-
RamPreventers
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 Ram Preventers
Table Of Contents Section 8
Page
1. Rams, How They Operate 1 2. Cameron TL Pipe Rams 3
3. Cameron TL Shearing Blind Rams 4
4. Packer Pressure, The Secret to Maintaining a Drip Tight Seal5
5. Closing Ratio 6
6. Manufacturers 7
7. Cameron U-II Blowout Preventers 8
8. Hydril 18 3/4 15,000 Blowout Preventers 10
9. Ram Cavity to Ram Block Allowable Clearance 11
10. Hydril Engineering Bulletin #92002 12
11. Hydril 18 /4 15,000 Shear Ram Capability 13
12. Shaffer 18 10,000 psi SL Ram 14
13. Shaffer Poslock Operation 15
14. Shaffer Ultralock II Operation 17
15. Typical Ram Problems 19
16. Ram Preventer Operation and Inspection Points 19
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 1 Ram Preventers
1) Rams, How They Operate
a) Blocks of steel push into the wellbore around drill pipe by
hydraulic cylinders.Elastomer seals on the ram blocks are made of
nitrile and form the seal betweenthe ram blocks, pipe and preventer
body. Due to the inflexible design of the ramblocks, each set of
ram blocks is designed to perform a specific function ;
Closing on : Ram Block Name pipe of one specific size fixed pipe
ramsrange of pipe sizes variable, flexible, or multi-size ramsclose
open hole or cut the drill pipeshear/blind rams, or SBRopen hole
(no pipe in the hole) blind rams or CSO rams (surface
stacks)
b) Hydraulic operators use 1,500 psi for normal operation to
close and open thepreventers, but operating chambers are rated for
up to 3,000 psi WP .
c) Ram rubbers seal around the drill pipe and the annulus
between pipe and bore.
d) Wellbore pressure assists closing action by energizing the
rams closed.
e) Shear/blind rams (SBRs) are used to seal the wellbore with no
pipe in the hole.
f) Shear/Blind Rams are also used to shear pipe in an
emergency.
g) Drill pipe usually requires 2,000 to 3,000+ psi to shear
depending on pipestrength, ram operating piston diameter, and ram
manufacturer.
h) Super shears with 28 diameter pistons vs. the 14 or 15
standard size pistons(4x larger area) allow shearing of drill
collars with the preventers.
i) Typical stack arrangement is shear rams on top (1 or 2
cavities) with 3 sets ofpipe rams below the shears - upper, middle,
and lower pipe rams.
j) What is an emergency: in order of most likely occurrence,
loss of DP, (loss ofpositioning reference, loss of station keeping
power), loop current, or blowout.
k) While disconnected no hydraulic power is applied to the rams,
so we need alocking mechanism on the rams to maintain them in the
closed position.
l) Hanging off a tool joint on a closed set of rams (Now see why
shear rams areabove pipe rams), also tends to open pipe rams.
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 2 Ram Preventers
2) Cameron TL Pipe Rams
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 3 Ram Preventers
3) Cameron TL Shearing Blind Rams
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 4 Ram Preventers
4) Closing Ratio The ram blocks are forced into the wellbore by
ram shafts connected to hydraulicallydriven pistons. Closing
hydraulic pressure behind the piston areas forces thepistons closed
with a force equal to the hydraulic closing pressure times piston
area.
Closing Force on ram shaft = Closing pressure (psi) X Piston
Area (pD2/4, in.)
When closing the preventer with pressure in the wellbore, the
pressure is acting onthe ram shaft area attempting to force the ram
shaft into the open position. Becausethe piston area is much larger
than the ram shaft area, a lower hydraulic operatingpressure will
over come a larger wellbore pressure to force the ram blocks into
theclosed position. The ration of piston closing area to ram shaft
area gives us theclosing ratio.
In the example above 1,428 psi of hydraulic closing pressure is
required to close theram with 10,000 psi wellbore pressure inside
it. Ram preventers from differentmanufactures have different piston
and ram shaft diameters and therefore differentclosing ratio. For
example, a Cameron 18 15,000 U-II has a closing ratio of 9.3 to
one. Thismeans that for every 9.3 psi of wellbore pressure it
requires only 1 psi of hydraulicpressure to over come that wellbore
pressure. If the preventer had 15,000 psi in thewellbore it would
require 15,000 psi / 9.3 = 1,612 psi of hydraulic closing pressure
toclose the preventer.
