Embed Size (px)
DESCRIPTION
Citation preview

1
09
Solar Thermal Power Plant Concept, Design, Simulation and Fabrication
Sulaiman Dawood Barry
Syed Mohammed Umair
Saad Ahmed Khan
Arsalan Qasim

2

3
Table of Contents INTRODUCTION ......................................................................................................................7
The need of energy .............................................................................................................................. 7
About Solar Power: .............................................................................................................................. 8
Why do we need solar power?............................................................................................................. 9
Objective/Goals project ............................................................................................................. 10
What do we stand to gain? ................................................................................................................ 10
Current Methods of solar power production .............................................................................. 11
Photovoltaic cells:.............................................................................................................................. 11
Advantages .................................................................................................................. 12
Disadvantages ............................................................................................................. 12
Solar power towers ........................................................................................................................... 13
Disadvantage ............................................................................................................... 13
Advantage ................................................................................................................... 13
Fresnel lens collectors ....................................................................................................................... 14
Advantage ................................................................................................................... 15
Disadvantage ............................................................................................................... 15
Parabolic trough ................................................................................................................................ 16
Types of mirrors .......................................................................................................... 17
Mirror coatings ............................................................................................................ 17
Energy storage ............................................................................................................. 17
Existing plants ............................................................................................................. 17
SOLAR PONDS .................................................................................................................................... 19
Advantages and disadvantages..................................................................................... 20
SOLAR UPDRAFT TOWER ................................................................................................................... 21
Comparative study .................................................................................................................... 23
Constraints: ............................................................................................................................... 24
Power generation methods using parabolic troughs: .................................................................. 24
SEGS with HTF ................................................................................................................................... 24
SEGS with DSG: .................................................................................................................................. 25
Combined Power Cycle ...................................................................................................................... 26
Comparision of all 3 Parabolic Trough Power Plants ........................................................................... 27

4
DSG Advantages: ........................................................................................................ 27
DSG Disadvantages: .................................................................................................... 27
HTF Advantages: ........................................................................................................ 27
HTF Disadvantages: .................................................................................................... 27
Combined cycle Advantages: ...................................................................................... 28
Combined cycle Disadvantages: .................................................................................. 28
Conclusion ................................................................................................................................ 29
INTRODUCTION TO DESIGN CALCULATIONS ................................................................. 32
Objective ........................................................................................................................................... 32
First Law of Thermodynamics ............................................................................................................ 32
Second Law of Thermodynamics ........................................................................................................ 32
What is a Thermodynamic Cycle? ...................................................................................................... 32
Source ............................................................................................................................................... 33
Sink ................................................................................................................................................... 33
Efficiency of a cycle............................................................................................................................ 33
Heat Engine ....................................................................................................................................... 33
TYPES OF EXTERNAL COMBUSTION CYCLES................................................................. 34
Carnot Cycle ...................................................................................................................................... 34
Ideal Cycle ......................................................................................................................................... 34
Rankine Cycle .................................................................................................................................... 35
DISCUSSION OF CYCLE SELECTION ................................................................................. 36
Close Cycle Vs Open Cycle.................................................................................................................. 36
EXPANDERS TYPES, COMPARISON AND SELECTION .................................................... 38
Drawbacks of Turbo-machines ........................................................................................................... 38
Advantages of Displacement Machines .............................................................................................. 38
Factors in selection of a Positive Displacement Machine .................................................................... 39
Disadvantages of Positive Displacement Machines ............................................................................ 39
Torque meter .................................................................................................................................... 39
PROJECT DESIGN SCHEMATIC ........................................................................................... 41
Parabolic Trough ............................................................................................................................... 41
Absorber Pipe .................................................................................................................................... 42
Over Head Tank ................................................................................................................................. 42

5
Steam Engine..................................................................................................................................... 42
Operation .......................................................................................................................................... 42
CAD MODEL ........................................................................................................................... 43
Complete Assembly ........................................................................................................................... 43
Base Frame ........................................................................................................................................ 44
Base Frame Dimensions ..................................................................................................................... 45
Tube Holder....................................................................................................................................... 47
Parabola ............................................................................................................................................ 48
Absorber Tube ................................................................................................................................... 50
MATERIAL SELECTION ........................................................................................................ 52
Absorber Tube and Gauge fittings ...................................................................................................... 52
Parabola ............................................................................................................................................ 52
Base Frame ........................................................................................................................................ 52
Glass Mirrors ..................................................................................................................................... 52
Teflon String ...................................................................................................................................... 52
Brass ................................................................................................................................................. 52
Black Nickel Coating........................................................................................................................... 52
MANUFACTURING PLAN ..................................................................................................... 53
Market Survey ................................................................................................................................... 53
Tooling Techniques ............................................................................................................................ 53
Assembling Of Base Frame................................................................................................................. 53
Assembling Of Parabola ..................................................................................................................... 53
Assembling Of Absorber Tube ............................................................................................................ 54
SOLAR CALCULATIONS ...................................................................................................... 55
COMPARISON OF DIFFERENT WORKING FLUIDS ........................................................... 58
THERMODYNAMIC CALCULATIONS & MODELING ....................................................... 59
Problem Definition: ........................................................................................................................... 59
Assumptions: ..................................................................................................................................... 60
Mass Flow Rate ................................................................................................................................. 61
Inner Surface Temperatures .............................................................................................................. 64
Super-heater Analysis ........................................................................................................................ 64

