Embed Size (px)
Citation preview

55Brewery History Number 123 Summer 2006
At the German Brewing Congress of June1884, the redoubtable Max Delbrück,Director of the Experimental andTeaching Institute for Brewing in Berlinannounced ‘With the sword of scienceand the armour of practice German beerwill encircle the world.’1 It was no idleboast. In 1887 beer output in the Germanstates exceeded that in the UK for thefirst time and Germany became thelargest producer of beer in the world.2Fifty years earlier, when the 18 year oldVictoria came to the thrown, it wasunthinkable that Germany would holdsuch a position. Britain was the premierbrewing nation, with London's massiveporter breweries of ‘a magnificenceunspeakable’ in the van.3
Porter Brewing
The ‘power loom brewers’ as CharlesBarclay called them in 1830 operatedon a scale unknown anywhere else.4The four biggest in 1837 were:5 (i)Whitbread, at the White Hart Brewery inChiswell Street; the first brewery to topthe 200,000 barrel a year mark in 1796.
(ii) The long established Truman,Hanbury & Buxton at the Black EagleBrewery, Brick Lane, Spitalfields; the firstbrewery to appoint a professionalchemist to its staff in 1831, when thenumber of such men in Britain could becounted in tens.6 (iii) Reid's, at the GriffinBrewery, in picturesquely named Liquor-pond Street (now Clerkenwell Road); thefirst brewery to appoint a science grad-uate to its staff in the late 1830s.7 (iv)Barclay Perkins, at the Anchor Brewery,Dead Man's Place, Park Street,Southwark. Barclay Perkins had thegreatest output of any London breweryby 1809 and remained in the lead untilthe 1850s, passing the 300,000 barrelmark in 1815 and 400,000 barrels in1839.5 & 8
Despite Charles Barclay's remark, whichinvited comparisons between the brewingindustry and the textile industry, brewingdiffered from the latter in that it achievedlarge scale production without the benefitof water or steam power. Large outputwas achieved using horse power to drivethe malt mills for example and manpowerto do the mashing by hand with ores.
The Sword and the Armour: science and practice in the brewing industry 1837-1914
Ray Anderson
56 The Journal of the Brewery History Society
Whitbread brewed 122,000 barrels ofporter in 1782, two years before theyordered a steam engine to grind malt andpump water.9 & 10 A particularly impressivefigure when one remembers that at thattime the brewing season was restricted tothe colder months, October to March, assummer brewing often gave unacceptablelosses in spoilt beer. Once the steamengine became available, London brewerswhere understandably keen to adopt it. Bythe turn of the century the improvedengines of Boulton and Watt and others
had been installed in all but one ofLondon's major breweries and horsesand men were reduced in number.11
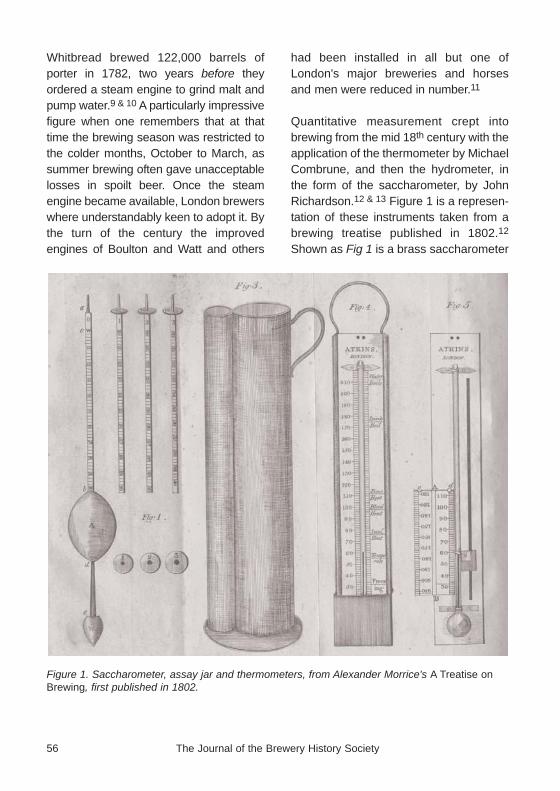
Quantitative measurement crept intobrewing from the mid 18th century with theapplication of the thermometer by MichaelCombrune, and then the hydrometer, inthe form of the saccharometer, by JohnRichardson.12 & 13 Figure 1 is a represen-tation of these instruments taken from abrewing treatise published in 1802.12
Shown as Fig 1 is a brass saccharometer
Figure 1. Saccharometer, assay jar and thermometers, from Alexander Morrice's A Treatise onBrewing, first published in 1802.
57Brewery History Number 123 Summer 2006
with its hollow ball and square stem grad-uated on four sides, which together withdetachable weights allowed the determi-nation of wort strength up to 40 poundsper barrel i.e. a specific gravity of up to1.111. Shown as Fig 3 is the copperassay jar with two communicating com-partments to hold the saccharometer andthe thermometer. Fig 4 is a 'commonbrewer's thermometer' and Fig 5 theintriguing 'blind thermometer', where the'pocket scale' is detachable. With theblind thermometer the more secretivebrewer could set the moveable 'index' orrider to the required temperature againstthe scale, then remove the scale andleave the instrument in the hands of abrewery worker to take the requiredaction when the mercury rose to the pointat which the index had been set. A blindthermometer was more expensive thanthe common model but remained popularwell into the 19th century amongst abrewing fraternity jealous of the details ofits process. Linking use of the thermome-ter with the saccharometer gave thebrewer real advantage in process control.The measurement of wort strength andtemperature allowed the brewer to deter-mine the best 'mashing heat' to get thebest yield from his malt and allowed com-parison of different malts in this respect.One consequence of this new foundknowledge was the discovery that it wascheaper to use pale malt with colouringand/or black malt rather than brown maltin the production of porter. The greaterextract more than compensated for theextra cost of the pale malt and the beersmatured more quickly allowing faster
turnover. The brewers adopted this newtechnique with alacrity. Porter drinkerscan hardly have failed to notice the differ-ence in appearance and taste of theirfavourite brew, but far from reactingagainst the new form of porter they seemto have welcomed it.15 & 16
The great symbol of the porter brewingtechnology was of course the giant stor-age vats, necessary to mellow the flavourof the crude beer by long maturation.Porter was made from cheap ingredientsand was easy to produce (which made itpopular with the brewers) it kept well and
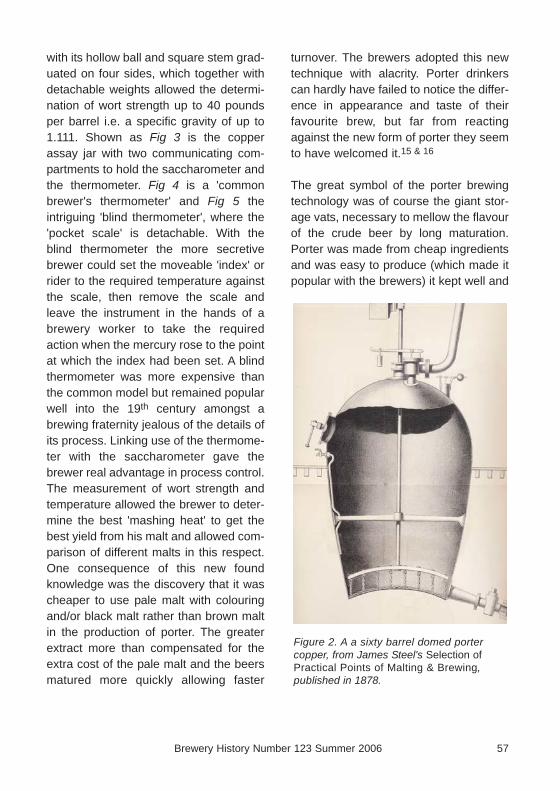
Figure 2. A a sixty barrel domed portercopper, from James Steel's Selection ofPractical Points of Malting & Brewing,published in 1878.
58 The Journal of the Brewery History Society
didn't spoil easily because of the highlevel of hops in it (which made it popularwith the publican) and it was flavoursomeand undercut the price of competingbeers by 25% (which made it popularwith the drinker).17 The size of theirporter vats was something of a matter ofpride amongst brewers. One such wasHenry Meux, of the Horseshoe brewery inBainbridge Street, St Giles, at the southend of Tottenham Court Road, where theDominion Theatre now stands. Thisbrewery contained some immense vatsconstructed with little knowledge of theforces they would have to withstand, andon the night of 17th October 1814 a
tragedy occurred. Some of the metalhoops around the vessel snapped, thevessel gave way and 3,555 barrels ofPorter flooded out. 'The flood swept awaywalls in the brewery, inundated the crowd-ed basements in the vicinity and causedseveral tenements to collapse, with thedeath of eight people "by drowning, injury,poisoning by the porter fumes or drunken-ness"'.18 The total amount of beer lostwas put at 7,664 barrels, for which thebrewery petitioned Parliament for a refundof the duty and duly received a rebate -nobody else received any compensation!The incident did however cause the racefor bigger vats to abate thereafter.
