Embed Size (px)
DESCRIPTION
ultrasonic maachining
Citation preview


Material Removing Process: USM is used to erode holes and cavities in hard or brittle work pieces by using shaped tools high-frequency mechanical motion and an abrasive slurry.
Material Removing Process: USM is used to erode holes and cavities in hard or brittle work pieces by using shaped tools high-frequency mechanical motion and an abrasive slurry.
USM is able to effectively machine all hard materials whether they are electrically conductive or not. USM is able to effectively machine all hard materials whether they are electrically conductive or not.
04/10/23 2

The process and cutting toolThe process and cutting tool• The process is performed by a cutting tool, which oscillates at
high frequency, typically 20-40 kHz, in abrasive slurry. • The shape of the tool corresponds to the shape to be produced in
the workpiece. • The high-speed reciprocations of the tool drive the abrasive
grains across a small gap against the workpiece . • The tool is gradually fed with a uniform force. • The impact of the abrasive is the energy principally responsible
for material removal in the form of small wear particles that are carried away by the abrasive slurry.
• The tool material, being tough and ductile, wears out at a much slower rate.
04/10/23 3

Ultrasonic MachiningUltrasonic Machining
04/10/23 4

Elements of ultrasonic machiningElements of ultrasonic machining
• The tool is oscillated by a longitudinal magnetostriction
• A magnetic field variation at ultrasonic frequencies
• The length of a ferromagnetic object changes
04/10/23 5

Material removalMaterial removal• Occurs when the abrasive particles, suspended in the slurry
between the tool and work piece, are struck by the down stroke of the vibration tool.
• The impact propels the particles across the cutting gap, hammering them into the surface of both tool and work piece. Collapse of the cavitation bubbles in the abrasive suspension results in very high local pressures.
• Under the action of the associated shock waves on the abrasive particles, micro cracks are generated at the interface of the work piece.
• The effects of successive shock waves lead to chipping of particles from the work piece.
04/10/23 6

Material removalMaterial removal
04/10/23 7

The basic components of the cutting The basic components of the cutting action are believed to beaction are believed to be
04/10/23 8

• Small, tabletop-sized units to large-capacity machine tools,
• Bench units, and as self-contained machine tools.
• Power range from about 40 W to 2.5 kW.
• The power rating strongly influences the material removal rate.
04/10/23 9

Subsystems of USM SystemSubsystems of USM System
BB
EE
CC
DD
AA
04/10/23 10

• The power supply is a sine-wave generator
• The user can control over both the frequency and power of the generated signal.
• It converts low-frequency (50/60 Hz) power to high-frequency (10-15 kHz) power
• Supply to the transducer for conversion into mechanical motion.
AA
04/10/23 11

• Two types of transducers are used in USM to convert the supplied energy to mechanical motion.
• They are based on two different principles of operation
- Magnetostriction
- Piezoelectricity
BB
04/10/23 12

• When the material is placed in a sufficiently strong magnetic field, the magnetic moments of the domains rotate into the direction of the applied magnetic field and become parallel to it.
• During this process the material expands or contracts, until all the domains have become parallel to one another.
BB
• As the temperature is raised, the amount of magnetostrictive strain diminishes, so they require cooling by fans or water.
04/10/23 13

• Such as quartz or lead,zirconate,titanate, generate a small electric current when compressed.
• Conversely, when an electric current is applied, the material increases minutely in size.
• When the current is removed, the material instantly returns to its original shape.
• The material undergoes polarization by heating it above the Curie point.
BB
04/10/23 14

• The magnitude of the length change is limited by the strength of the particular transducer material.
• The limit is approximately 0.025 mm.
BB
04/10/2315

• Its function is to increase the tool vibration amplitude and to match the vibrator to the acoustic load.
• It must be constructed of a material with good acoustic properties and be highly resistant to fatigue cracking.
• Monel and titanium have good acoustic properties and are often used together with stainless steel, which is cheaper.
• However, stainless steel has acoustical and fatigue properties that are inferior to those of Monel and titanium, limiting it to low amplitude applications.
CC
04/10/23 16

