Embed Size (px)
Citation preview

PAGE 1 OF 47 PETITIONERS' EXHIBIT 1113
HANDBOOK OF THERMOPLASTICS
EDITED BY OLAGOKE OLABISI

PAGE 2 OF 47
F1' MEADE GenColl
---TP 1180 .15 H36
',1997 Copy 2

PAGE 3 OF 47

PAGE 4 OF 47
HANDBOOK OF THERMOPLASTICS

PAGE 5 OF 47
PLASTICS ENGINEERING
Founding Editor
Donald E. Hudgin
Professor Clemson University
Clemson, South Carolina
1 . Plastics Waste: Recovery of Economic Value, Jacob Leidner 2. Polyester Molding Compounds, Robert Burns 3. Carbon Black-Polymer Composites: The Physics of Electrically Conducting
Composites, edited by Enid Keil Sichel 4. The Strength and Stiffness of Polymers, edited by Anagnostis E. Zach
ariades and Roger S. Porter 5. Selecting Thermoplastics for Engineering Applications, Charles P. Mac
Dermott 6. Engineering with Rigid PVC: Processability and Applications, edited by I.
Luis Gomez 7. Computer-Aided Design of Polymers and Composites, D. H. Kaelble 8. Engineering Thermoplastics: Properties and Applications, edited by James M.
Margolis 9. Structural Foam: A Purchasing and Design Guide, Bruce C. Wendle
1 0. Plastics in Architecture: A Guide to Acrylic and Polycarbonate, Ralph Montella
11. Metal-Filled Polymers: Properties and Applications, edited by Swapan K. Bhattacharya
12. Plastics Technology Handbook, Manas Chanda and Sa/if K. Roy 13. Reaction Injection Molding Machinery and Processes, F. Melvin Sweeney 14. Practical Thermoforming: Principles and Applications, John Florian 15. Injection and Compression Molding Fundamentals, edited by Avraam I.
/sayev 16. Polymer Mixing and Extrusion Technology, Nicholas P. Cheremisinoff 17. High Modulus Polymers: Approaches to Design and Development, edited by
Anagnostis E. Zachariades and Roger S. Porter 18. Corrosion-Resistant Plastic Composites in Chemical Plant Design, John H.
Mallinson , 19. Handbook of Elastomers: New Developments and Technology, edited by
Ani/ K. Bhowmick and Howard L. Stephens 20. Rubber Compounding: Principles, Materials, and Techniques, Fred \1\1.
Barlow 21 . Thermoplastic Polymer Additives: Theory and Practice, edited by John T.
Lutz, Jr. 22. · Emulsion Polymer Technology, Robert D. Athey, Jr. 23. · Mixing in Polymer Processing, edited by Chris Rauwendaa/

PAGE 6 OF 47
24. Handbook of Polymer Synthesis, Parts A and B, edited by Hans R. Kricheldort
25. Computational Modeling of Polymers, edited by Jozef Bicerano 26. Plastics Technology Handbook: Second Edition, Revised and Expanded,
Manas Chanda and Sa/if K. Roy 27. Prediction of Polymer Properties, Jozef Bicerano 28. Ferroelectric Polymers: Chemistry, Physics, and Applications, edited by
Hari Singh Nalwa 29. Degradable Polymers, Recycling, and Plastics Waste Management, edited
by Ann-Christine Albertsson and Samuel J. Huang 30. Polymer Toughening, edited by Charles B. Arends 31. Handbook of Applied Polymer Processing Technology, edited by Nicholas P.
Cheremisinoff and Paul N. Cheremisinoff 32. Diffusion in Polymers, edited by P. Neogi 33. Polymer Devolatilization, edited by Ramon J. Albalak 34. Anionic Polymerization: Principles and Practical Applications, Henry L. Hsieh and
Roderic P. Quirk 35. Cationic Polymerizations: Mechanisms, Synthesis/ and Applications, edited by
Krzysztof Matyjaszewski 36. Polyimides: Fundamentals and Applications, edited by Malay K. Ghosh and K. L.
Mittal 3 7. Thermoplastic Melt Rheology and Processing, A. V. Shenoy and D. R. Saini 38. Prediction of Polymer Properties: Second Edition, Revised and Expanded, Jozef
Bicerano 39. Practical Thermoforming: Principles and Applications, Second Edition, Revised
and Expanded, John Florian 40. Macromolecular Design of Polymeric Materials, edited by Koichi Hatada, Tatsuki
Kitayama, and Otto Vogl 41. Handbook of Thermoplastics, edited by Olagoke Olabisi 42. Selecting Thermoplastics for Engineering Applications: Second Edition, Revised
and Expanded, Charles P. MacDermott and Aroon V. Shenoy
Additional Volumes in Preparation
\

PAGE 7 OF 47
HANDBOOK OF H_
THERMOPLASTICS
EDITED BY
OlAGOKE OlABISI King Fahd University of Petroleum and Minerals Dhahran, Saudi Arabia
MARCEL DEKKER, INc. NEw YoRK • BASEL • HoNG KoNG

PAGE 8 OF 47
Library of Congress Cataloging-in-Publication Data
Handbook of thermoplastics I edited by Olagoke Olabisi. p. em.- (Plastics engineering; 41)
Includes index. ISBN 0-8247-9797-3 (he : alk. paper) 1. Thermoplastics-Handbooks, manuals, etc. I. Olabisi, Olagoke.
II. Series: Plastics engineering (Marcel Dekker, Inc.) ; 41. TP1180.T5H36 1997 668.4'23-dc21
97-58 . --------CIP
The publisher offers discounts on this book when ordered in bulk quantities. For more information, write to Special Sales/Professional Marketing at the address below.
This book is printed on acid-free paper.
Copyright© 1997 by MARCEL DEKKER, INC. All Rights Reserved.
Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming, and recording, or by any information storage and retrieval system, without permission in writing from the publisher.
MARCEL DEKKER, INC. 270 Madison Avenue, New York, New York 10016
Current printing (last digit): 10 9 8 7 6 5 4 3 2 1
PRINTED IN THE UNITED STATES OF AMERICA

PAGE 9 OF 47
To the memory of my mother Maria Qlapade Qlabisi
and my father Joseph Qna<;>lap<;> Qlabisi
Ji sun reo
iii

PAGE 10 OF 47
-
Preface
The global thermoplastics market, representing approximately 10% of the worldwide chemical industry, is the fastest growing segment of the world economy. This growth is being driven by several forces, among which are the following: (a) the widening sphere as well as the demanding requirements of the emerging thermoplastics applications; (b) the need to conserve the dwindling natural resources and the environment; (c) competitive basic, mission-oriented, and applied R&D (corporate, national, or international); and (d) the revolutionary and evolutionary scientific and technological innovations that indicate that scientists and engineers, in a paradigm shift, are making a fundamental break from the past. «Tailor-made" materials with controlled microstructures are beginning to emerge not only in polyolefins and other commodity thermoplastics, but also in polar thermoplastics, thermoplastics elastomers, synthetic water soluble thermoplastics, high performance thermoplastics, high temperature thermoplastics, specialty thermoplastics for super-function membranes, conducting thermoplastics, polymeric nonlinear optical (NLO) materials systems, liquid crys-talline polymers, and advanced thermoplastics composites for structural applications. ·
This Handbook of Thermoplastics underscores these emerging developments and serves as an authoritative source for a worldwide audience in industry, academia, government and nongovernment organizations. It provides comprehensive, up-to-date coverage for each thermoplastic in terms of the following:
• History, development, and commercialization milestones • Polymer formation mechanisms and process technologies • Structural and phase characteristics as they affect use properties • Blends, alloys, copolymers, composites and their commercial relevance • Processing, performance properties, and applications • Any other issue that relates to current and prospective developments in science,
t~chnology, environmental impact, and commercial viability
v

PAGE 11 OF 47
vi Preface
These points were regarded as guidelines and every contributor was urged to choose a polymer-specific format that would make the handbook a timeless reference. A thorny element for each author, and indeed a most important issue that will continue to challenge the thermoplastics industry into the next century, relates to environmental waste. The industry has worked long and hard to develop products capable of withstanding extreme and/or aggressive conditions and having a long life. The rapid proliferation of thermoplastics in an impressive array of applications is evidence of the success of the thermoplastics industry, but this very success implies that many thermoplastics, discarded after they have fulfilled their purposes, will pose a formidable disposal challenge.
The Handbook of Thermoplastics is composed of 42 chapters prepared by 70 contributors from 18 countries. It contains more than 4000 bibliographic citations plus over
. 500 tables and figures. Each chapter includes full references at the end of each chapter. Each chapter has been edited, reviewed and revised where necessary, but the authors are responsible for the content. Although no attempt was made to rigorously group the chapters into subsections, there are some subtle groupings as well as grouping overlaps. This is inspired by the reality of the changing thermoplastics industry with its overlapping product families, flexible output, and thermoplastics applications. A pragmatic approach was taken, based on the conventional wisdom embodied in the broad classification of thermoplastics in terms of their applications loosely superimposed on their general spectrum of performance properties, namely, commodity, transitional, engineering, high performance, and high temperature. The final outcome, representing a cohesive treatment premised on this particular perspective, illustrates the phenomenal progress and the still evolving panoply of thermoplastics.
The first 12 chapters focus on polymeric materials that are essentially ethenoid in origin. Chapters 1 and 2 are devoted to polyolefins; Chapters 2, 3, and 4 treat stereoregular nonpolar and polar thermoplastics; and Chapters 4, 6, and 7 relate to styrenic thermoplastics. Water-soluble polymers (Chapters 12 and 13) are discussed prior to the thermoplastics based on cellulose (Chapter 14), the most abundant organic substances found in nature. Elastomeric materials are discussed in Chapters 15, 16, and 17. The polyesterbased polymers are covered in Chapters 17-20, while polyarylates (Chapter 25), which are wholly aromatic polyesters, and the Hquid crystalline polymers (Chapter 41), which include a significant percentage of polyester-based materials, appear independently because of their uniqueness.
The compatibilized thermoplastic blends (Chapter 21) are intimately related to, and indeed form the basis for, some of the key methods used in the toughening of thermoplastics (Chapter 22). The current and emerging engineering, high performance, and high temperature thermoplastics are contiguous to each other (Chapters 18-20, 23-33, and 36-41), interspersed with a few general but related chapters. To achieve some dovetailing, the chapters on conducting thermoplastics (Chapter 34) and conducting thermoplastics composites (Chapter 35) are placed after polyphenylene sulfide [PPS] (Chapter 32) and polyphenylene vinylene [PPV] (Chapter 33). This is because PPV, even without a doping agent, possesses a good measure of intrinsic conductivity, and PPS, upon doping with selected agents, is capable of significant electron conductivity. The advanced thermoplastics composites (Chapter 42) are discussed last to permit the prerequisite discussion of the relevant matrix materials on which the various composites are based.
It is hoped that this single-volume collective work will serve its intended purposes, contributing to the dialogue on questions that will continue to arise: What should be the priorities and targets for future development and future investments in the thermoplastics industry? What are the prospective developmental patterns? What will be the available

PAGE 12 OF 47
Preface vii
opportunities and the prevailing threats? What are the possible strategic approaches? What, in short, are the new sets of thermoplastics products that are likely to be produced and what process technologies are likely to be used to manufacture them in the 21st century and beyond?
The efforts of the contributors in preparing and revising their manuscripts for the handbook are deeply appreciated. During the course of preparing her manuscript, the author of Chapter 4, Vittoria Vittoria, lost her husband, Francesco de Candia, who made outstanding contributions to the study of syndiotactic polystyrene. I commend her fortitude; her contribution is an essential memorial essay. Life, they say, is intimately entwined with death. I congratulate Emilia Di Pace on the birth of a child during the course of preparing her co-authored manuscript. I am delighted to thank M. Jamal El-Hibri for his support and for relaying information to some specific contributors. I acknowledge the support of the Research Institute, King Fahd University of Petroleum and Minerals, Dhahran, Saudi Arabia. As always, I am indebted to my wife and friend, Juliet Enakeme Olabisi, for a considerable amount of assistance, and to the youngest members of the familyToyosi, Wande, and Simisola-who, though apparently unimpressed by the handbook project, diligently handled the attendant volume of fax messages.
Olagoke Olabisi

PAGE 13 OF 47
Contents
Preface
Contributors
1. Conventional Polyolefins Olagoke Olabisi
2. New Polyolefins Michael Arndt
3. Stereoregular Polar Thermoplastics Olagoke Olabisi and Michael Arndt
4. Syndiotactic Polystyrene Vittoria Vittoria
5. Unplasticized Polyvinyl Chloride (uPVC): Fracture and Fatigue Properties Ho-Sung Kim and Yiu-Wing Mai
6. Acrylonitrile-Butadiene-Styrene (ABS) Polymers Moh Ching Oliver Chang, Benny David, Trishna Ray-Chaudhuri, Liqing L. Sun, and Russell P. Wong
7. Styrene Copolymers Martin J. Guest
8. Polyacrylonitrile J ohannis C. Simitzis
v
xiii
1
39
57
81
107
135
161
177
ix

