Embed Size (px)
Citation preview
stilT H E S A L Z G I T T E R A G M A G A Z I N E
I N T E R N A T I o N A L
Steel and Technology
Salzgitter AG: A company based in Germany
I S S U E 2 013
STE E L TEC HNoLoGY I N NoVATIo N L IF E
Whatever your plans may be:Salzgitter steel makes it sustainable.Because our steel is a resource-friendly material that can be 100 % recycled – again and again. That’s how scrap is transformed into a wide range of steel products in perfect quality. But our innovative steels, which we are constantly improving, also help save both energy and raw materials – like our new HSD® steel, which signifi cantly reduces the weight of automobile bodies and simultaneously guarantees a high degree of safety in the event of a crash.
Salzgitter 2013 • Motiv: Nachhaltikeit • STIL • Format: 210 x 297mm + 3 mm Beschnitt • ISOcoated v2 • DU: 21.3.13
w w w . s a l z g i t t e r - a g . d e
salIM2029_AZ_Nachhaltigkeit_210x297_IC_Stil_engl_3eg.indd 1 22.03.13 12:34

2 stil stil 3
Bernhard KleinermannHead of Corporate Communications
Welcome! Progress for our clients and ourselves
as an enterprise derives from the sum of our ideas, activities and undertakings – large and small.
In this edition of STIL International, we illustrate for you what we at the Salzgitter Group have come up with to prepare and be well equipped for a suc-cessful future.
We have invested two billion euros in the steel division at our facilities in Salzgitter, Peine and Ilsenburg – in our capabilities, in the quality of our products, and in the development of ad-vanced steel materials in the industrial heartland of Germany.
We work on innovations vigorously – only rarely does an idea fall into one’s lap. Nearly always, the key is a combi-nation of solid education and training, hard work, a systematic approach, as well as perseverance. We will show you how R&D professionals at the Salzgitter Group invent new steel materials and processes.
Steel and Technology – this motto is part of our Group’s logo. Our technology division has demonstrated how to turn things around through its impressive “Fit4Future” program.
In all the activities of the Group, we keep customer benefits and require-ments constantly in mind, while con-tinuing to improve our service levels at the same time.
We – that’s the people of the Salzgitter Group. The staff members featured in this edition look forward to providing you with their capabilities and service when you contact them. Here’s to con-tinuing close cooperation.
Hoping you enjoy your reading,sincerely
Published by: Salzgitter AG, Eisenhüttenstr. 99, 38239 Salzgitter, telephone: +49 (0)5341 / 21- 01, www.salzgitter-ag.de Overall responsibility: Bernhard Kleinermann (Corporate Communications). Coordination: Olaf Reinecke. Magazine orders: Michaela Kruffke, [email protected]. Realization: Schau Verlag GmbH, Lange Reihe 29, 20099 Hamburg, telephone: +49 (0)40 / 32 87 27 - 0, [email protected]. Editor-in-chief: Carsten Wurr. Layout: Odysseas Titokis. Printed by: oeding print GmbH, www.oeding-print.de. Translations: Baker & Harrison, Munich, [email protected]
The execuTive Board of SalzgiTTer ag
COMMITTING 2 BILLION EUROS TO THE FUTURE . . . 4 Salzgitter Stahl 2012 – the investment program has been completed. Images and illustrations from Salzgitter, Peine and Ilsenburg . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-13
BOTTLING THE BEER WITH KHS . . . . . . . . . . . . . . . . . . . .14 “Oxygen is our greatest enemy” . . . . . . . . . . . . . . . . . . . . 16/17
“KHS is aspiring to technology leadership in its sector”: interview with Prof. Dr.-Ing. Matthias Niemeyer, Chief Executive Officer . . . . . . . . . . . . . . . . . . . . . . . . . . 18-20
Reports from three KHS locations – and from the Khmer Brewery in Cambodia . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21-25
PIPE AND PLATEOn Meerwind, CERN and a gas pipeline . . . . . . . . . . . . 26/27
FOCUS ON EASTERN EUROPE . . . . . . . . . . . . . . . . . . . . . . .28 Hungarian specialties . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30-35
The European Championships in Poland were the kick-off . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35-39
SALZGITTER MANNESMANN FORSCHUNG . . . . . . . . .40 “Every innovation resembles a mountaineering first ascent”: interview with Managing Director Dr.eng. Benedikt Ritterbach . . . . . . . . . . . . . . . . . . . . . . 42-46
Nine examples of research in Salzgitter and Duisburg – along with an anniversary . . . . . . . . . . . . . . . . . . . . . . . . . 47-59
KHS builds bottle-filling ma- chines in Bad Kreuznach P. 22
A welder at work in Hungary P. 33
The pipe-bending machine at SZMF in Duisburg P. 57
conTenTS
Steel external sales:
€ 2,654.7
Tubes external sales:
€ 1,559.5Services external sales:
€ 412.4
Technology external sales:
€ 1,093.6
SalzgiTTer ag 2012External sales 2012: € 10,397.2 billion; employees: 25,500
Trading external sales:
€ 4,646.8
The men at the helm, from left: Michael Kieckbusch, Personnel; Burkhard Becker, Finance; Prof. Dr.-Ing. Heinz Jörg Fuhrmann, Chairman, Technology and Steel; Heinz Groschke, Trading; Wolfgang Eging, Tubes
The hiSTory of SalzgiTTer
1595Ilsenburger Kupferhammer
1858Ilseder Hütte
1970Stahlwerke Peine-Salzgitter AG
1992Preussag Stahl AG
1998Salzgitter AG
1897LothringerHüttenverein
1923Klöckner-Werke AG
1990Walzwerk IlsenburgGmbH
1937 - 1964From the Reichswerke AG to Salzgitter Hüttenwerk AG
Ilseder Hütte Salzgitter AG2000
20071992
1890Mannesmannröhren- Werke AG

4 stil stil 5
The “Salzgitter Steel 2012” investment program adopted in 2007 is due to be completed as scheduled. In the interim, the Group has spent around two billion euros in modernizing the plants in Salzgitter, Peine and Ilsenburg. Despite the intervening economic crisis, all of the projects have been carried out. STIL International now presents the most important investments
Committing 2 billion euros to the future: “Salzgitter Steel 2012” program completed
Phot
o: S
hutt
erst
ock
These three aerial photos show the current status of the Salzgitter, Peine and Ilsenburg plants. These are the main Steel Division plants where top-quality rolled steel products are manufactured
Salzgitter
Peine
Ilsenburg
Phot
os: S
ZAG

6 stil
The Salzgitter Group has invested vigorously in its Steel Division in recent years. The main goals have been to broaden its prod-uct portfolio, increase quality, strengthen
bonds to customers, as well as enhancing productiv-ity and reducing costs at the same time.Salzgitter has intentionally positioned itself as a niche producer among the global players in the steel industry. The dedicated orientation to high-end market segments has led to development of many new products. Salzgitter has set itself some ambi-tious targets for the coming years, particularly in the AHSS (advanced high strength steel) steels sector. By increasing the efficiency of the new power plant, we have succeeded in reducing costs considerably at Salzgitter Flachstahl GmbH. Thanks to the new fourth continuous casting line in Salzgitter, Ilsen-burger Grobblech GmbH is now able to offer its cus-tomers plates with piece weights of up to 28 t. These are in particularly high demand in the booming offshore wind power market. As part of the quality offensive, secondary metallurgy in Peine has been developed, the section mill for small and medium-sized profiles has been modernized, and new drives on the hot-strip mill installed.By investing in the belt casting plant in Peine, HSD® (high strength and ductility) steels will be produced there. These steels feature outstanding properties in terms of strength and elongation at break.If we look at current megatrends – namely mobil-ity, energy efficiency, and access to resources such as water and energy – we see that steel is indispen-
sable. Steel plays a key role in climate protection in particular. A third of the CO2 reductions planned for Germany by 2020 can only be realized with the help of innovative steel products. This is confirmed by a study carried out by the Boston Consulting Group. Steel is the most important construction material of our time and is therefore not the problem, but in-stead an essential part of the solution – not only with regard to the challenge of climate change. For many years, through its plate production, Salzgitter AG has been participating successfully in the field of offshore wind power plants. As early as 1996, Ilsenburger Grobblech GmbH has been delivering quarto plate and cut-to-size blanks for the wind power industry, first for onshore towers, and increasingly for offshore wind farms now.In both Germany and Europe, global technical standards are being set, and innovative steel products researched and launched on the market. Industrial reality demonstrates how urgently an efficient Euro-pean steel industry is needed, since it is an important source of ideas and provides the basis for sustain-able future designs. In the recent past in particular, energy-intensive industries have faced a flood of European regulations with regard to energy and en-vironmental policy, however. The resulting increase in costs reduces the competiveness of the entire industry, in Europe and internationally. It urgently needs a legal framework that enables its energy costs to be competitive internationally. Without being able to plan with certainty, large investment projects such as Salzgitter Steel 2012 will no longer be possible in Germany.Steel is an energy-intensive industry, and power is a highly significant cost factor. By means of vari-ous programs and incentive systems, the Salzgitter Group is continuously committed to leveraging as much energy-saving potential as possible. A major step in this regard was taken with construction of the new power plant. The facility achieves a significant increase in efficiency: approximately 1.35 TWh of power are produced annually. In the power plant, gases generated during the production processes from the coking plant, blast furnace and steel mill are used to generate electricity. In addition, steam is gen-erated for production. Significantly more that 90 % of the fuel consumed in operating the large boiler derives from the metallurgical process. In this way, we produce about 90 % of the energy required by the metallurgical plant itself – which certainly ranks as recycling and energy efficiency at its very best.
“Steel is essential for capable and competitive industry”The Salzgitter Group has invested two billion euros
Salzgitter Ste
el 20
12
Phot
os: S
ZAG
, PH
OTO
BOJA
HR.
DE
stil 7
There’s no other casting line like it in the worldFrom 2013 onward the new belt casting line will be producing HSD® steels
The world’s first industrial belt casting line is due to be commissioned in Peine at the end of the year. Completion of this plant marks the realiza-tion together with SMS Siemag of a fundamentally different and globally unique casting concept on an industrial scale. The all-new line will enable us to cast innovative, high-strength steels that con-serve resources. In taking this entrepreneurial step forward, the Salzgitter Group is pioneering new product and production technologies.
The advantages of this BCT-Belt Casting Tech-nology® lie in the substantial savings in energy and CO2 in the manufacture of steel. The technology also supports the industrial production of HSD®
steels and other innovative steel products (see our earlier STIL report). Ulrich Grethe, CEO of Salzgitter Flachstahl GmbH, explains: “In addi-tion to an exceptional plasticity, HSD® steels also exhibit high strength and are predestined for use in motor vehicles. In these and other conceivable applications, the use of HSD® steel sheet will help to conserve resources in various ways. As a result of the environmental effects achievable, this project developed with partners including the TU Clausthal is supported by an investment subsidy under the en-vironmental innovation program run by the Federal Ministry for the Environment, Nature Conservation and Nuclear Safety.
Salzgitter Ste
el 20
12
Energy – a contemporary issue: the new power plant in Salzgitter
Ulrich Grethe, CEO and Managing Director of Salzgitter Flachstahl GmbH at the BCT facility in Peine, Germany
8 stil stil 9
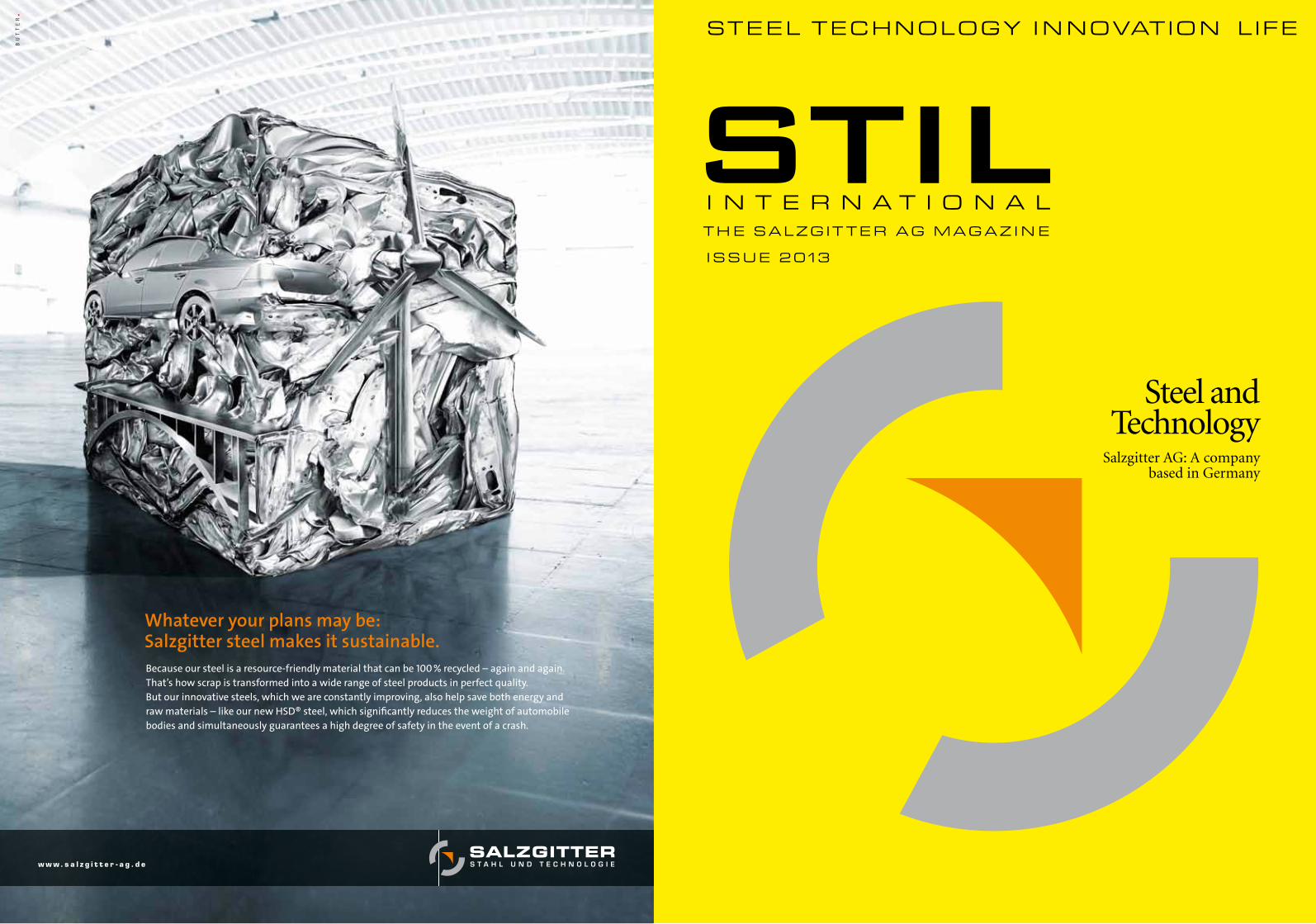
The new line commis-sioned in Salzgitter in 2010 is generally called the No. 4 continuous casting line. But it is also – and more accu-rately – known as the thick slab casting line. This is where the huge slabs are cast that
are mostly shipped 50 km away to Ilsenburg to be rolled, in an ongoing joint production pro-cess spread across two Group locations. The 4th continuous casting line was set up to enable us to produce slabs in new dimensions. It was the right decision to make, since precisely these maxi-dimensions are in demand, for example to build new offshore wind turbines (see below). Dr. Peter Müller, manager of the continuous casting and finishing lines, explains that “The new single-strand continuous casting line is built to a radial design and can produce slabs in widths of 1,100 to 2,600 mm and thicknesses of 250 and 350 mm. With a constant radius of 11.5 m, the line allows us to reliably and productively cast grades of steel that might otherwise be susceptible to cracking.” The line has a maximum throughput of 7.5 t. per minute.
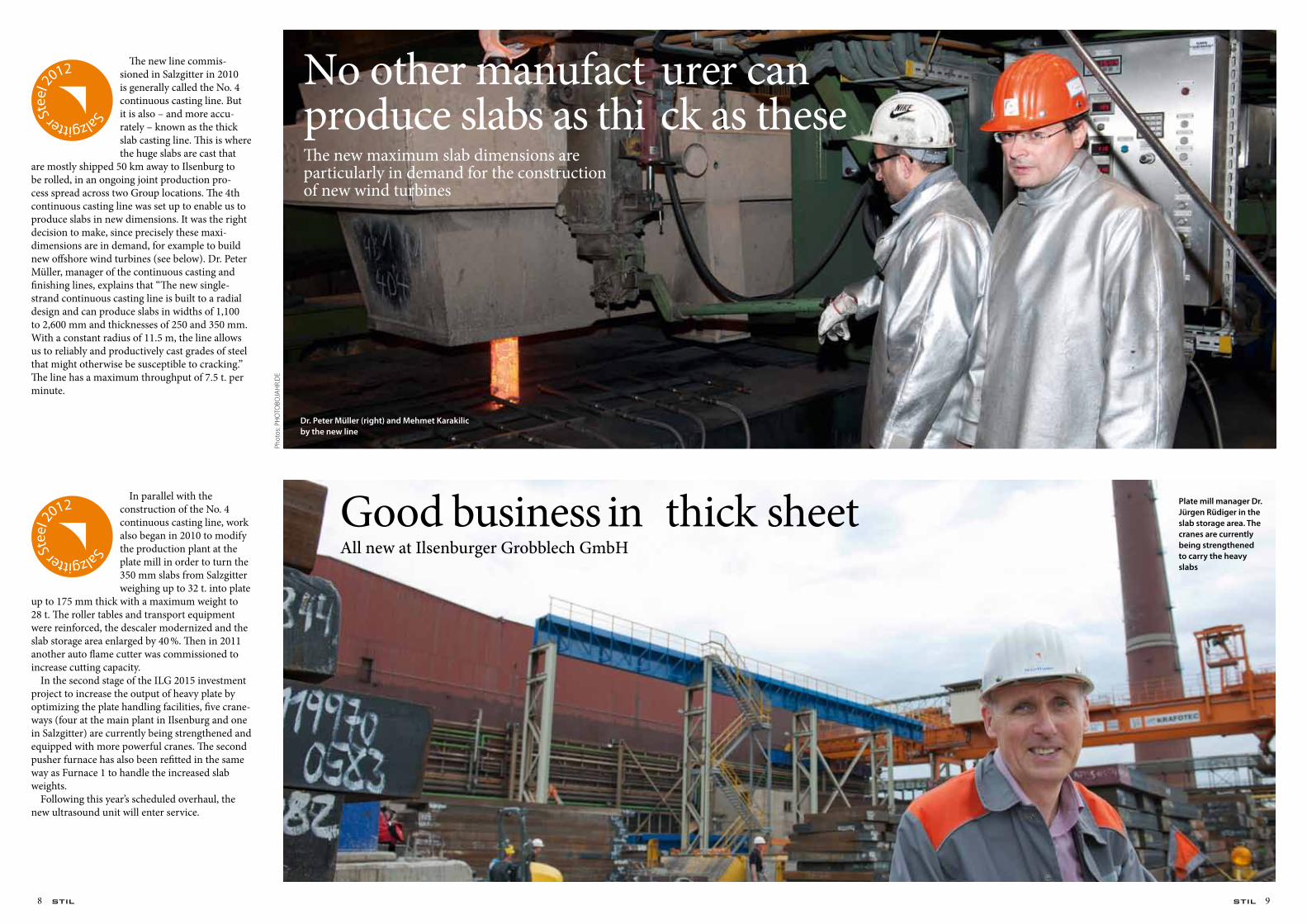
In parallel with the construction of the No. 4 continuous casting line, work also began in 2010 to modify the production plant at the plate mill in order to turn the 350 mm slabs from Salzgitter weighing up to 32 t. into plate
up to 175 mm thick with a maximum weight to 28 t. The roller tables and transport equipment were reinforced, the descaler modernized and the slab storage area enlarged by 40 %. Then in 2011 another auto flame cutter was commissioned to increase cutting capacity.
In the second stage of the ILG 2015 investment project to increase the output of heavy plate by optimizing the plate handling facilities, five crane-ways (four at the main plant in Ilsenburg and one in Salzgitter) are currently being strengthened and equipped with more powerful cranes. The second pusher furnace has also been refitted in the same way as Furnace 1 to handle the increased slab weights.
Following this year’s scheduled overhaul, the new ultrasound unit will enter service.
Salzgitter Ste
el 20
12
Salzgitter Ste
el 20
12
Phot
os: P
HO
TOBO
JAH
R.D
E
Good business in thick sheet All new at Ilsenburger Grobblech GmbH
Plate mill manager Dr. Jürgen Rüdiger in the slab storage area. The cranes are currently being strengthened to carry the heavy slabs
No other manufact urer can produce slabs as thi ck as theseThe new maximum slab dimensions are particularly in demand for the construction of new wind turbines
Dr. Peter Müller (right) and Mehmet Karakilic by the new line