6
Boiler Analysis ................................................................................................................................... 74
Heat Loss Analysis ............................................................................................................................. 83
Natural Convection Analysis ....................................................................................... 85
Forced Convection Analysis ........................................................................................ 89
Glass Tube Analysis ............................................................................................................................ 95
Heat Input and Area Required ......................................................................................................... 105
Cost Analysis.................................................................................................................................... 111
Plant Start Up Analysis.............................................................................................. 111
ANALYSIS AT DIFFERENT PRESSURES........................................................................... 114
Variation of Superheater Surface Temperature and Steam Exit Temperature with Pressure ............ 114
Variation of Plant Carnot Efficiency, Efficiecny with Bare Tube and Glass Tube with Pressure .......... 115
Heat Loss with Pressure ................................................................................................................... 116
Variation of total area with pressure ratio. ...................................................................................... 117
Variation of parabola width with pressure ....................................................................................... 118
Mass flow rate versus pressure ratio ............................................................................................... 119
Manufacturing Operations ....................................................................................................... 120
Engine design Calculations ............................................................................................................... 129
Pump ............................................................................................................................................... 130
Property of the Pump ................................................................................................. 131
PARABOLIC REFLECTOR.................................................................................................................... 132
Instrumentation ....................................................................................................................... 133
Water Level Detector....................................................................................................................... 133
Thermocouple ................................................................................................................................. 133
Flash Valve ...................................................................................................................................... 133
Pressure Guage ............................................................................................................................... 133
Flow meter ...................................................................................................................................... 133
FEA Analysis .......................................................................................................................... 135
Support Stress and Strain Analysis ................................................................................................... 135
Super-heater Flow analysis .............................................................................................................. 136
REFRENCES .......................................................................................................................... 140

7
INTRODUCTION
The need of energy
With the advancement of science and the usage of many electronic gadgets, life becomes very
difficult without electricity. Hence, ample supply of electricity that can match the power
requirements of industry is the key for national progress and prosperity.
Fossil fuels are non-renewable resources because they take millions of years to form, and
reserves are being depleted much faster than new ones are being formed. The production and use
of fossil fuels also raise environmental concerns. Therefore, a global movement toward the
generation of renewable energy is under way to help meet increased energy needs.
Wood, wind, water, and sun power have been used for cooking, heating, milling and other tasks
for millennia. During the Industrial Revolution of the eighteenth and early nineteenth centuries,
these forms of renewable energy were replaced by fossil fuels such as coal and petroleum.
Attention has refocused on renewable energy sources since the 1960s and 1970s, not only
because of concern over fossil fuel depletion, but also because of apprehension over acid rain
and global warming from the accumulation of carbon dioxide in the atmosphere.
Fossil fuels are becoming ever more expensive especially after the oil embargo of the 1970’s.
Very recently the price of oil shot up to about $120 per barrel which is definitely unbearable for
the economy. Also, the supply of oil is uncertain. Even if oil supply is continuous, the cost of
importing oil is tremendous (which will deplete the National Exchequer) and Pakistan therefore
has to borrow from institutions like IMF and World Bank which deepens the debt problem. In
year 2006, Pakistan imported crude worth 6.7 Billion Dollars. In such a situation, solar power is
the need of the hour since these problems will then be eliminated. Also, the land of Pakistan is
particularly well endowed for solar energy projects since it has vast tracts of desert regions that
receive large amounts of unbroken sunshine throughout the year.
Renewable energy resources are cleaner and far more abundant than fossil resources, but they
tend to be dispersed and more expensive to collect. Many of them, such as wind and solar
energy, are intermittent in nature, making energy storage or distributed production systems
necessary. Therefore, the direct cost of renewable energy is generally higher than the direct cost
of fossil fuels. At the same time, fossil fuels have significant indirect or external costs, such as
pollution, acid rain, and global warming.

8
About Solar Power: According to Wikipedia, the earth is blasted with 89 peta-watts (10
15 W) of sunlight which is
plentiful, almost 6,000 times more than the 15 terawatts of average electrical power consumed by
humans.
Solar power is the generation of electricity from sunlight. This can be direct as with photo-
voltaics (PV), or indirect as with concentrating solar power (CSP), where the sun's energy is
focused to boil water which is then used to provide power. The power gained from sun can be
used to eliminate or atleast cut down the need for purchased electricity (usually electricity gained
from burning fossil fuels) or, if the energy harnessed from sun exceeds a home's requirements,
the extra electricity can be sold back to the home's supplier of energy, typically for credit.
The advantages of solar energy are as follows
Solar power is pollution-free during use. Production end-wastes and emissions are
manageable using existing pollution controls.
Solar electric generation is economically superior where grid connection or fuel transport
is difficult, costly or impossible.
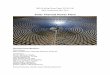
The largest solar power plants, like the 354 MW (Solar
Energy Generating Systems) SEGS, are concentrating
solar thermal plants which consists of nine solar power
plants in California's Mojave Desert, where insolation is
among the best available in the United States but recently
multi-megawatt photovoltaic plants have been built.
Completed in 2008, the 46 MW Moura photovoltaic power
station in Portugal and the 40 MW Waldpolenz Solar
Park in Germany are characteristic of the trend toward
larger photovoltaic power stations. Much larger ones are
proposed, such as the 100 MW Fort Peck Solar Farm, the
550 MW Topaz Solar Farm, and the 600 MW Rancho
Cielo Solar Farm.
Solar power is a predictably intermittent energy source,
meaning that whilst solar power is not available at all
times, we can predict with a very good degree of
accuracy when it will and will not be available.
Some technologies, such as solar thermal concentrators
have an element of thermal storage, such as molten
salts. These store spare solar energy in the form of heat
which is made available overnight or during periods
Figure 1: Solar Energy Generating Systems solar power plants III-VII at Kramer Junction, California
Figure 2: Waldpolenz Solar Park, Germany

9
that solar power is not available to produce electricity.
Why do we need solar power?
Recent reports on the current status of the reserves of fossil fuels point to the need to switch to
alternative energies such as Solar Power.
Even without considering environmental impacts, it is clear that at some stage we will not be
able to meet our ever increasing energy needs from a finite supply of these non-renewable
resources.

