Embed Size (px)
Citation preview
The Production and Processing of Certain Tallow-derived Oleochemicals: A Report on the Results of a Survey Conducted by
The Soap and Detergent Association
The Soap and Detergent Association 475 Park Avenue, South
New York, New York 10016
August 1,1997
O The Soap and Detergent Association All Rights Reserved August 1, 1997

Table of Contents
i. Introduction.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ii. The Survey Objective and Scope . 3
... 11i.TheSurveySample . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
a.Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . b. Response from SDA Members . 5
c. Profile of Participants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
iv. SurveyResults . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 a. Animal Fat Feedstocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 b. Pretreatment of Fats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 c. Processing Methods and Operating Conditions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
1. Processing Operations Performed on Trig1 ycerides . . . . . . . . . . . . . . . . . . . . . 1 8 2. Processing Operations Performed on Fatty Acids . . . . . . . . . . . . . . . . . . . . . . 3 6 3. Processing Operations Performed on Crude Glycerine . . . . . . . . . . . . . . . . . . 4 8
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . d.Testing 57
v. Discussion and Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Tables
Appendix A . Survey questionnaire and instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Appendix B . SDA member companies categorized by division membership . . . . . . . . . . . . 69
Appendix C . Survey results on in-process control and quality testing . . . . . . . . . . . . . . . . . . 74
Table4.3.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
Table4.4.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
Table4.5.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
Table4.6.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
Table4.6.4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
Table4.7.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
Table4.7.4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
Table4.8.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Table4.8.4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
Table4.9.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Table4.10.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
Table4.10.4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
Table4.11.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
Table4.12.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
Table4.12.4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
Table4.14.3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Table4.14.4 91
-iv-
Executive Summary
The Production and Processing of Certain Tallow-derived Oleochemicals: A Report on the Results of a Survey Conducted by
The Soap and Detergent Association
The Soap and Detergent Association prepared this report based on a survey of member companies on the processing methods, operating conditions, and testing carried out in the production of fatty acids, fatty alcohols, esters, soap and glycerine derived from tallow and other animal fats. The data document the harsh temperatures, pressures, residence times, and chemicals used in the production of these oleochemicals. The data also indicate that the fats used for production here in the United States are from animals native to the United States. Based on these rigorous and carefully controlled operating conditions and the exclusive utilization of animal fats originating in the United States, where no case of BSE has been diagnosed, it appears that the oleochemicals produced by the survey participants meet the highest standards of purity and safety and pose no risk of BSE infectivity.
The Production and Processing of Certain Tallow-derived Oleochemicals: A Report on the Results of a Survey Conducted by
The Soap and Detergent Association
1. Introduction
The Soap and Detergent Association (SDA) has prepared this report to present the results of
a voluntary survey of members on the processing methods, conditions, controls, and testing carried
out during the production of fatty acids, fatty alcohols, esters, soap, and glycerine derived from
tallow and other animal fats. The results document the harsh temperatures, pressures, and residence
times used in the production of these oleochemicals. The data also indicate that the fats used for
production of these oleochemicals here in the United States are from animals native to the United
States. Based on the rigorous and carefully controlled operating conditions and the exclusive
utilization of animal fats originating in the United States, where no case of bovine spongiform
enceophalopathy (BSE) has been diagnosed, it appears that the oleochemicals produced by the
survey participants meet the highest standards of purity and safety and present no risk of BSE
infectivity.
The Association undertook the survey in response to a request from the U.S. Food and Drug
Administration (FDA) in mid-1996 for data on the production of oleochemicals derived from animal
sources. The FDA had no detailed data on how, or under what conditions, oleochemical products
are processed industrially in the United States. The FDA needed such information to help assess the
safety of substances derived from animal fats (tallow), particularly those which are used in drug
products, cosmetics, toiletries, and foods because of recent public health concerns about BSE. The
SDA developed a detailed survey questionnaire titled Production of Certain Tallow-derived
The Production and Processing of Certain Tallow-derived Oleochemicals August 1,1997
Oleochemicals: Processing Conditions and Controls and In-process Testing for Purity and then
launched the survey project in November 1996.
The SDA volunteered to address the FDA's request for data because many of its member
companies are consumers as well as producers of oleochemicals derived from tallow. The SDA
committed itself in order to demonstrate the responsibility and dedication of member companies to
the safety of their products.
The SDA is a trade association. Membership is open to companies that manufacture
qualifying products in the United States, Canada, or Mexico. Membership in SDA is by division,
and a company may, at its own option, join one or more of SDA's four operating divisions, if it
meets their membership criteria. SDA membership has proven very stable over time and does not
vary significantly from year-to-year.
Currently, membership totals 135 companies, distributed among SDA's four divisions: 1)
Household; 2) Industrial & Institutional; 3) Technical & Materials; and 4) Oleochemical. The
Household Division is composed of manufacturers of finished soaps, detergents, and other cleaning
products for use in households. The Industrial & Institutional Division covers cleaning products for
industrial use and for consumption in institutions and service establishments, such as schools, hotels,
hospitals, restaurants, and the like. The Technical & Material Division is comprised of a mixture
of companies that produce finished cleaning products, their ingredients, and their finished packaging
materials. Membership in the Oleochemical Division is open to producers of fatty acids, glycerine,
fatty alcohols, methyl esters from triglycerides, and fatty nitrogen derivatives.
The Production and Processing of Certain Tallow-derived Oleochemicals
3 August 1,1997
2. k ~ e
The objective of the SDA survey was to gather meaningful, reliable data on the industrial
production of oleochemicals as carried out in the United States. The scope of the survey covered the
processing methods, operating conditions, and testing practices associated with the industrial
production of fatty acids, glycerine, esters, fatty alcohols, and soap made by direct saponification
of triglycerides, and the type and origin of the animal feedstocks from which these materials were
made.
The survey results will be useful for appraising the oleochemicals included within the scope
with respect to safety from BSE infectivity and for similar evaluations of their derivatives. Most of
the basic oleochemicals covered in the survey are largely utilized as intermediates, serving as
feedstocks for derivatives andlor components of other finished products, and thus undergo additional
processing steps.
The survey Production of Certain Tallow-derived Oleochemicals: Processing Conditions
and Controls and In-process Testing for Purity questionnaire and instructions are given in Appendix
A.
The Production and Processing of Certain Tallow-derived Oleochemicals
4 August 1,1997
3. The Survev S a m ~ l e
A. Descri~tion
The survey questionnaire was targeted to the SDA membership, specifically, to the attention
of the individual designated by each member company as its principal contact with SDA. The
questionnaire was distributed by mail to the 135 companies listed on the SDA membership roster
as of the day of distribution (November 1 1, 1996). These member companies are listed in Appendix
B. A follow up mailing to achieve compliance with the survey was made January 7, 1997, and a
second follow up was electronically transmitted by telecopier on April 29, 1997 to those member
companies from which no response had been received.
The questionnaire was sent to every SDA member company for reasons of thoroughness and
comprehensiveness. While membership in the various divisions provides a general indication of the
kinds of products a company manufactures, because of proprietary and other reasons, SDA does not
have complete or exact knowledge about the manufacturing operations or products of each of its
members. To encourage response from those member companies that do not produce oleochemicals
or process animal feedstocks in order to complete the sample, the survey questionnaire was
structured so as to impose no reporting burden on them. Those member companies manufacturing
none of the products under survey were not required to provide responses beyond Section 1. of the
questionnaire and those making products based only on vegetable oils were not required to provide
responses beyond Section 2. See Appendix A.
As discussed earlier in this section, the survey questionnaire was sent only to SDA members.
The SDA recognizes that there may be companies outside the SDA membership that process or use
The Production and Processing of Certain Tallow-derived Oleochemicals
5 August 1,1997
tallow feedstocks. These companies presented an identification problem for SDA that would have
taxed its resources and efficiency. Therefore, the operations of any companies that are not SDA
members and that may use or process tallow industrially are not included in the survey results that
will be discussed in this report
B. Response from SDA Members
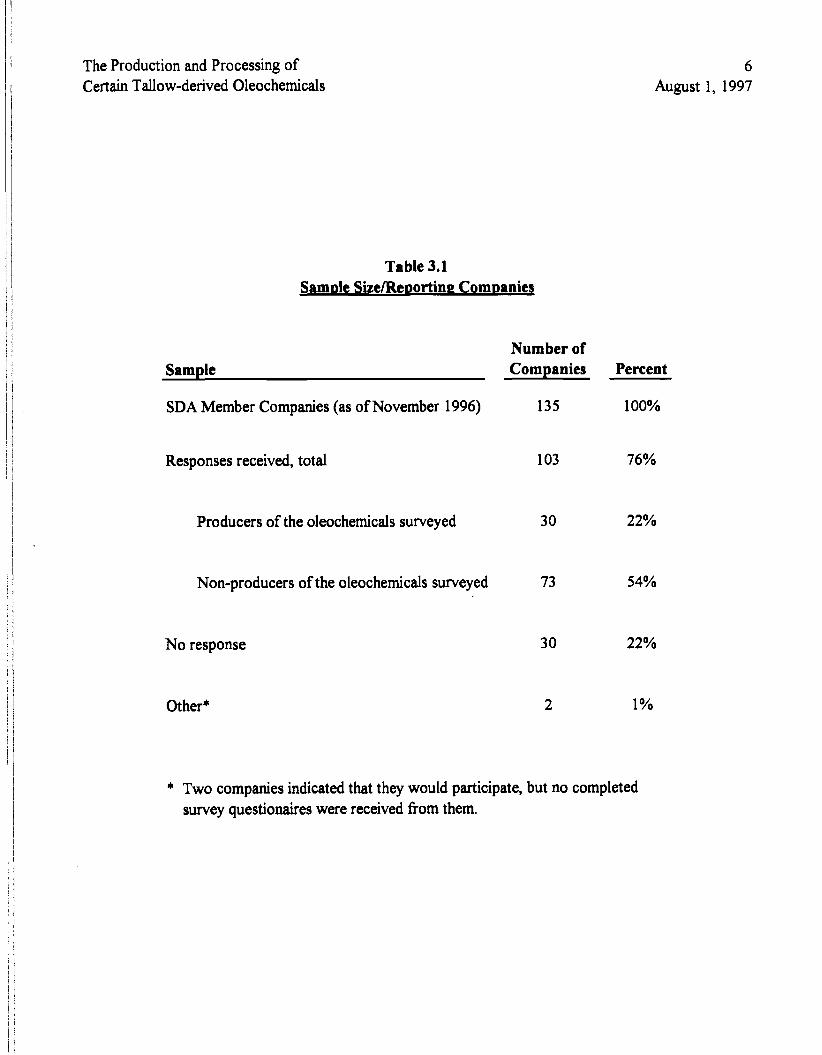
The survey was closed at the end of April 1997, by which time, 103 (76%) SDA member
companies had responded. Of these responding companies, 30 (22%) reported that they made one
or more of the oleochemical products covered in the survey. Table 3.1 presents a summary of SDA
member response. (Tables are numbered first by the section of the report to which they pertain and
then by sequence in that section, e.g., Table 3[section number]. 1 [sequence in the section].)
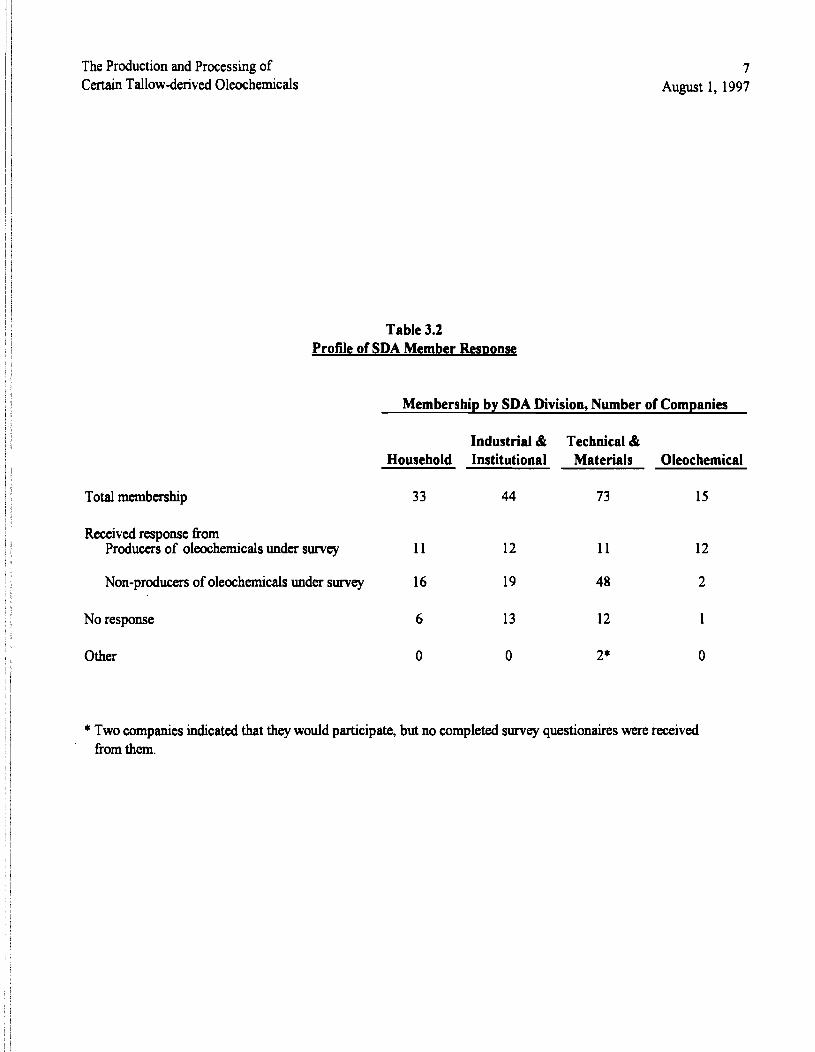
A profile of responses categorized by SDA division membership is given in Table 3.2. There
was a high degree of response from the Oleochemical Division membership. Currently, the
Oleochemical Division totals 15 companies, of which 14 submitted a completed questionnaire. The
only Oleochemical Division member from which no response was received is based, and solely
operates, in Mexico. However, other division members based in the United States included the
operations of subsidiaries in Canada and Mexico.
The Oleochemical Division is highly representative of the oleochemical industry in the
United States. Its membership includes the leading domestic producers of fatty acids, glycerine, and
other oleochemicals derived from triglycerides. These oleochemicals are produced mainly for
commercial sale. However, some member companies captively consume a significant amount of
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 3.1 Sam~le SizeIReportin~ Com~anies
6 August 1, 1997
Number of Sample Companies Percent
SDA Member Companies (as of November 1996) 135 100%
Responses received, total 103 76%
Producers of the oleochemicals surveyed 3 0 22%
Non-producers of the oleochemicals surveyed 73 54%
No response
Other*
* Two companies indicated that they would participate, but no completed survey questionaires were received from them.
The Production and Processing of Certain Tallow-derived Oleochemicals
7 August 1, 1997
Table 3.2 Profile of SDA Member Res~onse
Membership by SDA Division, Number of Companies
Industrial & Technical & Household Institutional Materials Oleochemical
Total membership 33 44 73 15
Received response from Producers of oleochemicals under survey 11 12 11
Non-producers of oleochemicals under survey 16 19 48 2
No response 6 13 12 1
Other 0 0 2* 0
* Two companies indicated that they would participate, but no completed survey questionaires were received from them.
The Production and Processing of Certain Tallow-derived Oleochemicals
8 August 1,1997
their oleochemical production, particularly fatty acids, in derivatization operations as well as sell into
the merchant market.
Likewise, the soap producers in the Household and Industrial & Institutional Divisions are
also estimated to represent a high proportion of U.S. production of soap for household and non-
household consumption. The soaps produced by the members of these divisions are sodium or
potassium salts of non-volatile fatty acids (those with 12 or more carbon atoms) and are used in
products designed for personal hygiene, laundering, and other cleaning applications. The members
of these divisions also produce cleaning products based on synthetic surfactants.
C. Profile of Participants
Thirty SDA member companies reported that they made one or more of the products covered
in the survey. See Table 3.1. Of the 30 member companies, 23 companies submitted a completed
questionnaire showing that they produce one or more of the oleochemicals under survey and that
those oleochemicals are derived from animal feedstocks. These 23 companies are the survey
participants. The seven other companies disclosed that they exclusively used vegetable oil
feedstocks. Their operations, therefore, are not reflected in the results, because their products are
based exclusively on vegetable oils and, thus, being of plant origin, they do not come within the
survey scope.
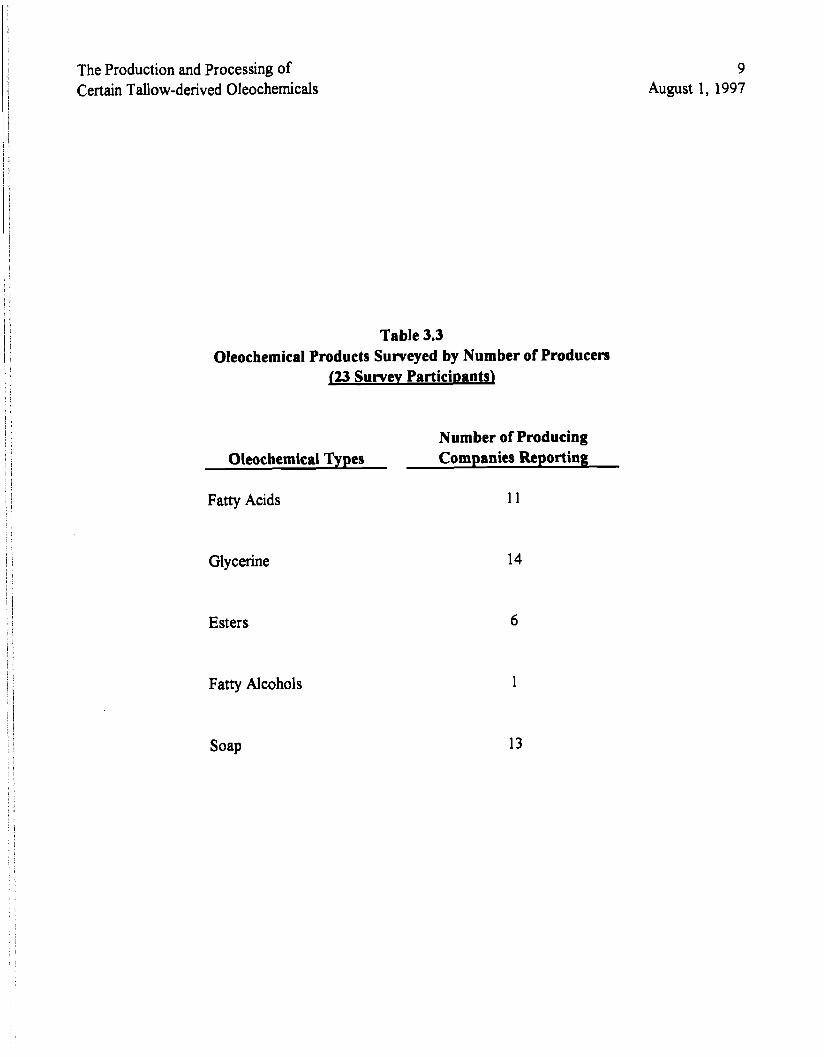
Table 3.3 provides an overview of the types of oleochemicals produced by the 23 survey
participants fiom animal triglycerides. Some of the participating companies use tallow/vegetable oil
blends in their operations, but these producers were instructed to include the tallow portion of the
blend in their reports on animal-derived feedstocks.
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 3.3 Oleochemical Products Surveyed by Number of Producers
/23 Survev Partici~ants)
Number of Producing Oleochemical Types Companies Reporting
Fatty Acids 11
Glycerine 14
Esters 6
Fatty Alcohols 1
Soap
9 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
10 August 1,1997
4. Survev Results
The results will be presented in several separate parts in this section of the report. The
discussion will focus on the data and what they reveal about animal fat feedstocks, pretreatment of
fats, and the processing operations performed on triglycerides, fatty acids, and crude glycerine.
Other pertinent or background information will be included when helpful. These results have been
carefully tabulated and reviewed on several occasions for accuracy. Any apparent inconsistencies
appearing in this report are the sole result of the actual raw data provided by participants in their
survey responses.
A. Animal Fat Feedstocks
Rendered animal fats are an abundant and economical source of industrial raw materials.
Tallow is the rendered animal fat most commonly used industrially here and elsewhere in the world.
The United States is the leading producer of tallow in the world, and for the last 50 years, about half
the annual production of tallow has been exported. Over the same period, imports of tallow have
been negligible. Soap and fatty acid production combined claim about 25% of domestic tallow
consumption, according to the Bureau of the Census statistics. Animal feeds (ca. 70%) and other
miscellaneous end uses (ca. 5%) have historically absorbed the balance. The end use consumption
pattern of tallow will probably change when the ban on use of mammalian protein in cattle feed
becomes effective in early August 1997.
Tallow and other rendered fats are recovered from waste animal tissues by melting. The raw
materials are heated, agitated mechanically, and then evaporated or separated to remove moisture.
The Production and Processing of Certain Tallow-derived Oleochemicals
11 August 1,1997
The melted, liquefied fat is then separated from the tissues and proteinaceous matter by pressing,
centrifigation, and filtration. The highest quality of rendered fat is classified as "edible" tallow.
Ranked next in quality are the inedible tallows and then the greases. The American Fats & Oils
Association's (P.O. Box 4695, Great Neck, NY 1 1023) trading and arbitration rules list the various
grades of tallow and grease used in commerce and their specifications.
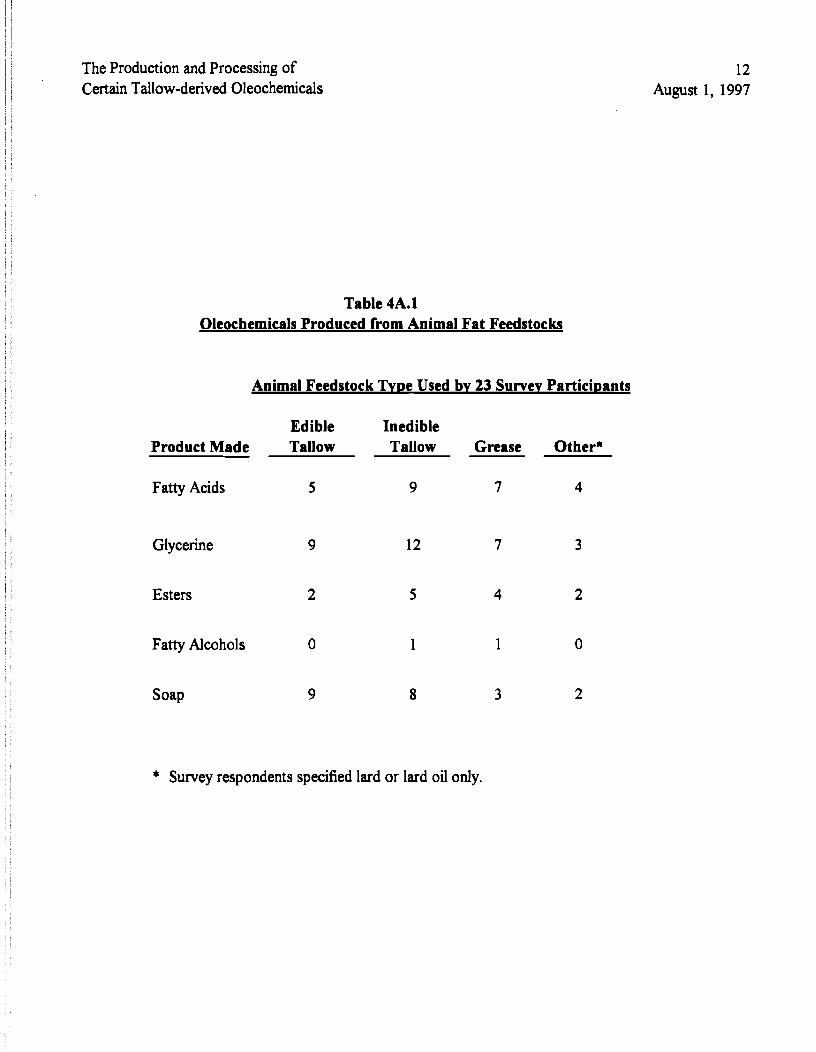
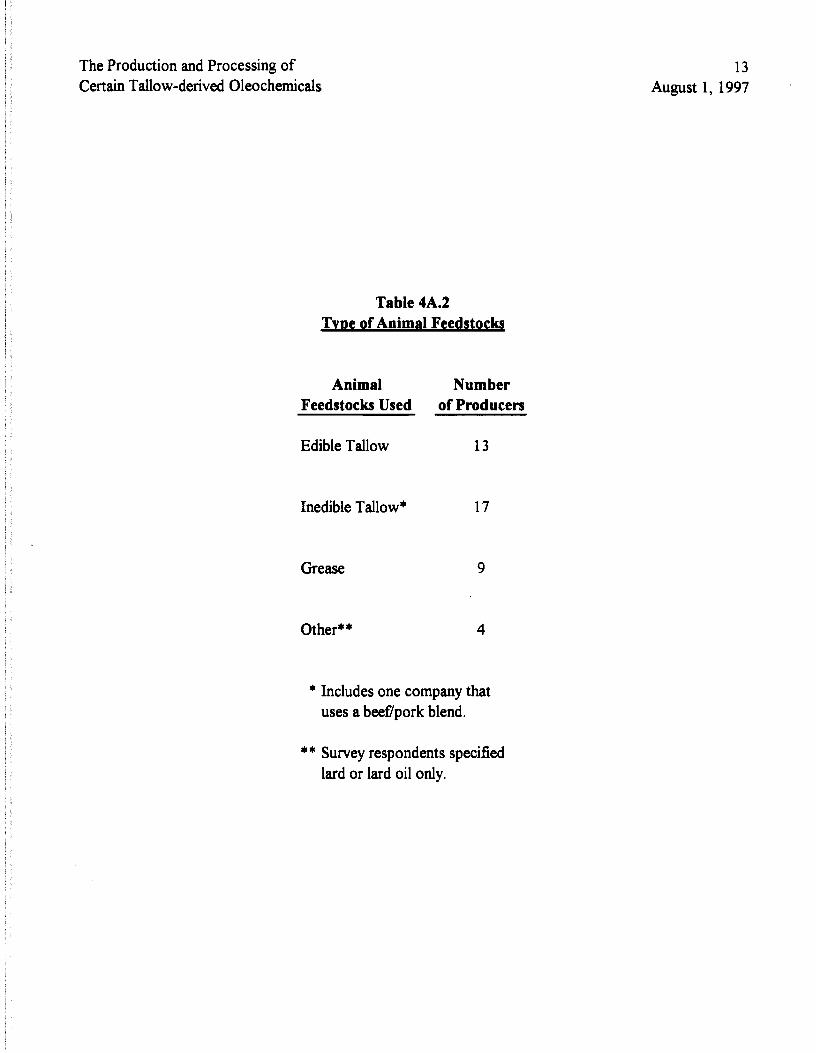
Most survey participants reported using tallow, both the edible and inedible grades, as
feedstocks for oleochemical production. Thirteen producers reported use of edible tallow, while 17
reported utilization of inedible tallow. Grease was also reported utilized but to a lesser degree. Table
4A. 1 shows the number of survey participants using these fats, classified by type of oleochemical
derived from them. Table 4A.2 presents the number of producers using each type of animal fat as
feedstocks.
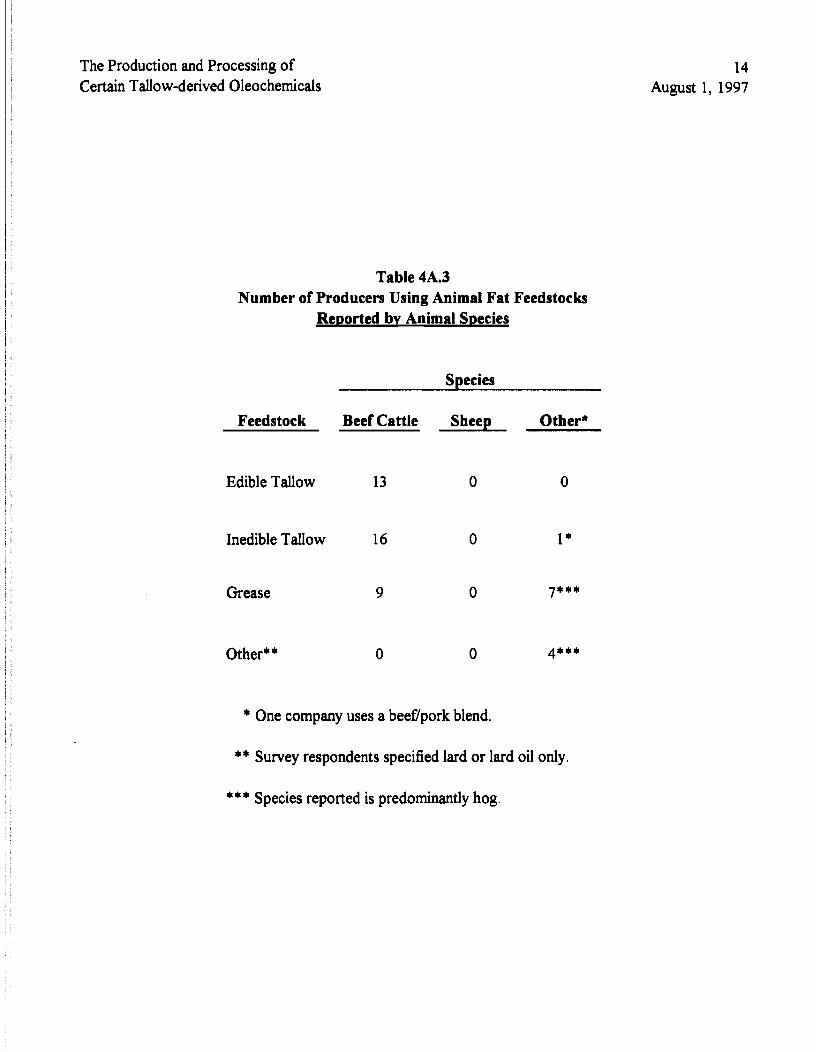
The majority of the feedstock fats were reported to be bovine in origin. No participant
indicated use of ovine, or sheep, fats as feedstocks. The data reported on the species of animal from
which the feedstock fats were recovered are presented in Table 4A.3.
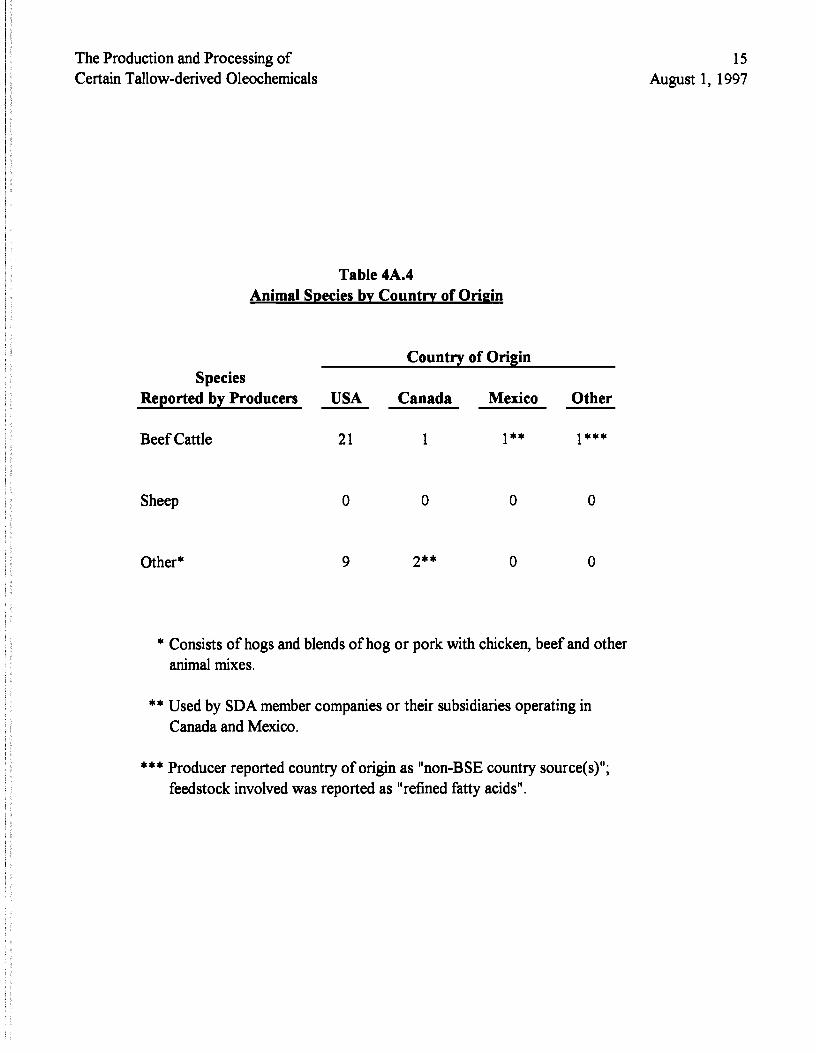
The animal fats reported used as feedstocks were in every case but two identified as being
of U.S. origin. The only feedstock fats not of U.S. origin were identified as being of Canadian or
Mexican origin, and these were the feedstocks consumed by subsidiaries of SDA member companies
operating in Canada and Mexico. Likewise, the animals from which the feedstocks were derived
were also native U. S. stock in all cases except two, which were reported as Canadian or Mexican,
and relate to operations conducted in Canada and Mexico. Table 4A.4 presents data on the country
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4A.1 Oleochemicals Produced from Animal Fat Feedstocks
Animal Feedstock T v ~ e Used bv 23 Survev Partici~ants
Edible Inedible Product Made Tallow Tallow Grease Other*
Fatty Acids 5 9 7 4
Glycerine 9 12 7 3
Esters 2 5 4 2
Fatty Alcohols 0 1 1 0
Soap 9 8 3 2
12 August 1, 1997
* Survey respondents specified lard or lard oil only.
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4A.2 T v ~ e of Animal Feedstocks
Animal Number Feedstocks Used of Producers
Edible Tallow 13
Inedible Tallow* 17
Grease 9
* Includes one company that uses a beeDpork blend.
13 August 1, 1997
* * Survey respondents specified lard or lard oil only.
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4A.3 Number of Producers Using Animal Fat Feedstocks
Re~orted bv Animal S~ecies
Species
Feedstock Beef Cattle Sheep Other*
Edible Tallow 13 0 0
Inedible Tallow 16 0
Grease 9 0
Other* * 0 0
* One company uses a beefipork blend.
** Survey respondents specified lard or lard oil only.
*** Species reported is predominantly hog.
14 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4A.4 Animal S~ecies bv Countrv of Ori~ in
Country of Origin Species
Reported by Producers USA Canada Mexico Other
Beef Cattle 2 1 1 1 ** 1 ***
Sheep 0 0 0 0
Other* 9 2** 0 0
* Consists of hogs and blends of hog or pork with chicken, beef and other animal mixes.
** Used by SDA member companies or their subsidiaries operating in Canada and Mexico.
15 August 1, 1997
*** Producer reported country of origin as "non-BSE country source(s)"; feedstock involved was reported as "refined fatty acids".