10 stil stil 11
International leader Hot strip mill: New mill stand motors, 4th reheating furnace, 3rd coiler
The goal of the extensive investments completed in 2012 at the hot strip mill in Salzgitter were to roll strip that is thinner, thicker, wider and ultra-strong. The hot mill rolls slabs to produce steel strip a kilometer or more in length that is then wound into coils. At the heart of the hot mill train is the seven-stand finishing line. Every one of these mill stands has been fitted with new motors, each weighing 100 t. and packing 15 MW of power. The investment program also included a fourth reheating furnace, a new roughing stand and a third coiler to accommodate the strip. Karsten Matthies, operations director of this prod-uct area, says: “Following these investments we now have one of the world’s highest performing plants.” The regularity and stability of the rolling process have been improved and tolerances can now be complied with more precisely. As Karsten Matthies continues: “The overall result has been to substantially optimize the quality of our hot strip and rolled strip and sheet products.”
There are currently 550 workers employed at the hot mill that delivers a maximum output of 4.35 million t. per year. Customers include promi-nent auto industry suppliers, truck, domestic ap-pliance and construction plant manufacturers and producers of steel tubes.
The hot mill previously underwent extensive modernization in stages between 2000 and 2004. At the time, a walking beam furnace was installed to enhance the thermal treatment of slabs. The second step was to erect a new sizing press which prepares the slabs for rolling – heated to up to 1,250 °C, they are pressed to the finished strip width.
The most important stage came in 2004 with the installation of a new 820 t. roughing stand. This was assembled out of individual components each weighing up to 170 t. The roughing stand reduces the slabs from their original cast thickness down to 45 mm. The desired product geometry is then achieved in the finishing stands.
Salzgitter Ste
el 20
12
Operations director Karsten Matthies in front of the hot mill finishing train
More steel and shorter retooling timesSecond electro-furnace and enhancements to the universal beam mill ensure additional flexibility
Dr. Roger Schlim, managing director of PTG, in front of the second electro-furnace
Peine beams have ranked as a trusted brand for decades. To ensure they remain so, the “Salzgitter Stahl 2012” investment program focused on two essential areas: A second electro-furnace has been installed and the universal beam mill – known as UMIT for short – has been brought up to the state of the art. As Dr. Roger Schlim, managing director of Peiner Träger GmbH, explains: “With the installation of the second furnace we have been able to increase production capacity to two million tons of crude steel per year, which has also helped to eliminate the crude steel shortage within the Group.” The steel made in Peine is produced entirely from scrap which is smelted at a tapping temperature of 1,641 °C. From charging the furnace with 155 t. of scrap to tapping off the molten steel, the process takes 40 minutes. The second investment, completed in early 2010, involved renewing the UMIT. By the time work began, the mill had already rolled almost 17 million small and medium-size steel beams. Since the current market increasingly calls for individual dimensions, three new rolling stands have been erected to permit significantly reduced retooling times. Dr. Schlim con-tinues: “This has also enabled us to bring new products to market.” Examples include sections that call for tight tolerances and sophisticated surface qualities.
Salzgitter Ste
el 20
12
Phot
os: P
HO
TOBO
JAH
R.D
E
Operations manager Dr. Jörg Wehage stands by the fully modernized UMIT

12 stil stil 13
What a power plant!Annual output of 1.35 terawatt hours
Since 2006 the Salzgitter-Group has invested hundreds of millions in renewing the power station at the Salzgitter plant. The most important major additions are the two new generating blocks. At the same time, the power supply
network at Salzgitter Flachstahl GmbH (SZFG) was fundamentally renewed. Henning Schmidt, the power station manager with a team of nearly 300 employees, outlines: “Thanks to the efficiency gains, we have since been generating an extra 350,000 MWh – that’s power
we no longer have to source externally. And it also saves on CO2 emissions.”
The power station is the driving force behind the Salzgitter plant. The amount of electricity generated adds up to around 1.35 TWh per year – enough to supply a town even larger than adjacent Braunschweig with its 250,000 inhabitants.
The power station produces electricity and steam on the combined generation principle, using the gas byproducts from the coking ovens, blast furnaces and steelworks. This in turn contributes substantially toward energy efficiency and the conservation of resources.
Salzgitter Ste
el 20
12
Phot
os: P
HO
TOBO
JAH
R.D
E
The No. 2 continuous pickling line installed in Salzgitter together with a new building complex has set new standards in Europe for surface quality, strip flatness, cut quality and coiled condition. The commissioning phase that began in early 2008 was challenging. The
continuous pickling line treats hot rolled flat steel in an 18 % hydrochloric acid solution at a temperature of 82 °C. This process removes the scale that has formed on the strip after rolling. This scale – hard and brittle – is undesirable in many applications. The plant is called a continuous pickling line because production continues without interruption – at the start of the process the ends of the coils to be treated are welded together. The No. 2 line has an annual capacity of around 2.5 million t., with a coil being pickled every five minutes. The best customer is the Group itself: Three quarters of the production volume is processed in the cold mill at Salzgitter Flachstahl.
Dr. Michael Brühl (left), operations director cold flat products, and production manager Christian Bauckholt by the continuous pickling line. The shed is 330 m long and 31 m wide
Henning Schmidt (center) watches employees Yusuf Altan (left) and Ralf Langeheine at work in the power station control room
Salzgitter Ste
el 20
12No. 2 continuous pickling line sets new standards Strip flatness, cut quality and coiled condition are exemplary

14 stil stil 15
Bottling the beer with KHS We brew annually more than 80 million hectolitres of beer, strictly according to the German puri tylaw. Intelligent technology takes care of filling the kegs, cans and bottles. One of the leading international manufacturers of filling and packaging machinery is KHS. The company supplies the entire spectrum of the beverages industry, from the microbrewery and mid-sized operations right through to global players. KHS has belonged to the Salzgitter Group since 2007. How is the beer bottled and what machinery is required? An article by carsten wurr (text) and udo bojahr (photos)

16 stil stil 17
“Oxygen is our greatest enemy” The privately-owned Moritz Fiege Brewery has just bought a new filling machine from KHS. Why did the brewers from Bochum choose the Salzgitter subsidiary – and what are the most important things to watch out for in filling?
Dirk Eichfeld suddenly jumps into action. From the corner of his eye the plant manager sees the empty bottles jamming in front of the bottle washer. The rea-
son: the machine that opens the swing stoppers has given itself some creative timeout. By the time Dirk Eichfeld gets there, however, the problem is already solved. The swing stopper machine is working again and filling can proceed.
The Moritz Fiege Brewery in Bochum is one of the oldest breweries in the Ruhr Area. Under fam-ily management, the brewery has been producing specialty beers since 1878. Along with the multi-award winning Pils with its unique characteristics, nine other types of beer are produced, ranging from “Radler” (shandy), “Bernstein” (the color of amber) and “Schwarzbier” (dark beer). Fiege’s around 60 employees dedicate themselves day in day out to the uncompromising quality of their specialty beers, sold mostly in swing-top bottles throughout the Ruhr Area and further afield.
But how does the beer get into the bottle? Dirk Eichfeld, who has been responsible for precisely this question for six years, knows the answer like the back of his hand. “At the heart of the plant is the filling machine, called filler for short,” he says – the machine, by the way, is made by KHS but we’ll get to this later. Eichfeld: “When the beer is ready it is filled at a temperature of 8 °C, applying what is known as the iso-barometric principle. What this means is that the filler tank and the bottle are kept at exactly
the same pressure of 3.5 bar.” This prevents frothing, saves time and also guarantees exact fill levels.
But how is this pressure equalization achieved? Eichfeld: “After the bottles have been sanitized, they are vacuumed twice in an alternating sequence and then filled with CO2. This process equalizes the pres-sure, on the one hand, while the vacuuming has an additional effect: it ensures that there is no oxygen left in the bottle. At this point, it’s important to know that oxygen is bottled beer’s greatest enemy. It causes a chemical reaction which quickly makes the beer go flat.”
With the oxygen gone and pressure equalized the filling can now begin. A lifting mechanism presses the bottle against the filling valve that, in turn, in-serts a gas return pipe into the bottle that directs the beer into the bottle. This pipe has a second purpose: while the beer runs down the outside into the bottle, the same volume of CO2 is injected through the pipe, which ultimately ensures pressure equaliza-tion. Although Fiege mainly uses 0.5-liter bottles for its beer it also has other sizes. Before the filling volume can be adjusted, the gas return pipes need to be exchanged. This is done by hand and takes around one and a half hours. The actual filling process itself is a matter of seconds. As the machine has 72 valves, all of which fill the bottles at the same time, Fiege’s maximum output capacity is 25,000 bottles an hour.
Fiege and KHS look back on a long-standing part-nership. The filling machine is already 30 years old and still performs its tasks reliably. Technical prog-ress and especially the benefits of far lower energy
Thirty years down the line and KHS machine is still functioning perfectly
At Fiege, 25,000 bottles are filled an hour
The exact same pressure must be maintained in the filling tank and in the bottle
consumption have featured as strong arguments for a replacement, which Fiege is now carrying out: The new filling machine, a DRS-ZMS, is to be installed in February. Production will then cease for about two weeks. Master Brewer Marc Zinkler explains why KHS was favored once again: “It was the flexibility which convinced us. With its versatile and modular filler construction, KHS was immediately in a posi-tion to fully satisfy all the requirements we placed on the machine.” Zinkler cites the vacuum pump as an example, which is cooled to 8 °C by chilled beer rather than by water. Zinkler: “This allows us to save on water and electricity while protecting the envi-ronment – which is fully in line with our corporate philosophy.”
Incidentally, Fiege has more equipment by KHS on the job: the depalletizer for empty bottles and the keg filler for draught beer.
One of Master Brewer Zinkler’s pet topics is qual-ity: “We have a huge advantage, as we only sell in the region and don’t have to cover long distances. What goes for bread rolls, also goes for beer: the fresher they are the better they taste.” Fiege uses a lot of aromatic hops for this reason. The beer also spends longer in storage at Fiege. Zinkler: “We give the beer six to eight weeks to develop.” This pays off, particu-larly during primary fermentation: “It is good for the taste and tingles much better on the tongue.”
Everything is fully automatic, and the two employees in the photo only need to intervene in an emergency
The Fiege Brewery is situated in the center of Bochum. Its illuminated logo can be seen for miles glowing in the dark

