Streifenziehversuch
wurden leichte adhäsive Verschleißspuren an
unbeschichteten Werkzeugen beobachtet
Oberflächenstrukturen haben keinen negativen
Einfluss auf die Schichthaftfestigkeit
Der adhäsive Verschleiß der Oberflächenstrukturen
wurde durch Verwendung einer TiCN-Beschichtung
innerhalb von 500 Hübe vermieden

Seite 22 © WZL/Fraunhofer IPT
Vielen Dank für Ihre Aufmerksamkeit
Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth
Gruppenleiter Umformende Fertigungsverfahren
Werkzeugmaschinenlabor WZL der RWTH Aachen
( +49 241/ 80 27999
S45: Hub 100
2 mm