Embed Size (px)
Citation preview

1
MASTER IN MATERIALS ENGINEERING
TECNOLOGIA MECÂNICA
2
General Information
Teaching staff Paulo Martins (Professor) [email protected] ext.: 3006 Beatriz Silva (Assistant Professor) [email protected] ext.: 1560
Topics Introdução aos processos de fabrico Plasticity theory Metal forming processes (forging, shearing, sheet metal forming – stamping
and deep drawing)
Metal cutting processes (orthogonal metal cutting - introduction to turning)
Assessment Final examination (2 dates)
Weekly timetable to clarify doubts Available at the course website
Where to find me? Tecnologia Mecânica, Pavilhão de Física, Piso 0

3
General Information
Class slides Available at the course website
Textbooks Rodrigues J. e Martins P., Tecnologia Mecânica vol. 1 e 2, Escolar Editora, 2010.
Gouveia B., Rodrigues J. e Martins P., Tecnologia Mecânica , vol. 3. Escolar Editora, 2011.
Rodrigues J. e Martins P., Enunciados de Exercícios Complementares, 2013.
(download na página da disciplina)
Martins P., Corte por arranque de apara (transparências e enunciados de problemas disponibilizados aos alunos na página da disciplina)
Hosford W. and Caddell R., Metal forming – mechanics and metallurgy, Prentice-Hall, 1983.
Kalpakjian S., Manufacturing processes for engineering materials, Addison-Wesley, 1984.

4
Course Outline
Livro de Tecnologia Mecânica Vol. I – Fundamentos teóricosLivro de Tecnologia Mecânica Vol. II – Aplicações industriaisLivro de Tecnologia Mecânica Vol. III – Exercícios resolvidosEnunciados na pagina internet da disciplina
Week Dates Theory Exercises Self-study Laboratories
1 19 Sep. – 23 Sep.IntroductionChapter 1
(2 lectures)3.2/2.1 (parcial) 3.6/2.2 -
2 26 Sep. – 30 Sep. Chapter 5(2 lectures)
5.1
1.4/1.5 5.41.6/1.7/1.8/ 1.12
Compression and ring tests
3 03 Oct. – 07 Oct.Chapter 4
(2 lectures)2.3, 2.9
5.3/5.5 1.1/1.3/1.9/1.10/1.11/1.13/1.16
Compression and ring tests
4 10 Oct. – 14 Oct.
Chapter 4(1 lecture)2.12 e 4.4
Chapter 6(1 lecture)
4.1/4.6 2.4/2.5/2.7/2.8/2.13/2.14/2.15
Tension and torsiontests
5 17 Oct. – 21 Oct.
Chapter 6(1 lecture)3.5 e 3.6
Chapter 7(1 lecture)
2.10/3.1 3.3/3.4/3.7/3.8/3.9
Tension and torsiontests

5
Course Outline
Week Dates Theory Exercises Self-study Laboratories
6 24 Oct. – 28 Oct.
Chapter 7(1 lecture)4.3, 4.4
Chapter 14(1 lecture)
3.2 7.14.2/4.5/4.6 Forging
7 31 Oct. – 04 Nov. Chapter 14(2 lectures) 4.1/7.1 7.3 01 Nov. (holiday)
8 07 Nov. – 11 Nov.
Chapter 14(1 lecture)14.1, 14.2
Chapter 17(1 lecture)
7.4Forging 1 7.2/7.6 Forging
9 14 Nov. – 18 Nov. Chapter 17(2 lectures)
17.1Shearing 1 10.1/10.2 Shearing and
blanking
Livro de Tecnologia Mecânica Vol. I – Fundamentos teóricosLivro de Tecnologia Mecânica Vol. II – Aplicações industriaisLivro de Tecnologia Mecânica Vol. III – Exercícios resolvidosEnunciados na pagina internet da disciplina

6
Course Outline
Week Dates Theory Exercises Self-study Laboratories
10 21 Nov. – 25 Nov.
Chapter 17(1 lecture)Shearing 3
Chapter 22(1 lecture)
Shearing 2 10.3/10.6 Shearing and blanking
11 28 Nov. – 02 Dec. Chapter 22(2 lectures)
22.1Sheet metal forming 1 22.2/22.3 Sheet metal forming
12 05 Dec. – 09 Dec.
Chapter 22(1 lecture)
11.1
Metal cutting(1 lecture)
11.6 11.3 Sheet metal forming
13 12 Dec. – 16 Dec.Metal cutting(2 lectures)
Metal cutting 1.2Metal cutting 1.1 Preparation for the
exam Metal cutting
14 19 Dec. – 21 Dec.
Metal cutting(1 lecture)
Metal cutting 2.1 Metal cutting 1.3 Preparation for theexam Metal cutting
Livro de Tecnologia Mecânica Vol. I – Fundamentos teóricosLivro de Tecnologia Mecânica Vol. II – Aplicações industriaisLivro de Tecnologia Mecânica Vol. III – Exercícios resolvidosEnunciados na pagina internet da disciplina