18 stil stil 1918 stil
online or maintaining it, across all time zones, which means that queries are received in Germany at all times of the day and night.
The technologies deployed to achieve maximum performance are impressive, with potential outputs of 120,000 cans an hour, the equivalent of more than 30 cans a second! Here, all the different types of machinery must work together seamlessly to reach maximum output and guarantee economical, low-disruption operation. The product portfolio also encompasses washing, filling, labeling, inspec-tion, packaging and palletizing machinery as well as stretch-blow molders for PET bottles.STIL: Before assuming your post as Chief Executive Offer of KHS you worked for Salzgitter AG for many years. Where do you see common ground? Is there a difference in mentality?Niemeyer: I continue to work for Salzgitter AG in my capacity as KHS’s Chief Executive Officer. What we share is our focus on innovative products and processes, both in steel and in the Technology Division. One of the differences: in KHS’s business segments, proximity to the customers and intensive contact is of great importance. The complexity that arises from the interlinking of individual machinery in our business, along with the array of technolo-gies applied, necessitate an extremely methodical and systematic approach. On the other hand, we are exposed to huge cost pressure, which we counteract through increasing standardization and innovative solutions.STIL: What are KHS’s main customer groups?Niemeyer: We supply to almost all large bever-age groups all over the world, irrespective of the products being filled or the receptacles (glass, PET bottles, cans, kegs). Around half our revenues is generated through these key accounts. The other half comes from small and mid-sized beverage producers and bottling operations.STIL: In contrast to steel, which is mostly produced and sold in large volumes, KHS plant and machinery are generally made to order or manufactured on a modular basis. What effect does this have on produc-tion, planning and customer relationships?Niemeyer: The requirements specific to the individ-ual project initially place great demand on consul-tancy services in sales, on the plant design, its layout for instance, and contract management. In the phase of technical clarification, many parameters need to
be determined together with the customer, from the shape of the bottle and bottle cap right through to operating concepts. When preparing a detailed concept of the facilities, KHS employees measure the interfering contours of existing buildings and use 3D plant planning. Visualization using stereo projection can then be done on what we call a powerwall in our production sites or via a mobile system at the cus-tomer’s. In effect, we are using Augmented Reality to avoid errors at an early stage of planning and enable the plant to be swiftly commissioned.
Depending on how the machinery and plant are designed, further construction work may be necessary following on from acquiring the proj-ect. Production then takes place within our global production network, with planning factoring in the various competences of the plants and the distance to the customer’s location. Freight, insurances and transport routes, as well as support by local assembly teams on site at the customer’s, need to be planned and calculated at an early stage.STIL: KHS is a company with global operations. Do the requirements placed on KHS machinery and plants differ in the individual countries and, if so, to what extent? Niemeyer: Our customer relationships are deter-mined, on the one hand, by central procurement departments operating worldwide that define a global standard to be adhered to all over the world, in Europe as well as in China and India. On the other, there are naturally differences in the mental-ity and philosophies which lead to different local requirements, also against the backdrop of consumer behavior in the respective country. These differ-ences express themselves in the degree of machine or plant automation, for instance. They also depend on personnel costs and the qualification levels of local machine operators, energy efficiency, the energy costs and investment volume in the media used, the scope of maintenance contracts or packages. Last but not least, and a most important determinant: the products and the receptacles to be filled, the shape and quality of the bottles and the labeling material, for example.STIL: How important is it, for instance, if more sugar is used in the lemonade of country A than in country B? Or to put it another way: do the ingredients of the beverages influence the design of the plants?Niemeyer: Not as a rule, provided that the composi-
“KHS is aspiring to technology leadership in its sector.” Interview with Prof. Dr.-Ing. Matthias Niemeyer, Chief Executive Officer
KHS GmbH, headquartered in Dortmund, emerged in 1993 from a merger between Holstein & Kappert AG, established in Dortmund in 1869, and Seitz-Werke
GmbH which was set up in Bad Kreuznach in 1887. The year 2008 saw the integration of KHS Corpo-plast, KHS Plasmax and KHS Moldtec as well as other companies acquired to round off the portfo-lio. KHS is a wholly-owned subsidiary of Salzgitter Klöckner-Werke GmbH, a member of the Salzgitter Group.
With almost 5,000 employees all over the world, the Group generates sales of more than € 900 mil-lion today. Along with production sites in the USA, Mexico, Brazil, China and India, KHS GmbH has several plants in Germany. Bad Kreuznach serves as the center of competence for beverage filling technology (see page 15). At its Kleve site, KHS produces packaging technology focused on cutting-edge final packaging. Palletizing as well as casing and uncasing solutions are the focus of activities at the Worms plant. KHS Corpoplast and KHS Plasmax, both based in Hamburg, concentrate on stretch-blow molding and barrier coating technology and on developing new plastic bottles (see page 17). Finally, the largest production site, with 1,200 employees, is located in Dortmund. It is here that the competence centers for cleaning and pasteurizing technology as well as labeling, transport, and inspection technol-
ogy are situated. This location also houses the Execu-tive Management and central administration (see page 13). STIL interviewed Prof. Dr.-Ing. Matthias Niemeyer, Chief Executive Officer of KHS, who has years of experience from working in other compa-nies of Salzgitter AG.
STIL: What would you say are the biggest differences between special machinery and plant engineering and the steel sector?Niemeyer: The differences are far-reaching, starting with our customers and their requirements. We have major international companies as well as microbrew-eries as customers, but they are all focused on the quality of their products and their presence in the market. We respond to these partly extremely com-plex requirements – after all, we are talking about food technology – with a portfolio of innovative machinery that we develop on an ongoing basis in incremental innovation cycles. In our global project business, with plants installed in Mecca, Honduras and Papua New Guinea, for example, we have also had to adjust to regional differences in requirements, whether it be the degree of automation or the avail-ability of our service employees.
From our supermarkets we are familiar with dif-ferent types of receptacles and shapes that need to be optimally processed. Our employees all over the world assume responsibility for getting machinery
Professor Dr.-Ing. Matthias Niemeyer has been active as Chief Executive Officer for nearly two years. The illustrations below show the KHS production facilities – in Germany and all over the world
0,00 11,00
Zinacantepec,Mexico
Worms
Ahmedabad,India
CBE – Suzhou,China
Bad Kreuznach
São Paulo,Brazil
Dortmundheadquarters KHS
Sarasota,USA Kleve
Waukesha, USAheadquarters USA Hamburg

20 stil stil 21
tion of beverage does not vary dramatically. It may be a challenge if exotic ingredients are used or if prod-ucts differ as to their consistency. Take some regions, for instance, where a growing proportion of solids is added to the beverages, fruit pieces in smoothies, for instance, right through to aloe vera pieces in health drinks.
Ingredients seldom used, particularly citric acid, mint aromas or taurine, require our machinery to have different sealing materials to ensure the longev-ity and quality of our products in this case as well.
An even greater influence on our machinery is ex-erted, however, by the receptacles used, such as bot-tles or cans. One example: PET bottles are becoming increasingly lighter for reasons of sustainability and cost, which consumers have most certainly noticed. This can lead to challenges in handling through-out the plant, particularly in the high-performance area where 20 bottles a second and more are being produced. In the case of glass bottles, high tolerance ranges or bottles subjected to a lot of wear and tear can make the correct handling difficult. STIL: In its Fit4Future program (STIL report), KHS has underscored its commitment to becoming the most innovative manufacturer in its sector. What are the technical highlights so far, and what is in store now?Niemeyer: Looking back, the new Innofill Evoglass filler generation that had its market launch at Brau Beviale 2011, marks a splendid start to a year charac-terized by innovations. In recognition of its outstand-ing energy profile, KHS was awarded the coveted “Energy-Efficient System Technology” TÜV (German Technical Inspectorate) certificate. Similar awards will soon be conferred for the stretch-blow molding machine and the packer’s gas-operated shrink tunnel. Manifold product innovations, as exemplified by the new FullyEnclosed FilmPack® functional unit for the Innopack shrink packer, followed on from this. In the FullyEnclosed FilmPack®, we have success-fully brought an innovative container to the market.
Eliminating the side openings and the cardboard in the film packaging gives our customers a significant cost advantage. Other examples are PVPP beer sta-bilization, the ESL and 28 mm bottle variants of our aseptic fillers, the new labeling platform, the double pouch packer and the new microfiller.
Numerous development and standardization proj-ects are currently on the finishing straights and will join the succession of successful product innovations in the months ahead, improve our cost position and deliver additional competitive advantages for KHS.
STIL: More of a global question: the world’s popula-tion is growing, and with it the need for clean, hygienic and impeccable food. How can KHS benefit from this megatrend?Niemeyer: We assume – and this has been confirmed by external studies – that the market for filling and packaging machinery is set to grow. Given revenues today of approximately € 4.8 billion p.a. from the sale of new machinery, and an annual growth of some 5 to 8 %, we look forward to the coming years with confidence.
Our production plants give us a presence in the high-growth markets, especially in Brazil, India and China. The proximity to our customers and to the market is what sets us apart here. At the same time, we reduce processing time and costs thanks to shorter transport distances, for instance.
Greater demands placed on filled beverages will most certainly result in more stringent demands placed on machine technology in the next years. The advantages KHS enjoys include our global base of more than 10,000 installed machines, service spanning the globe and local sales structures. With the paramount aim of benefitting our customers we at KHS work every day toward the vision of being: “First Choice in Technology & Service”.
Dortmund: a location with a rich history From here, KHS plans major product lines and supplies the world with replacement parts
“We have a presence in the high-growth markets through our plants”
A new washing machine in the Dortmund plant: everything sprayed red is part of the drive technology; blue stands for pump system components
We are on a guided tour with Bernd Oestermann, plant manager and native of Dortmund. He has worked for the Westfalians for 23 years, and
since 2006 in his current position. Before that, the 52-year-old engineer was part of the Service staff and traveled the world. He puts the aspiration of the Dortmund plant and the whole company in a nut-shell: “We want to achieve technological and service leadership in the entire sector.” An aspiration with a historical background: It was here that Holstein & Kappert was successful in developing the first semi-automatic bottle cleaning machine back in 1907. At almost the same time, the first semi-automatic filling machine, which went by the name of “Kraftre-volver”, was taken into operation. From today’s KHS headquarters, all turnkey lines are planned and all stages of work coordinated with the other sites.
“Organs and arteries” is what Oestermann calls the wide range of production in Dortmund. It comprises the assembly of large machinery, such as pasteurizers or bottle cleaning machines, as well as many smaller components. The mechanical produc-tion of small parts (up to 2 m in size), for other KHS plants as well, control cabinet manufacturing, label-ing and transport technology and various detection systems also form part of this portfolio. One of these systems, called the “Sniffer”, checks empty bottles for foreign matter, including ammonia content – an invention with a scurrilous history. Bernd Oester-mann: “Many truck drivers in the US are increas-ingly using empty PET bottles to relieve themselves on long journeys. These bottles naturally need to be completely withdrawn.”
Hall 08 displays the bulkiest machinery taking up the most space in a filling line: bottle washing ma-chines and pasteurizers, each a maximum of 27.5 m
long with a maximum weight of 5.2 m. Ongoing technological development is a matter of course here. Oestermann: “We have built the new pasteur-izers to allow the individual parts to fit into the con-tainer. This saves 60 % of the transport costs.” Pas-teurization extends the shelf life of all beer exported from Germany abroad. The washing machinery is exposed to the greatest wear and tear in any bever-ages line due to the high lye content in the cleaning agent and temperatures of up to 90 °C. Oestermann: “A washing machine has a theoretical lifetime of 8 to 10 years, but if well maintained it may last a good 30 years.” A shiver runs down his spine at the memory of what servicing these machines was like at the time: “We used to find all sorts of things, including dead mice and beetles in the machines and even cigarette ends.”
Bottles should sell themselves well, which is why their labels are an important marketing instrument. At its Dortmund facilities, KHS designs and builds machinery for all sorts of labeling. Oestermann: “Cold glue technology is generally preferred, by most beer breweries for example.” An alternative is hot glue technology, and other bottles have labels wrapped around them. A genuine novelty: KHS is experimenting with printing directly onto bottles which allows entirely new presentation options.
Last but not least, spare parts supply. A high-bay warehouse stores more than 36,000 articles to ensure that they can be delivered to customers in Europe within 24 hours and buyers all over the world within 48 hours. Ultimately, this will also decide whether KHS achieves its aspiration of attaining service leadership in the sector. “Because nothing is more important,” says Bernd Oestermann, “than being at hand to assist the customer with a problem as quickly as possible.”
Examples of filling line configurations for PET, keg and glass recep-tacles as well as cans that can be realized through the KHS product portfolio