The Production and Processing of Certain Tallow-derived Oleochemicals
16 August 1,1997
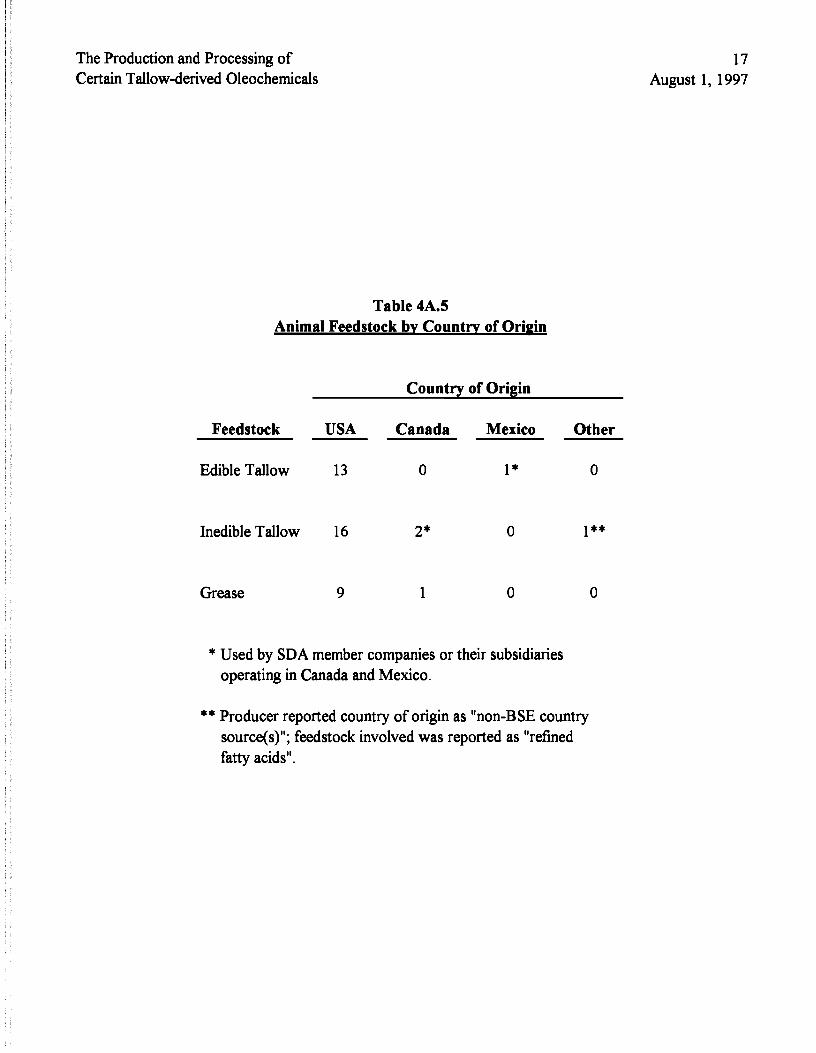
of origin of the animal species of the fat the reporting producers used. Table 4A.5 presents the data
on the animal fat feedstock types reported used in processing, classified by national origin of the fat.
This information documents that SDA members participating in the survey use animal fats derived
from animals native to the United States for U.S. operations and from animals native to Canada and
Mexico for their operations in those countries.
B. Pretreatment of Fats
Rendered fats may be pretreated prior to processing to remove impurities. Pretreatment
procedures are performed to avoid difficulties later during production operations and to achieve
maximum efficiency or to help assure product quality. The impurities may be minor amounts of
natural substances synthesized by the animal or plant source of the triglyceride (sterols, carotin, and
chlorophyll, etc.); decomposition products not usually present in the animal or plant itself but which
are formed by deterioration of naturally occurring substances or of the fat itself (peroxides, ketone,
aldehydes, and proteins in various stages of decomposition); and inorganic materials like metals in
the form of soaps, inorganic salts (chlorides and sulfates) and mineral acids.
Pretreatment may be chemical, physical or both. Selection of the methods best suited to the
operations is guided by the processor's knowledge of the grade and source of the fat and analysis of
the fat. Pretreatment may involve alkali refining to remove free fatty acids, bleaching to reduce or
remove color bodies and other contaminants which darken the fat, acid washing to remove proteins
and other organic impurities, and deodorization.
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4A.5 Animal Feedstock bv Countrv of Ori~in
Country of Origin
Feedstock USA Canada Mexico Other
Edible Tallow 13 0 1 * 0
Inedible Tallow 16 2* 0 1 **
Grease 9 1 0 0
* Used by SDA member companies or their subsidiaries operating in Canada and Mexico.
17 August 1, 1997
** Producer reported country of origin as "non-BSE country source(s)"; feedstock involved was reported as "refined fatty acids".
The Production and Processing of Certain Tallow-derived Oleochemicals
18 August 1,1997
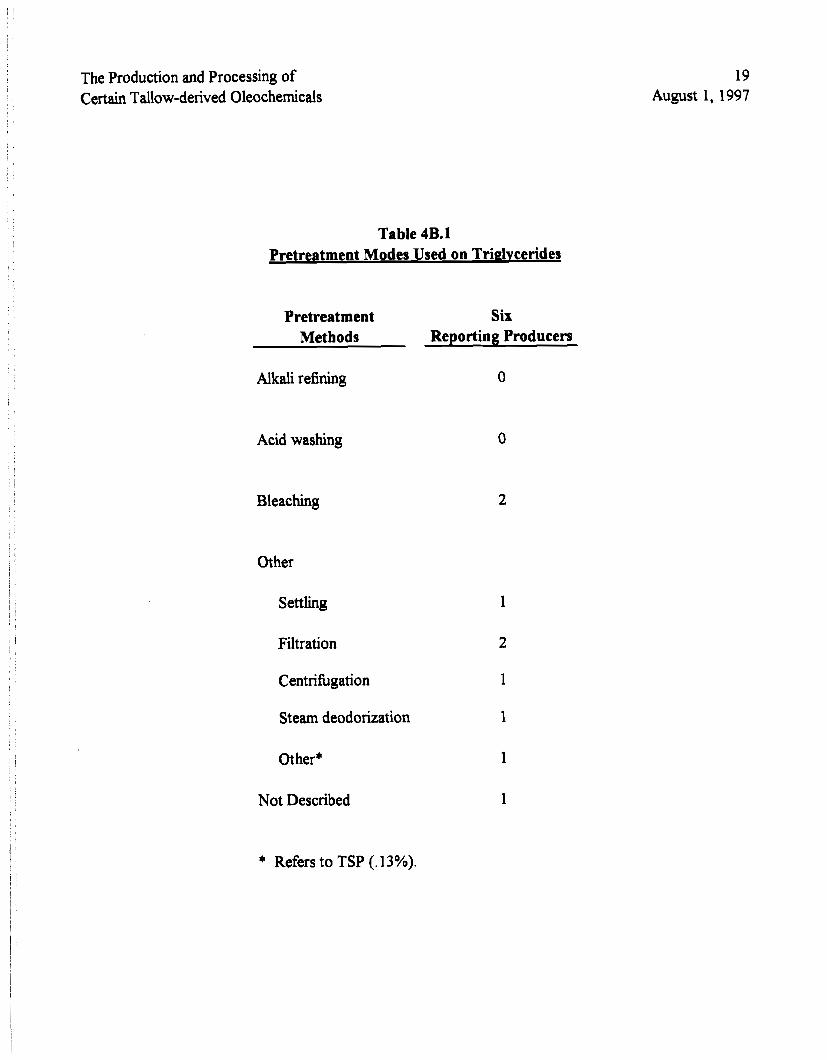
The SDA survey questionnaire asked whether participants customarily pretreated fats and
asked specific questions about the pretreatment methods used. Among the SDA survey participants,
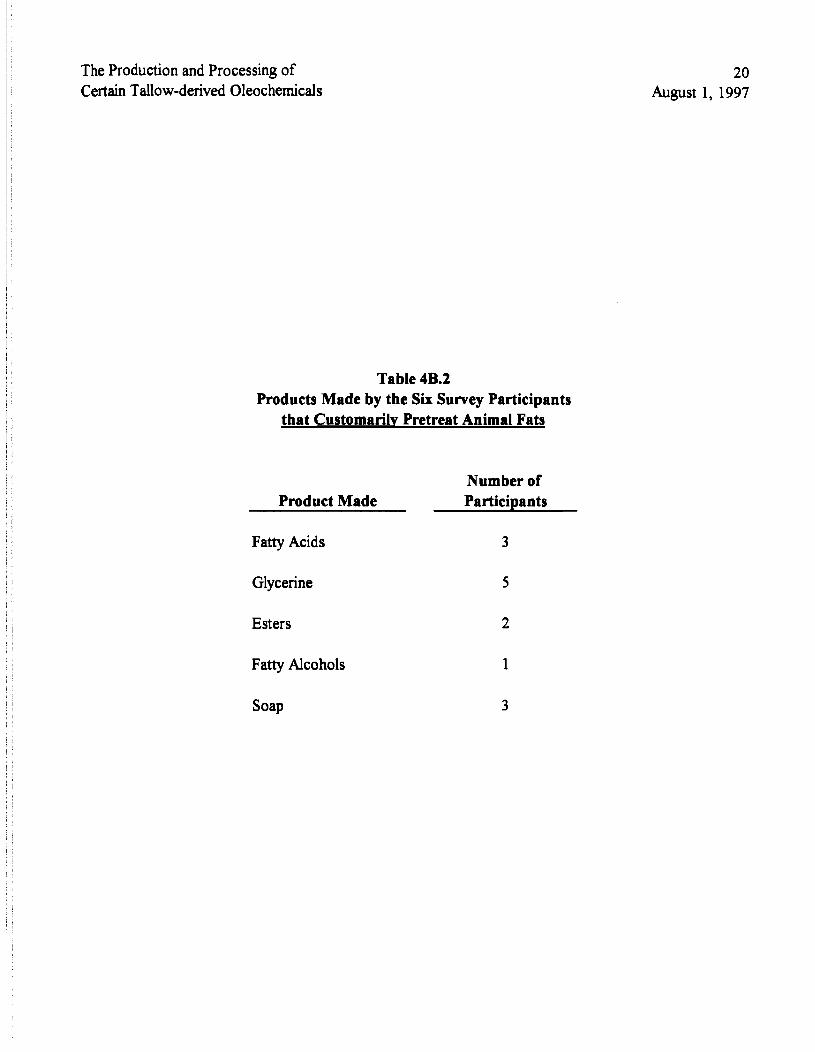
six companies (about 25%) indicated that they customarily pretreat fats. Table 4B. 1 summarizes the
pretreatment methods employed by them. Table 4B.2 shows the oleochemical products made by
these six producers.
C. Processin? Methods and Operatin? Conditions
Participants were asked to answer detailed questions about the processing they performed
on animal triglycerides, fatty acids, and crude glycerine and about the operating conditions. This
section will present the data gathered in answer to these inquiries and it will also include brief
descriptions of the production processes surveyed. This information was included to explain the
reason why some questions were included in the survey reporting form, to add an industrial
perspective to the data, and to show that oleochemicals result from of a progression of aggressive
processing steps carried out under rigorous operating conditions.
1. process in^ Operations Performed on Trielvcerides
Fats and oils, whether of animal or plant origin, are generally triglycerides. The triglyceride
or fat (or oil) molecule is composed of three fatty acids chemically bound with glycerol. Specifically,
triglycerides are esters formed by chemical reaction between one molecule of glycerol and three
molecules of fatty acids. Excluding the very small quantities of other substances naturally occurring
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4B.1 Pretreatment Modes Used on Trielvcerides
Pretreatment Six Methods Reporting Producers
Alkali refking 0
Acid washing 0
Bleaching
Other
Settling 1
Filtration 2
Centrifbgation 1
Steam deodorization 1
Other* 1
Not Described 1
19 August 1,1997
* Refers to TSP (. 13%).
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4B.2 Products Made by the Six Survey Participants
that Customarilv Pretreat Animal Fats
Number of Product Made Participants
Fatty Acids 3
Glycerine 5
Esters
Fatty Alcohols 1
20 August 1, 1997
Soap 3
The Production and Processing of Certain Tallow-derived Oleochemicals
2 1 August 1,1997
in fats and oils, fatty acids account for about 90% of the triglyceride, and glycerol, about 10%. It
is the profile of the fatty acid components of the triglyceride which determines its individual
characteristics or properties and allows differentiation between individual fats and oils. The fatty
acid profile also defines the industrial utility of a triglyceride.
The fatty acids found in triglycerides are aliphatic monocarboxylic acids. Those which are
industrially and commercially important are the C, through C,, acids. Animal fats are mainly
composed of stearic (C,,, saturated), palmitic (C,,, saturated), and oleic (C,,, unsaturated-one double
bond) acids. These fatty acids, in combination, make up about 85-90% of the higher grades of
tallow.
All the methods for processing triglycerides covered in the survey, except hydrogenation,
involve cleaving or splitting the fat molecule to produce soap by saponification, fatty acids by
hydrolysis, or fatty esters by transesterification. These three processes liberate the glycerine present
in the molecule as a by-product, and they are widely utilized to produce the primary derivatives of
tallow and other triglycerides. Hydrogenation, on the other hand, is a process used to reduce the
level of unsaturation of triglycerides (and other substances). This process does not rend the
molecule. Hydrogenated, rendered fats may be hydrolyzed, transesterified or sold into the merchant
market.
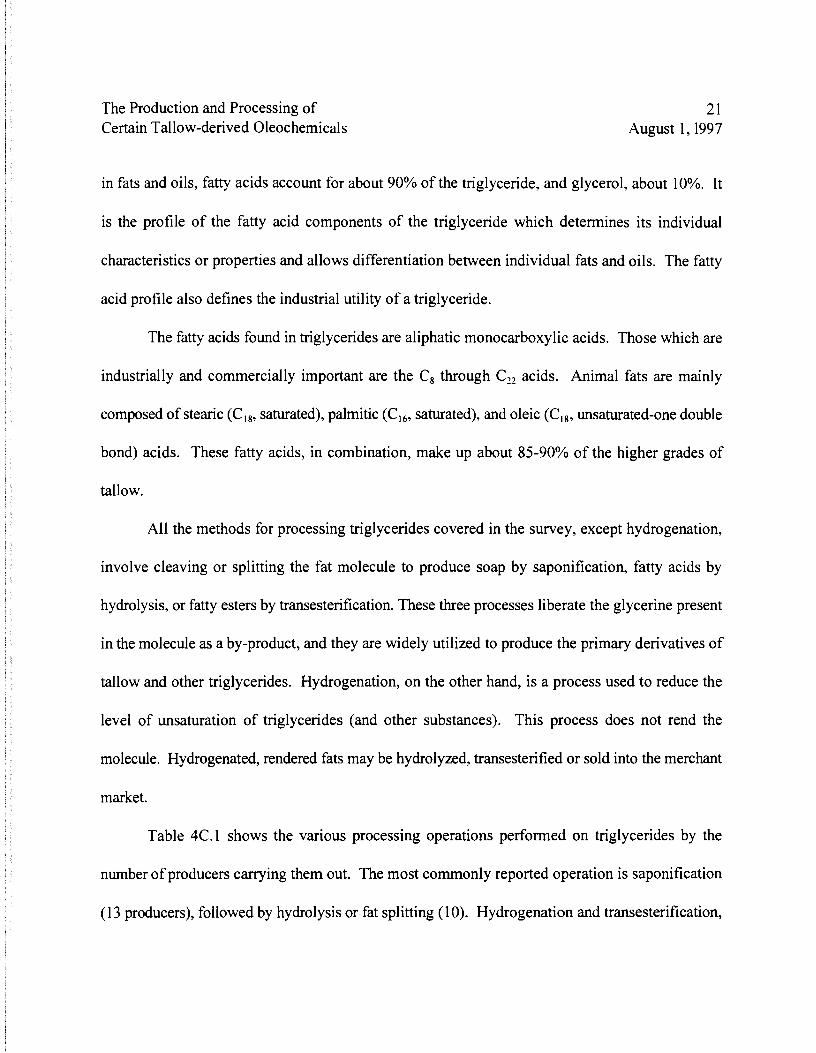
Table 4C.1 shows the various processing operations performed on triglycerides by the
number of producers carrying them out. The most commonly reported operation is saponification
(1 3 producers), followed by hydrolysis or fat splitting (1 0). Hydrogenation and transesterification,
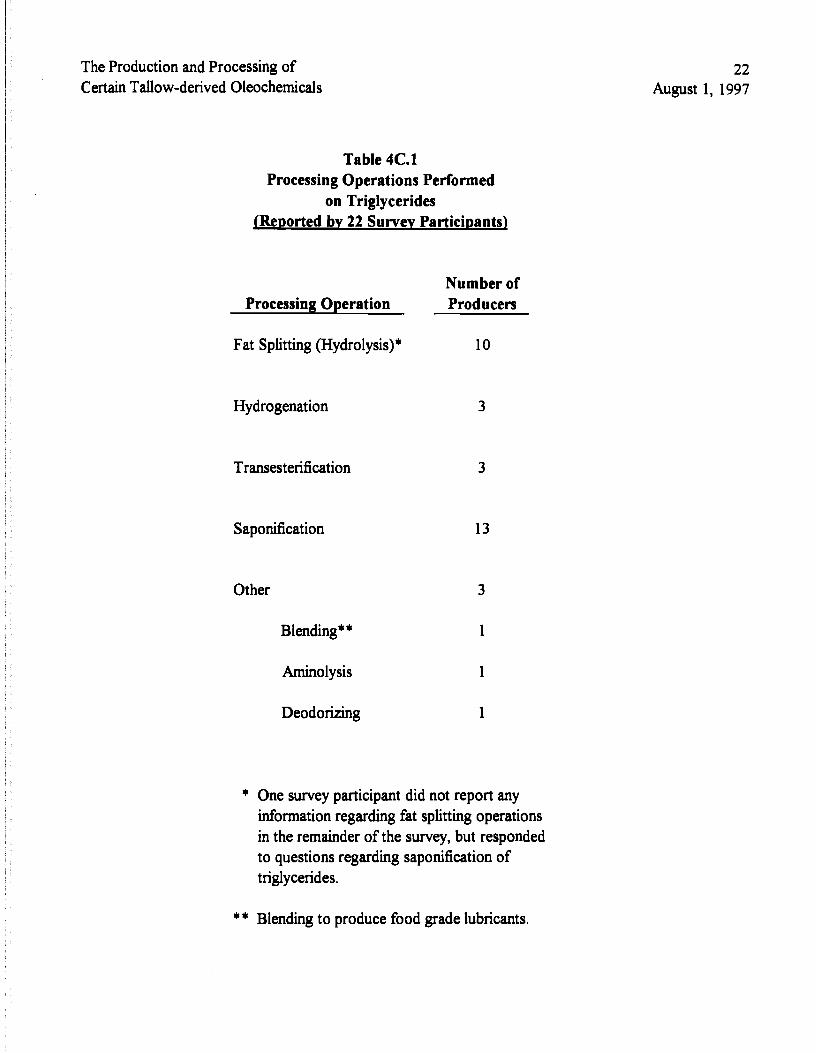
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.1 Processing Operations Performed
on Triglycerides /Re~orted bv 22 Survev Partici~ants)
Number of Processing Operation Producers
Fat Splitting (Hydrolysis)* 10
Hydrogenation 3
Transesterification 3
Saponification 13
Other
Blending* *
Aminolysis
Deodorizing
* One survey participant did not report any information regarding fat splitting operations in the remainder of the survey, but responded to questions regarding saponification of triglycerides.
22 August 1, 1997
* * Blending to produce food grade lubricants.
The Production and Processing of Certain Tallow-derived Oleochemicals
23 August 1,1997
the other operations about which respondents were specifically queried, were each reported as being
carried out by only three producers.
Hydrolysis or fat splitting is the basic industrial process for production of fatty acids.
Hydrolysis utilizes water, with or without catalysts, to split the triglyceride molecule. The process
is carried out under conditions of high temperature and pressure and produces crude fatty acids and
dilute crude glycerine. Hydrolysis may be performed as a batch process in a steam autoclave or as
a continuous, countercurrent high pressure process in a splitting tower. Heated fat is pumped into
the base of the tower while superheated water is simultaneously introduced at the top. The two
liquids flow to the center of the tower where hydrolysis occurs. The fatty acids liberated by
hydrolysis rise to the top of the tower where they are removed for distillation and fractionation. The
liberated glycerol dissolves in the water, sinks to the bottom of the column, and is removed for
further processing.
Fat splitting may also be done enzymatically, but long reaction time and costs make it is
unlikely that this method is in current industrial use in the United States. No survey participant
reported using this method.
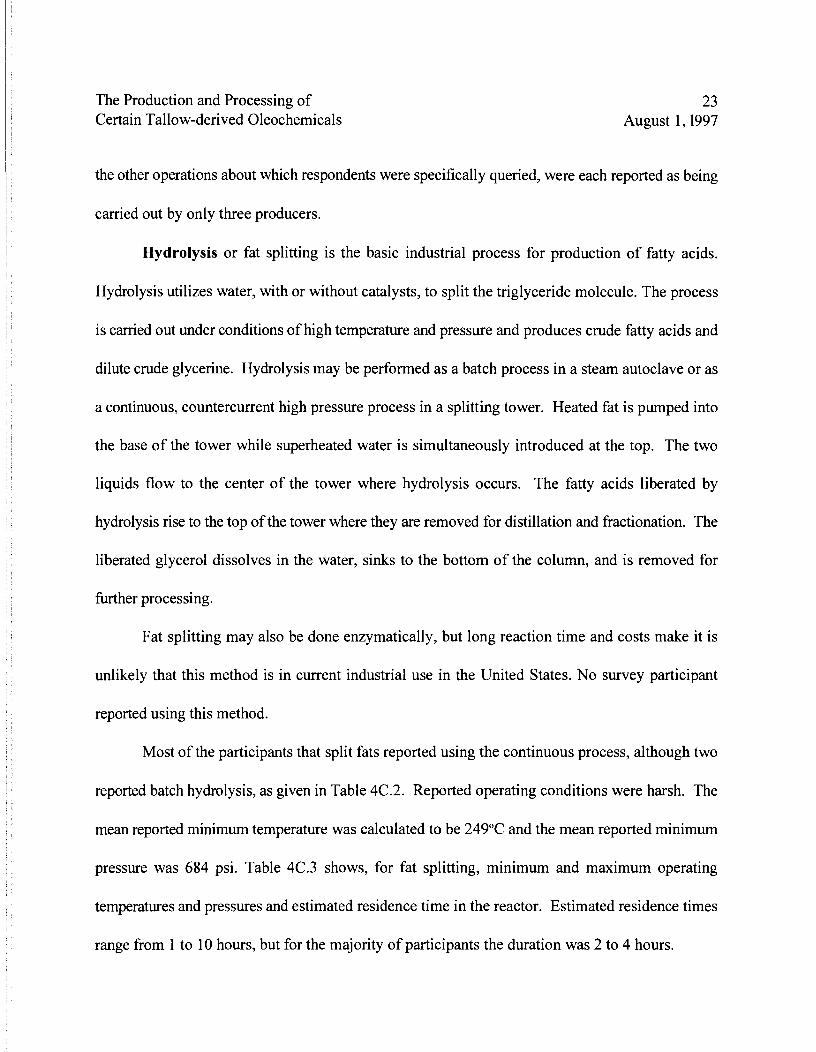
Most of the participants that split fats reported using the continuous process, although two
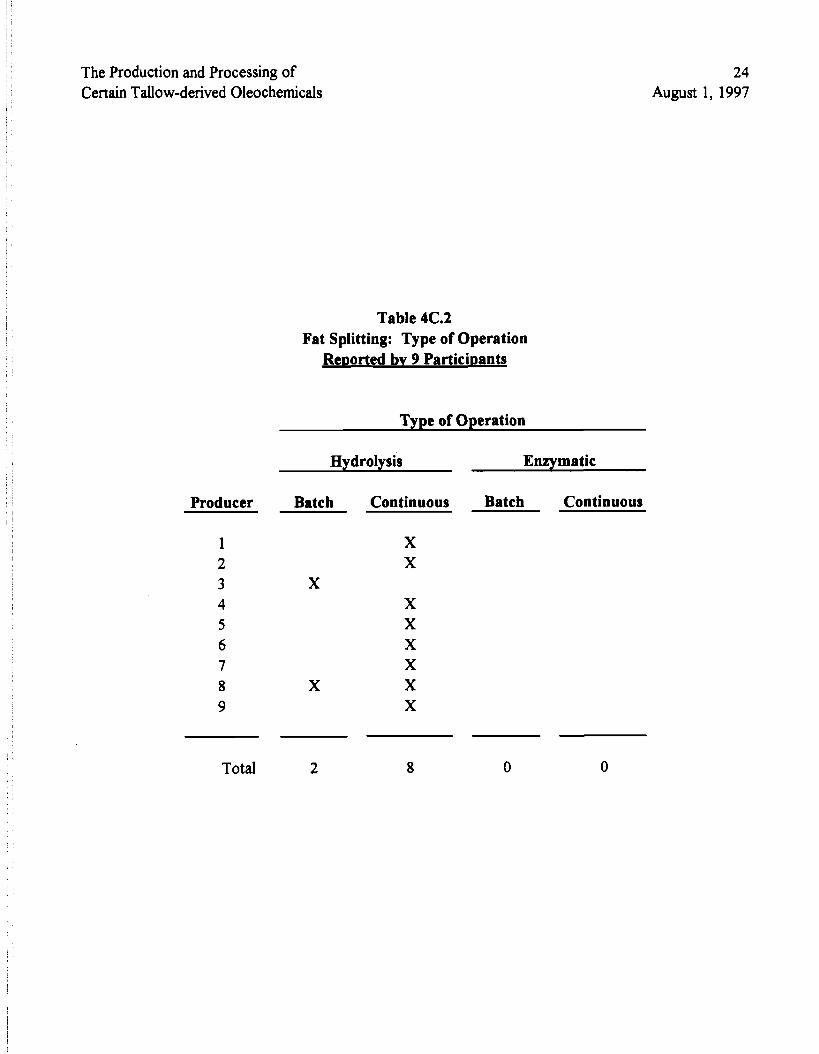
reported batch hydrolysis, as given in Table 4C.2. Reported operating conditions were harsh. The
mean reported minimum temperature was calculated to be 249°C and the mean reported minimum
pressure was 684 psi. Table 4C.3 shows, for fat splitting, minimum and maximum operating
temperatures and pressures and estimated residence time in the reactor. Estimated residence times
range from 1 to 10 hours, but for the majority of participants the duration was 2 to 4 hours.
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.2 Fat Splitting: Type of Operation
Re~orted bv 9 Partici~ants
24 August 1, 1997
Type of Operation
Hydrolysis Enzymatic
Producer Batch Continuous Batch Continuous
Total 2 8 0 0
The Production and Processing of Certain Tallow-derived Oleochemicals
25 August 1, 1997
Table 4C.3 Fat Spliting Processing Conditions:
Temperature and Pressure Ranges and Residence Time Reoorted bv 9 Particioants
Temoerature (OC) Pressure (mi) Residence Time (minutes)
Producer Minimum Maximum Minimum Maximum Minimum Maximum
Mean 248.9 Std. Dev. 11.4
Number Within k 1 Std. Dev. 8
The Production and Processing of Certain Tallow-derived Oleochemicals
2 6 August 1,1997
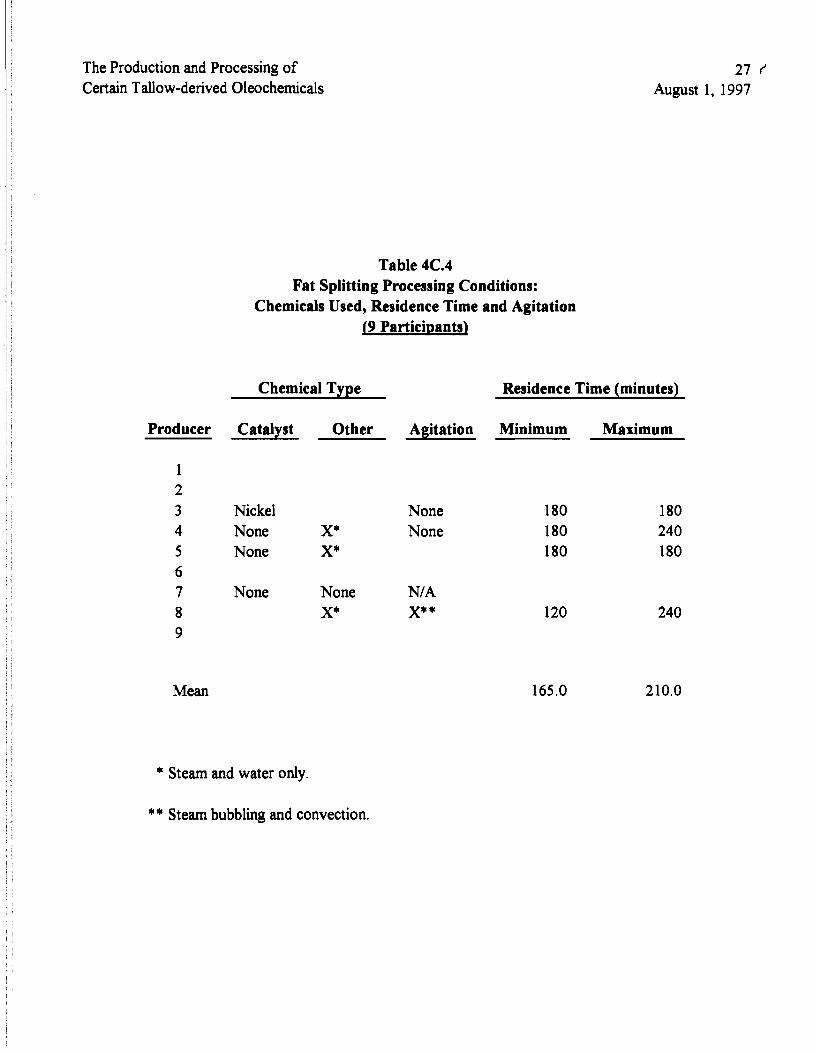
Estimated residence times may vary due to differences in equipment. Most of the 9 participants that
reported in detail on splitting fats did not use catalysts or other chemicals in hydrolysis operations.
One participant did, however, report employing a nickel catalyst. In response to a query about the
use of chemicals other than catalysts, three other participants reported utilizing steam or water,
which are not generally classified as chemicals. Table 4C.4 provides details about catalyst and other
chemical use and residence times in contact with them.
Saponification of triglycerides is a basic process for the industrial production of soap and
is commonly carried out by reacting an hydroxide or other alkali with fat. The saponification
reaction is direct, in contrast to another common soapmaking process that involves neutralization
of distilled fatty acids derived through hydrolysis. Both methods of processing may be performed
as batch or continuous operations. The SDA survey, however, focused on direct saponification of
fats.
Soapmaking involves complex technologies. After saponification, the soap undergoes a
series of additional processing steps to remove impurities, recover the glycerol, and decrease the
moisture content of the product. The steps include settling, drawing off the spent lye (which
includes the glycerine), fbrther boiling with fresh lye to complete saponification followed by another
settling, washing the soap several times with brine to recover more glycerine, reboiling the soap with
water and 'nigre' to produce a purified 'neat soap' which is then dried at elevated temperatures and
processed into its final physical form.
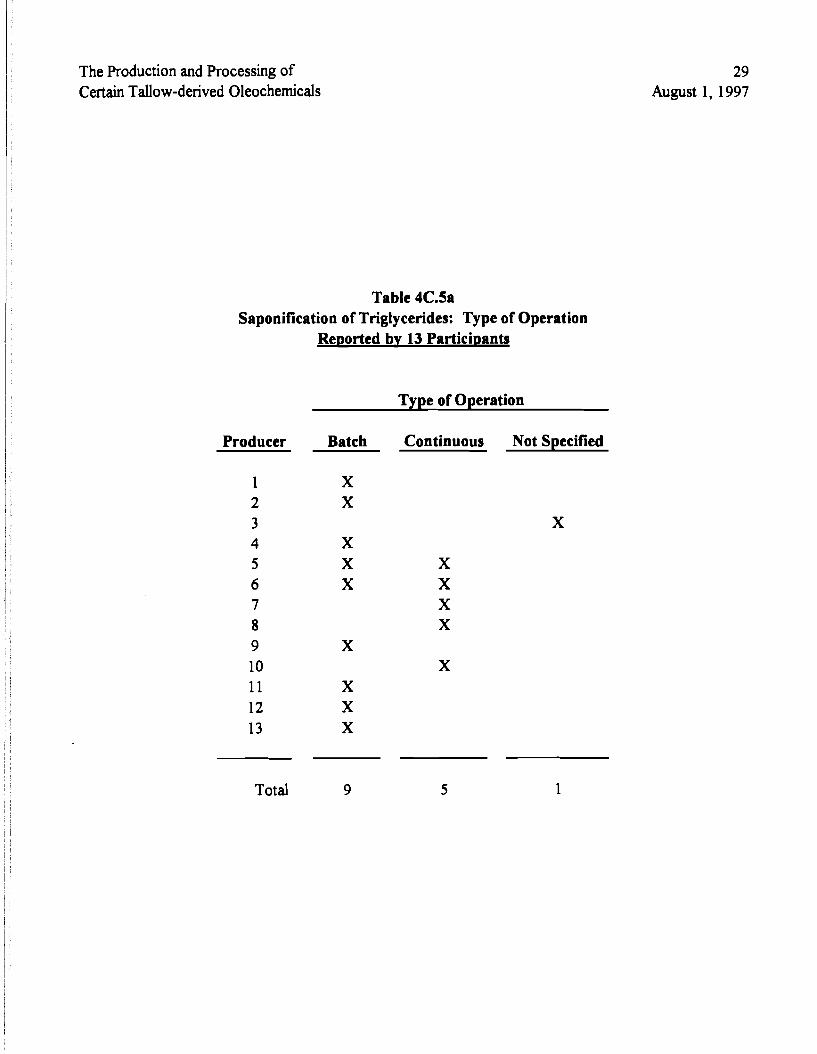
Of the 13 producers that reported saponification operations, three reported using only a
continuous process, two used both continuous and batch methods, seven only produced soap in
The Production and Processing of Certain Tallow-derived Oleochemicals
27 r'
August 1, 1997
Table 4C.4 Fat Splitting Processing Conditions:
Chemicals Used, Residence Time and Agitation (9 Partici~ants)
Chemical Type Residence Time (minutes)
Producer Catalyst Other Agitation Minimum Maximum
1 2 3 Nickel None 180 180 4 None X* None 180 240 5 None X* 180 180
7 None None N/A 8 X* X* *
Mean 165.0 210.0
* Steam and water only.
* * Steam bubbling and convection.
The Production and Processing of Certain Tallow-derived Oleochemicals
2 8 August 1,1997
batches, and one did not specify the mode of operation. See Table 4C.5a for data reported on the
type of operation.
