Embed Size (px)
DESCRIPTION
Sputter-Deposited Nanocrystalline Cr and CrN Coatings on Steels
Citation preview

Ž .Surface and Coatings Technology 138 2001 14]22
Sputter-deposited nanocrystalline Cr and CrN coatings onsteels
J.W. Seok, N.M. Jadeed, R.Y. LinU
Department of Materials Science and Engineering, M.L. n12, Uni ersity of Cincinnati, Cincinnati, OH 45221-0012, USA
Received 21 April 2000; received in revised form 25 September 2000; accepted 3 October 2000
Abstract
Chromium and chromium-nitride coatings on steels have been deposited with a magnetron sputter-deposition system. Thedeposition power was 200 W pulsed DC with a frequency of 185 kHz and 96% deposition duty. The substrate temperature wasmaintained at 2008C. The sputtering gas was argon mixed with 0, 3, 5 or 7% nitrogen. Results show that the average depositionrate was 1.2 mmrh and was not affected by the nitrogen content in the sputtering gas. Using X-ray diffraction analysis, it wasobserved that the deposited Cr under pure argon condition, was nanocrystalline bcc chromium with a particle size in the range of7]8 nm. With an increasing nitrogen content in the sputtering gas the amount of CrN increased. The measured microhardness ofthe chromium-coated steel increases with the increasing nitrogen content. With less than a 2-mm Cr coating, the steel hardnessincreases from 129 to 255 HV when the nitrogen content in the gas is 7%. The microhardness of CrrCrN-coated steel preparedwith sputter deposition is superior to that prepared with electroplating. The hardness of the coating layer calculated from thesedata is 1270 HV. Scratch tests were used to characterize coating adhesion. The critical load was determined to be the appliedload under which an acoustic noise was found and cracks in the scratch track were first observed. The critical loads of depositedfilms with 0, 3, 5 and 7% N in the gas, were 1.57, 5.68, 8.33 and 20.29 N, respectively. Q 2001 Elsevier Science B.V. All rights2reserved.
Keywords: Cr and CrN; Hard coatings; Sputter deposition; Pulsed DC magnetron; X-Ray diffraction; Phase stability; Microhardness; Scratch test;Adhesion of coatings
1. Introduction
Coatings impart to engineering components proper-ties such as improved wear resistance, good corrosionresistance, low friction coefficients and attractive ap-pearances. Coating with thin chromium layers has beenan important engineering practice for years in automo-tive, aerospace and decorative industries for variousreasons. They are used as wear andror corrosion-re-sistant coatings, coatings for bright and non-tarnishingsurfaces, and high temperature coatings.
U Corresponding author. Tel.: q1-513-556-3116; fax: q1-513-556-2569.
Ž .E-mail address: [email protected] R.Y. Lin .
The conventional way of producing these coatings isby electrodeposition. An estimated billion tons of coat-ings are produced, and electroplating of chromium is a
w xmulti-billion dollar industry nationwide 1,2 . However,during electrodeposition, carcinogenic vapors of hex-
Ž 6q.avalent chromium Cr are released from the CrO3used in the bath. The US environmental protection
Ž .agency EPA has recently imposed very stringent re-quirements on the emission control for such industries.The approximate cost for industry to operate undersuch enforcement is predicted to be in the region of
w xhundreds of million dollars 2 . In the past decade,alternative methods have been developed to depositthese coatings in an economical yet environmentallysafe process. Sputter deposition has essentially no Cr6q
emission since it involves transfer of vapor atoms in-
0257-8972r01r$ - see front matter Q 2001 Elsevier Science B.V. All rights reserved.Ž .PII: S 0 2 5 7 - 8 9 7 2 0 0 0 1 1 2 0 - 8

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]22 15
stead of ions. Hence, sputter deposition is a strongcandidate to produce low-cost chromium coatings.However, the hardness of sputter-deposited purechromium coatings are not as high as electrodepositedcoatings, where the hardness is derived from the pres-ence of complex hydrides. This problem can be solvedby incorporating nitrogen in the sputtering environ-ment in a process known as reactive sputter depositionw x2,3 . Depending on the nitrogen content, the coating
Ž .consists of either a chromium Cr phase with nitrogenŽ .dissolved in the lattice, or chromium-nitride CrN
phases. Either way, they enhance the hardness of thesecoatings.