10
Objective/Goals project
The aim of our project is to design, simulate and fabricate a lab scale solar thermal power plant
that utilizes solar energy for the generation of electrical energy of atleast 40 Watts. Moreover,
the Plant is aimed to achieve the following goals
Least running cost,
High reliability to demonstrate students on regular basis the use of solar power during the
day. Validate the solar thermal plant construction cost is less than Rs. 50,000 for the first
plant of 100 Watts
What do we stand to gain? Considering the exponential growth in the prices of fossil fuel and hence the utilities using fuel,
alternative methods need to be found immediately.
With our project we can:
Highlight the potential of solar energy use in Pakistan
Create a platform for the future students to work on

11
Current Methods of solar power production
Around the world the following methods are being use to harness solar power;
PHOTOVOLTAIC CELLS
SOLAR THERMAL POWER PLANTS
o Fresnel mirror and lens collectors
o Parabolic trough/dish collectors
o Flat plate collectors
o Solar power towers
o Solar updraft towers
o Solar ponds
We will now discuss in detail these methods.
Photovoltaic cells:
Solar photovoltaics (PVs) are arrays of cells containing a
material that converts solar radiation into direct
current electricity. Materials presently used for
photovoltaics include amorphous silicon, polycrystalline
silicon, microcrystalline silicon, cadmium telluride,
and copper indium selenide/ sulfide.
At the end of 2008, the cumulative global PV
installations reached 15,200 megawatts. Roughly 90% of
this generating capacity consists of grid-tied electrical
systems. Such installations may be ground-mounted (and
sometimes integrated with farming and grazing) or built
into the roof or walls of a building, known as Building Integrated Photovoltaics or BIPV for
short. Solar PV power stations today have capacities ranging from 10-60 MW although proposed
solar PV power stations will have a capacity of 150 MW or more.
Figure 3: An array of photovoltaic cells

12
Advantages
PV installations can operate for many years with little maintenance or intervention after
their initial set-up, so after the initial capital cost of building any solar power
plant, operating costs are extremely low compared to existing power technologies.
PV is economically superior where grid connection or fuel transport is difficult, costly or
impossible. Long-standing examples include satellites, island communities, remote
locations and ocean vessels.
When grid-connected, solar electric generation replaces some or all of the highest-cost
electricity used during times of peak demand (in most climatic regions). This can reduce
grid loading, and can eliminate the need for local battery power to provide for use in
times of darkness. These features are enabled by net metering.
Grid-connected solar electricity can be used locally thus reducing
transmission/distribution losses (transmission losses in the US were approximately 7.2%
in 1995).
Compared to fossil and nuclear energy sources, very little research money has been
invested in the development of solar cells, so there is considerable room for
improvement. Nevertheless, experimental high efficiency solar cells already have
efficiencies of over 40%
and efficiencies are rapidly rising while mass-production costs
are rapidly falling.
Disadvantages
Photovoltaics are costly to install. While the modules are often warranted for upwards of
20 years, an investment in a home-mounted system is mostly lost if you move.
Solar electricity is seen to be expensive. Once a PV system is installed it will produce
electricity for no further cost until the inverter needs replacing but the timetable for
payback is too long for most.
Solar electricity is not available at night and is less available in cloudy weather conditions
from conventional silicon based-technologies. Therefore, a storage or complementary
power system is required. However, the use of germanium (more expensive than silicon)
in amorphous silicon-germanium thin-film solar cells provides residual power generating
capacity at night due to background infrared radiation.
Solar cells produce DC which must be converted to AC (using a grid tie inverter) when
used in current existing distribution grids. This incurs an energy loss of 4-12%.

13
Silicon solar cell manufacturing is not available in Pakistan and quite expensive to import
and install so it not a feasible option to generate the required output.
Solar power towers
The solar power tower (also known as 'Central Tower'
power plants or 'Heliostat' power plants or power
towers) is a type of solar furnace using a tower to
receive the focused sunlight. It uses an array of flat,
movable mirrors (called heliostats) to focus the sun's
rays upon a collector tower (the target).
Early designs used these focused rays to heat water, and
used the resulting steam to power a turbine. However,
designs using liquid sodium in place of water have been
demonstrated; this is a metal with high heat capacity,
which can be used to store the energy before using it to boil water to drive turbines. These
designs allow power to be generated when the sun is not shining.
The 10 MWe Solar One and Solar Two heliostat demonstration projects in the Mojave Desert
have now been decommissioned. The 15 MW Solar Tres Power Tower in Spain builds on these
projects. In Spain the 11 MW PS10 solar power tower and 20 MW PS20 solar power tower have
been recently completed. In South Africa, a solar power plant is planned with 4000 to 5000
heliostat mirrors, each having an area of 140 m². A site near Upington has been selected.
Disadvantage
Large areas of land are required
Technology requires storage for stable power output
Cost of such energy is about three times higher than conventional of power generation as
with all technologies
The tall tower is also difficult to construct.
Each mirror needs its own heliostat which is very expensive.
Advantage
High temperatures can be achieved which lead to higher efficiencies.
Flat mirrors can be used which are very cheap compared to curved mirrors.
Figure 4: Solar-two Mojave Desert, California