PAGE 14 OF 47
X
9. Polyacrylates Thomas P. Davis
10. Polyacrylamides David Hunkeler and Jose Hernandez Barajas
11. Vinyl Acetate Polymers C. Fonseca
12. Vinyl Alcohol Polymers Shuji Matsuzawa
13. Synthetic Water-Soluble Polymers Edgar Bortel
14. Cellulose Plastics David N. -S. Hon
15. Thermoplastic Elastomers Naba K. Dutta, Anil K. Bhowmick, and Namita Roy Choudhury
16. Thermoplastic Polyurethanes Kuo-Huang Hsieh, Der-Chau Liao, and Yuan-Chen Chern
17. Polyester-Based Thermoplastic Elastomers R. W. M. van Berkel, Rein J. M. Borggreve, C. L. van der Sluijs, and G. H. Werumeus Buning
18. Thermoplastic Polyesters Miguel Arroyo
19. Polyethylene Terephthalate Stoyko Fakirov
20. Polybutylene Terephthalate R. W. M. van Berkel, Edwin A. A. van Hartingsveldt, and C. L. van der Sluijs
21. Compatibilized Thermoplastic Blends Feng-Chih Chang
22. Toughening of Thermoplastics Ka11cheng Mai and Jiarui Xu
23. Polyacetal Wen-Yen Chiang and Chi-Yuan Huang
24. Polyethers Christo B. Tsvetanov
25. Polyarylates Miguel Arroyo
26. Polycarbonates Hoang T. Pham, Sarat Munjal, and Clive P. Bosnyak
27 . . · Polyamides Michail Evstatiev
Contents
203
227
253
269
291
331
349
381
397
417
449
465
491
523
557
575
599
609
641

PAGE 15 OF 47
Contents
28. Polyimides M oriyuki Sato
29. Polybenzimidazoles Tai-Shung Chung
30. Aromatic Polyhydrazides and Their Corresponding Polyoxadiazoles Emilia DiPace, Paola Laurienzo, Mario Malinconico, Ezio Martuscelli, and Maria Grazia Volpe
31. Polyphenylquinoxalines Maria Bruma
32. Polyphenylene Sulfide Gabriel 0. Shonaike
33. Polyphenylene Vinylene Louis M. Leung
34. Conducting Thermoplastics Sukumar Maiti
35. Conducting Thermoplastics Composites Ming Qui Zhang and Han Min Zeng
36. Poly(aryl ether sulfone)s M. Jamal El-Hibri, Jon Nazabal, Jose I. Eguiazabal, and Andone Arzak
37. Poly(aryl ether ketone)s Mukerrem Cakmak
38. Poly(aryl ether ketones-co-sulfones) Jacques Devaux, Veronique Carlier, and Yann Bourgeois
39. Poly(aryl ether ketone amide)s Mitsuru Ueda
40. Polytetrafluoroethylene Thierry A. Blanchet
41. Liquid Crystalline Polymers Francesco P. La Mantia and Pierluigi L. Magagnini
42. Advanced Thermoplastics Composites Gianfranco Carotenuto, M, Giordano, and Luigi Nicolais
Index
xi
665
701
733
771
799
817
837
873
893
931
951
975
981
1001.
1017
1035

PAGE 16 OF 47
26 Poly carbonates
Hoang T. Pham, Sarat Munjal, and Clive P. Bosnyak The Dow Chemical Compan~ Freeport, Texas
I. INTRODUCTION
There are two major classes of polycarbonates: aliphatic and aromatic [1]. Aliphatic polycarbonates have not found any significant commercial use as thermoplastics. Most of the aliphatic polycarbonates are semicrystalline materials with low melting points, normally less than 120°C [2]. Aliphatic polycarbonates are used as plasticizers [3], as comonomers [4], and in copolymers such as polyurethanes [1] and blends [5] with bisphenol A polycarbonates.
The most common aromatic polycarbonate is that derived from bisphenol A. Poly(bisphenol A carbonate), also known as poly carbonate (PC), is an amorphous polymer that possesses high heat resistance, is tough and transparent [6-8]. The use of PC spans from small consumer products such as tumblers to large-part applications in automotive and construction.
With its broad product applicability, the production of PC has grown tremendously since its first commercialization in 1958. The worldwide capacity of PC is 800,000 metric tons annually in 1991 [9] and current expansion has increased to over 1.1 million tons [10]. It is expected to continue to grow as more applications are being developed. Currently,_ over 70% of the PC are manufactured in three major producers: General Electric under the trade name Lexan, Bayer (Bayer AG) under the trade name of Makrolon, and the Dow Chemical Company under the trade name CALIBRE. Other producers are GE Plastics Japan (GEPJ), Mitsubishi Gas Chemical Company Inc., Teijin Chemical, Idemitsu Petrochemical Company, Mitsubishi Samyangsa, Sumitomo-Dow, Enichem, and Policarbonatos do Brazil. Currently, 44% of the PC produced in the United States, 26% in the Asia/Pacific region, and 30% in Europe. Other commercial uses of PC are in polymer blends. ·
609

PAGE 17 OF 47
610 Pham et al.
II. SYNTHESIS OF POL YCARBONATE
Poly(bisphenol A carbonate), or PC, is a condensation product of bisphenol A, a carbonate precursor such as phosgene or diphenyl carbonate, and a monophenol chain terminator such as phenol (11] or t-butyl phenol [11]. The structure of a linear PC is as shown:
CH3
Bisphenol A Poly carbonate (PC) .
The two currently used commercial methods for the manufacture of PC are described below.
A. I oterfacial Process
An interfacial process involves two-phase separated liquids systems whereby reaction occurs at. the interface of the two phases. This has been the most widely practiced method and is used for over 95% of the worldwide commercial production of bisphenol A PC. In this method an aqueous solution of bisphenol A and sodium hydroxide is reacted with phosgene to form oligomers, which then transfer from the aqueous phase to the organic phase, usually a chlorinated solvent such as methylene chloride.
CH3
NaO -@-t-@-- ONa + COCl2
CH3
CH2CI2 ---"11 .. ~ NaO aq.NaOH
0 II
OCOCl
The molecular weight of the oligomers continues to grow in the organic phase at the aqueous organic interface [12]. The rate of the chloroformate end group to the hydroxy end groups in the oligomers depends on pH [13], phosgene addition time, and amount of phosgene added [14]. This ratio can affect the molecular weight control of the final polymer [15]. An excess of chloroformate is usually desirable to obtain a high molecular weight PC. The oligomers are further polymerized to form the high molecular weight polymer by the addition of catalyst such as triethylamine.
0 II
NaO OCOCI aq.NaOH ----'JI)IIo~ PC Catalyst Terminator
A monophenolic terminator is added to control the molecular weight. The terminator type can slightly influence the impact properties of the polymer [16]. The formation of monocarbonate oligomer may be eliminated if the terminator is added after phosgenation [17]. The amount of oligomers can be further adjusted by controlling the molecular weight of the oligomers before the terminator is added [18]. The need to minimize phosgene usage is generally desirable to control the cost of manufacture. Control of pH [19], temperature [20], ionic strength in the aqueous phase [21 ], and the use of a phase transfer catalyst [22] are described in the literature to obtain good molecular weight control at low phosgene usage. For sterically hindered PC such as tetrabromobisphenol A, the use of dimethylaminopyridine catalyst is preferred [23]. .

PAGE 18 OF 47
Polycarbonates 611
Both batch reactor and continuous reactor processes are practiced industrially. This reaction is exothermic and requires removal of heat. The phosgenation reaction is fast and can be completed using static mixers in a tubular reactor [24]. Usually phosgene addition/ heat removal controls the phosgenation time in the batch reactors.
After polymerization is complete, the aqueous portion is normally removed using a centrifugal separator. If desired, the polymer is then washed with a dilute base to remove the excess monomers in the organic phase followed by contact with acid to neutralize the base and extract the catalyst. The acidified polymer is then washed with water to remove the salt.
Some of the methods to remove the solvent from the polymer are (1) steam flashing of methylene chloride [25], (2) anti -solvent precipitation [26], and (3) contacting with hot water with mechanical kneading [27]. The porosity and the size of the particles produced depends on the method used. Sometimes, a finishing step, such as countercurrent stripping, is required to achieve very low levels of residual solvents. A drying step to remove the water is also needed when steam/hot water is used for evaporating the solvent.
B. Transesterification Process
The transesterification process, used successfully for polyethylene terephthalate production, was originally used to make PC in the laboratory. However, color formation at the high reaction temperature and lack of adequate equipment, even recently, to handle the highviscosity polymer prevented commercialization of this technology. This process does not require the use of solvent, water, or phosgene and is claimed to have cost advantage. Recently, GEPJ started a commercial plant in Japan using the melt transesterification process [28]. Bayer has also announced its intentions to build a demonstration plant [29]. Many of the other PC producers are presently researching this technology as indicated by the patent literature.
In this process, bisphenol A is reacted with diphenyl carbonate at 180-300°C in the presence of a catalyst.
CH (Q)- ft -© 180-300·c -<Q) HO OH + 0 0-C-0 0 PC + HO 0
Catalyst 3 n
Slight excess of diphenyl carbonate is used to achieve high molecular weights. The con..: densation product is phenol and needs to be removed. High gas-liquid surface area at high viscosity for the phenol removal is achieved in a self-cleaning twin-screw paddle extruders [30]. High vacuum, less than 1 mm Hg, is required in the final states of polymerization. The catalyst is neutralized after the reaction is complete [31]. Material of construction [32], catalyst type [33], water [34] and organic impurity in the monomers [35], and the temperature profile all require careful control to obtain low-color PC.
Recently, a solid. state process has been proposed as a low-temperature alternative to the melt transesterification process [36]. This is a low-catalyst process that allows the production of high molecular weight polymer. The prepolymer (approximately 5000-10,000 Mw) is made using a process similar to the melt transesterification process. Alternately, the prepolymer can be made using the interfacial methods [37]. The prepolymer is then crystallized using acetone [38]. The crystallization prevents particles from sticking to each other during further polymerizatiqn at 220-240°C under vacuum or nitrogen flow. An increasing temperature profile could be used to achieve high molecular weights [39].

PAGE 19 OF 47
612 Pham et al.
C. Synthesis of Branched Polycarbonates
Branching increases the melt tension of the polymer without increasing the melt viscosity at high shear rates [ 40]. Branched PCs can be synthesized using any of the previously described processes by addition of a small amount of polyfunctional branching agent monomer. Polyfunctional monomers used as branching agent can be triphenols [41,42], tetraphenols [ 43-45], polyfunctional hydric phenols [ 46], and hydroxycarboxylic acidtype branching agents [47]. Examples of branching agents commonly used are tris(hydroxyphenyl)ethane [ 48] and trimellitic trichloride [ 49].
Ill. STRUCTURE OF POLYCARBONATES
A. Molecular Weights and Molecular Weight Distributions
Since most properties are dependent on PC molecular weight, special attention in its characterization is considered here. The molecular weights of PC can be characterized by several methods. A common method reported in the patent literature to characterize PC chain length is the dilute solution viscosity. This method measures the viscosity average molecular weight utilizing the Mark-Houwink-Sakurada relationship:
['fJ] = KM~ (1)
where K and a. are constants that depend on the solvent used and the test temperature. In most cases, methylene chloride is used and the test temperature is 25°C. In that case, the constant K is 1.19 X 10-4 and a. is 0.8 [50] for ['fJ] in dl/g. There are several reported values for K and a. for methylene chloride. Other common solvents used are chloroform [51-53], tetrahydrofuran [54], dioxane [55], ethylene chloride [52], tetrachloroethane [52], and butyl benzene ether [50].
Another common method for determining the molecular weight of PC is gel permeation chromatography along with an ultraviolet (UV) detector (GPC-UV). The GPC results give a molecular weight distribution from which the number average, weighted average, and z-averaged molecular weights can be determined. The values of molecular weights determined by GPC-UV will be used throughout this chapter.
Other methods used in characterizing the molecular weights are low-angle laser light scattering (LALLS), osmotic pressure, diffusion, and sedimentation. In some cases, a combination of GPC or dilute solution with LALLS is used for determining the molecular weights and the distribution.
Depending on the method of synthesis, PC weight average molecular weights can be obtained in the range from 13,000 to about 200,000 g/mol [1, 7]. The most useful range of PC is Mw 24,000-80,000 g/mol. The lower molecular weight range can be extended down to about 17,000 g/mol and is' used for optical disk applications [56,57]. At the upper range, PCs with molecular weights greater than 38,000 g/mol have a high melt viscosity and are very difficult to melt-fabricate in a conventional manner. Applications of PC with molecular weights above 70,000 g/mol include cast sheet and films [58], and blends with lower molecular weight PCs for improved toughness [59].
B. Structure Characterization
The bisphenol A PC backbone structure has C=O' that exhibits infrared absorption bands at 1770 em-\ C-0 at 1220-1 and 1235 em-\ and phenol OH at 3595 em - 1 [1,2]. A

PAGE 20 OF 47
Polycarbonates
PC12.BMFR.BISPHENOL.A.POLYCARBONATE.PHAM
160 1 145 140 135 1 ' 125 120 115 110 105 100 95 90 85 80 75 70 65 60 I I I
......::::t"- ICl - ~ = ICl - l.l'X'\IC::I"-'<1' -C\1 -Figure 1 An infrared spectrum of a poly(bisphenol A carbonate).
0 ....
613
25 20
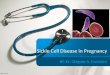
typical infrared spectra for PC is shown in Fig. 1. Under 13C NMR, PC (Fig. 2) shows a multiplet chemical shifts at 7.25 ppm that is assigned to the 1,4-substituted phenyl hydrogen and a singlet chemical shift at 1.68 ppm that is assigned to the methyl hydrogen. Using a high-power dipolar decoupling, magic-angle spinning, and cross-polarizer 13C solid-state NMR, the spectral peaks were assigned as (1) 31 ppm-due to methyl carbon, (2) 43 ppm-due to quaternary carbons, (3) 121, 128-due to aromatic carbons directly bonded to hydrogen atom, and (4) 150 ppm-due to aromatic carbon on the 1-4 phenylene axis [60].
C. Relaxation Characterization
The structure of bisphenol A PC has also been probed using various relaxation characterization techniques which include deuterated NMR [61-63], neutron scattering [64], dielectric relaxation [65], and dynamic mechanical spectroscopy (thermomechanical techniques) [66-68]. A typical dynamic mechanical spectroscopy temperature scan for a PC resin tested at 1 Hz and 5°C step temperature is shown in Fig. 3. Three main relaxation processes are shown in the thermomechanical scan. The a transition identifies the temperature where long-range molecular motion is dominant. The temperature at which this transition occurs is known as the glass transition temperature (T8). The second transition that occurs at a temperature of about 60°C is known as the (3 transition. This transition is dependent on the thermal history of the test sample. The third peak, known as the 'Y transition, occurs at about -100°C. The loW-temperature, high-impact strength of PC has been associated with this 'Y transition [ 64]. The assignment of these relaxation processes for each peak is summarized in Table 1. Included in Table 1 are the proposed relaxation mechanisms for the 'Y transitions as studied by various experimental techniques.