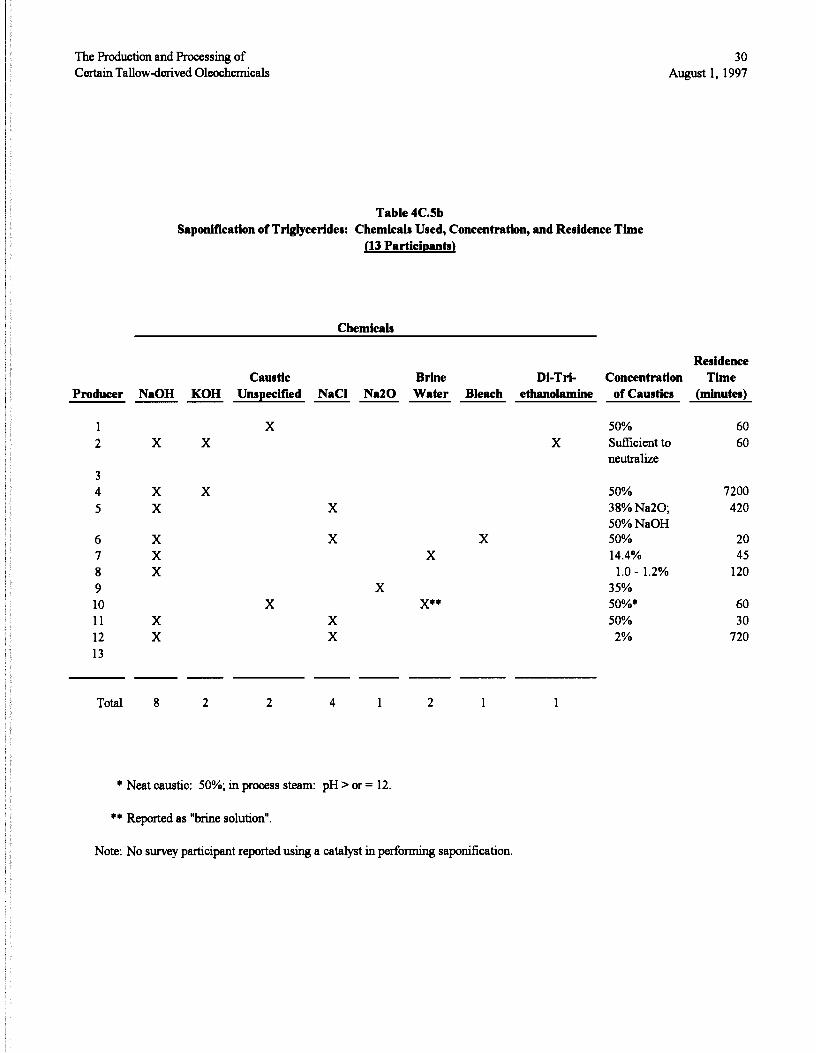
Table 4C.5b shows the data reported regarding chemicals used in saponification and the
residence time in contact with them. The reported concentrations of caustic varied from 1 - 50%,
but with the higher 50% concentration being the most commonly reported (6 participants). Reported
estimated residence time in contact with the caustics also varied, from 20 minutes to 120 hours.
However, seven of the ten participants reporting residence time indicated periods of one or more
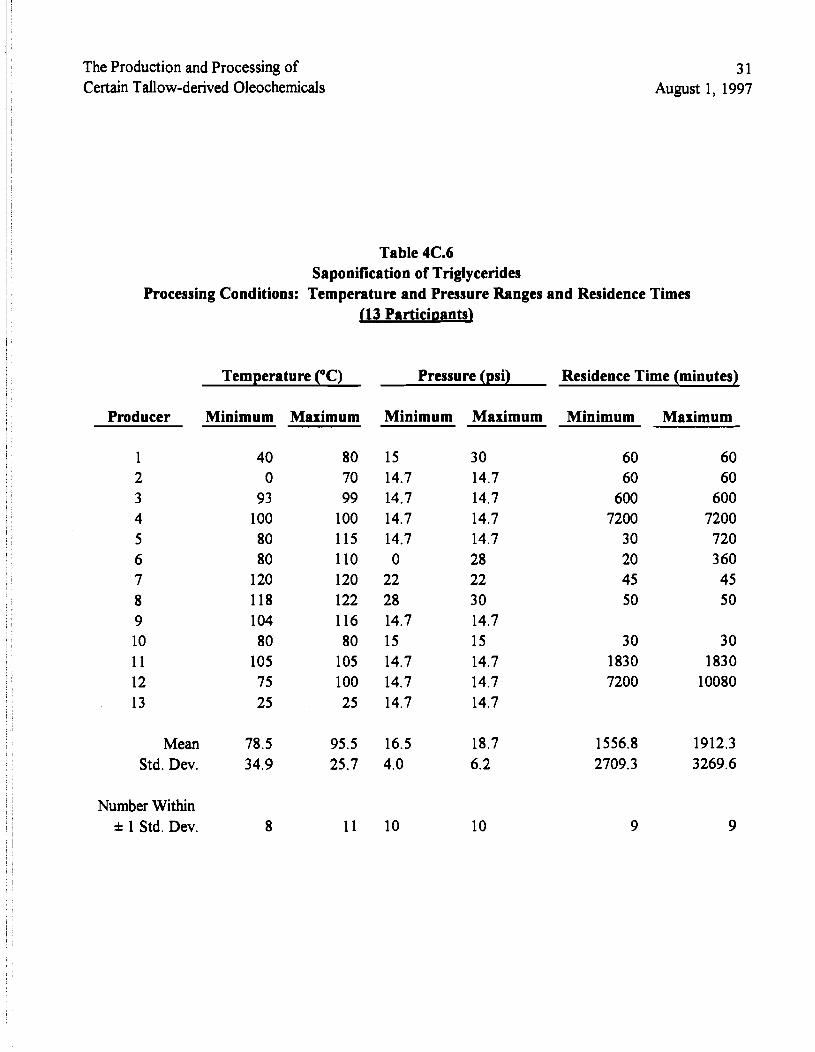
hours. Table 4C.6 provides data reported in the SDA survey on the temperatures and pressures and
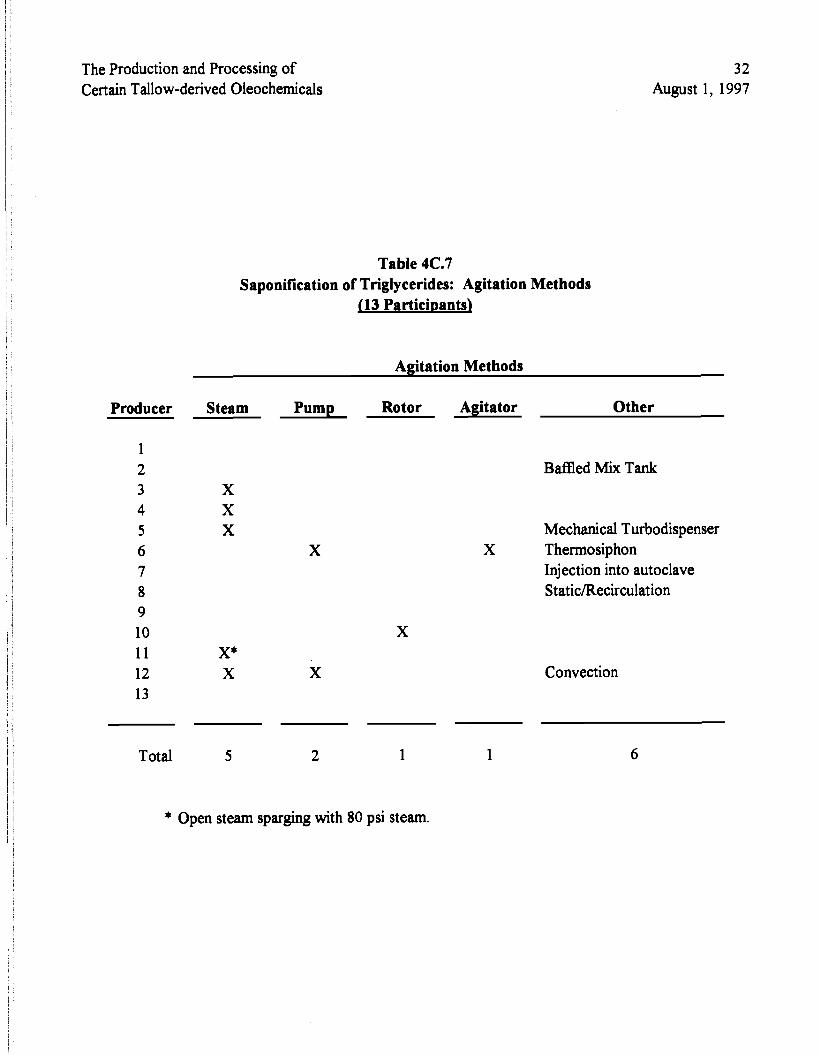
estimated residence times under these conditions. Data on the agitation methods employed to bring
the reactants into intimate contact are presented in Table 4C.7.
Transesterification or alcoholysis, is a process through which the glycerol in the fat
molecule is replaced by another alcohol. This process is carried out because it allows more efficient
and less costly production of certain chemical intermediates based on fatty acids. In the United
States, transesterification is commonly employed to produce methyl esters, which are used primarily
as feedstocks in the production of fatty alcohols. Fatty alcohols are manufactured by hydrogenolysis
of distilled methyl esters in the presence of a catalyst at 3,000 - 4,500 psi and 250 - 300°C. Another i
technology to produce these alcohols involves hydrogenation of distilled fatty acids in the presence
of a catalyst, also under conditions of high temperature (330°C) and pressure (4,500 psi), followed
by filtration and distillation.
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.Sa Saponification of Triglycerides: Type of Operation
Re~orted bv 13 Partici~ants
Producer Batch Continuous Not S~ecified
Total 9 5 1
29 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
30 August 1, 1997
Table 4C.Sb Saponification of Triglycerides: Chemicals Used, Concentration, and Residence Time
j13 Partici~ants)
Chemicals
Caustic Brine Residence
Di-Tri- Concentration Time Producer NaOH KOH Unspecified NaCl Na20 Water Bleach ethanolamine ofCaustics (minutes) -- ----
50% X Sufficient to
neutralize
-- ----
t Total 8 2 2 4 1 2 1 1
50% 38% Na20; 50% NaOH 50% 14.4% 1.0 - 1.2%
35% SO%* 50% 2%
Neat caustic: 50%; in process steam: pH > or = 12.
** Reported as "brine solution".
Note: No survey participant reported using a catalyst in performing saponification.
The Production and Processing of Certain Tallow-derived Oleochemicals
3 1 August 1, 1997
Table 4C.6 Saponification of Triglycerides
Processing Conditions: Temperature and Pressure Ranges and Residence Times /13 Partici~ants)
Producer
Mean Std. Dev.
Number Within k 1 Std. Dev.
Temperature (OC)
Minimum Maximum
Pressure (psi)
Minimum Maximum
Residence Time (minutes1
Minimum Maximum
The Production and Processing of Certain Tallow-derived Oleochemicals
3 2 August 1, 1997
Table 4C.7 Saponification of Triglycerides: Agitation Methods
Agitation Methods
Producer Steam Pump Rotor Agitator Other
Baffled Mix Tank
Mechanical Turbodispenser X T hermosip hon
Injection into autoclave Static/Recirculation
Convection
Total 5 2 1 1 6
* Open steam sparging with 80 psi steam.
The Production and Processing of Certain Tallow-derived Oleochemicals
3 3 August 1,1997
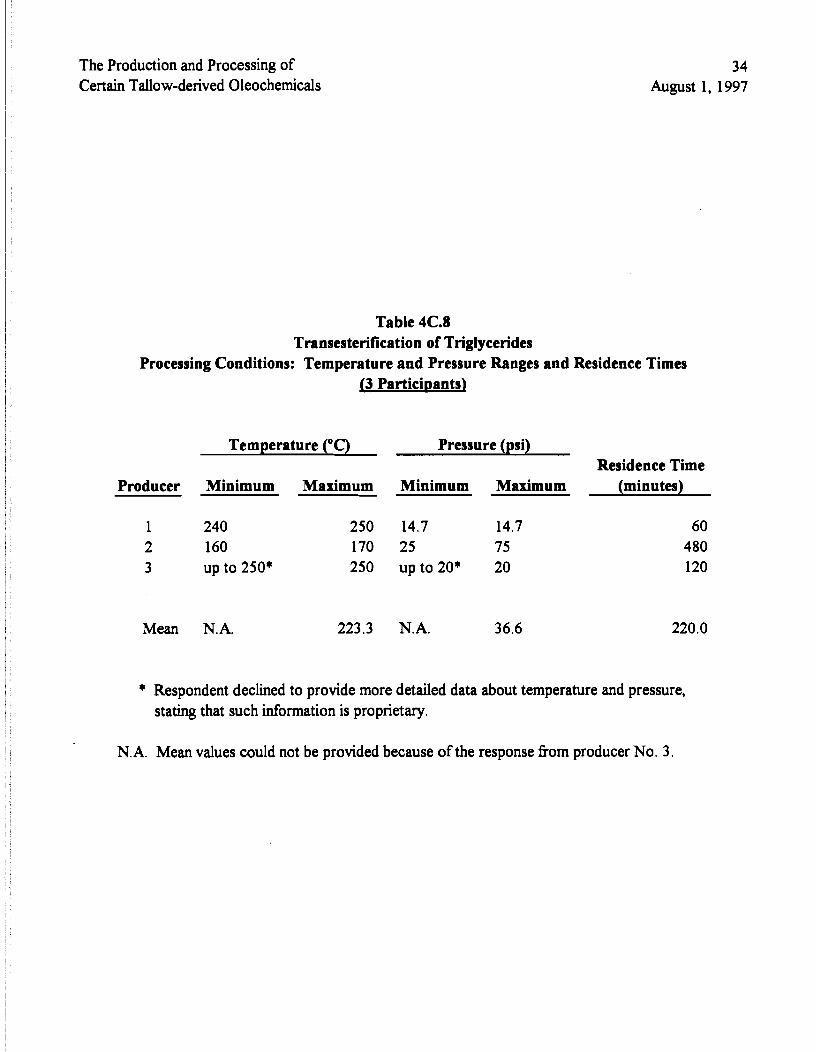
Three participants in the SDA survey reported that they transesterified tallow. All three
participants carried out this procedure in batch processing operations. Minimum operating
temperatures ranged from 160°C up to 250°C and residence time ranged from 1 - 8 hours, as shown
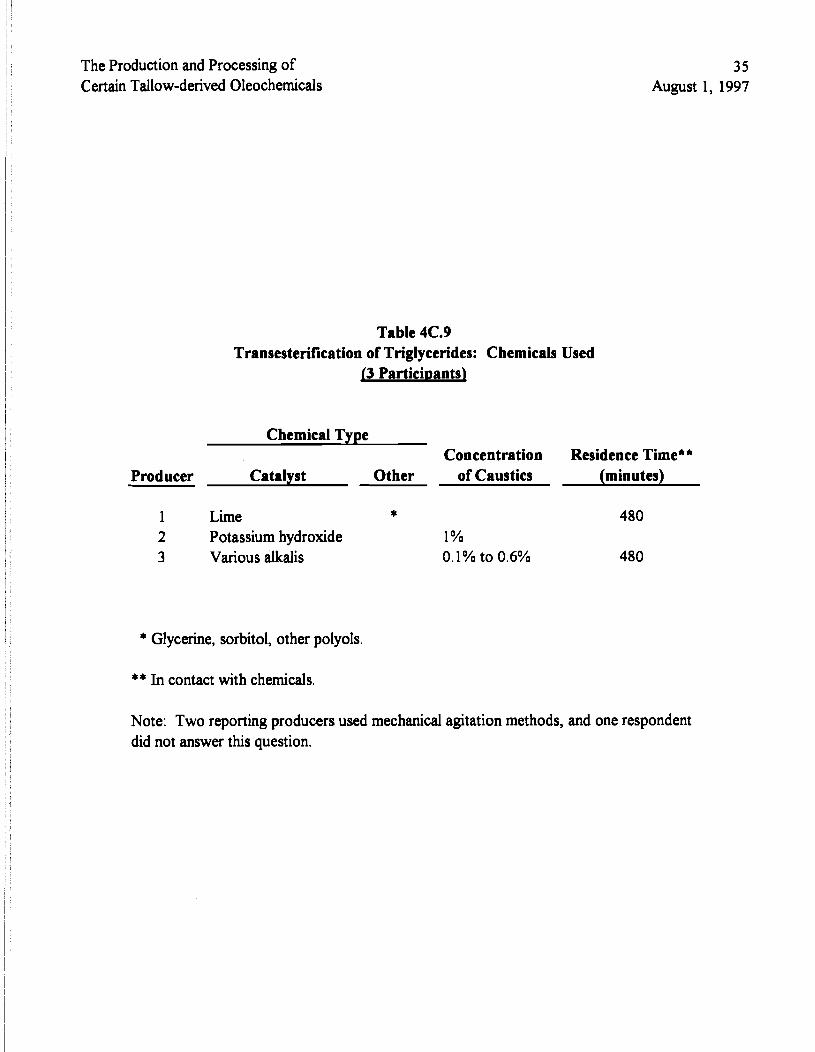
in Table 4C.8. Detailed data on catalysts, other chemicals, concentration of caustics, and residence
time in contact with chemicals are given in Table 4C.9.
Hydrogenation is the process of reacting hydrogen with chemical substances. The process
may be carried out on triglycerides or on unsaturated fatty acids. Hydrogenation of triglycerides
(and unsaturated fatty acids) occurs only when activated by a catalyst, usually nickel, which causes
hydrogen gas to combine with the unsaturated bonds in the triglyceride molecule. The reaction is
exothermic and liberates much heat. Once started, hydrogenation requires a large area of cooling
surface and good agitation. When the desired degree of saturation is attained, the flow of hydrogen
gas is terminated and the catalyst is removed by filtration. The rate and degree of hydrogenation are
determined by temperature, pressure, catalyst type and age, the purity of the triglyceride and the
hydrogen gas. It is possible to control the process to produce the physical properties desired in the
final product. Additional comments on hydrogenation appear below in the text discussing
hydrogenation of fatty acids.
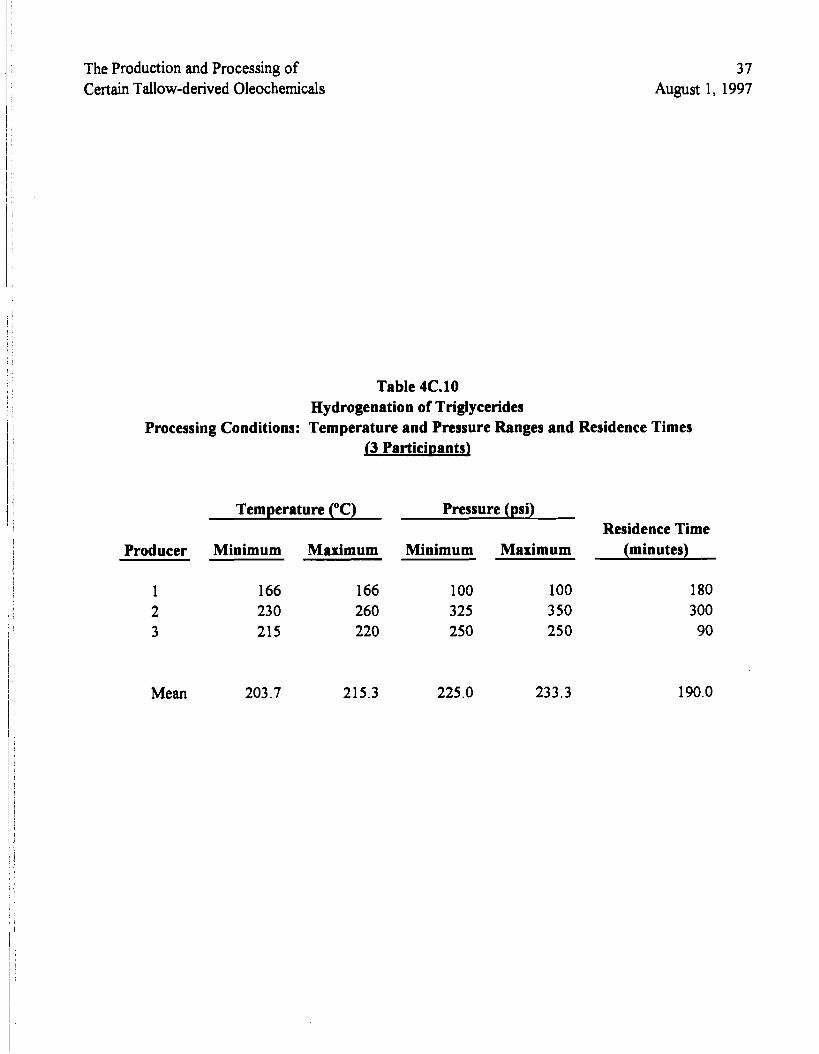
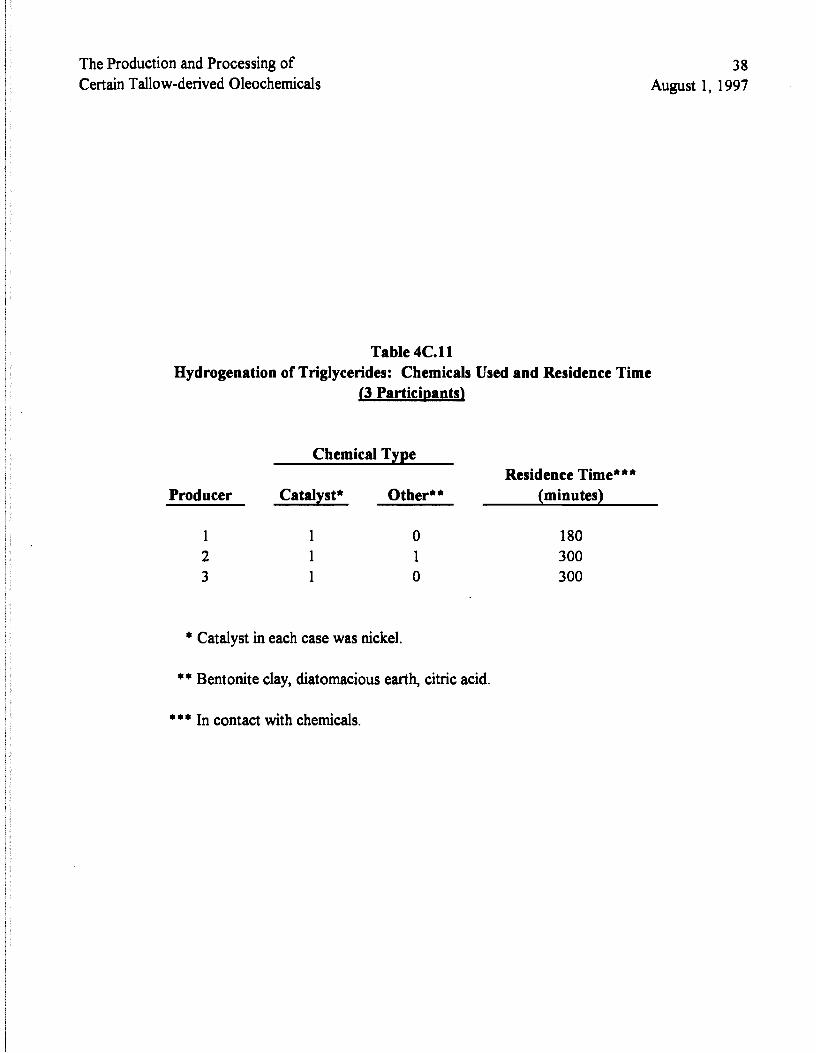
Hydrogenation of triglycerides was reported by three survey participants. Each participant
reported batch operations, using a nickel catalyst. The minimum operating temperature reported
ranged from 166°C to 230°C and minimum pressures ranged from 100 to 325 psi. Residence time
under these conditions ranged from 1.5 to 5 hours. Reported data on hydrogenation temperatures
The Production and Processing of Certain Tallow-derived Oleochemicals
3 4 August 1, 1997
Table 4C.8 Transesterification of Triglycerides
Processing Conditions: Temperature and Pressure Ranges and Residence Times J3 Partici~ants)
Temperature ("C) Pressure (psi) Residence Time
Producer Minimum Maximum Minimum Maximum (minutes)
Mean N.A. 223.3 N.A. 36.6 220.0
* Respondent declined to provide more detailed data about temperature and pressure, stating that such information is proprietary.
N.A. Mean values could not be provided because of the response fiom producer No. 3.
The Production and Processing of Certain Tallow-derived Oleochemicals
3 5 August 1, 1997
Table 4C.9 Transesterification of Triglycerides: Chemicals Used
J3 Partici~ants)
Chemical Type Concentration Residence Time**
Producer Catalyst Other of Caustics (minutes)
1 Lime * 480 2 Potassium hydroxide 1% 3 Various alkalis 0.1% to 0.6% 480
* Glycerine, sorbitol, other polyols.
** In contact with chemicals.
Note: Two reporting producers used mechanical agitation methods, and one respondent did not answer this question.
The Production and Processing of Certain Tallow-derived Oleochemicals
36 August 1,1997
and pressures are given in Table 4C.10. Chemicals used in hydrogenation and residence times in
contact with chemicals are shown in Table 4C.11
2. process in^ Operations Performed on Fatty Acids
Distillation of fatty acids is categorized as simple or fractional. Simple distillation is a
purification process applied to the mixtures of crude fatty acids resulting from hydrolysis. In
addition to fatty acids, these crude mixtures may contain color bodies, partial glycerides,
unsaponifiable materials, partially polymerized fatty acids, and glycerine. The simple distillation
process involves predrying and degassing the crude fatty acids under a vacuum, feeding the dried
crude mixture into the distillation unit which is also operated under a vacuum, vaporizing the fatty
acids and then condensing them. The heat source is thermal oil or high pressure steam. Simple
distillation removes the low boiling point impurities, odor and color bodies. Higher boiling
components may be removed separately or recycled for redistillation. The distillation process
produces fatty acids free of impurities. Distillation residues, consisting of unreacted triglycerides,
polymerized materials or higher molecular weight fatty acids, may be used in such applications as
asphalt additives or blended with heavy residual oil and used as boiler fuel.
Fractional distillation or fractionation is performed to separate fatty acids of different chain
lengths, sometimes even into the individual fatty acid components of the initial mixture, for
technical or commercial purposes.
Fatty acids derived from fats like tallow and vegetable oils are straight-chain organic acids
containing mostly even numbers of carbon atoms and varying in chain length from C , to C14. The
The Production and Processing of Certain Tallow-derived Oleochemicals
3 7 August 1, 1997
Table 4C.10 Hydrogenation of Triglycerides
Processing Conditions: Temperature and Pressure Ranges and Residence Times 13 Partici~ants)
Temperature (OC) Pressure (psi) Residence Time
Producer Minimum Maximum Minimum Maximum (minutes)
Mean 203.7 215.3 225.0 233.3 190.0
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C. 1 1 Hydrogenation of Triglycerides: Chemicals Used and Residence Time
(3 Partici~antsl
Chemical Type Residence Time***
Producer Catalyst* Other** (minutes)
3 8 August 1, 1997
* Catalyst in each case was nickel.
** Bentonite clay, diatomacious earth, citric acid.
*** In contact with chemicals.
The Production and Processing of Certain Tallow-derived Oleochemicals
39 August 1,1997
addition of two carbon atoms to the chain results in a significant increase in the boiling point and
makes fractional distillation possible.
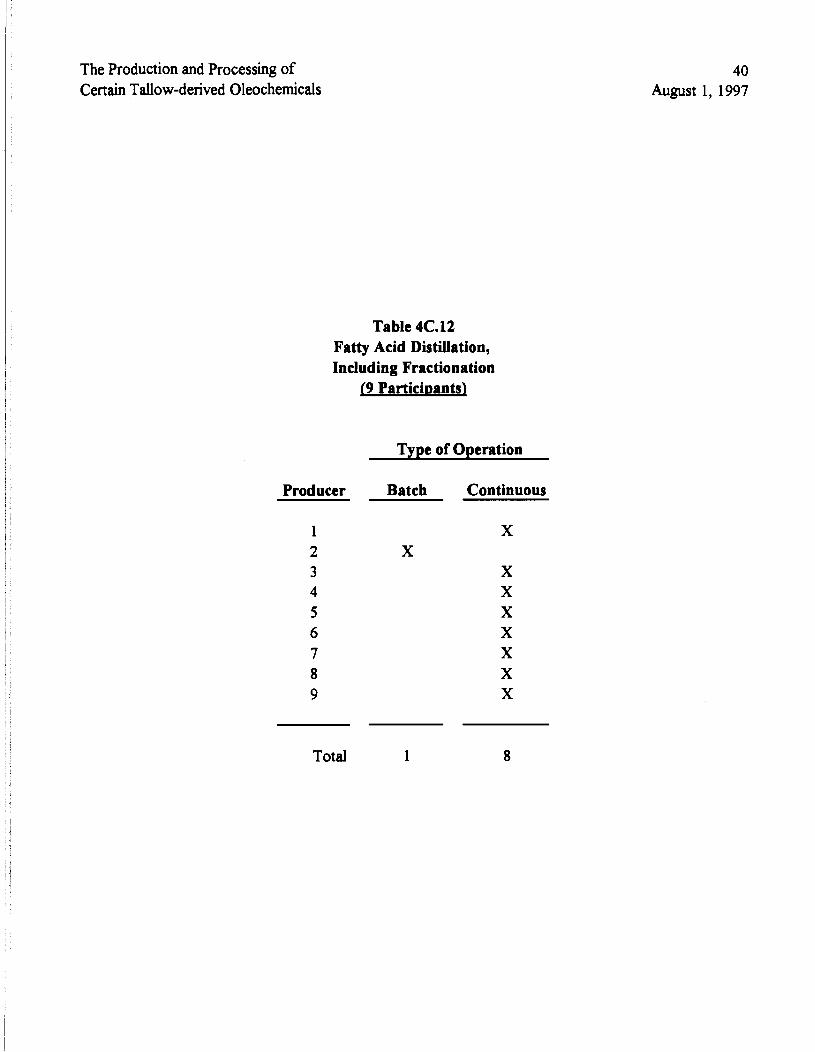
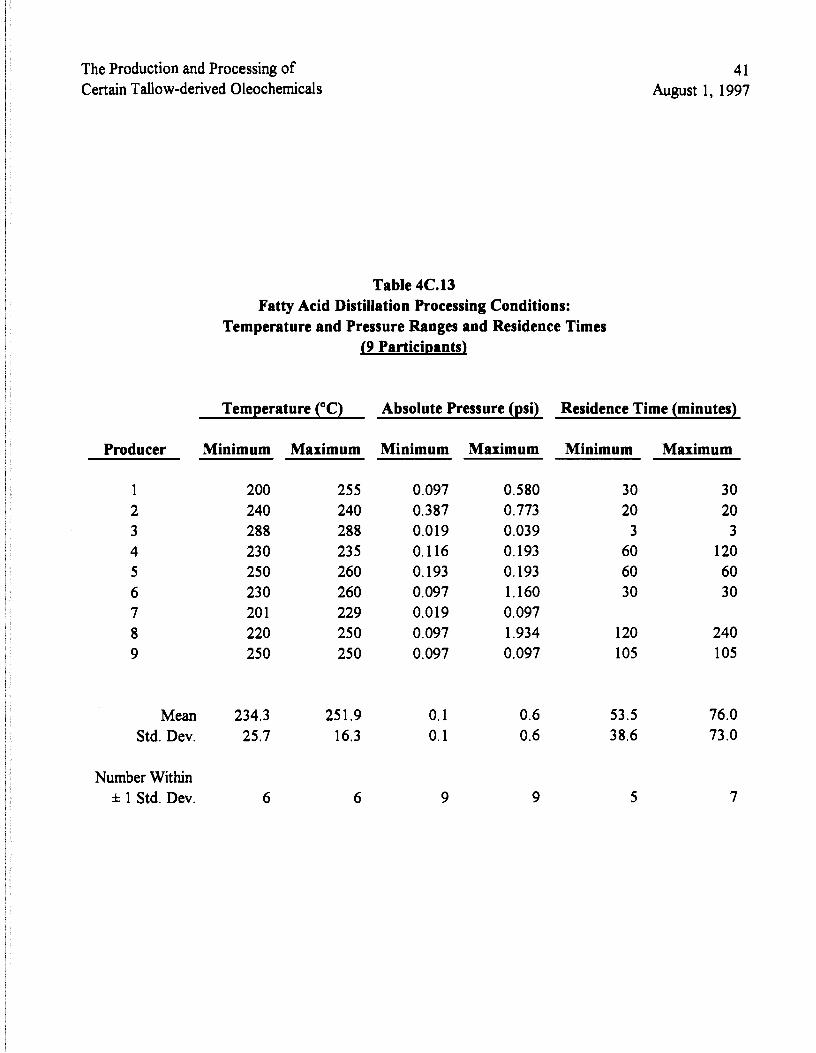
Nine participants reported performing distillation of fatty acids, of which eight indicated that
their distillation operations were of the continuous type, as presented in Table 4C. 12. Minimum
operating temperatures, as reported, ranged from 200°C - 288"C, with the mean at 234°C. Mean
maximum pressure was 0.6 psi, but pressures ranged from 0.039 to 1.934 psi. Reported residence
time in the distillation unit was from 3 minutes up to 4 hours, with 53.5 minutes as the mean
minimum residence time. Table 4C. 13 shows the operating temperatures, pressures, and residence
time reported by the nine participants. No chemicals were reported used in the distillation process
by these nine respondents.
Hydrogenation changes unsaturated fatty acids into saturated acids. The operation may be
of a bat'ch or continuous type. The addition of hydrogen to the unsaturated group occurs only in the
presence of a catalyst. While equipment designs vary, the dried, heated fatty acid is brought into
intimate contact with hydrogen gas and the catalyst in the reactor until the desired degree of
saturation of the triglyceride or fatty acid occurs. At the desired saturation end point, the catalyst
is removed from the hydrogenated material by centrifugation andlor filtration.