• Nonamplifying holders are cylindrical and result in the same stroke amplitude at the output end as at the input end.
• Amplifying toolholders have a cross section that diminishes toward the tool, often following an exponential function.
• An amplifying toolholder is also called a concentrator.
CC
• Amplifying holders remove material up to 10 times faster than the nonamplifying type. • The disadvantages of amplifying toolholders include increased cost to fabricate, a reduction in surface finish quality, and the requirement of much more frequent running to maintain resonance.
04/10/23 17

• Tools should be constructed from relatively ductile materials.
• The harder the tool material, the faster its wear rate will be.
• It is important to realize that finishing or polishing operations on the tools are sometimes necessary because their surface finish will be reproduced in the workpiece.
DD
04/10/23 18

• The geometry of the tool generally corresponds to the geometry of the cut to be made,
• Because of the overcut, tools are slightly smaller than the desired hole or cavity
• Tool and toolholder are often attached by silver brazing.
DD
04/10/23 19

• The criteria for selection of an abrasive for a particular application include hardness, usable life, cost, and particle size.
• Diamond is the fastest abrasive, but is not practical because of its cost.
• Boron carbide is economical and yields good machining rates.
• Silicon carbide and aluminum oxide are also widely used.
EE
• Coarse grits exhibit the highest removal rates,when the grain size becomes comparable with the tool amplitude, cut more slowly.
• The larger the grit size, the rougher the machined surface.
04/10/23 20

• With an abrasive concentration of about 50% by weight in water , but thinner mixtures are used to promote efficient flow when drilling deep holes or when forming complex cavities.
EE
04/10/23 21

EE
04/10/23 22

The acoustic head is the most complicated part of the machine.
It must provide a static force, as well as the high frequency vibration.
04/10/23 23

- Basic machine layout- Basic machine layoutExampleExample
Magnetostrictive materials should have a good coupling of magnetic and mechanical energy
04/10/23 24
Basic machine layoutBasic machine layout
04/10/23 25

04/10/23 26

• If a tool is designed to increase flow, better cutting speeds will occur.
• Tools
- hard but ductile metal
- stainless steel and low carbon
- aluminum and brass tools wear near 5 to 10 times faster
• ABRASIVE SLURRY - common types of abrasive
- boron carbide (B4C) good in general, but expensive - silicon carbide (SiC) glass, germanium, ceramics
- corundum (Al2O3) - diamond (used for rubies , etc)
- boron silicon-carbide (10% more abrasive than B4C) 04/10/23 27

• liquid
- water most common
- benzene
- glycerol
- oils
• high viscosity decreases mrr
• typical grit size is 100 to 800
Little production of heat and stress, but may chip at exit side of hole.
Sometimes glass is used on the back side for brittle materials.
04/10/23 28