PAGE 21 OF 47
.015
.01
C1) u 1::: c .D 0 "" ~
I
.005
-i
3500
I")
I")
oO
<0
a
>
N
3000
25
00
2000
W
aven
umbe
r (cm
-1)
00
O
'l r::: r-.
~
0 U")
1500
=
U"l
N
N
I")
a)..q
: ._
; 0
<0
a
>
..ri"
")N
....
.....
a>
ci
a>
~
<0
O
'l N
N
O'l
U")
r-
. ci
00
0
a>
.... ~·
;:::1
a>
<
0
~
0 1000
a>
.....
I"
) g 0
0
500
Figu
re 2
C
arbo
n-13
NM
R s
pect
rum
of p
oly(
bisp
heno
l A ca
rbon
ate)
. Num
ber o
f sca
ns: 5
12; p
oly c
arbo
nate
sta
ndar
d: s
plit
pea
ATR
(cor
rect
ed);
reso
lutio
n: 4
cm
-1 •
~
..L
.j:;
o
~
::r
~ 3 ~ ~

PAGE 22 OF 47
Polycarbonates
1011 ~-------------------------------------------------------------------,
1010
-N
~ 109 U) Q) c: >-~
C> 108 .....
0
C>
~ Storage Modulus 107 -a- Loss Modulus
1()6 0.0 0.2 0.4 0.6 0.8 1.0
Dimensionless Temperature, TIT 9
Figure 3 Reduced temperature sweep dynamic mechanical spectrum of poly(bisphenol A carbonate) tested at soc per step and at 1 Hz.
IV. PROPERTIES OF POL YCARBONATES
A. Mechanical Properties
1.2
615
The tensile modulus, the ultimate tensile strength, the yield strength, the elongation at yield, and the elongation at break (ultimate strain) obtained from an engineering stressstrain are some of the key properties used in the selection of materials and engineering
Table 1 Relaxation Mechanisms Proposed for the Transitions of Polycarbonates
Transitions
Ol.
Mechanism
Long-range segmental motion Isotropic reorientation of CO group, uncorrelated backbone ro
tation producing conformational changes Long-range cooperative motion of several monomer units NMR-backbone motion restricted, phenyl ring undergoes
large-angle jump between two sites ('IT :flips) Broad-band dielectric-coupling motions of phenyl rings and
carbonate group . Dynamic mechanical-cooperative motion of 7 repeating units Neutron scattering-cooperative motion of two phenylene
group (but not more than 1 monomer unit) which include the CO group
Model-cis-trans/trans-trans reorienting causing phenyl group to flip about its 1,4 axis while backbone motion is restricted
Ref.
65 61, 62
65
67, 68 64
63

PAGE 23 OF 47
616
ID ID Q)
70
60
50
!:l 30 til
20
l.O
0
(\ : . . ... ! . i .. i ,"'--_______ ............ . • '"'*"" . . . . .
0 0.2 0.4 0.6 0.8 Strain
1
Figure 4 An engineering stress-strain curve for a 29,000 g/mol poly(bisphenol A carbonate) resin tested according to ASTM D-638.
Pham et al.
design of parts. The engineering stress-strain curve for a PC resin tested according to ASTM D-638 type I is shown in Fig. 4.
The typical physical properties of PC with various molecular weights are tabulated in Table 2 [69]. As shown, the mechanical properties such as modulus are essentially insensitive to molecular weights in the range shown. This is true for PC of molecular weight at least 10 times that of the entanglement molecular weight Me, which is measured and quoted in the range of 1700-2500 g/mol [70-74]. Under similar testing conditions, the yield stress increases slightly with decreasing molecular weight and the ultimate elongation decreases with decreasing molecular weight. Usually, PC undergoes stable drawing in tension following yielding. During stable drawing, the natural draw ratio, X.m of PC is about 1.8 [75]. This natural draw ratio is found to be only slightly dependent on PC molecular weight in the range of 18,000-38,000 g/mol at room temperature. Ultimate extensibility in tension is dependent on the molecular weight and on specimen defects such as trapped dust particles or surface scratches.
B. Toughness
It is generally recognized that ''toughness'' of poly(bisphenol A carbonate) arises from yielding process that allows large-scale deformation within the time scale of the loading event. However, a change in failure mechanism of PC from ductile to brittle, i.e., from high to low toughness depending on molecular weight, temperature, thickness, stress state,

PAGE 24 OF 47
Polycarbonates 617
Table 2 Typical Properties of CALIBRE 300 Grades Polycarbonate Resins
CALIBRE 300 series general purpose polycarbonate resins
Property ASTM 300-4 300-6 300-10 300-15 300-22
Melt flow rate, g/10 min D-1238 4 6 10 15 22 Deflection temperature, oc D-648 132 129 128 126 125
(unannealed at 1.8 MPa) Specific heat, J/kg K C-351 1256 1256 1256 1256 1256 Thermal conductivity, J/m2 C-177 0.195 0.195 0.195 0.195 0.195
K Coefficient of thermal D-696 6.8 X 10-5 6.8 x lo-s 6.8 X 10-5 6.8 X 10-s 6.8 X 10-5
expansion, m/m oc Tensile yield strength, MPa D-638 62 62 62 62 62 Tensile ultimate strength, D-638 72 72 71 71 65
MPa Tensile elongation at yield, D-638 7 7 7 7 7
% Ultimate tensile elongation, D-638 150 150 150 150 150
% Tensile modulus, GPa D-638 2.4 2.4 2.4 2.3 2.3 Flexural strength, MPa D-790 96.5 96.5 96.5 96.5 96.5 Flexural modulus, GPa D-790 2.4 2.4 2.4 2.4 2.4 Compressive strength, MPa D-695 69 69 69 69 69 Shear yield strength, MPa D-732 41 41 41 41 41 Shear ultimate strength, D-732 62 62 62 62 62
MPa Notched Izod impact (25C, D-256 960 910 910 850 750
10 mils notch, 1/8 in. thick), J/m
Tensile impact strength (S- D-1822 _630 590 530 460 380 type), kJ/m2
Rockwell hardness, D D-785 118 118 118 118 118 Instrumental dart impact 94 90 87 87 72
(1/8 in. thick, 3.39 m/sec, 25°C) Total energy, J
Source: Ref. 69. (Courtesy of The Dow Chemical Company.)
and rate of deformation, is widely reported [76-79]. The challenge is to predict the ductile-brittle transition for specific applications. At present, the general practice is to design for strength and toughness without consideration of the aspects of time.
The notched Izod impact test for plastics was modified from metals testing and is thought to indicate expectations of material behavior in parts with notches or ribs in impact. The room temperature notched Izod impact for an injection molded bar is about 900 J/m2
• Notched Izod impact can be used to determine the temperature at which the failure mechanism changes from ductile to brittle. This temperature is commonly known as the ductile-brittle transition temperature (DBTT). The room temperature notched Izod impact and DBTT of PC is strongly dependent on the molecular weight of the PC. This is shown in Fig. 5, a plot of DBTT, determined from 10-mils-radius notched samples which are Izod impact-tested at 5 mph, as a function of molecular weight.

PAGE 25 OF 47
618
0.85
0.80
en t: I= 0.75 m Cl
0.70
0.65
0.60 '----------'--------'----------l 0.1 0.2 0.3 0.4
Figure 5 Dimensionless plot of reduced ductile-brittle transition temperature (DB'IT/Tg) as a function of molecular weights (Me!Mn)·
Pham et al.
Fracture toughness measurements (surface energy dissipated to advance a crack) under controlled deformation rates with various crack lengths is thought to offer a more quantitative measure of toughness [76]. The fracture toughness of PC was investigated [80] using the double-torsion method. Figure 6 (from Ref. 80) shows the fracture energy as a function of PC molecular weight. At molecular weight less than 22,000 g/mol, the fracture energy is low and weakly dependent on molecular weight. Above a molecular weight of 22,000 g/mol, the fracture energy increases dramatically. This experiment, however, is only valid for brittle failure. For ductile failure, the fracture energy cannot be determined from this test method because of the additional large energy dissipated by a zone of yielded material associated with and ahead of the crack tip. In these cases, the "crack layer model" appears most suitable to describe the crack growth in PC [75,81,82].
Another aspect in designing engineering parts is the time-dependent failure mechanisms of the materials. The time-dependent failure can be assessed by time-dependent creep experiments. In such experiments, the creep responses of PC were assessed [83-85]. At loadings greater than the draw stress of PC (about 45 MPa) but lower than the yield stress (about 60 MPa), PC undergoes yielding. However, when subjected to loadings lower than the draw stress, PC forms microcracks with time [85].
Lifetime prediction is one key element in the determination of the durability and performance of the engineered part. In most cases, lifetime predictions were performed using fatigue crack initiation and growth studies [86]. The resistance to crack propagation under fatigue for PC is, like impact behavior, highly dependent on molecular weight,

PAGE 26 OF 47
Polycarbonates
3000
2500
..r .€ ::2. ~ 2000 >; ~ <1> c UJ
~ 1500 ::I 0 ~ u..
1000
500
0 L-----~----~~----~----~~----~----~ 16000 18000 20000 22000 24000 26000 28000
Molecular Weight (g/mole)
Figure 6 Fracture energy of poly(bisphenol A carbonate resin) as a function of weight average molecular weights. (From Ref. 80.) Reprinted with permission. Courtesy of the Society of Plastics Engineers.
619
specimen geometry, physical aging, etc. This is due to the changes in the contribution. of the shear lip or band and plane strain craze formation [87]. A fatigue fracture diagram for notched knit line samples for PC at various temperature-stress levels ~howed similar failure mechanisms [88]. The PC failure mechanisms under fatigue at various loading were proposed as a fatigue-fracture initiation mechanism map as illustrated in Fig. 7 [89,90]. Figure 7 (from Refs. 89 and 90) is a fatigue fracture map showing the fracture mechanisms for PC samples with molecular weight of 29,000 g/mol as a function of sample thickness and the applied loading normalized with the yield stress. The failure mechanisms were described to possess brittle failure at low stresses, ductile failure at high stresses, and mixed-mode failure at intermediate stresses.
C. Optical Property
PC has a nominal refractive index of 1.538 compared to glass with 1.52. The refractive index varies with the wavelength of the incoming light beam. At a wavelength of greater than 600 nm, the refractive index is in the range of 1.58 and increases to 1.61 at wavelength of 400 nm [91]. This optical property coupled with its toughness makes it a unique engineering thermoplastics for use in precision optic applications. Furthermore, this property has enabled researchers to study the effect of processing on the molecular orientation

PAGE 27 OF 47
620
Figure 7 Fatigue fracture mechanism map for polycarbonate with weight average molecular weight of 29,000 g/mol tested at room temperature. [Portion of the graph is reproduced from T.-J. Chen, A. Chudnovsky, and C. P. Bosnyak, J. Appl. Polym. Sci. 49: 1918 (1993) (copyright John Wiley and Sons) and J. Mat. Sci. 29: 5904 (1994) (copyright Chapman and Hall). Reprinted with permission. Courtesy of John Wiley and Sons and Chapman and Hall.]
Pham et al.
and residual stresses resulting from fabrication via the birefringence using optical methods [92-94]. PC has a light transmission of above 87%. In critical applications, the light transmission of PC is normally greater than 90%.
D. Thermal Properties
Another attribute of PC is its high heat tolerance. Polycarbonates with molecular weights in the range 18,000-38,000 g/mol have glass transition temperatures, Tg, in the range 140-155°C. Due to the high Tg, PC has a high heat distortion temperature under load (HDT or DTUL). The temperature at which the sample deflects 0.25 mm at 1.84 MPa load (deflection temperature under load, DTUL) for PC with molecular weights between 26,000 and 38,000 g/mol ranges from 132°C to 138°C. The Vicat softening temperature, which is the temperature at which a specified flat-head needle penetrates 1 mm into the