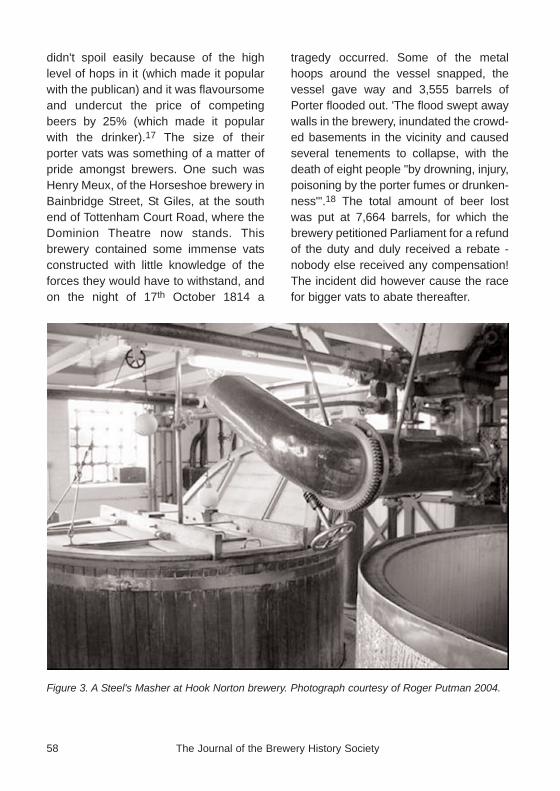
Figure 3. A Steel's Masher at Hook Norton brewery. Photograph courtesy of Roger Putman 2004.
59Brewery History Number 123 Summer 2006
Evolving Technology
The early decades of the19th century sawa number of technological innovations inbrewing.19 Attemperators with cold watercirculated through copper pipes to main-tain a steady temperature in fermentationvessels became widely adopted. Thepipes could be fixed to the wall or base ofthe vessel, and such an arrangementmay still be found in breweries today, orbe portable such that they were dangledinto the vessel from above as needed.Mashing machines, driven originally byhorses and then by steam power, wereused to rake the mash and came intogeneral use replacing mashing ores.
Domed coppers were introduced in thefirst decades of the 19th century but wereslow to spread, an example from a brew-ing manual published in 1878 is shown inFigure 2. This particular example is fittedwith a rouser to prevent the hops settlingto the base of the vessel and gettingburnt.20 But covered as opposed to opencoppers were not accepted everywhere,the giant Burton brewers persisted withopen coppers into the 20th century.Indeed some brewers have yet to be con-vinced. Wadworth's of Devizes still havean open copper in use and also a domedcopper. The latter seems to have been ontrial for much of the last century. Steamheating as opposed to direct firing of the
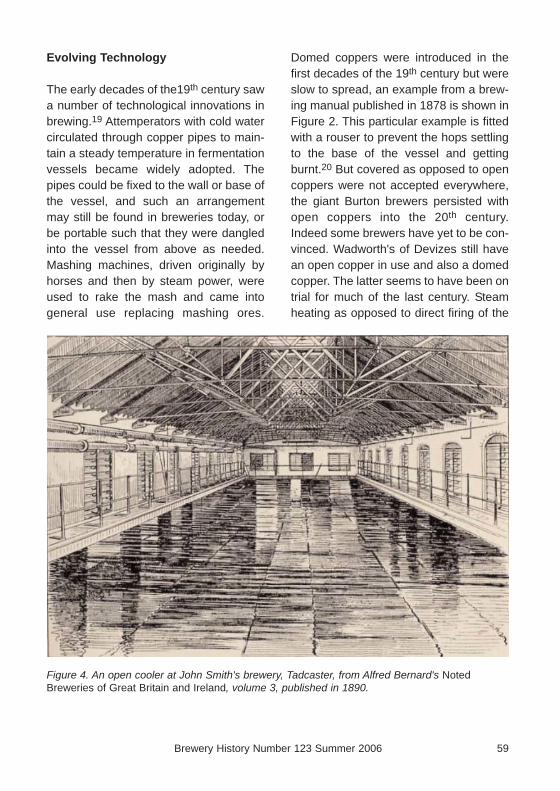
Figure 4. An open cooler at John Smith's brewery, Tadcaster, from Alfred Bernard's NotedBreweries of Great Britain and Ireland, volume 3, published in 1890.

60 The Journal of the Brewery History Society
copper was similarly slow in beingaccepted but is now the norm, althoughsome direct fired coppers may be foundaround the world.
More readily accepted was the use ofrollers to crush the malt which began toreplace grinding stones as used in flourmills from mid century. External mashing
Figure 5. Advertisement for Robert Morton refrigerators 1880s.

61Brewery History Number 123 Summer 2006
machines also came into use at this time,the most popular version of which wasassociated with James Steel of GlasgowThe Steel's masher was patented in 1853and may still be found in almostunchanged form in a number of brew-eries [Fig. 3]. These devices comple-mented the internal rakes by acting as amixer whereby incoming grist is intimate-ly mixed with hot liquor on its entrance tothe tun by means of an Archimedeanscrew. Sparging, which seems to haveoriginated in Scotland,21 in which theextracted grist in the mash tun is sprin-kled with water rather than being re-extracted by immersion, spread formaround 1800 and was accepted practicefor most brewers by the 1860s. A shallowopen cooler (coolship), for cooling hotwort from the copper, situated in a wellventilated room usually at the top of thebrewery [Fig. 4], was a feature of
Victorian breweries. The odd examplemay still be found today. Open coolerscame to be complemented by refrigera-tors in which circulating cold water cooledthe wort en-route to the fermenters [Fig.5]. Initially these were horizontal, but tookup much room and were to an extentreplaced by vertical refrigerators, in whichwort flowed down over the cooled sur-face. In larger breweries there would bebanks of these refrigerators to facilitaterelatively rapid processing
Fermentation Techniques
Fermentation vessels were generallyquite small (10s rather than 100s of bar-rels), could be either round or rectangu-lar, and be operated on various regimesdepending upon the method used toremove the accumulated yeast from thefermented beer.22 The skimming systemwas popular in which yeast was drawn offin an inverted cone placed just beneaththe yeast surface. The yeast was passedvia a pipe from this parachute as it wasknown to a vessel on the floor below. Inrectangular fermenters the parachutewas placed at one end of the vessel andthe yeast swept towards it using a boardwhich was dragged over the surface.Examples of parachutes are still to befound [Fig. 6]. The skimming systemdeveloped into the dropping system inwhich fermentation starts in a round fer-menter and then perhaps 24 to 36 hoursafter pitching is dropped to rectangularshallower vessel on the floor below forskimming. This system had the advan-
Figure 6. Parachute at Daniel Batham'sbrewery, Dudley. Photograph courtesy ofRoger Putman 2005.
62 The Journal of the Brewery History Society
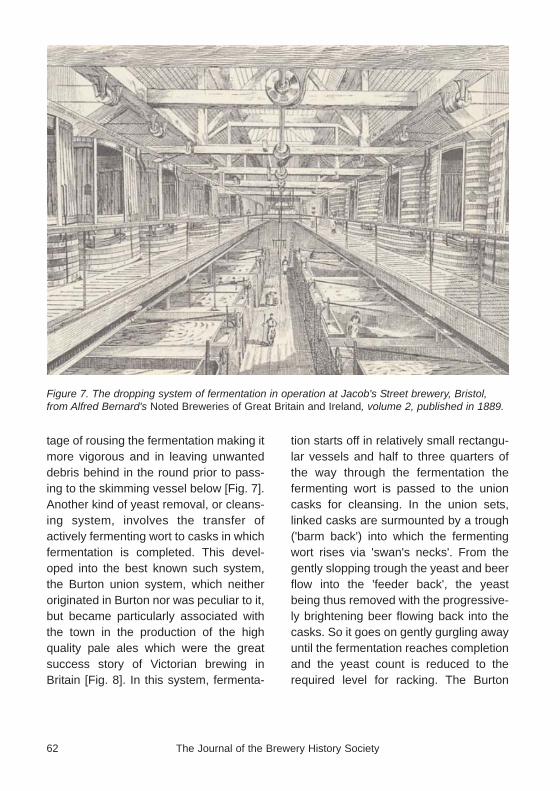
tage of rousing the fermentation making itmore vigorous and in leaving unwanteddebris behind in the round prior to pass-ing to the skimming vessel below [Fig. 7].Another kind of yeast removal, or cleans-ing system, involves the transfer ofactively fermenting wort to casks in whichfermentation is completed. This devel-oped into the best known such system,the Burton union system, which neitheroriginated in Burton nor was peculiar to it,but became particularly associated withthe town in the production of the highquality pale ales which were the greatsuccess story of Victorian brewing inBritain [Fig. 8]. In this system, fermenta-
tion starts off in relatively small rectangu-lar vessels and half to three quarters ofthe way through the fermentation thefermenting wort is passed to the unioncasks for cleansing. In the union sets,linked casks are surmounted by a trough('barm back') into which the fermentingwort rises via 'swan's necks'. From thegently slopping trough the yeast and beerflow into the 'feeder back', the yeastbeing thus removed with the progressive-ly brightening beer flowing back into thecasks. So it goes on gently gurgling awayuntil the fermentation reaches completionand the yeast count is reduced to therequired level for racking. The Burton
Figure 7. The dropping system of fermentation in operation at Jacob's Street brewery, Bristol,from Alfred Bernard's Noted Breweries of Great Britain and Ireland, volume 2, published in 1889.