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 5 Ram Preventers
5) Packer Pressure, the secret to maintaining a drip tight
seal
Ram rubbers, or sometimes called ram packers, are squeezed and
forced intocompression when the ram blocks move into the closed
position. The compressiveforce placed on the ram packers is called
packer pressure. Only when the pressure generated inside the rubber
packers (the packer pressure)is greater than the pressure trying to
separate the packers (the well bore pressure)
can a pressure tight seal be achieved. This is a basic concept
for all seals. It canbe applied to elastomer O-rings in electrical
enclosures as well as steel ring gasketsin well control equipment
Typically, when closing the ram BOP with 1,500 psi closing
hydraulic pressure wegenerate 1,000 to 2,000 psi of compression
inside the ram rubbers. This isadequate to form a low pressure
seal, but you may ask, what happens as wellborepressures are
raised. Ram blocks are designed to be self energizing. That is,
aswellbore pressure is raised, the pressure behind the blocks
forces the blocks toclose even more tightly. This self-sealing
effect raises the packer pressure so that itis always greater than
the wellbore pressure.
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 6 Ram Preventers
Wellbore pressure should always be bled off the BOP before
attempting to open aset of rams. When wellbore pressure is under a
set of closed rams, you should notattempt to open the rams. Opening
the rams with 1,500 psi operating pressure mayblow the ram rubbers
off the ram block. Attempting to open the preventer with 3,000psi
hydraulic opening pressure may shear the ram shaft attachment with
the ramblock.
6) Manufacturers
There are 3 major manufacturers of ram preventers, Cameron,
Hydril, and Shaffer.The majority of rams on Transocean rigs are
Cameron and Hydril. Only the D-534has Shaffer rams.
Cameron rams used on subsea stacks are the Model U, U-II, T, and
the model TL Hydril rams used on subsea stacks are the standard
18-10 and 15k psi models andthe light weight (LW) models. Shaffer
rams used on subsea stacks are the model SL and SLX. They are
equippedwith Poslock or Ultralock II hydraulic operators.
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 7 Ram Preventers
7) Cameron U-II Blowout Preventer
a) Hydraulic System
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 8 Ram Preventers
b) Ram Shaft Packing
c) Wedgelocks
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 9 Ram Preventers
In the event of loss of hydraulic closing pressure on the ram
closing chamber,the wedgelock after having been activated on a
closed preventer, will retain thepacker pressure in the ram rubbers
and allow the preventer to continue to sealwith no closing
hydraulic pressure.
Above left is the hydraulic hook-up for the sequence cap which
is show in crosssection on the right. In this arrangement hydraulic
opening fluid can not passthrough the sequence valve to the rams
opening port until the whistle pistonhas traveled to the fully open
position.
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 10 Ram Preventers
8) Hydril 18 15,000 PSI Blowout Preventer
9) Multiple Position Lock (MPL) Components
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 11 Ram Preventers
9) Ram Cavity to Ram Block Allowable Clearance
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 12 Ram Preventers
10) Hydril Engineering Bulletin #92002
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 13 Ram Preventers
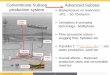
11) Hydril 183/4 - 15,000 Shear Ram CapabilityHydril Shear Rams
are capable of shearing andsealing wellbore pressure in one
continuousmotion as required by API Specification 16 A.This is
necessary because shear rams act as thelast line of defence during
wild well controlsituations for preservation of life, limb,
expensivedrilling equipment, and avoidance of pollution.
The Hydril 18 3/4 - 15,000 Ram BOP has beensupplied with three
optional operator sizes forthe shear rams - 15 1/2 - inch, 19 -
inch, or 22-inch. The Hydril 18 3/4 - 15,000 Shear Ramshave
demonstrated shearing and sealingcapability, as a minimum, on the
following list oftubulars. The shear rams have also demonstrated
fatigue life in excess of 1 1/2 yearsof service in fatigue testing
per API Specification 16 A.