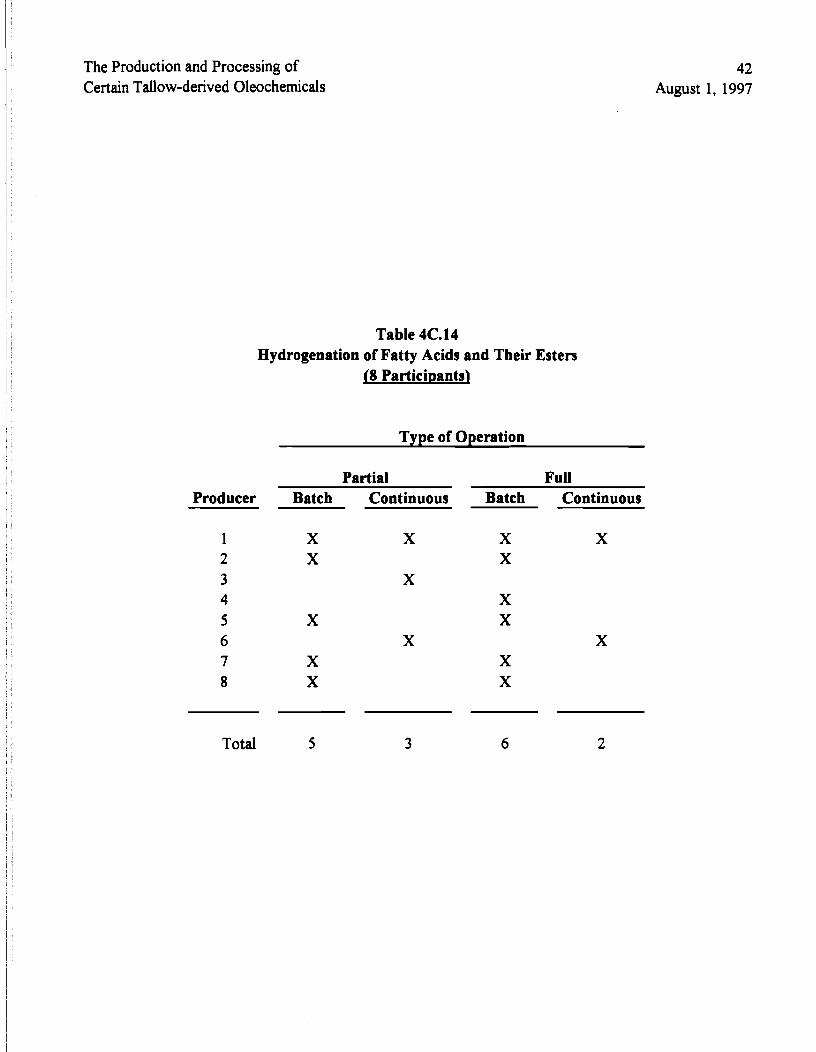
The eight survey participants that reported hydrogenating fatty acids and their esters
indicated that they carried out partial and full hydrogenation in both batch and continuous
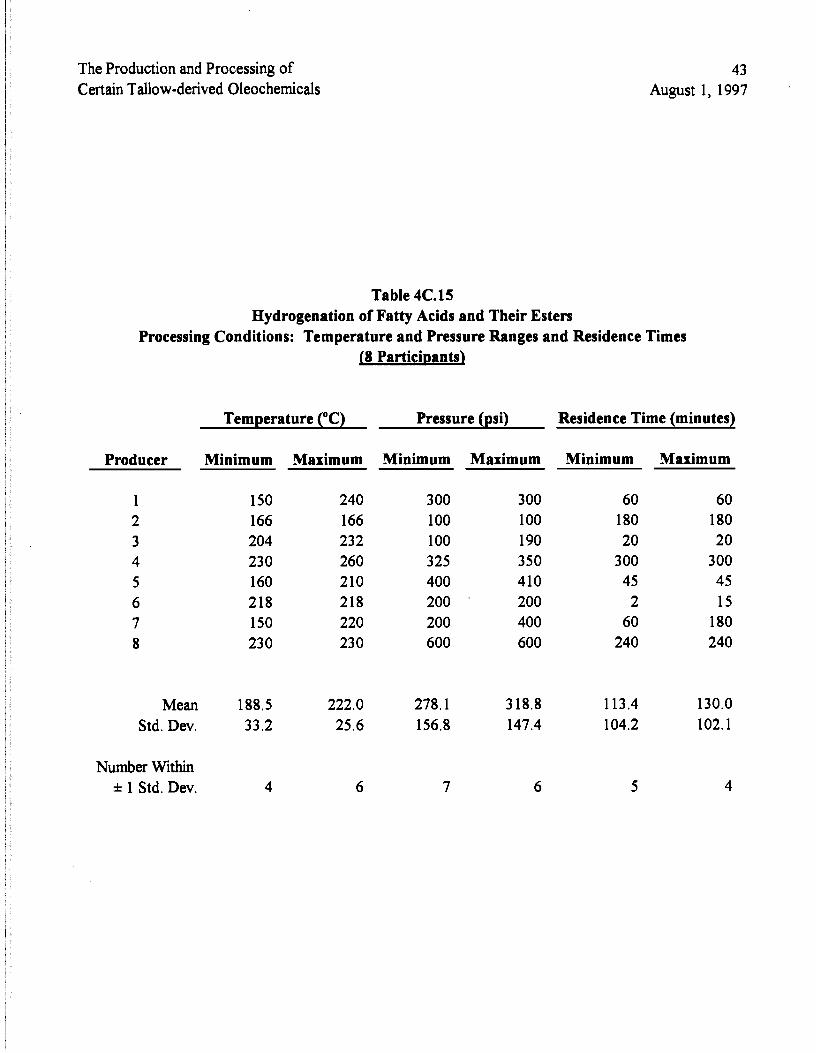
operations. Table 4C. 14 presents a summary of these operations. Table 4C.15 presents reported
operating temperatures, pressures, and residence time data. Minimum operating temperatures ranged
from 150°C to 230"C, with the mean minimum temperature at 188.5"C. Minimum pressure ranged
The Production and Processing of Certain Tallow-derived Oleochemicals
40 August 1, 1997
Table 4C.12 Fatty Acid Distillation, Including Fractionation
/9 Partici~ants)
Type of Operation
Producer
Total
Batch Continuous
4 1 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.13 Fatty Acid Distillation Processing Conditions:
Temperature and Pressure Ranges and Residence Times /9 Partici~ants)
Temperature ("C) Absolute Pressure (psi) Residence Time (minutes)
Producer Minimum Maximum Minimum Maximum Minimum Maximum
Mean 234.3 Std. Dev. 25.7
Number Within k 1 Std. Dev. 6
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.14 Hydrogenation of Fatty Acids and Their Esters
(8 Partici~ants)
Type of Operation
Partial Full Producer
Total
Batch Continuous Batch Continuous
42 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
43 August 1, 1997
Table 4C. 15 Hydrogenation of Fatty Acids and Their Esters
Processing Conditions: Temperature and Pressure Ranges and Residence Times 18 Partici~ants)
Temperature ("C) Pressure (psi) Residence Time (minutes)
Producer Minimum Maximum Minimum Maximum Minimum Maximum
Mean 188.5 Std. Dev. 33.2
Number Within * 1 Std. Dev. 4
The Production and Processing of Certain Tallow-derived Oleochemicals
44 August 1, 1997
from 100 to 600 psi. Residence time varied from 2 minutes to 5 hours. Some of the variation in
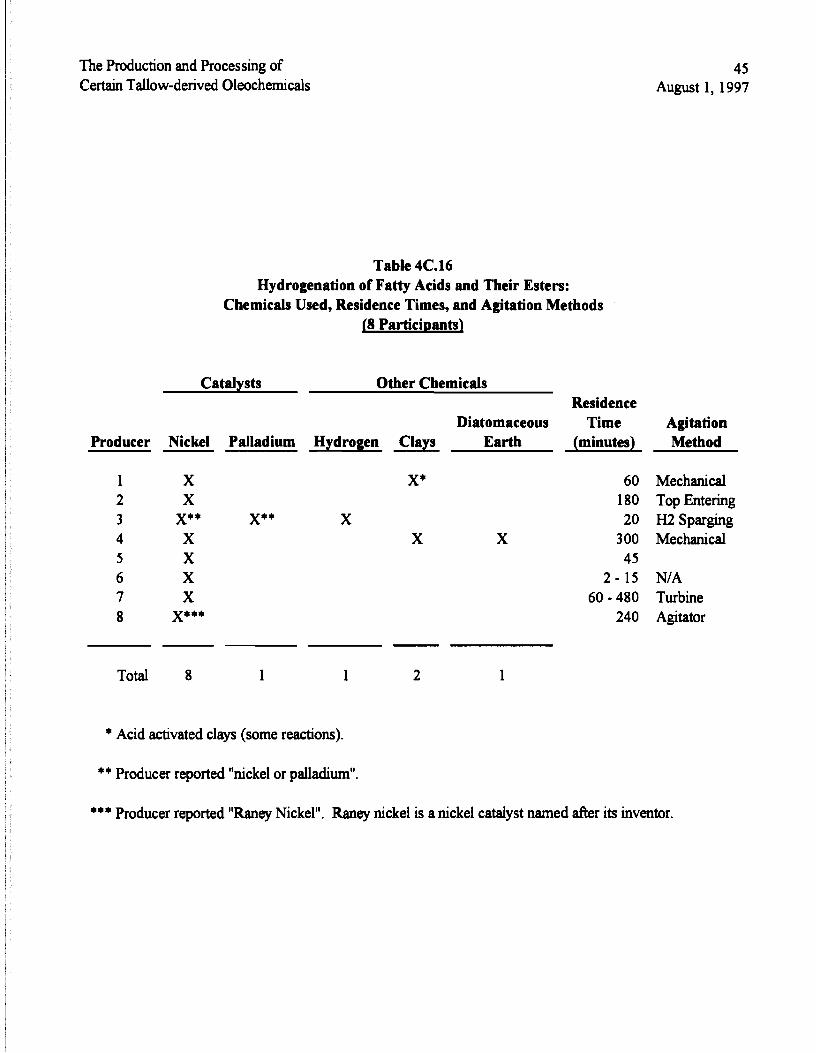
residence time may be due to partial versus full hydrogenation and differences in equipment. Details
on catalysts, other chemicals, residence time in contact with chemicals, and agitation methods are
shown in Table 4C. 16. Only one participant reported using hydrogen. In actuality, however, the
other respondents that reported hydrogenation also had to have used hydrogen, even though they did
not so indicate, because hydrogen is conventionally used industrially as the donor of the atoms
necessary for saturation of the substance undergoing this process.
Separation processes are used to segregate the saturated and unsaturated components of
tallow fatty acids which, respectively, are solid and liquid. Solvent crystallization or panning and
pressing techniques are utilized. Fractionation or fractional distillation is not an option for
separating stearic (solid) and oleic (liquid) acids, the major components of tallow fatty acids, since
both of these acids possess the same carbon chain length and very similar molecular weights.
Solvent crystallization involves controlled crystallization of fatty acids from a polar solvent
in which the fatty acids have been dissolved, followed by subsequent removal of the solvent by
distillation. In the panning and pressing method, liquefied fatty acids are slowly cooled to form
cakes, which are then stacked and put under pressure to extract the unsaturated acid.
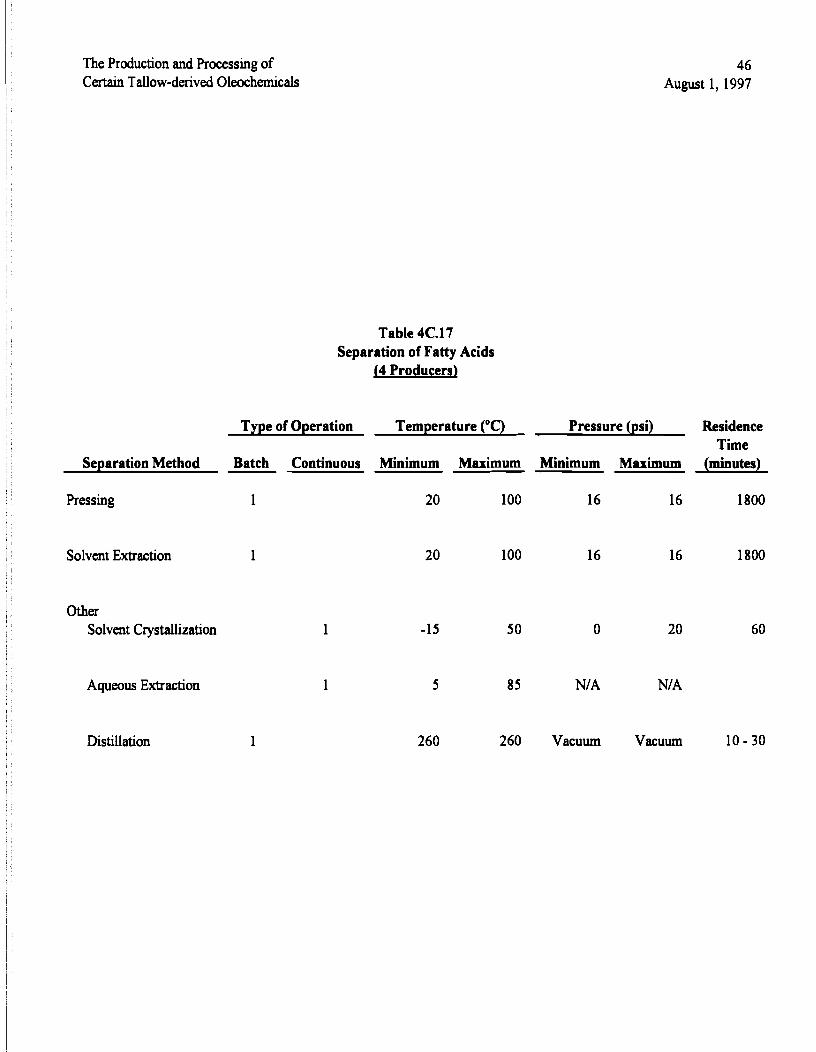
Separation processes were reported by four SDA participants. Since these participants used
different separation technologies, no generalizations can be made from the information they reported.
Table 4C.17 reflects the types of separation processes, operating temperatures, pressures, and
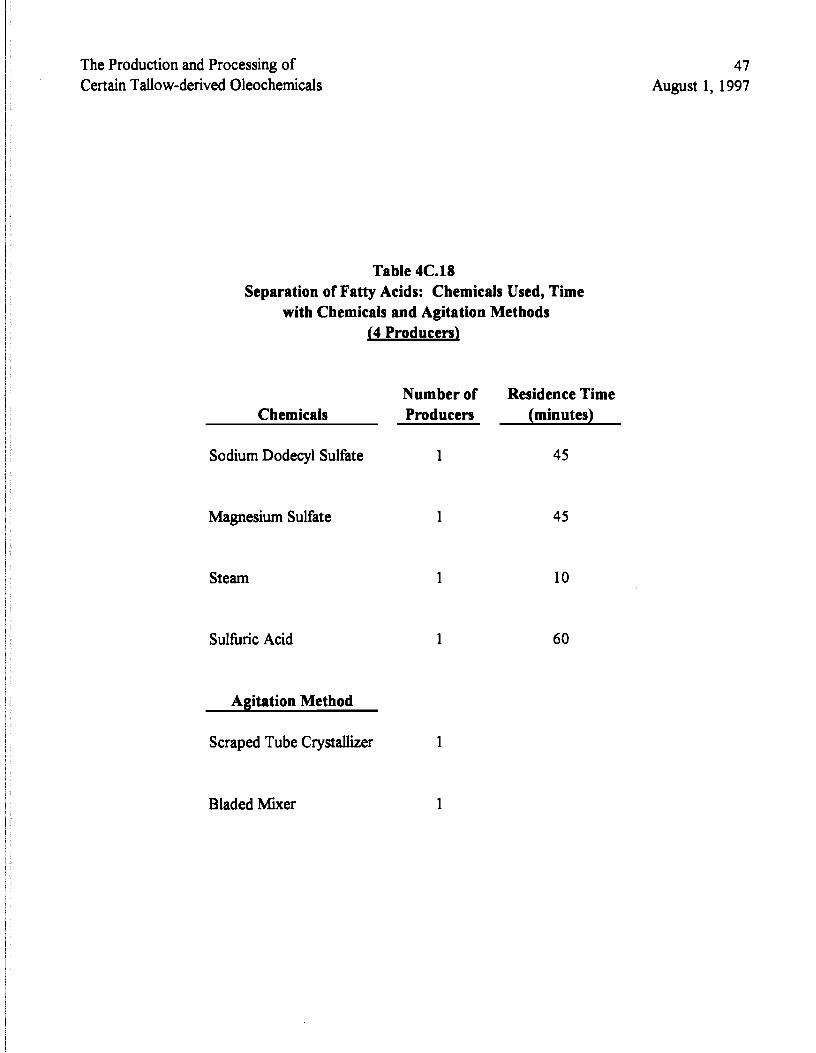
residence times. Table 4C.18 shows the chemicals used that these four participants used, the
residence time in contact with the chemicals, and the methods of agitation.
The Production and Processing of Certain Tallow-derived Oleochemicals
45 August 1, 1997
Table 4C.16 Hydrogenation of Fatty Acids and Their Esters:
Chemicals Used, Residence Times, and Agitation Methods J8 Partici~ants)
Catalysts Other Chemicals Residence
Diatomaceous Time Agitation Producer Nickel Palladium Hydrogen Clays Earth (minutes) Method
60 Mechanical 180 Top Entering 20 H2 Sparging
300 Mechanical 4 5
2 - 15 N/A 60 - 480 Turbine
240 Agitator
Total 8 1 1 2 1
* Acid activated clays (some reactions).
** Producer reported "nickel or palladium".
*** Producer reported "Raney Nickel". Raney nickel is a nickel catalyst named after its inventor.
The Production and Processing of Certain Tallow-derived Oleochemicals
46 August 1, 1997
Table 4C.17 Separation of Fatty Acids
14 Producers)
Type of Operation Temperature (OC) Pressure (psi) Residence Time
Separation Method Batch Continuous Minimum Maximum Minimum Maximum (minutes)
Pressing 1 20 100 16 16 1800
Solvent Extraction 1 20 100 16 16 1800
Other Solvent Crystallization
Aqueous Extraction
Distillation
-15 50 0 20 60
5 8 5 NI A NIA
260 260 Vacuum Vacuum 10 - 30
The Production and Processing of Certain Tallow-derived Oleochemicals
47 August 1, 1997
Table 4C.18 Separation of Fatty Acids: Chemicals Used, Time
with Chemicals and Agitation Methods /4 Producers)
Number of Residence Time Chemicals Producers (minutes)
Sodium Dodecyl Sulfate 1 4 5
Magnesium Sulfate 1 4 5
Steam 1 10
Suhric Acid 1 60
Agitation Method
Scraped Tube Crystallizer 1
Bladed Mixer 1
The Production and Processing of Certain Tallow-derived Oleochemicals
4 8 August 1,1997
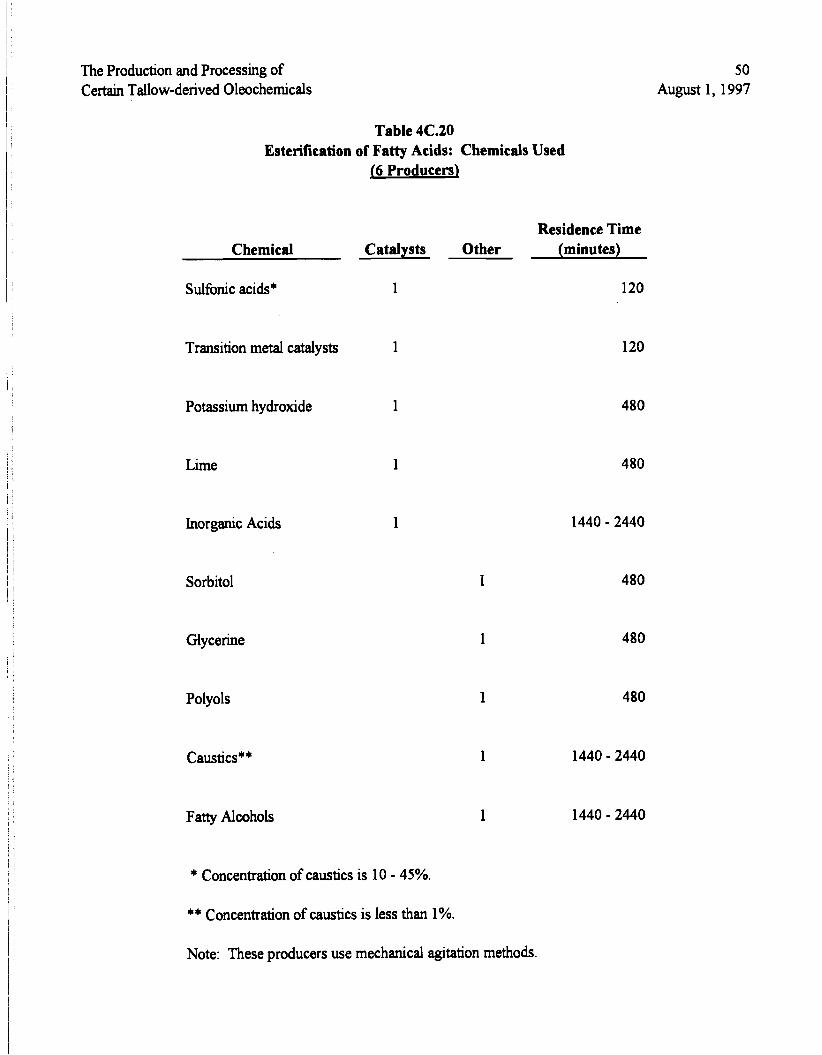
Esterification of fatty acids is the opposite of hydrolysis. In this process, purified, distilled
fatty acids are reacted with an alcohol to produce esters. Esterification procedures vary, however,
in accordance with the kind and quality of the product desired. Various catalysts are employed,
depending on the alcohol used. After esterification has been completed, the catalysts are removed
and the ester product is purified by distillation.
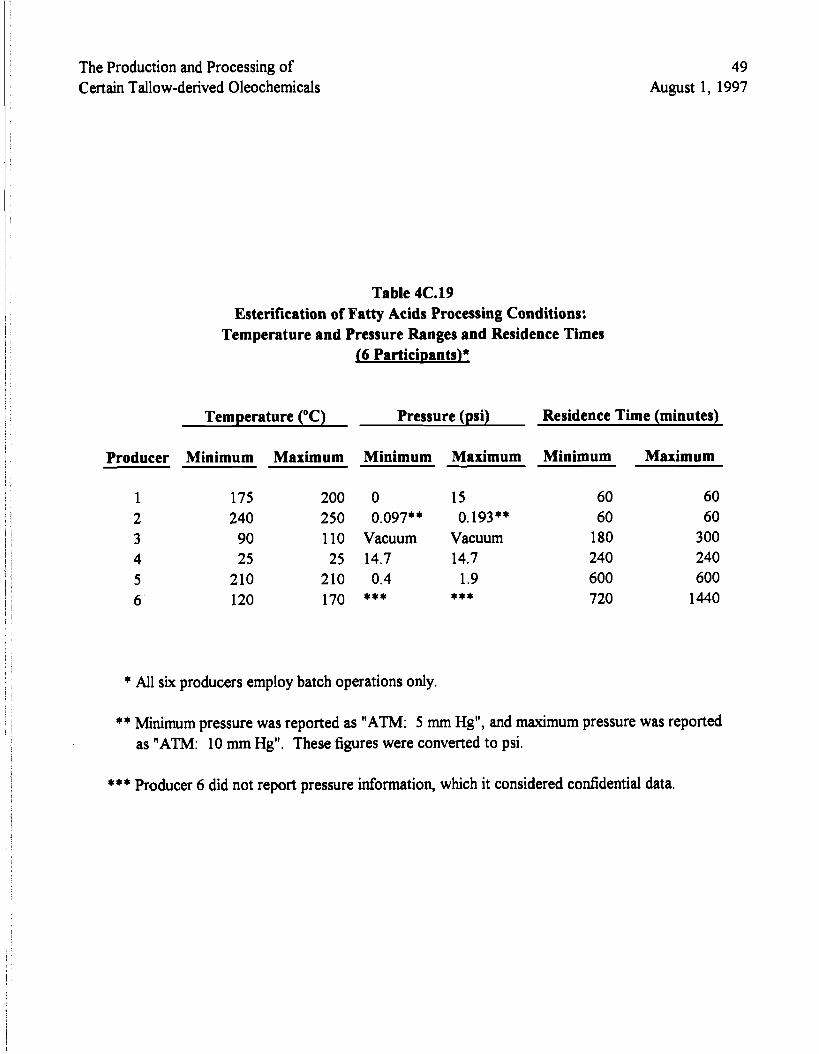
Six producers reported performing esterification of fatty acids. Minimum processing
temperature ranged from 25°C to 240°C. Pressures varied from vacuum to atmospheric and
minimum residence time from 1 to 12 hours. Table 4C. 19 presents the data reported on operating
conditions, and residence time. Table 4C.20 shows the chemicals used by these 6 participants.
3. process in^ Operations Performed on Crude Glvcerine
Pretreatment of crude glycerine is carried out to remove organic and inorganic contaminants
prior to refining. The crude glycerine is usually recovered in an aqueous solution fiom processing
fats and oils by hydrolysis, saponification, and transesterification or alcoholysis. During these
processes, glycerine is subjected to rigorous operating conditions and is in contact with chemicals
that may have been used during the process that liberated it. Thus, the type and sequence of
pretreatment purification techniques that will be utilized are determined by the process used to
cleave the triglyceride molecule, the type of feedstock fat, and the final refining operation to which
the glycerine will be subjected. The solutions of crude glycerine recovered fiom hydrolysis may
include emulsified fat, fatty acid, and catalyst residues, if a catalyst had been employed in the
process; fiom direct saponification: soap, free alkali, and other salts; from transesterification or
1 The Production and Processing of Certain Tallow-derived Oleochemicals
49 August 1, 1997
Table 4C. 19 Esterification of Fatty Acids Processing Conditions:
Temperature and Pressure Ranges and Residence Times 16 Partici~ants)~
Temperature ("C) Pressure (psi) Residence Time (minutes)
Producer Minimum Maximum Minimum Maximum Minimum Maximum
1 175 200 0 15 60 60 2 240 250 0.097** 0.193** 60 60 3 90 110 Vacuum Vacuum 180 300 4 25 25 14.7 14.7 240 240 5 210 210 0.4 1.9 600 600 6 120 170 *** *** 720 1440
* All six producers employ batch operations only.
** Minimum pressure was reported as "ATM: 5 rnm Hg", and maximum pressure was reported as "ATM: 10 mm Hg". These figures were converted to psi.
I
*** Producer 6 did not report pressure information, which it considered confidential data. I
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.20 Esterification of Fatty Acids: Chemicals Used
16 Producers)
Residence Time Chemical Catalysts Other (minutes)
Sulfonic acids* 1 120
Transition metal catalysts 1 120
Potassium hydroxide 1 480
Lime 1 480
Inorganic Acids 1 1440 - 2440
Sorbitol
Glycerine
Polyols
Fatty Alcohols
* Concentration of caustics is 10 - 45%.
** Concentration of caustics is less than 1%.
Note: These producers use mechanical agitation methods.
5 0 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
5 1 August 1,1997
alcoholysis: fat, ester, alcohol, and catalyst residues. contaminants introduced into crude glycerine
by using lower grades of fat in processing may include phosphatide, s u l h compounds, proteins and
other nitrogenous compounds, aldehydes and ketone, oxidized fatty matter, and fermentation or
bacterial products.
Chemical and physical techniques are both utilized in pretreatment operations for crude
glycerine. Chemical pretreatment operations and methods include coagulation or precipitation
reactions, bleaching, and saponification/acidulation. Physical pretreatment may employ decantation,
filtration and ultrafiltration, centrifugation, evaporation/distillation techniques, and reverse osmosis
to remove fatty, insoluble, or precipitated solids and water.
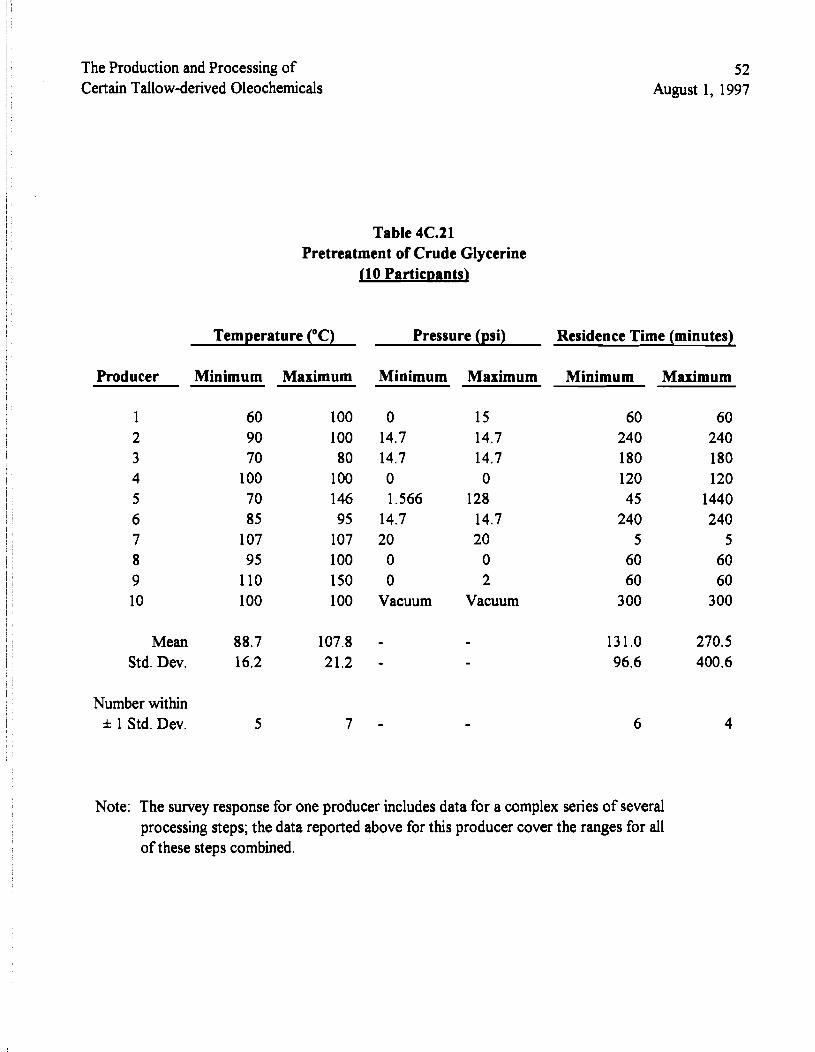
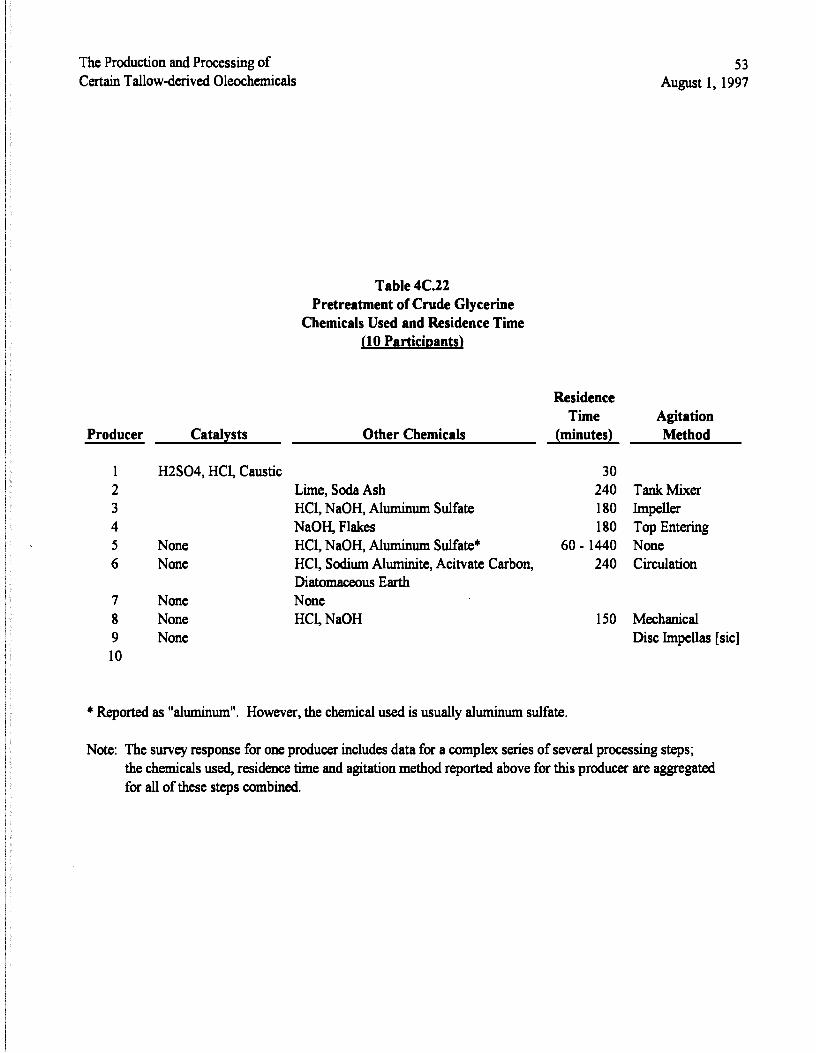
Ten SDA participants reported pretreatment of crude glycerine. The pretreatment processing
was evenly divided between batch (5 participants) and continuous operations (5 participants). Table
4C.21 shows the minimum and maximum temperatures and pressures and residence times reported
for pretreatment. Table 4C.22 presents data on the chemicals reported used in pretreatment,
residence time, and agitation methods.
Two methods, distillation and ion exchange, are used industrially in the United States for
refining crude glycerine,. Whichever method is employed, the plants in which crude glycerine is
refined are operated in accordance with "Good Manufacturing Practices" for drugs. Refined
glycerine is generally produced to meet, or exceed, the criteria for purity specified in the U
Pharmaco~oeia monograph, Glycerin.
Distillation removes salts, glycerides, fatty acid soaps and organic matter, and volatile
substances like water, glycols, and the lower fatty acids. Pretreatment improves distillation
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.21 Pretreatment of Crude Glycerine
110 Partic~ants)
5 2 August 1, 1997
Temperature ("C) Pressure (psi) Residence Time (minutes)
Producer Minimum Maximum Minimum Maximum Minimum Maximum
1 2 3 4 5 6 7 8 9 10
Mean Std. Dev.
Number within k 1 Std. Dev.
0 14.7 14.7 0 1.566
14.7 20
0 0
Vacuum
- -
-
15 14.7 14.7 0
128 14.7 20
0 2
Vacuum
- -
-
Note: The survey response for one producer includes data for a complex series of several processing steps; the data reported above for this producer cover the ranges for all of these steps combined.
The Production and Processing of Certain Tallow-derived Oleochemicals
53 August 1, 1997
Table 4C.22 Pretreatment of Crude Glycerine
Chemicals Used and Residence Time 110 Partici~ants)
1 I i Residence I Time Agitation
Producer Catalysts Other Chemicals (minutes) Method
H2S04, HC1, Caustic Lime, Soda Ash HC1, NaOH, Aluminum Sulfate NaOH, Flakes
None HC1, NaOH, Aluminum Sulfate* None HC1, Sodium Aluminite, Acitvate Carbon,
Diatomaceous Earth None None None HC1, NaOH None
* Reported as "aluminum". However, the chemical used is usually aluminum sulfate.
3 0 240 TankMixer 180 Impeller 1 80 Top Entering
1440 None 240 Circulation
1 50 Mechanical Disc Impellas [sic]
I Note: The survey response for one producer includes data for a complex series of several processing steps; the chemicals used, residence time and agitation method reported above for thls producer are aggregated for al l of these steps combined.
The Production and Processing of Certain Tallow-derived Oleochemicals
5 4 August 1,1997
efficiencies by minimizing the contaminant content of crude glycerine. Although distillation units
are designed to produce glycerol of very high purity, distilled glycerine may contain some color or
odor bodies that are removed by steam deodorization andlor carbon bleaching techniques subsequent
to distillation. The distilled glycerine is condensed from the vapor stream of the still and further
processed with carbon followed by filtration to remove any remaining trace impurities and
particulate matter. These post-distillation operations are usually an integral part of the operations
of a glycerine distillation refinery.