63Brewery History Number 123 Summer 2006
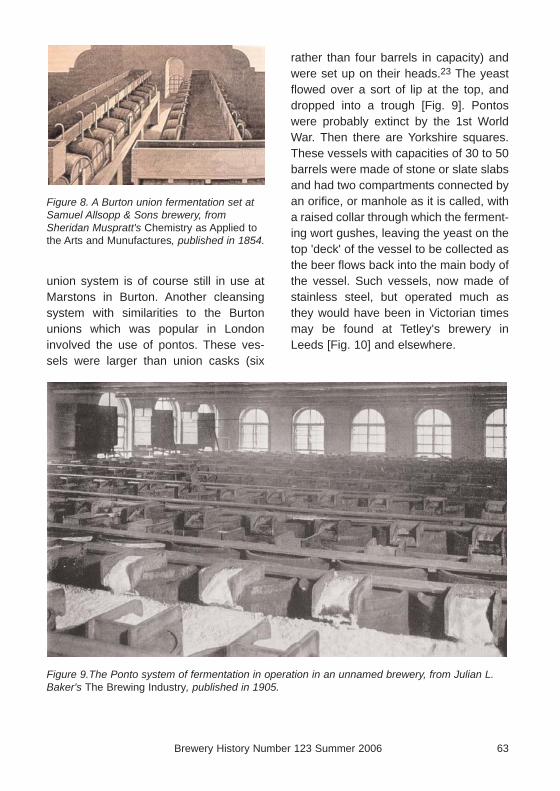
union system is of course still in use atMarstons in Burton. Another cleansingsystem with similarities to the Burtonunions which was popular in Londoninvolved the use of pontos. These ves-sels were larger than union casks (six
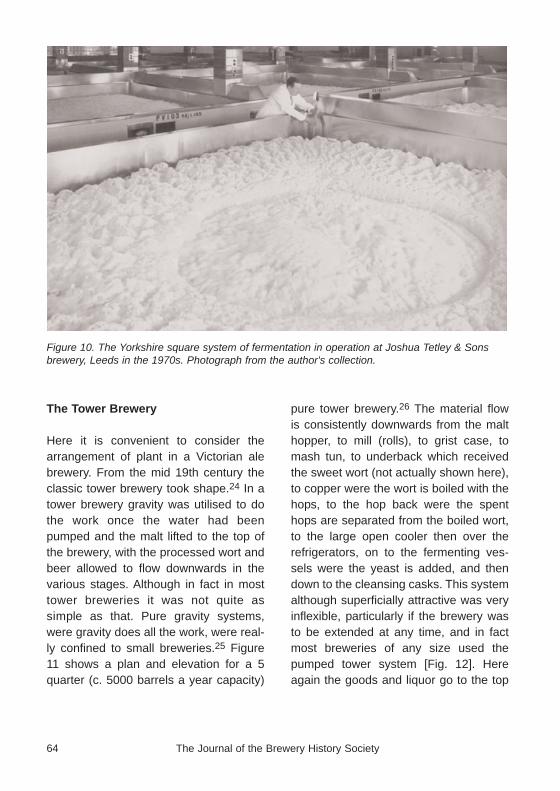
rather than four barrels in capacity) andwere set up on their heads.23 The yeastflowed over a sort of lip at the top, anddropped into a trough [Fig. 9]. Pontoswere probably extinct by the 1st WorldWar. Then there are Yorkshire squares.These vessels with capacities of 30 to 50barrels were made of stone or slate slabsand had two compartments connected byan orifice, or manhole as it is called, witha raised collar through which the ferment-ing wort gushes, leaving the yeast on thetop 'deck' of the vessel to be collected asthe beer flows back into the main body ofthe vessel. Such vessels, now made ofstainless steel, but operated much asthey would have been in Victorian timesmay be found at Tetley's brewery inLeeds [Fig. 10] and elsewhere.
Figure 8. A Burton union fermentation set atSamuel Allsopp & Sons brewery, fromSheridan Muspratt's Chemistry as Applied tothe Arts and Munufactures, published in 1854.
Figure 9.The Ponto system of fermentation in operation in an unnamed brewery, from Julian L.Baker's The Brewing Industry, published in 1905.
64 The Journal of the Brewery History Society
The Tower Brewery
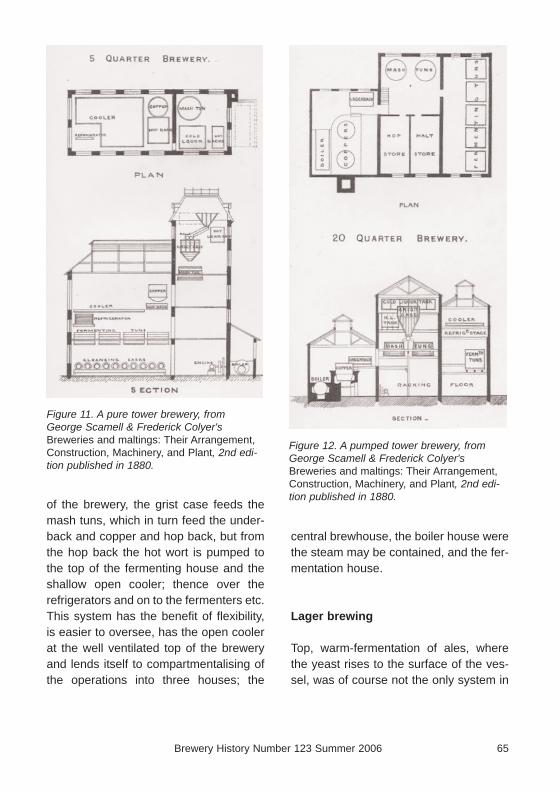
Here it is convenient to consider thearrangement of plant in a Victorian alebrewery. From the mid 19th century theclassic tower brewery took shape.24 In atower brewery gravity was utilised to dothe work once the water had beenpumped and the malt lifted to the top ofthe brewery, with the processed wort andbeer allowed to flow downwards in thevarious stages. Although in fact in mosttower breweries it was not quite assimple as that. Pure gravity systems,were gravity does all the work, were real-ly confined to small breweries.25 Figure11 shows a plan and elevation for a 5quarter (c. 5000 barrels a year capacity)
pure tower brewery.26 The material flowis consistently downwards from the malthopper, to mill (rolls), to grist case, tomash tun, to underback which receivedthe sweet wort (not actually shown here),to copper were the wort is boiled with thehops, to the hop back were the spenthops are separated from the boiled wort,to the large open cooler then over therefrigerators, on to the fermenting ves-sels were the yeast is added, and thendown to the cleansing casks. This systemalthough superficially attractive was veryinflexible, particularly if the brewery wasto be extended at any time, and in factmost breweries of any size used thepumped tower system [Fig. 12]. Hereagain the goods and liquor go to the top
Figure 10. The Yorkshire square system of fermentation in operation at Joshua Tetley & Sonsbrewery, Leeds in the 1970s. Photograph from the author's collection.
65Brewery History Number 123 Summer 2006
of the brewery, the grist case feeds themash tuns, which in turn feed the under-back and copper and hop back, but fromthe hop back the hot wort is pumped tothe top of the fermenting house and theshallow open cooler; thence over therefrigerators and on to the fermenters etc.This system has the benefit of flexibility,is easier to oversee, has the open coolerat the well ventilated top of the breweryand lends itself to compartmentalising ofthe operations into three houses; the
central brewhouse, the boiler house werethe steam may be contained, and the fer-mentation house.
Lager brewing
Top, warm-fermentation of ales, wherethe yeast rises to the surface of the ves-sel, was of course not the only system in
Figure 11. A pure tower brewery, fromGeorge Scamell & Frederick Colyer'sBreweries and maltings: Their Arrangement,Construction, Machinery, and Plant, 2nd edi-tion published in 1880.
Figure 12. A pumped tower brewery, fromGeorge Scamell & Frederick Colyer'sBreweries and maltings: Their Arrangement,Construction, Machinery, and Plant, 2nd edi-tion published in 1880.

66 The Journal of the Brewery History Society
use in the period we are surveying. Therewas also fermentation carried out atlower temperatures with yeast whichsank to the bottom of the vessel; whatbecame known in Anglophone countriesas lagers from the German verb lagern,to store. In this system, as operated inthe mid 19th century, fermentation wouldtypically be conducted in an ice-house[Fig. 13].27 But it was not just in the areaof fermentation that brewing practice incontinental lager breweries differedsignificantly from that in Victorian Britishale breweries. Brewhouse procedureswere very different. This was becauseBritish and continental malts were verydifferent. British malts were what is called‘well modified’ i.e. produced in such a
way that the starch and the protein in themalt were made easy to extract anddegrade in the brewhouse. Continentalmalts on the other hand were ‘undermod-ified’ not so amenable to extraction.These continental malts therefore need-ed more extensive treatment in the brew-house than their British equivalents.Continental practice reflects these dif-ferences as shown in Figure 14. Thediagram shows the hopper (A), the gristcase (B) and external masher (C) feedinga mash tun (D), but from then on thingsget more complicated than in a Britishbrewery. About 1/4 to 1/3 of the mash iswithdrawn during the brew and fed to amash copper (E) were it is boiled andthen added back to the mash tun, thusraising the temperature. This may bedone 2 or even 3 times to give stepchanges in mashing temperature. Thesystem is called decoction mashing. Itwas developed purely empirically butmay now be seen as providing a range oftemperatures in which the enzymesrequired for protein and carbohydratedegradation, which differ in their heatstability, can operate. At the end of themash the contents of the mash tun is fedto another tun (H), the lauter or clarifyingtun, which is usually wider than the mashtun proper and has a slotted plate falsebottom through which the wort filters thusseparating the wort from the spent grains.The wort is then fed to a wort copper (K)were it is boiled in the ordinary way. Thearrangement is shown in practice in anearly contemporary picture of a Germanbrewhouse [Fig. 15] which clearly showsthe four vessels.