Hydril welcomes customer contracts to demonstrate shear
capability and providestatistical analysis of shear reliability on
customer specified tubulars.
Description Shear Pressures (psi) TestReport22-inch 19-inch 15
1/2-inch
Drill Pipe5 inch 19.5 lb/ft S- 135 TBA 1355 HO 920405 inch 25.6
lb/ft G-105 2250 HO 930275 1/2 inch 21.9 lb/ft S- 135 2524 HO
920406 5/8 inch 25.2 lb/ft S- 135 TBA 1251 HO 95043 Casing7 inch
29.0 lb/ft N-80 1090 HO 960389 5/8 inch 49.0 lb/ft N-80 1250 HO
96038
Tubing1 3/4 inch 0. 175 wall 450 HO 950432 7/8 inch 0. 190 wall
512 HO 950434 1/2 inch 26.5 Ib/ft C,95 2646 HO 930275 1/2 inch 29.7
Ib/ft c-90 2839 HO 92008
Production Tubulars5 1/2 inch All Metal Composite Screens 1616
HO 950195 1/2 inch Prepacked Dual Screens 2046 HO 950196 /8 inch
Prepacked Slotted Screens 1871 HO 930537 Inch Prepacked Slotted
Screens 2236 HO 930537 5/8 in. 29.7 lb/ft, three 2-in. Coiled
Tubes, 16Cnd lines
TBA 3114 HO 96026
Dual string 5 112 inch 17 lb/ft + 2 3/8 inch 1-80 2127 HO 93030
Fatigue Life Tests 104 Wellbore Pressure Cycles at 15,000 psi(728
Closure Cycles)
HO 95037
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 14 Ram Preventers
12) Shaffer 18 10,000 psi SL
Both the Shaffer SL and SLX rams use SL and SL-D ram blocks.
Shaffer ram assemblies1 are different from the Cameron and
Hydril ram blocks inthat the blocks are fabricated from 2 pieces of
steel. The 2 pieces are called the ramblock and the holder which
fits around the outside of the ram block and ram rubber.The holder
and ram block are held together by retracting screws. Retaining
screwsare used to secure the ram rubber on to the ram block.
Shaffer Ram Assemblies
The SL and SL-D blocks are identical except for the addition of
the hard inlay aroundthe drill pipe cut out in the SL-D ram block.
This hard inlay allows the ram blocks toreliably hang-off drill
pipe with up to 600,000 lb. of string weight. The hard inlay
cutsinto the 18o tapered shoulder on the drill pipe box upset to
form a supporting ledge.
1 Shaffer uses the term ram assembly to refer to the block,
holder and rubber as a unit. It takes 2assemblies to close the
wellbore.
Insert
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 15 Ram Preventers
13) Shaffer Poslock Operation
The Poslock operator allows the ram to move into a fully closed
position and lockinto place when hydraulic closing pressure is
applied. No additional hydraulic linesor operations are required to
lock the preventer in the closed position. Then, in theevent of
hydraulic pressure failure, the rams will remain in the closed
position. Toopen the rams, hydraulic opening pressure is applied to
the opening chamber, andthis automatically releases the locking
mechanism, allowing the preventer to open only upon command. The
poslock operator will only lock in one closed position therefor it
can only be used with shear rams and fixed pipe rams. Ultralock
IIoperators are used to lock the preventer closed in multiple
positions as required bymulti rams.
Generally, a low closing pressure2 will close the rams inward
until the ram rubbercontacts the pipe. At this point, the locking
segments are near the locking shoulderon the cylinder wall. As
additional pressure is applied, the ram rubber iscompressed and the
locking segments move out to engage behind the lockingshoulder. The
locking segments move outward because they are forced by thetaper
on the locking cone. Actually, the locking cone is a piston inside
the mainpiston and is forced inward by the same closing hydraulic
pressure which moves themain piston forward. After the locking
segments have moved radially outward, thelocking cone moves
forward, blocking the segments from retracting and thus lockingthe
rams in the closed position. The spring behind the locking cone
prevents thelocking cone from vibrating out of position.
