Embed Size (px)
Citation preview

STU
DS
I
b
tec
•••
•
gdaa
T
mtsr
poc
1d
Cerevisia 36 (2011) 17–19
Contents lists available at ScienceDirect
Cerevisia
journa l homepage: www.e lsev ier .com/ locate /cerev is ia and www.cerev is ia .eu
team system optimisation – Energy savings in a steam planthe results of the paper were presented at the “Studiedag Mouterij en Brouwerij”
niversity College Ghent, 3 December 2010avy Van Paemel ∗
pirax-Sarco nv. Industriepark 5, B-9052 Zwijnaarde, Belgium
ntroduction
In Europe, the EU has committed to cut its CO2 emissions by 20%y 2020 from 1990 levels.
This article is aimed at giving some useful advice in helpingo optimise the steam system so reducing, energy costs (reducingmissions – GHG’s), effluent costs, water consumption, and boilerhemicals.
InsulationThe importance of returning condensate to the powerhouse.The benefits of utilising flash steam, giving examples of the sav-ings, which can be made.Testing and maintaining steam traps.
The aim of these articles has been to demonstrate that, throughood engineering practices and management of the steam and con-ensate system, significant savings can be realized. This in turn haspositive impact on process efficiency, through increasing outputnd improved control.
he importance of steam in brewery industry
The steam generation, distribution and cogeneration offer theost cost effective energy efficiencies in the short term with poten-
ial energy savings at over 12%. While Table 1 estimates the typicalavings achieved for the steam distribution system and condensateeturn.
In addition to the above, further savings can be achieved in theowerhouse where steam is generated, however, for the purposesf this article, we will only be looking at steam distribution andondensate return.
∗ Tel.: +32 09 244 67 10; fax: +32 09 244 67 20; mobile: +32 0474 98 55 65.E-mail address: [email protected]: http://www.SpiraxSarco.com/be.
373-7163/$ – see front matter © 2011 Published by Elsevier B.V. on behalf of the Associaoi:10.1016/j.cervis.2011.02.001
Check the insulation around the steam system
First ensure the steam mains, and ancillary equipment are insu-lated, particularly valves, strainers, and separators, which havelarge surface areas. After any maintenance work on the steam sys-tem check that the insulation has been properly replaced. Goodinsulation will reduce heat losses by up to 90%.
Putting this into context just one meter of an un-insulated100 mm steam main operating at 10 bar g will emit approximately1.0 kW – equivalent to wasting nearly 16 tonnes of steam/year. Thisassumes that the pipe is dry and there is no wind chill!
Good insulation will reduce these loses to approximately 1.6tonnes of steam/year.
Steam trapping
Many people underestimate the impact steam traps can haveon the whole steam system and process. Some of the most com-mon problems found in a steam system can be traced back toeither the steam trap application or poor condensate removal.These issues can normally be resolved through good engineeringpractices, selection of the correct steam trap and a steam trap man-agement programme.
Testing and maintaining steam trapsModern steam traps are generally reliable and robust, assum-
ing that they have been correctly sized and selected for the givenapplication, however, like anything they can fail.
If a steam trap fails open, there are two major consequences:
1. Steam wastage resulting in higher energy costs, greater emis-sions, increased water consumption and boiler feedwaterchemicals.
2. If the condensate is being returned, the condensate line becomes
pressurised, which can have the effect of de-rating the capacityof any other steam trap discharging into the same condensateline. This is because the differential pressure across the steamtrap has been reduced, and therefore less condensate will passthrough a given size orifice.tions of the Former Students of the Belgian Brewing Schools.