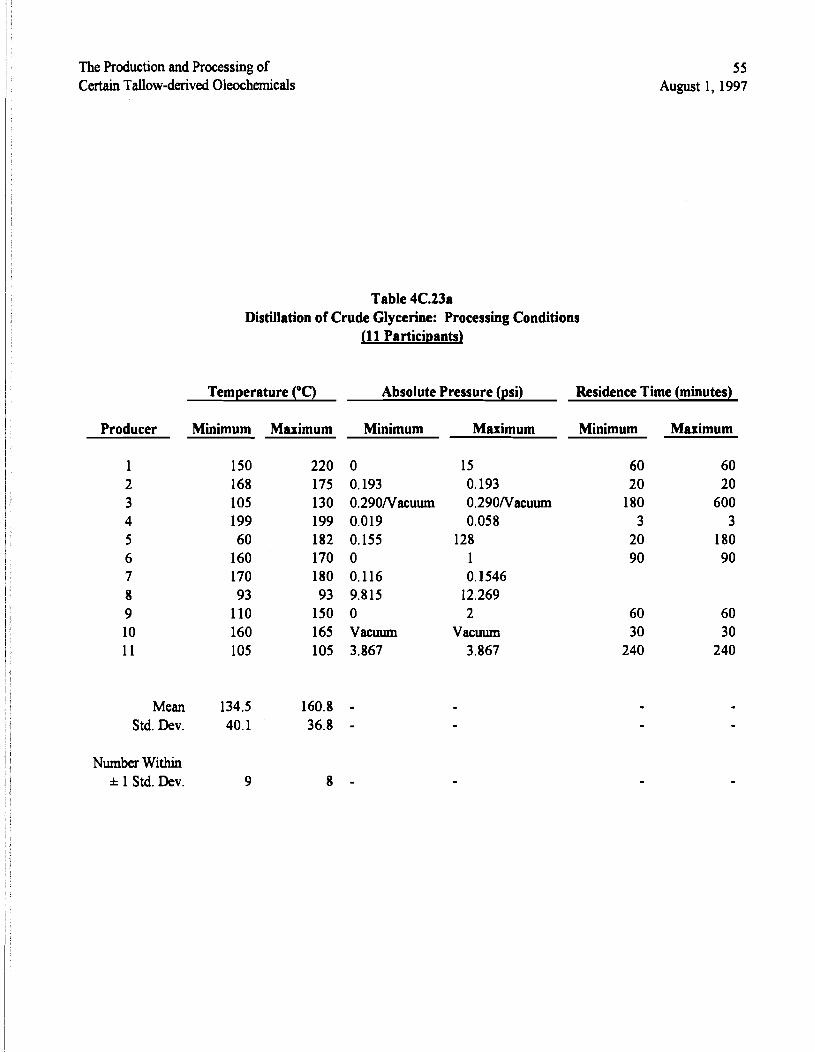
Distillation may be either a batch or continuous operation. Seven participants reported
performing continuous distillation of crude glycerine and four reported batch distillation operations.
Table 4C.23a presents reported data on temperatures, pressures, and residence time associated with
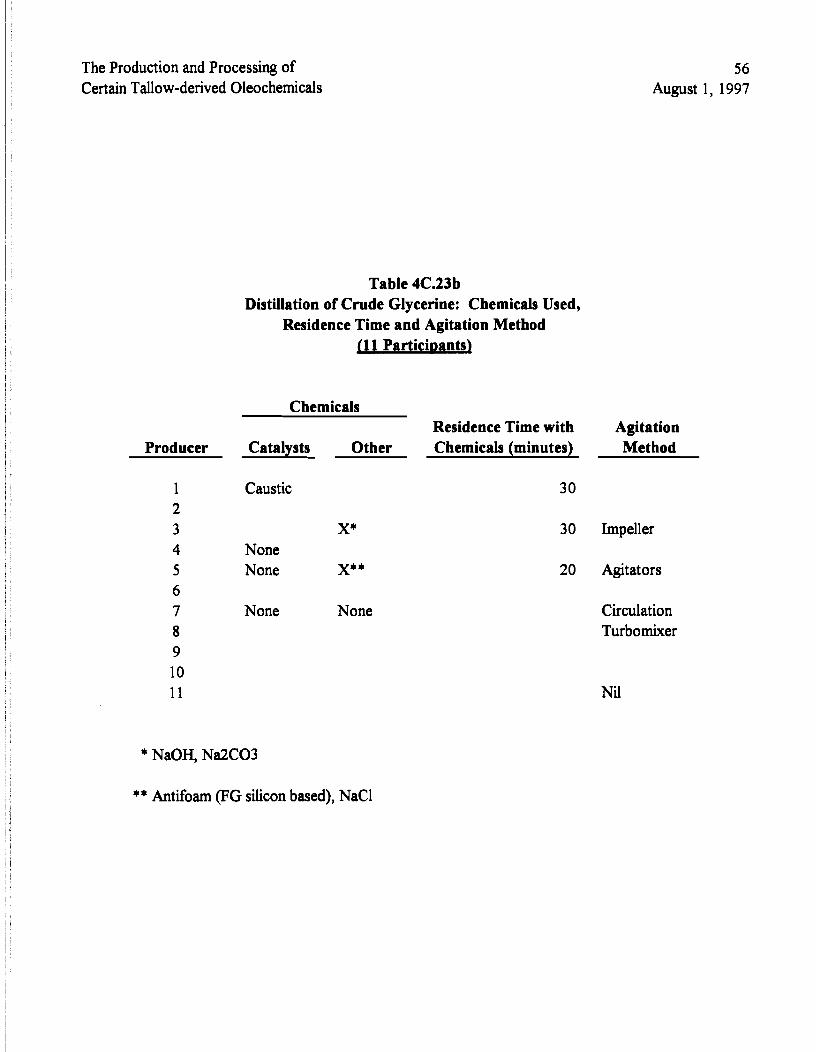
glycerine distillation. Glycerine distillation temperatures ranged from 60°C to 199°C. Table 4C.23b
shows chemicals utilized in distillation, residence time with chemicals, and agitation methods
employed.
Ion exchange refining of crude glycerine was employed by two participants. Their
operations are only of the continuous type. This method is possible since most contaminants found
in crude glycerine derived from triglycerides are of an ionic character.
Three types of resin are commonly used in the process: strong acid, strong base, and weak
base. A dilute aqueous solution of refiltered crude glycerine is passed through a series of one or
more alternating pairs of cationic and anionic beds and then one or more mixed resin beds,
containing both anionic and cationic exchanger, to achieve a high level of purity. Color bodies and
other polar contaminants can be absorbed by the resins. Special color-absorbing resins are
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.23a Distillation of Crude Glycerine: Processing Conditions
/I1 Partici~ants)
55 August 1,1997
Temperature ("C) Absolute Pressure (psi) Residence Time (minutes)
1 Producer Minimum Maximum Minimum Maximum Minimum Maximum I
0 0.193 0.290Nacuum 0.019 0.155 0 0.116 9.815 0 vacuum 3.867
15 0.193 0.290Nacuum 0.058
128 1 0.1546
12.269 2
vacuum 3.867
Mean 134.5 160.8 - Std. Dev. 40.1 36.8 -
Number Within * 1 Std. Dev. 9 8 -
The Production and Processing of Certain Tallow-derived Oleochemicals
5 6 August 1, 1997
Table 4C.23b Distillation of Crude Glycerine: Chemicals Used,
Residence Time and Agitation Method 111 Partici~ants)
Chemicals Residence Time with Agitation
Producer Catalysts Other Chemicals (minutes) Method
1 Caustic 2 3 X* 4 None 5 None X* * 6 7 None None 8 9 10 11
* NaOH, Na2C03
** Antifoam (FG silicon based), NaCl
30 Impeller
20 Agitators
Circulation Turbomixer
Nil
The Production and Processing of Certain Tallow-derived Oleochemicals
57 August 1,1997
sometimes used to decolorize very dark crude glycerine feeds. All purification of the crude takes
place in the resin beds. After passage through the resin beds, the water is evaporated to concentrate
the refined glycerine up to 99.5 - 99.9% glycerol content. Final decolorization is achieved by passing
the glycerine through an activated carbon bed or treatment with activated carbon succeeded by
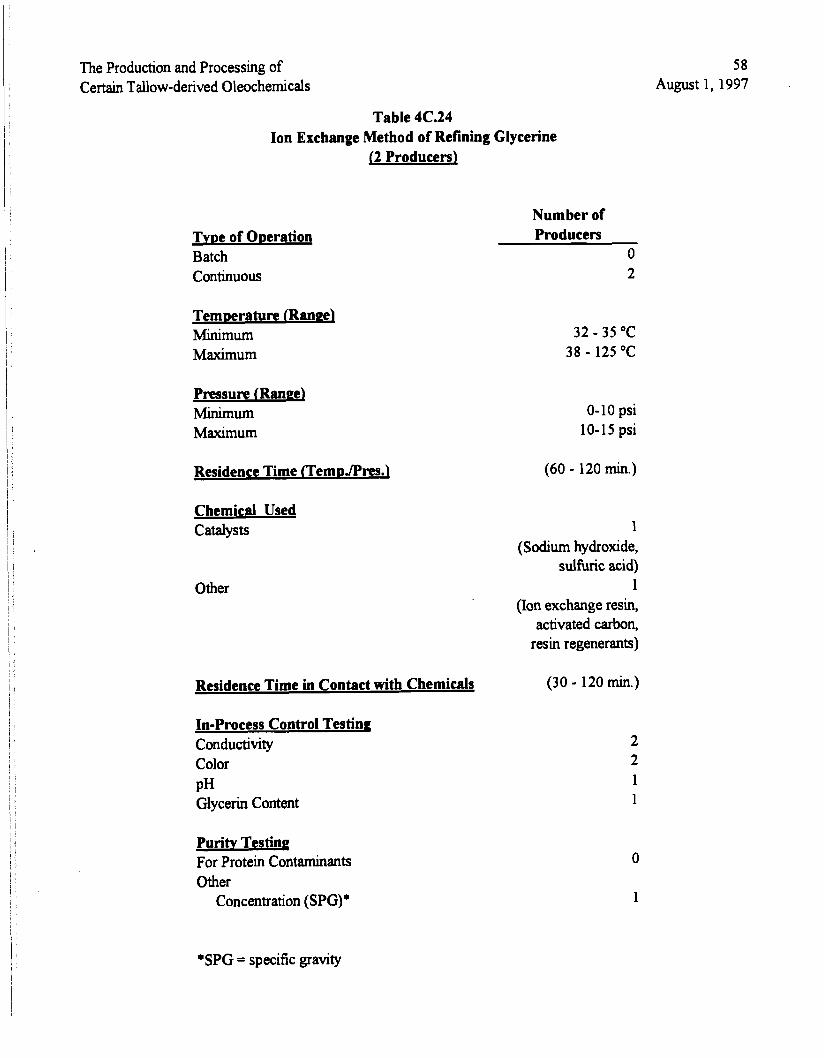
filtration. Table 4C.24 presents data on ion exchange refining of glycerine as practiced by the two
reporting refiners.
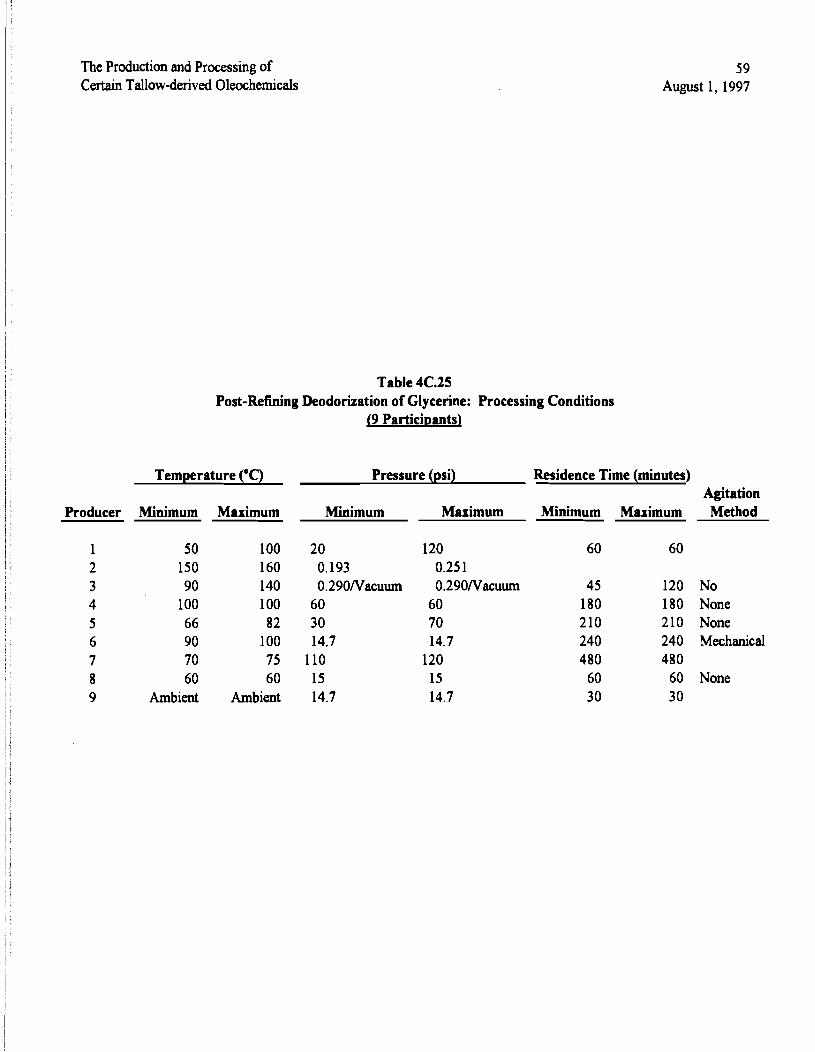
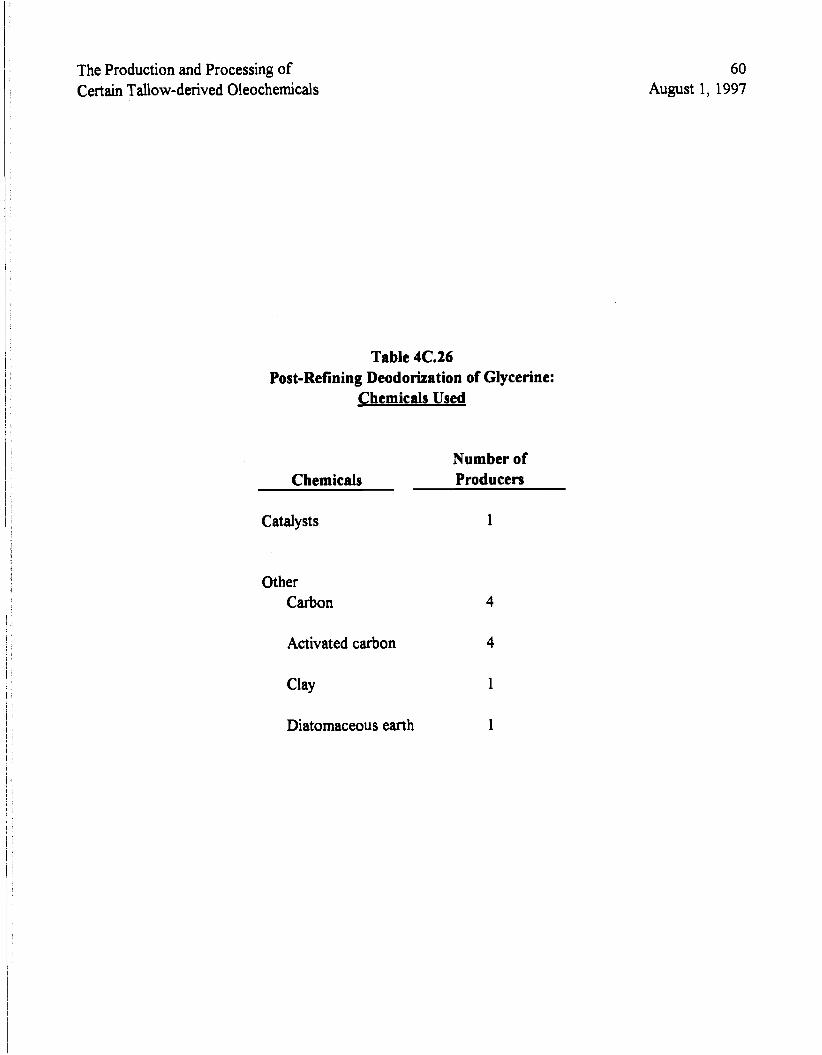
Post-refining deodorization of glycerine is carried out to remove color and odor impurities
not completely eliminated by distillation or ion exchange refining. Post-refining processing may be
carried out as a batch or continuous operation. Five SDA survey participants reported conducting
continuous operations of this type, three reported this processing as batch operations, and one
performed both types of operations. Table 4C.25 gives temperatures, pressures, and residence time
of post refining of glycerine. Substances reported used in post-refining treatment are given Table
4C.26.
D. Testing
The survey questionnaire inquired about two categories of testing. One type related to in-
process control testing and the other to quality testing for protein contaminants. Appendix C
consists of tables showing the in-process control testing carried out specific to the process itself.
This type of testing is very common among the survey participants. In-process control testing
enables producers to monitor operating parameters closely to determine when the processing has
reached the desired stage of completeness and to ensure that the end product of the processing
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.24 Ion Exchange Method of Refining Glycerine
/2 Producers)
Number of T v ~ e of O~eration Batch Continuous
Tem~erature (Ran~e) Minimum Maximum
Pressure (Ranee) Minimum Maximum
Residence Time (Tem~flres.)
Chemical Used Catalysts
Other
Producers 0
0-10 psi 10-15 psi
1 (Sodium hydroxide,
sulfunc acid) 1
(Ion exchange resin, activated carbon,
resin regenerants)
Residence Time in Contact with Chemicals (30 - 120 &.)
In-Process Control Testing Conductivity Color pH Glycerin Content
Puritv Testing For Protein Contaminants Other
Concentration (SPG)*
*SPG = specific gravity
58 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
59 August 1, 1997
Table 4C.25 Post-Refining Deodorization of Glycerine: Processing Conditions
/9 Partici~ants)
Temperature (OC) Pressure (psi) Residence Time (minutes) Agitation
Producer Minimum Maximum Minimum Maximum Minimum Maximum Method
50 150 90
100 66 90 70 60
Ambient
100 160 140 100 82
100 75 60
Ambient
120 No 180 None 210 None 240 Mechanical 480
60 None 3 0
The Production and Processing of Certain Tallow-derived Oleochemicals
Table 4C.26 Post-Refining Deodorization of Glycerine:
Chemicals Used
Number of Chemicals Producers
Catalysts 1
Other Carbon
Activated carbon 4
Clay 1
Diatomaceous earth 1
60 August 1, 1997
The Production and Processing of Certain Tallow-derived Oleochemicals
6 1 August 1,1997
complies with given quality specifications. The test procedures employed are usually standard
methods issued by recognized technical organizations and standards institutions. The American Oil
Chemists' Society (AOCS), The American Society for Testing and Materials (ASTM), and the
Association of Official Analytical Chemists (AOAC) publish analytical methods applicable to fats
and oils and their derivatives.
None of the participants reported quality testing specifically for protein contaminants.
However, it should be noted that some pretreatment procedures rid fat of protein contaminants.
Other finishing operations like distillation, steam deodorization, and filtration also rid fat of protein
contamination.
5. Discussion and Conclusions
The SDA survey results reflect the collective processing experience of 23 member companies
that produce oleochemicals derived from animal fats. The survey data detail and reveal general
trends in the fat sourcing and processing practices associated with production of oleochemicals
surveyed:
1. The animal fats used as feedstocks are from U. S. sources and derived from native
animals.
2. Production of oleochemicals involves two basic types of processing: a) that which
extracts the major components of the fats as basic oleochemicals, including processing
the components into derivatives like esters and alcohols; and 2) that which purifies or
The Production and Processing of Certain Tallow-derived Oleochemicals
62 August 1,1997
removes contaminants from the fat or its crude components by chemical and physical
means.
3. The processing of animal fats into oleochemicals in all its phases is highly technical,
carried out under harsh operating conditions (i. e, temperatures, pressures, and chemicals),
and involves multiple processing steps to bring about the transformation into soap, fatty
acids, fatty alcohols. esters, and refined glycerine.
4. Processing operations are closely monitored to assure that the product complies with
quality criteria and technical specifications and that these operations are being conducted
appropriately.
While the survey results indicate how the reporting producers carry out their operations, they
do not include the activities of all producers in the United States of the oleochemicals surveyed.
However, although the production and processing practices of the participants are not purported to
be totally similar to each other or to those of any non-participating producers of the same
oleochemicals, they are typical of the processing methods and operating conditions required to
convert animal fats into oleochemicals that must meet rigid technical and commercial specifications
and that are economically viable in the highly competitive U. S. marketplace.
SDA undertook the project to document how SDA members process animal fats into
oleochemicals and to gather data to help address the question of whether oleochemicals processed
from animal fats, e.g. tallow, in the United States present a risk of BSE infectivity. Since the BSE
causative agent (or agents) has not yet been specifically identified, the only risk control options
The Production and Processing of Certain Tallow-derived Oleochemicals
63 August 1,1997
currently available to oleochemical producers lie in the choice of the animal fat source and its
country of origin and in processing methods.
There exist certain pieces of factual information that are pertinent to any discussion about
the safety of the U. S. tallow supply and the safety of oleochemicals produced from animal fats. This
information shows that the U. S. situation with respect to BSE is different from that in other
countries in several ways: 1) No case of BSE has been diagnosed to date in cattle in the United
States; 2) The United States is the world's largest producer and exporter of tallow, making domestic
sourcing of animal fats economically advantageous; 3) The federal government has taken various
steps to protect human and animal health against BSE.
The United States Department of Agriculture (USDA) has had in place a BSE surveillance
system since 1986 when the outbreak began in the United Kingdom (UK). In 1989, USDA banned
imports of live bovine and ovine animals from the UK arid later in 1991 extended the ban to all
countries where BSE was known to exist'. USDA has also imposed import restrictions on shipments
of beef and beef products from these countries1. More recently, the FDA ban effective August 4,
1997 on the use of mammalian protein tissue in cattle feeds has erected another significant protective
barrier. In combination, these facts suggest that the domestically produced tallow supply offers no
or minimal risk of BSE infectivity.
The survey participants sourced their animal fat feedstocks here in the United States, some
also using edible tallow for their oleochemical operations (See Tables 4A.2 and 4A.3). Since
imports of tallow into the U.S. are insufficient to support domestic consumption, it is logical to
The Production and Processing of Certain Tallow-derived Oleochemicals
64 August 1,1997
assume that the oleochemical producers and other industrial consumers of animal fat, which did not
participate in the SDA survey, in the main have to rely on domestically produced tallow supplies.
Further, the World Health Organization (WHO), health authorities in Europe (the EC
Committee on Proprietary Medicinal Products (CPMP), and the German Federal Health Authority
(BGA)), consider tallow, the main animal oleochemical feedstock, to be of low risk'. BGA
classifies tallow in the same category as milk3. Experimental studies conducted in Europe likewise
support no or low risk status of tallow with respect to BSE infectivity. These studies have shown
that tallow, which was rendered fiom animal tissue spiked with highly infective brain material fiom
BSE- and scrapie-infected animals under experimental conditions typical of these used commercially
worldwide and injected into the brains of mice, failed to transmit any sign of infectivity4. The tallow
samples were tested filtered and unfiltered. The tested samples of tallow were found to be free of
detectable infectivity, even when protein fiom the same batch transmitted the disease to 100% of the
mice4.
After rendering, tallow is subjected to further rigorous processing in the production of fatty
acids, fatty alcohols, esters, and refined glycerine. The "finished" oleochemical is the end product
of a series of successive production steps, of which most involve exposure to high temperatures for
prolonged periods of time. CPMP and BGA have recommended guidelines outlining appropriate
conditions for BSE inactivation in processing animal fat feedstocks, which are given below.
CPMP guidelines issued in 1992 refer to decontamination of a material classified as low
risk from a country where BSE has been identified
-- autoclaving at 134 - 1 38°C for 1 8 minutes
The Production and Processing of Certain Tallow-derived Oleochemicals
65 August 1,1997
-- treatment with sodium hydroxide (preferably 1N solution for 1 hour at 20°C)
BGA guidelines of 1994
-- autoclaving at 133OC for 20 minutes
-- treatment with 1 N sodium hydroxide at 20°C for 1 hour
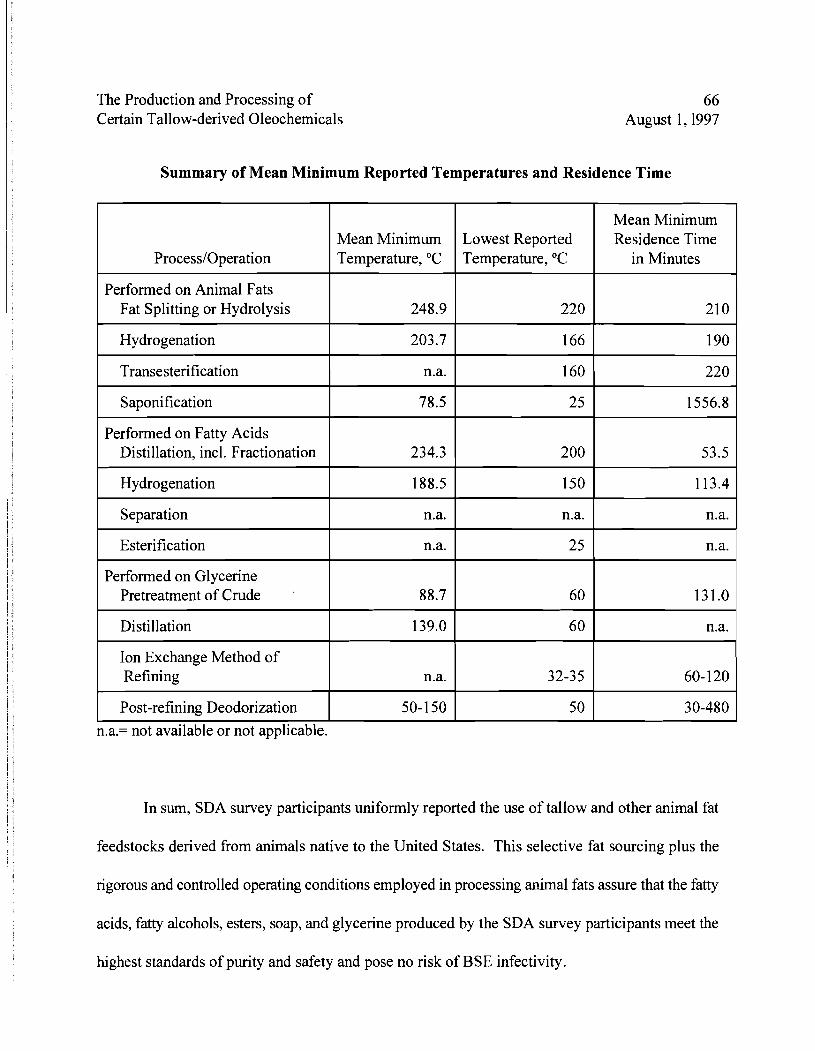
The table given below summarizes the lowest and mean minimum temperatures and mean
minimum residence times involved in the processing operations discussed in this report and
illustrates the repeated exposure of animal fat and its components to the high temperatures involved
in the various processing steps required for transformation into oleochemicals. The operating
temperatures and residence time associated with production of fatty acids, fatty alcohols, and esters
(hydrolysis, transesterification, hydrogenolysis, hydrogenation, distillation) meet, even exceed, the
conditions for inactivation recommended by the CPMP and BGA guidelines. Saponification and
glycerine refining processes, which are carried out at lower minimum operating temperatures,
likewise entail multiple production steps. Saponification involves intimate contact with caustics and
various other finishing steps involving chemicals (See Table 4C.5b). Glycerine occurs as a by-
product of saponification, hydrolysis, and transesterification of fats. During saponification, glycerine
is exposed to caustics (NaOH or KOH) before recovery in spent lye and in a brine solution. During
hydrolysis and transesterification, it is exposed to the high temperatures and pressures of these
processes. Glycerine then undergoes various pretreatment, refining, and post-refining operations.
The Production and Processing of Certain Tallow-derived Oleochemicals
66 August 1,1997
Summary of Mean Minimum Reported Temperatures and Residence Time
Process/Operation
I Hydrogenation I 203.7
Mean Minimum Temperature, "C
Performed on Animal Fats Fat Splitting or Hydrolysis 248.9
Transesterification
Saponification
Performed on Fatty Acids Distillation, incl. Fractionation
I Distillation I 139.0
-
n.a.
78.5
234.3
Hydrogenation
Separation
Esterification
Performed on Glycerine Pretreatment of Crude
188.5
n.a.
n.a.
88.7
Method of Refining n.a.
Post-refining Deodorization
In sum, SDA survey participants uniformly reported the use of tallow and other animal fat
feedstocks derived from animals native to the United States. This selective fat sourcing plus the
rigorous and controlled operating conditions employed in processing animal fats assure that the fatty
acids, fatty alcohols, esters, soap, and glycerine produced by the SDA survey participants meet the
highest standards of purity and safety and pose no risk of BSE infectivity.
Lowest Reported Temperature, "C
50- 150
Mean Minimum Residence Time
in Minutes
n.a.= not available or not applicable.
The Production and Processing of Certain Tallow-derived Oleochemicals
6 7 August 1,1997
References
Footnotes
1.56 FR 6 3863,56 FR 63869. 2. The Safety of Tallow Derivatives with Respect to Spongiform Encephalopathy, The European
Oleochemicals & Allied Products Group, Avenne E. Van Nieuwenhuyse 4, Btel, B-1160 Brussels, 4Ih May 1997 p.6.
3. Wd p.6 4. Wd p.5
General References
1. Swern, Daniel, Ed., Bailey's Industrial Oil and Fat Products, 4th Edition, John Wiley & Sons, New York, New York, 1982, Vol. 1, 1-1 14; Vol. 2, 1-124.
2. Hui, Y.H., Ed., Bailey's Industrial Oil and Fat Products, 5th Edition, John Wiley & Sons, New York, New York, 1996, Vol. 5, 1-72.
3. Pattison, E. S., Ed., Fatty Acids and Their Industrial Applications, Marcel Dekker, Inc., New York, New York, 1968, 1-62.
4. Dieckelmann, G. And Heinz, H. J., The Basics of Industrial Oleochemistry: A Comprehensive Survey of Selected Technologies Based on Natural Oils and Fats, Oleochemical Consulting International, Mulheim (Ruhr)-Saarn, Germany, September 1988, 13-1 8,30-80,82- 102.
5. Jungermann, E., Ed., Glycerine: A Key Cosmetic Ingredient, Marcel Dekker, Inc., New York, New York, 1991, 15-46.
6. Feairheller, S. H., "Raw Material Supplies of Animal Fats," Proceedings: world Conference on Oleochemicals into the 21st Century, American Oil Chemists' Society, Champaign, Illinois, 1990, 105-1 10.
7. Peters, R., "Survey and Natural Alcohols Manufacture," Kirk - Other Encyclopedia of Chemical Technology, 4th Edition, Ed. Kroschwitz, J.I. and Howe-Grant, M., John Wiley & Sons, New York, New York, Vol. 1 (1991).
8. World Health Organization, Veterinary Public Health Unit, Report of a WHO Consultation on Public Health Issues Related to Human & Animal Transmissible Spongiform Encephalopathics, Geneva, 17-19 May 1995. Publication WI-IOICDSNPW95.145.
Statistical Data on Animal Fats
1. U.S. Bureau of the Census, Current Industrial Reports, Series WOK, "Fats and Oil," Washington, D.C., monthly and annually, production, stocks, and consumption statistics.
2. U.S. Bureau of the Census, U. S. Imports for Consumption, Series IM145, monthly and cumulative year-to-date import statistics.
3. U.S. Bureau of the Census, U. S. Exports of Domestic and Foreign Merchandise,, Series EM545, monthly and cumulative year-to-date import statistics.
The Production and Processing of Certain Tallow-derived Oleochemicals
68 August 1,1997
Appendix A
Production of Certain Tallow-derived Oleochernicals: Processing Conditions and Controls and In- process Testing for Purity Survey:
1. Survey questionnaire 2. Survey instructions
Survey
Processing Conditions and Controls and In-process Testing for Purity in the Production of Certain Tallow-Derived Oleochemicals*
(*fatty acids. glycerine. soap saponified from triglycerides. fatty alcohols. and esters)
Instructions & Comments
Introduction The Soap and Detergent Association (SDA), Oleochemical Division, is conducting this
survey among North American producers of fatty acids. glycerine. soap made by direct saponification of triglycerides, fatty alcohols. and esters, which are derived from bovine andlor ovine fats, i.e., tallow. and which are intended for commercial distribution or use. The objective is to gather data on the type and origin of the animal feedstocks. processing conditions and controls. and in-process testing for purity to help respond to U. S. Food and Drug Administration (FDA) queries about the safety of these materials.
The FDA has expressed concerns about the safety of medicinal. cosmetic and other products which contain components derived from ovine and bovine sources, including tallow, but lacks appropriate information by which to assess risk. FDA's attention is centered on the possible transmissibility of bovine spongiform encephalopathies (BSE) across species because the Agency wants to avoid duplication of the European BSE experience. The survey results will document the operating conditions under which animal fats are processed into basic oleochemicals and will assist the preparation of an industry comment to FDA on the safety of oleochemicals as produced in North America FDA has been informed that this survey is being carried out. Although FDA has not set any deadline date, the Agency does expect to be kept regularly apprised of the progress being made in gathering the survey data and preparing the comment.
Individual company data supplied in this survey will be handled with the strictest confidence. Completed survey questionnaires are to be sent directly to Alan S. Ward. SDA General Counsel. for tabulation, using the numbered inner envelope and the stamped, self-addressed outer carrier envelope.
Instructions & Comments 1. Deadline- Please supply your completed questionnaire before December 15,1996, so that this
project may be completed in a timely manner. If you are unable to comply with this deadline. please contact SDA General Counsel Alan S. Ward at (202) 86 1 - 15 15 (Baker & Hostetler, 1050 Connecticut Avenue. N.W.. Suite 1100, Washington. D. C. 20036). Use the self-addressed stamped envelope supplied with this reporting form to mail your completed questionnaire
2. Definition of North America -- For purposes of this survey, North America is defined as the United States. Canada. and Mexico. Therefore, the data you provide to this survey should also include information about the processing of fatty acids. glycerine, soap saponified directly from triglycerides, fatty alcohols, and esters at all the plants your company operates in these countries.
SDA Oleochemical Division Survey Certain Tallow-Derived Oleochemicals Instructions & Comments Processing Conditions and Controls
2
Including information about processing conditions at your plants in Canada and Mexico is especially imponant if your company impons the products made there into the United States.
3. Survey Coverage -- This survey pertains only to certain oleochemicals. which are produced fiom animal fats and which are intended for commercial distribution or use. Covered products that are experimental or are made only on a laboratory-scale should excluded from your report.