Figure 13. Lager fermentation and maturationin an ice-house, consisting of an under-ground store-cellar with a fermenting cellarabove it, both cooled by the natural ice in theupper part of the building, from Julius E.Thausing's, The theory and practice of thepreparation of malt and the fabrication ofbeer, published in 1882.

67Brewery History Number 123 Summer 2006
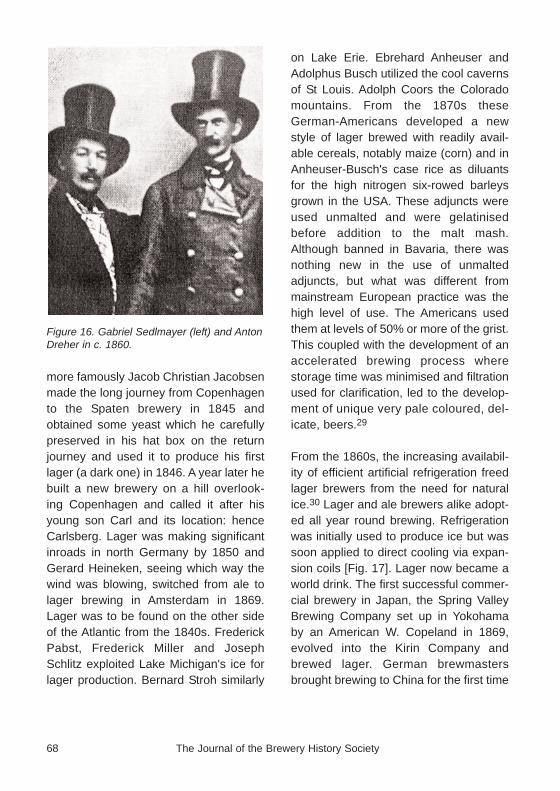
Until the 1840s bottom-fermentation wasunknown outside Bavaria and Bohemia(where it had been practised since about1400). It was then, instigated to an extentby the efforts of Gabriel Sedlmayr jnrfrom the Spaten Brewery in Munich andAnton Dreher from his family brewery atSchwechater just outside Vienna, thatlager began to spread [Fig. 16]. On a tripto Britain in 1833 the pair had indulged inwhat has been described as industrialespionage,28 learning the use of the sac-charometer and thermometer and thetechniques of large scale brewing. Theywere not above rather underhand behav-iour such as secretly taking samples inbreweries using hollow walking sticks. Ontheir return home Sedlmayr and Dreherbecame apostles for lager and appliedwhat they had learnt in Britain's moreadvanced ale breweries to the production
of bottom-fermented beers. The first palestraw coloured lager, for the product ofMunich was dark brown in colour and thatof Vienna a reddish brown, is usuallyascribed to Josef Groll a German brewerworking in Pilsen in October 1842. Lagerwas first produced in Norway in 1843 and
Figure 14. A German brewhouse from George Scamell & Frederick Colyer's Breweriesand maltings: Their Arrangement, Construction, Machinery, and Plant, 2nd edition pub-lished in 1880.
Figure 15. The brewhouse of the HanoverBrewery Company c. 1900 showing left toright, the mash copper, the mash tun, thelauter tun and the wort copper.
68 The Journal of the Brewery History Society
more famously Jacob Christian Jacobsenmade the long journey from Copenhagento the Spaten brewery in 1845 andobtained some yeast which he carefullypreserved in his hat box on the returnjourney and used it to produce his firstlager (a dark one) in 1846. A year later hebuilt a new brewery on a hill overlook-ing Copenhagen and called it after hisyoung son Carl and its location: henceCarlsberg. Lager was making significantinroads in north Germany by 1850 andGerard Heineken, seeing which way thewind was blowing, switched from ale tolager brewing in Amsterdam in 1869.Lager was to be found on the other sideof the Atlantic from the 1840s. FrederickPabst, Frederick Miller and JosephSchlitz exploited Lake Michigan's ice forlager production. Bernard Stroh similarly
on Lake Erie. Ebrehard Anheuser andAdolphus Busch utilized the cool cavernsof St Louis. Adolph Coors the Coloradomountains. From the 1870s theseGerman-Americans developed a newstyle of lager brewed with readily avail-able cereals, notably maize (corn) and inAnheuser-Busch's case rice as diluantsfor the high nitrogen six-rowed barleysgrown in the USA. These adjuncts wereused unmalted and were gelatinisedbefore addition to the malt mash.Although banned in Bavaria, there wasnothing new in the use of unmaltedadjuncts, but what was different frommainstream European practice was thehigh level of use. The Americans usedthem at levels of 50% or more of the grist.This coupled with the development of anaccelerated brewing process wherestorage time was minimised and filtrationused for clarification, led to the develop-ment of unique very pale coloured, del-icate, beers.29
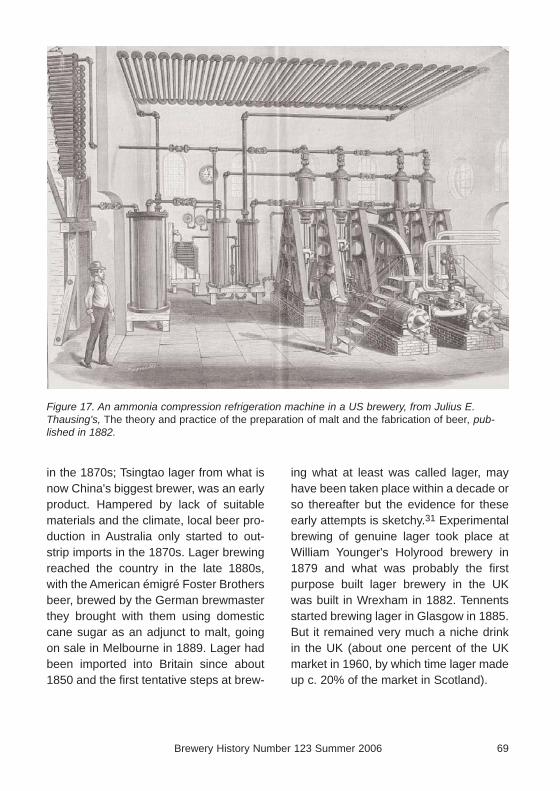
From the 1860s, the increasing availabil-ity of efficient artificial refrigeration freedlager brewers from the need for naturalice.30 Lager and ale brewers alike adopt-ed all year round brewing. Refrigerationwas initially used to produce ice but wassoon applied to direct cooling via expan-sion coils [Fig. 17]. Lager now became aworld drink. The first successful commer-cial brewery in Japan, the Spring ValleyBrewing Company set up in Yokohamaby an American W. Copeland in 1869,evolved into the Kirin Company andbrewed lager. German brewmastersbrought brewing to China for the first time
Figure 16. Gabriel Sedlmayer (left) and AntonDreher in c. 1860.
69Brewery History Number 123 Summer 2006
in the 1870s; Tsingtao lager from what isnow China's biggest brewer, was an earlyproduct. Hampered by lack of suitablematerials and the climate, local beer pro-duction in Australia only started to out-strip imports in the 1870s. Lager brewingreached the country in the late 1880s,with the American émigré Foster Brothersbeer, brewed by the German brewmasterthey brought with them using domesticcane sugar as an adjunct to malt, goingon sale in Melbourne in 1889. Lager hadbeen imported into Britain since about1850 and the first tentative steps at brew-
ing what at least was called lager, mayhave been taken place within a decade orso thereafter but the evidence for theseearly attempts is sketchy.31 Experimentalbrewing of genuine lager took place atWilliam Younger's Holyrood brewery in1879 and what was probably the firstpurpose built lager brewery in the UKwas built in Wrexham in 1882. Tennentsstarted brewing lager in Glasgow in 1885.But it remained very much a niche drinkin the UK (about one percent of the UKmarket in 1960, by which time lager madeup c. 20% of the market in Scotland).
Figure 17. An ammonia compression refrigeration machine in a US brewery, from Julius E.Thausing's, The theory and practice of the preparation of malt and the fabrication of beer, pub-lished in 1882.