Variation of the cutting rate (CR) as a function of the cutting depth (p).
29
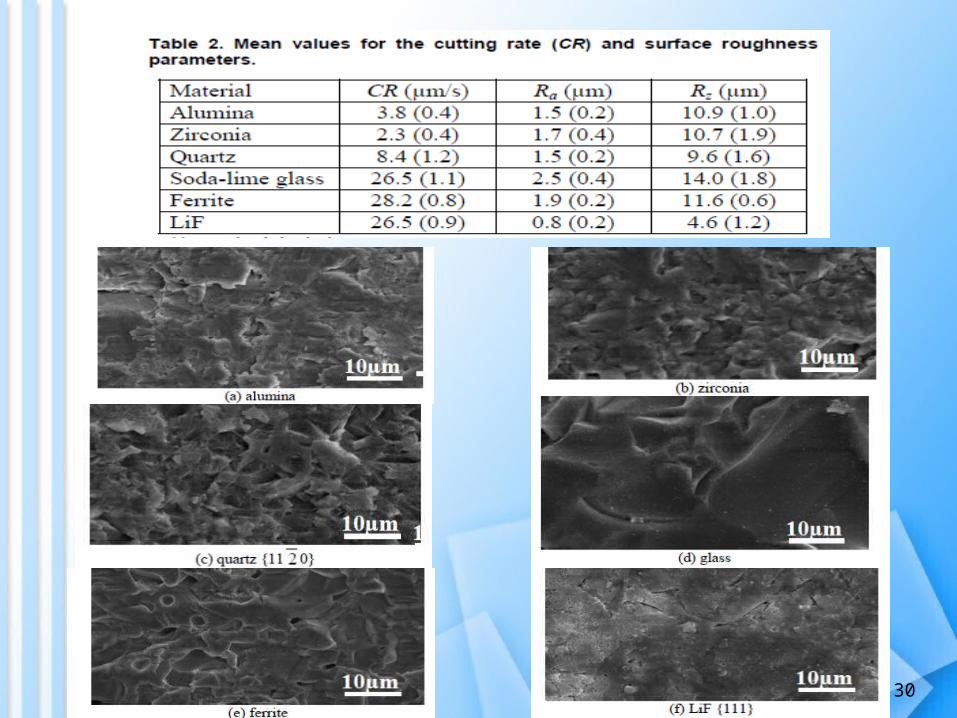
30

• UM effectively machines precise features in hard, brittle materials such as
glass, engineered ceramics,CVD SiC- Chemical Vapor Deposition Silicon Carbide , quartz, single crystal materials, PCD - Polycrystalline diamond, ferrite, graphite ,
glassy carbon, composites, piezoceramics.
• A nearly limitless number of feature shapes—including round, square and odd-shaped thru-holes and cavities of varying depths, be machined with high quality and consistency.
• Aspect ratios as high as 25-to-1 are possible, depending on the material type and size.
• The machining of parts with preexisting machined features or metallization is possible without affecting the integrity of the preexisting features or surface finish of the workpiece.
• USM machined surfaces exhibit a good surface integrity and the compressive stress induced in the top layer enhances the fatigue strength of the workpiece.
• The quality of an ultrasonic cut provides reduced stress and a lower likelihood of fractures that might lead to device or application failure over the life of the product.
04/10/23 31

• Ultrasonic machines have a relatively low MRR. Material removal rates are quite low, usually less than 50 mm3/min.
• The abrasive slurry also "machines" the tool itself, thus causing high rate of tool wear , which in turn makes it very difficult to hold close tolerances.
• The slurry may wear the wall of the machined hole as it passes back towards the surface, which limits the accuracy, particularly for small holes.
• The machining area and the depth of cut are quite restricted
04/10/23 32

• Used for machining hard and brittle metallic alloys, semiconductors, glass, ceramics, carbides etc.
• Used for machining round, square, irregular shaped holes and surface impressions.
• Machining, wire drawing, punching or small blanking dies.
view of a 0.64mm hole ultrasonically machined in an alumina substrate
04/10/23 33

Square cavities, round through holes and crossing beams in a 4-in. borosilicate wafer.
Honeycomb structure machined on the back of a silicon mirror for NASA
A UM-machined square hole in 0.0175-in. thick glass. The machined feature exhibits a clean edge, and the natural corner radius is < 0.005 in.
04/10/23 34
• Mechanics of material removal - brittle fracture caused by impact of abrasive grains due to vibrating at high frequency
• Medium - slurry • Abrasives: B4C; SiC; Al2O3; diamond; 100-800 grit size • Vibration freq. 15-30 KHz, amplitude 25-100 micro m
• Tool material soft steel
• Material/tool wear = 1.5 for WC workpiece, 100 for glass
• Gap 25-40 micro m • Critical parameters - frequency, amplitude, tool material, grit size, abrasive
material, feed force, slurry concentration, slurry viscosity
• Material application - metals and alloys (particularly hard and brittle), semiconductors, nonmetals, e.g., glass and ceramics
• Shape application - round and irregular holes, impressions
• Limitations - very low mrr, tool wear, depth of holes, and cavities small.
04/10/23 35





