14
Fresnel lens collectors
A Fresnel lens is a type of lens developed by French physicist Augustin-Jean
Fresnel for lighthouses; a similar design had previously been proposed
by Buffon and Condorcet as a way to make large burning lenses.
The design enables the construction of lenses of large aperture and short focal length without the
weight and volume of material that would be required in conventional lens design. Compared to
earlier lenses, the Fresnel lens is much thinner, thus passing more light and
allowing lighthouses to be visible over much longer distances.
The Fresnel lens reduces the amount of material
required compared to a conventional spherical
lens by breaking the lens into a set of concentric
annular sections known as Fresnel zones. In the
first (and largest) variations of the lens, each
zone was actually a different prism. Though a
Fresnel lens might look like a single piece of
glass, closer examination reveals that it is many
small pieces. It was not until modern computer-
controlled milling equipment (CNC) could turn
out large complex pieces that these lenses were
manufactured from single pieces of glass.
For each of these zones, the overall thickness of the lens is decreased, effectively chopping the
continuous surface of a standard lens into a set of surfaces of the same curvature, with
discontinuities between them. This allows a substantial reduction in thickness (and thus weight
and volume of material) of the lens, at the expense of reducing the imaging quality of the lens.
A Concentrating Linear Fresnel Reflector is a type
of solar power collector. Instead of using parabolic
reflectors, Linear Fresnel Reflectors focus solar energy
with a series of essentially flat mirrors on a stationary
linear water-filled receiver for the purpose of collecting
heat to generate steam and power a steam turbine.
Figure 5: Working Operation of Fresnel Lens
Figure 6: A physical model of fresnel mirror collector

15
Since March 2009, the Fresnel solar power plant PE 1, designed and constructed by the German
company Novatec Biosol, is in commercial operation. The solar thermal power plant is based on
linear Fresnel collector technology and has an electrical capacity of 1.4 MW. Beside a
conventional power block, PE 1 comprises a solar boiler with mirror surface of around 18,000m².
The steam is generated by concentrating direct solar irradiation onto a linear receiver which is
7.40m above the ground. An absorber tube is positioned in the focal line of the mirror field in
which water is evaporated directly into saturated steam at 270°C and at a pressure of 55 bars by
the concentrated solar energy.
Advantage
More rugged than parabolic mirrors
Light weight
Flat, hence occupy little volume, and hence easy to set up.
Disadvantage
Unavailable locally
Maybe expensive for large sizes

16
Parabolic trough
A parabolic trough is a type of solar thermal
energy collector. It is constructed as a long
parabolic (usually coated silver or polished aluminum) with
a Dewar tube running its length at the focal
point. Sunlight is reflected by the mirror and concentrated
on the Dewar tube. The trough is usually aligned on a
north-south axis, and rotated to track the sun as it moves
across the sky each day.
Alternatively the trough can be aligned on an east-west
axis; this reduces the overall efficiency of the collector, due
to cosine loss, but only requires the trough to be aligned with the change in seasons, avoiding the
need for tracking motors. This tracking method works correctly at the spring and
fall equinoxes with errors in the focusing of the light at other times during the year (the
magnitude of this error varies throughout the day, taking a
minimum value at solar noon). There is also an error
introduced due to the daily motion of the sun across the
sky, this error also reaches a minimum at solar noon. Due
to these sources of error, seasonally adjusted parabolic
troughs are generally designed with a lower solar
concentration ratio. In order to increase the level of
alignment, some measuring devices have also been
invented.
Heat transfer fluid (usually oil) runs through the tube
to absorb the concentrated sunlight. This increases the
temperature of the fluid to some 400°C. The heat transfer
fluid is then used to heat steam in a standard turbine
generator. The process is economical and, for heating the
pipe, thermal efficiency ranges from 60-80%. The overall
efficiency from collector to grid, i.e. (Electrical Output
Power)/ (Total Impinging Solar Power) is about 15%,
similar to PV (Photovoltaic Cells) but less
than Stirling dish concentrators.
Figure 8: A diagram of a parabolic trough solar farm (bottom), and an end view of how a parabolic collector focuses sunlight onto its focal point.
Figure 7: Figure 7: An Array of Parabolic Trough Collector at the National Solar Energy Center

17
Current commercial plants utilizing parabolic troughs are hybrids; fossil fuels are used during
night hours, but the amount of fossil fuel used is limited to a maximum 27% of electricity
production, allowing the plant to qualify as a renewable energy source. Because they are hybrids
and include cooling stations, condensers, accumulators and other things besides the actual solar
collectors, the power generated per square meter of area ranges enormously.
Types of mirrors
Usually, mirrors are used which are parabolic and are of a single piece. In addition, V-type
parabolic troughs exist which are made from 2 mirrors and placed at an angle towards each
other.
Mirror coatings
In 2009, scientists at the National Renewable Energy Laboratory (NREL) and SkyFuel teamed to
develop large curved sheets of metal that have the potential to be 30% less expensive than
today's best collectors of concentrated solar power by replacing glass-based models with
a silverpolymer sheet that has the same performance as the heavy glass mirrors, but at a much
lower cost and much lower weight. It also is much easier to deploy and install. The glossy film
uses several layers of polymers, with an inner layer of pure silver.
Energy storage
As this renewable source of energy is inconsistent by nature, methods for energy storage have
been studied, for instance the single-tank (thermocline) storage technology for large-scale solar
thermal power plants. The thermocline tank approach uses a mixture of silica sand and quartzite
rock to displace a significant portion of the volume in the tank. Then it is filled with the heat
transfer fluid, typically a molten nitrate salt.
Existing plants
The largest operational solar power system at present is one of the SEGS plants and is located
at Kramer Junction in California, USA, with five fields of 33 MW generation capacities each.