70 The Journal of the Brewery History Society
Concurrent with the spread of lager brew-ing came more emphasis on a scientificapproach to brewing, the most famousearly practitioner being Louis Pasteur.Until Pasteur carried out his investiga-tions on wine and beer fermentations inthe 1860s and 1870s and showed theimportance of eliminating deleteriousbacteria, there was little practically usefuladvice available to brewers on how toprevent their beers unaccountably goingoff. In a wider context, it was through theinvestigation of the production of wine,vinegar and beer that Pasteur estab-lished the importance of micro-organismsin causing disease. The far reachingsignificance of Pasteur's work on fermen-tation can thus not be doubted. What isless clear is the actual impact his workhad upon fermentation practice andbrewing in particular.32 Pasteur's Etudessur la Biere published in 1876 andtranslated into English as Studies onFermentation in 1879, is often cited asrevolutionising the industry. This issomething of an exaggeration. The fer-mentation technology he devised, whichessentially involved aseptic proceduresin a closed vessel, found very limitedapplication. His advocacy of the dangerof aerial infection in breweries foundmore adherents, but in time it becameclear that a greater hazard came fromcontact of wort with dirty surfaces and thedrip of germ-ridden condensations.33
Even the heat treatment technique whichbears his name and which became sowidely used was not recommended byhim for use with beer on the grounds thatit spoilt the flavour. It is in his advocacy of
the practical utility of science which hecommunicated in a very high profile man-ner, rather than in the detail of Pasteur'swork on beer where we may detect hisreal impact on the brewing industry. Oneundoubted practical outcome of Pasteur'swork, however, was the growing adoptionof that great Victorian gentleman's hightech. plaything, the microscope, for use inbreweries [Fig. 18]. Pasteur was not thefirst to use a microscope in a brewery,34
but it was certainly he who popularised it.A technology which was quickly acceptedin most quarters of the brewing world waspure yeast culture introduced by EmilChristian Hansen at Carlsberg in 1883.Where Pasteur had identified bacteria asthe causes of brewing problems, Hansenextended this to the presence of harmfulyeasts. Pasteur had purified yeasts byacid washing to kill the bacteria. Hansenselected a single strain of yeast from theunreliable and variable mixed culturesthen in use in the brewery and in so doing
Figure 18. The brewers' microscope asadvertised in the Brewers' Journal in 1882.
71Brewery History Number 123 Summer 2006
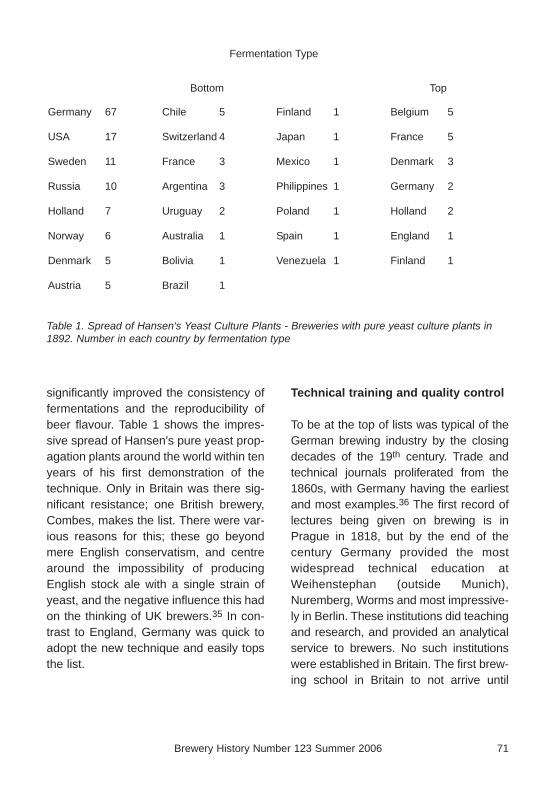
significantly improved the consistency offermentations and the reproducibility ofbeer flavour. Table 1 shows the impres-sive spread of Hansen's pure yeast prop-agation plants around the world within tenyears of his first demonstration of thetechnique. Only in Britain was there sig-nificant resistance; one British brewery,Combes, makes the list. There were var-ious reasons for this; these go beyondmere English conservatism, and centrearound the impossibility of producingEnglish stock ale with a single strain ofyeast, and the negative influence this hadon the thinking of UK brewers.35 In con-trast to England, Germany was quick toadopt the new technique and easily topsthe list.
Technical training and quality control
To be at the top of lists was typical of theGerman brewing industry by the closingdecades of the 19th century. Trade andtechnical journals proliferated from the1860s, with Germany having the earliestand most examples.36 The first record oflectures being given on brewing is inPrague in 1818, but by the end of thecentury Germany provided the mostwidespread technical education atWeihenstephan (outside Munich),Nuremberg, Worms and most impressive-ly in Berlin. These institutions did teachingand research, and provided an analyticalservice to brewers. No such institutionswere established in Britain. The first brew-ing school in Britain to not arrive until
Germany 67 Chile 5 Finland 1 Belgium 5
USA 17 Switzerland 4 Japan 1 France 5
Sweden 11 France 3 Mexico 1 Denmark 3
Russia 10 Argentina 3 Philippines 1 Germany 2
Holland 7 Uruguay 2 Poland 1 Holland 2
Norway 6 Australia 1 Spain 1 England 1
Denmark 5 Bolivia 1 Venezuela 1 Finland 1
Austria 5 Brazil 1
Fermentation Type
Bottom Top
Table 1. Spread of Hansen's Yeast Culture Plants - Breweries with pure yeast culture plants in1892. Number in each country by fermentation type
72 The Journal of the Brewery History Society
1899 at the newly establishedBirmingham University and then at HeriotWatt College in Edinburgh in 1904. Butthese were of little account in comparison.Training of brewers in the UK was, andcontinued to be, by a pupilage system, inwhich the trainee paid a fee for the privi-lege of on the job tuition by a brewerand/or consulting chemist. There was noinstitutional analytical service available toUK brewers, indeed attempts to providesuch a service were opposed by the pri-vate consulting chemists who derived asteady income from the industry. By the1880s there were many of these consult-ants to choose from. At least a dozen inLondon and others in provincial cities andof course in Burton. Particularly prominent
was Edward Ralph Moritz, London born ofGerman descent with a PhD fromGöttingen, appointed Consulting Chemistto the Brewers' Society when only twenty-six he was the founder of what becamethe Institute of Brewing. Not all consult-ants had the credentials enjoyed byMoritz, the unregulated system encour-aged quite a lot of quackery, and onemust question the ability of even the mostknowledgeable chemists to deliver quitewhat they promised.37 Indeed Moritz wasnot above earning the odd guinea or twoby having his rather overblown reportsused to advertise his customers' beers.Figure 19 is an example, with much saidabout ‘absolute purity … wholesomeness… tonic …’ etc.
Figure 19. An 'Analytical Report' used as a testimonial.

73Brewery History Number 123 Summer 2006
This raises the question of the nature ofquality control in UK breweries. To whatextent was in-house analysis carried outand who did it? The evidence is conflict-ing. Thus Edward Frankland, Professorat the Royal College of Chemistry inLondon testified to the RoyalCommission on Scientific Instruction in1871, that ‘brewers … keep almost aconstant stream of students passingthrough the College. They employ a con-siderable number of chemists in theirbreweries, some of them two in the samebrewery … ‘.38 Where-as CharlesGraham, Professor of ChemicalTechnology at University CollegeLondon, was able to tell the RoyalCommission on Technical Instruction in1882 that amongst breweries there was‘scarcely a laboratory anywhere else inEngland except at Burton’.39 To makesense of this one must look at the contextin which each statement was made.Frankland was trying to justify his positionand show the success of his teaching.Graham on the other hand was eager togive reasons why he should start a newcourse at UCL.40 More impartial informa-tion on the penetration of laboratoriesinto late Victorian breweries in the UKmay be drawn from the writings of AlfredBarnard who travelled all over the coun-try in the late 1880s visiting breweries.He produced a four volume work on histravels which is now something of a col-lector's piece.41 Barnard was no critic,virtually everything he came across wasdescribed in glowing terms, but he didrecord clearly what he saw and his workis much more than the ‘coffee table’ book
it is sometimes dismissed as. The illustra-tions are undoubtedly somewhat sani-tised from more disorderly reality, but wedo get fairly detailed accounts of plantand equipment and the organisation ofthe breweries. The decline in the produc-tion of old vated beers like porter is clear,as is the rise of ‘running beers’, whichwere made to be brewed, packaged anddrunk within 4 weeks.42 The benefitsderived from greater scientific under-standing and measurement is somethingBarnard is particularly keen to make partof his accounts. From these descriptionsa picture of the role of quality control inlate Victorian British breweries emerges.Five levels of increasing sophisticationcan be detected in the 112 breweriesBarnard visited.43:
Level 1: No mention of quality control, orif it is mentioned it is restricted to visualexamination of barley, malt and hops by anorth light window, the nosing of casksand the use of the saccharometer inbrewery. 55 breweries meet this descrip-tion.
Level 2: A bench in the brewers' officecontaining basic analytical equipmente.g. a microscope, colorimeter, simpleglassware, perhaps a forcing tray for test-ing the microbiological stability of beer,and some scientific books. 21 breweriesmeet this description.
Level 3: A separate room set up as abrewers' laboratory with analysis carriedout by one of the brewers. In addition to amicroscope, colorimeter and forcing tray

74 The Journal of the Brewery History Society
there would usually be water baths, a bal-ance, extensive glassware and evensometimes a fume cupboard. 25 brew-eries meet this description.
Level 4: A chemist's laboratory withanalysis carried out by a qualified dedi-cated chemist. In addition to the appara-tus listed for level 3, equipment mightalso include photomicrography equip-ment, a polarimeter, ovens and incuba-tors. Routine water, barley, malt, beer,and hop analysis would be the norm. Sixbreweries (Wm. Youngers (Edinburgh),Mann Crossman & Paulin (London), IndCoope (Burton), Barras (Newcastle),Truman (London), Benskins (Watford))meet this description.