7
Introduction to manufacturing processesMaterials
The main resources of our planet
27.7
8.1
53.62.82.6
2.1
0.44
1.06
46.6
Silicon Aluminium IronCalcium Sodium PotassiumMagnesium Titanium Other ElementsOxygen
8
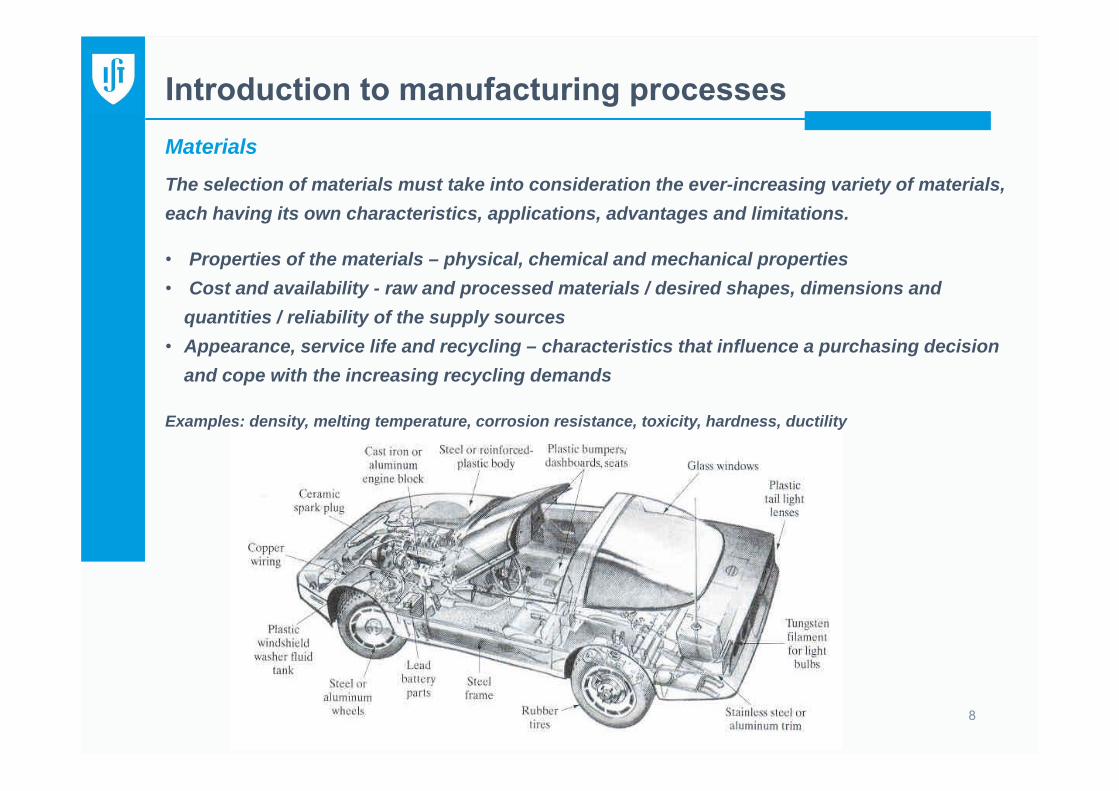
Introduction to manufacturing processesMaterialsThe selection of materials must take into consideration the ever-increasing variety of materials, each having its own characteristics, applications, advantages and limitations.
• Properties of the materials – physical, chemical and mechanical properties• Cost and availability - raw and processed materials / desired shapes, dimensions and
quantities / reliability of the supply sources• Appearance, service life and recycling – characteristics that influence a purchasing decision
and cope with the increasing recycling demands
Examples: density, melting temperature, corrosion resistance, toxicity, hardness, ductility

9
Introduction to manufacturing processesMaterials
The selection of materials can be performed by using diagrams that relate different physical, chemical and mechanical properties. However a good use of these diagrams is only possible through basic knowledge of materials science and engineering that is important to review.

10
Introduction to manufacturing processesMaterials
11
Introduction to manufacturing processes
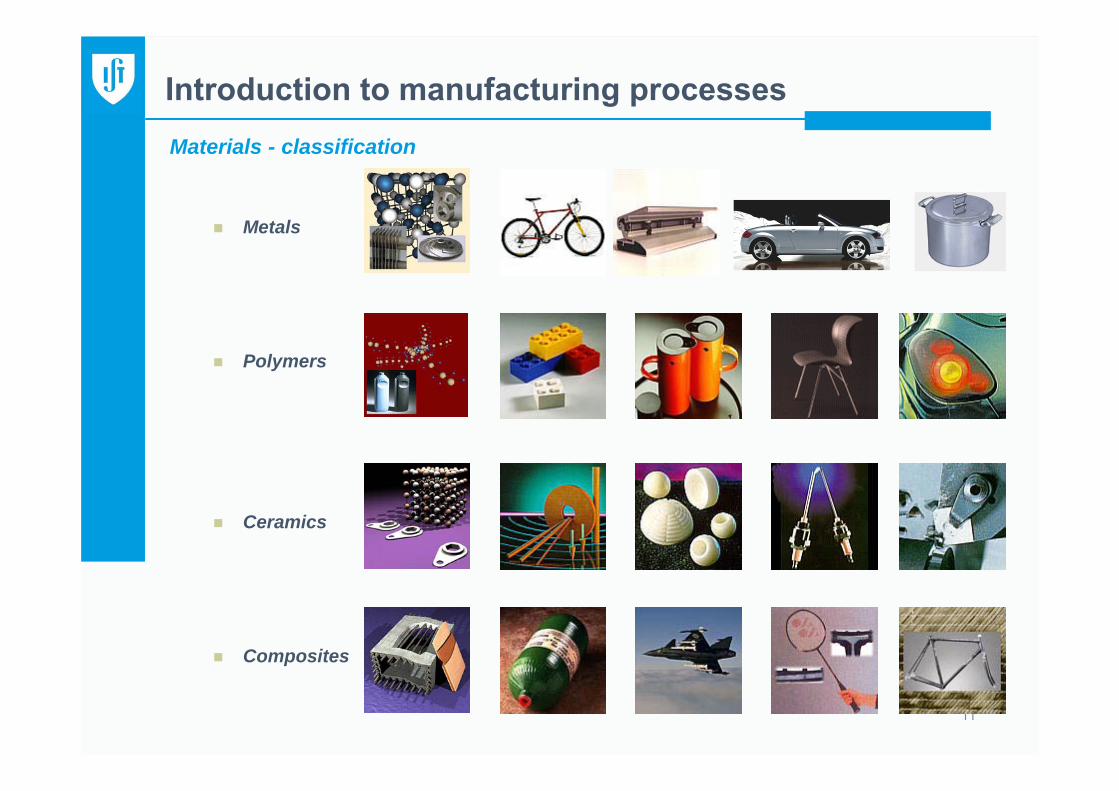
Metals
Polymers
Ceramics
Composites
Materials - classification

12
Introduction to manufacturing processesMetalsAre inorganic substances that are typically arranged in one of the three most common crystalline structures: (FCC) face-centered cubic(BCC) body-centered cubic(HCP) hexagonal close-packed
A metallic alloy is a mixture of two or more metallic elements and may also have some non-metallic elements such as, for example, carbon, nitrogen or oxygen.
Of all the metallic alloys in use today, the alloys of iron, aluminium, titanium, coper and magnesium make up the largest proportion both by quantity and commercial value.
FCC BCC HCP
AluminiumLead
CopperGoldSilver
CromiumIron (FCC at 910ºC)
ZincMagnesium
Titanium (BCC at 883ºC)

13
Introduction to manufacturing processesMetalsThe order of magnitude of the distance between the atoms in theseCrystal structures is 0.1 nm.
The way in which these atoms are arranged can have a significant influence on the properties of a particular metal and the reason that different structures form is a matter of minimizing the energy required to form these structures.
Of the three most common crystalline structures, the FCC and HCP have the most densely packed configurations.
There are two basic mechanisms by which plastic deformation may take place in crystal structures: (i) by slipping of one plane of atoms over an adjacent plan under a shearing force and (ii) by twinning, in which a portion of the crystal forms structurally a mirror image of itself across the plane of twinning.