PAGE 28 OF 47
Polycarbonates 621
specimen at a given force, for PC with molecular weight in the range 26,000-38,000 g/mol is 154-158°C.
E. Stability
PC is normally fabricated at high melt temperatures (300°C and above) where yellowing and molecular weight degradation ·can occur in the presence of impurities like water, oxygen, iron [95], and residual base [2]. It is recommended that PC be dried below 200-500 ppm water [96] to prevent loss in toughness. The presence of base can cause yellowing, branching, or crosslinking. Under controlled conditions, the residual base can be used for obtaining narrow dispersity polymer by the transesterification mechanism [97]. Thermal-oxidative stabilizers for PCs are usually hindered phenols [98], phosphonites [99], phosphines or phosphates [100] based compounds and/or combinations of phenols and phosphorus compounds [101,102].
Under prolonged exposure to UV light, PC tends to yellow and degrade due to photooxidation reaction. PC undergoes a photo-Fries rearrangement from 1T state to 1T*1
state [103-106] that usually does not affect the layers beyond 250 J.Lm from the surface. Surface crack formation may cause PC to be brittle. For outdoor applications, PC is normally protected by adding a UV stabilizer which protects the PC by selective absorption of the harmful UV radiation. Common UV stabilizers employed are benzotriazoles [107,108] and benzophenones [109]. Methods of UV stabilizer addition to the surface of an article prepared from PC are a lacquer coating layer, solution embedment on the PC skin [110-114], or coextrusion [109,115]. In other cases, incorporation in the resins are also utilized.
In high-humidity and high-temperature applications, the hydrolytic stability of PC becomes important. PC has an equilibrium moisture content of 0.34% at 25°C and 0.48% at 100°C and 100% relative humidity. Impurities in PCs may, however, react with water and cause degradation of the mechanical properties. Some additives normally added to PC may also accelerate the hydrolytic degradation of PC at temperatures above 60°C. This process will eventually decrease both notched Izod impactand molecular weight [116-119].
F. Rheology
Polycarbonates are commonly specified in terms of melt flow rate (MFR). The melt flow rate is determined using a plastomer as described in ASTM D-1238 (DIN 53735). The test conditions are a 1.2-kg load at 300°C. The MFR, as measured for linear PC, can be correlated to the molecular weights via the zero shear viscosity [120,121].
The melt flow behavior of PC is quite different from other polymers. It possesses a wide range of shear rates where the shear viscosity is Newtonian. At high shear rates, the shear viscosity is pseudoplastic. The critical shear rate at which the viscosity changes from Newtonian to pseudoplastic behavior decreases with increasing Mw. Figure 8 shows a typical characteristic flow curve of PC resin. In this figure, the material is a 3-MFR PC resin. tested at 270, 285, and 300°C. The shear viscosity as a function of shear rate and temperature can be described using the modified Cross model with an Arrhenius or the WLF temperature dependence expressions. For the WLF form, the modified Cross model can be expressed as [121]:
1.5pTA. '"11(')', T) = 1 + (A.-y)o.s (2)

PAGE 29 OF 47
622
en I co
e:. (::"
~ (/) 0 0 (/)
5 Cii (J)
..c: en
104 .-------------------------------------------------------------,
103
1~ L_ ____ L-~--L-~~~L-----~~--~~~~L-----L-~--~~~~
101 1~ 1~
Shear Rate at the Wall (sec"1)
104
Figure 8 Characteristics flow curves of a 37,000 g/mol poly(bisphenol A carbonate) resin at various temperatures.
Pham et al.
where n = 0.8, p is the melt density in kg/m3, Tis the absolute temperature in Kelvin,
and X. is the characteristic relaxation time in seconds. The effect of molecular weight on the zero shear viscosity is found to obey the 3.4
power law [121] and some reported a 4.2 power [122]. For the 3.4 power law case, the effect of molecular weight on the shear viscosity can be expressed as [121]:
'rJo = 1.5pTX. (3)
where
X. = 1 4 X 10-21 M 3A exp(
1 )
• w f3(T- T=) (4)
and
f3 = 8 X 10-4 K
Another aspect of rheology for processing is the viscoelastic nature of the polymer melts. The elastic recovery strain for PC ranges from 1.1 to 2 depending on the molecular weight [123]. This low elastic behavior is also seen in the low entrance and exit pressure drop across a sudden contraction such as in a capillary rheometer as determined by Bagley's correction [124].
The effect of branching on the shear viscosity of PC was found to increase the zero shear viscosity at the same GPC molecular weight. At high shear rates, the shear viscosity decreases below that of the linear PC at the same GPC molecular weight. As an example, CALIBRE* 600-3 branched PC has a MFR of 3 as measured by ASTM. D-1238 at the low--shear region and processes like a 5-MFR linear PC at the high-shear-rate region. This effect has been found desirable for extrusion and blow-molding applications.

PAGE 30 OF 47
Polycarbonates
V. MODIFICATIONS OF POLYCARBONATES
A. Impact Modifications
623
Although PCs are generally tough, under prolonged exposure to heat and/or stresses, the impact toughness decreases with time. This is related to the volume relaxation or changes in free volume [125-127]. The impact toughness of PC after aging and the low molecular weight PC can be managed by addition of an elastomeric phase in the PC, known commonly as impact modification. Examples of elastomers employed are styrene-butadienestyrene triblock copolymer (SBS) [128], styrene acrylonitrile grafted onto ethylene-propylene-diene rubber (SAN-g-EPDM) [129], and methacrylate-butadiene-styrene rubber (MBS) [130]. A typical commercial grade of impact-modified PC is CALIBRE 400-18 polycarbonate resin [131] (physical properties tabulated in Table 3), which can be used for a wide range of application requiring durability, easy processing, and toughness. For the lower Mw PC, the DBTT can be reduced by impact modification. As an example, using 10% SAN-g-EPDP, the DBTT of the impact-modified PC can be reduced to below -40°C [129] compared to about -10°C unmodified.
B. Fillers
Fillers are selected based on cost and desired performance. Addition of fillers to PC are done for some applications that require high modulus, stiffness, abrasion resistance, antistatic behavior, and low coefficient of thermal expansion (CLTE). Important parameters for toughness are the average particle size and its distribution. The higher the aspect ratio, the higher the modulus for a given volume fraction of filler. Typical fillers added to PC are surface-modified short glass fibers [132-134], wollastonite, carbon fiber [134], and titanium oxide (Ti02 ) [135]. These fillers have a higher surface area factor due to their shape. In Table 3, the physical properties of a typical glass fiber-filled PC, i.e., CALIBRE 5200, are summarized [131]. Additionally, glass fibers have an advantage in that the notched impact toughness can be maintained about 6 kJ/m2 compared to other· fillers. Furthermore, the impact toughness is little affected by temperature even down to - 30°C. Metal fillers such as aluminum [136] or metal alloys are added to PC for thermal and electrical conductance improvements. Molybdenum sulfide, graphite, and polytetrafluoroethylene (PTFE) are also sometimes added to PC for abrasion and low wear resistance.
C. Flammability
Polycarbonate has an oxygen index of about 26-28% as tested according to ASTM D-2863. It is rated as V-2 at 1.6 mm according to UL94. For applications that require higher ignition resistance, additives such as bromine compounds [137,138], sulfur compounds [139-141], phosphorus compounds [142-144], silicone compounds [145,146], antimony compounds [147,148], fluorine-containing polymers [149,150], and combinations of these compounds are added.
The ignition resistance mechanism of PC has been proposed [151,152] as follows: (1) thermal decomposition of PC, i.e., pyrolysis, then (2) formation of branched and crosslinked species at the flame that stabilize the flow of new materials to the flame for sustaining the flame, and (3) char formation. (4) If PTFE is present, it will enhance the stabilization of the material renewal to the flame and char formation.

PAGE 31 OF 47
624 Pham et al.
Table 3 Typical Properties of Modified CALIBRE Polycarbonate Resins
Glass-reinforced Impact-modified Ignition-resistant PC CALIBRE PC CALIBRE PC CALIBRE
P~operty ASTM 5200 400-18 700-6
Melt flow rate, g/10 min D-1238 3 18 6 Deflection temperature, oc
(unannealed at 1.8 MPa) D-648 138 121 129 Mold shrinkage, mm/mm D-955 0.006-0.008 0.005-0.007 Specific gravity D-792 1.326 1.185 1.2 Coefficient of thermal D-696 3.8 x lo-s 6.8 x lo-s
expansion, m/m °C Tensile yield strength, MPa D-638 59 58 61 Tensile ultimate strength, MPa D-638 48 66 Tensile elongation at yield, % D-638 4 7 Ultimate tensile elongation, % D-638 8 110 120 Tensile modulus, GPa D-638 3.1 2.2 Flexural strength, MPa D-790 94 90 100 Flexural modulus, GPa D-790 3.2 2.3 2.4 Notched Izod impact (25°C, D-256 107 641 908
10 mils notch, 1/8 in. thick), J/m
Tensile impact strength (S- D1822 589 type), kJ/m2
Rockwell hardness D-785 Rl23 Instrumental dart impact (1/8 51 87
in. thick, 3.39 m/sec, 25°C) Ultimate energy, J
Source: Data from Ref. 131. Reprinted courtesy of the Dow Chemical Company.
VI. PROCESSING OF POLYCARBONATES
Polycarbonates can be processed using conventional processes such as extrusion, profile extrusion, blow molding, injection molding, gas-assisted injection molding, thermoforming, and solution casting. PCs with molecular weights in the range of less than 35,000 g/ mol [153] are commonly used in injection-molding applications. For blow-molding applications, due to the need of melt strength, a PC with a molecular weight of more than 32,000 g/mol is normally used. PC needs to be dried prior to processing to prevent degradation and foaming. Normally PC is dried using a convective dryer or oven at. about 120°C for at least 4 hr. The drying step can sometimes be bypassed if the PC is processed using a vented extruder.
Extrusion of PC is normally done using a screw with compression ratio of 2.0-2.3 with a nominal screw-length-to-diameter ratio of at least 24:1. The bulk density of PC pellets is in the range of 0.65-0.75 g/cm3
• The coefficient of dynamic friction of PC as measured using a screw simulator [154] is 0.6 at temperatures in the range 25-80°C, drum velocity of 0. 71 m/sec, and loading of 6.9 MPa. Since the coefficient of dynamic friction is higher than normal (normal in the range of 0.45-0.5), PC tends to feed faster and, coupled with its high viscosity, can generate high pressures if the screw design is not optimized. The melting mechanism of PC in a single-screw extruder is in accordance with the Tadmor and Klein model at the initial stage and differs from this model at the later

PAGE 32 OF 47
Polycarbonates 625
Table 4 Recommended Injection Molding Conditions for Various Polycarbonates and Blends
PULSE PC/ABS Property Unmodified PC Glass-filled PC Blend
Set temperature: Hopper, °C 70-90 70-90 70-90 Rear Zone, oc 275-290 300-320 230-270 Middle Zone, oc 280-300 310-340 250-280 Front Zone, oc 280-320 310-340 250-280 Nozzle, oc 280-320 310-340 250-280 Mold, oc :::;96 :::;130 :::;96
Melt temperature, oc <320 <340 <290 Clamping tonnage, MPa 41-69 69-96 41-69 Injection pressure:
1st stage, MPa <200 <200 2nd stage, MPa 100-120 100-120 70-100 Hold pressure, MPa <5 <5 <5
Shot capacity, % 30-85 Screw speed (velocity 0.5 0.35 0.5
at barrel surface), m/sec
Drying >4 hr@ 120°C >4 hr@ 120°C 3-4 hr@ 93°C
stage of melting [155]. This is very relevant, especially in profile sheet extrusion where extruder stability is required. The normal barrel set temperature for processing PC by extruder or injection molding ranges from 250°C to 300°C.
For injection molding, typical molding conditions for PC are tabulated in Table 4. In injection molding of intricate parts, thermally stable mold-releasing agents such as an ester of a trihidric alcohol and a C 10-C20 saturated carboxylic acid [156], monohydric neopentyl alcohol, i.e., pentaerythritol stearates [157], and fatty acid ester [158,159] are commonly added to PC. Due to the high melt temperature during fabrication, the purity of the mold-releasing agents is also very important. Traces of base may cause molecular weight degradation and therefore the degradation of properties of the injection-molded parts.
After processing PC, purging the injection-molding machine with high-density polyethylene is highly recommended. Upon solidification, PC can form a strong bond to the metal surface. This bond is strong enough to be able to detach the plated metal surface from the remaining core.
VII. APPLICATIONS
Polycarbonate with its combined properties of transparency, toughness, and high heat resistance has numerous applications ranging from small parts such as fuses to large sheets used in construction. Here are some important applications that capitalize on key properties.
A. Optics
PC is normally used as the substrate in optical information media such as digital audio compact disk (CD) and compact disk read-only memory (CD-ROM) as shown in Fig. 9.