During the past decade, investigations on alternativetechniques for producing chromium and chromium-nitride coatings and films have been concentrating on
w xsputter deposition 4]20 while only a few were on arcw xevaporation or ion-plating 21]25 . The applications
include the underlayer for thin magnetic recordingmedia to stimulate epitaxial growth of the cobalt-basedmagnetic media, diffusion barriers in electronic de-vices, oxidation resisting coatings, corrosion resisting
w x w xcoatings 15,19 and wear resisting coatings 17,18 .Sputter-deposited chromium or chromium-nitride filmshave been characterized for their structure and mor-
w xphology 12]19 by different workers on various sub-strates such as glass, silicone, single-crystal rock salt,and aluminum. Although steels with TiN coatings are
w xnow commonly available and widely used 13,14,16]20 ,some researchers suggest that chromium-nitride coat-ings can improve the corrosion and wear resistance ofsteels to a greater extent than TiN.
In our previous studies, the Cr films, which weresputter-deposited at substrate temperatures up to
� 44008C, were found to have strong 110 preferred orien-w xtation 6]8 . The preferred orientation of the deposited
� 4films changes to 100 with increasing substrate temper-atures. Straight-columnar structures with dome topsare found extending outwards from the substrate sur-face. The width of these columns increases with in-creasing thickness of the films.
The present paper reports results of our continuingeffort in the development of alternative hardchromium-coating techniques. Our previous work fo-cused on the composite, hard, chromium-coatings using
w xa RF magnetron sputter deposition method 6]8 . Inthis study, we are developing the composite hardchromium-coatings using a pulsed DC magnetron de-position technique.
2. Experimental procedure
2.1. Sample preparation
Cr and CrN were deposited on commercially avail-
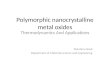
Fig. 1. Schematic drawing of the vacuum chamber for the four-gunpulsed DC magnetron sputter deposition unit.
Žable 1010 steel 267 ml Steel, Zinc-coated, Kocour. Ž .company, Chicago, IL and Si 100 wafers. The reason
for using the zinc-coated steel was to have a well-con-trolled fresh surface with no pits or scratches for coat-ing after removing the zinc layer. The dimensions ofsteel specimens were approximately 25=25=0.3 mm.The Zn layer on the steel substrates was removed byusing 15% HCl solution and the steel substrates were,
Ž .then, rinsed with distilled water. The Si 100 wafer andsteel substrate were further cleaned with acetone, andmethanol in an ultrasonic cleaner for 20 min, and driedby blowing with pressurized oxygen.
The coatings were deposited using a DC magnetronŽsputter deposition unit Cooke vacuum product, Nor-
.walk, CT . This unit has four US-II guns for mountingtargets and is shown in Fig. 1. During this study, onlyone gun was used for depositing CrrCrN coatings. In aseparate study, another gun was used for depositing aninterlayer prior to depositing CrrCrN coatings withoutbreaking the vacuum. The pulsed DC plasma generator
Ž .RPG-50 ENI, Rochester, NY with a frequency of 185kHz and duty cycle of 96% was used to deposit coatingsin this study. The plasma generator has a power output
Ž .of 10 kW maximum output voltage of 500 V . Tominimize potential effect of warm-target on deposition,the gun was cooled by deionized water with a minimumspecific resistivity of 15 MVrcmy2.