Level 5: Chemists' Laboratories. Achemist and usually assistants in a labo-ratory with more than one room. Therewould often be a dedicated instrumentroom and balance room. Equipmentwould be as for level 4 but might alsocontain such sophisticated, and difficultto operate, apparatus as that required forcombustion analysis of elemental carbon& nitrogen. Research activity was likely.Five breweries (Allsopp, Bass,Worthington and Salts, all of Burton andH & G Simmonds of Reading) meet thisdescription.
Thus, scrutiny of Barnard goes some wayto support Charles Graham's contentionthat there was ‘scarcely a laboratory any-where else in England except at Burton’but only if one ignores all but the mostsophisticated laboratories. From the fig-
ures above, counting brewers' andchemists' laboratories, by the late 1880sthere were at least thirty six breweries inBritain, one third of the total visited byBarnard, which had a laboratory. Nor isthere any good reason to discount thebrewers' laboratory which could be verywell equipped, as in the example shownat Hanson's Kimberley brewery [Fig. 20].It is also possible that Barnard missedthe odd laboratory. Certainly it is strangethat he notes Ind Coope to have a labo-ratory at Burton but does not mention oneat Romford, even though other evidenceindicates that the company were employ-ing a chemist at the latter brewery in the1860s/70s.44 What is clear is that thepresence of an in-house laboratory in the1880s was not particularly determined bythe size of the brewery. Certainly many ofthe smallest breweries lacked such afacility, but so did the biggest of them all,Guinness, which had no laboratory whenBarnard visited Dublin and would nothave one until the 1890s. Nor doesBarnard note a laboratory in most of thebig London breweries. Indeed, Courage,Reid, Meux, City of London, and evenWhitbread with their much vauntedPasteur connections, do not even have abench in the brewers' office by Barnard'saccount. One wonders what had hap-pened to the legendary microscope thedirectors of Whitbread are said to havebought after Pasteur's visit to the breweryin 1871?
The big Burton breweries were of coursea special case and employed chemistsfrom the 1840s. The significant export
75Brewery History Number 123 Summer 2006
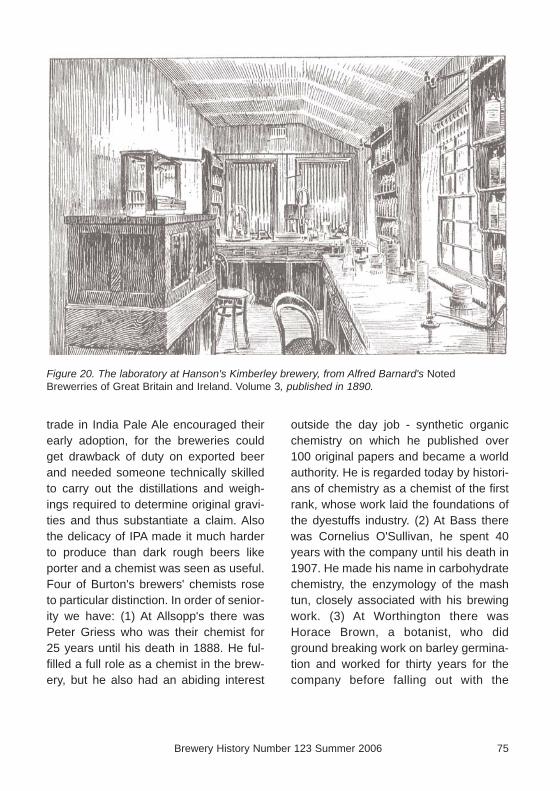
trade in India Pale Ale encouraged theirearly adoption, for the breweries couldget drawback of duty on exported beerand needed someone technically skilledto carry out the distillations and weigh-ings required to determine original gravi-ties and thus substantiate a claim. Alsothe delicacy of IPA made it much harderto produce than dark rough beers likeporter and a chemist was seen as useful.Four of Burton's brewers' chemists roseto particular distinction. In order of senior-ity we have: (1) At Allsopp's there wasPeter Griess who was their chemist for25 years until his death in 1888. He ful-filled a full role as a chemist in the brew-ery, but he also had an abiding interest
outside the day job - synthetic organicchemistry on which he published over100 original papers and became a worldauthority. He is regarded today by histori-ans of chemistry as a chemist of the firstrank, whose work laid the foundations ofthe dyestuffs industry. (2) At Bass therewas Cornelius O'Sullivan, he spent 40years with the company until his death in1907. He made his name in carbohydratechemistry, the enzymology of the mashtun, closely associated with his brewingwork. (3) At Worthington there wasHorace Brown, a botanist, who didground breaking work on barley germina-tion and worked for thirty years for thecompany before falling out with the
Figure 20. The laboratory at Hanson's Kimberley brewery, from Alfred Barnard's NotedBrewerries of Great Britain and Ireland. Volume 3, published in 1890.

76 The Journal of the Brewery History Society
redoubtable Arthur Manners. (4) Finallythere was Adrian Brown, Horace's some-what less talented younger half-brother,who specialised in problems to do withyeast, and spent 25 years with Saltsbrewery before becoming the first profes-sor of brewing at the newly formedBirmingham University in 1899. All fourmen were elected Fellows of the RoyalSociety.
The spread of the brewers' chemist
The number, if not necessarily the quali-ty, of brewers' chemists was gradually toincrease as the 19th century drew to aclose. Employment of chemists in brew-eries then received a boost, somewhatindirectly, by an unexpected conse-quence of the implementation of the 'FreeMash Tun Act' of 1880. This piece of leg-islation changed the basis on which dutywas paid on beer. For the previous fiftyyears duty had been levied on the rawmaterials (primarily malt; sugar had beenallowed since 1847 but was not particu-larly advantageous to use because ofduty differentials), now it was to be levieddirectly on beer. Brewers were now freeto use any wholesome source of extractthey wished. This led them to employ'malt substitutes' which soon made uparound 20% of the grist for many beers.Flaked maize and rice were commonlyused 'adjuncts', but many brewers pre-ferred the added convenience of readymade processed 'brewing sugars'. In1900, twenty years on from the 'freeing'of the mash tun, the use of brewing sug-
ars from one particular manufacture,Bostock & Co., led to probably the great-est tragedy to affect the brewing industryin England. This came about when sul-phuric acid contaminated with arsenicwas inadvertently used in the productionof glucose and invert-sugar. The sugarwas used to brew beer over a period ofsome nine months before its effects werespotted. Seventy people died and at least6000 others had symptoms of arsenicpoisoning.45 On the positive side, theaffair led to the realisation that arsenic, atlow but not negligible levels, was presentin many batches of malt due to the fuelused for kilning. Indeed it is likely thatarsenic poisoning from this source hadbeen an unrecognised danger for gener-ations before the poisonings of 1900. TheRoyal Commission appointed to investi-gate the matter established the conceptof the maximum permitted level of mate-rials in foodstuffs.46 Arsenic being thefirst environmental hazard to be con-trolled in this way. The scare also led tomuch work for chemists, particularly con-sulting chemists who made a prettypenny out of it. But, it also led brewersincreasingly to recognise the virtues ofhaving a chemist on site to test materialsfor safety as well as brewing value. Thisalso made sense in economic terms. Thebrewers had been stung by the amountthey had needed to pay consultants dur-ing the arsenic scare, why not have theirown man on site who may well be usefulin other ways? The growth in the lighterrunning beers and bottled beer tradewhich required more attention addedstrength to this view. The comments of

77Brewery History Number 123 Summer 2006
Edwyn Barclay, looking back from 1910reflect this:47 ‘… the most far-reachinginnovation was the starting of a laborato-ry in the brewery. Constant analysis of allmaterials has, of course, given an accu-rate knowledge which has led to manyimprovements and alterations’. There areno published data on the growth in thenumbers of scientists employed in brew-eries. From examination of breweryarchives, obituaries, trade and scientificjournals, membership lists etc my provi-sional estimate is that in 1900 there werearound 20 consulting chemists who spe-cialised in brewing practising in the UK.By 1910 the numbers of consultants hadnot increased, but the number of dedicat-ed brewers' chemists operating insidebreweries had more than doubled to per-haps as many as eighty.48
Things to come
The seeds of many other changes werealso laid as the 19th merged into the 20thcentury.49 Chilled and filtered bottled ale,called non-deposit beer because it hadno yeast sediment in it, came to Britain in1897 via the USA.50 Lager producedquickly using straight single temperatureinfusion mashing and minimal maturationtime arrived two years later, with thelaunch of Allsopp's lager. This beer, whilefermented with bottom-yeast at low tem-perature had a total production time frommashing to reaching the bar of only 3weeks, as opposed to at least as manymonths for continental lager at the time.51
It was, however, at least of continental
strength at 5.5% alcohol by volume,unlike beers later sold in the UK underthe name lager, both home-produced andimported, which had alcohol contents notmuch above half of that. The first breweryresearch laboratory in the UK was estab-lished by Guinness in 1901.52 After fiveyear's of allowing free publication whenrun by Horace Brown (ex Worthington's)this became a very secretive place, withGuinness banning its staff from publish-ing anything of their work. The ban lastedfor 40 years. Mash filters [Fig. 21] werefirst used in the UK by Benskins inWatford in 1903,53 followed a few yearslater by Vaux in Sunderland, but foundfew other takers in the country for anoth-er 90 years. What was effectively keg ale(although it was of course not calledthat), chilled, filtered and carbonateddraught beer dispensed with CO2 toppressure came to Britain in 1905, whenWilliam Butlers', Springfield Brewerylaunched it in Wolverhampton. They per-sisted with the experiment until 1914 butthen dropped it because of consumer dis-like of the product.54 ‘All foam and noflavour’ was one comment at the timeconcerning chilled and carbonated
Figure 21. An Edwardian Mash Filter, fromthe Brewing Trade Review 1905.