14
Introduction to manufacturing processesMetalsThe combination of a slip plane and its direction of slip is known as a slip system. In general, metals with 5 or more slip systems are ductile, where those with less than 5 are not ductile.
It must however be remembered that what appears to be a single slip plane is actually a slip band consisting of a number of slip planes.
FCC BCC HC12 slip systems
Required shear stress is low
Moderate strength and good ductility
48 slip systemsRequired shear stress is high
(high b/a ratio)
Good strength and moderateductility
3 slip systemsMore systems become active at
elevated tempartaures
Some metals are brittle at roomtemperature

15
Introduction to manufacturing processesMetalsMetallic engineering materials usually are grouped in ferrous and non-ferrous.
The group of ferrous metals includes carbon steels, alloy steels, stainless steels, tool steels and cast irons. These materials are characterized by having a high percentage of iron.
The group of non-ferrous metals includes aluminium, magnesium, copper, titanium, nickel, and other metallic alloys that do not contain iron or contain only a small amount of iron.

16
Introduction to manufacturing processes
Steels have less than 2% carbon while cast irons have 2 to 4% carbon and 0.5 to 3% of silicon.
Carbon and alloy steels are among the most commonly used materials and have a wide variety of applications. Various elements are added to steels to impart properties of hardenability, strength, hardness, toughness, wear resistance, workability, weldability and machinability.
Examples: The higher the carbon content, the higher is the hardenability of the steel and the higher is its strength, hardness and wear resistance and the lower is ductility, weldability and toughness.A chromium content of 10-12 percentage gives rise to a thin, hard adherent film of chromium oxide that protects the metal from corrosion.
Carbon and alloy steels

17
Introduction to manufacturing processesCarbon and alloy steels
Serie(AISI standard) Type of steel
1000 Carbon steels (1000-1200)Low alloy carbon-manganese steels (1300)
4000
Alloy steelsChromium-molybdenum (4100)Chromium-molybdenum-nickel (1.83% Ni) (4300, 4700)Molybdenum (4400)Molybdenum-nickel (4600, 4800)
5000 Alloys steelsChromium (5000-5200)
6000 Alloy steelsChromium-vanadium (6100)
8000 Alloy steelsChromium-molybdenum-nickel (0.55% Ni) (8600-8800)
Cost:Low carbon steels – 0.65 €/kgAlloy steels – 1.5 to 8.0 €/kgStainless steels – 4 to 6.5 €/kg
Typical density: 7.8 g/cm3

18
Introduction to manufacturing processesEvolution of carbon steelsThe need to manufacture lightweight structures with high mechanical strengths was responsible for the performance of carbon steels to evolve in recent years.This need has been led by the automotive industry who seeks to reduce the weight of vehicles in order to improve its levels of consumption and reduce pollutant emissions.
IF – Interstitial Free Steels IS – Isotropic SteelsBH – Bake Hardening Steels CMn – Carbon Manganese SteelsHSLA – High Strength Low Alloy Steels CP – Complex Phase SteelsDP – Dual Phase Steels MART – Martensitic SteelsTRIP – Transformation Induced Plasticity Steels BH
IF

19
Introduction to manufacturing processesComplex phase steelsSmall amounts of martensite, austenite and perlite dispersed in a ferrite/bainite matrix.
Door bar Suspension arm
Seat Flange

20
Introduction to manufacturing processesDual phase steels (biphasic structure)Martensite or bainite dispersed in a soft ductile ferritic matrix
B-pillar

21
Introduction to manufacturing processesOther carbon steelsTRIP – austenite embedded in a ferrite matrix with hard phases of martensite or bainite
TWIP – austenite matrix at room temperature due to a high percentage of manganese (17 to 24%) Plastic deformation mechanisms by slipping and twinning that allow reaching high deformation and high levels of strain hardening

22
Introduction to manufacturing processesStainless steels
Serie(AISI Standard) Type of steel
2xx
AusteniticChromium– 15 a 30% ; Nickel– 6 a 20% ; Manganese; (FCC)Not heat treatable, non-magnetic, excelent corrosion resistance andformabilityEx: 201 a 205
3xx
AusteniticChromium– 15 a 30% ; Nickel– 6 a 20% ; (FCC)Not heat treatable, non-magnetic, excelent corrosion resistance andformabilityEx: 304, 316
4xx
FerriticChromium– 12 a 18% ; Carbon– 0.10% ; (BCC)Not heat treatable, magnetic, good corrosion resistance and formabilityEx:409, 430
MartensiticChromium– 12 a 18% ; Carboon– 0.15 a 1.0%Heat treatable, magnetic, moderate corrosion resistance, high strengthand good formabilityEx: 410, 420, 440
Stainless steels were developed in the early 1900’s and are produced bytechniques similar to those used in other types of steelmaking, usingelectric furnaces or the basic-oxygen process.

23
Aluminium alloys
Cost: 2.4 €/kg
Typical density: 2.7 g/cm3
Serie(Aluminum
Association)Type of aluminium alloy
1000 Aluminium percentage above 99.0%
2000 Aluminium-copper alloys
3000 Aluminium-manganese alloys
4000 Aluminium-silicon alloys
5000 Aluminium-magnesium alloys
6000 Aluminium-magnesium-silicon alloys
7000 Aluminium-zinc alloys
8000 Aluminium-other elements (example: Aluminium-lithium)
9000 Free series
Introduction to manufacturing processes