22 stil stil 23
Big stuff from Bad Kreuznach When a KHS filling machine takes to the road sometimes the highway even has to be closed
When KHS sends one of its can or bottle fillers on its way, this can cause traffic hold-ups all over Bad Kreuznach. Plant Manager Wolfgang Reichert:
“The machinery, which can be up to 7 m wide, is tak-en to the Mannheim Rhine port on special transport-ers. This means around 100 km of blocked highway, roadworks having to be dismantled, and traffic lights and signs removed. This manoeuvre does not come cheap: a sum of € 50,000 soon mounts up.”
The KHS plant in Bad Kreuznach, manned by 800 employees, is KHS’s second largest plant and houses the center of competence for beverage filling technol-ogy. What this means is on display in Hall 19 A. Here we have a truly splendid example of a can filler, a DVD 184 which is waiting for delivery to a customer in France. It has an output capacity of 120,000 cans an hour.
All major parts for the filler were manufactured in Bad Kreuznach: the tubular ring vessel, the founda-tion and distributor ring and the cylinder table. A major cost factor are the 184 filling valves. Wolf-gang Reichert: “After all, they have to guarantee the maximum accuracy possible in fill levels. All in all, this means cherry-picked materials, high-precision technology and careful assembly.” KHS in Bad Kreuznach also produces filling plants for beer kegs that are made from stainless steel and specially de-veloped for industrial filling and aseptic storage. The maximum performance capacity of KHS machinery is 1,000 kegs of 50 liters an hour.
Prior to delivery, each filler, whether for cans, glass, kegs or PET, undergoes an intensive process of commissioning. Wolfgang Reichert: “... because, once the machine reaches the customer, it has to work without any technical hitches whatsoever.” The KHS plant in Bad Kreuznach employs more than 30 fitters for on-site assembly and technical servicing.
Another important area of production are the aseptic filling plants for fruit juice, drinks with cere-
als and flavored dairy drinks described by Wolfgang Reichert as “a market with a huge future”. The key word in this context is “aseptic cold filling”, which lends itself to the filling of even the most sensitive beverages into plastic bottles due to its outstanding microbiological safety. Wolfgang Reichert: “It also preserves the natural taste and aroma of the drink, along with the color.
Another advantage of aseptic cold filling is that it dispenses with preservatives, which represents a cost advantage for the beverage industry and an addition-ally welcome health aspect for consumers.”
KHS Bad Kreuznach has set up a 3D powerwall to enable customers to form a realistic idea of what the plant will ultimately look like. Plant Manager Wolf-gang Reichert: “This technology allows the customer to see the construction details of the filling machine and the production process, from the palletizing through to the depalletizing of the future filling lines, before the plant is even built.”
Many customers use KHS Bad Kreuznach compe-tence for workflows that do not really have anything to do with actual filling. Wolfgang Reichert: “In the area of process technology, we produce machinery for beverage preparation and for cleaning the filling plants.” Which, by the way, does not mean the plant manager and his colleagues now know the secret recipe of Coca Cola! KHS merely makes the facilities for these processes available (mixing, heating, filter-ing, washing). To finish off with, a look at the future: There are eleven employees engaged in research at the KHS Technology Center. Dr. Diana Wolf, deputy head of the laboratory, gives us a few examples of their current work: “We are currently researching how to reduce the migration of aromas into bottle seals and alternatives to the conventional disinfec-tion and purging of filling machines. A mere switch from hot to cold water washing would save our cus-tomers a lot of energy costs.” This is something they would certainly appreciate.
The KHS Technology Center has its sights firmly on the future. Photo below: Plant Manager Wolfgang Reichert
Machine operator Markus Kreer was responsible for building this bottle filler which is now awaiting its final functional test
PET competence is based in Hamburg KHS Corpoplast establishes itself in a sector with excellent growth opportunities
The KHS Corpoplast GmbH premises in Hamburg are bustling with activity. A new factory building to allow production to be ramped up by 50 % from 2013 onward is
being built just behind the entrance to the property. And there are still more plans: Matthias Grunwald, Plant Manager of KHS Corpoplast, says: “We have enough room to even double our production.”
In the InnoPET Blomax series, Hamburg-based HKS produces a stretch-blow molder, the centerpiece of filling lines in the PET business. This machine blows PET preforms into PET bottles. The market is booming: The share of PET bottles in the global packaging mix stood at 34 % in 2010, with growth uninterrupted. In Germany, it has long since taken over from glass in the carbonated soft drinks busi-ness. PET bottles are also being increasingly used for fruit juice, mainly because PET is lighter than glass and safer as it is less prone to breakage. Matthias Grunwald has reason for his optimism: “The future belongs to plastics. One only has to think of the mil-lions of people in Asia who always cart water around with them – in small PET bottles.”
As far as PET is concerned, the 300 employees in the plant located on Hamburg’s border to Schleswig-Holstein are working on a historical site. Gildemeis-ter AG, a predecessor of Corpoplast GmbH, began to produce high-performance machinery to manufac-ture plastic bottles in the mid-70s in the Hanseatic City. The initiator back then was Coca-Cola that wanted to sell in larger bottles, and a 1.5-liter glass bottle would have simply been too heavy ...
KHS Corpoplast pursues two main goals: to con-struct the machinery in an increasingly economical manner in terms of materials and energy consump-tion – and to be involved right from the start in its customers’ plans. Here it scores twice over. Matthias Grunwald: “Over the last ten years we have managed, for example, to reduce the amount of plastic used for a 1.5-liter PET bottle from 36 to 26 g. In today’s
prices this has cut the cost of materials for beverage fillers by around € 1,000 per hour with a high-output machine. With InnoPET Blomax Series IV, the cur-rent version of our stretch-blow molding machine, we also offer electricity savings of up to 30 % in the production of compressed air and heat, as well as much lower volumes of water consumption, along with numerous technical improvements.”
The “Bottles & Shapes” concept was launched for the purpose of giving the customer comprehensive advice. This is a complex service offering which cov-ers the development of the first design and market-ing idea, the selection of materials and the defining of numerous technical details of the new machine through to the industrial manufacturing of PET bottles. Matthias Grunwald: “This comprehensive range delivers decisive value added advantages for swift, perfect and cost-effective bottle production, all from one source.”
Within a period of 10 years, KHS has considerably reduced the materials used for PET bottles: The weight of a preform (above, left) has fallen from 36 to 26 g
Everything made of PET: Plant Manager Matthias Grunwald with a selection of different types of containers

24 stil stil 25
Good beer is also enjoyed in Cambodia The Khmer Brewery in Phnom Penh is operating with KHS lines. Beer in cans acco unts for 85 % of sales
Good beer is also enjoyed in Cambo-dia. “Beer Cambodia”, produced in the Cambodian capital of Phnom Penh by domestic Khmer Brewery, is on its way
to becoming one of the most popular brands. The company, just founded in 2011, invested right away in three KHS turnkey production lines prior to opening for business: one for cans, one for bottles, and one for kegs. Peter Leang, Senior Executive Vice President of Brewery: “We were on the safe side of things right from the start with KHS technology.”
As is typical in the country, beer sold in cans amounts to 85 % of total sales for Khmer. The keg format accounts for over 10 % and the rest comes from the sale of beer in bottles. Commensurately, the KHS can line has the highest capacity. It produc-es 30,000 0.33-liter cans every hour. The centerpiece of the installation here is the Innofil DMD filling machine with a total of 40 filling stations. The design and construction of the Innofil DMD valves is quite an advantage compared to backpressure valves. The filling valves only open when the absolute pressures in the can and ring chamber are identical. The ad-vantage of this filling technique is two-fold: built-in savings of CO2 and the smallest possible ingress of oxygen. Which in turn makes for longer shelf life and improved flavor stability. The KHS filling system in the bottle line also guarantees low oxygen in the filling process. The mechanically controlled DMG-SVF single-chamber filling system here fills 10,000
0.64-liter bottles and 12,000 0.33-liter bottles using 40 filling stations.
Peter Leang: “Both filling systems fulfill the expectations we had of KHS high-tech, just like our expectations for the best from the other components in our turnkey lines. All in all, we received a cus-tom technological solution from KHS that exactly matched our needs.” A solution that also demon-strates the excellent cooperation between KHS loca-tions worldwide. Filling and packaging technology is produced in various KHS locations – with each meeting the extremely high KHS quality standards. The result is that all components work together opti-mally for high production line efficiency.
For example, each of the Pasteur Innopas PISC units attached as the final stage of the filling pro-cess for the can line as well as bottle line consists of components from different locations. Leang: “We especially value the control over the pasteurization process that the KHS PE delivers. An additional feature we value is the environmentally friendly and efficient operation of the pasteurizer, thanks to its integrated buffer tank system.” The control over pasteurization furnished by the KHS PE is indeed a significant aspect of the units’ quality. In order to maintain full PE regulation, precise calculation of the product’s temperature needs to be carried out constantly at a specified reference point in every container. With the help of mathematics and knowledge of the physical properties, the exact
The Innofill DMD filling system is the centerpiece of the can line, which ensures low-oxygen filling as well as targeted CO2 savings
In order to preserve jobs, palletizing the packaged cans and bottles is performed manually 85 % of total beer sales for Khmer Brewery is from consumer cans and 10 % from keg containers (left)
calculation of the actual PE values becomes part of the ongoing processing. This results in the optimum spray temperature at all times and guarantees that the prescribed temperature limits as well as target PE values are maintained when the container overflows during the pasteurization. Over-pasteurization is held to a minimum in cases when the process must be temporarily interrupted as well.
Leang was particularly enthusiastic about the extreme compactness, robustness, and user-friendly design of the Innokeg Till Transomat 3/1with its 60 x 20-l keg / h capacity: “This little line just runs and runs and runs.”
While packaging the cans happens fully automati-cally, bottles are manually packed into ready card-board boxes after the labels have been applied. The reason: it is feasible to do 12,000 bottles per hour this way, and it creates jobs at the same time. Leang: “For one, we employ modern technical solutions for reasons of quality assurance. However, we also try to preserve jobs as far as possible and help provide a certain standard of living in the region.” The brewery presently has some 2,000 employees.
As Leang sums up: “Our investment in the can, bottle, and keg lines from KHS was also in accord with our corporate philosophy – that in the end, the best and most economical solution is to invest in outstanding technology right from the outset. This is the only way to ensure high product quality and guarantee a long operating life for the equipment.”

stil 2726 stil
The possible discovery of the famous Higgs boson set scientist the world over in an uproar a couple months ago. If this proves true, it would contribute a significant
chapter to our understanding of the birth of the universe. All the excitement took place within the 54 km (33.6 mi) of tubing manufactured by Salzgitter Mannesmann Stainless Tubes Italia (MST) in Costa Volpino.
The Large Hadron Collider (LHC) at CERN in Switzerland is a circular device with an enormous circumference of 27 km (almost 17 mi). It lies beneath the Earth’s surface near the French-Swiss border near Geneva. The LHC’s 27-km circle is supported by a circle of scientists and engineers that work in multinational teams. The purpose of the LHC is to penetrate more deeply into the innermost regions of matter in order to look back billions of years to a time when the cosmos came into being.
The cooperation between MST and CERN did not develop overnight, though. The first contacts were made in 1992. The discussions and the continual exchanges of technical knowledge and information took a good ten years before it became possible for MST to manufacture the 54 km of special non-mag-netic stainless steel for this prestigious plan.
The particle beams for the experiment are acceler-ated in two 27-km conduits of non-magnetic steel by magnets with the LHC.
It is possible in this way to create a “mini Big Bang” that enables scientists to go back to the physical conditions that governed the origin of the universe. It was a fabulous experience for the entire MST team to sense the enthusiasm scientists had for
the project. The search for what is referred to as the God Particle has actually been underway for many years in many quarters.
During the decade of participation by Salzgitter Mannesmann Stainless Tubes in the project at CERN, in-dustrial production was tuned to the highly pre-cise and stringent project requirements for manufac-turing this custom tubing. MST has manufactured a new material with very precise chemical composition that maintains an extremely small magnetic perme-ability in the extremely cold atmosphere of liquid nitrogen. It need not be mentioned that this material and the tubing resulting from it had to be delivered with an unbelievably high level of purity. Naturally, the engineering team at Costa Volpino learned a great deal from this project and has incorporated this knowledge into current production.
It took about another decade at CERN to capture the Higgs boson. “At MST, we are quite aware that we have made a very important contribution to this unbelievable and fascinating search for a better understanding of our universe,” beams MST CEO Christophe Le Rigoleur. “The success was an impor-tant moment for all the MST staff and we are proud to be able to manufacture one of the most demand-ing products ever requested before from an indus-trial tubing manufacturer.”
The connection is madeNEL connects the Nord Stream pipeline to the existing pipeline network
The Nordeuropäische Erdgasleitung / North-ern European Natural Gas Line (NEL) is the last piece in the new natural gas trans-mission corridor from Russia to Europe.
The core of this corridor is the Nord Stream offshore pipeline, starting in Vyborg, Russia, traversing the Baltic Sea and ending in Greifswald, Germany. On the German side, the Nord Stream Pipeline feeds the OPAL (Ostsee-Pipeline-Anbindungs-Leitung / Baltic Sea Pipeline Link) and NEL Pipelines.
The whole system, which starts in Vyborg, Russia, has a total pipe length of 3,350 km, of which EU-ROPIPE is delivering nearly 2,800 km or 84 %. The company is proud to have been chosen as the leading large-diameter pipe supplier in this very demanding project.
The OPAL Pipeline runs from Greifswald into southern Germany and the NEL Pipeline from Greifswald into north-western Germany, ending in
Rehden. Here the gas is either stored or fed into the existing gas transmission pipeline system.
The NEL Pipeline has a length of 440 km and was an order by Wingas with a 75 % share (330 km) and E.ON Ruhrgas with a share of 25 % (110 km). The shareholders are, next to E.ON Ruhrgas and Wingas, the Dutch gas pipeline infrastructure operator Gas-unie. In addition Fluxys, the Belgian energy infra-structure provider, will acquire a 19 % share in the pipeline. The total investment for the NEL project is approximately EUR 1 billion.
The pipeline will have a capacity of more than 20 billion cubic meters per year and an operating pressure of 100 bar. It will be construacted between 2011 and 2012. The outside diameter of the 18 m long L485MB pipes is 56" (1,422 mm) with a wall thickness of 22.3 mm. EUROPIPE has produced 113,000 t. of large-diameter pipes for this project in 2010 out of a total of 350,000 t.
Salzgitter Mannesmann tubing for CERN
84% of the pipe was supplied by EUROPIPE
Higgs boson strikes seamless tubing – in the Large Hadron Collider at CERNSalzgitter Mannesmann Stainless Tubes and the discovery of the God Particle in Geneva
Salzgitter Group company Ilsenburger Grob-blech GmbH (ILG) has received an order from Siemens Wind Power A/S to supply around 15,200 t. of steel plate to construct the
tubular steel masts for the Meerwind offshore wind farm. In 2011, ILG was awarded an order from AM-BAU GmbH for materials for the mast foundations. This new contract means that ILG will be supplying all of the steel, totaling more than 85,000 t., for the masts for the wind farm, which covers an area of 42 km² (16 mi²) out in the North Sea.
80 wind turbines will be fabricated from the plates under contract from Siemens Wind Power. Produc-tion of the plate, which will be supplied with seams pre-welded and dressed, has already begun; “just-in-time” delivery to the company in Denmark con-structing the towers will begin in September.
Ilsenburger Grobblech had already received a major order for Meerwind last year. This involved about 70,000 t. of heavy plate for AMBAU GmbH, with 80 sets of what are known as monopoles and transition pieces on which the wind turbine masts
Ilsenburger Grobblech receives second major contract for MeerwindSalzgitter Group delivers additional 15,200 t. of steel for offshore wind farm project and once again demonstrates its expertise
Tons of steel will be needed for construction of wind turbine facilities. This illustrates the size in comparison with an A380 jumbo jet
in the North Sea will actually be constructed. The 80 offshore wind energy plants, each producing 3.6 MW when built and operating 23 km (14 mi) north of Helgoland Island in the North Sea, will supply 360,000 households with power. The will avoid one million tons of CO2 emissions annually compared to producing power with conventional coal-fired plants. Construction of the wind farm is scheduled to start in late 2012, with commissioning due by the end of 2013.
These orders underscore the high expertise and competitive strengths of Ilsenburger Grobblech GmbH as a supplier to the offshore wind industry. It is a further step as the company continues to success-fully develop its involvement in this sector.
With this order, the Salzgitter Group is once again demonstrating the indispensable role played by steel as the energy industry refocuses on renewable energy.

