Embed Size (px)
Citation preview

The Stability of Blends of Incompatible Thermoplastics BRYCE MAXWELL and GUILLERMO L. JASSO
Polymer Materials Program Department of Chemical Engineering
Princeton University Princeton, New Jersey 08544
Conventional thermodynamic reasoning would predict that it would be very difficult to melt blend incompatible polymers and that if such blends were made they would be highly unsta- ble and would phase separate upon heating. A method has been developed to melt blend incompatible polymers (such as poly(methylmethacry1ate) and polyethylene) to form two con- tinuous interpenetrating phases and that upon prolonged heat- ing the stability of the structure is increased rather than decreased.
INTRODUCTION
olymer alloys, blends and composites take on many Pf orms. Sperling (1) and others (2) have attempted to bring order out of the scrambled terminology used but it is still necessary to explain the meaning of various terms as they are used. In the discussion that follows the word “incompatible” means that neither polymer is soluble in the other. “Phase separated” indicates there is one con- tinuous phase with a second phase distributed as do- mains within the continuous phase. The term “two con- tinuous interpenetrating phases” indicates that both phases are continuous. All material of one phase is con- nected together and also all material of the other phase is connected together. A physical model of two continuous interpenetrating phases would be an open celled sponge filled with water.
Most conventional melt blending techniques produce phase separated mixtures. Usually the minor compo- nent phase is dispersed in the continuous major compo- nent phase. If such a blend is exposed to an elevated temperature the domains of the minor component will be attracted to each other and by diffusion will grow in size. If by mechanical mixing some molecules of one component were to be dispersed in the other compo- nent then it would be expected that upon heating the dispersed molecules would agglomerate and form do- mains. That is they would phase separate.
EXPERIMENTAL METHODS Preparation of Blends
_ - Blends of poly(methylmethacrylate), a,,. = 114,000, M J M , = 2.83 and long chain branches polyethylene, melt index = 0.3 were prepared. The two polymers were melt blended in an elastic melt extruder (3, 4) at 190°C using an axial gap of 0.010 inches and rotational speed of 100 rpm. Figure 1 shows the principle of mixing in this type of extruder. Polymer melt enters the shear- ing zone from the periphery of the cylindrical rotor. It then receives an extensive shearing as it travels cen- tripetally through the axial gap to the central outlet. The
Slde Front
Fig. 1 . Schemutic.front und side view of elastic melt extruder.
important point is that the material in the shearing zone is stretched out through a long radial spiral path that imparts the special mixture characteristics described later.
Measurement of Melt Elasticity
The elasticity of the blends in the melt state was mea- sured in a Custom Scientific Instruments Co. Melt Elasticity Tester (5, 6) at 200°C. Figure 2 shows the prin-
! restrainins arm
center cylinder
rpeclmen
,transducer
-strain recovery
WP center cylinder
“applied strain
Section VIew Plan V i m Fig. 2. Schemutic section und plun tjiew ofmelt elasticity tester.
614 POLYMER ENGINEERING AND SCIENCE, MID-AUGUST, 1983, YO/. 23, NO. I I

The Stabi l i ty of Blends of Incompatible Thermoplastics
ciple of operation of this device. The melt specimen is positioned in the annular space between a cylindrical central member and the interior of a cup. Both can ro- tate about a common axis. At the start of the test the cup is rotated while the central cylindrical member is held fixed by the restraining arm. The specimen is sheared until a steady state is reached. The cup’s rotation is then stopped and the restraining arm is concurrently re- leased. By means of a photographic system the position of the center member as it rotates in accordance with the elastic recoil of the polymer melt is recorded as a func- tion of time. When the strain recovery process is finished the total amount of elastic recovery is re- corded.
RESULTS Figure 3 shows the total amount of recoverable strain
as a function of composition of the blends at a melt test temperature of 200°C. There is a very large increase in the melt elasticity as one component is added to the other resulting in two maxima one at 30 percent PE, 70 percent PMMA and the other at 30 percent PMMA, 70 percent PE.
In order to determine ifthis high melt elasticity found in these “as extruded’ blends was stable, samples of each blend were heated for one hour at 200°C in a vac- uum oven. Then these “re-heated’ blends were tested for melt elasticity.
Instead of showing a decrease in melt elasticity the “re-heated blends showed an increase in recoverable strain. Figure 4 shows the total recoverable strain as a
l.4
la
I E kc
od
0
Fig. 3. Total recoverable strain, yr , as a function of composition, as extruded.
2 c
1.S
- .. 0
1.0
4 5
a a
a a a
+ +
0 I I 1 a r b 4b 00 x PE
Fig. 4 . Total recoverable strain, Y,., as a function of composition, after re-heating for one hour at 200°C.
function of composition with the maxima of the two peaks for the “as extruded’ blends indicated by the + signs. For all compositions the melt elasticity has been increased by the re-heating and only a very small amount (less than 10 percent) of one component when added to the other causes the recoverable strain to in- crease by a factor of two or more.
In order to study the morphology of the blends weighed samples were placed in beakers containing ace- tone at room temperature for two weeks. Then the ace- tone was allowed to evaporate and the samples re- weighed. It was found that the acetone had extracted the PMMA quantitatively and that what was left was the polyethylene phase which had the same size and shape of the samples as originally put in the acetone. Scanning electron microscope pictures were taken of cut surfaces of the extracted samples to determine the morphology of the polyethylene phase.
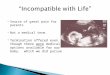
Figure 5 shows the “as extruded and extracted 30 percent polyethylene blend at a magnification of 2OOX. The white fibriles are the polyethylene and the dark re- gions are where the PMMA was. It is evident that the polyethylene is in the form of a three dimensional con- tinuous cobweb and that the PMMA phase must also have been continuous since it was quantitatively ex- tracted from the blend. The melt blending process has produced two interpenetrating continuous phases from two incompatible polymers.
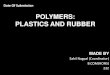
Figure 6 shows the 30 percent polyethylene blend after “re-heating’ for one hour at 200°C and then ex- tracting with acetone. Instead of causing phase separa- tion, the re-heated blend has the same morphology as
POLYMER ENGINEERING AND SCIENCE, MID-AUGUST, 1983. VOI. 23. NO. 1 1 615