18
The 64 MW Nevada Solar One also uses this technology. In the new Spanish plant, Andasol 1
solar power station, the 'Eurotrough'-collector is used. This plant went online in November
2008 and has a nominal output of 49.9 MW.
Large solar thermal power stations include the 354 MW Solar Energy Generating Systems power
plant in the USA, Nevada Solar One (USA, 64 MW), Andasol 1 (Spain, 50 MW), Andasol 2
(Spain, 50 MW), PS20 solar power tower (Spain, 20 MW), and the PS10 solar power tower
(Spain, 11 MW).
The solar thermal power industry is growing rapidly with 1.2 GW under construction as of April
2009 and another 13.9 GW announced globally through 2014. Spain is the epicenter of solar
thermal power development with 22 projects for 1,037 MW under construction, all of which are
projected to come online by the end of 2010. In the United States, 5,600 MW of solar thermal
power projects have been announced. In developing countries, three World Bank projects for
integrated solar thermal/combined-cycle gas-turbine power plants in Egypt, Mexico, and
Morocco have been approved.

19
SOLAR PONDS
A solar pond is simply a
pool of saltwater which
collects and stores solar
thermal energy. The
saltwater naturally forms a
vertical salinity
gradient also known as a
"halocline", in which low-
salinity water floats on top
of high-salinity water. The
layers of salt solutions
increase in concentration
(and therefore density)
with depth. Below a certain depth, the solution has a uniformly high salt concentration.
There are 3 distinct layers of water in the pond:
The top layer, which has a low salt content.
An intermediate insulating layer with a salt gradient, which establishes a density
gradient that prevents heat exchange by natural convection.
The bottom layer, which has a high salt content.
If the water is relatively translucent, and the pond's bottom has high optical absorption, then
nearly all of the incident solar radiation (sunlight) will go into heating the bottom layer.
When solar energy is absorbed in the water, its temperature increases, causing thermal
expansion and reduced density. If the water were fresh, the low-density warm water would float
to the surface, causing convection current. The temperature gradient alone causes a density
gradient that decreases with depth. However the salinity gradient forms a density
gradient that increases with depth, and this counteracts the temperature gradient, thus preventing
heat in the lower layers from moving upwards by convection and leaving the pond. This means
that the temperature at the bottom of the pond will rise to over 90 °C while the temperature at the
top of the pond is usually around 30 °C. A natural example of these effects in a saline water body
is Solar Lake, Sinai, Israel.
Figure 9: A solar pond schematic

20
The heat trapped in the salty bottom layer can be used for many different purposes, such as the
heating of buildings or industrial hot water or to drive an organic Rankine cycle turbine
or Stirling engine for generating electricity.
Advantages and disadvantages
The approach is particularly attractive for rural areas in developing countries. Very large
area collectors can be set up for just the cost of the clay or plastic pond liner.
The evaporated surface water needs to be constantly replenished.
The accumulating salt crystals have to be removed and can be both a valuable by-product
and a maintenance expense.
No need of a separate collector for this thermal storage system.
Not suitable on a small scale.

21
SOLAR UPDRAFT TOWER
Schematic presentation of
a solar updraft tower
The solar updraft
tower is a proposed type
of energy power. It
combines three old and
proven technologies: the
chimney effect,
the greenhouse effect,
and the wind turbine. Air
is heated by sunshine and
contained in a very
large greenhouse-like
structure around the base of a tall chimney, and the resulting convection causes rising airflow to
rise through the updraft tower. The air current from the greenhouse up the chimney
drives turbines, which produce electricity. A successful research prototype operated in Spain in
the 1980s, and many modeling studies have been published as to optimization, scale, and
economic feasibility.
The generating ability of a solar updraft power plant depends primarily on two factors: the size
of the collector area and chimney height. With a larger collector area, a greater volume of air is
warmed to flow up the chimney; collector areas as large as 7 km in diameter have been
considered. With a larger chimney height, the pressure difference increases the stack effect;
chimneys as tall as 1000 m have been considered.
Heat can be stored inside the collector area greenhouse to be used to warm the air later on.
Water, with its relatively high specific heat capacity, can be filled in tubes placed under the
collector increasing the energy storage as needed.
Turbines can be installed in a ring around the base of the tower, with a horizontal axis, as
planned for the Australian project and seen in the diagram above; or—as in the prototype in
Spain—a single vertical axis turbine can be installed inside the chimney.
Figure 10: Solar Updraft Tower Schematic

22
Carbon dioxide is emitted only negligibly while operating, but is emitted more significantly
during manufacture of its construction materials, particularly cement. Net energy payback is
estimated to be 2–3 years.
A solar updraft tower power station would consume a significant area of land if it were designed
to generate as much electricity as is produced by modern power stations using conventional
technology. Construction would be most likely in hot areas with large amounts of very low-value
land, such as deserts, or otherwise degraded land.
A small-scale solar updraft tower may be an attractive option for remote regions in developing
countries. The relatively low-tech approach could allow local resources and labor to be used for
its construction and maintenance.