After placing the substrates in the chamber, thevacuum was drawn in the chamber. Typically, the base
y4 Ž y6vacuum was approximately 1.99=10 Pa 1.5=10.torr . Before each deposition, pre-sputtering was done
for one hour with ultrahigh-purity argon as the sputter-ing gas to remove any nitridesroxides from the targetsurface. For all depositions, the sputtering power wasmaintained at 200 W. A target-to-substrate distance of8.4 cm was maintained during all depositions. Deposi-
Žtion was carried out at a total pressure argonrargon

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]2216
Table 1Deposition parameters and deposition rates for Cr and CrN coatings on steels prepared at 2008C with pulsed DC magnetron-sputter deposition
Sputter gas Power Deposition time Thickness Deposition rateŽ . Ž . Ž . Ž .N content W min mm mmrh2
0 vol.% 200 92 1.92 1.253 vol.% 200 93 1.85 1.195 vol.% 200 97 1.93 1.197 vol.% 200 93 1.89 1.22
. Ž .plus reactive gas of 1.333 Pa 10 mtorr with thesubstrate being at 2008C, which was maintained by asubstrate heater with nichrome wire-resistance heating.The sputtering gas compositions were controlled by twoflow meters, one each for argon and nitrogen, and thenitrogen composition is reported in terms of percent-age volume. In this study, the nitrogen content in thesputtering gas was varied from 0 to 7%. The depositionparameters are presented in Table 1.
2.2. Characterizations
The thickness of the films was measured with aŽ .Dektak II profilometer Veeco, UK . During deposi-
tion, a dummy sample with a small, masked area wasplaced along with the sample on the substrate holder.The dummy sample consisted of a large piece of siliconwafer with a small piece of silicon wafer glued on topto mask deposition in the small area. The top piece wasremoved after deposition producing a step, which con-sisted of uncoated silicon wafer and the coating. Theprofilometer was used to measure the step height,which represented the thickness of the deposited film.An average of four readings was taken for each sample.
Ž .X-Ray diffraction XRD analysis was performed todetermine the phases presented in the coatings using aPhillips diffractometer with CuK radiation, Ni filter,a
Ž y1 .and a scanning speed 2u s of 0.048 per s.Microhardness of the films was determined using a
M-400-H1 microhardness tester from LECO. An aver-age of ten readings was taken for each sample. Adwelling time of 20 s, and loads between 0.245 N and1.96 N were used for the measurement. The indentdiagonals were measured with an optical microscope ata magnification of 400 times.
The adhesion between the coating layer and thesubstrate and the critical load, at which the coatingfails, were examined by using a Sebastian-V scratch
Ž .tester Quad Group, Spokane, WA . The sample stagemoves horizontally along with the sample at a prede-termined scanning rate. An increasing normal load,
Žstarting from zero, is applied on the stylus diamond tip.with a 533-mm in radius at a predetermined loading
rate. Each sample was scratched three times. Com-puter-logged data obtained from the scratch test in-
clude applied load, transverse force, friction coefficient,and acoustic emission signal, which is detected by apiezoelectric acoustic transducer mounted on the stylusarm. The acoustic noise generated during the scratchtest is recorded in order to identify the critical force. Aburst in the acoustic signal indicates either debondingor cracking of the coatings. The scratch tracks on thefilms were examined by using an optical microscope.During the scratch test, the scan and loading rates weremaintained at 0.04 cm sy1 and 0.294 N sy1, respec-tively. The maximum load and travel distance was fixedat 39 N and at 3 cm, respectively.
3. Results
3.1. Sputter deposition rate
To determine possible incubation period of deposi-tion, a series of Cr depositions were done on the steelsubstrate for 60, 90, 180 and 300 min. The thickness ofthe deposited Cr films was found to vary linearly withthe deposition time indicating that there was no in-cubation time for deposition under the deposition con-dition of this study. The deposition rate was de-termined as the slope of the coating thickness vs. thedeposition time. For coating with 0% nitrogen in thesputtering gas, the deposition rate was found to be 1.24mmrh.
The sputter deposition rate was determined as afunction of nitrogen content in the sputtering gas. Asalso shown in Table 1, the deposition rate was indepen-dent of the nitrogen content.