24
Copper alloys
Cost: 4.5 ~ 5.0 €/kg
Typical density: 8.9 g/cm3
Serie(Copper Development
Association)Type of copper alloy
C10000Copper (Cu > 99.3%)Alloys with Cu > 96% (beryllium bronzes C17000)
C20000 Copper-zinc alloys (brasses)(red brass C23000, cartridge brass C26000)
C30000Copper-zinc-lead alloys (brasses with lead)(free cutting brass C36000, architectural bronze C38500)
C40000 Copper-zinc-tin alloys (brasses with tin)(naval brass C46400 to C46700)
C50000Copper-tin alloys (tin bronzes)(phosphor bronze C51000, free cutting phosphor bronze C54400)
C60000 Copper-aluminium alloys (aluminium bronzes)Copper-silicon alloys (silicon bronzes)
C70000 Copper-nickel alloysCopper-nickel-zinc alloys (nickel silver C74500)
Introduction to manufacturing processes
25
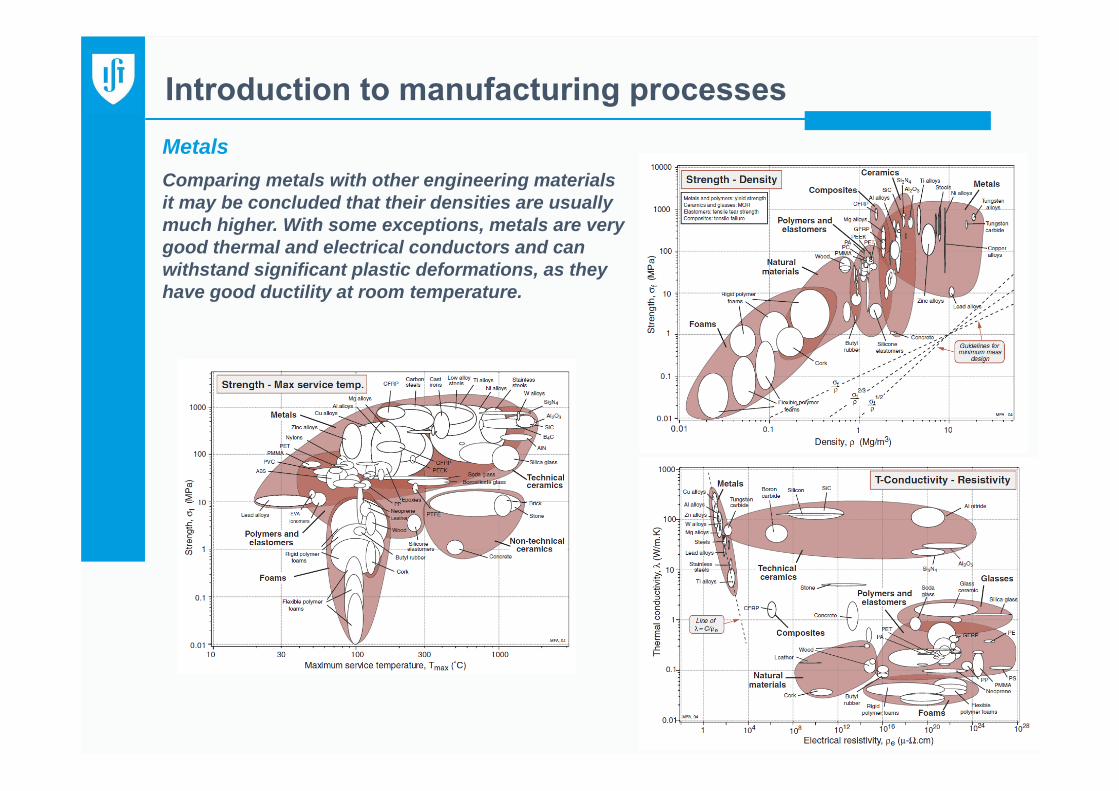
Introduction to manufacturing processesMetalsComparing metals with other engineering materials it may be concluded that their densities are usually much higher. With some exceptions, metals are very good thermal and electrical conductors and can withstand significant plastic deformations, as they have good ductility at room temperature.

26
Introduction to manufacturing processesPolymers
Polymers are currently the most important group of non-metallic materials utilized in industrial applications. The earliest polymers were made of natural organic materials from animal and vegetal products (e.g. cellulose).
The first synthetic polymer was a phenol-formaldehyde namedBakelite (after LH Baekeland, 1906).
The development of modern plastics technology began in the 1920’s, when raw materials necessary for making polymers were extracted from coal and petroleum products.
Polymers are constituted by long chains or networks of organic molecules which form non-crystalline or semi-crystalline structures and are commonly classified into two different groups:
• Plastics (thermoplastics and thermosets) • Elastomers (rubbers)

27
Introduction to manufacturing processesPolymers
Thermoplastics are formed by simple organic molecules (monomers) that are linked together in a covalent bond forming long polymer chains. • (linear polymer chains) – acrylic, nylon, polyethylene and
polyvinyl chloride• (branched polymer chains) - polyethylene
The polymer chains are held together by secondary bonds (much weaker than primary bonds existing within each macromolecule) such as van der Waals bonds.
Thermosets are formed by network (highly three-dimensional cross-linked) arrangements of long polymer chains that are also held together in one giant molecule by strong covalent bonds. The network arrangement is formed during polymerization (curing) and is irreversible.Thermosets generally possess better mechanical (higher strength, higher dimensional stability but lower ductility), thermal and chemical properties than thermoplastics and they are not so much influenced by temperature and rate of deformation.

28
Introduction to manufacturing processesPolymers
Elastomers are amorphous polymers with the ability to undergo large elastic deformations without rupture and to fully recover their original (undeformed) shape after the load is removed.
Their structure is made of cross-linked arrangements of long polymer chains (with a degree of cross-linking smaller than that of thermosets) and justifies the reason why they can be disentangled and unwinder for accommodating elastic loading and unloading.
Vulcanization of rubber was discovered by C. Goodyear in 1839.
Cost:ABS (thermoplastic) – 1.6 €/kg PF – phenolic/bakelite (thermoset) – 1.3 €/kgElastomers – 1.3 to 2.7 €/kg
Typical densities: 0.9 to 2.2 g/cm3

29
Introduction to manufacturing processesPolymers
Thermoplastics Thermosets Elastomers
ABS
Nylon(polyamide)
Polyethylene
Plexiglas
PVC
Urea resins
Polyurethane
Phenolic resins(Bakelite)
Epoxy resins
Natural rubber(latex from rubber tree)
Silicone
Polyisoprene(synthetic rubber)

30
Introduction to manufacturing processesPolymers
Advantages:Density is low and close to the density of water. High corrosion resistance, low friction coefficient and low thermal and electrical conductivity.
Disadvantages:High coefficient of expansion and low mechanical strength. Dimensional stability greatly influenced by temperature (may not be used for temperatures above 100 °C).