4. Reporting Form & Procedures -- The reporting form or questionnaire is organized into the four (4) sections. as detailed below. Survey participants that produce any of the oleochemicals listed in Section 2. from animal fats should complete Sections 1. through 3. plus those subparts of Section 4. which relate to their processing operations. Those using vegetable oil feedstocks exclusively should complete only Sections 1. through 3. Users of animal fathegetable oil feedstock blends should complete all applicable subparts of Section 4. for the animal fat portion of the blends. See page 4. of these Instructions and Comments for a quick overview of the reporting form and for the pages on which the various sections of the form and their subparts can be found.
Section 1. OleochemicaI Producer Information -- company name and address and name, fax and telephone numbers of the contact filling out the questionnaire.
Section 2. Oleochemicals Produced - types of oleochemicals covered by the survey which the reporting company produces from animal fats andlor vegetable oils. Ifyour company produces none of tlte oleocltemicals covered in tlrb survey, please complete Section I . and Section 2. and mail yotir reporting form to SDA General Counsel, Alan S. Ward.
Section 3. Animal Fats andlor Vegetable Oils Used as Feedstocks -- the animal tissue type (e.g., rendered fat. tallow), animal species, and the country of origin. Strictly speaking, rendered fat or tallow is not a tissue. For purposes of this survey, i t is described as such to be consistent with the European Commission's official risk assessment which categorizes animal tissues by type and level of potential risk of transmissibility of infectivity. This assessment classified rendered animal fats into the tissue grouping with the lowest risk.
Section 4. Processing, Processing Conditions, Controls, Testing for Purity -- type of processing and processing conditions, process controls, in-process testing to control purity, categorized by kind of material undergoing the operation.
Some participating companies may have more than one producing location or more than one plant with the same equipment types. These companies, at their option. may supply consolidated data as a range, r.g., 200°C - 250°C. or may prepare a separate report on each plant or processing equipment of the same type. In those cases, however, where the same processing operation is carried out both in batches and continuously (e.g., batch fat splitting and continuous
SDA Oleochemical Division Survey Certain Tallow-Derived Oleochemicals Instructions & Comments Processing Conditions and Controls
3
countercurrent fat splitting) by the same reporting company, a separate report should be supplied on different sheets for each mode to assist accurate data tabulation. Likewise. when reporting hydrogenation of fatty acids and esters of fatty acids. please note that each kind of hydrogenation shottld be reported separately on diferent sheets. also for reasons of accuracy. For separate reporting, simply copy the appropriate subpart of Section 4. of the blank reporting form and fill in your data.
Section 4.2 asks you to specifi "other" processing operations that your company may perform. Any such "other" operation should be reported in Section 4.15. To report multiple "other" processing operations, please copy the blank Section 4.15 form as many times as needed.
Please note that each page of your reporting form bears the code number assigned to your company, so that your reports cannot be confused with that of another participant.
5. Reporting Units To Be Used -- The units specified below are believed to reflect customary processing practices, but if your company uses another system of measurement, please be sure to so indicate on your report.
Pressure -- pounds per square inch (psi) or rnm Hg as noted on the reporting form. Temperature -- degrees centigrade (Celsius)
4. Definition of Full and Partial Hydrogenation -- these definitions are given because hydrogenation is a process that can be carried out under varying conditions to achieve varying product objectives. For purposes of this survey, hydrogenation is categorized as full or partial to reflect the capabilities of equipment and how it may be used. These definitions are provided to assist reporting of data.
hydrogenation - process and equipment for the primary purpose of adding hydrogen to reduce unsaturation. Full is hydrogenation that achieves a final IV of 10 or less in a single pass on a feedstock of t d o w or t d o w fatty acid. Partial refers to any hydrogenation which does not meet the definition offull hydrogenation. Hydrogenation which is carried out for reasons other than increasing the degree of saturation should be reported as partial.
See nert page for overview of the reporting form and for the page numbers of the sections and subparts of sections of the form
SDA Oleochemical Division Survey Instructions & Comments
Certain Tallow-Derived Oleochemicals Processing Conditions and Controls
4
Section and Section Subpart bv Number:
1 . Oleochemical Producer Information
2. Oleochemical Products
3. Animal Fats andlor Vegetable Oils Used as Feedstocks
4.1 Pretreatment of Fats to Remove Impurities
4.2 Operations Performed in Processing
4.3 Fat Splitting (Hydrolysis of Triglycerides)
4.4 Hydrogenation of Triglycerides
4.5 Transesterification of Triglycerides
4.6 Saponification of Triglycerides
4.7 Distillation of Fatty Acids. Including Fractionation
4.8 Hydrogenation of Fatty Acids (and Esters of Fatty Acids)
4.9 Separation of Fatty Acids
4.10 Esterification of Fatty Acids
4.1 1 Pretreatment of Glycerine
4.12 Distillation of Glycerine
4. I3 Ion Exchange Method of Refining Glycerine
4.14 Post-refining Deodorization of Glycerine
4.15 Other Processes
Reporting Form m e Nu&
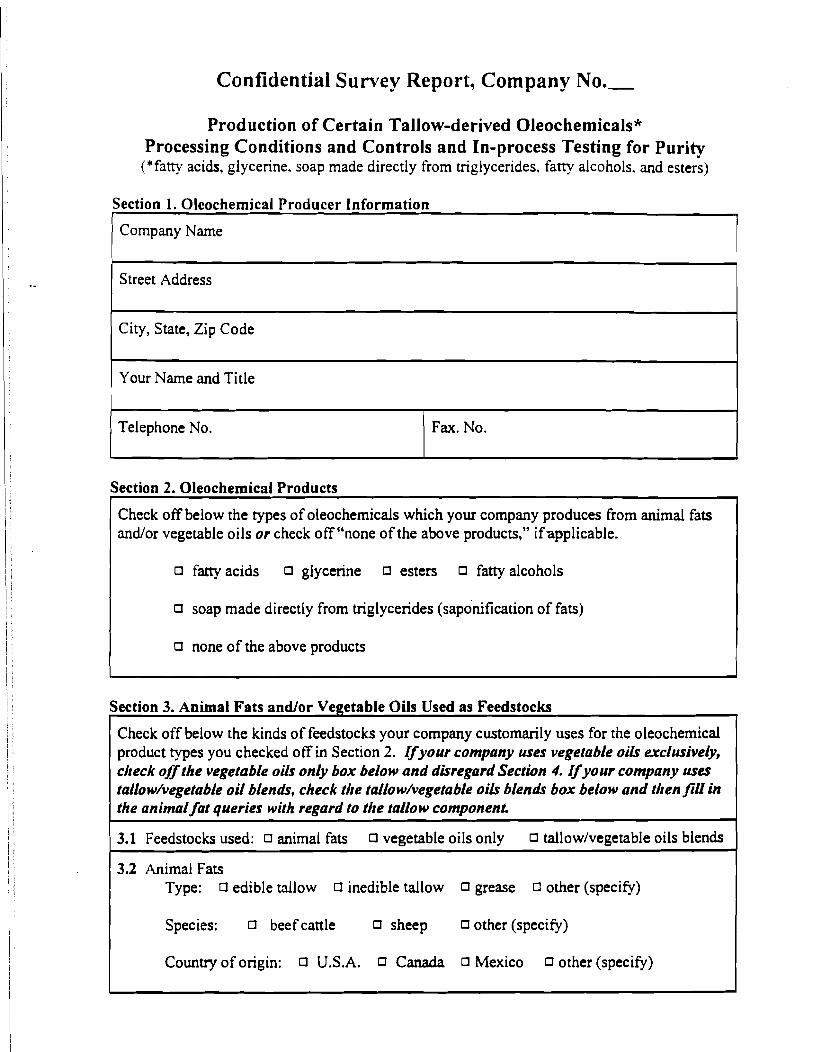
Confidential Survey Report, Company No.-
Production of Certain Tallow-derived Oleochemicals* Processing Conditions and Controls and In-process Testing for Purity ('fatty acids, glycerine. soap made directly from triglycerides. fatty alcohols. and esters)
Section 1. Oleochemical Producer Information 1
Company Name
Street Address
I City, State, Zip Code
1 Your Name and Title I
Section 2. Oleochemical Products
Telephone No.
Check off below the types of oleochemicals which your company produces from animal fats andlor vegetable oils or check off "none of the above products," ifapplicable.
Fax. No.
0 fatty acids 0 glycerine esters 0 fatty alcohols
0 soap made directly from triglycerides (saponification of fats)
0 none of the above products
Section 3. Animal Fats and/or Vegetable Oils Used as Feedstocks f
Check off below the kinds of feedstocks your company customarily uses for the oleochemical product types you checked off in Section 2. I/your company uses vegetable oils exclusively, clieck oflthe vegetable oils only box below and disregard Section 4. I/your company uses tailow/vegetable oil blends, check tlie tallow/vegetable oils blends box below and then fill in the animal fat queries with regard to tlze tallow component.
3.1 Feedstocks used: animal fats 0 vegetable oils only 0 tallow/vegetable oils blends
3.2 Animal Fats Type: 0 edible tallow 0 inedible tallow 0 grease U other (specify)
Species: 0 beef cattle 0 sheep 0 other (specify)
Country of origin: 0 U.S.A. a Canada Mexico other (specify)
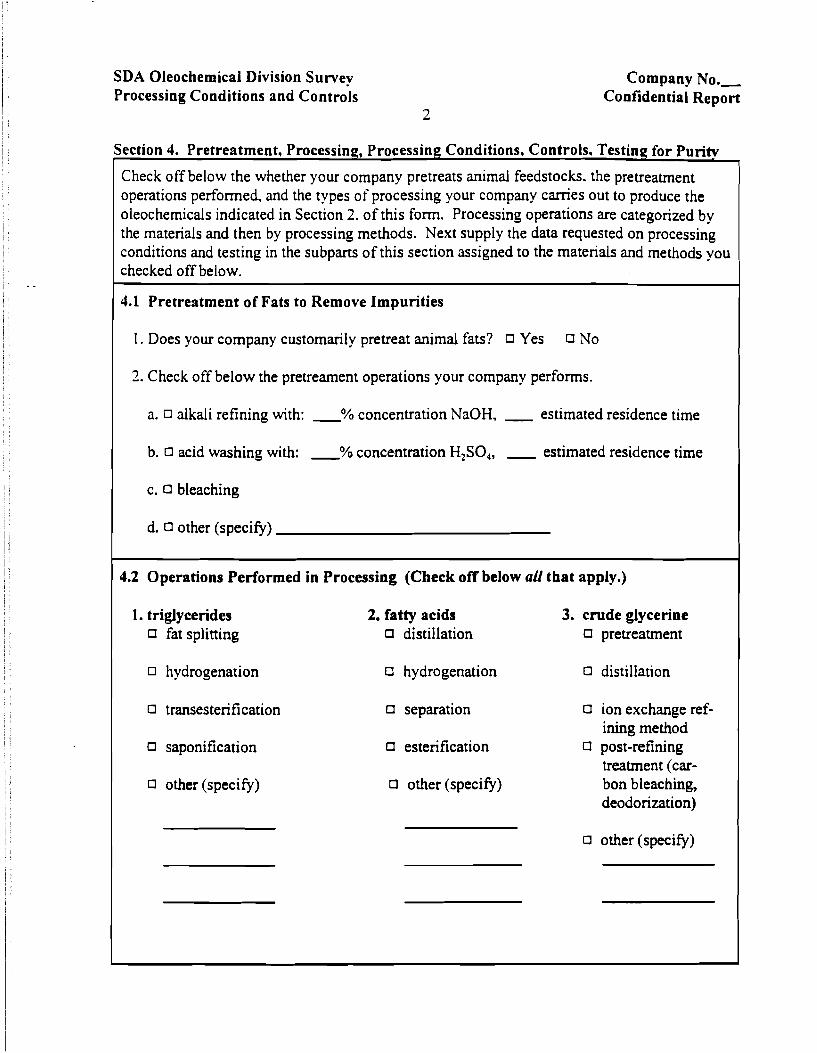
SDA Oleochemicai Division Survey Processing Conditions and Controls
2
Company No.- Confidential Report
Section 4. Pretreatment, Processing, Processing Conditions, Controls, Testing for Purity
Check off below the whether your company pretreats animal feedstocks. the pretreatment I operations performed, and the types of processing your company carries out to produce the oleochemicals indicated in Section 2. of this form. Processing operations are categorized by the materials and then by processing methods. Next supply the data requested on processing conditions and testing in the subparts of this section assigned to the materials and methods you checked off below.
4.1 Pretreatment of Fats to Remove Impurities
1. Does your company customarily pretreat animal fats? Yes 0 No
2. Check off below the pretreament operations your company performs.
a. alkali refining with: - % concentration NaOH, - estimated residence time
b. acid washing with: - % concentration H,SO,, - estimated residence time
c. 0 bleaching
d. other (specify)
4.2 Operations Performed in Processing (Check off below alf that appiy.)
1. triglycerides fat splitting
2. fatty acids 3. crude glycerine 0 distillation 0 pretreatment
hydrogenation hydrogenation distillation
transesterification
0 saponification
CI other (specify)
separation ion exchange ref- ining method
0 esterification 0 post-refining treatment (car-
0 other (specify) bon bleaching, deodorization)
0 other (specify)
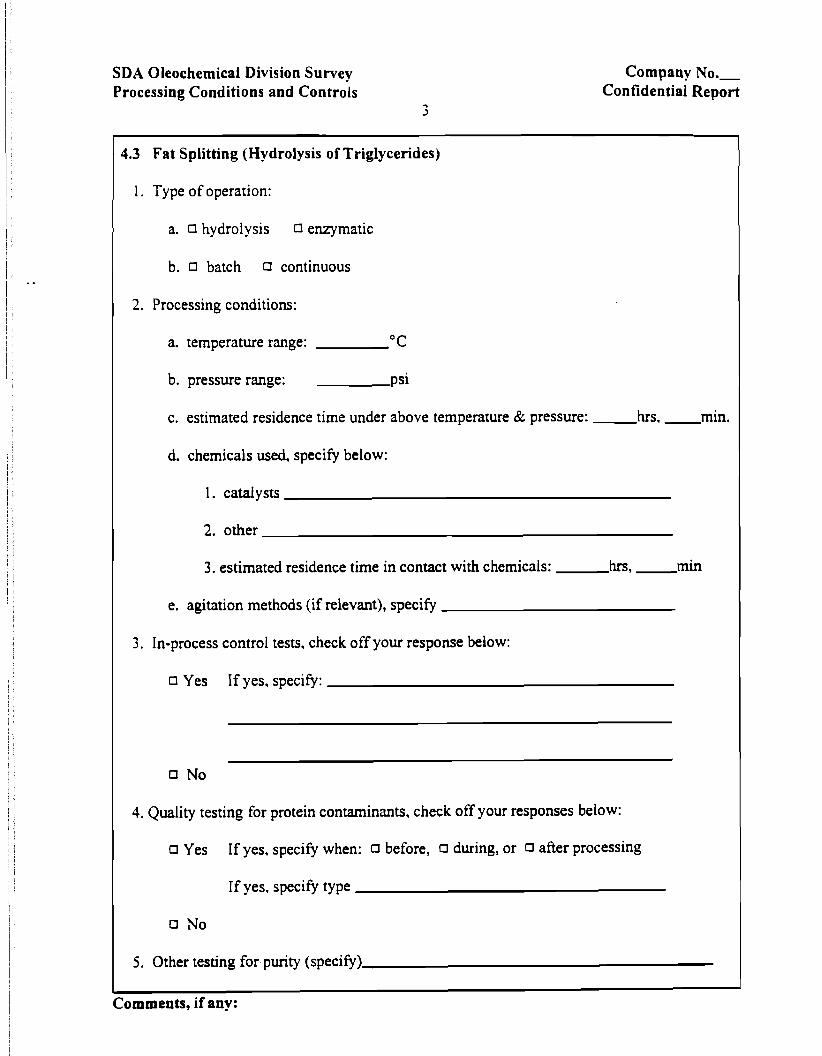
SDA Oleochemical Division Survey Processing Conditions and Controls
Company No.- Confidential Report
4.3 Fat Splitting (Hydrolysis of Triglycerides)
1. Type of operation:
a. 0 hydrolysis 0 enzymatic
b. batch continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used, specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, m i n
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
o Yes If yes, specify:
4. Quality testing for protein contaminants, check off your responses below:
0 Yes If yes, specify when: 0 before, 0 during, or 0 after processing
If yes, specify type
5. Other testing for.purity (specify)
L I
Comments, if any:
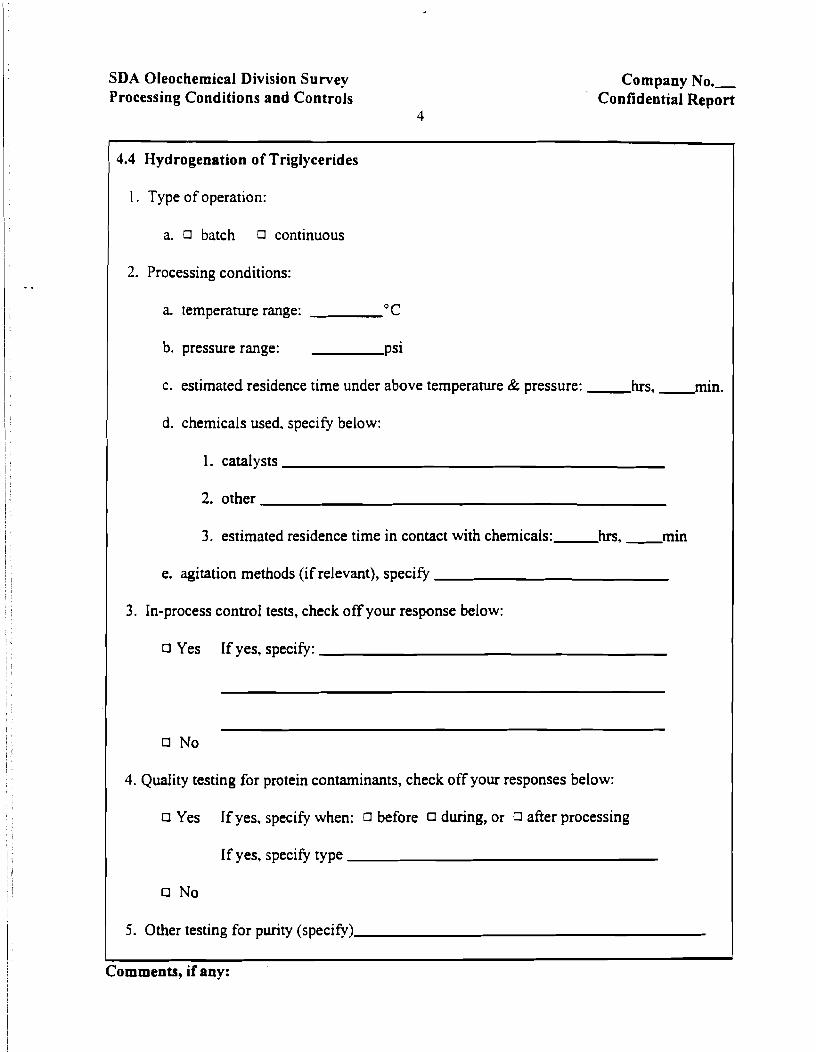
SDA Oleochemical Division Survey Processing Conditions and Controls
4
Company No.- Confidential Report
4.4 Hydrogenation of Triglycerides
1. Type of operation:
a. a batch a continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used. specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
0 Yes If yes, specify:
o No
4. Quality testing for protein contaminants, check off your responses below:
a Yes If yes, specify when: a before a during, or a after processing
If yes, specify type
a NO
5. Other testing for purity (specify)
Comments, if any:
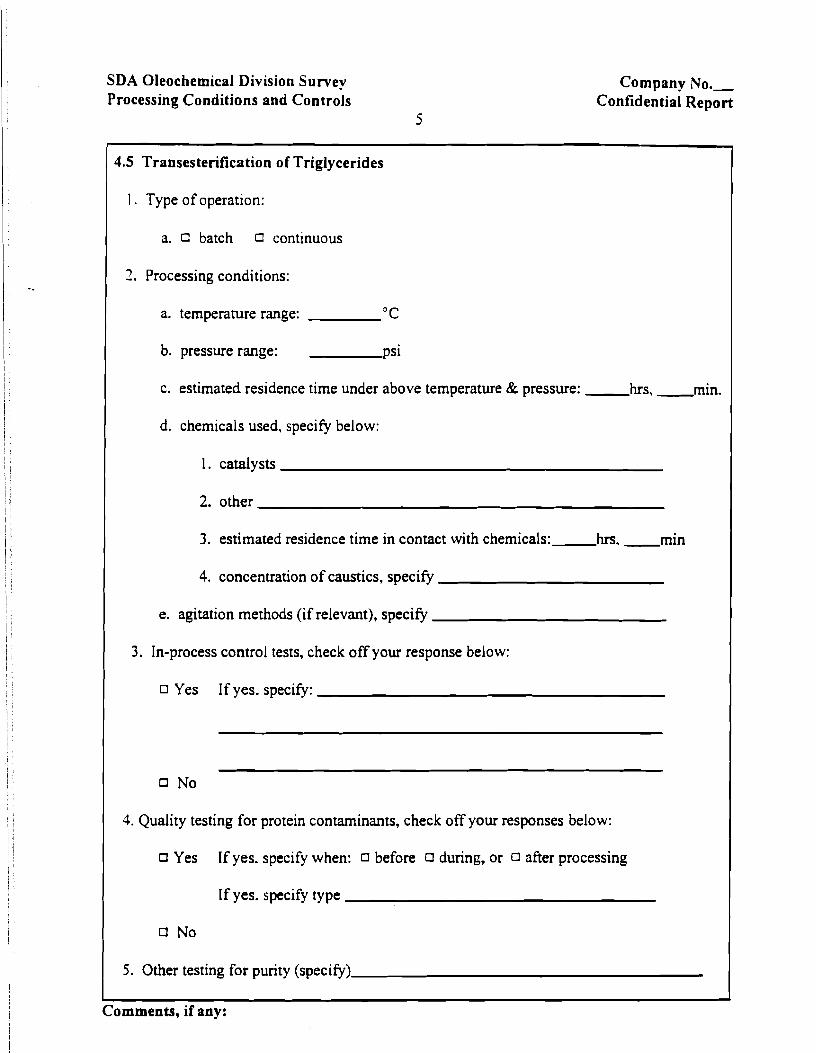
SDA Oleochemical Division Survey Processing Conditions and Controls
5
Company No.- Confidential Report
, 4.5 Transesterification of Triglycerides
1 . Type of operation:
a. batch continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used, specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
4. concentration of caustics, specify
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
U Yes If yes. specify:
a No
4. Quality testing for protein contaminants, check off your responses below:
a Yes If yes. specify when: U before a during, or a after processing
If yes. specify type
a No
5. Other testing for purity (specify)
Comments, if any:
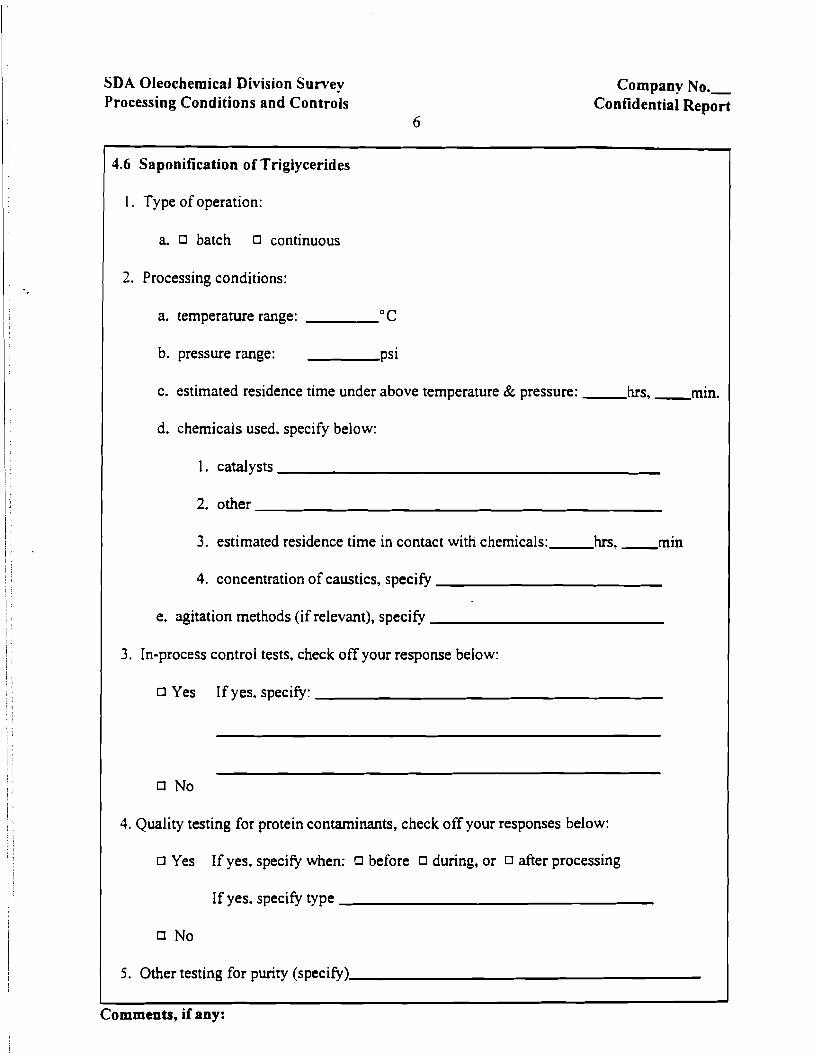
SDA Oleochemical Division Survey Processing Conditions and Controls
Company No.- Confidential Report
4.6 Saponification of Triglycerides
1. Type of operation:
a U batch continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used. specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
4. concentration of caustics, specify
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
0 Yes If yes. specify:
o No
4. Quality testing for protein contaminants, check off your responses below:
0 Yes If yes. specify when: 0 before U during, or 0 after processing
If yes. specify type
No
5. Other testing for purity (specify)
Comments, if any:
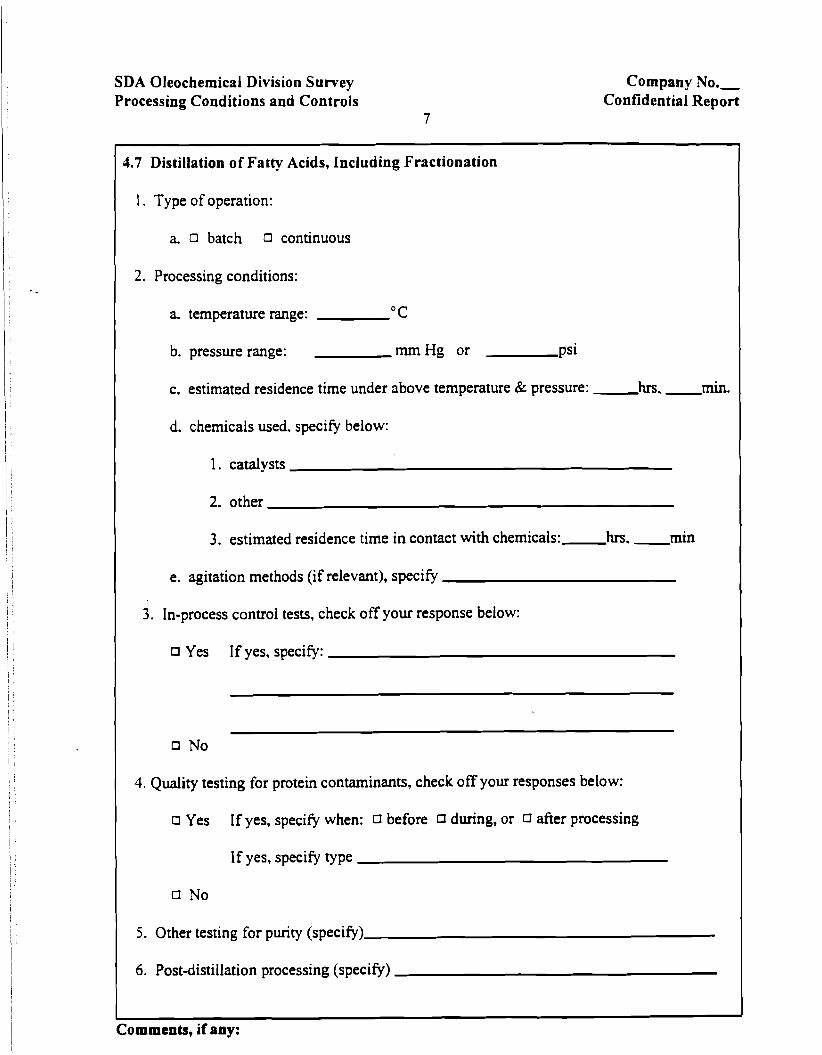
SDA Oleochemical Division Survey Processing Conditions and Controls
7
Company No.- Confidential Report
4.7 Distillation of Fatty Acids, Including Fractionation
1. Type of operation:
a 0 batch 0 continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: mm Hg or psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used. specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs. min
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
Yes If yes, specify:
No
4. Quality testing for protein contaminants, check off your responses below:
CI Yes If yes, specify when: 0 before 0 during, or U after processing
If yes, specify type
0 No
5. Other testing for purity (specify)
6. Post-distillation processing (specify)
Comments, if any:
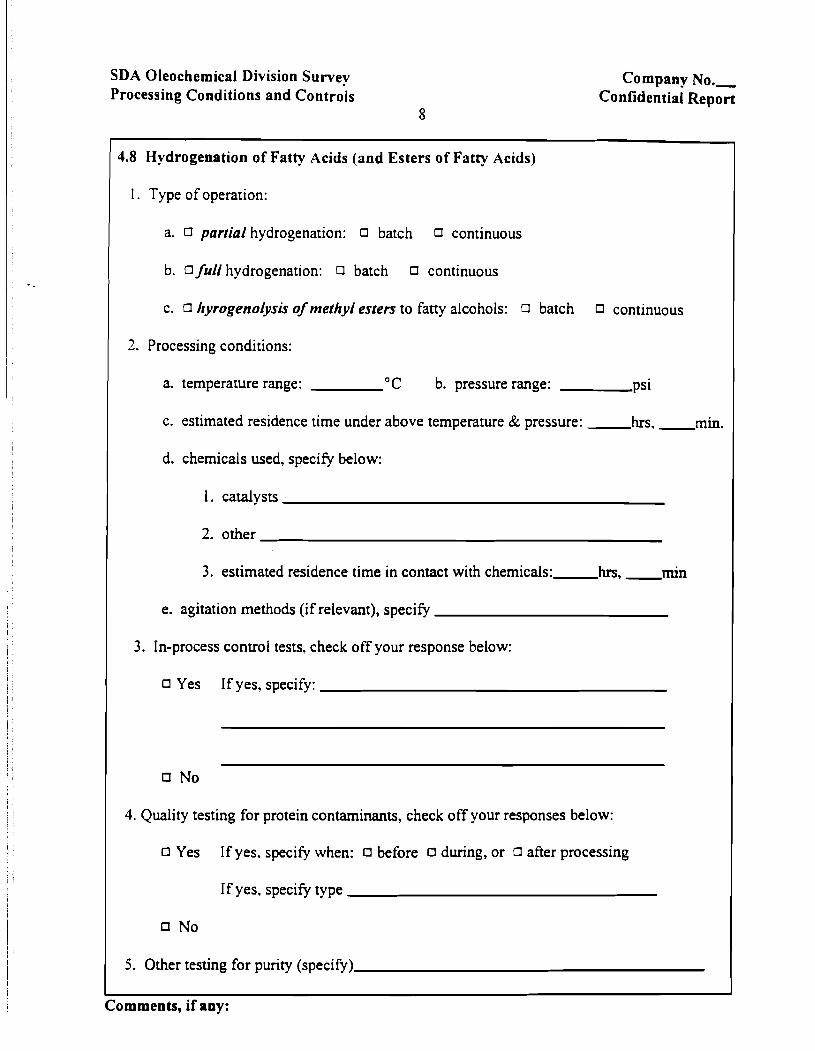
SDA Oleochemical Division Survey Processing Conditions and Controls
Company No.- Confidential Report
4.8 Hydrogenation of Fatty Acids (and Esters of Fatty Acids)
1. Type of operation:
a. 0 partial hydrogenation: 0 batch 0 continuous
b. 0 full hydrogenation: 0 batch 0 continuous
c. l~yrogenolysis of methyl esters to fatty alcohols: 0 batch 0 continuous
2. Processing conditions:
a. temperature range: "C b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used, specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
a Yes If yes, specify:
a No
4. Quality testing for protein contaminants, check off your responses below:
a Yes If yes. specify when: a before a during, or 0 after processing
If yes, specify type
a No
5. Other testing for purity (specify)
Comments, if any:
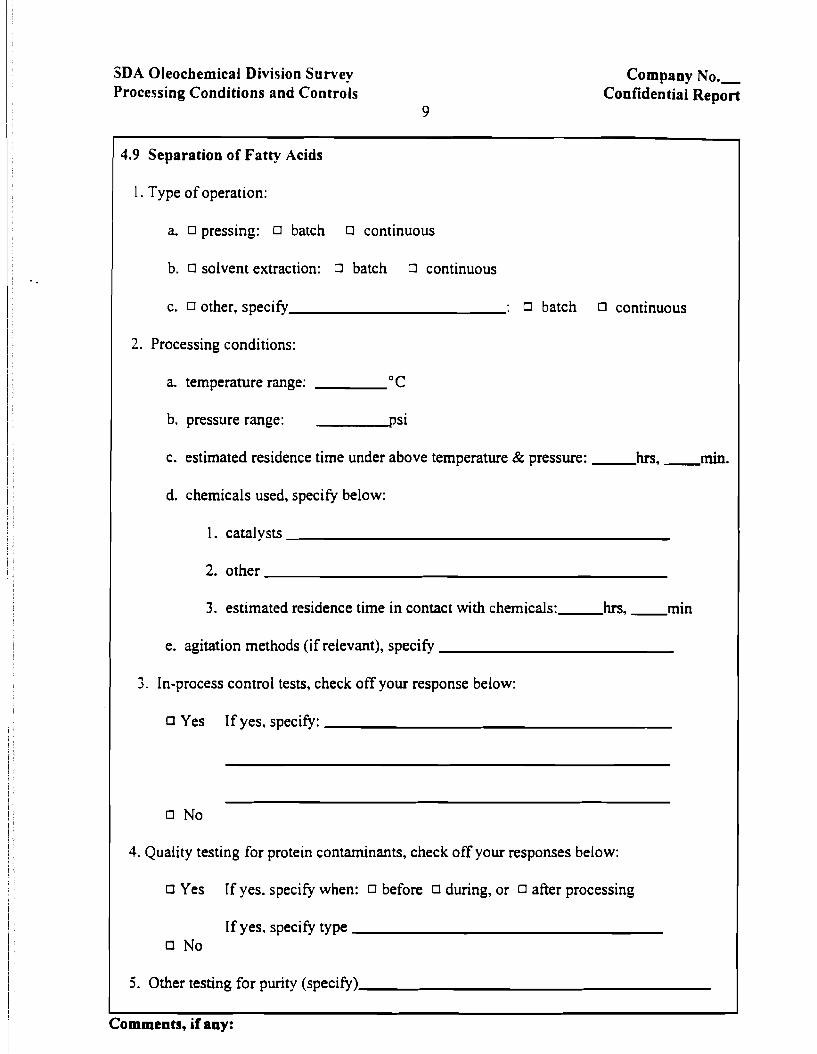
3DA Oleochemical Division Survey Processing Conditions and Controls
Company No.- Confidential Report
4.9 Separation of Fatty Acids
1. Type of operation:
a a pressing: a batch U continuous
b. u solvent extraction: batch continuous
c. a other, specify : n batch continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used, specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, rnin
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
0 Yes If yes, specify:
4. Quality testing for protein contaminants, check off your responses below:
0 Yes If yes. specify when: a before n during, or a after processing
If yes. specify type 0 No
5 . Other testing for purity (specify)
Comments, if any:
SDA Oleochemical Division Survey Processing Conditions and Controls
Company No.- Confidential Report
4.10 Esterification of Fatty Acids
1. Type of operation:
a. batch continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, rnin.
d. chemicals used, specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, rnin
4. concentration of caustics, specify
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
Yes If yes, specify:
a No
4. Quality testing for protein contaminants, check off your responses below:
0 Yes If yes, specify when: before during, or U after processing
If yes. specify type
No
5. Other testing for purity (specify)
Comments, if any:
5DA Oleochemical Division Survey Processing Conditions and Controls
11
Company No.- Confidential Report
-
4.11 Pretreatment of Crude Glycerine
1. Type of operation:
a a batch a continuous
2. Processing conditions:
a temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: h r s , min.
d. chemicals used. specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
4. concentration of caustics, specify
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
1 Yes If yes, specify:
4. Quality testing for protein contaminants, check off your responses below:
Yes If yes. specify when: a before a during, or after processing
If yes, specify type 0 No
5. Other testing for purity (specify)
Comments, if any:
SDA Oleochemical Division Survey Processing Conditions and Controls
12
Company No.- Confidential Report
4.12 Distillation of Glycerine
1 . Type of operation:
a. O batch a continuous
2. Processing conditions:
a temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs. min,
d. chemicals used, specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
Yes If yes, specify:
a No
4. Quality testing for protein contaminants, check off your responses below:
a Yes If yes, specify when: before a during, or after processing
If yes. specify type
No
5. Other testing for purity (specify)
Comments, if any:
3DA Oleochemical Division Survey Processing Conditions and Controls
13
Company No.- Confidential Report
4.13 Ion Exchange method of Refining Glycerine
1. Type of operation:
a. batch 0 continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used. specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs. min
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
Yes If yes. specify:
No
4. Quality testing for protein contaminants, check off your responses below:
Yes If yes, specify when: 0 before 0 during, or after processing
If yes, specify type
No
5. Other testing for purity (specify)
I I
Comments, if any:
SDA Oleochemical Division Survey Processing Conditions and Controls
14
Company No.- Confidential Report
4.14 Post-refining Deodorization of Glycerine
1. Type of operation:
a. batch continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used. specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
0 Yes If yes, specify:
4. Quality testing for protein contaminants, check off your responses below:
0 Yes If yes, specify when: 0 before 0 during, or U after processing
If yes. specify type
o No
5. Other testing for purity (specify)
Comments, if any:
SDA Oleochemical Division Survey Processing Conditions and Controls
Company No.- Confidential Report
' 4.15 Other Processes (specify)
1. Type of operation:
a. 0 batch 0 continuous
2. Processing conditions:
a. temperature range: "C
b. pressure range: psi
c. estimated residence time under above temperature & pressure: hrs, min.
d. chemicals used. specify below:
1. catalysts
2. other
3. estimated residence time in contact with chemicals: hrs, min
4. concentration of caustics, specify
e. agitation methods (if relevant), specify
3. In-process control tests, check off your response below:
o Yes If yes, specify:
No
4. Quality testing for protein contaminants, check off your responses below:
Yes If yes. specify when: 0 before 0 during, or 0 after processing
If yes, specify type
No
1 5. Other testing for purity (specify)
Comments, if any:
The Production and Processing of Certain Tallow-derived Oleochemicals
A ~ ~ e n d i x B
SDA member companies categorized by division membership.