3.2. Structure of coatings
The XRD patterns of the Cr coatings are shown inthe Fig. 2. Although there is only one peak each for theCr and CrN phases presented in Fig. 2, more Cr andCrN peaks were observed at angles beyond 658 which
Ž .was omitted in this figure. Body-centered cubic BCC -Cr phase is detected in all coatings and face-centered
Ž .cubic FCC -CrN phase is detected only when nitrogengas exists in the sputtering gas. Hexagonal closed-
Ž .packed HCP -Cr N phase was not detected in any2coatings. The potential presence of the Cr N phase is2

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]22 17
Fig. 2. X-Ray diffraction patterns of Cr and CrrCrN coatings de-posited at 2008C with 0, 3, 5 and 7% N in the gas.2
to be analyzed in the discussion section. With increas-ing nitrogen contents in the sputtering gas, the inten-
Ž .sity of CrN 200 peak was increased.In Fig. 2, the peak-broadening effect of Cr and CrN
coatings was caused by the small grain size and thew xlattice strain 26 . The peak full width at half maximum
Ž . Ž . Ž .FWHM was measured for Cr 110 and CrN 200phases. The measured FWHM was found to be 0.028 of
Ž .2u for the Cr 110 peak. The average grain size of Crand its nitride coatings can be calculated using Scher-
w xrer’s equation 27 .
Ž . Ž .ds0.94lrB 2u cosu 1
where d is the crystal dimension perpendicular to theŽ .reflecting plane, l is the wavelength, and B 2u is
FWHM. Using this equation, the calculated grain sizeŽ .of Cr 100 phase for the sputter-deposited Cr coating
was in the range of 7 to 8 nm. However, the grain sizefor the CrN phase in the coating cannot be calculatedusing Scherrer’s equation because the peak is too dif-fused to correctly calculate the FWHM of the diffrac-
Ž .tion pattern. Scanning electron microscopy SEM was
Fig. 3. Cross-section images of Cr and CrrCrN coatings depositedŽ . Ž . Ž . Ž . Ž .on Si 100 wafer with a 0, b 3, c 5 and d 7% N , at 2008C.2
used to observe the cross-sectional image of the coat-ings, shown in Fig. 3, deposited in various nitrogenconcentrations. All coatings clearly show the columnarmicrostructure. The coating thickness determined bythe profilometer agrees with that measured from theSEM images.
3.3. Microhardness of coatings
The composite microhardness of Cr and CrN on1010 steel were measured using Vickers diamond in-denter. The applied loads were 0.245, 0.49, 0.98 and1.96 N. The hardness of the composite was twice ashigh as that for the steel substrate when the nitrogencontent in the sputtering is 7% when a load of 0.245 Nis applied. The composite microhardness is summarizedin Table 2. The film hardness, H , was calculated usingf
w xJonsson and Hogmark expression 28 ,
H yHc s Ž .H sH q 2f s 2t t22C yC ž /D D
where, H is the film hardness calculated, H is thef ccomposite hardness measured, H is the substrateshardness measured, t is the film thickness, D is the
Table 2Ž .Microhardness HV of the substrate and coated samples
Ž . Ž .Load N Microhardness of Microhardness of coated samples HVŽ .substrates HV 0% N 3% N 5% N 7% N2 2 2 2
0.245 129.32 211.05 196.70 204.93 255.940.49 132.21 167.40 168.72 180.75 185.150.98 132.07 167.10 161.03 161.32 165.011.96 125.72 143.52 148.86 150.37 154.64

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]2218
Fig. 4. Hardness of the Cr and CrrCrN coatings sputter-depositedon 1010 steel substrates with 0, 3, 5 and 7% N in the gas and2electrodeposited Cr-coating. Hardness of the Cr target was measuredfrom the target used in this study.
indentation depth and C is 2sin2118. The calculatedfilm hardness was shown in Fig. 4. The films were muchharder than the substrate and the hardness increasedwith increasing nitrogen content in the sputtering gas.
Fig. 5. Optical micrographs of a typical indent on CrrCrN coating at1.96 N load.