23
Comparative study
PV cells
Solar
updraft
tower
Solar
power
tower
Solar
pond
Fresnel
collector
Parabolic
trough
collector
Cost Very high Very high High Low High medium
Maintenance Very little Medium Little Little Little little
Area
required Very little
Very
large Very large Very large Medium medium
Reliability High medium medium High High high
Material
availability
Not
available
locally
available available available
Not
available
locally
Easily
available
Applications
Small to
large scale
electricity
generation
Large
scale
electricity
generatio
n only
Large
scale
electricity
generation
only
Large
scale
electricity
generation
or water
heating
Small
scale
electricity
generation
only
Small scale
electricity
generation
only

24
Constraints: Our major constraints are TIME, MONEY, MANPOWER and SPACE. On this basis we cannot
use PV cells(High Cost), Solar Ponds(Large Scale), Solar Updraft and Power Towers(Large
Scale and High Cost), Fresnel collectors(Complexity of Tracking for each Mirror) or Flat plate
collectors(Unavailability). Therefore we will go with parabolic troughs.
Power generation methods using parabolic troughs: The following methods are being used around the world using parabolic troughs:
Steam heated with a heat transfer fluid.
Steam heated directly by solar radiation.
Combined cycle power generation using both solar and fossil fuel.
SEGS with HTF A solar electric generating system (SEGS), shown in Fig. 10, refers to a class of solar energy
systems that use parabolic troughs in order to produce electricity from sunlight (Pilkington,
1996). The parabolic troughs are long parallel rows of curved glass mirrors focusing the sun’s
energy on an absorber pipe located along its focal line. These collectors track the sun by rotating
around a north–south axis. The heat transfer fluid (HTF), oil, is circulated through the pipes.
Under normal operation the heated HTF leaves the collectors with a specified collector outlet
temperature and is pumped to a central power plant area. There, the HTF is passed through
several heat exchangers where its energy is transferred to the power plant’s working fluid, which
is water or steam. The heated steam is used in turn to drive a turbine generator to produce
electricity.
Figure 11: A Schematic model of SEGS using HTF

25
SEGS with DSG: This is the same as before except that there is not HTF and the water is heated to steam directly
in the collectors.
Figure 12: DSG operation in Recirculation mode

26
Combined Power Cycle
Figure 13: A schematic model of Combined Power Cycle
As seen from the above diagram the combined cycle heats the water partly by solar energy and
partly by fossil fuel. In this way the plant can run even on night or cloudy forecast when there is
no sun and on normal days the running cost of the fuel will be reduced due to lesser fuel input.

27
Comparision of all 3 Parabolic Trough Power Plants
DSG Advantages:
Complexity reduced
Efficiency increased due to no intermediate heat transfer
Costly synthetic oil eliminated
Oil can be flammable at high temperatures. No oil used in DSG
Oil breaks down at temperatures near to its maximum working temperature.
Using high conductivity metal like copper minimizes the problem of thermal stress
greatly
Environmental friendly as only water is used as working fluid. No danger of
contamination from oil.
Copper tubes easily available along with mirror strips for parabola.
DSG Disadvantages:
Cannot be used in absence of sunlight.
No thermal storage possible hence can be used only for part load power.
Copper can be expensive
Control of DSG plants is difficult
Materials like steel will have greater thermal stresses on them while working with two
phase flow
HTF Advantages:
Thermal storage can be done so that energy will be available even if sunlight is not
available.
Higher temperatures can be achieved which will lead to greater heat transfer in the heat
exchangers.
Molten salt is very good at transferring heat, it is a liquid at atmospheric pressure and has
high heat storage capacity.
HTF Disadvantages:
Oil is flammable at high temperatures.

28
It will break down at high temperatures and hence its viscosity will increase causing
damage to pumps and pipes.
Increase in pump work will also take place if quality of oil degrades.
Oil can contaminate the environment.
Combined cycle Advantages:
It can be used all year round without dependency on weather.
Fuel cost of the plant will be reduced as major part of the heating is done by the solar
collectors.
Thermal energy storage may not be required, depending on power requirement,
Combined cycle Disadvantages:
It will be very complex.
Separate gas fired boilers needed.
Will cause pollution free.
Fuel cost will keep rising and hence running costs will be expensive.

29
Conclusion Considering the above weight matrix and the comaprision of advantages and disadvantages of
each plant in parabolic trough category, the DSG is considered to be the most feasible option and
hence will be carried forward for fabrication. On the following page is the Gantt Chart that
shows our plan that will be considered to achieve our objective.