PAGE 33 OF 47
626 Pham et al.
Figure 9 Typical digitl;ll audio compact disk made from poly(bisphenol A carbonate).
This application demands PC to be highly pure [160] with light scattering of less than 0.3 cd/(m2-lx) [161], transparency requirements of greater than 87% spectral light transmission for a 4-mm-thick sheet [161], colorless with requirements of a yellow index less than 4.5 [161], easy to process, and low birefringence due to molded-in orientation. Information stored in this type of media are in the form of pits as shown in Fig. 10. These pits are transcribed onto the PC substrate using a compression-assisted injection molding process. The disk is then aluminum-coated to reflect the incoming laser light. With the groWth in CD-ROM, laser disks for movies, and the recently developed read-and-write CD-ROM, the use of PC in this application will grow accordingly. The technical aspect of this application will also be very challenging as the specification requirements will be even more strict.
Other key optical applications of PC are in optical lenses [162], camera components [163], goggles and safety glasses. They are commonly used for their low weight and impact toughness compared to glass. However, PC itself is poor in scratch resistance. In this application, a scratch-resistant coating such as acrylate or silicate is commonly used.
B. Construction and Housing
Another usage of PC is in the sheet applications. CALIBRE 600 and 302 polycarbonate resin grades are specially formulated for these types of application. PC sheets are used in construction applications such as windows [164], laminated_ walls, infrared reflective insulation [165], and skylight roofing. Other uses of PC sheet can be found in household applications such as table and desk covers. In applications exposed to sunlight, UV-resistant coatings or special UV additives are added because PC tends to yellow and degrade (see "Stability"). Scratch resistance coatings are also required in most of these applications. Furthermore, by changing the light scattering characteristics, opalescent PC can have applications such as light-diffusing roof covers and lighting components [166].

PAGE 34 OF 47
Polycarbonates
Figure 1 0 Typical micrograph of a close-up to a digital audio compact disk seen under an optical microscope at 6000 X magnification.
C. Business Equipment
627
PC is used extensively in business equipment, telecommunication devices, and electronics housings where high toughness is a requirement. Furthermore, special grades of PC such as CALIBRE 800 polycarbonate resins which have an ignition-resistant additive package and impact modifiers are specially formulated for these applications.
D. Automotive
Many automotive applications are often very demanding and well matched to the properties of PC. Examples of such applications are speedometer needles [167], windscreens [168], instrument panels, head lamp covers and housings [168], and tool boxes. In most cases, the automotive applications are subjected to sunlight exposure and fire hazards. In such applications, ignition-resistant additives are used in combination with UV additives and impact modifiers. Other properties sometimes needed in these applications are paintability and adhesion to other materials such as polyurethanes. CALIBRE 401 polycarbonate ·resins ·are prime examples of resins that are used in these types of applications. For head lamp covers, the combination of high toughness, transparency, and heat resistance is the key property that makes PC the material of choice. In this application, a scratchresistant coating that typically includes a silicone layer with UV stabilizers is normally

PAGE 35 OF 47
628 Pham et al.
used to protect the PC. At regions close to the light bulb, temperatures as high as 120-1400C can be reached.
E. Medical Devices
PCs are also used in dental applications [169], blood collector containers [170], disposable syringes, medical tubing, kidney dialysis tubings, and pacemaker components. In most applications, the PC must withstand a high temperature of 134 oc in an autoclave process for sterilization. Furthermore, -y-radiation resistance is sometimes required. Polyols [171], linolenic compounds [172], sorbate compounds [173], benzyl ether-type compounds [174], and disulfide comonomers [175] are added to PC for -y-radiation resistance.
F. Appliances and Consumer Products
In the consumer products category, PCs are used in applications such as dinnerware, drinking cups, and toys. These products can be either transparent or colored. These applications require Food and Drug Administration approval. A key application in this category is blow molding, which requires high molecular weights and/or branched PCs with high melt strength.
In appliances and other household articles, applications where PCs are used include eyelets for shower curtains [176], crisper trays in refrigerators, and appliance housings that require ignition resistance, heat resistance, and impact resistance.
VIII. BLENDS AND COPOLYMERS
Two major trends in modifying PCs are blends and copolymers. Blending is a method in which a set of desired properties can be obtained from two polymers. There are two classes of polymer blends, namely, miscible and immiscible blends. Commercial immiscible blends, such as PC and acrylonitrile-butadiene-styrene copolymer (PC/ABS), or PC and polyesters such as polyethylene terephthalate (PC/PET), are used in various applications. Typical properties of PC/ABS and PC/PET blends [131] are summarized in Table 5. Some blends of PC with other polymers are summarized in Table 6.
Blends of PC with ABS, such as PULSE* brand PC/ABS, are used in automotive applications such as quarter panels and wheel covers. Other applications of PC/ABS blends are found in electronics and business equipment. PC and ABS adhere together well and give a balance of easy processibility, high heat resistance, and good low-temperature impact toughness. The compatibility of PC and ABS depends on the acrylonitrile content in the ABS [177]. The optimized composition for toughness as measured by ductile-brittle transition temperature was found to be in the range 60-70% PC [178]. Using X-ray scattering, the fracture surface of a PC/ ABS sample under tensile deformation showed shear yielding in the PC phase and rubber cavitation in the rubber phase [179]. The viscosity of PC/ ABS blends as a function of composition showed lower values than the linear relationship between the values of the pure components. The relationship best fitting the viscosity-composition of PC/ABS can be described by the Lecyar Model [180].
Immiscible blends of PC with polyesters, such as SABRE* brand PC/PET, are used in places where solvents resistance is required. The addition of PET, which is a semicrystalline material, into PC improves the solvent resistance and weathering and enables
*Trademark of The Dow Chemical Company.

PAGE 36 OF 47
Polycarbonates 629
Table 5 Typical Properties of Polycarbonate Blends Resins
PC/ ABS blend Filled PC/ABS PC/PET blend Property ASTM PULSE 830 PULSE B250 SABRE 1664
Melt flow rate, g/10 min D-1238 3 2 8 (265°C/2.16 kg) (230°C/3.8 kg)
Deflection temperature, D-648 126 129 °C (unannealed at 1.8 MPa)
Mold shrinkage, mm/mm D-955 0.007 0.0065 0.006-0.009 Specific gravity D-792 1.13 1.2 1.2 Coefficient of thermal D-696 74. X 10-5 6.3 X 10-5 7.6 X 10-5
expansion, m/m °C Tensile yield strength, D-638 53 55 52
MPa Tensile ultimate strength, D-638 45 47 53
MPa Tensile elongation at D-638 4
yield, % Ultimate tensile elonga- D-638 125 90 130
tion, % Tensile modulus, GPa D-638 2.1 2.9 1.8 Flexural strength, MPa D-790 83 93 81 Flexural modulus, GPa D-790 2.3 2.9 2.1 Notched Izod impact D-256 641 320 747
(25C, 10 mils notch, 1/8 in. thick), J/m
Rockwell hardness D-785 R115 Instrumental dart impact 57 51 48
(1/8 in. thick, 3.39 m/ sec, 25°C) Ultimate energy, J
Source: Data from Ref. 131. Courtesy of The Dow Chemical Company.
the PC/PET blends be used in applications that have high solvent contact such as in lawn mower decks and automotive rear quarter panels. PC and PET are partially compatible due to the transesterification reaction between the two components [181-184]. The transesterification reaction that occurs in PC/PET is similar to the reaction that occurs in PC/ PBT [185,186]. At concentrations of PET greater than 70% and less than 5%, the blends are transparent with one Tg [187].
For easier melt processing, high modulus, and toughness, blends of PC and liquid crystal polymers have been reported [188,189]. To date, these types of blends have not been commercially successful due to the additional cost factor and the anisotropic behavior of the blends after being fabricated.
The other class of PC blends is miscible blends. Only a few blends of this type are used commercially. Examples of the class of miscible blends with PC are with polycaprolactone [190-192] and low concentrations of aliphatic polyesters [193,194]. Addition of polycaprolactone decreases the low-temperature toughness and Tg due to plasticization. Miscible blends of low molecular weight and ultrahigh molecular weight PC produced from a solid state polymerization process have also been reported [195]. These

PAGE 37 OF 47
630 Pham et al.
Table 6 Some Typical Polycarbonate Blend Systems
Polymer A Polymer B Property Ref.
PC ABS Compatible: increase compatible at 25- 217,218 28% AN content/due to SAN oligomer
PC PET Compatible-transesteri:fication 181-187 PC PBT Miscible at low concentration of PBT 194
Compatible-transesteri:fication PC Polycaprolactone Completely miscible 190-192 PC SAN Miscible (23-70% ·AN) 177
Compatible PC Polymethyl methacrylate Compatible-transesteri:fication 219 PC Polyarylates Compatible-transesteri:fication 220 PC Ethylene terephthalate Miscible 221
caprolactine copolyester
PC Polystyrene Compatible ( ~ 15%) 222 PC Polypropylene Compatible (~5%) 222
blends are claimed to have better melt strength and toughness, compared with the homopolymers at the same molecular weight. Also, blends of linear and branched PC have been reported to have an enhanced crack resistance aside from being readily processable [196].
Another method of modifying PC for various applications is copolymerization and the variety of comonomer that can be copolymerized with bisphenol A can be found elsewhere [1,2,7,197]. One notable example is the copolymer of bisphenol A and bis(9,9 hydroxyphenylfluorene) (BHPF) [198,199], used in ultrahigh heat applications. Depending on the content of BHPF, the Tg can range from 150°C to 280°C. At certain concentrations of BHPF and molecular weight, these copolymers are amorphous and ductile. Other notable high-heat PC copolymers with bisphenol A include tetrabromobisphenol (TBBA PC) [200-202], trimethylcyclohexyl bisphenol (TMPC) [203], and hydroxyphenylcycloalkane (HPCA) [204]. TBBA PC has Tg ranging from 150 to 213° while TMPC has Tg ranging from 150 to 250°C and HPCA has Tg ranging from 180 to 230°C. These copolymers are typically used in applications requiring high heat and transparency. An example is the use of HPCA in the liquid crystal display devices [205].
New copolymers of bisphenol A with flexible chain monomers, i.e., aliphatic polyesters, are being developed for thin wall applications requiring greater melt flow than conventional PC can offer, i.e., greater than 22 g/10 min. For easier processing, lower molecular weight PC may be used, but a common problem encountered when using too low a molecular weight PC is cracking under no-external-load conditions [206]. These brittle cracks are the consequence of residual orientation and thermal stresses as a result of fabrication.
Copolymers of PC that address the easy flow applications include the PC having end-group modification with branched alkylphenyl [207], a copolymer with aliphatic polyester [208,209] that give better notched Izod impact at the same melt flow rate, and a copolymer with liquid crystal component [210,211] that provides easy access with improved mechanical properties.

PAGE 38 OF 47
Polycarbonates 631
Another class of modified copolymers uses reactive end groups to form branching and/or crosslinking. Applications of these type of copolymers include scratch-resistant coatings and blow-molding applications. An example of these reactive end groups is the benzocyclobutene (BCB) end group [212-214]. At low concentration of BCB, the copolymer can be processed using conventional methods and it exhibits excellent melt strength [215]. At high concentrations, the copolymer forms a three-dimensional network that gives the hardness expected from a scratch-resistant PC coating [216].
REFERENCES
1. D. Freitag, U. Grigo, P. R. Muller, and W. Nouvertne, Polycarbonates, Polym. Eng. Sci. Encyl., Vol. 11, 2nd ed., (J. Marks et al., eds.), Wiley Interscience, New York, 1987.
2. H. Schnell, Chemistry and Physics of Polycarbonates, Wiley Interscience, New York, 1964. 3. F. Hostettler and E. F. Cox, Compositions containing polycarbonate plasticizers, U.S. Patent
3,305,605 (1964). 4. R. W. Campbell, C. A. A. Claesen, T. 0. N. Vrooman, L. P. Fontana, K. F. Miller, C. B.
Quinn, and P. W. VanEs, Phenolic compound end capped polyester carbonate, U.S. Patent 5,321,114 (1994).
5. E. Leitz, H. Eichenauer, and K. H. Ott, Tough, Thermoplastic polycarbonate mixtures con-taining aliphatic, U.S. Patent 4,900,797 (1990).
6. G. Odian, Principles of Polymerization, 2nd ed., Wiley Interscience, New York, 1981. 7. R. Pakull, U. Grigo, and D. Freitag, Polycarbonates, RAPRA Rev. Rep. 42: (1991). 8. N. R. Lazear, Polycarbonate-high performance resin, Adv. Mat. Proc. 147: 43 (1995). 9. Polycarbonate (PC), Plast. Eur.: 598, October 1992. ·
10. B. Shearer, Dow project at Freeport will expand polycarbonate, Chern. Marketing Reporter 248: 3, Aug. 21, 1995.
11. H. Krim and H. Schnell, Thermoplastic aromatic polycarbonates and their manufacture, U.S. Patent 3,028,365 (1962).
12. H. Vemaleken, Interfacial Synthesis, Vol. 2, Polymer Applications and Technology (F. Millich & C. E. Carraher Jr., eds.), Marcel Dekker, New York, p. 65, 1982. ·
13. D. J. Brunelle, D. K. Bonauto, and T. G. Shannon, Preparation of bis(chloroformate)s for use in cyclization reactions, Polym. Int. 37: 179 (1995).
14. G. Jen-Tau and W. Chun-Shan, The interfacial polycarbonate reactions. I. Defining the critical process parameters, J. Appl. Polym. Sci. 44: 849 (1992).
15. Z. Dabkowski, Z. Weilgosz, and B. Krajewski, Molecular weight control of polycarbonates obtained by interfacial polycondensation, Die Ange. Makromol. Chemie 39: 7 (1974).
16. M. Okamoto, Polycarbonate made optical article; bisphenol A end-capped with 4-cumyl phenol, U.S. Patent 4,997,903 (1991).
17. S. Munjal, T. M. Wardlow, and A. F. Hall, Process for preparing polycarbonate having reduced carbonate byproduct content; adding chain terminator and catalyst to control molecular weight, U.S. Patent 5,200,496 (1993).
18. M. Hirao, T. Ito, M. Nakatsuka, Y. Totani, and A. Yamaguchi, Aromatic polycarbonate containing a low amount of oligomer production by interfacial polymerization to give a prepolymer, addition of an end capping agent and completion of polymerization, Eur. Patent Appl. EP 0600,447 A2 (1993).
19. J. M. Silva and P. G. Kosky, An aqueous phase in the interfacial synthesis of polycarbonates. 2. Application of ionic equilibria to the semi-batch polycarbonate reaction, Ind. Eng. Chern. Res. 30: 468 (1991).
20. T. Megumi, H. Yoshizaki, and S. Kondoh, Preparing polycarbonate oligomers by reacting phosgene with an aqueous solution containing a salt of a dihydric phenol in an organic solvent which comprises previously cooling the aqueous solution and carrying out the reaction at a low temperature, U.S. Patent 4,255,557 (1981).