An optical micrograph of a typical indent was shown inFig. 5. Cracks were observed around the rim of theindentation. The presence of cracks could be responsi-ble for low calculated film hardness. The reported bulkhardness values of CrN and Cr N are 1100 and 16002
w xHV, respectively 6 . The calculated microhardness ofthe coatings showed that the microhardness at a 0.245N load increased from 1229 HV at 0% N , to 1664 HV2at 7% N in the sputtering gas. This corresponds to the2formation of the hard CrN phase in Cr phase as well asthe solid solution strengthening of the Cr lattice bynitrogen. It also shows that the hardness of thesputter-deposited Cr film with 0% N was higher than2that of the Cr target used in this study due to thegrain-boundary effect. Since the sputter-deposited Cr
Fig. 6. Scratches of coatings deposited with various amounts of N in the sputtering gas.2

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]22 19
and CrN films show a grain size of 7]8 nm, the hard-ness of Cr films is likely to be higher than that of thebulk Cr or Cr target. Microhardness measurements ofthe Cr target indeed reveal a low microhardness aspresented in Fig. 4. The microstructure of the bulk Crand Cr target show that the grain size of the bulk Cr tobe approximately 300 mm, and that of Cr target to beapproximately 50 mm.
3.4. Adhesion of the films
Scratch tests were performed for all coatings todetermine the film integrity and the film adhesion. Allscratch tracks were examined under an optical micro-scope. The scratch of coating with 0% N content in2the sputtering gas exhibits transverse cracks inside thescratch track and chips along the scratch track at arelatively low load. At a relatively high load, coatingswere completely removed and the substrate was ex-posed. The coatings with 3, 5 and 7% N contents in2the sputtering gas show a smooth scratch track insteadof a transverse crack at a relatively low load, and littlebroken chips at a relatively high load. Fig. 6 shows thescratch tracks of these four conditions.
To determine the critical load, the computer-loggedacoustic signal was examined along with the scratch
track image. Typical computer-logged data and an opti-cal micrograph of scratches on Cr coating were shownin Fig. 7. The critical load increases with increasingnitrogen contents in the sputtering gas. The criticalloads of deposited films with 0, 3, 5 and 7% N in the2gas were 1.57, 5.68, 8.33 and 20.29 N, respectively.
4. Discussion
4.1. X-Ray diffraction analysis of the relati e amount ofCr and CrN in the coating
Ž . Ž .The relative intensities of Cr 110 and CrN 200peaks for each coating were presented in Fig. 8. Theamount of CrN was found to increase with increasingN content in the sputtering gas while Cr decreases2
Ž .with it. From the relative intensities of Cr 110 andŽ .CrN 200 peaks, the amount of CrN phase in the
coating has been calculated and is also included in Fig.8. The amount of the CrN phase in the coating in-creased from 31.6 vol.% at 3% N to 49.3 vol.% at 7%2,N in the gas. As shown in the result section, the2coating microhardness increased with increasing N2contents in the gas. This quantitative analysis of CrNphase in the coating suggests that the amount of the
Fig. 7. Typical computer-logged data and optical micrograph of scratched CrrCrN coating deposited on 1010 steel substrate with 7% N in the2gas.

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]2220
Ž . Ž .Fig. 8. Relative intensities of Cr 110 and CrN 200 peaks depositedwith 0, 3, 5 and 7% N in the gas at 2008C. The calculated volume2fraction of CrN in the coating is shown on top of the CrN bar.
CrN phase in the coating may enhance coating hard-ness. Fig. 9 shows the dependence of coating hardnessas a function of the CrN content in the film.
4.2. Stability of Cr, Cr N and CrN2
As reported previously, no Cr N phase appeared in2X-ray diffraction patterns although the phase diagramof the Cr-N binary system shows the existince of Cr N.2To determine the stability of Cr, Cr N and CrN phases,2thermodynamic analysis was performed. The standardGibb’s free energy of formation of CrN and Cr N are2
w xobtained from Kubaschewski and Alcock 29 .
Fig. 9. The dependence of coating hardness at 0.98 N load as afunction of the CrN content in the film.
Ž .2Cr qN s2CrN 3Žs . 2Žg . Žs .
DGO sy242462y48.1T logTq359.1T ; JrmolŽ .3-1
Ž .4Cr qN s2Cr N 4Žs . 2Žg . 2 Žs .