30

31

32
INTRODUCTION TO DESIGN CALCULATIONS
Objective To design and fabricate a Lab - Scale Solar Thermal Power Plant for demonstration of principle
of Direct Steam Generation (DSG) by production of 40 W of net power.
First Law of Thermodynamics The first law of thermodynamics is also called the Principle of Conservation of Energy. It states
that energy can neither be created nor destroyed but it can change from one form to another.
Therefore, according to the first law, the net energy input in a cycle in the form of heat must be
converted to the net work output so that the principle of energy is conserved.
Second Law of Thermodynamics All the work can be converted to heat but the vice versa is not possible unless a part of heat is
rejected to the sink.
What is a Thermodynamic Cycle? A thermodynamic cycle obeys the two fundamental laws
of thermodynamics. It is defined as a process in which
there is transfer of heat and work; while its physical state
(like temperature and pressure) parameter of a working
fluid changes and finally coming back its initial state after
completing the whole cycle.
In a thermodynamic cycle the work required or produced
is the indicated by the area of closed loop Pressure-
Volume Diagram (also called the Indicator Diagram) as
shown in the figure 1.
Any theoretical thermodynamic cycle is an ideal one with
some assumptions because none of the practical heat
engine (explained below) strictly follows the cycle. Yet still, understanding physical concepts of
different cycles are essential in order to gain the highest possible efficiencies for a particular
cycle. There are various types of thermodynamic cycles available like Brayton, Rankine, Otto,
Carnot, Sterling, Vapor-Compression Cycle, etc. In a thermodynamic cycle, the state properties
are a function of thermodynamic states only where as heat and work are path dependent
functions.
The net work produced by a thermodynamic cycle is given by:
(1)
For power producing cycle, the PV-diagram shown in Figure 1 has clockwise loop and the work
calculated in equation (1) has a positive value. However, for power consuming cycle, the loop
has anticlockwise direction and equation (1) has a negative value. The former cycle
arrangement is for heat engine where as the latter arrangement is for heat pump.
Figure 14: Example of a PV diagram [1]

33
Since the project is aimed to producing a useful power output therefore heat engines are
discussed next. However, some of the common terms commonly used in heat engines are
introduced first.
Source A source is at a higher temperature surrounding which gives input energy to a heat engine
Sink A sink is at a lower temperature in which a heat engine rejects heat.
Efficiency of a cycle An efficiency of a cycle is defined as the percentage of net work-out to the heat input.
(2)
Heat Engine A heat engine is a device that converts heat into work,
by utilizing the temperature difference between the
source and sink. While the heat enters the engine from
the source, the working medium (usually liquid or gas)
converts the part of energy received to work in some
part of the cycle where as the rest of the energy is
rejected to the sink.
Generally, the greater the temperatures difference
between the source and the sink, the higher the thermal
efficiency of a cycle. Since the sink medium is normally
earth’s environment and its temperature is always about
300 K, therefore, in order to achieve higher efficiencies
the source temperature have to be raised.
These engines operate on a particular thermodynamic cycle as mentioned earlier. Moreover,
the working cycles may be open to atmospheric or sealed from the outside (Open or Closed
Cycles). The cycle on which a heat engine operates is called Power Cycle. The Power Cycles
are further classified into two categories:
1. Internal Combustion Cycles
2. External Combustion Cycles
Since, the solar power can only be used for external combustion cycles, therefore internal
combustion cycles will not be discussed further.
Figure 15: Heat Engine Diagram [2]

34
TYPES OF EXTERNAL COMBUSTION CYCLES
There are various cycles available in which the external combustion cycles can be used to
produce useful power output. These are as follows
1. Carnot Cycles
2. Ideal Cycle
3. Rankine Cycle
Carnot Cycle A Carnot cycle is comprised of entirely reversible processes which includes isothermal heat
addition, isentropic expansion, isothermal heat rejection and isentropic compression to complete
the cycle. The temperature is only the determining the factor for thermal efficiency and equation
(2) reduces to
(3)
Where TL is the lowest cycle temperature, and TH is the highest cycle temperature.
The work produced by the cycle is determined by the rectangular area bounded by the T-s
diagram or it can be calculated by
(4)
Where sH and sL are the entropies at highest and lowest temperature respectively.
The efficiency of a Carnot Cycle is highest known; however, controlling the state points are very
difficult to manage practically, therefore it cannot be employed for calculations. Even if
somehow managed inside the saturation curve, the heavy liquid/vapor mixture compression is
not appropriate as it will damage the compressor and engine severely.
Ideal Cycle An Ideal Cycle is made up of the following four processes,
constant volume heat addition, isobaric expansion,
constant volume heat rejection and finally isobaric
compression to complete the cycle. The power of an ideal
cycle is determined by the rectangular area bounded by the
pressure volume curve or it can also be determined by the
following equation
(5)
The problem faced in this cycle that in order to add and
reject heat, the whole cycle has to be completely stopped
and therefore it would be very inappropriate as it would cause too much transients and the cycle
would not be stable. Thus it is not used.
Figure 16: An illustration of an ideal cycle heat engine [3]

35
Rankine Cycle The well known Rankine cycle is the used in most traditional power plants. The working fluid is
pumped to a boiler where it is evaporated, passed through a turbine and is finally re-condensed.
This cycle is sometimes referred to as a practical Carnot cycle as, when an efficient turbine is
used, the TS diagram begins to resemble the Carnot cycle. The main difference is that heat
addition and rejection are isobaric in the Rankine cycle and isothermal in the theoretical Carnot
cycle. A pump is used to pressurize liquid instead of gas. This requires a very small fraction of
the energy compared to compressing a gas in a compressor (as in the Carnot cycle).
In an ideal Rankine cycle the pump and turbine would be isentropic, i.e., the pump and turbine
would generate no entropy and hence maximize the net work output. Processes 1-2 and 3-4
would be represented by vertical lines on the Ts diagram and more closely resemble that of the
Carnot cycle. The Rankine cycle shown here prevents the vapor ending up in the superheat
region after the expansion in the turbine, which reduces the energy removed by the condensers.
Figure 17: Ts diagram of a typical Rankine cycle operating between pressures of 0.06 bar and 50 bar [4]