31
Introduction to manufacturing processesCeramics
Ceramics are inorganic substances consisting of metallic and non-metallic elements chemically bonded together by ionic and/or covalent bonds.Their structure may be totally crystalline or non-crystalline.
Ceramics are classified into two main groups: traditional ceramics andtechnical ceramics.
Traditional ceramics are obtained from clay Al2Si2O5(OH)4, silica SiO2, feldspar KAlSi3O8 e fluorite CaF2
Porcelane (density 2.5 g/cm3) Fluorite Silica

32
Introduction to manufacturing processesCeramics
Ionic bonds (CaF2) – significant differences in electronegativity (> 1.7 eV)Covalent bonds (SiC) – small differences in electronegativity

33
Introduction to manufacturing processesCeramics
Technical ceramics are artificially obtained from pure, or nearly pure, compounds made from oxides, carbides and nitrides.
Examples: Aluminium oxide Al2O3, silicon carbide SiC, silicon nitride Si3N4, zirconia ZrO2.
Silicon nitride(cost: 13.5 to 94 €/kg density: 3.4 g/cm3)
Zirconia(cost: 80 to 120 €/kg density: 5.7 g/cm3)

34
Introduction to manufacturing processesCeramicsIn view of engineering applications, the importance of ceramics derives from their high abundance in nature and also from the fact that its chemical and physical properties are very different from those of metals and polymers.

35
Introduction to manufacturing processesCompositesComposite materials are combinations or mixtures of two or more materials that can be classified into three different groups: • polymer-ceramic• metal-polymer • metal-ceramic

36
Introduction to manufacturing processesComposites
Composite materials are made from two or more constituent materials with significantly different physical, chemical or mechanical properties that, when combined, produce a material with characteristics different (and in some aspects better) from the individual constituent materials.
Composites are made to obtain materials that are stronger, lighter, or less expensive than traditional materials.
Woody plants, both true wood from trees and from plants such as palms and bamboo, yield natural composites that were used pre-historically by mankind and are still used widely in construction and scaffolding.
Plywood was developed by the Ancient Mesopotamians; gluing wood at different angles gives better properties than natural wood
Concrete is the most common artificial composite material of all and typically consists of loose stones (aggregate) held with a matrix of cement.

37
Introduction to manufacturing processesCompositesThe structure of artificial composites is formed by a binder material (which serves as a matrix) and a reinforcing (or filling) material.
There are three principal kinds of reinforcement in composites: particles, continuous fibersshort (discontinuous) fibers and laminate or sandwich composite structures using a foam or honeycomb core.
The reinforcement usually has a higher strength than the matrix, which provides the ductility of the resulting material. In ceramic based composites, however, the matrix is brittle, and the fibers provide barriers to propagating cracks, increasing toughness of the material.

38
Introduction to manufacturing processesComposites
CMP (polymer matrix) CMM (metallic matrix) CMC (ceramic matrix)
Epoxy reinforced with aramid(cost 37.5 €/kg, density 1.34 g/cm3)
Epoxy reinforced with carbon(cost 48 €/kg, density 1.53 g/cm3)
Polyester resin reinforced with fiber glass(cost 2 to 4 €/kg, density 1.8 to 2 g/cm3)
Aluminium matrix reinforced with carbon particles
Fibers/carbon particles(cost 67€/kg, density 1.75 g/cm3)
30% Titanium carbide (TiN) and 70% de aluminium oxide (Al2O3)
Al2O3 fibbers with ZrO2 matrix

39
Introduction to manufacturing processesMaterials – resume of physical properties
METALDENSITY
(kg/m3)MELTING POINT
(¡C)SPECIFIC HEAT
(J/kgK)
THERMALCONDUCTIVITY
(W/m K)
COEFFICIENTOF THERMALEXPANSION
(µm/m¡C)AluminumAluminum alloysBeryliumColumbium (niobium)CopperCopper alloysGoldIronSteelsLeadLead alloysMagnesiumMagnesium alloysMolybdenum alloysNickelNickel alloysSiliconSilverTantalum alloysTitaniumTitanium alloysTungsten
27002630-2820
185485808970
7470-8940193007860
6920-913011350
8850-113501745
1770-1780102108910
7750-88502330
10500166004510
4430-470019290
660476-654
127824681082
885-126010631537
1371-1532327
182-326650
610-62126101453
1110-1454142396129961668
1549-16493410
900880-920
1884272385
337-435129460
448-502130
126-18810251046276440
381-544712235142519
502-544138
222121-239
14652393
29-23431774
15-5235
24-46154
75-13814292
12-631484295417
8-12166
23.623.0-23.6
8.57.116.5
16.5-2019.311.5
11.7-17.329.4
27.1-31.126.026.05.113.3
12.7-18.47.6319.36.58.35
8.1-9.54.5
NONMETALLICCeramicsGlassesGraphitePlasticsWood
2300-55002400-27001900-2200900-2000400-700
-580-1540
-110-330
-
750-950500-850
8401000-20002400-2800
10-170.6-1.75-10
0.1-0.40.1-0.4
5.5-13.54.6-707.86
72-2002-60
Ford Duratec V-6

40
Introduction to manufacturing processesMaterials – resume of economical aspects
These graphics show a summary of the costs of major engineering materials per kg and per m3.The most widely used engineering materials (steel, aluminium, polymers, and glass) have an average cost ranging between 0.5 and 2 € / kg.The cost per m3 of polymers is lower than that of metals because its density is lower.

41
Introduction to manufacturing processesMaterials and products
Automóveis e electrodomésticos
Bicicletade corrida
neveSkis de
10000Implantes
1000
100
10
1
Civil
Particular
Automóvelde corrida
TorradeiraSecador
Automóvel Familiar
de ténisRaquete
de lavarMáquina
Produtos
normalBicicleta Produtos de desporto
Aviação
Biomedicina
Próteses
Militar
1000
Cermets
Ligas de Ni
Polímeros
Cerâmicos
Ligas de Ti
Materiais
Ligas de Pb
Madeiras
Ligas de Al
100
10
1
-110
Cus
to (E
uro/
Kg)
Aço baixa liga
Aço carbono
Aço ferramenta
Aço inoxidável
Ligas de Zn
Ligas de W
Prata
Navio detransporte
Pontemetálica
Iate de luxo

42
Introduction to manufacturing processesFabrication processes and modification of properties
The transformation of materials (raw materials) into products is carried out by means of primary fabrication processes and by secondary processes focused on the modification of physical, chemical and mechanical properties.