PAGE 39 OF 47
632 Pham et al.
21. M. L. Becraft and D. L. Ramsey, Eur. Patent Appl., Polycarbonate(s) production by reaction of phosgene and bisphenol at lower pH and high ionic strength, to increase productivity and lower costs, by reducing phosgene usage and increasing batch sizes, EP 0644220 A1 (1994).
22. E. P. Boden, L.·l. Flowers, R. R. Odie, P. D. Phelps, D. L. Ramsey, and P. D. Sybert, Method for making aromatic polycarbonate, U.S. Patent 5,391,692 (1995).
23. G. Jen-Tau and W. Chun-Shan, The interfacial polycondensation of tetrabisphenol A polycarbonate. II. Reactivities and phase distribution of catalysts, J. Appl. Polyrn. Sci. 50: 149 (1993).
24. J. W. Weston, J. L. Aguilar, and R. R. Smith II, Interfacial preparation of polycarbonate prepolymer with motionless mixer, U.S. Patent 5,037,941 (1991).
25. L. E. Walko, S. B. Wallace, N. Swanson, and R. M. Cook, Process for converting polymer solutions into granules, U.S. Patent 4,568,418 (1986).
26. T. Asoh and T. Hosomi, Process for producing powder aggregate particle of high molecular weight polycarbonate resin, U.S. Patent 5,182,363 (1993).
27. Teijin Company, Purification of polycarbonate granule-by heating granules containing organic chlorine compound at 150 deg. C in aq. slurry, Japanese Patent Application 63218730 (1988).
28. First commercial PC plant by melt process, Daily Chern. News, April 7 (1993). 29. Bayer to pilot phosgene-free PC, Eur. Chern. News, 10-16 July (1995). 30. T. Yamato, Y. Oshino, Y. Fukuda, T. Kanno, and T. Kuwana, Polycarbonate production pro
viding colourless transparent polycarbonate: which is ·useful as engineering thermoplastic such as glass sheet for replacement of ordinary windows, European Patent Application, EP 529093 A1 (1992).
31. T. Sakashita, T. Shimoda, H. Itoi, T. Nagai, and K. Kishimura, European Patent Application, Preparation of condensed aromatic polycarbonate(s) by adding acid and optional epoxy compound to resin prepared with alkaline catalyst, EP 435124 A2 (1990).
32. A. W. Ko and J. B. Starr Jr., Inhibit.lon of discoloration of transesterification polymers with chromium, nickel, tantalum or glass lined reactor; polyester homopolymers; polyester-polycarbonate copolymers, U.S. Patent 4,383,092 (1983).
33. T. Sakashita and T. Shimoda, Catalytic melt condensation preparation of polycarbonate, U.S. Patent 5,151,491 (1992).
34. S. Kuze, R. Okumura, and N. Kunishi, European Patent Application, Polycarbonate with excellent colour tone or transparency produced by transesterification process while controlling water content and using reactor of specified metallic material, EP 575810 A2 (1993).
35. T. Kanno andY. Fukuda, European Patent Application, Polycarbonate preparation using impurity-free carbonic acid diester-in melt-polycondensation with a dihydric phenol, gives high mol wt thermally-stable and discolouration-free polymer, EP 592900 A2 (1993).
36. S. Fukuoka and T. Watanabe, Crystallized aromatic polycarbonate manufacture by solid-phase polymeri?:ation of prepolymer containing terminal aryl carbonate gas, World Patent, 89-02904 (1989).
37. S. Kuhlig, R. Pakull, U. Grigo, P. Tacke, D. Freitag, and W. Alewelt, Process for the production of solventless polycarbonate, U.S. Patent 5,191,001 (1993).
38. I. Fukawa, S. Fukuoka, K. Komiya, and Y. Sasaki, Porous, crystallized, aromatic polycarbonate prepolymer, a porous, crystallized aromatic polycarbonate, and production methods, U.S. Patent 5,204,377 (1993).
39. S. Sivaram, J. Sehra, V. S. lyer, and K. Ravindranath, Solid state process for preparation of high molecular weight poly(arylcarbonate)s from amorphous oligomer, U.S. Patent 5,266,659 (1993).
40. S. Kuze, N. Kusuyama, M. Shinohara, and M. Okamoto, Process for the production of a branched polycarbonate with emulsion having interfacial area, U.S. Patent, 5,283,314 (1994).
4L H. L. Rawlings, Branching and crosslinking of polycarbonates, U.S. Patent 3,597,394 (1971).

PAGE 40 OF 47
Polycarbonates 633
42. C. V. Hedges, Randomly branched aromatic polycarbonate from triphenol, U.S. Patent 4,415,723 (1983).
43. D. Freitag, U. Haberland, and H. Krimm, Tetraphenol containing polycarbonate, U.S. Patent 4,001,183 (1977).
44. V. Mark, Polyphenolic compounds, U.S. Patent 4,514,334 (1985). 45. V. Mark and C. V. Hedges, Branched aromatic polycarbonate from tetraphenol, U.S. Patent
4,415,724 (1983). 46. E. P. Boden and H. 0. Krabbenhoft, Preparation of branched thermoplastic polycarbonate
and polyhydric phenol, U.S. Patent 4,888,400 (1989). 47. V. Mark and C. V. Hedges, Branched polycarbonate from carboxy containing diphenol, U.S.
Patent 4,562,242 (1985). 48. C. V. Hedges and V. Mark, Randomly branched aromatic polycarbonate from triphenol, U.S.
Patent 4,415,723 (1983). 49. S. W. Scott, Process for preparing branched polycarbonate, U.S. Patent 4,001,184 (1977). 50. G. C. Berry, H. Nomura, and K. G. Mayhan, Dilute solution studies on a polycarbonate in
good and poor solvents, J. Polym. Sci. A-2 5: 1 (1967). 51. A. de Chirico, Polycarbonate solutions in chloroform, Chim. Ind. 42: 248 (1960). 52. G. Sitaramaiah, Polymer-solvent interactions of bisphenol A polycarbonate in different sol
vents, J. Polym. Sci. A3: 2743 (1965). 53. T. Tsuji, T. Norisuye, and H. Fujita, Dilute solution of bisphenol A polycarbonate, Polym. J.
11: 558 (1975). 54. G. V. Schultz and A. Harbach, Die malekularen konstanten von polycarbonaten in losung,
Die Makrom. Chern. 29: 93 (1959). 55. W. F. Christopher and D. W. Fox, Polycarbonates, Rheinhold, New York, 1962. 56. M. Masumoto, S. Shinoda, T. Izumida, and K. Akabori, Japanese Patent 60-21505
(1985). 57. T. Izumida, K. Akahori, M. Masumoto, and S. Tsukita, Japanese Patent 61-16962 (1986). 58. R. Binsack, H. Haupt, N. Vernaleken, and E. Reese, Process for preparing polycarbonates,
U.S. Patent 3,931,108 (1976). 59. K. Hashimoto, N. Namanishi, and N. Yamanishi, Polycarbonate resin composition; blends
with ultrahigh molecular weight polycarbonate to improve flowability while maintaining mechanical properties and transparency, U.S. Patent 5,264,498 (1993).
60. L.A. Belfiore and S. L. Cooper, Bisphenol-A polycarbonate-diluent interactions, J. Polym. Sci. Polym. Phys. 21: 2135 (1983).
61. J. S. Schaefer, E. 0. Stejskal, R. A. McKay, and W. T. Dixon, Molecular motion in polycarbonates by dipolar rotational spin-echo 13C NMR, Macromolecules 17: 1479 (1984).
62. A. K. Roy, A. A. Jones, and P. T. Inglefield, Phenylene ring dynamics in solid polycarbonate: an extensive probe by carbon-13 NMR line-shape studies at two field strengths, Macromolecules 19: 1356 (1981).
63. A. A. Jones, Molecular level model for motion and relaxation in glassy polycarbonate, Macromolecules 18: 902 (1985).
64. G. Floudas, J. S. Higgins, G. Meier, F. Kremer, and E. W. Fischer, Dynamics of bisphenol A polycarbonate in the g~assy and rubbery states as studied by neutron scattering and complementary techniques, Macromolecules 26: 1676 (1993).
65. G. Katana, F. Kremer, E. W. Fischer, and R. Plaetschke, Broadband dielectric study on binary blends of bisphenol A and tetramethylbisphenol A polycarbonate, Macromolecules 26: 3075 (1993).
66. S. Havriliak, Jr., and C. S. Pogonowski, Dynamics of the viscoelastic f3 process in bisphenol A polycarbonate, Macromolecules 22: 2466 (1989).
67. C. Xiao and A. F. Yee, Scale of cooperative -y relaxation of bisphenol A polycarbonate, Macromolecules 25: 6800 (1992).
68. J. Y. Cho and A. F. Yee, Secondary relaxation motion in bisphenol A polycarbonate, Macromolecules 24: 1905 (1991).

PAGE 41 OF 47
634 Pham et al.
69. Dow Chemical Company, CALIBRE Polycarbonate Resins Grades and Properties, Brochure No. 301-931-686.
70. J. P. Mercier, J. J. Aklonis, M. Litt, and A. V. Tobolsky, Viscoelastic behavior of the polycarbonate of bisphenol A, J. Appl. Polym. Sci. 9: 447 (1965).
71. R. G. Porter and J. E Johnson, The entanglement concept in polymer system, Chern. Rev. 66: 1 (1966).
72. G. C. Berry and T. G. Fox, The viscosity of polymers and their concentrated solutions, Adv. Polym. Sci. 5: 261 (1968).
73. S. M. Aharoni, On entanglements, Polym. Preprints, 275, March (1982). 74. J. T. Seitz, Presentation of the 50th Golden Jubilee of the Rheo. Soc., Boston, October
1979. 75. Z. Zhao, A. Chudnovsky, C. P. Bosnyak, and K. Sehanobish, Necking of polycarbonate as a
double glass transition, J. Polym. Eng. Sci. 35 (1995). 76. M. Pravin and J. G. Williams, Ductile-brittle fracture transitions in polycarbonate, Int. J.
Fract. 11: 963 (1975). 77. H. Hyakutake and H. Nishitani, Condition for determining the static yield and fracture of a
polycarbonate plate specimen with notches, Eng. Fract. Mech. 2;2: 359 (1985). 78. G. C. Martin and W. W. Gerberich, Temperature effects on fatigue crack growth in polycar
bonate, J. Mat. Sci. 11: 231 (1976). 79. K. Sehanobish, D. H. Bank, and C. P. Bosnyak, Effects of geometric constraints on toughness
in polycarbonate, 7th International Conference on Fracture, Houston, March 20-24, 1989. 80. S. F. Mudrich and J. W. Wilchester, The influence of molecular weight on crack growth
resistance in polycarbonate resin, Society of Plastics Engineers Annual Technical Conference in San Francisco, May 1-5, 1994; Proceedings XL: 3251 (1994).
81. A. Kim, L. V. Garrett, C. P. Bosnyak, and A. Chudnovsky, Modeling the process-zone kinetics of polycarbonates, J. Appl. Polym. Sci. 49: 877 (1993).
82. A. Kim, L. V. Garrett, C. P. Bosnyak, and A. Chudnovsky, Kinetics and characterization of the process-zone evolution in polycarbonate, J. Appl. Polym. Sci. 49: 885 (1993).
83. J. Rosenblum, Creep crack propagation of bisphenol A polycarbonate, Society of Plastic Engineers 45th Annual Technical Conference in Los Angeles, May 4-7, 1985; Proc. XXXIII: 1536 (1987).
84. Z. Zhao, A. Chudnovsky, C. P. Bosnyak, K. Sehanobish, and S. F. Mudrich, The time dependency of the necking process of polycarbonate. Submitted to Polymers (1996).
85. Z. Zhou, PhD dissertation, Studies on cold drawing and crack layer growth in engineering thermoplastics, Univ. of Illinois, Chicago, 1993.
86. K. Sehanobish, N. Haddaoui, and A. Moet, Effect of thickness on ductile fatigue crack propagation in polycarbonate, J. Mat. Sci. 28: 1360 (1993).
87. G. Pitman and I. M. Ward, The molecular weight dependence of fatigue crack propagation in polycarbonate, J. Mat. Sci. 15: 635 (1980).
88. M. T. Takemori, Polymer fatigue fracture diagrams: BPA polycarbonates, J. Polym. Eng. Sci. 28: 641 (1988).
89. T-J. Chen, A. Chudnovsky, and C. P. Bosnyak, Observations of the micro-mechanisms of fatigue-crack initiation in polycarbonate, J. Mat. Sci. 29: 5903 (1994).
90. T-J Chen, A. Chudnovsky, C-1. Kao, and C. P. Bosnyak, A fatigue crack initiation map for polycarbonate, J. Appl. Polym. Sci. 49: 1909 (1993).
91. H. R. Philipp, D. G. Legrand, H. S. Cole, and Y. S. Liu, The optical properties of bisphenolA polycarbonate, J. Polym. Eng. Sci. 27: 1148 (1987).
92. H. T. Pham, C. P. Bosnyak, and K. Sehanobish, Residual stresses in injection molded polycarbonate rectangular bars, J. Polym. Eng. Sci: 33: 1634 (1993).
93. R. Wimberger-Friedl, The assessment of orientation, stress and density distribution in injection-molded amorphous polymers by optical techniques, Prog. Polym. Sci. 20: 369 (1995).
94. S. Lee, J. De La Vega, and D. C. Bogue, J. Appl. Polym. Sci. 31: 2791 (1986). 95. Smirnova, Polycarbonate, USSR Publication, 1975.