O Ž .DG sy217149y48.1T logTq317.7T ; Jrmol 4-1
For stability comparison, the Gibb’s free energy ofmixing from elements Cr and N based on per moleŽs. 2Žg.of the binary system must be calculated for each phase.Fig. 10 shows the calculated free energy of mixing, GM,for composition Ns0.33 and 0.5 at 200, 400, 600, 800
Ž .and 10008C where N is the atomic mole fraction ofnitrogen in the Cr-N binary system. At 2008C, GM for
Ž .Cr N is higher than the combination of CrqCrN ,2indicating that Cr N is not stable with respect to the2Ž .CrqCrN combination. Hence, the phases occurringat 2008C are Cr and CrN. A similar situation holds forthe stability of phases at 4008C although the freeenergy data suggest that Cr N is approaching equilib-2
Ž .rium with CrqCrN . At 600, 800 and 10008C, all Cr,CrN, and Cr N phases are stable. As shown by the2relative GM values of each compound, such thermody-namic analysis matches well with the results obtained
w xin this study and those reported previously 6]8 .The phase diagrams of the Cr-N binary system re-
w xported in the literature 30]33 do not include theregion below 5008C. Based on thermodynamic stabilityanalysis shown above and experimental results in thepresent study, it is believed that the Cr N phase is not2
Fig. 10. The variation of GM with X , mole fraction of nitrogen inNthe Cr-N binary system.

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]22 21
stable below 4008C. At approximately 4008C, the eutec-toid reaction Cr qCrN sCr N exists. By allowingŽs. Žs. 2 Žs.GM for Cr , GM for Cr N , and GM for CrN into aŽs. 2 Žs. Žs.straight line in the GM vs. composition diagram, thecorresponding temperature was found to be at 4308C.This is proposed to be the eutectoid temperature. Fromthis, the portion of the Cr-N phase diagram below5008C is proposed as shown in Fig. 11. Results by
w x w x w xAlmer et al. 21 , Creus et al. 22 and Su et al. 25agree with this proposed phase diagram.
Analysis made here was based on the thermody-namic equilibrium consideration. Deposition with ex-traordinarily high perturbations, such as high voltage
w x w xbias on the substrate 5 or high deposition power 19 ,might result in the formation of otherwise unstablephases such as Cr N. Results reported in the literature2also showed that RF magnetron sputter-depositionmight have facilitated the formation of Cr N at tem-2peratures lower than that predicted by the equilibrium
w xconsideration discussed here 6,12]14,20 .
4.3. Comparison of sputter deposited CrrCrN coatingswith electroplated Cr coatings
Electroplated hard Cr coatings are industrially popu-lar in numerous applications due to their excellentwear and corrosion resistance. As mentioned above, aserious drawback of electroplated hard Cr coatings isthe hexavalent Cr emission during production.Sputter-deposition, on the other hand, is environmen-tally safe. There is no hexavalent chromium emission atall. For industrial applications, sputter Cr coatings mustperform as good as electroplated Cr coatings in wearresistance. Microhardness is an indication of the me-chanical strength of coatings.
To determine the quality of sputter-depositedCrrCrN coatings in this study, microhardness of Cr
Fig. 11. Phase diagram of the Cr-N binary system. The phase dia-gram below 5008C is proposed in this study.
Fig. 12. Optical micrographs of the surface of Cr-coatings on 1010Ž . Ž .steels; a Sputter-deposited CrrCrN film with 7% N in the gas, b2
Electrodeposited Cr film.
films coated with electrodeposition was determined andcompared with those for sputter deposited CrrCrNfilms. Commercially available electroplated Cr coatingson 1010 steel were obtained from the Porter-Guertincompany, Cincinnati, OH. The coating hardness of theelectroplated Cr films were calculated using the Jonsson
w xand Hogmark expression 20 , and also shown in Fig. 4.At 0.245 and 0.49 N loads, the coating hardness ofelectroplated Cr films is higher than that of the sput-ter-deposited CrrCrN films with 0, 3 and 5% N in the2gas. At 0.98 and 1.96 N loads, the coating hardness ofelectroplated Cr decreased significantly. It is noted thatsince the hydrogen gas was generated during the elec-troplating of Cr, the complex hydrides and cavitieswere formed in the Cr coatings. Fig. 12 shows theoptical micrographs of the surface of a sputter de-posited CrrCrN and an electroplated Cr coating. Dueto the cavities in the Cr coatings, widely-scattered datawere observed from the electrodeposited Cr coatings.With 7% N in the gas, CrrCrN coatings show higher2hardness at all loads than the electroplated coating.These results suggest that sputter-deposition can pro-duce CrrCrN coatings, mechanically superior to elec-troplated hard Cr coatings.