stil 2928 stil
Picture postcard view of Budapest: In the foreground is the famous chain bridge over the Danube, with the parliament building behind
Salzgitter Mannesmann Handel
Focus on Eastern EuropeWhat began in many Eastern European countries as warehouse-based external sales and service activities has been transformed into independent operating companies. Poland and Hungary are two successful examples

30 stil stil 31
We’ve all seen how it works in the supermarket: The checkout op-erator scans the barcodes on our shopping – and everything we and
the supermarket need to know about the transac-tion is instantly registered. All we are concerned about is the price, but the retailer also now has all the data required for accounting and stock control purposes.
Tamas Kovalik, managing director of Salzgitter Mannesmann Stahlhandel in Hungary, has intro-duced a similar system in his domain. “All of the products we stock in Hungary are barcoded.” As in the supermarket, he kills several birds with one stone. “On the one hand, the data are useful for logistical purposes – but the codes also record the works certificates that accompany the goods. This saves our customers a great deal of time, and they can be absolutely certain they have received the correct sets of beams or packs of flat rolled prod-ucts.” In fact, the customers are not the only ones to be impressed: The Hungarian barcode system is regarded as a pioneering project for the whole of Salzgitter Mannesmann Stahlhandel.
Budapest. Hungary’s cosmopolitan capital with around 2 million inhabitants, and also the head-quarters of Salzgitter Mannesmann Stahlhandel Ungarn, which celebrates its 20th anniversary this year. The company was founded in 1993 as a joint venture between Dr. Laszlo Mester and Preussag AG, previous owner of today’s Salzgitter AG. The present managing director Tamas Kovalik has worked for the Hungarian company since 1996,
becoming joint MD alongside Dr. Mester in 2003. Now aged 44, he has headed the company on his own since 2005.
The modern offices are located in the Buda dis-trict, not far from the Danube. In 2012 the 18 staff sold around 54,000 t. of steel, generating revenues of € 38 million. The company ranks in 4th place among steel traders in Hungary – still unfortu-nately behind Arcelor Mittal, which is itself located in a warehouse made of prime Salzgitter steel, as Kovalik explains with a smile.
“Beams account for 60 % of the steel we sell,” says Kovalik, “and in 2012 more than two thirds of them came from Peine.” In fact Tamas Kovalik is very happy to sell any Salzgitter Group products – “because the quality is so good.” The aim is to in-crease the sale of sheet and tube for the engineer-ing industry in Hungary. “We have a lot of ground to make up here.”
In recent years Salzgitter Mannesmann Stahl-handel Ungarn has profited from the decisions by Germany’s automobile manufacturers to set up production facilities in Hungary. Since 2012, for example, Daimler-Benz has been building its A- and B-Class models in Kecskemet. “The whole factory is built of Salzgitter steel,” says Kovalik, “including 12,000 t. of Peine beams and Ilsenburg plate.” The volumes for the new plants erected by Opel and Audi are not inconsiderable, either: “The
Hungarian specialties Salzgitter Mannesmann Stahlhandel is exploring new approaches in Hungary– with barcodes and in stockholding
Last year 18 staff sold 54,000 t. of steel
The central warehouse in Budapest The Ferroport company is Salzgitter Mannesmann Stahlhandel’s pilot partner in developing new logistics and stockholding approaches in Hungary
Salzgitter Mannesmann Stahlhandel Ungarn holds its central stocks at the Ferroport warehouse in the Budapest harbor district (photos 1,3, and 4). Laszlo Mester (photo 2, left, with Tamas Kovalik) is the company’s managing director. It was his father Dr. Mester who originally founded the steel trading company in Budapest. Ferroport supplies four other warehouses used by the Group in Hungary. Every delivery is barcoded (photo 5) for precise identification.
1
2
3
5
4The Salzgitter Mannes-mann Stahlhandel team in Budapest. Left: Managing
director Tamas Kovalik

32 stil stil 33
Welding and painting for Europe Railway stations, bridges, car factories: Austrian structural steel specialist Haslinger is a major player in its own sector – and the most important customer of Salzgitter Mannesmann Stahlhandel in Hungary
Haslinger employs a workforce of around 140 at its plant in Dunavecse. The employees are busy welding, cutting and painting (photos 1, 4 and 5) beams and panels which will mostly be erected on site to build new factories. Reinhard Hinteregger has been active as the managing director for the past 10 years (photo 2 shows him with Tamas Kovalik). Haslinger receives regular supplies by truck from Salzgitter (photo 3). Kovalik expects sales in 2013 to be around 4,000 t.
1 2
3
5
4
Audi order, for example, amounted to 7,000 t. of beams, sheet and hollow sections.”
With the arrival of the automobile industry, the component suppliers too have located here. And they are a particular focus of attention for Salzgitter Mannesmann Stahlhandel. Kovalik has hired another employee specially for this segment, and the company has already booked its first sales of precision tubes. “I am very optimistic for the future,” says Kovalik, “because the tubes produced by Salzgitter Mannesmann Präzisrohr are in a class of their own.”
Kovalik and his staff need to find lucrative niche
markets like this, given that in other areas there is little to look forward to at present. “Due to the savings imposed by the Hungarian government, orders from the public sector have almost entirely dried up,” Kovalik explains. The private sector is also weakening. “As an extended outpost of Ger-man industry, we naturally notice when the Ger-man economy is not doing so well.”
Particularly in times when orders have to be fought for, it is important to have a network of contacts. And Tamas Kovalik has contacts in plenty: “That’s my main job as managing director.” He is an active member of Hungary’s structural steel federation and is in touch with the political world. He is therefore optimistic that Salzgitter Mannesmann Stahlhandel will share in two major pipeline projects in Hungary – Nabucco West and the reconstructed “Friendship Pipeline”. Keeping customer contacts permanently alive is part and parcel of everyday business.
The journey via the M6 motorway to visit Salzgitter Mannesmann Stahlhandel Ungarn’s larg-est customer takes an hour. Reinhard Hintereg-
ger heads the Hungarian branch of the Austrian construction company Haslinger Stahlbau GmbH. Here in Dunavecse 140 employees are currently working around the clock producing prefabricated components which will be assembled in Germany to build factories for several auto industry groups. The plant is vibrant with activity. Cutting, welding, painting – each and every step must be precise. The extensive open storage areas are almost en-tirely filled – high time for the low-loaders to fetch another load of components headed for Germany. “At present we have a throughput of 1,700 t. of steel per month,” says Reinhard Hinteregger – which brings him to the reasons why he likes working with Salzgitter Mannesmann Stahlhandel in Hun-gary: “Because not only is the quality right, above all the deliveries are on time. And with the from time to time highly ambitious schedules we have to work with, that is absolutely indispensable.” Thanks to a sophisticated stockholding system, Salzgitter can also deliver at very short notice: “Goods that are ordered on Monday afternoon can be with the customer on Tuesday,” says Kovalik. In 2012 Haslinger purchased around 3,000 t. of beams and 1,000 t. of sheet.
On the subject of stockholding, here too Salzgitter Mannesmann Stahlhandel in Hungary is going its own way, and profitably so. The company has no warehouses of its own with all the over-heads that would entail. Instead the warehousing is contracted out – at a profit. It works like this: The contractors – four across the country – hold spe-cific stocks which are financed by Salzgitter Man-nesmann Stahlhandel in Hungary, but for which the company pays no rent. And not only that. As Kovalik explains: “70 % of our sales are generated by these partners who sell and invoice goods in the name of Salzgitter. So we don’t just save the costs of having our own warehouses – we also profit from our partners’ customer base. And they in turn
Automobile component suppliers are an important future market
Portrait of Tamas Kovalik One of the first questions to arise in our con-versation with Tamas Kovalik was where he learned to speak such good German. “It was the years I spent in Augsburg,” says the 44-year-old. “After I graduated in business management, I trained there with a footwear distributor.” He had subsequently intended to set up an organiza-tion for this firm in Hungary, but shortly after he began, the company suddenly backed out. Tamas Kovalik was left high and dry – but not for long. He immediately made contact with Preussag AG, and his career in steel – now with Salzgitter Mannesmann Stahlhandel Ungarn – began on September 1, 1996. When the founder of the business, Dr. Laszlo Mester, retired, from April 1, 2005 onward Kovalik became sole managing
director. A sportsman by nature, he has three children aged 8, 14 and 17, and has just discov-ered a new hobby – sailing. Since last summer he has been the owner of a cabin cruiser located 100 km away on Lake Balaton and enjoys “every minute I can spend on the water with my fam-ily.” As a football fan he follows all of the major European leagues. In Germany his sympathies are divided between Schalke 04 and Borussia Dortmund – “although with the arch rivalry that exists between them, I should know better.” Tamas Kovalik radiates the calm that serves him so well as an employer: “I like to think I give my staff plenty of scope, but I can afford to: I hired 15 of them myself – so I know that I can trust my whole team.”

34 stil stil 35
Tapiometall has 3 saws to cut beams and U-sections (large photo and left). The oldest dating from 1980 was made by the German firm Kaltenbach (top). Kovalik regularly meets with managing directors Terek and Menesi (photo top, from right). A total of 90 % of the company’s sales are made on behalf of Salzgitter Mannesmann Stahlhandel. Tapiometall is a full-range supplier, but predominantly sells small lots to build garden fences and cowsheds
receive an attractive commission.” And one more important point: The warehousing partners stand surety for uninsured receivables.
One of these warehouses is located in Tapio-szele, around 100 kilometers east of Budapest. Terek Illes and Menesi József are the proprietors, together with Salzgitter, of Tapiometall. This com-pany sells around 22,000 t. of steel per year, 90 % in the name of Salzgitter Mannesmann. Describ-ing the advantages to his company, the managing director explains: “On the one hand we do not have to finance stocks in advance, which saves a
lot of money and worry. The quality of the steel is guaranteed – and we can offer a wide range for quick delivery.” It is also worth knowing that all of the Salzgitter Mannesmann stockists in Hungary are networked. One click is all it takes to see what stocks are available.
An essential precondition for this unusual arrangement is the profound trust that exists between the partners. As Tamas Kovalik explains: “We have all known one another for many years, and we know that without exception we are deal-ing with honest merchants.”
Garden fences and cowshedsTapiometall in Tapioszele stocks and sells steel on behalf of Salzgitter Mannesmann Stahlhandel in Hungary – with great success. We visit the Puszta
“The European Championships were the kick-off for us”The success story of Salzgitter Mannesmann Stahlhandel in Poland – “a fine example of successful market entry”
The 2012 European Championships were the kick-off for us on the Polish market,” says Janusz Cichon, managing director of Salzgitter Mannesmann Stahlhandel Sp. z
o.o.. The figures prove him right: In 2009 he and his colleagues sold around 60,000 t. of steel, an amount which has since more than doubled. “The big con-struction companies that built the stadiums have come to regard us as competent, reliable and fair partners,” Cichon continues. “Since then we have become a well-known name on the market.” The sta-diums in Poznan, Gdansk and Warsaw incorporate almost 5,000 t. of beams, tubes and hollow sections manufactured by the Salzgitter Group and supplied either ex stock or by direct delivery.
Salzgitter Mannesmann Stahlhandel currently employs nearly 80 staff in Poland. The company has three locations, the Slupca sales office and the Rogozno warehouse in central Poland, and a further warehouse and sales office in Sosnowiec near Ka-towice in Upper Silesia. Managing director Janusz Cichon is constantly commuting between Slupca and Sosnowiec. The proportion of Group products sold by his team in Poland in 2012 amounted to 42 %. Peine beams are in particular demand, with 50,000 t. sold in 2012. And the volume is rising. “Poland has meanwhile become one of the most im-
portant foreign markets for Peiner Träger GmbH,” adds Radoslaw Duda, Cichon’s colleague, respon-sible for sales. Apart from beams, Salzgitter-made sheet, tubes and hollow sections are also selling well.
Cichon is optimistic about the future: “Poland is developing well.” He sees energy generation in general as a major market: “In the future coal will remain the no. 1 energy source in Poland. And since many power stations are in dire need of moderniza-tion, in the coming years they are going to require some huge quantities of sheet, beams and tubes.” Wind energy too – onshore and offshore – promises to be good business for our neighbors in the east. Janusz Cichon also sees further potential in the field of infrastructure projects: “Even after the European Championships, there are still prestige projects coming onstream in Poland, such as the new confer-ence center in Krakow. A lot of steel is also being used to build new bridges and railway lines, and pipelines too.” The engineering sector also promises to be a source of rising demand.
The story of Salzgitter Mannesmann Stahlhandel Polen began in 1996 when Klaus Engels, who at the time was managing director of the Salzgitter steel trading company in Hanover, was cautiously building up the Polish market. After renting a small sales office in Torun, the first employees were hired,
The warehouse in Sosnowiec (photo right) features a truck loading
bay and 12,000 m2 of storage space