PAGE 42 OF 47
Polycarbonates 635
96. S. Munjal and C-1. Kao, Mathematical model and experimental investigation of polycarbonate pellet drying, Polym. Eng. Sci. 30: 1352 (1990)
97. Anonymous, Reducing dispersity in blended polycarbonate(s) by subjecting blends of polycarbonate(s) to transesterification reaction, RD-355030-A, 1993.
98. F. Gugumus, Antioxidants, Plastics Additives Handbook, 4th ed. (R. Gachter and H. Muller, eds.), Hanser, Cincinnati, 1993, Chap. 1.
99. R. L. Markezich, Thermally stable polycarbonate compositions comprising oxetane phosphonites, U.S. Patent 4,247,448 (1981).
100. G. W. Miller, High temperature thermoplastics stabilized with a tris;(halophenyl)phosphate, U.S. Patent 3,557,053 (1971).
101. Mitsubishi Gas Chern. Co. Inc., Production of polycarbonate of good thermostability by adding phosphorus compound optional mixed with phenol compound to polycarbonate obtained by ester-exchange of aromatic dihydroxy compound and carbonic acid diester in presence of boron catalyst, Japanese Patent 7247353 (1995).
102. Mitsubishi Gas Chern. Co. Inc., Good hue, heat-stable polycarbonate production by adding phosphorus compounds and optional phenol compounds to aromatic polycarbonate obtained by ester exchange using specified catalyst, Japanese Patent 7247352 (1995).
103. A. Rivaton, D. Sallet, and J. Lamaire, J. Polym. Photo. 3: 663 (1983). 104. M. C. Gupta and G. V. Tahilyani, Photodegradation of poly(4,4'-isopropylidine diphenylene
carbonate), Colloid Polym. Sci. 266: 620 (1988). 105. E. Ochiello, F. Garbassi, and V. Malatesta, A study of the chemical and morphological al
terations in PS and PC surfaces induced by excimer laser treatments, J. Mat. Sci. 24: 569 (1989).
106. A. Factor, Search for the sources of color in thermally aged, weathered and -y-ray irradiation bisphenol A polycarbonate, Die Ang. Makromol. Chern. 232: 27 (1995).
107. F. Gugumus, Light stabilizers, Plastics Additives Handbook, 4th ed. (R. Gachter and H. Muller, eds.), Hanser, Cincinnati, 1993, Chap. 3.
108. Sumitomo Dow KK, Resin laminate for high mechanical strength and weather resistancecomprises layered styrene! Base material with filming comprising polycarbonate resin compsn. and benzotriazole; ultraviolet absorbent resin, Japanese Patent 7232412 (1995).
109. J. H. Botkin, C. Hendricks, and J. Suhaldonik, Room temperature curable solventless silicone coating compositions, U.S. Patent 5,445,873 (1995).
110. S. Taniyami, G. Shimaoka, and S. Inoue, Method of treating surfaces of shaped articles of polycarbonate resins, U.S. Patent 4,241,116 (1980).
111. D. R. Olson and T. Y. Chin, Process for producing an ultraviolet radiation stabilized polymeric article, U.S. Patent 4,322,455 (1982).
112. J. Silberman and M. T. Burchill, Process for surface modification of polymer articles, U.S. Patent 4, 770,905 (1988).
113. J. C. Goosens and H. L. Curry, Method of impregnating an ultraviolet radiation screener into the surface of polycarbonate article, U.S. Patent 4,776,913 (1988).
114. J. C. Goosens, A. Factor, and P. M. Miranda, Process for UV stabilizer impregnation of plastic surfaces, U.S. Patent 4,861,664 (1989).
115. H. Vetter, Method for making hollow multilayer multiple-wall synthetic resin panels, U.S. Patent 4,707,393 (1987).
116. M. Narkis and J. P. Bell, An unusual visual microcracking/healing phenomenon in polycarbonate at room temperature, J. Appl. Polym. Sci. 27: 2809 (1982).
117. C. A. Pryde, P. G. Kelleher, M. Y. Hellman, and R. P. Wentz, Hydrolytic stability of some commercially available polycarbonates, J. Polym. Eng. Sci. 22: 370 (1982).
118. E. A. Joseph, D. R. Paul, and J. W. Barlow, Boiling water aging of a miscible blend of polycarbonate and a copolyester, J. Appl. Polym. Sci. 2'7: 4807 (1982).
119. L. M. Robeson and S. T. Crisafulli, Microcavity formation in engineering polymers exposed to hot water, J. Appl. Polyn:z. Sci. 28: 2925 (1983).

PAGE 43 OF 47
636 Pham et al.
120. A. Dutta, On viscosity-melt flow index relationship, Rheol. Acta 23: 565 (1984). 121. R. D. Richards and D. K. Yoshimura, A viscosity model for linear polycarbonate resins,
Society of Plastic Engineers 48th Annual Technical Conference in Dallas, May 7-11, 1990, Proceedings, Vol. 36, 1603 (1990).
122. Z. Dobkowski, Influence of polydispersity and long chain branching on the melt viscosity of polycarbonate, Eur. Polym. J. 18: 1051 (1982).
123. H. T. Pham, C. P. Christenson, J. W. Wilchester, and C. P. Bosnyak, Determination of the elastic component for polymeric melt under steady shear flow, J. Appl. Polym. Sci. 48: 1425 (1993).
124. H. T. Pham, Melt flow and instability of polycarbonate and its blends, Society of Plastic Engineers Annual Technical Conference in Boston, May 7-11, 1995, Proceedings 41(1), 1116 (1995).
125. L. C. E. Struik, Physical Aging in Amorphous Polymers and Other Materials, Elsevier, Amsterdam, 1978.
126. A. J. Kovacs, R. A. Stratton, and J. D. Ferry, Dynamic mechanical properties of polyvinyl acetate in shear in the glass transition temperature range, J. Phys. Chern. 67: 152 (1963).
127. H. Higuchi, Z. Yu, A. M. Jameison, R. Simha, and J. D. McGervey, Thermal history and temperature dependence of viscoelastic properties of polymer glasses: relation to free volume quantities, J. Polym. Sci. Polym. Phys. B33: 2295 (1995).
128. D. W. Gilmore and M. J. Modil, Toughening polycarbonate with thermoplastic elastomers, Plast. Eng. 45: 51 (1989).
129. Uniroyal Chemical Company, Royaltuff 372P20 product brochure. 130. M. W. Witman, Polycarbonate compositions having a high impact strength and melt flow,
U.S. Patent 4,515,921 (1985). 131. The Dow Chemical Company, 621 Ways to Succeed: 1993-1994 Selection Guide, Brochure
No. 304-00286-1292X SMG. 132. Mitsubishi Gas Chern. Co. Inc., Thermoplastic resin composition for moulding smooth sur
face articles containing thermoplastic aromatic polycarbonate resin(s) and thermoplastic resin(s) reinforced with glass filler, Japanese Patent 7286096 (1995).
133. K. Kircher, Reinf. Plast. (Nov./Dec. 1981). 134. D. Hepp, High polymeric additives for improving impact strength, Plastics Additives Hand
book, 4th ed. (R. Gachter and H. Muller, eds.), Hanser, Cincinnati, 1993, Chap. 8. 135. R. Butler, Limiting TiOz-related degradation in engineering thermoplastics, Plast. Comp.: 44
(Nov./Dec. 1993). 136. V. Sussman, Conductive fillers, Handbook of Fillers for Plastics (H. S. Katz and J. W.
Milewski, eds.), Van Nostrand Reinhold, New York, 1987. 137. H. Schnell, L. Bottenbruch, and H. Krimm, Thermoplastic aromatic polycarbonates and their
manufacture, U.S. Patent 3,028,365 (1962). 138. V. Mark, J. L. Webb, and J. B. Williams, Flame retardant carbonate polymer with improved
processing, U.S. Patent 4,263,201 (1981). 139. S. Ogoe, H. Farah, K. Dick, and G. M. Willis, Ignition resistant carbonate polymer with
improved processing stability, U.S. Patent 4,727,101 (1988). . 140. T. H. Ho, C. 0. Mork, S. A. Ogoe, and J. E. Lackey, Aliphatic thio additive for polycarbonate,
U.S. Patent 4,904,717 (1990). 141. A. Factor, D. B. G. Jacquiss, and V. Mark, Non opaque flame retardant polycarbonate com
position, U.S. Patent 4,093,589 (1978). 142. Mitsubishi Gas Chemical Co. Inc., Flame resistant aromatic polycarbonate free from halogen
and antimony compounds comprises methylated polycarbonate prepared from methylated bisphenol-A and higher moL wt. organo-phosphorus compound, Japanese Patent 7196844 (1995).
143. W. Chen, H. Kao, and W. Kuo, Non halogen flame retardant polycarbonate compositions, U.S. Patent 5,436,286 (1995).

PAGE 44 OF 47
Polycarbonates 637
144. J. R. Caldwell and W. J. Jackson, Bisphenol polyester containing phosphorus, U.S. Patent 3,378,523 (1968).
145. L. S. Thomas, Polycarbonate containing a metal perfluoroborate and an organosilane as ignition depressants, U.S. Patent 4,335,038 (1982).
146. M. R. MacLaury and F. H. Holub, Flame retardant compositions and coated article, U.S. Patent 4,273,691 (1981).
147. S. Kamiyama, M. Miura, and K. Takenaka, Fire retardant polycarbonate resin composition, U.S. Patent 4,155,949 (1979).
148. D. L. Rheinhard, Flame retardant thermoplastic compositions, U.S. Patent 3,809,729 (1974). 149. M. K. Laughner and S. A. Ogoe, Fire retardant impact modified carbonate polymer com
position, U.S. Patent 4,786,686 (1988). 150. S. A. Ogoe and T. H. Ho, Ignition resistant modified thermoplastic composition, U.S. Patent
4,927,870 (1990). 151. R. M. Aseeva and G. E. Zaikov, Flammability of polymeric materials, Adv. Polym. Sci. 70:
171 (1985). 152. L. S. Thomas and S. A. Ogoe, Advances in ignition resistant polycarbonate, Society of Plastic
Engineers 43rd Annual Technical Conference in Washington, D.C., April 29-May 2, 1985, Proceedings 31, 1000 (1985).
153. T. Whelan and J. Goff, Polycarbonate, Injection Molding of Engineering Thermoplastics, Van Nostrand Rheinhold, New York, 1990.
154. M. A. Spalding, D. E. Kirkpatrick, and K. S. Hyun, Coefficient of dynamic friction for low density polyethylene, J. Polym. Eng. Sci. 33: 423 (1993).
155. Z. Tadmor and I. Klein, Engineering Principles of Plasticating Extrusion, Robert E. Kreiger, Huntington, NY, 1978.
156. H. Schirmer and G. Pellstocker, Polycarbonate molding compositions having improved release properties containing an ester of a trihydric alcohol and a C-10 to C-20 saturated aliphatic carboxylic acid, U.S. Patent 3,784,595 (1974).
157. S. Adelmmann, D. Margotter, H. Vemaleken, and W. Nouvertne, Thermoplastic polycarbonate molding materials with improved mold release, U.S. Patent 4,131,575 (1978).
158. Kuraray Co. Ltd., Polycarbonate resin for information recording medium includes mold release agent containing higher fatty acid ester, Japanese Patent 7176084 (1995).
159. Kuraray Co. Ltd., Information recording medium, e.g. for laser or compact disc includes substrate formed using polycarbonate resin containing mold release agent containing high fatty acid ester, Japanese Patent 7176076 (1995).
160. S. Anders and B. Hardt, Injection molding of compact discs, Kunststoffe 77: 1 (1987). 161. C. Leuschke, Polycarbonate for optical applications, Kunststoffe 79: 10 (1989). 162. S. Hasushita, Finder optical system in camera, U.S. Patent 5,442,481 (1995). 163. Minolta Camera KK, Photosensitive material for electrophotography-contains photosensitive
layer on polycarbonate resin of specified thickness, Japanese Patent 7244388 (1995). 164. Teijin Kasei Ltd., Polycarbonate resin layered plate, useful for window material, comprises
thermoplastic urethane! Resin layer formed on &urface of polycarbonate resin sheet, by thermo-compression bonding or co-extrusion, Japanese Patent 7205385 (1995).
165. Mitsubishi Gas Chern. Co. Inc., Polycarbonate resin moulding product having heat reflection function comprises a print layer containing metal particles on the resin to reflect IR rays, Japanese Patent 7241875 (1995).
166. J. Eiffler, W. Jasperse, D. V. Heur, and R. Lee, Opalescent polycarbonates, Kunststoffe 85: 799 (1995).
167. A. LeBihan, Needle indicator speedometer has formed polycarbonate dial dished in centre to accommodate indicating needle that is then flush with outer rim of dial where scale is printed and eliminates parallax errors, French Patent 2715614 (1995).
168. P. Bier, J. Buckers, and U. Grigo, Optical polycarbonate component with complete UV protection, useful for vehicle windscreen or lamp cover, is produced by surface impregnation of