78 The Journal of the Brewery History Society
beer.55 Breeding of hybrid strains of bar-ley originated in 1905 with the crossing ofthe varieties Plumage and Archer by E. S.Beavan to give a new variety destined todominate the malting crop from the 1920sto the 1940s.56 E.S. Salmon's hop breed-ing programme which started the world-wide movement to improved varietiesbegan at Wye College in Kent in 1906.57
Also in 1906, Ludwig Nathan was grantedan English patent58 on a vessel with a‘rigid cylindrical iron shell [and] a glass lin-ing made up of curved glass plates' foruse in brewing; the first step towards thecylindro-conical fermenter which sixtyyears latter would start to come into itsown. Aluminium was used for fabricationof fermenters and storage vessels inGermany in 190959 and a year later in theUK; and the metal would have a certainvogue for a couple of decades until stain-less steel took over. In 1911 LeoWallerstein, a first generation German-American consulting brewers' chemist,noting the increasing propensity ofAmericans to store their beer in the ice-box, came up with a method for chillproof-ing beer to stop it going hazy in the fridgeby treating it with proteolytic enzymes inthe brewery.60 Walter Scott of Ansells inBirmingham patented his eponymousyeast plant in 1913.61 In this system yeastis drawn off from an open fermenting ves-sel under vacuum, forced through a filterpress and the filtrate returned to the fer-menters. The economies thus providedwere soon to have particular appeal tobrewers when, as a consequence of theFirst World War, excise duties rose tounprecedented levels and stayed there.
Was Delbrück right?
To go back to where we came in. WasMax Delbrück correct in his prediction of1884? Has the sword of science and thearmour of practice enabled German beerto encircle the world? With over a hun-dred years of hindsight the answer is aqualified yes, but not quite in the way hemeant. In the years that followedDelbrück's statement, German brewingscientists proved rather more adept ataccumulating data than using it - to anextent handicapped by German practice,which was governed by theReinheitsgebot, or 'commandment forpurity', a consumer protection or tradeprotection measure depending upon yourviewpoint, which restricted their freedomof action. On the other hand, Germanbrewmaster's proved extremely influen-tial across the world. If you go into anylarge modern brewery today, includingthose few which still brew ale, you willsee equipment originally designed foruse with bottom-fermentation and it is fre-quently manufactured by German firms.Lauter tuns are to be found everywhere.But all is not as it seems at first glance.Outside Germany and the Czech.Republic lauter tuns are seldom used incomplicated decoction mashing regimes,rather programmed infusion mashing isthe norm; you don't see many mash cop-pers any more. Mash filters for ultra swiftprocessing are also increasingly replac-ing lauter tuns and they have their originsin Belgium. The ubiquitous cylindro-coni-cal fermenter originates in Switzerland,not Germany; Ludwig Nathan was from

79Brewery History Number 123 Summer 2006
Zurich. But, there is no denying thatlager, cold-produced bottom-fermentedbeer, has encircled the world. With salesbuoyed by increasing consumption indeveloping countries, lager is truly theworld drink. Even in the UK, which hassteadfastly maintained volume ale pro-duction longer than anywhere else, over70% of the beer sold is lager - and muchof the ale and stout now served in pubs isdispensed at very low temperatures tomake it seem more like lager! However, Idoubt if Max Delbruck would recognisethe lager of unrivalled blandness whichnow sells the most worldwide as havingmuch to do with what he knew asGerman beer.62
Notes and References
1. Delbrück, M. (1884) 'Ueber Hefe undGärung in der Bierbrauerei', BayerischeBierbrauer, 19, p. 312. ‘Mit dem Schwerte derWissenschaft, mit dem Panzer der Praxis, sowird Deutsche Bier die Welt erringen’.
2. Data from The Brewers' Journal 1891,27, p. 315 & The Brewers' Almanac 1899, p.145.
3. Pennant, T. (1793) Some Account ofLondon (3rd Ed.). R. Faulder: London, p. 313.via Pearson, L. (1999) British Breweries. AnArchitectural History, Hambledon Press:London. p. 31.
4. Barclay, C. (1830) ParliamentaryPapers, X: 16. ‘We are the power-loom brew-ers, if I may so speak’
5. Gourvish, T.R. & Wilson, R.G. (1994)The British Brewing Industry 1830-1980.
Cambridge University Press: Cambridge. p.610.
6. Bud, R.F. & Roberts, G. K. (1984)Science versus Practice: Chemistry inVictorian Britain. Manchester UniversityPress: Manchester. pp. 14-15. Green, J.H.S.(1957) 'Robert Warrington (1807-1867)'.Proceedings of the Chemical Society, pp.241-246.
7. The graduate was William Ferguson(1810-1869) who obtained a BA. degree inDublin in 1833. Bud, R.F. (1980) TheDiscipline of Chemistry: The Origins andEarly Years of the Chemical Society ofLondon. Unpublished PhD thesis, Universityof Pennsylvania, pp. 137-138, 166. Anderson,R.G. (1992) 'The pattern of BrewingResearch: A Personal View of the History ofBrewing Chemistry in the British Isles.'Journal of the Institute of Brewing, 98: pp. 85-109, 86, 88. Burtchaeli, G.D. & Sadler, T.U.(1935) Alumni Dubliniensis. Alex Thom & Co.:Dublin.
8. Mathias, P. (1959) The BrewingIndustry in England 1700-1830, CambridgeUniversity Press: Cambridge. p. 552.
9. ibid. 551.10. Ritchie, B. (1992) An Uncommon
Brewer. The Story of Whitbread 1742-1992,James & James: London. pp. 28-29.
11. Mathias, P. op cit. 85. The odd brew-ery out was Trumans, which did not have asteam engine until 1805.
12. Sumner, J. (2001) 'John Richardson,saccharometry and the pounds-per-barrelextract: the construction of a quantity'. BritishJournal of the History of Science, 34, pp.255-273.
13. Sumner, J. (2006) 'Early heat determi-nation in the brewery'. Brewing History. The
80 The Journal of the Brewery History Society
Journal of the Brewery History Society, 121,pp. 66-80.
14. Morrice, A. (1802) A treatise on brew-ing: wherein is exhibited the whole process ofthe art and mystery of brewing the varioussorts of malt liquor; with practical examplesupon each species. H.D. Symonds: London.Appendix 181.
15. Corran, H.S. (1975) A History ofBrewing. David & Charles: Newton Abbot. pp.170-174. Mathias, P. op cit. pp. 76-78.Commercial brewers have by definitionalways sought to maximize their profits, butthis is perhaps the first example of usinginstrumental data in order modify brewingtechnology purely on economic grounds.Certainly there seemed to be an indifferenceto porter flavour changes in adopting the newgrist and the brewers got away with it. Aprecedent had been set.
16. Cornell, M. (2003) 'Porter myths andmysteries'. Brewing History. The Journal ofthe Brewery History Society, 112, pp. 30-39.
17. Anderson, Ray (2003) 'Microbes andthe origins of porter'. Brewing History. TheJournal of the Brewery History Society, 113,27-30.
18. Mathias, P. op cit. (11) p. 62.19. Corran, H. S. op cit.(15) pp. 183-211.20. Steel, J. (1878) Selection of the prac-
tical points of malting and brewing and stric-tures thereon for the use of brewery propri-etors. Privately published: Glasgow pp. 121-122.
21. Corran, H.S. op cit.(15) p. 191.22. Hind, H.L. (1940) Brewing Science
and Practice. Chapman & Hall: London. Vol.2, pp. 808-817
23. Moritz, E.R. & Morris, G.H. (1891) AText-book of the Science of Brewing. E. & F.
N. Spon: London. p.391. 24. Pearson, L. op cit.(3) pp. 41-46.25. Scamell, G. & Colyer, F. (1880)
Breweries and maltings: Their Arrangement,Construction, Machinery, and Plant, 2nd edi-tion
26. A note on terminology. A quarter is anEnglish measure of malt and barley.Originally the quarter was a volume measureand it was assumed that 1 quarter of barleywould yield (about) 1 quarter of malt. Later,quarters were defined by weight such that aquarter of barley weighed 448 lb. and a quar-ter of malt 336 lb. (See Briggs, D.E. (1998)Malts and Malting. Blackie: London. p. 80.).Thus the number of quarters of maltprocessed by a brewery is a measure of itscapacity. The assumptions generally madewhen constructing a brewery to serve a givenvolume of trade were that: 1. Four barrels ofbeer was the average yield from a quarter ofmalt. 2. The plant brews once a day four daysa week (thus leaving room for expansion ifnecessary by brewing on the fifth day withoutaddition to the plant). 3. The brewery is inoperation 50 weeks of the year. (SeeBradford, W. (1891) 'Brewery Construction'Transactions of the Institute of Brewing(Laboratory Club), 4, pp. 110-111.). It followstherefore that a 5 quarter brewery would bedesigned to produce 5 x 4 x 4 x 50 = 4000barrels per year and would have a capacity of5 x 4 x 5 x 50 = 5000 barrels a year.