36 stil stil 37
The most important customers of our Polish subsidiary are the structural steel specialist Polimex-Mostostal, the Famur Group and the Zekon company (see page 38). Cichon, Duda and their sales staff visit their principal clients regularly . In their experience, there is little difference between the Polish business mental-ity and that of the Germans. “A great deal of honesty still prevails here,” they say, “and the same is expected of us.” The principal regions in Poland for steel trading purposes are Silesia, fol-lowed by the west of the country, with the north catching up thanks to the shipyards on the Bal-tic coast. The directors are proud of their young team: “They are all exceptionally committed.”
Heinz Groschke, CEO of Salzgitter Man-nesmann Handel, sums up the success story of this Group subsidiary as follows: “We regard Poland as a fine example of a successful market entry. Once again the principle has proven itself that it is better to proceed one step at a time, in order to take a thorough look at the market and understand it.”
An employee checks that a sheet that has just been delivered is correctly marked
The sales team in Sosnowiec (from left): Katarzyna Rychlewska, Malgorzata Loboda, Szymon Wasik, Anna Domagala, Rafat Rychlewski, Anna Romanczynk, Jozef Heinrich, Wioletta Kowalska
Janusz Cichon among them. The company was entered in the commercial register on October 1, 1998 under the name “Preussag Stahlhandel Sp. z o.o.”. Initially customers in Poland were supplied from Hanover and Berlin, but as time went on the company consistently developed its own ware-housing capacities. First in Slupca, where now the head office remains, then in Rogozno.
The next decisive step came in 2007, when work began on a 12,000 m2 warehouse with its own rail-head in the Silesian town of Sosnowiec. This was commissioned in 2008, and offers plenty of scope
for expansion to meet future demand. There are currently twelve employees working at the ware-house which stocks flat rolled products, beams – and since the new stadiums were built, tubes as well. It took more than two years to find a suitable location in Silesia, mainly because a lot of ground in this region is contaminated by the carbon par-ticles and heavy metals carried in the polluted air. “200 years of industrial history have made their mark,” says Janusz Cichon. Finally the company found what it wanted in Sosnowiec – where the entire soil had previously been replaced.
Janusz Cichon’s storyJanusz Cichon, 43 years old and mar-
ried with two children, is a graduate mining engineer. During the 1990s he spent some time gaining practical experience at pits in Germany, including the mine in Ibbenbüren which at the time belonged to Preussag. Later in 1997 in search of a job, he saw a vacancy advertised by the very same Preussag AG for a freelance sales agent in Poland. Cichon at the time was unaware that apart from mines such as the one in Ibbenbüren, Preussag AG was also the past owner of today’s Salzgit-ter AG. “I just knew the name Preussag, so I applied.” He got the job, and shortly after he was hired as a full-time employee. In the year 2000 Cichon – an enthusiastic surfer – took over as manager of the branch in Slupca, be-coming managing director in 2004 alongside Klaus Engels, and since 2009 he has headed the company on his own. For a softly spoken man, Janusz Cichon likes his music loud: his favorite band is Metallica.
Janusz Cichon in the warehouse in Sosnowiec
Both for Salzgitter Mannesmann Handel and for the Salzgitter
Group as a whole, the significance of the Eastern European markets has changed fundamentally in recent years. At the dawn of the new millennium the countries of Eastern Europe, foremost among them Poland, the Ukraine and Russia, were still tradition-ally a source of semi-products and commodity rolled steel products which were shipped the world over. Salzgitter Mannesmann Interna-tional still uses this market source to this day to support the interna-tional flow of goods.
At the same time, however, these countries were also expanding their own industries and economies at a remarkable pace, and in the process began to draw in an increasing volume of imports. The ongoing development of industries and infrastructure prompted a rising demand for steel products which domestic steel producers were un-able to satisfy in full. German steel stockholder Salzgitter Mannesmann Stahlhandel made its first tenta-tive approaches to Poland in 1996. The Czech Republic, Hungary and Romania swiftly followed. The ac-tivities of our steel trading company in the field have meanwhile been folded into independent businesses which now operate as steel stock-holders in their own right, concen-trating on their relevant regional markets and in some cases offering extensive pre-processing facilities. The philosophy behind this devel-opment has from the very begin-ning been one of organic growth, that is to say, of growth through our own efforts (without acquisitions), in consideration of market require-
ments and always within the enve-lope of the Group’s product policy as a source of strate-gic impetus. This likewise applies to Universal Eisen und Stahl, which also successfully markets its special products ex stock in
Poland. Taking the ex-ample of the companies in Poland, it is easy to see the direction in which the consistent development of sales and marketing, meaningful and carefully considered invest-ment in warehousing and logistics and the correct choice of location have led: Leaving aside the major service centers which supply the automobile industry in Poland, Salzgitter Mannesmann Stahlhan-del Polen and Universal Eisen und Stahl rank among the top ten steel stockholders. We may rightly say that we have arrived as a player on the markets. Although our margins in common with those of many other distributors are coming under increasing pressure from competi-tion stemming from the Ukraine and Russia in particular, the demand for steel not only for the automobile industry, but also from the traditional segments targeted by our steel trading organization such as engineering, mining, construc-tion, pipelines, etc., will continue to provide for further increases and sales opportunities. Naturally, one factor in this development that should not be overlooked is the reliability of supplies from our Salzgitter production plants whose quality and ability to deliver on time are equally appreciated in the Eastern European countries and have helped the Trading Division to establish its position.
Focus on Eastern EuropeHeinz Groschke, Executive Board member with responsibility for Trading, on the history and prospects of the Trading Division and the Group in Eastern Europe
Heinz Groschke

38 stil stil 39
Zekon sets architectural accents in EuropePeine beams are in particular demand for this specialist in structural steelwork
Structural steelwork specialist Zekon in Ruda Slaska swears by Peine beams. Man-aging director Yaroslav Pakosz explains: “In 2012 we sourced a quarter of our steel
requirements from Peine, making Salzgitter AG our largest single supplier.” Zekon is a member of the pan-European Zeman group of companies based in Austria and employs around 120 staff. “We are one of the most innovative structural steelwork specialists in Poland,” Yaroslav Pakosz continues, pointing to a series of spectacular projects his company has implemented in recent years: The Cracovia stadium in Krakow, which was a reserve venue for the European championships, new and converted railway stations in Salzburg and Katowice, and even the spectacular roof of the Islamic Museum at the Louvre. Poland and the rest of Europe each respectively account for half of the company’s output.
With sales of around € 1.5 million, Zekon is one of Salzgitter Mannesmann Stahlhandel’s most important customers in Poland, and is served by key account managers Anna Domagala and Mar-
cin Boczar. Over the years, their cooperation has become steadily closer: “We have come to know and trust one another,” says Zekon MD Yaroslav Pakosz, who also regards the faultless quality of the hot rolled beams from Peine as one of the main reasons for this close business relationship.
More than any other structural steelwork spe-cialists in Europe, Zekon relies on automated pro-cesses using robots. The company already has five such machines, with more due to follow. Yaroslav Pakosz continues: “On the one hand, it is becom-ing more and more difficult to find good staff. And on the other hand, 90 % of the drawings we receive from our customers are already in 3D format that can be loaded directly into the machines.” The Zeman Group is innovative in other respects, too: The plant in Ruda Slaska also produces corrugated web I-beams, a product for which the company holds the patent and which can be used in steel structures of all kinds. The web profile offers a high load-bearing capacity combined with low weight, making these beams a particularly economical solution for larger spans.
Construction work at Salzburg rail station – the steel roof beams are clearly visible
stil 39
Zekon Managing Director Yaroslav Pakosz and Salzgitter employees Anna Domagala and Marcin Boczar, Product Manager Beams, have been well acquainted for years (top left, from left). Top right: A beam is cut to the correct length. Bottom left: Zekon holds a patent on corrugated web beams. Bottom right: Steel pipes and bends are becoming more and more popular as architectural features – not just for interior designs
Phot
os: P
HO
TOBO
JAH
R.D
E, Z
ekon

40 stil stil 41
Salzgitter Mannesmann Forschung:
“The future is now”The future capabilities and directions of Salzgitter AG are also being decided in the research labs of the group – you’ve got to know today what tomorrow’s markets will want. STIL spoke with the Managing Director of Salzgitter Mannesmann Forschung, the research subsidiary – and shows some examples of how the locations in Salzgitter and Duisburg are working on the future

42 stil stil 43
Salzgitter Mannesmann Forschung GmbH (SZMF) is one of the leading steel research institutes in Europe. Over 300 staff mem-bers carry out R&D at SZMF Salzgitter and
SZMF Duisburg, covering all aspects of steel as a material. In addition to its affiliates in the Salzgitter group, its clients include leading enterprises from many industry sectors, such as the automobile industry, mechanical engineering, plant construc-tion, the energy technology sector, and general construction. STIL spoke with Managing Director Benedikt Ritterbach (48) about the work of SZMF and examples of how Salzgitter and Duisburg are forging the future.STIL: What is the mission of Salzgitter Mannes-mann Forschung?Dr. Ritterbach: Making sure that innovation is de-livered throughout the Salzgitter group by applying consistent management techniques to innovation processes. Besides traditional materials R&D, we concentrate on product and process development, surface technologies and applications engineering, together with designing and building testing and inspection facilities, as well as providing numerous client services.
Our innovation management process initially requires detecting and analyzing trends that are rel-evant for the steel and tubes sectors. This involves looking into the future over a time horizon of five to fifteen years with an expectation of significant technical and social upheaval. In particular, the restrictive energy and ecopolitical guidelines for Europe and especially in Germany should be men-tioned in this regard, which may have a significant influence on the development and application of industrial materials.STIL: What do these future trends mean for the steel industry?
Dr. Ritterbach: The steel industry must position itself without reservation on the emerging trends and contribute innovative products geared to solv-ing the problems posed.
By the way, steel is already contributing a great deal through intelligent solutions for energy ef-ficiency and climate protection, i.e. what are known as green technologies.
For example, steel is facilitating economical lightweight automobile construction and will be intensively utilized for the construction of wind energy plants. Likewise, constructing solar and thermal energy power stations, increasing the efficiency of modern high-temperature power plants, or optimizing the combustion efficiency of diesel engines through injector-line tubing that can withstand extreme pressures, can only succeed with new types of steel materials.
According to a study by the Boston Consulting
Group, one third of the CO2 reductions planned for Germany up to the year 2020 can be realized through innovative steel products. So there are many opportunities for the steel industry on the product side.
Enormous efforts are being devoted to the manufacturing processes of steel, as well in order to further improve their resource efficiency. A good example of this is the energy-efficient belt casting technology (BCT) developed by our Group jointly with the Technical University of Clausthal and the SMS Siemag corporation. It is the basis for pro-duction of our new HSD® steels and additionally offers the potential for many new steel varieties. An industrial-scale pilot plant has just been con-
“Every innovation resembles a mountaineering first ascent”Interview with Dr.eng. Benedikt Ritterbach, Managing Director of Salzgitter Mannesmann Forschung GmbH
Dr.eng. Benedikt Ritter-bach, Managing Director of Salzgitter Mannesmann Forschung – the research arm of the Group. The company has been led by the engineer since September 2009
The steel industry is not the problem – it delivers the solutions

44 stil stil 45
IT & Com-munication Technology
Quality Man-agement & Environmental Protection
Technical Ser-vices & Occu-pational Safety and Health
Standards & R&D Coordi-nation
Human Resources
Structural Mechanics & Metal Forming
Intellectual Property
Resource Efficiency & R&D Coordination
Metallurgy
Casting and Rolling Technology
Commercial Department
Accounting
Mechanical Engineering
Structural Integrity
Mechanical Testing & Frac-ture Mechanics
System Engineering
Nondestructive Testing
Automation
Materials and Process DevelopmentNew Materials & Technologies
Materials Char-acterization
Process Analy-sis & Numerical Simulation
Surface Tech-nology
Organic Coatings
Metallization Coatings
Chemical Sur-face Treatment
Application Technology
Forming Technology
Welding and Joining Technology
Engineering & Simulation
Materials Technology
Materials Development
Joining Tech-nology & Heat Treatment
Corrosion
44 stil stil 45
STIL: How do you make sure innovation gets deliv-ered?Dr. Ritterbach: By adhering strictly to customer needs and applying our highly evolved innova-tion management process, we bring together the demands of the marketplace with our product, process, and application knowledge developed over 75 years of corporate history, along with the latest scientific knowledge coming out of basic research. The knowledge, ability, creativity, and perseverance of our experts contributing from all fields naturally play the most important role in finding solutions. In addition, we have a broad range of advanced, lead-ing edge technical equipment in our development and testing labs.
The activity at SZMF in Salzgitter concentrates on developing new steels and coatings for hot- and cold-rolled strip. We conduct experimental trials as well as making use of numerical simulations. This takes place parallel to the complete process chain of steel manufacturing, coating, and finishing. In order to be able to offer complete solutions to prob-lems, rather than just steel, the advanced finishing processes are included – right through to complete component engineering for our customers.
Duisburg concentrates on the tubes and heavy plate area. The range of expertise for tubes extends from welded or seamless precision tubing and pip-ing through to large-format pipelines. New steels and finishing know-how are developed here as well through experimentation and numerical simula-tions parallel to the complex process chain. Further specialties include the technical engineering analy-sis of material and component mechanics in terms of advanced finishing, structural mechanics and technical shaping studies as well as development and construction of nondestructive testing facilities. Our offerings are rounded out by various services for our internal and external customers.
STIL: So is innovation largely a result of systematic work?Dr. Ritterbach: Correct. Innovations are not ran-dom accidents, but instead result from a structured process. In addition, innovations are not just solely the success of research departments. There is no doubt that good ideas, experimental results, and prototypes originate there based on fundamental knowledge. Nevertheless, the final transforma-tion into a product ready for market is constantly happening in our production companies. Success-ful innovation cannot be completely planned in advance either. It is always a risk, since many ideas and concrete developments don’t work out. Every innovation is like a first ascent in mountaineering. Perseverance and strength – especially financial strength – are therefore needed. That applies to the realization phase in the market in particular. And to be clear, innovation must always be defined by the market, without compromise. Only when the
initial marketing successes are tallied can you speak of successful innovation. Innovation is therefore the sum of knowledge, systematic methods, and perseverance.
STIL: Are the innovation methods and processes also subject to development?Dr. Ritterbach: Yes, naturally. The efficiency of our R&D processes plays a significant role. They are trending strongly in the direction of computer-aided numerical simulations, not substituting for, but instead supplementing experimental research. Techniques with increasingly higher resolutions and high-performance simulation software based on materials and thermodynamics databases are being utilized. On the other hand, we work more and more with what are known as full-scale testing on actual-size components. Examples would be our new Limit State Analyzer (LiSA) test facility, our Resonance Simulator (ReSi), our Hot Rolling Simulation and Testing facility (HoRST), a hot-strip mill simulator with a new cooling section that mills up to 400 mm wide plate. Our fundamental chal-lenge is translating innovations from lab dimen-sions to industrial scales. We believe significant improvements in efficiency will result from our new Vacuum Induction Melting oven (VIM). Using this, we can simultaneously manufacture up to five dif-ferent alloys with one casting – and very quickly and economically as well.
We have also markedly improved the efficiency of our operational experiments through concrete steps.
The next step will be to use simulations for precisely predicting the behavior of our products when processed further by our customers, or the properties of a finished component made of our material. In this regard, we employ mathematical and statistical methods, finite element analyses, and simulations of nondestructive test signals.
The development methods themselves are likewise being improved with notable speed. That actually resembles “rocket science”. STIL: What has been done in the past years to net-work the Salzgitter and Duisburg research campuses together?Dr. Ritterbach: Our locations have merged well during the last years. Besides being close to custom-ers, it is especially important to us to promote the exchange of ideas among our experts as well. That way, the excellent expertise that exists can be better utilized and optimum results can be achieved for the steel as well as the tubing areas. Our technical equipment complements both locations as well. A good example of this is our new YAG laser named YLVA (YAG laser pilot station) that is used by both campuses. STIL: How is SZMF connected with the external research organizations?Dr. Ritterbach: We are networked very closely with
structed at our Peine location based on this unique technology.
STIL: What is your R&D philosophy?Dr. Ritterbach: Innovation for us must begin significantly beyond where traditional incremental advances in existing products leave off. However, we don’t permit a highly significant goal to leave our sight: we want and need to earn a return on our
developments. In concrete terms, this means that we leave basic research and “rocket science” to oth-ers. Using what we call a roadmap of products and technologies, we build the relationships between the goals of the enterprise and the demands of the mar-ketplace, products, technologies, and the necessary resources. These relationships form the pathways for systematically guided innovation processes. The pathways run from trend analysis right through to the final implementation at the manufacturing level. In the end, something saleable has to result. That is the purpose of the exercise.
We leave basic research and “rocket science” to others
The foundation for research is to adhere strictly to customer needs
Innovation is the sum of knowledge, systematic methods, and perseverance
STIL interview with SZMF management staff in Duisburg
The organizational chart shows how Salzgitter Mannesmann Forschung is set up
Management
Salzgitter (Hot- & Cold-Rolled Materials)
Central Functions
Duisburg (Tubes, Structurals & Heavy Plate)
Project Office HLS