When opening, the rams the operation is reversed. Opening
pressure forces thelocking cone backwards against the spring which
in turn allows the locking segmentsto move inward, unlocking the
ram and allowing the piston to open the ram.
The poslocks have to be properly adjusted to insure that the
locking segments areengaged when there will be sufficient sealing
compression at the face and the topram seals. If hydraulic closing
fluid is slowly throttled into the preventer, pressuredrops will be
observed as the locking cones suddenly move into the locked
position.The pressure at which these fluctuations occur indicates
the amount of ram rubbercompression. Poslock operation should be
verified each time routine maintenanceis done on the stack to
insure that they are properly adjusted, particularly afterchanging
rams. This can be performed by installing a valve and gauge in
ahydraulic hot line at the closing port on the preventer. An
alternative method is toclose the preventer with 1500 psi and then,
after the preventer has closed andlocked, perform a wellbore low
pressure test with the closing hydraulic pressureremove. This will
demonstrate the locking action of the poslocks.
2 This closing pressure will be typically around 200 psi
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 16 Ram Preventers
Shaffer Poslock Operation
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 17 Ram Preventers
14) Shaffer Ultralock II Operation
In a similar manner to the Shaffer Poslock, the Ultralock II
closes and locks thepreventer closed with only the aplication of
closing hydraulic pressure. Theapplication of opening pressure
unlocks the preventer and moves the preventer tothe open
position.
Shaffer Ultralock IIin Closed & Locked Position
LockPiston Piston
PoppetValve
Spring LockWedge
LockRod
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 18 Ram Preventers
a) Closing and Locking
When closing pressure is applied to the preventer the entire
piston assemblymoves inward toward the closed position. Closing
pressure attempts to drive thelock piston toward the lock position
as well. The lock piston can not move inwarddue to opening
hydraulic fluid trapped behind the lock piston by the poppet
valve.As the rams contact the pipe and begin to generate packer
pressure, the poppetvalve is unseated as the poppet end hits the
door casting. The lock piston canthen begin to move inward as well.
The inward movement of the lock pistonsimultaneously drives 4 lock
wedges outwards into contact with the taperedsurfaces on the 4 lock
rods.
Now, if closing hydraulic pressure is lost with the preventer in
the closed position,the wedge of the lock piston forcing the lock
wedges out to the lock rods will holdthe preventer in the closed
position. The 5o taper of the lock wedges is a lockingtaper,
meaning that the ram rubber compression or drill pipe hang-off
forces willnot drive the wedges back wards to unlock the
preventer.
b) Unlocking and Opening
When opening pressure is applied to the opening chamber, the
pressureattempts to shift the piston assembly towards the open
position. The piston willnot move outwards since it is in the
locked position. Opening pressure alsotravels through the poppet
valve and forces the lock piston outwards to theunlocked position.
This releases engagement of the locking wedge with the lockrod and
allows the piston assembly to travel outwards toward the open
position.
After the piston assembly has traveled back a sufficient amount
the spring loadedpoppet valve returns to the closed position. This
will once again hold thepreventer in the unlocked position until
the rams are later closed enough toengage the lock wedges with the
lock rods.
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 19 Ram Preventers
15) Typical Ram Problems :
Hydraulic operating chamber leak. Bonnet or ram shaft packing
leak Outlet ring gasket leak Ram packer leaking
16) Ram Preventer Operation and Inspection Points
i) All Ram preventers in general Never close pipe rams on a open
hole. Maximum operating chamber pressure is 3,000 psi. Perform
hydraulic operating chamber pressure test on OPEN and
CLOSE ports. Check for leaks across seals and at weep hole (leak
intocavity at ram shaft indicates weep hole is plugged).
During well bore pressure testing, check for wellbore leaks at
weep hole. Function test and pressure test wedgelocks and / or MPL
locks. Ram cavity inspection Bonnet groove and seal carrier, bonnet
sealing
surface on ram body, ram blocks (look for damage such as closing
ontool shoulder), and ram cavity sealing surfaces.
Check ram block to cavity clearance limits per manufactures
tolerances.
ii) Cameron 18-3/4-10m Type U Ram Preventer Check 4 bonnet bolts
and hydraulic stud tensioning system for hydraulic
leaks. Hydraulic ram change piston Close pressure Opens the
bonnets and
Open pressure Closes the bonnets, use only 200-500 psi to
openbonnets. Requiring excessive pressure indicates a problem.