43
Introduction to manufacturing processesCastingIn casting, a liquid (melted) metal is poured or forced into a mould where it solidifies by cooling. The filling of the mould is carried out by flow under its own weight (gravity casting) or under pressure (centrifugal casting and pressure die casting).
The moulds can be classified as permanent and non-permanent:Non-permanent sand moulds for one-off castings are cheap.Permanent moulds are made of metals, are suitable for large batches and can be expensive.Between these extremes lie other moulding methods: shell, investment and plaster moulds.
Sand casting is a simple and versatile technique to manufacture parts in a very wide range of geometric shapes. The moulds are not usable after breaking and removing the part but the sand from which they were made can be reused.

44
Introduction to manufacturing processesCasting
Elaborate shapes can be moulded, but at the penalty of complexity in the mould shape and in the way it separates to allow removal. In fact, the parts must be designed with uniform section thicknesses for easy flow of liquid metal to all cavities of the mould and for progressive solidification without trap pockets of liquid giving shrinkage cavities.
Die casting allows high production rates of high-quality parts with complex shapes, good strength, good dimensional accuracy and surface details, thus requiring little or no subsequent machining or finishing operations.
The dimensional accuracy of die casting is better than that of sand casting.
Die casting forces the liquid metal into the moulds at pressures ranging from 0.7 to 700 MPa.
The moulds are permanent and expensive because they must withstand repeated application of pressure, temperature and wear involved in separating and removing the parts.

45
Introduction to manufacturing processesPolymer processingPolymer processing is the transformation of the pellets or plastic powders into sheet, plate, rod, tubing, profiles or finished parts.
The technologies used for the processing of plastics are very dependent on the type of material. • Thermosets, are usually shaped by compression, transfer and injection
moulding. • Thermoplastics are usually shaped by thermo-forming, extrusion, injection
and blow moulding.
46
Introduction to manufacturing processesPolymer processing
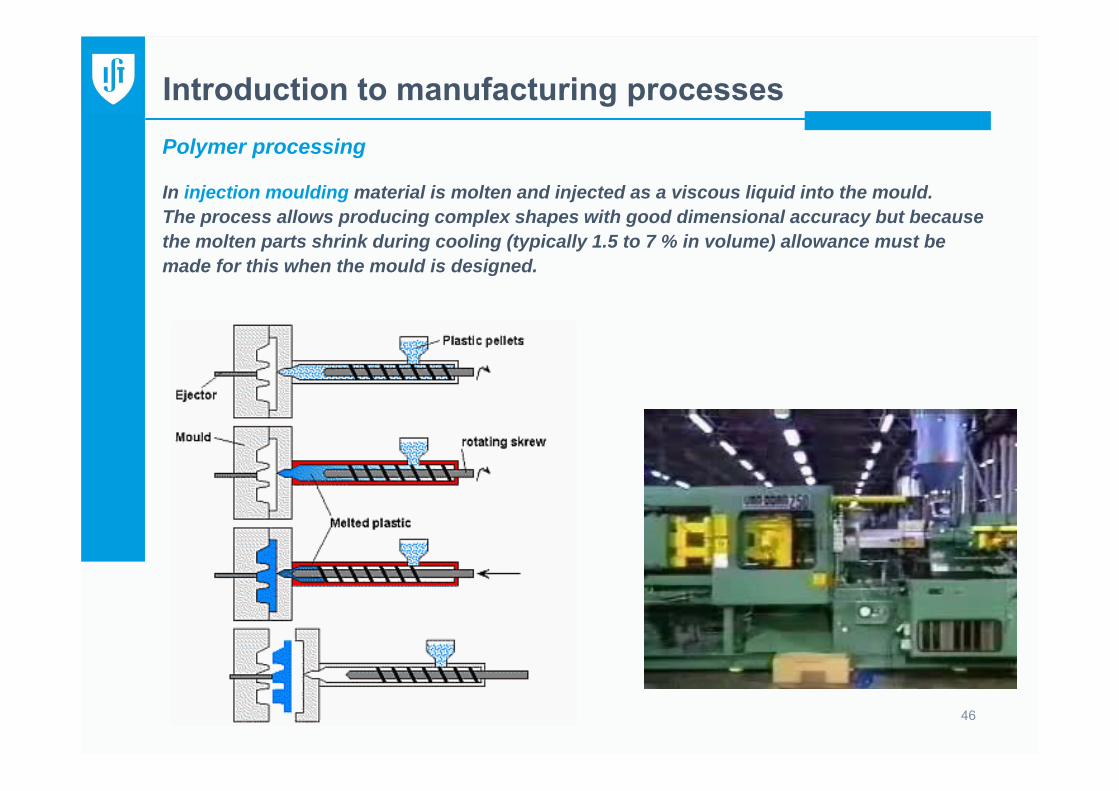
In injection moulding material is molten and injected as a viscous liquid into the mould. The process allows producing complex shapes with good dimensional accuracy but because the molten parts shrink during cooling (typically 1.5 to 7 % in volume) allowance must be made for this when the mould is designed.

47
Introduction to manufacturing processesPolymer processing
The moulds for plastic processing must have good finishes with elimination of burrs, scratches and other marks resulting from cutting tools in the final operations of grinding and polishing. This is necessary to ensure that the flow of molten plastics takes place in a suitable manner and that the surface quality of the final parts is good. The moulds may be subjected to surface treatments (e.g. coatings) in order to increase its resistance to wear and abrasion and to improve its chemical resistance against certain types of materials, such as, for example, PVC.
Blow moulding

48
Introduction to manufacturing processesPlastic deformation processes (forming processes)
Plastic deformation processes are operations that induce shape changes on the raw materials by plastic deformation under forces applied by various tools and dies. These processes are very efficient in the use of raw materials and in the reduction of waste, in contrast to other fabrication processes.
Plastic deformation processes can be grouped by type of operation, temperature, and size and shape of the workpiece.Regarding size and shape of the workpiece, plastic deformation processes are classified as either bulk or sheet forming.
Bulk forming

49
Introduction to manufacturing processesPlastic deformation processes (forming processes)
Sheet forming

50
Introduction to manufacturing processesCutting processes
Cutting processes remove material from the workpiece to produce the desired final shape.
Turning, drilling, milling and grinding remove material from the surface of the workpiece in the form of chips.
Turning, drilling and milling (machining processes) involve single-point or multi-point cutting tools with a clearly defined geometry. These processes were introduced in the 1700’s and the first computer-controlled machines started to become available during the 1940’s and 1950’s.
Grinding is an abrasive based cutting process that removes micro-ships from the surfaces of the workpiece.