69 August 1,1997
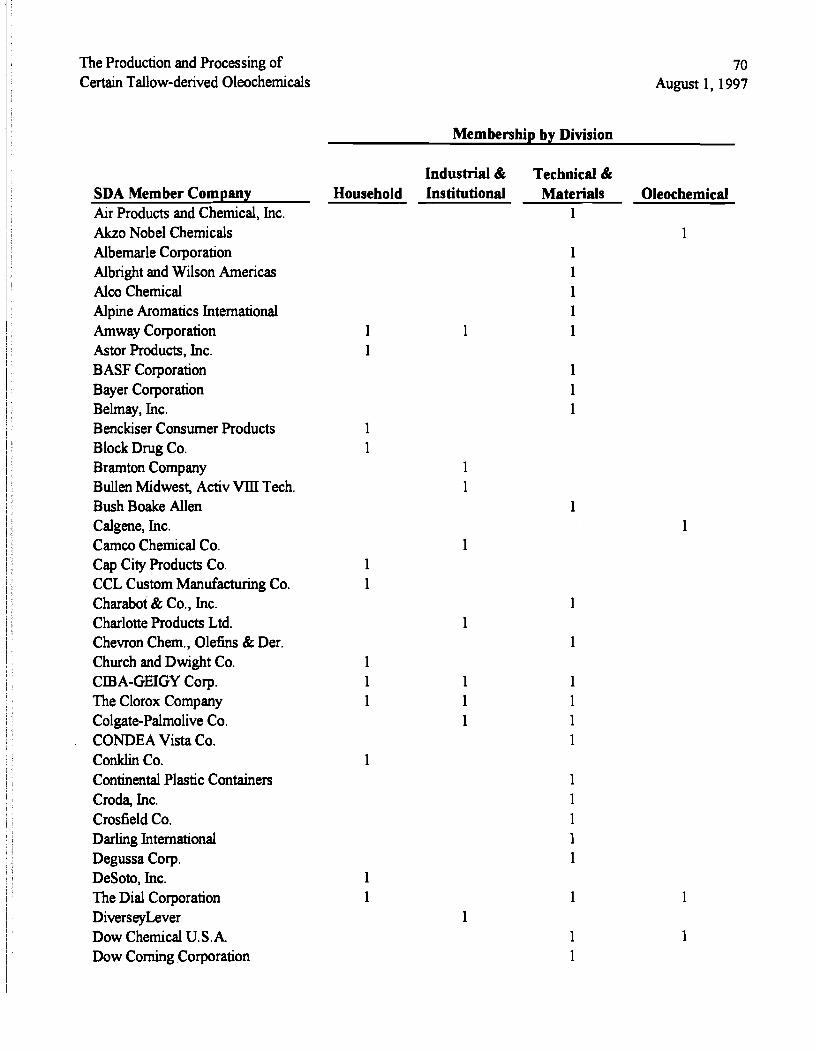
The Production and Processing of Certain Tallow-derived Oleochemicals
70 August 1, 1997
Membership by Division
1 Industrial & Technical & SDA Member Company Air Products and Chemical, Inc. Akzo Nobel Chemicals Albemarle Corporation Albright and Wilson Americas Alw Chemical Alpine Aromatics International Amway Corporation Astor Products, Inc. BASF Corporation Bayer Corporation Belmay, Inc. Benckiser Consumer Products Block Drug Co. Bramton Company Bullen Midwest, Activ VIII Tech. Bush Boake Allen Calgene, Inc. Camw Chemical Co. Cap City Products Co. CCL Custom Manufacturing Co. Charabot & Co., Inc. Charlotte Products Ltd. Chevron Chem., O l e h & Der. Church and Dwight Co. CIBA-GEIGY Corp. The Clorox Company Colgate-Palmolive Co. CONDEA Vista Co. Conklin Co. Continental Plastic Containers Croda, Inc. Crosfield Co. Darling International Degussa Corp. DeSoto, Inc. The Dial Corporation DiverseyLever Dow Chemical U. S. A. Dow Corning Corporation
Household Institutional Materials Oleochemical 1
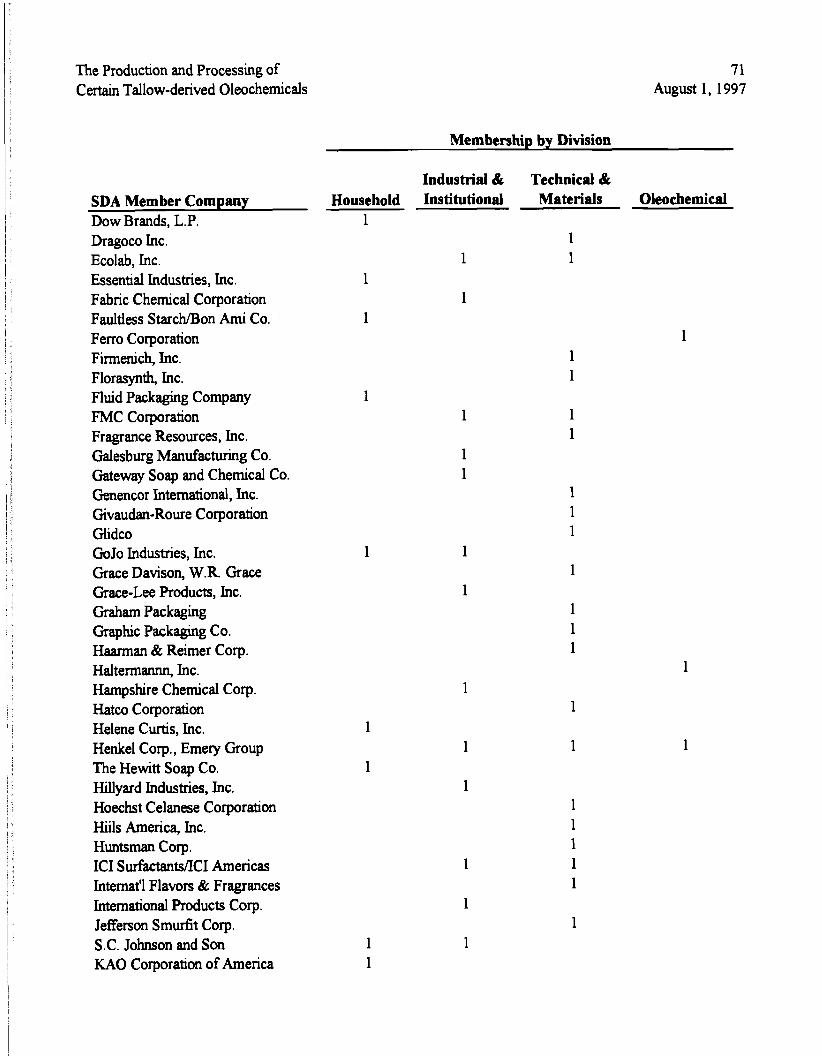
The Production and Processing of Certain Tallow-derived Oleochemicals
71 August 1, 1997
SDA Member Company
I ' Dow Brands, L.P. Dragoco Inc. Ecolab, Inc. Essential Industries, Inc. Fabric Chemical Corporation Faultless StarchlBon Arni Co. Ferro Corporation Firmenich, Inc. Florasynth, Inc. Fluid Packaging Company FMC Corporation Fragrance Resources, Inc. Galesburg Manufacturing Co. Gateway Soap and Chemical Co. Genencor International, Inc. Givaudan-Roure Corporation Glidco GoJo Industries, Inc. Grace Davison, W.R Grace Grace-Lee Products, Inc. Graham Packaging Graphic Packaging Co. Haarman & Reimer Corp. Haltermannn, Inc. Hampshire Chemical Corp. Hatco Corporation Helene Curtis, Inc. Henkel Corp., Emery Group The Hewitt Soap Co. Hillyard Industries, Inc. Hoechst Celanese Corporation Hiils America, Inc. Huntsman Corp. ICI SurfactantsACI Americas Internat'l Flavors & Fragrances International Products Corp. Jefferson Smurfit Corp.
I S.C. Johnson and Son I
! KAO Corporation of America
j
I
I
Membershin bv Division
Industrial & Technical & Household Institutional Materials Oleochemical
1 1
1 1 1
1 1
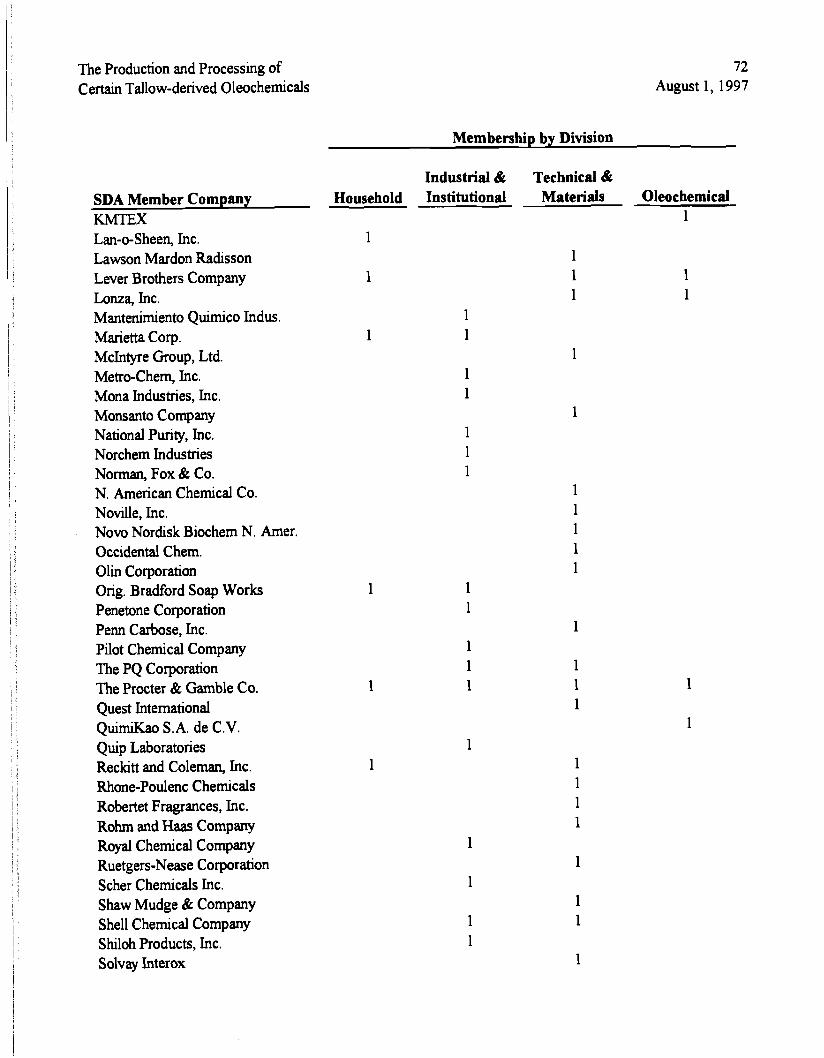
The Production and Processing of Certain Tallow-derived Oleochemicals
72 August 1,1997
Membership by Division
Industrial & Technical & Household Institutional Materials Oleochemical
1 SDA Member Company KMTEX Lan-o-Sheen, Inc. Lawson Mardon W s s o n Lever Brothers Company Loma, Inc. Mantenimiento Quimico Indus. Marietta Corp. McIntyre Group, Ltd. Metro-Chem, Inc. Mona Industries, Inc. Monsanto Company National Purity, Inc. Norchem Industries Norman, Fox & Co. N. American Chemical Co. Novllle, Inc. Novo Nordisk Biochem N. Arner. Occidental Chem. Olin Corporation Orig. Bradford Soap Works Penetone Corporation Penn Carbose, Inc. Pilot Chemical Company The PQ Corporation The Procter & Gamble Co. Quest International QuimiKao S.A. de C.V. Quip Laboratories Reckitt and Coleman, Inc. Rhone-Poulenc Chemicals Robertet Fragrances, Inc. Rohm and Haas Company Royal Chemical Company Ruetgers-Nease Corporation Scher Chemicals Inc. Shaw Mudge & Company Shell Chemical Company Shiloh Products, Inc. Solvay Interox

The Production and Processing of Certain Tallow-derived Oleochemicals
73 August 1, 1997
Mem bershir, bv Division
SDA Member Company Stahl Soap Corporation Stanson Corp. Steams - Packaging Corp. Stepan Company Stone Soap Company, Inc. RR Street & Company, Inc. Takasago International Corp. Texo Corporation Turtle Wax, Inc. Twin Rivers Technologies, L.P. Unichema North America Union Carbide Corporation U.S. Borax, Inc. USA Detergents, Inc. Valley Products Co. Witco Corporation Woburn Chemical Co. Yurna Industries
Industrial & Technical & Household Institutional Materials Oleochemical
1 1 1 1
1 1 1
1 1
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C
Survey results on in-process control and quality testing.
74 August 1,1997
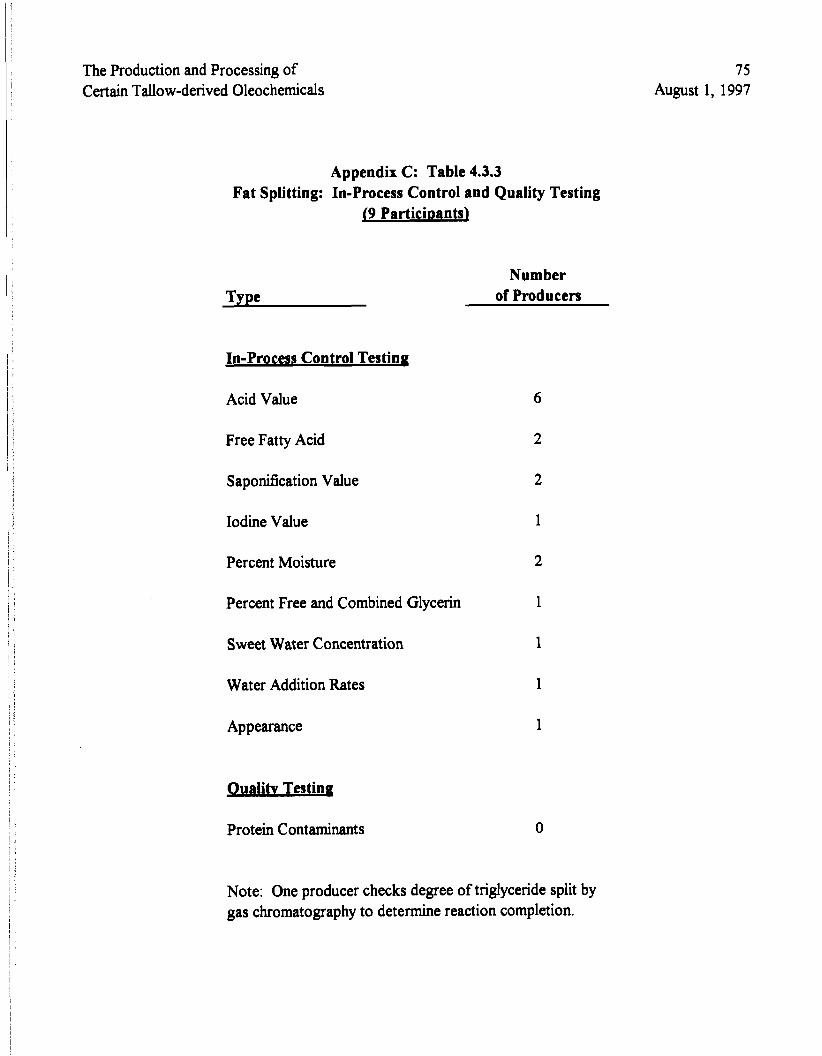
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.3.3 Fat Splitting: In-Process Control and Quality Testing
$9 Partici~ants)
Number Type of Producers
In-Process Control Testing
Acid Value
Free Fatty Acid
Saponification Value
Iodine Value
Percent Moisture
Percent Free and Combined Glycerin
Sweet Water Concentration
Water Addition Rates
Appearance 1
Oualitv Testing
Protein Contaminants
75 August 1, 1997
Note: One producer checks degree of triglyceride split by gas chromatography to determine reaction completion.
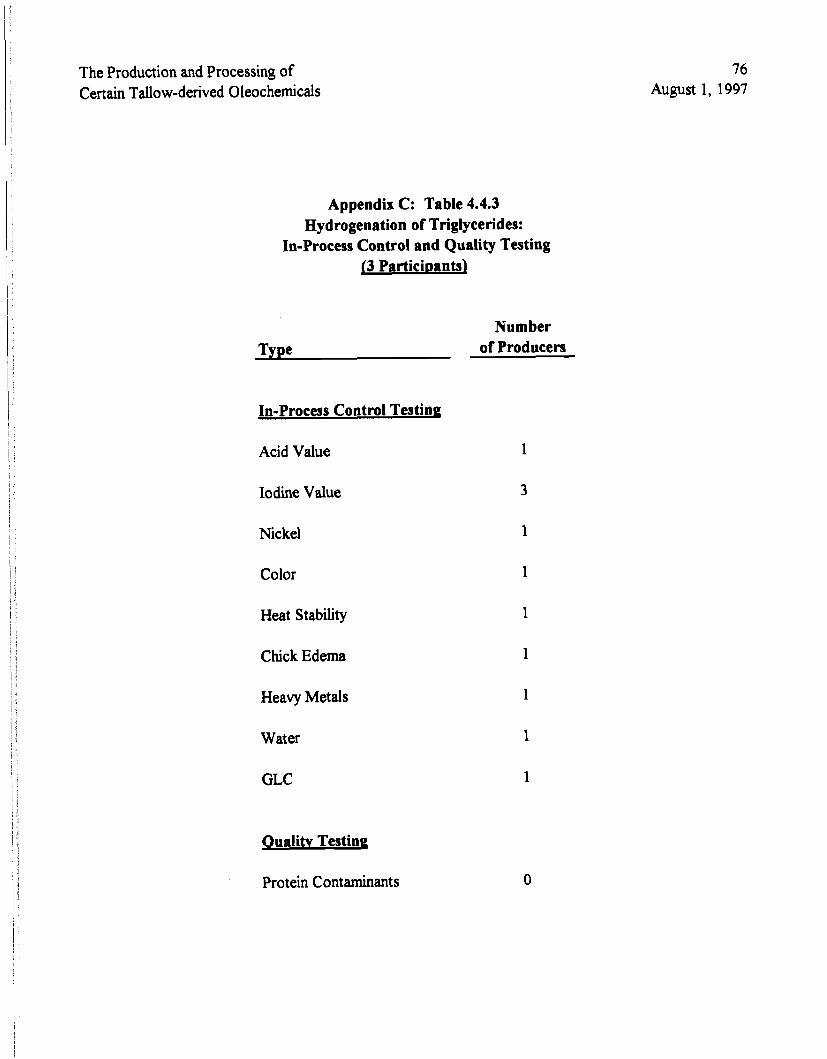
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.4.3 Hydrogenation of Triglycerides:
In-Process Control and Quality Testing J3 Partici~ants)
Number Type of Producers
In-Process Control Testing
Acid Value 1
Iodine Value 3
Nickel 1
Color 1
Heat Stability 1
Chick Edema 1
Heavy Metals 1
Water 1
GLC 1
Oualitv Testing
Protein Contaminants
76 August 1, 1997
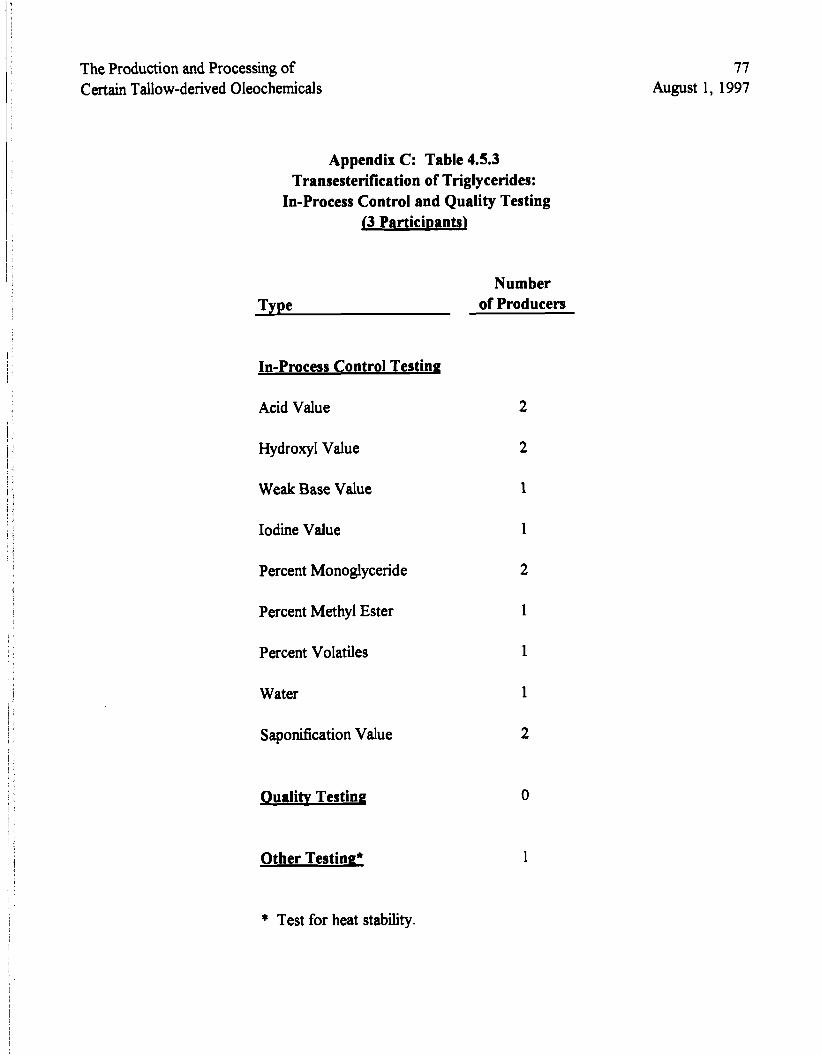
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.5.3 Transesterification of Triglycerides:
In-Process Control and Quality Testing (3 Partici~ants)
Number Type of Producers
In-Process Control Testing
Acid Value
Hydroxyl Value
Weak Base Value
Iodine Value
Percent Monoglyceride
Percent Methyl Ester
Percent Volatiles
Water
Saponification Value
Oualitv Testing
Other Testing*
77 August 1, 1997
* Test for heat stability.
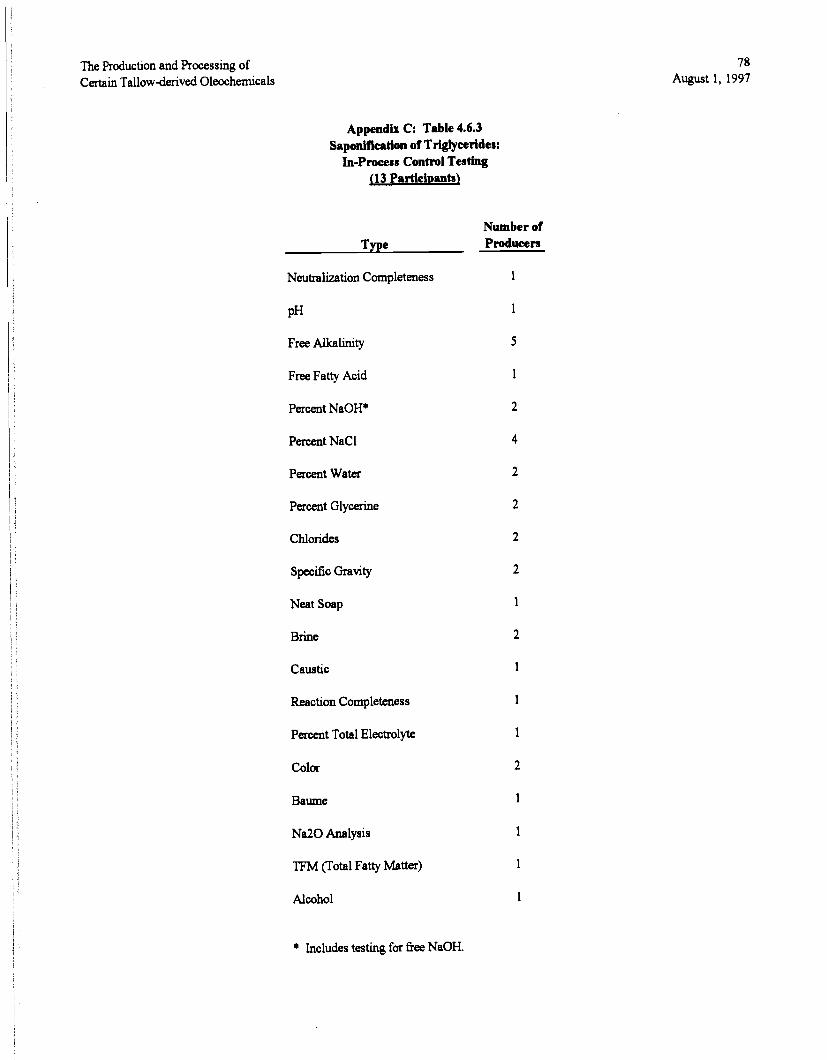
The Production and Processing of Certain Tallowderived Oleochemicals
Appendh C: Table 4.6.3 Saponification of Twcerides:
In-Process Control Testing $13 Participants)
Number of Type Producers
Neutralization Completeness 1
Free Alkalinity 5
Free Fatty Acid 1
Percent NaOH* 2
Percent NaCl 4
Percent Water
Percent Glycerine
Specific Gravity 2
Neat Soap
Brine
Caustic
Reaction Completeness 1
Percent Total Electrolyte
Color
Baume 1
Na20 Analysis 1
TFM (Total Fatty Matter) 1
Alcohol 1
78 August 1, 1997
Includes testing for fiee NaOH.