5. Conclusions
Pulsed DC magnetron sputter deposition of CrrCrNfilms was carried out at 2008C for different nitrogencontents in the gas. This study indicates that sputter-deposition is a feasible method for producing Cr coat-ings. From results found in this study, the followingconclusions can be obtained.
1. CrrCrN coatings on steels have been successfullyprepared with sputter-deposition.
2. XRD analysis of the coatings shows that the volumefraction of CrN in the coating increases with theincreasing nitrogen contents in the sputtering gas.
3. The grain size of the Cr phase was found to be 7]8nm.

( )J.W. Seok et al. r Surface and Coatings Technology 138 2001 14]2222
4. With increasing nitrogen contents in the sputteringgas, the microhardness of the coatings increase.This is due to the composite effect of CrN in Cr.
5. The adhesion property of the coatings increaseswith increasing nitrogen content in the sputteringgas.
6. Thermodynamic analysis indicates that Cr N is not2stable at the deposition conditions of this study.Experimental results also verify the non-existenceof Cr N at 2008C. The region below 5008C of the2Cr-N binary phase diagram is proposed with aeutectoid reaction occurring at approximately4308C.
Acknowledgements
The authors would like to thank the EPA, NASA,the WSU-PCC program and the Air Force researchlaboratory, for their support of this project. We wouldalso like to thank the Porter-Guertin company forproviding electroplated Cr on steel samples.
References
w x1 R.Y. Lin, Recent coating technology development, in: K.S.Ž .Shin, J.K. Yoon, and S.J. Kim Eds. . Proceedings of the Sec
Pacific Rim International Conference on Advanced Materialsand Processing, The Korean Institute of Metals and Materials,1995, pp. 571]578
w x2 M.S. Hall, J.D. Dietz, C.D. Cooper, R.L. Wayson, D. Bauman,Ž . Ž .Plat. Surf. Fin. 79 11 1992 18]22.
w x3 A. Aubert, R. Gillet, A. Gauvher, J. Terrat, Thin Solid FilmsŽ .108 1983 165]172.
w x4 D. Dubiel, in: W.D. Munz, E. Broszeit, H. Oechsner, K.T. Rie,Ž .G.K. Wolf, Eds. . Proceedings of the International Conference
on Plasma Surface Engineering, 1989, 853]860w x5 T. Hurkmans, D.B. Lewis, J.S. Brooks, W.D. Munz, Chromium
Ž .nitride coatings grown by unbalanced magnetron UBM andŽ .combined arcrunbalanced magnetron ABSTM deposition
Ž .techniques, Surf. Coat. Technol. 86]87 1996 192]199.w x Ž .6 M. Pakala, R.Y. Lin, Surf. Coat. Technol. 81 1996 233]239.w x7 M. Pakala, R.Y. Lin, Sputter deposition of hard chromium
Ž .coatings on steel, in: T.S. Sudarshan et al. Ed. , SurfaceModification Technologies-Ninth Edition, TMS Publications,Warrendale, PA, 1996, pp. 467]475.
w x8 M. Pakala, Z. Fan, R.Y. Lin, Sputter deposition of chromiumŽ .nitride coatings on steel, in: W.D. Cho, H.Y. Sohn Eds. ,
Value-Addition Metallurgy, TMS Publications, Warrendale,PA, 1998, pp. 237]248.
w x9 R.R. Aharonov, B.F. Coll, R.P. Fontana, Surf. Coat. Technol.Ž .61 1993 223]226.
w x Ž .10 S.J. Bull, D.S. Rickerby, Surf. Coat. Technol. 43]44 1990732]744.
w x11 A. Ehrlich, M. Kuhn, F. Richter, W. Hoyer, Surf. Coat. Tech-Ž .nol. 76]77 1995 280]286.
w x12 G. Bertrand, C. Savall, C. Meunier, Properties of reactively r.f.magnetron-sputtered chromium nitride coatings, Surf. Coat.