Hydraulic operated wedgelocks, operating procedure:
Closing -X Close with 1,500 psi closing pressureX Apply 1,500
psi locking pressure to activate wedgelocksX Pressure can be
released from both chambers to perform pressure test.Note: Never
close a 2nd ram while locking pressure is still applied to the
wedgelock
Opening X Apply 1,500 psi closing pressure (reduces force of
tail rod on wedge
piston)X Apply unlocking pressure to wedgelocksX Only after
locks are completely open can opening pressure be applied
to the preventer
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 20 Ram Preventers
Sequence Caps are to ensure wedgelocks are fully unlocked
beforepressure can be applied to the preventer Open port and the
preventerfully closed before locking pressure can be applied to the
wedgelocks..
Dismantle and inspect both sequence cap assemblies every time
therams are on the surface to ensure the mechanism and seals are in
goodcondition.
Cameron state that when the clearance between top of block and
ramcavity exceeds 0.060, low pressure sealing performance of
thepreventer may be compromised.3
iii) Hydril Compact 18-3/4-15m Ram Preventer Swing out bonnet
design requires that rams be in open position prior to
swinging open Ram cavity seal seat and ram cavity wear plates.
Inspect seat seal to
ensure that it is fully seated - on 10 and 15k rams the gap at
the borefrom top of seat seal to preventer body is approximately
.011".
Operating hydraulics are circuited through the hinge assembly.
Duringoperator testing, check the fluid hinge assembly for
leakage.
Multiple position locking (MPL) check periodically and replace
thebearings annually. A ram block attempting to rise and buck
whileopening & closing the preventer with the bonnets open will
be anindicator that the bearings are going bad.
Never perform a lock out test of the MPL system without having
thebonnet bolted closed. The ram block & ram shaft will attempt
to rotatewhile performing this test.
For an 18-3/4 15k ram BOP Hydril state that when the
clearancebetween top of block and ram cavity exceeds 0.113, low
pressuresealing performance of the preventer may be
compromised.4
i) Shaffer 18-3/4-10m Ram Preventer Swing out door design
requires that rams be in open position prior to
swinging open the door. Operating hydraulics are circuited
through the hinge assembly. During
operator testing, check the hinge assembly for leakage. Poslock
check locking pressure periodically and after replacing ram
blocks. Whenever pipe rams are exchanged with shear rams,
theposlock settings must be adjusted.
Ultralock II Periodically verify proper operation by performing
awellbore pressure test with hydraulic closing pressure bleed to
zero. Asuccessful pressure test indicates the locks are properly
maintaining thepreventer in the locked and closed position.
3 From Cameron Periodic Inspection of Cameron U & U-II BOPs.
4 From Hydril 18-3/4 15,000 psi Ram BOP Operators Manual
-
Subsea Engineers Handbook Section 8
In-Spec Inc. 1999 21 Ram Preventers
For an 18-3/4 10k ram BOP, Shaffer state that when the
clearancebetween top of block and ram cavity exceeds 0.095 for pipe
rams tohang-off drill pipe5 and .089 for shear rams, low pressure
sealingperformance of the preventer may be compromised.6
5 or 0.125 for pipe rams not required to hang-off drill pipe 6
From Shaffer Engineering Report #124-A
BACK TO E-MANUALS TRAININGCoverTable of ContentsForewordSection
1 Overview of Drilling a WellSection 2 Basic ConceptsSection 3
Flange Hub ConnectionsSection 4 BOP Hydraulic Control
SystemsSection 5 BOP Multiplex Control SystemsSection 6 Surface
Well Control EquipmentSection 7 ConnectorsSection 8 Ram
PreventersSection 9 AnnularsSection 10 Gate ValvesSection 11 LMRP
ComponentsSection 12 Subsea BOP Stack ArrangementsSection 13 Riser
EquipmentSection 14 Riser TensionersSection 15 BOP Pressure
TestingSection 16 Codes and StandardsSection 17 Typical Operations
ProceduresSection 18 Subsea Resources