PAGE 45 OF 47
638 Pham et al.
heat resistant polycarbonate moulding containing bisphenyl-alkyl-cycloalkane units with UV absorber solutions, European Patent 677547 (1995).
169. P. C. Tennyson, Prefabricated false tooth unit particular to provide pontic-has cap securable to adjacent tooth with flange fixable through replacement tooth side opening, U.S. Patent 5,458,489 (1995).
170. L. D. Schneider, Blood collector during surgery has an expanding plastic bag with a cover and suction connection with a filter extending into the bag, European Patent 669139 (1995).
171. V. M. Nace, Gamma radiation resistant carbonate polymer compositions, U.S. Patent 4,624,972 (1986).
172. V. M. Nace, Gamma radiation resistant carbonate polymer compositions containing linolenic compounds, U.S. Patent 4,757,104 (1986).
173. V. M. Nace, Gamma radiation resistant carbonate polymer compositions with sorbates, U.S. Patent 4,657,949 (1987).
174. N. Kiddo, F. Kondo, T. Kushida, and S. Matsumara, Gamma radiation resistant polycarbonate compositions for medical use comprising a polycarbonate resin with no radiation-cleavable terminal unsaturation and a benzyl ether or benzyl-thio-ether derivative, European Patent 664316 (1995).
175. R. Archey, A. D. Meltzer, and H. Pielartzik, Stabilization of polycarbonate resin against deterioration from gamma radation by addition of ester(s) and polyester(s) which contain disulphide linkages, U.S. Patent 5,453,457 (1995).
176. H. Baumann, Eyelet especially for shower curtain is force-fitted tightly in curtain to reduce risk of tear out, European Patent 673611 (1995).
177. R. A. Mendelson, Miscibility and deformation behavior in some thermoplastic polymer blends containing poly(styrene-co-acrylonitrile), J. Polym. Sci. Polym. Phys. 23: 1975 (1985).
178. R. Greco and A. Sorrentino, Polycarbonate/ABS blends: a literature review,Adv. Polym. Tech. 13: 249 (1994).
179. R. A. Bubeck, D. J. Buckley Jr., E. J. Kramer, and H. R. Brown, Modes of deformation in rubber-modified thermoplastics during tensile impact, J. Mat Sci. 26: 6249 (1991).
180. G. Kumar, R. Shyam, N. Sriram, N. R. Neelakantan, and N. Subramanian, Estimated blend viscosities by a simple and workable model, Polymer 34: 3120 (1993).
181. J. S. Kollodge and R. S. Porter, Phase behavior and transreaction studies of model polyester/ bisphenol-A polycarbonate blends. 1. Synthesis, end-capping, and characterization of poly(2-ethyl-2-methylpropylene terephthalate), Macromo. 28: 4089 (1995).
182. J. S. Kollodge and R. S. Porter, Phase behavior and transesterification studies of model polyester/bisphenol-A polycarbonate blends. 2. Molecular weight, composition, and endgroup effects, Macromolecules 28: 4097 (1995).
183. J. S. Kollodge and R. S. Porter, Phase behavior and transesterification studies of model polyester/bisphenol-A polycarbonate blends. 3. Midchain and alcoholysis reactions, Macromolecules 28: 4106 (1995).
184. B. D. Hanrahan, S. R. Angeli, and J. Runt, Miscibility and melting in poly(ethylene terephthalate)/poly(bisphenol-A carbonate) blends, Polym. Bull. 15: 455 (1986).
185. P. Godard, J. M. Dekoninck, and V. Devlesavor, Molten Bisphenol-A polycarbonatepoly( ethylene terephthalate) blends. I. Identification of the reactions, J. Polym. Sci. A24: 3301 (1986).
186. P. Godard, J. M. Dekoninck, and V. Devlesavor, Molten bisphenol-A polycarbonatepoly(ethylene terephthalate) blends. II. Kinetics of the exchange reaction, J. Polym. Sci. A24: 3315 (1986).
187. Z. H. Huang and L. H. Wang, Infrared studies of transesterification in poly(ethylene terephthalate/polycarbonate) blends, Makromol. Chem. Rapid Commun. 7: 255 (1986).
188. W. Michaeli, T. Brinkmann, P. Heidemeyer, P. Hock, and S. Witte, Blends of polycarbonate and a liquid crystalline component, Kunststoffe 83: 34 (1993).

PAGE 46 OF 47
Polycarbonates 639
189. J. He, W. Bu, H. Zhang, P. Xie, and X. Xu, Microstructure formation in extruded and drawn polyblends of PC with a thermotropic LCP, Int. Polym. Proc., 8(2): 129 (1993).
190. R. E. Bernstein, C. A. Cruz, D. R. Paul, and J. W. Barlow, LCST behavior in polymer blends, Macromolecules 10: 681 (1977).
191. C. A. Cruz, J. W. Barlow, and D. R. Paul, Basis for miscibility in polyester-polycarbonate blends, Macromolecules 12: 726 (1979).
192. C. A. Cruz, D. R. Paul, and J. W. Barlow, Polyester-polycarbonate blends. IV. Poly(e-caprolactone), J. Appl. Polym. Sci. 23: 589 (1979).
193. H. Buysch, G. Fennhoff, R. Pakull, and N. Schoen, Transparent, free-flowing polycarbonate mixtures contain 90-99.5 wt. percent thermoplastic aromatic polycarbonate and 10-0.5 wt. percent aliphatic polycarbonate with MW below 15,000, German Patent 4227999 (1994).
194. S. P. Mishra and P. Venkidusamy, Structural and thermal behavior of PC/PBT, J. Appl. Polym. Sci. 58: 2229 (1995).
195. N. Yamanishi and K. Hashimoto, Polycarbonate resin composition, U.S. Patent 5,264,498 (1993).
196. H. T. Pham, Carbonate polymer blend composition useful for thin-walled corner parts prepared from high mol. wt. branched carbonate polymer and different carbonate polymer component having a lower mol. wt., for low viscosity, World Patent Application 9514743 (1995).
197. D. Freitag, G. Fengler, and L. Morbitzer, Routes to new aromatic polycarbonates with special material properties, Angew, Chern. Int. Ed. Engl. 30: 1598 (1991).
198. J. W. Morgan, Soluble high-melting, thermally stable linear polyesters, U.S. Patent 3,546,165 (1970).
199. Indemitsu Petrochem. Co., Polycarbonate copolymer excellent in heat and impact resistancecomprises a main chain derived from bisphenol A and 9,9-bis(4-hydroxyphenyl):fluorene structural units, European Patent Publication 0 591 962 A2, (1993).
200. H. Schnell, L. Bottenbruch, and H. Krimm, Thermoplastic aromatic polycarbonates and their manufacture, U.S. Patent 3,028,365 (1962).
201. M. J. Marks, S. L. Brewster, and J. K. Sekinger, Physical, thermomechanical and rheological properties of bisphenol A-tetrabromobisphenol A copolycarbonates, J. Appl. Polym. Sci. 52: 1809 (1994).
202. M. J. Marks, Interfacial synthesis and characterization of random and segmented block hisphenol A-tetrabromobisphenol A copolycarbonates, J. Appl. Polym. Sci. 52: 467 (1994).
203. J. Kampf, D. Freitag, and G. Fengler, New polycarbonates with improved resistance to heat softening, Kunststoffe 82: 385 (1992).
204. J. C. Schmidhauser, New polycarbonate(s) of high glass transition temperatures prepared from heterocyclic bis( 4-hydroxylphenyl)cycloalkane, U.S. Patent 5,300,622 (1994).
205. Kanebuchi Kogaku Kogyo KK, Polycarbonate-based phase difference film for liquid crystal display device contains polycarbonate or polyester carbonate containing bisphenol component, Japanese Patent 7246661 (1995).
206. H. T. Pham, Cracking phenomena in low molecular weight injection molded articles, Society of Plastic Engineers Annual Technical Conference in Detroit, May 3-7, 1992, Proceedings 38, 829 (1992).
207. D. Freitag, W. Nouvertne, C. Burkhard, and F.-G. Kleiner, Hydrolysis resistant polycarbonate preparation by interfacial condensation of diphenol(s) in presence of branched alkylphenol terminator, European Patent 10602 (1978).
208. G. Fennhoff, W. Hasse, W. Kirsch, and R. Pakull, Aliphatic aromatic polycarbonate(s) production by reacting aliphatic diol(s) with diphenol-based oligocarbonate(s) containing chlorocarbonate end-groups in anhydrous, neutral solvent, German Patent 4244008 (1994).
209. T. Fujimori, Y. Isahaya, R. Kawai, M. Miura, M. Nakamura, J. Suito, and K. Takakuwa, High molecular weight aliphatic polyester carbonate and its production by reacting aliphatic polyester oligomer with diaryl carbonate in presence of ester exchange catalyst, giving biodegradable product, European Patent 684270 (Mitsubishi Gas) (1995).

PAGE 47 OF 47
640 Pham et al.
210. M. Sato, K. Muraki, and K-1. Mukaida, Thermotropic liquid crystalline semirigid polycarbonates based on diphenyl ether and benzophenone units, Macromolecules 27: 4577 (1994).
211. V. V. Cheng, P. Cebe, M. Capel, H. Schreuder-Gibson, A. Bluhm, and W. Yeomans, Smallangle x-ray scattering study of liquid crystalline polycarbonates based on a.-methyl stilbene mesogen and methylene-containing flexible spacer, J. Polym. Sci. Polym. Phys. 33: 2331 (1995).
212. M. J. Marks and J. S. Sekinger, Synthesis, crosslinking, and properties of benzocyclobuteneterminated bisphenol A polycarbonates, Macromolecules 27: 4106 (1994).
213. M. J. Marks, J. S. Erskine, and D. A. McGrery, Products and mechanism of the thermally cross-linking of benzocyclobutene-terminated bisphenol A polycarbonates, Macromolecules 27: 4114 (1994).
214. M. J. Marks, A. K. Schrock, and T. H. Newman, Acrylcyclobutene terminated carbonate polymer, U.S. Patent 5,198,527 (1993).
215. M. K. Laughner and M. J. Marks, Carbonate blend composition and its preparation from high molecular weight branched carbonate polymer component and different carbonate polymer component having a lower molecular weight. World Patent Application 9514742 (1995).
216. J. A. Logan and M. J. Marks, Carbonate polymer laminate structure, U.S. Patent 5,318,827 (1994).
217. V. S. Shah, J. D. Keitz, D. R. Paul, and J. W. Barlow, Miscible ternary blends containing polycarbonate, SAN, and aliphatic polyesters, J. Appl. Polym. Sci. 32: 3863 (1986).
218. M. J. Guest and J. H. Daily, The use of glass transition data for characterizing polycarbonate based blends, Eur. Polym. J. 25: 985 (1989).
219. Y. Yoon and C. C. Han, Interfacial structure in reacting poly(methyl methacrylate)/polycarbonate polymer blends, Polym. Eng. Sci. 35: 1476 (1995).
220. L. M. Robeson, Applications of polymer blends: emphasis on recent advances, J. Appl. Polym. Chem. 30: 4081 (1984).
221. M. Dezhu, Z. Ruiyun, and L. Xiaolie, Miscibility of ethylene terephthalate-caprolactone copolyester blends with polycarbonate, Polymer 36: 3963 (1995).
222. A. Rudin and N. E. Brawaite, Polycarbonate blends with polystyrene and polypropylene, Polym. Eng. Sci. 24: 1312 (1984). .