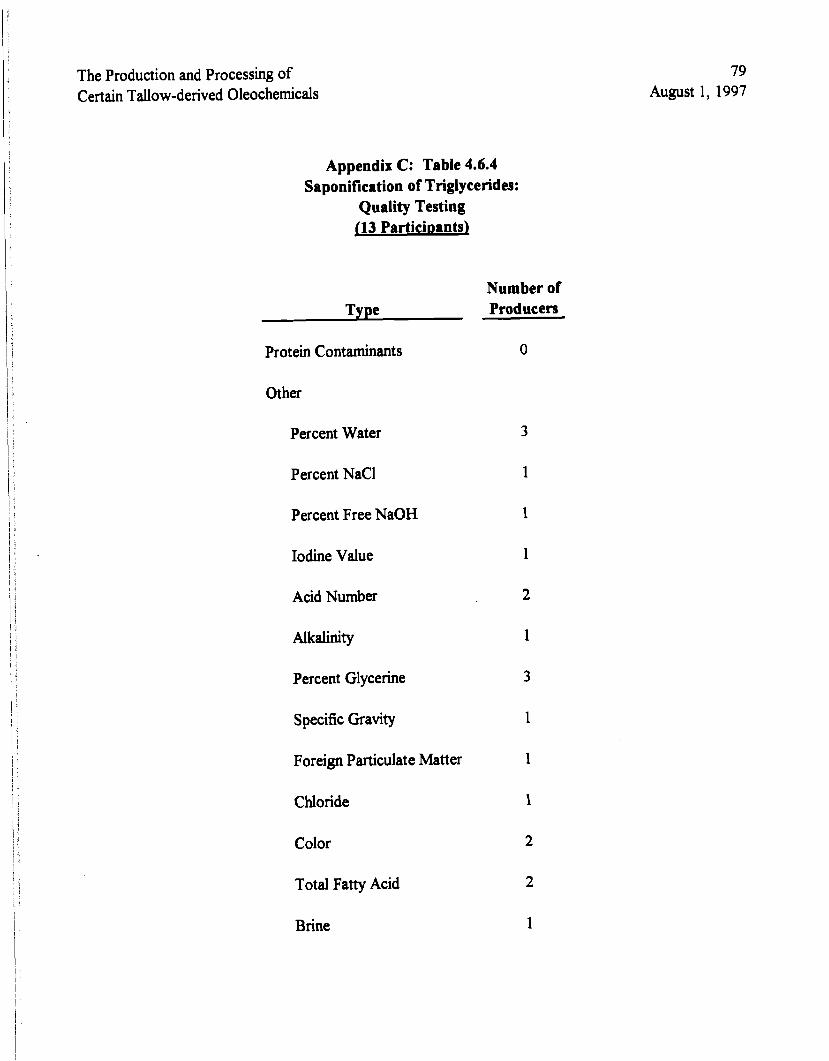
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.6.4 Saponification of Triglycerides:
Quality Testing (13 Partici~ants)
Number of Type Producers
Protein Contaminants 0
Other
Percent Water 3
Percent NaCl 1
Percent Free NaOH 1
Iodine Value 1
Acid Number 2
Alkalinity 1
Percent Glycerine 3
Specific Gravity 1
Foreign Particulate Matter 1
Chloride 1
Color 2
Total Fatty Acid
Brine 1
79 August 1, 1997
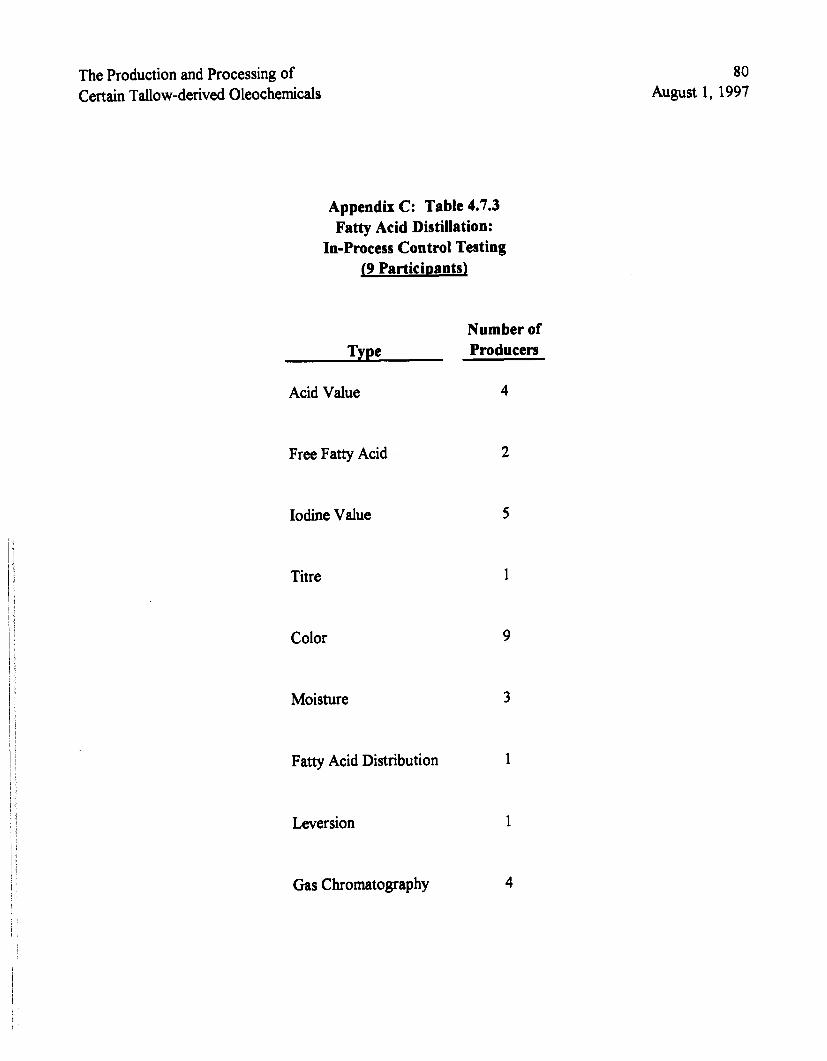
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.7.3 Fatty Acid Distillation:
In-Process Control Testing /9 Partici~ants)
Number of Type Producers
Acid Value 4
Free Fatty Acid
Iodine Value 5
Color 9
Moisture 3
Fatty Acid Distribution 1
Leversion 1
80 August 1, 1997
Gas Chromatography 4
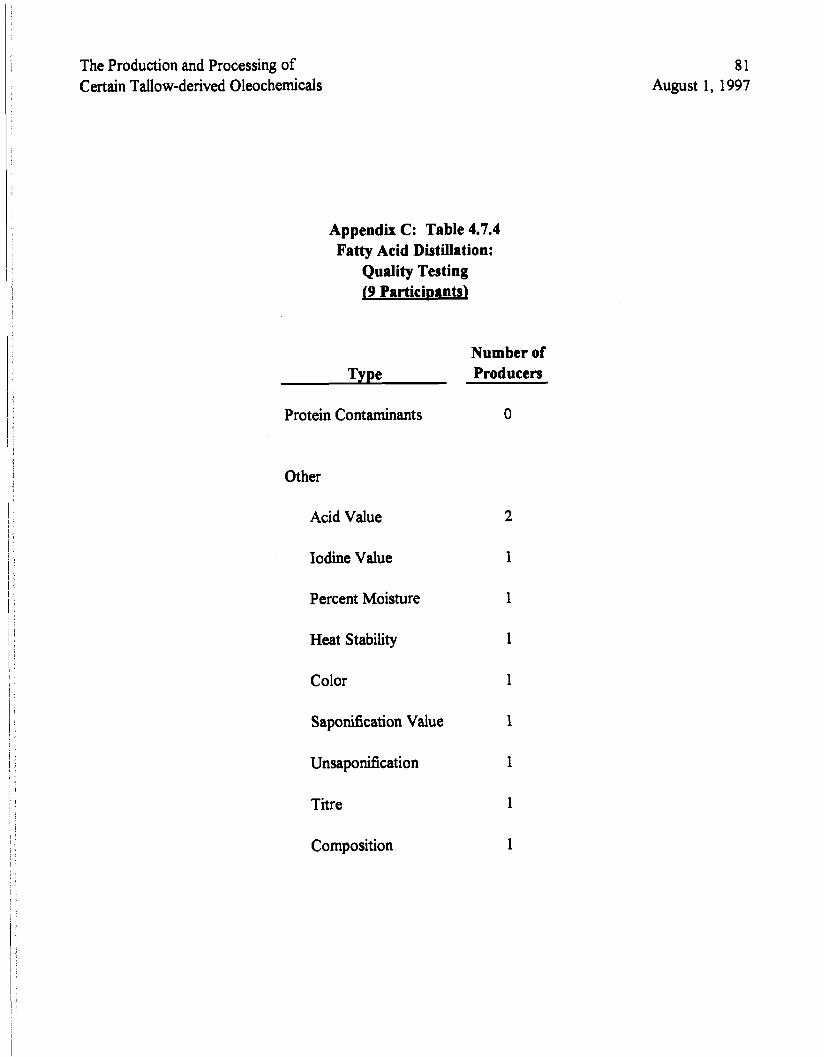
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.7.4 Fatty Acid Distillation:
Quality Testing 19 Partici~ants)
Number of Type Producers
Protein Contaminants 0
Other
Acid Value
Iodine Value 1
Percent Moisture 1
Heat St ability 1
Color 1
Saponification Value I
Unsaponification I
Composition 1
8 1 August 1, 1997
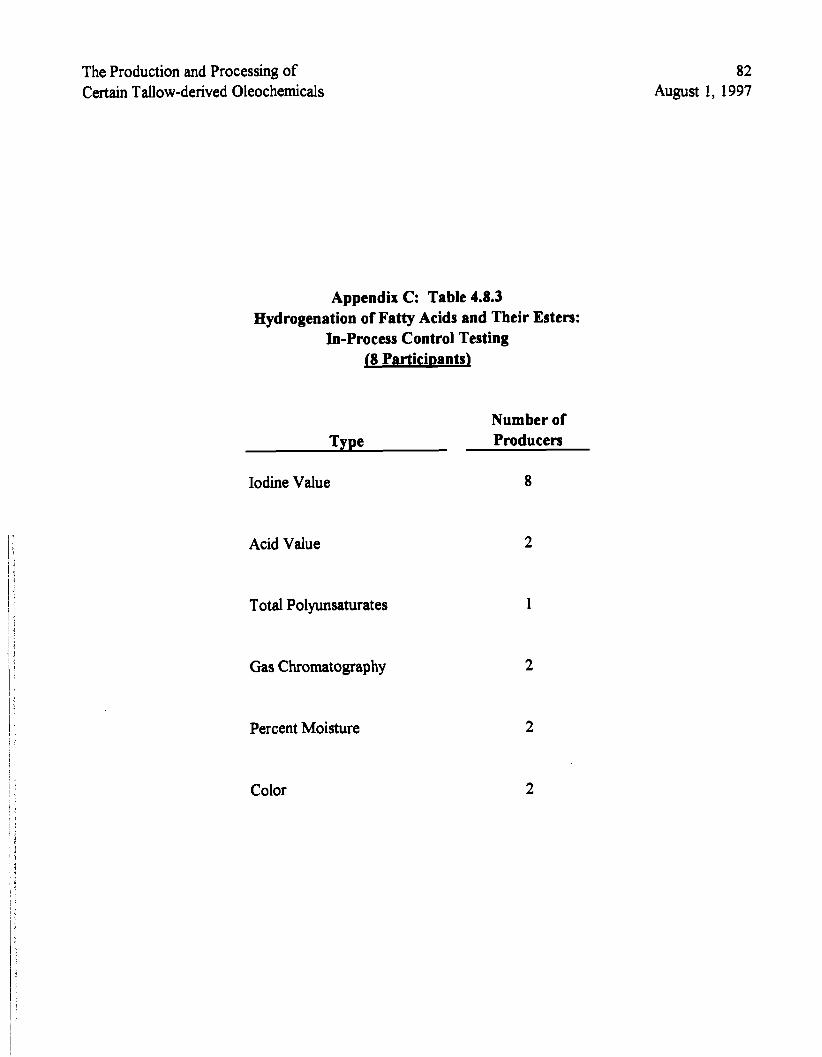
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.8.3 Hydrogenation of Fatty Acids and Their Esters:
In-Process Control Testing (8 Partici~ants)
Number of Type Producers
Iodine Value 8
Acid Value 2
Total Polyunsaturates 1
Gas Chromatography 2
Percent Moisture
Color 2
82 August 1, 1997
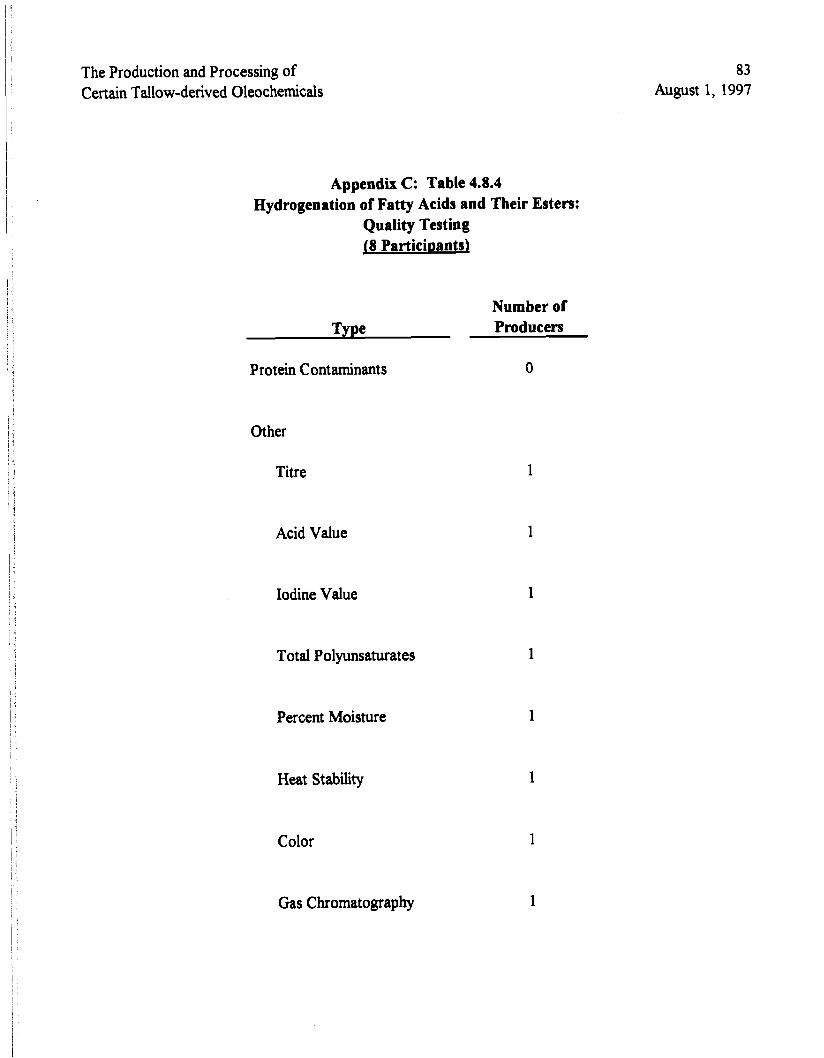
The Production and Processing of Certain Tallow-derived Oleochemicals
8 3 August 1, 1997
Appendix C: Table 4.8.4 Hydrogenation of Fatty Acids and Their Esters:
Quality Testing (8 Partici~ants)
Number of Type Producers
Protein Contaminants 0
Other
Titre
Acid Value
Iodine Value
Total Polyunsaturates
Percent Moisture
Heat Stability
Color
Gas Chromatography
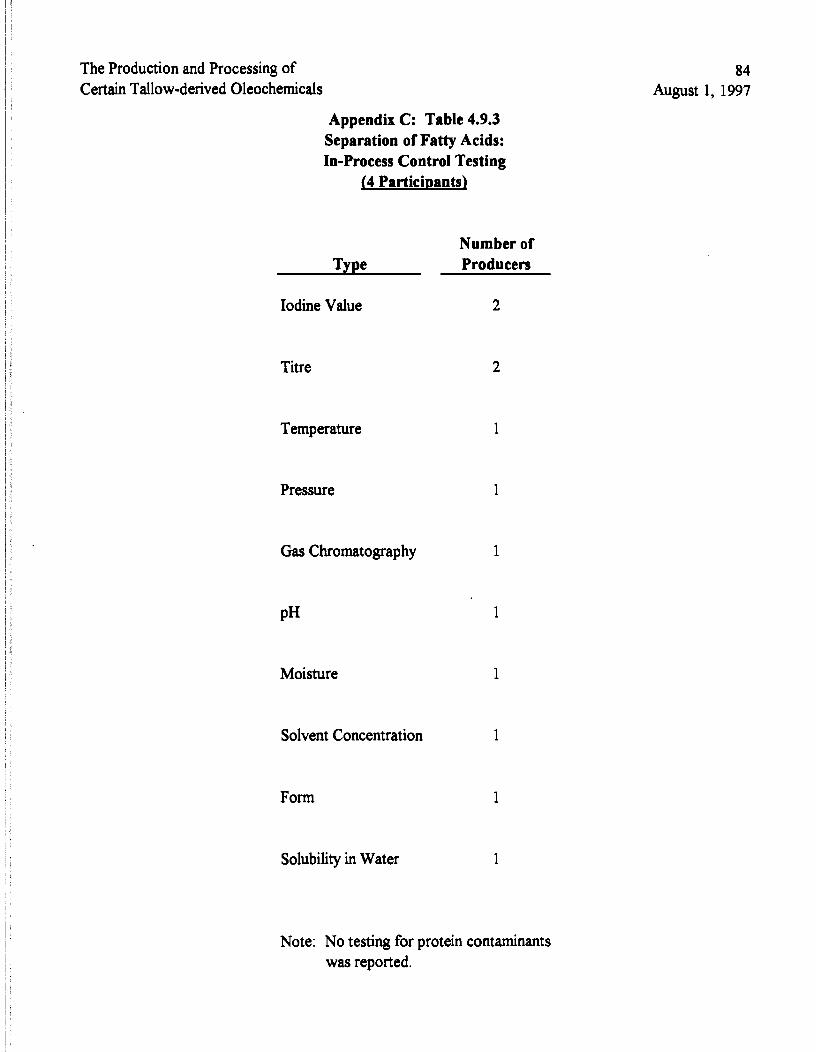
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.9.3 Separation of Fatty Acids: In-Process Control Testing
/4 Partici~ants)
Number of T v ~ e Producers
Iodine Value 2
Temperature 1
Pressure 1
Gas Chromatography 1
Moisture 1
Solvent Concentration 1
Form 1
Solubility in Water 1
Note: No testing for protein contaminants was reported.
84 August 1, 1997
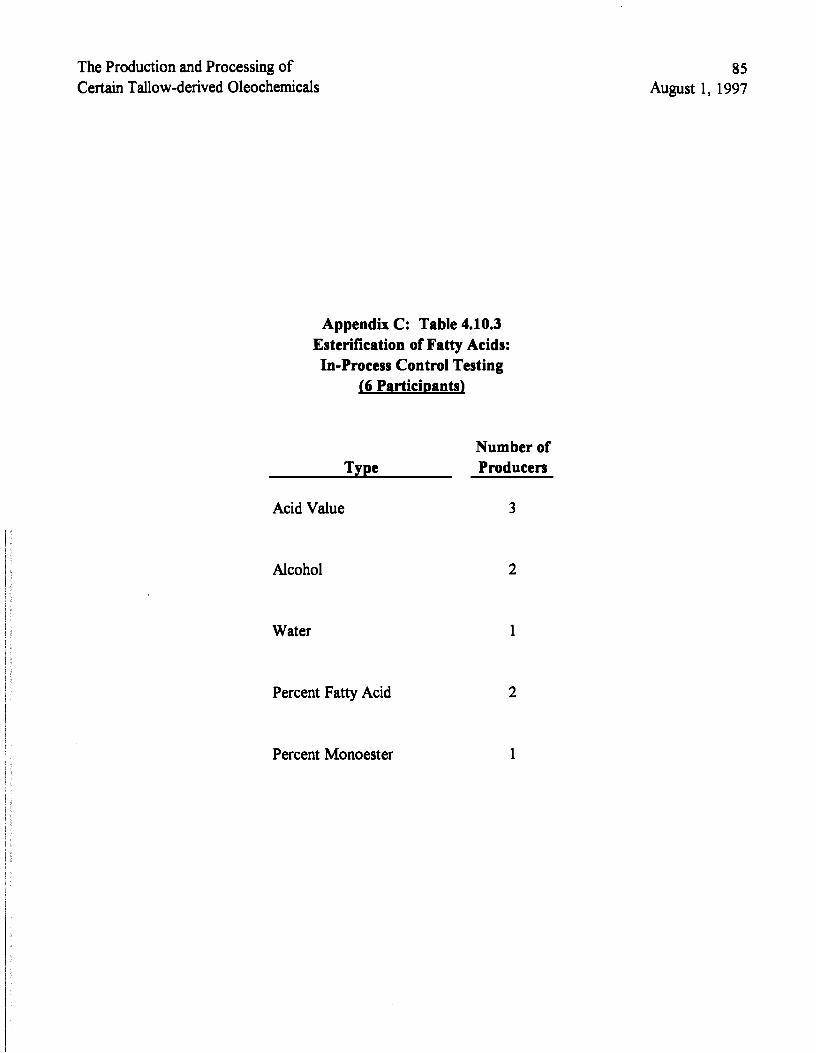
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.10.3 Esterification of Fatty Acids: In-Process Control Testing
16 Partici~ants)
Number of Type Producers
Acid Value 3
Alcohol 2
Water 1
Percent Fatty Acid 2
8 5 August 1, 1997
Percent Monoester 1
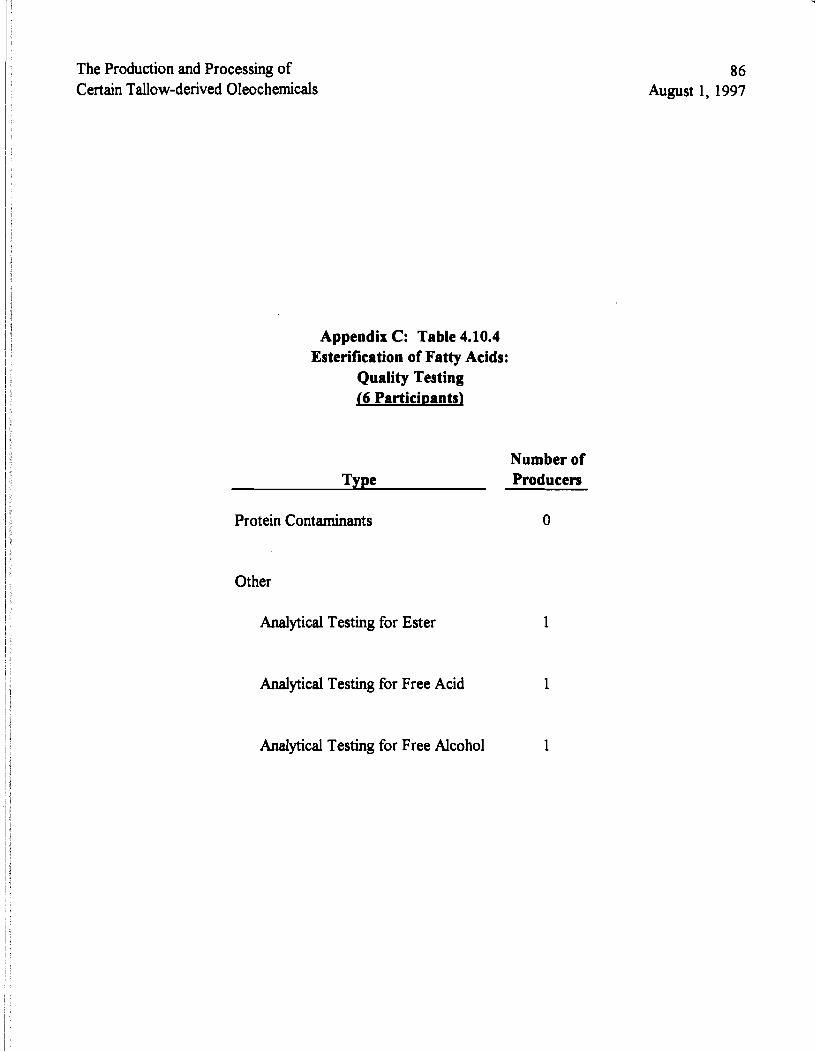
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.10.4 Esterification of Fatty Acids:
Quality Testing 16 Partici~ants)
8 6 August 1, 1997
Number of Producers
Protein Contaminants 0
Other
Analytical Testing for Ester
Analytical Testing for Free Acid 1
Analytical Testing for Free Alcohol 1
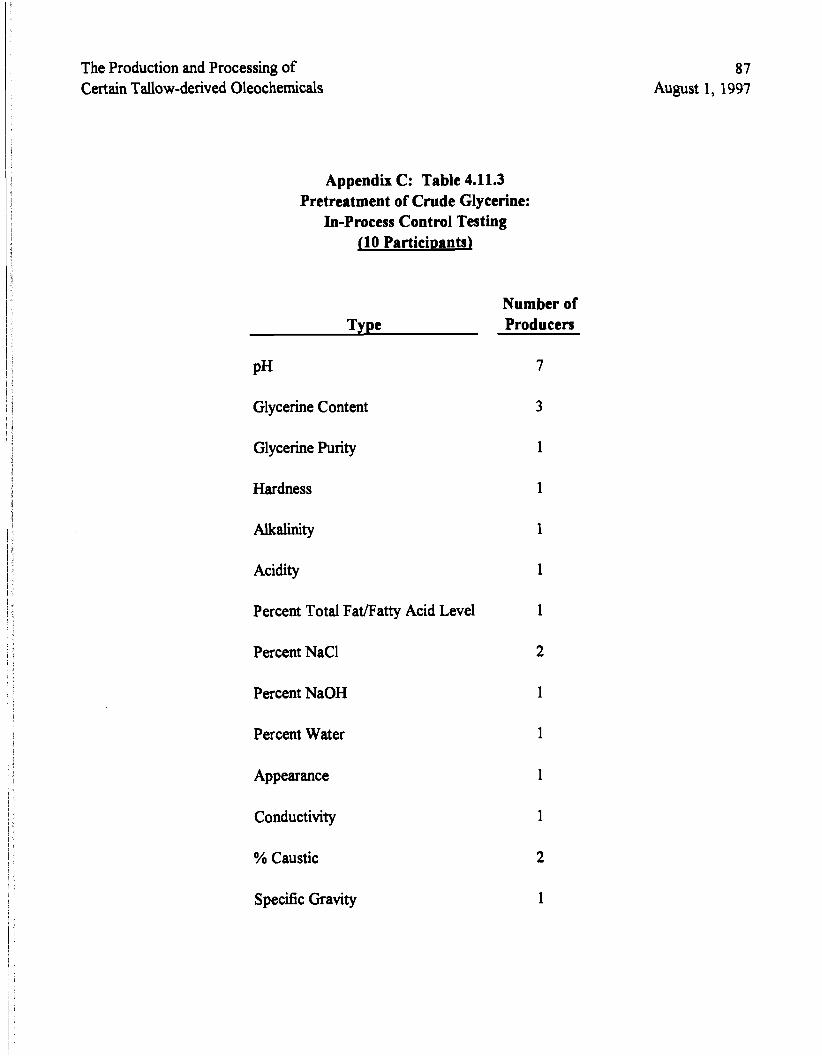
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.11.3 Pretreatment of Crude Glycerine:
In-Process Control Testing /I0 Partici~ants)
Number of Type Producers
Glycerine Content 3
Glycerine Purity 1
Hardness 1
Acidity 1
Percent Total FatFatty Acid Level 1
Percent NaCl
Percent NaOH 1
Percent Water 1
Appearance I
Conductivity I
% Caustic 2
8 7 August 1, 1997
Specific Gravity 1
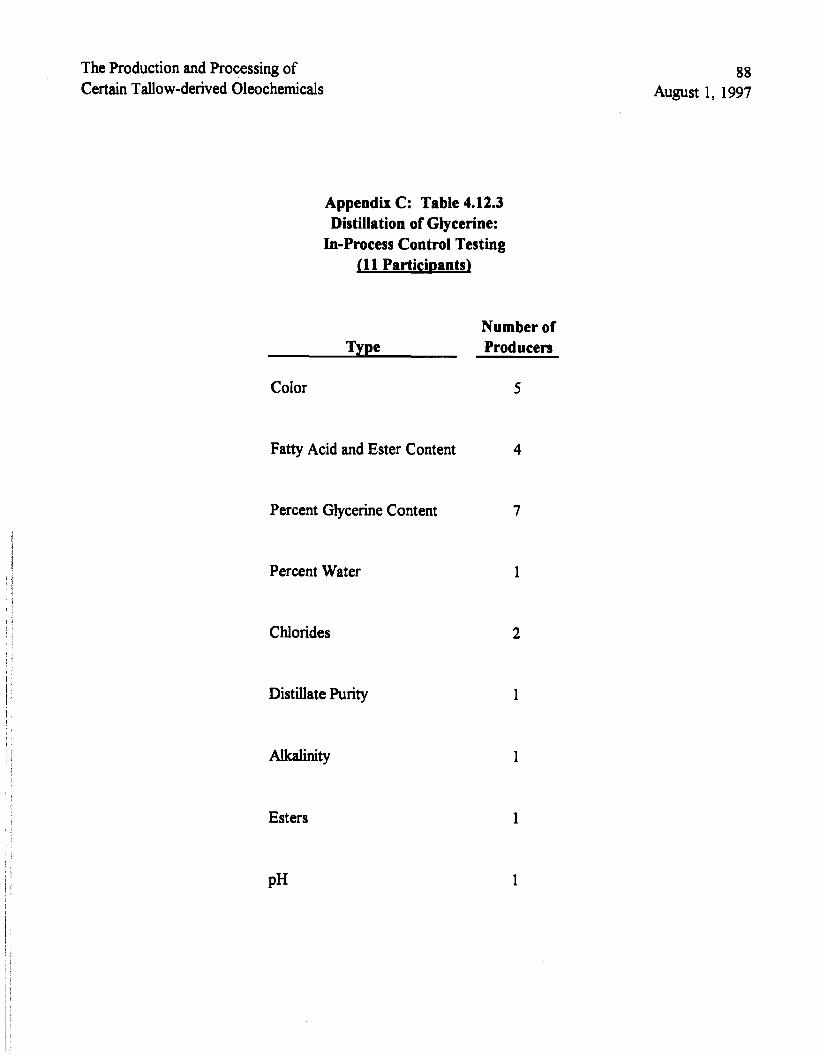
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.12.3 Distillation of Glycerine:
In-Process Control Testing 11 1 Partici~ants)
Number of Type Producers
Color 5
Fatty Acid and Ester Content 4
Percent Glycerine Content 7
Percent Water 1
Chlorides 2
Distillate Purity 1
Esters 1
88 August 1, 1997
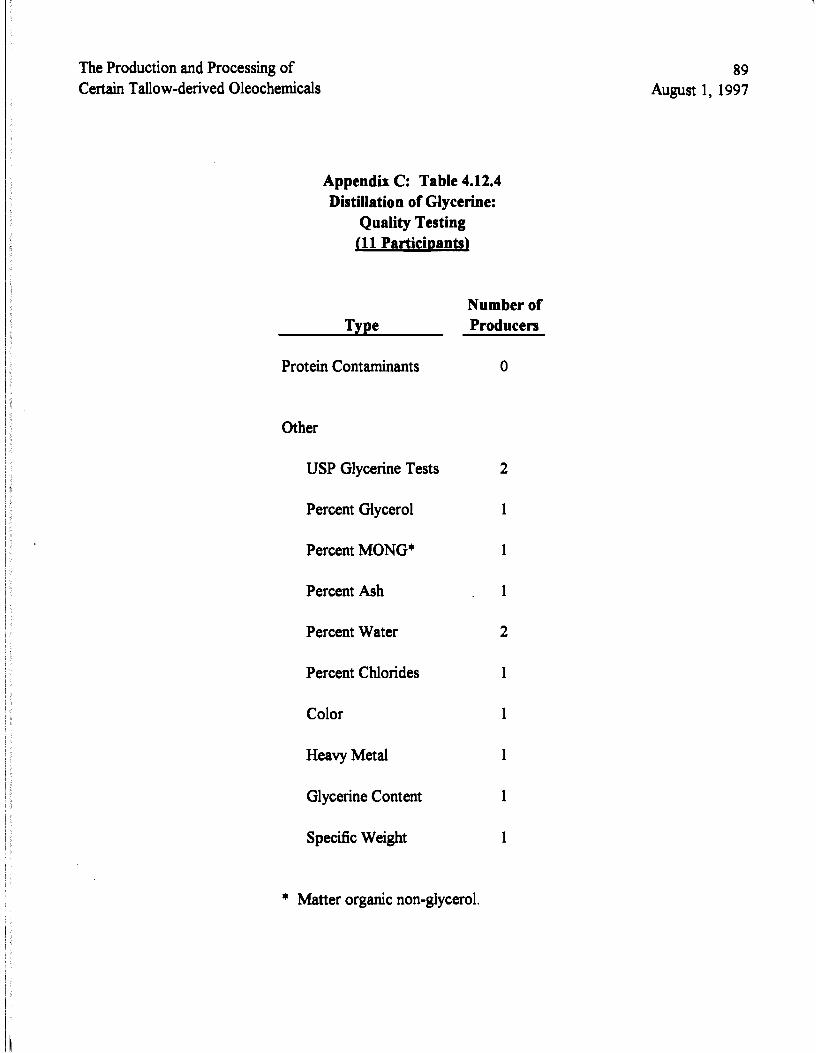
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.12.4 Distillation of Glycerine:
Quality Testing 111 Partici~ants)
Number of T v ~ e Producers
Protein Contaminants 0
Other
USP Glycerine Tests 2
Percent Glycerol 1
Percent MONG* 1
Percent Ash 1
Percent Water 2
Percent Chlorides 1
Color 1
Heavy Metal 1
Glycerine Content 1
Specific Weight 1
89 August 1, 1997
* Matter organic non-glycerol.
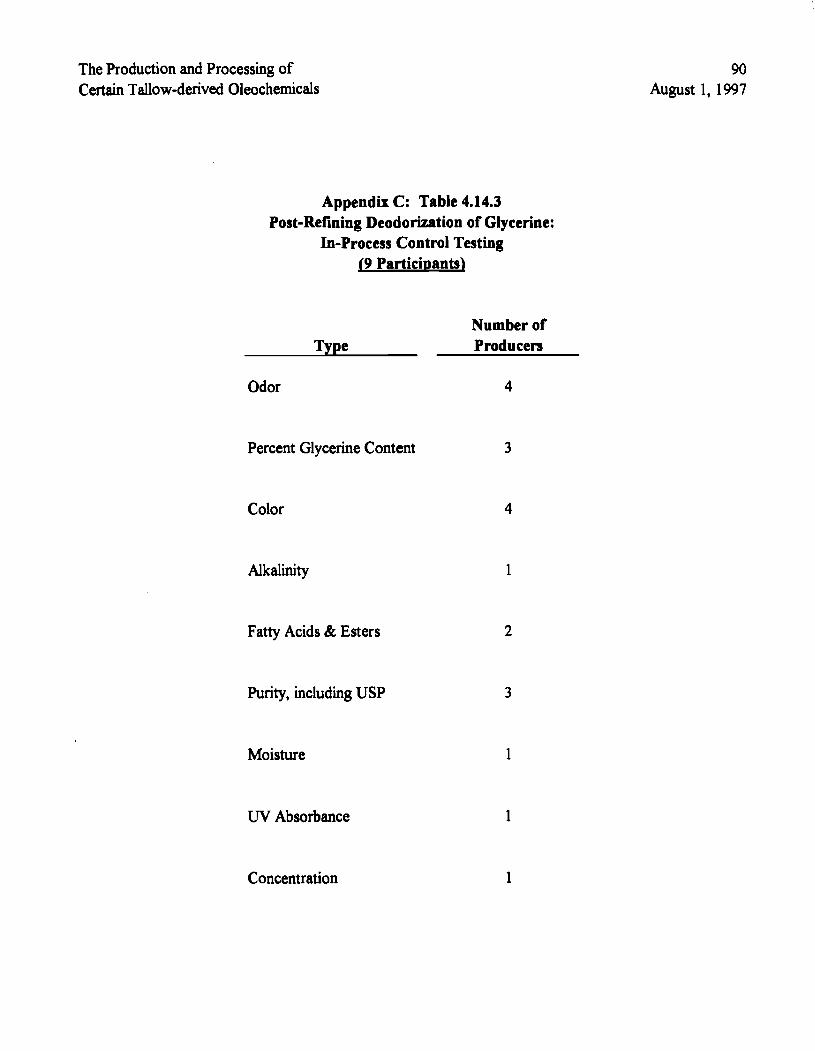
The Production and Processing of Certain Tallow-derived Oleochemicals
Appendix C: Table 4.14.3 Post-Refining Deodorization of Glycerine:
In-Process Control Testing /9 Partici~ants)
Number of Type Producers
Odor 4
Percent Glycerine Content 3
Color 4
Alkalinity 1
Fatty Acids & Esters
Purity, including USP 3
Moisture 1
UV Absorbance 1
90 August 1, 1997
Concentration 1
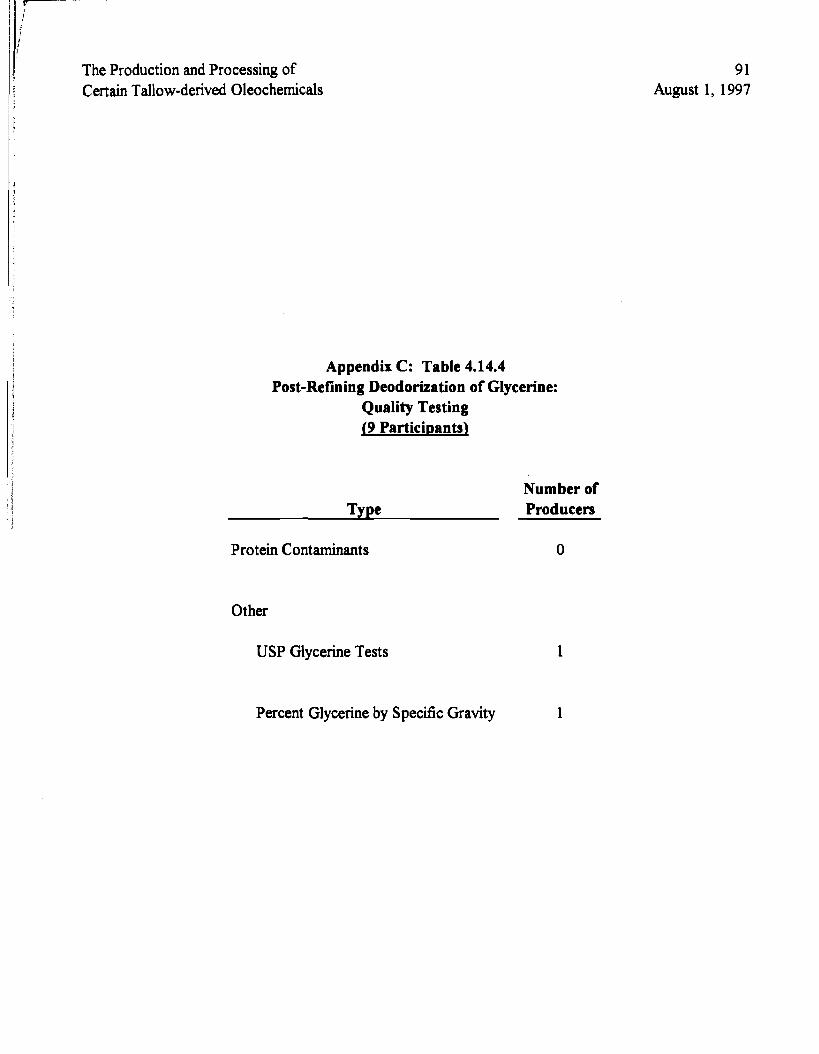
I The Production and Processing of 8 Certain Tallow-derived Oleochemicals
9 1 August 1, 1997
Appendix C: Table 4.14.4 Post-Refining Deodorization of Glycerine:
Quality Testing /9 Partici~ants)
Number of Type Producers
Protein Contaminants 0
Other
USP Glycerine Tests 1
Percent Glycerine by Specific Gravity 1