18 D. Van Paemel / Cerevisia 36 (2011) 17–19
Table 1Typical savings achieved in a steam system.
Measure Fuel saved Payback period(years)
Other benefits
Steam distribution Improvedinsulation
3–13% 1.1
Steam trapmaintenance
10–15% 0.5
Automaticsteam trapmonitoring
5% 1
Leak repair 3–5% 0.4 Reducedrequirementfor majorrepairs
Flash steamrecov-ery/condensatereturn
Dependent onexisting use forflash steam
Variabledependent onapplication
Reduced waterconsumptionand watertreatment costs
Condensatereturn alone
10% 1.1 Reduced waterconsumptionand watertreatment costs
Table 2Typical steam losses from a single ½” TD steam trap.
Line pressure Approx. steamlosstonnes/yeara
(dischargingintocondensateline)
Approx steamlosstonnes/yeara
(discharging tograde)
ss
sfa
fias5
tt
wwcp
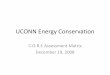
Condensate return for MP steam:
Pump
MP Steam Main (10 bar g)
MP common condensate return
LP Receiver
LP Steam main (1 bar g)
Vent
Surplussing valve
Steam trap sta�on
TS
20 bar g 95 1905 bar g 25 50
a Based on 8700 h/year.
Table 2 shows typical steam losses from just a single ½′′ TDteam trap used on medium pressure (MP) and low pressure (LP)team mains when failed open.
Although the figures used above are conservative, this clearlyhows the need to ensure steam traps are checked regularly andailed traps replaced as soon as possible. Traps should be checkedt least once/year.
During a steam trap audit, it is not unusual for SpiraxSarco tond over 10% of the steam trap population failed open, wherecustomer has not implemented a steam trap management
cheme. In value terms, this normally shows potential savings of0.000D ’s/year with a payback of less than 6 months.
It is advisable to use an external Company, such as SpiraxSarco,o carry out steam trap audits and manage the steam trap popula-ion.
These Companies will have highly trained Survey Engineers,
ho will not only check the operation of the steam traps, butill be able to give advice on installation and, select and size theorrect type of trap for a given application. In addition, they canroject manage the complete change out and installation process,
able 3team tables.
Gauge pressure m3/kg bar g Specific enthalpy bar a
Water (hf) (sensibleheat) kJ/kg
E(
0 1 100 419 21 2 120 506 24 5 159 671 2
10 11 184 782 230 31 236 1017 1
LP condensate return
Fig. 1. Flash steam recovery system.
if required, allowing site maintenance engineers to focus on theprocess.
Condensate and flash steam recovery
Once the steam has given out its heat (enthalpy of evaporation),the condensate formed, should, wherever possible, be returnedback to the boiler house/power plant. By recovering condensateand utilising flash steam will result in:
• Energy savings• Water savings• Reduced effluent – returning condensate means less water
dumped as effluent.
Specific volume
vaporation (hfg)latent heat) kJ/kg
Steam (hg) (total heat)kJ/kg
257 2676 1.673201 2707 0.881086 2757 0.315000 2782 0.177787 2804 0.065

D. Van Paemel / Cerevisia
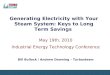
Fig. 2. Flash steam graph.
•
http://www.spiraxsarco.com/resources/steam-engineering-tutorials.asp.http://www.spiraxsarco.com/resources/steam-book.asp.Department of the Environment, Transport and the Regions (DETR).U.S. Department of Energy (DOE).http://www.emis.vito.be/sites/default/files/pagina/bbt stoom.pdf.
Fig. 3. Condensate return system.
Reduction in water treatment chemicals – condensate is puredistilled water, which has already been treated.
36 (2011) 17–19 19
Energy savingsIt is estimated that by returning condensate alone on a typical
brewery, even without utilising the flash steam, will save approxi-mately 10% of fuel costs.
Using an extract from the steam tables (Table 3) shows that aspressure rises the amount of energy remaining in the condensate(sensible heat) increases. In fact, at 10 bar g the energy in the con-densate accounts for 28% of the total steam energy (total heat).Once the condensate has passed through a steam trap to a lowerpressure (and hence has a lower saturation temperature), some ofthe condensate will “flash off”, known as flash steam, which can beutilised on lower pressure systems.
Unfortunately in some cases, this flash steam generated at atmo-spheric pressure can cause significant problems, as the condensateline was seriously undersized. This led to extremely high velocitiesin the atmospheric condensate return and severe water hammer,which in turn resulted in leaks developing in the line. This couldbe overcome by adding a vented receiver and pump downstreamof the flash vessel, allowing the condensate to be pumped back tothe condensate tank. Where possible, this flash steam should alsobe utilised, possibly pre-heating boiler feed water, or condensed,where at least the water could be returned to the boiler.
Typical overview condensate and flash steam recovery systemMP condensate return. MP condensate is normally returned to a lowpressure receiver as outlined in Fig. 1.
Flash steam generated from the MP condensate can be used asLP steam. A surplussing valve will vent excess steam (Fig. 2).
Although 12.5% of condensate flashing off does not sound sig-nificant, the relative energy that it possesses compared to thecondensate is huge.
LP condensate return. Finally the LP common condensate line canbe returned to a vented condensate receiver, before being pumpedback to the boiler/powerhouse. Even though most of the energy hasbeen utilised, the condensate still has sensible heat and is treatedboiler feed water (Fig. 3).
References