27. Thausing, J.E. (1882) The theory andpractice of the preparation of malt and thefabrication of beer with especial reference tothe Vienna Process of Brewing. Henry CareyBaird: Philadelphia pp. 556-604.
28. Teich, M. (1993) 'A case of industrialespionage in brewing', in A Special Brew.
81Brewery History Number 123 Summer 2006
Essays in honour of Kristoff Glamann, ed.Thomas Riis. Odense Univerity Press:Odense pp. 183-187
29. Anderson, R.G. (2003) 'Beer' inBlocker, J., Tyrell, I. and Fahey, D (eds)Alcohol and Temperance in Modern History:An International Encyclopaedia. SantaBarbara: ABC-Clio, Vol1., pp. 92-100.
30. Hård, M. (1994) Machines are FrozenSpirit. The Scientification of Refrigeration andBrewing in the 19th Century - A WeberianInterpretation. Campus Verlag: Frankfurt amMain.
31. Wilson, R. (1993) 'The Introduction ofLager in Late Victorian Britain', in A SpecialBrew. Essays in honour of Kristoff Glamann,ed. Thomas Riis. Odense Univerity Press:Odense p. 199.
32. Anderson, R.G. (1995) 'Louis Pasteur(1822-1895): An assessment of his impact onthe brewing industry'. Proceedings of the 25thEuropean Brewery Convention Congress,Brussels pp. 13-23.
33. Hind, H.L.. (1936) 'Progress inBrewery Fermentation during the last FiftyYears'. Journal of the Institute of Brewing, 42,p. 514.
34. In 1839 Robert Warington of Trumanswas a founder member and sat on the firstcouncil of the Royal Micoscopical Society inLondon. Turner, Gerald L'E (1989) God Blessthe Microscope! The history of the RoyalMicroscopical Society over 150 years. 16.
35. Anderson, R.G. (2006) 'One yeast ortwo? Pure yeast and top fermentation. Part1:A question of flavour and condition'. TheBrewer & Distiller, 2 in the press.
36. Anderson, R.G. (2006) 'The transfor-mation of Brewing: An Overview of ThreeCenturies of Science and Practice' Brewing
History. The Journal of the Brewery HistorySociety, 121, p. 9.
37. A jaundiced view of chemists is evi-dent from James Steel's 1878 book on brew-ing (Steel, J. op cit.(20)) the preface of whichcontains this passage: ‘The chemist has hith-erto been helpless in the brewery, because,not having learned the art of Brewing, hecould have no theory, and having neither artnor theory, his presence has as yet donemore harm than good’. Even Steel, however,who found fault with almost everyone, sound-ed a note of optimism when he continued:‘When the chemist has been presented withthe facts of the position and a base to oper-ate from, he will doubtless become in thebrewery, as elsewhere, of the highest utility’.Emollient words but not a particularly accu-rate prediction of future relations betweenpractical brewers and chemists. Thirty yearslater, by which time chemists had somethingof a ‘base to operate from’, their ‘utility’caused other problems. In 1908 theOperative Brewer's Guild was set up by ‘prac-tical men’ who resented the influence of ‘sci-entific men’ in the brewery and sought toredress the balance. The lack of sympathybetween the two factions was to rumble on tothe end of the period we are reviewing andbeyond (See for example, Editorial Notes.Practical or Scientific? Journal of theOperative Brewers' Guild, 1914, 1, pp. 29-30).
38. Royal Commission on ScientificInstruction I, 1872, C. 536 Minutes ofEvidence,5834, p 369. The actual evidenceproduced by Frankland to the Commissionshowed that from a sample of 366 of a totalof 1008 students trained at the college sinceits foundation in 1845, only twenty were pur-
82 The Journal of the Brewery History Society
suing careers in the brewing industry and ofthese eleven were known to be connectedwith three of the Burton breweries. (SeeSigsworth, E. M. (1964-1965) EconomicHistory Review, 17, 538.). Frankland maytherefore have somewhat exaggerated his'constant stream'.
39. Royal Commission on TechnicalInstruction III, 1884, c. 3981, answers to Q1523/4, 145.
40. Anderson , R.G. (1992) op cit. (7) p.94.
41. Barnard, A. (1888/1891) NotedBreweries of Great Britain & Ireland. JosephCauston & Sons: London.
42. Baker, J.L. (1905) The BrewingIndustry. Methuen & Co: London, p. 116.
43. There are 108 separate entries (chap-ters) covering brewing companies and 5entries for malting companies in the four vol-umes of Barnard's work. Four of the brewingcompany entries (Charrington (London &Burton), Ind Coope (Romford & Burton),Mann (London & Burton) and Truman(London& Burton)) cover two production sitesin two towns/cities. These are counted asseparate breweries for the purposes of thiscomparison. Where companies have morethan one production site in a single town/city(Allsopp (Burton), Bass (Burton), Wm.Younger (Edinburgh) and Steel, Coulson(Glasgow)) these are treated as a singlebrewery. Hence the figure of 112 used here.
44. Anon (1875). 'Obituary notices, HenryMedlock', Proceedings of the ChemicalSociety, 28, pp. 1317-1318.
45. Final Report on the RoyalCommission appointed to enquire intoArsenical Poisoning from the consumption ofbeer and other articles of food and drink
(1903). Cd. 1848, p. 5. 46. ibid. 50. ‘In our view it would be
entirely proper that penalties should beimposed under the Sale of Food and DrugsActs upon any vendor of beer or any otherliquid food, or any liquid entering into thecomposition of food, if that liquid is shown byan adequate test to contain 1/100th of a grainor more of arsenic in the gallon; …’. Althoughthe recommendations of the RoyalCommission were not given statutory forceuntil 1959, they came to represent good man-ufacturing practice and were accepted by theCourts (The Arsenic in Food Regulations,1959, S. I. No. 831).
47. Barclay, E. (1910) 'Obituary Notices.Frederick Lincoln Bevan'. Journal of theInstitute of Brewing, 16, pp. 67-68.
48. Anderson, R.G. ‘Gravity. Tint &Bitterness. The Rise & Fall of the Brewers'Chemist’ in preparation.
49. Anderson, R.G. (2006) 'History ofIndustrial Brewing' in Handbook of Brewing .Eds Fergus G. Priest, Graham G. Stewart.Second Edition. CRC Taylor & Francis: BocaRaton, London & New York pp. 1-37.
50. Van Laer, N. (1900) 'The Chilling andFiltering of Top-fermentation Beers', Journalof the Institute of Brewing, 6, pp. 439-450.
51. Anon (1899) 'Allsopp's Lager BeerInstallation', The Brewers' Journal, 35, pp.646-652.
52. Anderson, R.G. (1992) op cit. (7) p.96. Although Guinness was the first to estab-lish a research laboratory in the British Isles,a case can be made for it not being the firstto employ a dedicated research scientist. In1889 Arthur Landauer Stern went to work forCornelius O'Sullivan when the latter washead brewer at Bass' New Brewery in Burton.
83Brewery History Number 123 Summer 2006
The appointment was to assist with researchwork in a private capacity for O'Sullivan andonly some years later did Stern join the staffof the brewery.
53. Cannon, M.J. & Brown, H. (1906)'The Filter Press in the Brewery' Journal ofthe Institute of Brewing, 12, pp. 11-27.
54. Anon (no date) W. Butler & Co. Ltd.Brewing-Room Note Book. 4-5. Coors VisitorCentre. Museum of Brewing. Uncataloguedarchive material.
55. Smith, S.W. (1912) 'Notes on someproblems concerning bottled beer' Journal ofthe Institute of Brewing, 18, p. 11.
56. Lancaster, H. (1942) 'Obituary. EdwinSloper Beaven 1857-1941. Journal of theInstitute of Brewing, 42, pp. 31-33.
57. Darby, P. (1998) 'A Century of HopBreeding' Pauls Malt Brewing Room Book1998-2000. R.H. Beach (ed), 57-61.
58. Nathan, L. (1906) 'Improvements inthe Construction of Vessels for UseParticularly in the Sterilised Manufacture ofBeer' English Patent 5619, 8th March 1906;via Journal of the Institute of Brewing, 1907,13, p. 296.
59. 'B' (1909) 'Aluminium Fermenting andStorage Vats' Wochenschschrift für Brauerei26, 361-362, via Journal of the Institute ofBrewing, 1909, 15, pp. 716-717.
60. Wallerstein, Leo (1956) 'Chillproofingand Stabilization of Beer' WallersteinLaboratories Communications, 19, No. 65,pp. 95-110.
61. Scott, W. (1913) 'Means of Handling,Skimming and Pressing Yeast' English Patent21,925, 29th September 1913.
62. Adams, R. (2003) 'Busch case nippedin the Bud', The Guardian, 18th February, 16.



























![[Arms and Armour Press] Blitzkrieg. Armour Camouflage and Markings, 1939-40](https://img.pdfslide.us/doc/110x75/5453a1e3b1af9fac578b4afe/arms-and-armour-press-blitzkrieg-armour-camouflage-and-markings-1939-40.jpg)