51
Introduction to manufacturing processesCutting processes
Electrical-discharge machining is based on the erosion of metals by spark discharges (leaving very small craters).
In water-jet cutting, water acts like a saw and cuts material under running pressures of 500 to 1500 MPa.
In thermal-cutting (oxyfuel-gas cutting, plasma arc cutting) the driving mechanism is oxidation and burning of the material or the use of ionized gas.
Shearing is a plastic deformation based cutting process that subjects material to be cut to shear stresses developed between a punch and a die.

52
Introduction to manufacturing processesCutting processesAlmost all engineering parts, whether made of metal, polymer or ceramic are subjected to some kind of machining or grinding in their production system consisting of the workpiece, the tool and the machine.
Machining operations are often finishing operations, and thus determine finish and tolerance.
Metals differ greatly in their machinability (i.e. in the ability to give a smooth surface and the ability to give economical tool life).Polymers machine easily but they deflect elastically limiting the tolerance and finish.Ceramics can be ground to high tolerance and finish.

53
Introduction to manufacturing processesCutting processes
In punching, the sheared slug is discarded whereas in blanking, the slug is the part and the rest is scrap.Raw materials subjected to punching or blanking can be supplied in the form of sheets, plates, rods and profiles.
54
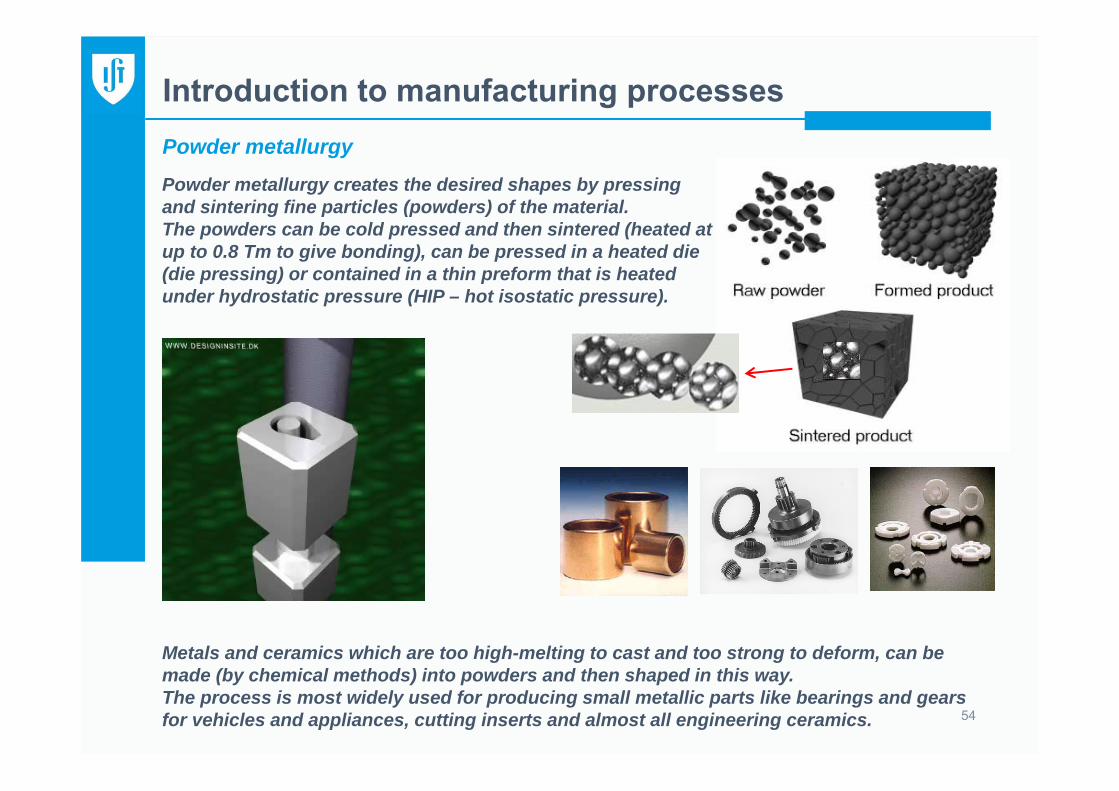
Introduction to manufacturing processesPowder metallurgyPowder metallurgy creates the desired shapes by pressing and sintering fine particles (powders) of the material. The powders can be cold pressed and then sintered (heated at up to 0.8 Tm to give bonding), can be pressed in a heated die (die pressing) or contained in a thin preform that is heated under hydrostatic pressure (HIP – hot isostatic pressure).
Metals and ceramics which are too high-melting to cast and too strong to deform, can be made (by chemical methods) into powders and then shaped in this way.The process is most widely used for producing small metallic parts like bearings and gears for vehicles and appliances, cutting inserts and almost all engineering ceramics.