Bryce Maxwell and Guillermo L. Jasso
Fig . 5 . As extruded hlend, 30 percent polyethylene, extructed with ucetoiie, 30OX, S E M .
F i g . 6. He-heated blend, 30percent polyethylene, extructed u t h cicetone, 200X, S E M .
the “as extruded” blend, two interpenetrating continu- ous phases. The only difference seems to be a slight thickening of the fibriles of the polyethylene.
DISCUSSION
The results presented above raise two questions: 1. Why do blends consisting of two interpenetrating
continuous phases of incompatible thermoplastics ex- hibit very much larger recoverable strains in the melt state than either of the components?
2 . Why does the melt elasticity of these blends in- crease if the blend is heated for a long period of time?
Figure 7 depicts a schematic representation of the two interpenetrating continuous phases of the blend. Com- ponent “A” is represented in black, component “B” by the lightly shaded regions, and the white areas are the result of artistic license to better depict the inter- penetrating nature of the structure and should not be considered as “free volume.” Because the two phases are interpenetrating, each phase entraps the other. For example, the strands of material “A” marked “1” and “2” have trapped the strand of material “B” between them.
F i g . 7 . Schertiutic representcctioe of the t w o ititerpenetruting continuous phases o f the blend.
The strand marked “3” is definitely entrapped by the strands of material “A” crossing both above and below it.
When an external stress is applied to this structure in the melt state, the entrapment of each phase by the other generates a resistance to flow. Since each phase is compatible with itself but incompatible with the other, for flow to take place the external stress must ovecome the cohesive forces of attraction of each phase for itself.
This same model can be used to explain the increase in elasticity resulting from prolonged heating. For phase separation to take place each phase would have to disas- sociate from itself in order to escape the entrapments of the other. There is no driving force to do this and as a result the only effect of heating is to cause each phase to consolidate further on itself resulting in a stronger entrapment of the other and therefore more permanent physical network structure that produces greater melt elasticity.
In order to test this model of the mechanism of re- sponse of these blends, stress relaxation tests were per- fosmed. If the entrapments of one phase in the other act as physical tie points that hold the whole structure to- gether then the stress would relax to some fixed value in a manner similar to a chemically cross-linked polymer.
Figure 8 shows the stress relaxation after steady state shearing ofthe two individual components and the 30-70 and 70-30 blends. Clearly the two individual compo- nents will continue to relax to zero stress while the two
m O ! 0 li Ib
Tim*- Fig . 8. Stress rc~luxution (is function of t imefor cis blended melts of composition 0, 30, 70 uncl 100 percent pol!yeth!;Ecne.
616 POLYMER ENGINEERING AND SCIENCE, MID-AUGUST, 1983, Vol. 23, No. 1 1

The Stability of Blends of Incompatible Thermoplastics
blends relax to an eauilibrium stress. This is consistent ACKNOWLEDGMENT This research was supported in part by the Mexican with the picture of the entrapments acting like physical
cross-links to give rise to the observed melt elasticity of these blends.
Council of Science and Technology.
CONCLUSIONS It is possible to melt blend two incompatible thermo-
plastics to produce materials with very high melt elastic-
the melt elasticity indicating that the blends are stable. A picture involving two continuous interpenetrating
1.
2.
3. 4. 5.
6.
ity. Prolonged heating increases, rather than decreases,
phases in which each phase entraps the other has been found to be a useful model to explain the properties of these blends.
POLYMER ENGINEERING AND SCIENCE, MID-AUGUST, 7983, Vol. 23, NO. 1 1
REFERENCES L. H. Sperling, “Interpenetrating Polymer Networks and Re- lated Materials,” Plenum Press, New York. D. Klempner and K. C. Frisch, “Polymer Alloys,” Plenum Press, New York. Bryce Maxwell, S.P.E. I., 26, 6 (1970). Bryce Maxwell, Plast. Eng., May 1974. Bryce Maxwell and My Nguyen, Polym. Eng. Sci., 19, 1140 (1979). B. A. Thornton, R. G. Villasenor, B. Maxwel1,J. Appl . Polym. Sci., 25, 653 (1980).
617