Ž .Technol. 96 1997 323]329.w x13 C. Meunier, S. Vives, G. Bertrand, X-ray diffractometry analy-
sis of r.f.-magnetron-sputtered chromiumrchromium nitrideŽ .coatings, Surf. Coat. Technol. 107 1998 149]158.
w x14 G. Bertrand, H. Mahdjoub, C. Meunier, A study of the corro-sion behavior and protective quality of sputtered chromium
Ž .nitride coatings, Surf. Coat. Technol. 126 2000 199]209.w x15 L. Cunha, M. Andritschky, Residual stress, surface defects and
corrosion resistance of CrN hard coatings, Surf. Coat. Technol.Ž .111 1999 158]162.
w x16 B. Navinsek, P. Panjan, A. Cvelbar, Characterization of lowŽ .temperature CrN and TiN PVD hard coatings, Surf. Coat.
Ž .Technol. 74]75 1995 155]161.w x17 B. Navinsek, P. Panjan, I. Milosev, Industrial applications of
Ž .CrN PVD coatings, deposited at high and low temperatures,Ž .Surf. Coat. Technol. 97 1997 182]191.
w x18 G. Aldrich-Smith, D.G. Teer, P.A. Dearnley, Corrosion wearresponse of sputtered CrN and S-phase coated austenitic stain-
Ž .less steel, Surf. Coat. Technol. 116]119 1999 1161]1165.w x19 F. Cosset, G. Contoux, A. Celerier, J. Machet, Deposition of
corrosion-resistant chromium and nitrogen-doped chromiumcoatings by cathodic magnetron sputtering, Surf. Coat. Tech-
Ž .nol. 79 1996 25]34.w x20 C. Friedrich, G. Berg, E. Broszeit, K.-H. Kloos, X-ray diffrac-
tometry analysis of r.f.-sputtered hard coatings based on ni-Ž .trides of Ti, Cr, Hf, Surf. Coat. Technol. 74]75 1995 279]285.
w x21 J. Almer, M. Oden, L. Hultman, G. Hakansson, Microstruc-tural evolution during tempering of arc-evaporated Cr-N coat-
Ž . Ž .ings, J. Vac. Sci. Technol. A 18 1 2000 121]130.w x22 J. Creus, H. Idrissi, H. Mazille, F. Sanchette, P. Jacquot,
Improvement of the corrosion resistance of CrN coated steelŽ .by an interlayer, Surf. Coat. Technol. 107 1998 183]190.
w x23 A. Kawana, H. Ichimura, Y. Iwata, S. Ono, Development ofPVD ceramic coatings for valve seats, Surf. Coat. Technol.
Ž .86]87 1996 212]217.w x24 F.D. Lai, J.K. Wu, Structure, hardness and adhesion properties
of CrN films deposited on nitrided and nitrocarburized SKD 61Ž .tool steels, Surf. Coat. Technol. 88 1996 183]189.
w x25 Y.L. Su, S.H. Yao, C.T. Wu, Comparisons of characterizationsand tribological performance of TiN and CrN deposited by
Ž .cathodic arc plasma deposition process, Wear 199 1996132]141.
w x Ž .26 R.S. Smith, IBM J. Res. 4 1960 205]207.w x27 B.E. Warren, X-ray Diffraction, Dover Publications Incor-
porated, New York, 1990.w x Ž .28 B. Jonsson, S. Hogmark, Thin Solid Films 114 1984 257]269.w x29 O. Kubaschewski, C.B. Alcock, Metallurgical Thermochem-
istry-Fifth Edition, Pergamon Press, 1979, p. 379.w x30 M. Venkatraman, J.P. Newmann, Binary Alloy Phase Diagrams
Ž .2 1990 1293]1297.w x31 P.M. Hansen, Constitution of Binary Alloys, McGraw Hill,
1958, pp. 539]541.w x32 R.P. Elliott, Const. Binary Alloys-First Supplement, McGraw
Hill, 1965, pp. 351]352.w x33 F.A. Shunk, Const. Binary Alloys-Sec Supplement, McGraw
Hill, 1969, p. 273.