46 stil stil 47
universities, research institutes, and enterprises of all sizes, especially in Germany and Europe. In my view, these networks located in Germany are a great strength and without parallel anywhere else world-wide. The foundations for such top-flight research are capable and competitive industries. By participat-ing in funded research projects, we obtain valuable insights that are then incorporated into our own activities. We develop a deeper understanding of many concrete issues through cooperation with other research institutes and industrial enterprises as well.STIL: How has the work of SZMF changed over the last ten years?Dr. Ritterbach: We are organized completely dif-
ferently now compared to a few years ago because the demands of research have become much more complex. This trend will continue and become even more pronounced: our customers no longer purchase steel as semi-finished goods with certifi-cates or a few nominal parameters. Instead, they expect total solutions to specific component and application problems with numerous parameters and simulation data, while fulfilling diverse certifi-cation and documentation guidelines, of course. It is foreseeable that complete life cycle assessments including manufacturing processes will also become necessary soon. We see a significant change in patents as well. Steel development is increasingly shifting away from
conventional grades toward completely new steels. Achieving highest possible strengths while retain-ing good deformation characteristics is a signifi-cant goal. Those who are first to register patents in these instances do well. And last but not least: development of steel is in competition today with alternative materials like aluminum and composite materials – especially in the automotive branch. The trend in this area is going in the direction of manu-facturing components from multiple composites. In the future, individual components will therefore be made of several different materials.STIL: What characteristics should R&D staff have?Dr. Ritterbach: An excellent command of special-ized knowledge is a prerequisite. Furthermore, we expect curiosity and openness, the ability to perceive group interests, and to be communicative and co-operative in an interdisciplinary environment. Our scientists, however, should especially be thinking in terms of the market and customer needs, conduct-ing targeted R&D and concentrating on achieving results.
Innovations based explicitly around customer needs are the best guaranty for sustainable corporate success. Companies that do not develop and grow at all, or not fast enough, will not survive. That applies to products just as much as to processes and the or-ganization. For this reason, every individual among us needs to ask themselves what their personal contribution to the customers’ needs are, and thus to the success of the enterprise.
I am convinced that we are extremely well-posi-tioned to achieve success in our enterprise over the long-term.
The foundation for top-flight research is capable and competitive industries
Dr. Benedikt Ritterbach Even though we are thoroughly familiar with the “recipes” for conventional varieties of steel, there is plenty of room for new devel-opments. As Dr. Volker Flaxa, Head of the
New Materials and Technology department, states: “We draw on the most advanced, leading edge equip-ment at the pilot plant for our research.” These include the inductively heated vacuum melting oven and cast-ing facility, the hot-rolling equipment, the cold-rolling and annealing simulator, as well as the deformation dilatometer. “The job of all this equipment is to bring materials into realistic states and test the properties like strength and forming potential,” according to Dr. Flaxa. “At the same time, we are always trying to optimize the production processes that are currently running at Salzgitter Flachstahl GmbH.”
Research at Salzgitter has changed sharply over the last years. The complete process chain for all the the portfolio of shapes available from Salzgitter Flachstahl can be emulated at the lab scale efficiently and effec-tively using the superb equipment in the pilot plant. However, development has also accelerated by em-ploying computer simulations. The experimental part of R&D will increasingly be supported by numerical computer-aided methodology in the future.
Short development times are important. Dr. Flaxa: “In the automotive branch, the largest customer sector
of Salzgitter Flachstahl, the model change cycles are becoming shorter and shorter. With a lead time of five to seven years for a new model series like the VW Golf 8, we have to be able to offer the required steel now if we want to be in the deal.” That is why devel-opment work cannot be performed in a realm of un-certainty. Close cooperation with customers is called for in order to know what they want tomorrow. The development portfolio for Salzgitter Flachstahl has been specifically guided by Strategic Product Planning for several years. This guidance – from the evalua-tion of ideas through to product introduction in the marketplace – is a critical component for selecting the right innovations and driving them forward rapidly and cost-effectively. Development projects with a time horizon of three to five years to market run through a systematic process comprising four main phases:
➣ Idea evaluation ➣ Analyses of economic viability, patentability, and
feasibility ➣ Product development ➣ Market introduction
Close cooperation of Salzgitter Flachstahl and Salzgitter Mannesmann Forschung during all four phases guarantees development that meets the de-mands of the marketplace and customers.
“We model every step in the production process at the lab scale … … and increasingly, simulate them with a computer”
The annealing simulator is one of the machines the pilot plant uses to emulate production parameters and test out prototypes
Materials and Process Development department, SZMF Salzgitter
Phot
os: S
ZAG

48 stil stil 49
The process chain for successful product development is incomplete with merely the production and delivery of material. Characterization of the materials, which
accompanies the process, as well as evaluation of the customer-dependent working properties, are both important points.
At the Forming Technology department of SZMF, headed by Uwe Eggers, this means much more than determining the standard nominal values like the forming limit curves (FLC) or manufacturing small test pieces. The high-speed press is capable of carry-ing out comprehensive materials evaluations of the forming properties in real components, like those of a fender. Uwe Eggers outlines: “With a press capacity of 1,000 t., we can even work in parallel on the devel-opment of new materials in the field of high-strength steels by testing components or logging specialized parameters.”
Besides the high capacity, the analysis capabilities and the speed profile of the press with its hydraulic accumulator drive are especially important. They
help meet the demands of standards testing requiring very low and yet constant speeds. The ability to run at speeds adjustable from 1 mm/s up to 500 mm/s additionally facilitates simulating the characteristics of various presses belonging to customers. Eggers: “We can virtually drag the customer’s press shop right onto our shop floor for joint projects.” Like-wise, the current trend in the automobile industry – press hardening – can be realistically modeled. In this method, sheet steel is heated to a temperature of 950 °C in special ovens matching its dimensions, then immediately transferred into the tooling right out of the oven. The sheets are shaped into parts at the highest possible press speeds and cooled in the tooling. Eggers: “Strengths of up to 1,600 MPa can be obtained with this process.”
“… then we’ll just drag the customer’s press shop over here – just like that!” High-speed press facilitates comprehensive materials evaluation
Eckhard Maiwald and Mike Böttcher set up the new high-speed press for a forming trial in the pilot plant
The press has also mastered press hardening
Application Technology department SZMF Salzgitter
The pilot plant in Salzgitter – images and illustrations
The pilot plant in Salzgitter, which was constructed six years ago, emulates on a smaller scale the entire production chain of Flachstahl output in Salzgitter. Dr. Volker Flaxa explains: “We have been able to carry out many experiments faster and more cost-effectively since then – whereas formerly, we always had to interrupt production.”
Fender made from especially thin dual-phase steel during a cooperative project with POSCO
The pilot plant and partly responsible Dr. Volker Flaxa
The hot-dip simulator
The hydraulic press (right)Ph
otos
: SZA
G, P
HO
TOBO
JAH
R.D
E

50 stil stil 51
Not one single tube leaves the SMP plant in Holzhausen uninspected. And that is a lot of tubes. Plant Manager Dr. Ro-land Kiesler states: “We produce about
30,000 t. of precision tubes annually – with diam-eters of 15 to 90 mm.” A total of 80 % of production goes to the automobile industry or their suppliers. Drive shafts and gear shafts are produced from SMP tubing for example, and our tubes make an impor-tant contribution to transportation safety as airbag tubes.
The tubes are inspected on two roughly 10 m long testing stations using various equipment for ultrasound and eddy current measurements so that the tubes are free of defects and meet specifications. This places special demands on the control system responsible for the test equipment synchronisation and data management – all under time pressure. One control system each is employed at the “ZFP 12” testing station in Holzhausen and in the SMP plant at Wickede. These were developed by Salzgitter Mannesmann Forschung and are abbreviated as “SPASS”, the German abbreviation for “fast test
equipment control system”, but also means FUN in German. Christian Lück, responsible for the Hol-zhausen testing station, provides facts that illustrate the serious challenges: “High inspection speeds of up to 3 m/s and the necessity of locating defects with millimeter exactitude require a system capable of real-time operation with reaction times far less than 1 ms.”
Based on many years of experience in construc-tion of testing and inspection systems, SZMF built a distributed control system made of up standard components. This system not only controls and monitors the drive elements with the necessary precision, taking into account the slip, backlash, reaction times of position sensors, acceleration and breaking phases, it also manages the inspection data generated by the inspection system. Furthermore, the functioning of the drives and sensors, as well as the pass of every tube were displayed in a graphical user interface for the very first time. The state of the facility can be immediately discerned at all times and the detection of defects is considerably simpli-fied.
The control systems from SZMF are largely responsible for the return rate at SMP Holzhausen having dropped to 0.05 % of turnover.
Besides the SPASS controller, additional SZMF equipment is employed in both of the Holzhausen testing stations. Dr. Kiesler adds: “We have just overhauled the EMUS electronics for ultrasound inspection, which has the great advantage of cou-pling without a medium like water.” And Duis-burg is staging a comeback. With the intention of concentrating on fewer suppliers, SZMF is on their screens, and not just because they happen to belong to the Salzgitter Group. Dr. Kiesler: “SZMF has good products, excellent service – and offers us new perspectives”.
These words are naturally appreciated 150 km (100 mi) northwest in Duisburg. Dr. Friedhelm Schlawne is responsible for the System Engineer-ing department at SZMF – and for the “ZFP 12” as well, the testing station in Holzhausen. Even if the Duisburg researchers are worldwide leaders in their field – there is no rest for them. Dr. Schlawne: “The error tolerances that the industry allows our customers are getting smaller and smaller. Therefore, we are called on to continually make improvements – to the technological side with the development of new, increasingly sensitive sen-sor heads, as well as to the operating system and analysis software. Having a warning light blinking on the machine has not been sufficient for quite a while – failure analysis is becoming more and more important and the customers want to know what happened when and why.”
Two current examples of research at Duisburg: for a long period of time, it was only possible to theoretically calculate the propagation of ultra-sonic waves in steel. How to make ultrasound visible has been a puzzle internationally since the 1960s. In 2010, important progress was achieved in cooperation with Canadian researchers. “We’ve known for some time that glass has comparable properties to steel with respect to the propagation of ultrasound waves – but now a test facility has been constructed that is optimal for testing tubes,” says Dr. Thomas Orth, head of the Nondestructive Testing department. The facility looks completely unspectacular – but through the well thought out interplay of details, it provides excellent results that are in part spectacularly different from the numeri-cal simulations. Which in turn means improved real-world settings for the testing stations.
SZMF will be delivering a further addition to the eddy current testing facility of the “ZFP 12” testing station at Holzhausen in the summer. The item or-dered by SMP: an advanced internal development from the Duisburg staff known as a wavelet filter. Dr. Schlawne: “A test result with increased accu-racy becomes possible, because disruptive signals can be filtered out with them.”
Tons of “SPASS” with examinations Salzgitter Mannesmann Precision uses the considerable expertise of SZMF / Fast reaction times called for / Wavelet filters on the summer agenda
Improved testing with the new wavelet filter
Plant Manager Dr. Roland Kiesler in front of one of the two testing stations in the Holzhausen plant of SMP
Every tube that leaves the SMP plant in Holzhausen is put through its paces in the testing station (above). The knowledge that ultrasound waves behave comparably in steel and glass is being used in Duisburg (below). SMP delivers precision tubes (bottom) that impress with their excellent qualitySMP Holzhausen/System Technology Duisburg
Phot
o: S
ZAG
, PH
OTO
BOJA
HR.
DE

52 stil stil 53
Development of new steels for tubes used in the energy sector is carried out at SZMF with a proven combination of simulation and experiment.
Work has always focused on a precise emulation of the production and processing steps in the custom-er’s entire process chain – from molten steel to the installed tube. As energy demand increases, increas-ing volumes of oil and gas must be transported from areas that are increasingly remote. Pipelines are exposed to risks such as earthquakes or extremely low temperatures there.
If oil or gas are to be transported containing additional corrosive hydrogen sulfide, pipes must meet special requirements for use with sour gas, be corrosion-resistant, and resistant to cracking. With advances in steel for pipelines producing continuous increases in strength and greater resistance to sour
gas over the past years, it has become possible to develop even remote energy sources. The solutions developed by SZMF jointly with pipe manufacturers allow cost-effective construction and operation of modern long-distance pipelines.
The extraordinarily high toughness at low temper-atures in combination with well-behaved deforma-tion allows safe operation of the pipelines. For when the earth moves under your feet, it’s a force even the strongest steel can’t beat. The steel has to adapt for the line to remain intact.
Contemporary high-efficiency power plants using fossil fuels, such as biomass or recycled waste, are operated at over 700 °C. The steel tubing employed in the heat exchangers must be able to withstand pressures exceeding 300 bar, steam, flue gases and ash deposits over an operating lifetime of 25 years. In addition, power plants must be shut down and restarted increasingly often. And in solar-thermal power plants, extreme demands await the tubing, such as aggressive molten salts at temperatures ex-ceeding 600 °C that are used for energy storage.
These demands make advances necessary in application-specific special steels entailing complex alloying procedures. These advances require compre-hensive investigations of strength and corrosion re-sistance at high temperatures over several thousand hours. This is performed in an interdisciplinary team with the most advanced analytical and simulation tools in close coordination with the customer.
Diesel-powered automobiles are enjoying increas-ing popularity, as demonstrated by the rising sales figures of diesel vehicles sold in Europe in the last years. The availability of optimized diesel units in terms of performance, noise levels, smoothness and
The smallest domains of the steel are made visible and analyzed chemically on a scanning electron microscope. If correctly distributed and stable with temperature, they are responsible for boiler tubes being able to operate safely for over 200,000 hours. Our photo shows Melanie Hardt and Dr. Michael Spiegel
Computer-aided research: the microstructure of the steels is input and processed in various simulation programs. In this way, critical areas of cracking can be identi-fied. The developers thereby learn how the ideal microstructure must look for each of the application cases
Precision tubing in solar power plants is especially highly stressed. Project “Andasol”, the largest solar energy facility in Europe, is being built in southern Spain
Hot challenges: 700 degrees, remote re sources, and high pressureIncreasing demands must be met in developing new tube steels for the energy sector
fuel efficiency are among the reasons for this trend. Adherence to the considerably more restrictive
environmental legislation, however, has also contrib-uted to an improved image for diesel engines. Adher-
ing to the legal conditions and the technical realiza-tion of customer demands is bound up closely with diesel injection pressures. The higher the injection pressure, the finer the diesel fuel atomizes and the better the combustion is. That is why the injection pressures in diesel engines are rising to 2,600 bar in the medium term. And in order to move fuel reliably and safely into the engine cylinders under the pulsat-ing high pressure over many millions of injection cycles, high-quality injection tubing is required.
Salzgitter Mannesmann Forschung (SZMF) supports its co-subsidiary Salzgitter Mannesmann Precision (SMP) by developing injection tubing pro-duced from seamless high-precision steel tube and specially designed for their application requirements. Besides the materials utilized and the component geometry, the performance of the tube is determined by possible surface defects as well as the subsequent heat-treating process. The reliability of the diesel injection tubing can be significantly increased by an autofrettage process that is matched to the tube properties. Autofrettage produces an increase in strength of the tube’s inner wall through partial plas-tic deformation. The application-specific tuning of the autofrettage process to the particular tube has the effect of distinctly increasing the fatigue strength of this highly stressed component. The basis for choice of the optimum autofrettage pressure, for example, is worked out by SZMF through trials and simula-tions during the development process. Simulation programs developed in-house based on actual trials
are employed for calculations, in addition to finite element methods.
Building on these virtual designs, the actual pipes produced in the plants are worked using proprietary equipment and testing machines designed for diesel injecting tubing, then autofrettaged, and evaluated for their bursting pressure, behavior of the material, surface properties and their fatigue properties. These results not only ensure a comprehensive assessment of the diesel injection tubes at high pressures, but serve in turn as the basis for the virtual development process.
Materials Technology and Mechanical Engineering departments, SZMF Duisburg
700 °C steam in power plants
2,600 bar injection pressure
Phot
o: S
ZAG
, PH
OTO
BOJA
HR.
DE