55
Introduction to manufacturing processesWelding and joining
Joining is made possible by a different number of techniques.
• Welding, brazing and soldering• Bolting and riveting• Adhesive bonding• Weldbonding (hybrid joining process)
56
Introdução aos processos de fabricoModification of metallurgical structures (mechanical treatment)
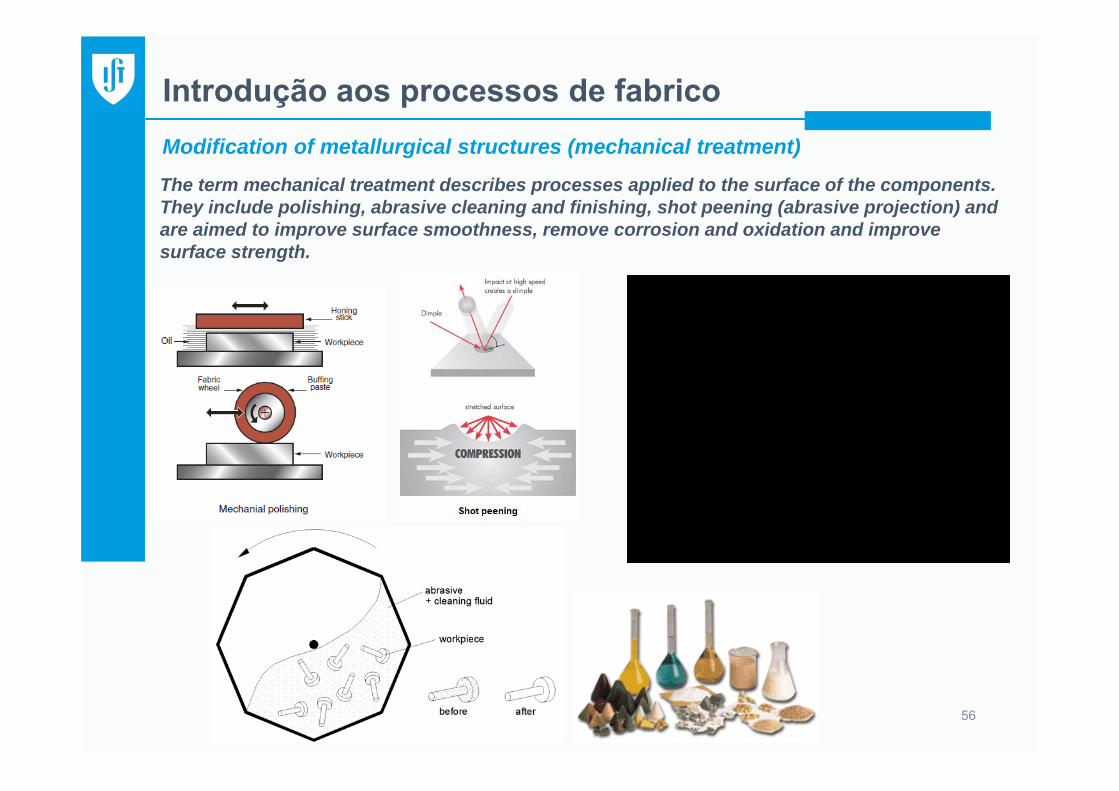
The term mechanical treatment describes processes applied to the surface of the components. They include polishing, abrasive cleaning and finishing, shot peening (abrasive projection) and are aimed to improve surface smoothness, remove corrosion and oxidation and improve surface strength.

57
Introduction to manufacturing processesModification of metallurgical structures (heat treatment)The term heat treatment applies only to processes where the heating and cooling are done for the specific purpose of altering properties intentionally because heating and cooling often occur incidentally during manufacturing processes such as hot forming or welding.
Heat treating involves the use of heating or cooling, normally to extreme temperatures, in order to achieve a desired result such as hardening or softening of a material.
Heat treatment techniques include annealing, case hardening, precipitation strengthening, tempering, normalizing and quenching.
58
Introduction to manufacturing processesModification of metallurgical structures (heat treatment)
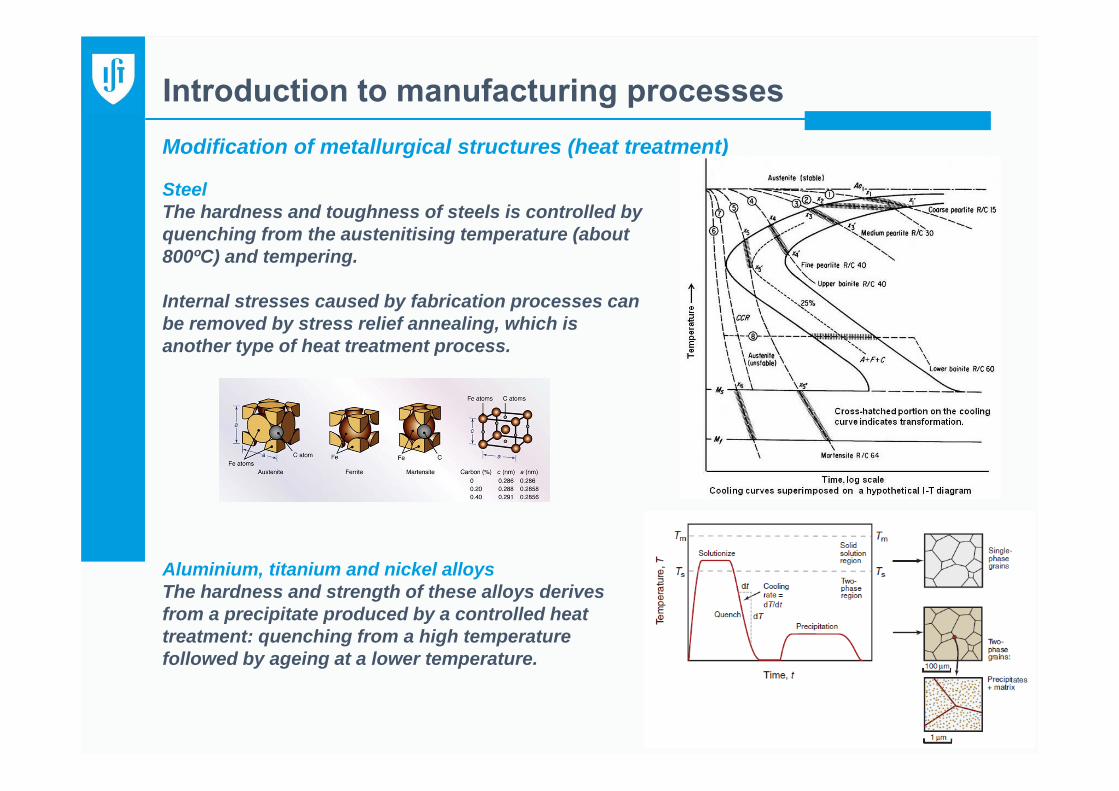
SteelThe hardness and toughness of steels is controlled by quenching from the austenitising temperature (about 800ºC) and tempering.
Internal stresses caused by fabrication processes can be removed by stress relief annealing, which is another type of heat treatment process.
Aluminium, titanium and nickel alloysThe hardness and strength of these alloys derives from a precipitate produced by a controlled heat treatment: quenching from a high temperature followed by ageing at a lower temperature.

59
Introduction to manufacturing processesModification of chemical composition and coatings
This group describes other type of treatments applied to the surface of the components. They include plating, carburizing, anodizing and painting and are aimed to improve aesthetics, protect against corrosion, oxidation and wear.

60
Introduction to manufacturing processesProcess attributes and selection
Process attributes include the materials it can handle, the size range of the things it can make, their shape, their complexity, their accuracy, the quality of the finish and the speed at which it operates.
The objective is to match the attribute profiles of available processes to that specified by the design.