54 stil stil 55
The pride of the section has a woman’s name like other major equipment at Salzgitter Mannesmann Forschung: YLVA – short for YAG laser pilot station (“Versuchsanlage”
in German). The Joining Technology section is part of the Application Technology department at SZMF, headed by Dr. Wilko Flügge. “With the new facil-ity that went into operation in late 2012, Salzgitter Flachstahl once again takes the technological lead in laser welding equipment,” says Dr. Matthias Höfe-mann, the technical expert for laser processes in the Joining Technology section. And that is important. After all, training staff of Salzgitter Flachstahl is one of the important tasks of the section.
While previously one had to be satisfied with a 3 kW lamp-pumped facility, the new one million
euro YLVA is the best that is presently available in the market. Trumpf, its manufacturer, has only delivered six of these units in all of Europe so far and the laser in Salzgitter is one of the few operated in a research division of a commercial company. Dr. Hö-femann: “Our new test facility integrates inductive heat treating into the processing and features a laser output power level of 16 kW.” We can weld plates up to 18 mm thickness, four times as much as before.
The old unit had been in service eleven years and likely earned its pay. Dr. Flügge: “The previous 3 kW power level sufficed for daily operations, but R&D could no longer be carried out with it. Further-more, the trend toward thicker plate is increasing at Salzgitter Flachstahl as well – and importantly, we can now assist our colleagues in Duisburg working with these kinds of dimensions in the tubing area daily.”
YLVA is important in two additional areas. Dr. Hö-femann: “For one, the unit plays an important role in our materials release process. We test what load ca-pability new varieties of steel with laser-welded joints have, for example. And we also offer our customers the opportunity to obtain important parameters for their laser processes.”
YLVA can also weld the really thick plate Our Joining Technology section is setting new standards with the new YAG laser pilot station
The path finders from the hot-dip galvanizing simulatorand why innovative surface coatings are so important
About 80 % of cold-rolled materials that leave Salzgitter Flachstahl GmbH are coated, usually galvanized. So research in this area is therefore highly relevant.
The Metallic Coatings section within the Surface Technology department is led by Dr. Thomas Koll. Here as well, the development of new products and optimization of existing processes in the Salzgitter Group are equally valued.
Dr. Koll has just walked over to the pilot plant on the other side of the street from his office. “Good that we have such a compact location here in Salzgitter,” he comments. A staff member speaks with him about a couple of freshly coated, post-card-sized pieces of sheet steel from the hot-dip simulator (STS). This simulator is an important tool for the section. “It is one of the most advanced facilities of its kind in all of Europe and the heart of our lab.” The unit makes it possible to emulate the production processes of the continuous galvaniz-ing line at Salzgitter Flachstahl on a lab scale. It is employed to analyze and optimize production, try out new process steps, and carry out product devel-opment. “We look at ourselves as path finders,” says Dr. Koll. “We explore new paths for production to follow that we ourselves have tried out in advance.”
Recently, a product called “Stroncoat” has been developed for the market. Dr. Koll: “Compared to the established hot-dip galvanic coatings, the new material impresses with good forming behavior and corrosion-resistance qualities.” At present, Stroncoat is being employed mostly for roofing and wall components in the construction sector.
Advanced development is underway for the auto-mobile industry. Besides the excellent corrosion protection, the processing properties of Stroncoat play a large role, which colleagues from SZMF and Salzgitter Flachstahl will be analyzing and optimiz-ing.
Dr. Koll is proud of his “small, but hard-hitting squad”. Their specific approach entails cooperating with many external partners – who he refers to as “our extended workbench”. Bilateral cooperative agreements exist with the Universities of Braun-schweig and Aachen, among others. Furthermore, expertise from the Fraunhofer Society’s many insti-tutes is called upon when needed. Exchanges with the International Lead Zinc Research Organization (ILZRO) based in the USA are also a key aspect. Many notable zinc and steel producers belong to the ILZRO and it supports numerous research projects. Salzgitter Mannesmann Forschung is cur-rently participating in five projects, “and we kept ourselves informed about others regularly”.
On the topic of research grants: Dr. Koll has to know what can be obtained where. And he knows his way around. The EU Commission, for which Dr. Koll is a consultant in the field of surface finishes for steel strip, regularly provides grants supporting research projects.
Detailed exchanges with others are all well and good – but does the competition have to know everything? The hot-dip galvanizing simulator sur-faces again in answering this question. “Of course not,” says Dr. Koll and laughs, “we carry out many trials by ourselves”.
Dietmar Lotz sets up the new laser
Dr. Matthias Höfemann is the laser expert with the Joining Technology section
Korinna Eichholz prepares the hot-dip galvanizing simulator for an experi-ment
Dr. Thomas Koll drives the development of metallic coatings forward
YLVA can also be employed in the tubes area
Application Technology department, SZMF Salzgitter Surface Technology department, SZMF Salzgitter

56 stil stil 57
Mathematical simulation methods have become indispensable in developing new products and processes. These methods allow us to view the material
virtually from the inside and provide us with a deep-er understanding of the particular processes. SZMF is working on modeling the entire process chain on the computer, from production of the steel through to employment of the final product by the customer. Individual components of the chain already exist and have been successfully employed for many years. Ex-perimental effort and expense, especially the costly operational testing, can be reduced or in many cases completely avoided through this procedure. The de-velopment times will also be reduced, while yielding even more exact results. The manufacture of large diameter pipes is an example here, where a plate of alloy suited to the customer and application is cre-ated in pre-defined rolling steps and then formed in contiguous shaping steps into an open-seam pipe at the pipe plant. Subsequently, the plate edges are welded and the now-closed pipe is mechanically expanded to obtain its final round profile. The indi-vidual manufacturing steps can be optimally attuned to one another through numerical simulation of the entire forming process, so that a pipe with excellent roundness is produced in the end.
For economic reasons, the welding process must occur at high speed, while at the same time retain-ing excellent strength and toughness properties at the weld seam. The thermal input is critical for this. It determines the microstructure of the steel to a considerable extent in the area of the weld seam. Heat can influence the smallest constituents of the steel’s structure, which are responsible for the steel’s properties, and thus of the entire pipe.
The temperature distribution in the pipe as a function of the process parameters can be calculated using numerical simulation. At the same time, this allows changes to the structure and properties of the steel to be predicted.
SZMF doesn’t just concern itself with the manu-facturing process, however, but with determining the behavior of the pipes under extreme conditions as well. Mathematical modeling of fracture behavior gives valuable indications about the safety of gas lines.
Numerical simulation is thus a very important component in the economic production of pipe having excellent properties. It helps guarantee the high level of operational safety necessary. A good example is the pipe manufactured by EUROPIPE for the Nord Stream Pipeline (formerly the North European Gas Pipeline, NEGP).
Simulating the strain distribution in the plate during forming in the O-ing press
Simulation makes pipes even rounderDevelopment times are reduced, while at the same time the results are more exact / Salient examples in the field are pipes in the Nord Stream Pipeline (formerly the North European Gas Pipeline, NEGP)
LiSA is as strong as 130 elephantsTubes can be exposed to extreme loads in the new bending machine – just as they increasingly are in the real world.
Up until December 2012, it was necessary for pipe companies to transport pipe-line pipe to testing facilities in Italy or Canada if they wanted to test it. That was
not only time-intensive and expensive. As Dr. Stef-fen Zimmermann, in charge of the Structural Integ-rity section at SZMF Duisburg, explains: “We also never possessed complete sovereignty over the data.” Thanks to LiSA (Limit State Analyzer), they do now. The new tube-bending machine has as much force as 130 full-grown elephants (as STIL reported) and can make life properly difficult for pipe lengths even full of water and weighing 36 t. And that is a good thing because pipelines have to withstand a lot.
Pipelines are being laid in increasingly inhos-pitable regions of the Earth. Huge temperature differences, subsidence, displacements – LiSA can simulate it all. The powerful testing machine was built under SZMF contract and stands in a hall
across from the Institute. Dr. Zimmermann sees a concrete advantage in having this proximity: “Not only can we react instantly. Logistics and handling are much simpler and the data can be more effec-tively evaluated.”
The practical part of testing lasts one day, while the evaluation takes about two weeks. In the end, a test report with recommendations is presented to the customer. Dr. Zimmermann: “Pipe segments are usually tested at a very early point in time for a project – in order to be able to react to the bending trials and possibly improve on them right up until the actual close of tenders.”
The LiSA testing facility is primarily dedicated and available to Salzgitter Group companies, of course. However, it can also be used by external companies. Either way, Dr. Zimmermann is com-pletely satisfied with the response: “We are really well-booked over the coming months.”
Jörg Borgmeier prepares a trial with LiSA
The pipe is subjected to extreme loading in the
test facility
Simulations, SZMF Duisburg Mechanical Engineering department, SZMF Duisburg
Phot
os: S
ZAG
, PH
OTO
BOJA
HR.
DE

58 stil stil 59
Melting pot for the steels of the futureProject Office HLS supports screening trials with the new vacuum induction oven
The Project Office HLS (abbreviation for high-alloy steels) holds a special position in the area of Material and Process Development in Salzgitter. Staff members from all three
main departments carry on interdisciplinary R&D here, headed by Dr. Thomas Evertz. The reason: tomorrow’s steel and the steels of the future are specifically worked on here, a matter that is crucial for the future viability of the Group.
Dr. Evertz: “Salzgitter Flachstahl normally works more often with low-alloy steels. Their recipes, so to speak, are extremely well known (see page. 11). We, however, are concerned instead with what are known as high-alloy steels, whose chemical properties are a long way from being fully researched. One can imagine this situation as a blank map on which we are now estab-lishing sampling points, as they are referred to. That happens by making the most of alloy and process pa-rameters and new process regimes.” In order to be able to produce trial samples quickly and cost-effectively, a new vacuum induction melting oven was acquired. Dr. Evertz: “With one single casting, we can simultaneously produce up to five different alloy samples of 2 kg each and thereby conduct screening trials.”
Project Office HLS seeks answers to the crucial question of which materials are suited for the products of the future beyond 2020. Dr. Evertz: “The trend is toward increasingly greater deformability yet increasing strengths, optimized energy absorption (crash behav-ior!) and minimized weight.”
HSD® steels point in this direction. Their production will begin shortly (see text left). Project Office HLS has played a big part in their development.
The new HSD® steelExperimental project with VW
Salzgitter Mannesmann Forschung develops a multitude of new and innovative steels. One example of this is HSD® steel with extraordi-nary mechanical properties. It can be deformed
extremely well, yet remains very strong.To produce such highly alloyed steels, Salzgitter
AG – joining forces with the Technical University of Clausthal and SMS Siemag AG – has developed a new production process called belt casting (BCT). An industrial-scale pilot plant based on this unique technology has been constructed at the Group location in Peine. In preparation for the start of regular serial production with the belt casting facility, discussions and workshops have been carried out with selected customers of Salzgitter Flachstahl since 2008 in order to assess opportunities for employing the high-strength, high-ductility, reduced-thickness HSD® steel in experimental projects.
One of the customers is the VW Group. After the properties of HSD® steel had been introduced to various representatives of individual technical depart-ments within the VW Group research division, VW Group research began a materials evaluation process. On account of the positive results, the potential for use in crash-critical structures in the interior was investi-gated. One such component was the lateral section of the VW modular seat. In cooperation with the Techni-cal Development department at Volkswagen AG, the loading profiles applicable for the component were then calculated. A potential weight reduction of 30 % was predicted for it and subsequently confirmed by investigations on real components.
In cooperation with a supplier, prototypes were man-ufactured at SZMF using the universal shaping press under the supervision of Dr. Manuel Otto, then in-stalled as lateral front seat sections for a model already in production. This seat was subsequently investigated in various tests, such as head-on and rear crashes, along with its resistance to loading. In this way, the
numerically demonstrated potential for weight reduc-tion was proven in the real world. The VW developers even calculated a possible weight reduction of more than 35 % for a design properly oriented to the material.
Based on these analysis results, which have dem-onstrated the enormous capacity of HSD® steel, preparatory activities for development have been expanded to other auto-motive components also critical to crash safety.
EPRG: 40 years of researchSafety for pipelines
Pipelines have been used to transport natural gas for more than 120 years. One of the first long-distance pipelines was built in 1891 in the USA and was
190 km (125 mi) long. It took until the 1950s though before long-distance gas networks were constructed in the USA and Europe.
Safety of long-distance gas pipelines was an important issue from the beginning. Reports from the USA at the end of the 1960s about long running fractures in gas pipelines commanded the attention of the European pipeline industry. It quickly became clear that a viable threat had to be avoided in order to enable the expansion of the pipeline network and facilitate supplying Europe with natural gas. European gas pipeline operators and steel pipe manufacturers joined forces as the European Pipeline Research Group (EPRG) in 1972.
A two-day symposium took place in Duisburg on the occasion of the 40-year EPRG anniver-sary in November 2012, hosted by EPRG Chair-man Dr. Gerhard Knauf (SZMF). More than 70 participants from EPRG member companies used the opportunity for dialoging and attended a presentation program with information about current and future research projects. Further, a visit to UOE pipe production at EUROPIPE and to seamless pipe production at V&M were part of the program. Important future issues for EPRG will be the challenges of the aging pipe-line network in Europe, and establishing suitable material property standards for pipeline laying and operation under difficult conditions – such as in arctic areas, for example.
From the beginning, EPRG has worked up material recommendations for avoidance of long running fractures. These recommenda-tions can be found today in the most important international and national pipeline standards. Currently twelve European gas pipeline opera-tors and eight pipe manufacturers work together in the EPRG. Salzgitter Mannesmann Großrohr, Salzgitter Mannesmann Line Pipe and EURO-PIPE represent Salzgitter AG. Since its founding, leadership of the EPRG has been in the hands of SZMF.
In the Materials, Corrosion, and Design EPRG technical committees, research projects for safety of long-distance gas pipelines are pro-posed, studied, and carried out, with the results transformed into recommendations. Material properties such as strength, toughness, deform-ability and corrosion resistance, but also ques-tions of design as well as guidelines for handling pipelines in the case of external damage are considered.
Zacharias Georgeou and Alexander Nauke (top, from left) at the new vacuum induction oven for Project Office HLS. Up to five different alloys can be produced here with a single casting (above)
Material and Process Development department, SZMF Salzgitter
Model of the new front seat with lateral sections of HSD® steel
Phot
os: S
ZAG
, PH
OTO
BOJA
HR.
DE