36
DISCUSSION OF CYCLE SELECTION
The Rankine Cycle is the most appropriate one for the power plant because of the better control
of the states conditions, and hence the performance of the plant.
Close Cycle Vs Open Cycle We performed simulation test of an ideal Rankine Cycle with water as a working fluid operating
on closed cycle with the liquid being compressed with at quality of 0.1 from 1 atm to higher
pressure with open cycle where the liquid is pumped from 25oC and 1 atm to the same pressure
Figure 18: Comparison of Open and Closed Rankine Cycle
It is evident from the graph that the difference in efficiencies between the cycles is not great at
lower pressure ratios. However, the gap widens when the plant is operated on higher pressures.
For our project we have selected an open Rankine cycle. This is because of the following
reasons:
Our project is a small prototype for the validation of the concept of DSG.
For the sake of simplicity we do not want to go into the complexity of designing a
condenser
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
102 110 120 130 140 150 160 170 180 190 200 210 220 230
Effi
cien
cy
Turbine Pressure
Efficiency Vs Turbine Pressure
Closed Cycle
Open Cycle

37
According to the following graph there is only a small difference in the efficiencies; hence
an open cycle is selected due to its simplicity.

38
EXPANDERS TYPES, COMPARISON AND SELECTION
There are two main types of expanders:
1. Turbo-machines, and
2. Displacement type machines
Difference between them must be clear to select an appropriate one.
Drawbacks of Turbo-machines Using turbo-machines have several drawbacks when used in low power applications. The
performances of most rotary machines are related to their peripheral speed (or tip speed) U
[m/s], rather than directly to the shaft speed. They have an optimal tip speed, usually
independent from the machine size. For Positive Displacement this value ranges typically from 1
to 10 m/s, while for turbo-machines, this value is close to 300 m/s.
The tip speed is given by:
, (6)
Where R is the radius of the rotary machine and N is the number of revolutions.
When used in smaller units, the turbo-machines have a lower radius R, and their optimal
rotational speed is therefore increased. This very high shaft speed causes high mechanical
stresses (e.g. due to centrifugal loading), bearing friction losses, reduction of the bearing life,
necessity for higher reduction gear, etc.
Advantages of Displacement Machines In contrast, the tip speed of a displacement type machine is inherently lower, and
the drawbacks presented above disappear.
The pressure ratio of a single stage turbo-machine has a low value (typically 1.5), while
the displacement machine can have as high pressure ratios as desired. This latter
solution is hence preferred for the single stage expansion usually used in the low power
Rankine cycle.

39
Volumetric machines are much more resistant to an eventual liquid phase in the fluid
than turbines: their rugged design and their low rotational speed make them less
sensitive to contamination by liquid droplets.
In one paper, the scroll machine has been selected among all the displacement type machines
for its reduced number of moving parts, reliability, wide output power range, and good
availability. Compared to the piston compressor, the scroll also shows the advantage of not
having admission valves
A few papers also present the Wankel engine and the screw expander as appropriate
technologies for organic Rankine cycles
Factors in selection of a Positive Displacement Machine
1. Swept Volume
2. Internal built-in ratio
The Internal built-ratio has to be adapted to the range of pressure ratios imposed to the
expander.
Disadvantages of Positive Displacement Machines
The biggest disadvantage is the leakage. It reduces the output power of a machine working as
expander, as the fluid flows directly from the high pressure region to the low pressure region
without producing any useful work.
Torque meter In order to measure the expander mechanical power, a torque meter on the expander shaft is
required. The accuracy on the measurement of the torque is to be known. A tachometer
measures the rotational speed of the torque meter shaft.
The mechanical power is calculated by:
(7)

40
Where ηcour is the efficiency of the transmission and is the revolutions per minute of the
torque meter.

41
PROJECT DESIGN SCHEMATIC
Following is the brief description of the small scale direct steam generation power plant:
The plant will have the following major components:
1. Parabolic trough with mounting
2. Over head tank/pump
3. Absorber pipe
4. Steam engine
Parabolic Trough This trough will have an area of 5m2. Its length will be 1.6m. The trough will be pivoted about its
focal point which will be at a distance of 1.5m. The mounting frame is a 2m by 2m angle iron
structure, with 2m high posts for the pivot of the trough. It will also have a sub-frame for the
absorber pipe, to place it at the focal point of the parabola.
The parabola will be made with 2.54cm by 160cm mirror strips placed closely together. It will be
backed by a galvanized iron sheet bent into a close approximation of a parabola. An exact
parabola with continuous mirror sheet is both difficult to make and very expensive.
The parabola focus will be horizontal to the ground, and the entire assembly will be fitted with
wheel casters for mobility.
Boiler pipe
Parabolic trough
Overhead
tank
Super heater
PRV
Steam Engine
Figure 19: Schematic Model of Plant

42
Absorber Pipe This is a 90% copper tube with a nominal diameter of 1.75 in and a thickness of 1.6mm. Its
length is 160cm of which 12 cm is the super heater. It is electroplated with black nickel which is
a solar selective coating with 0.90-0.95 absorptivity and 0.15-0.16 emissivity.
The super heater and boiler are isolated from each other except for a spring loaded valve which
allows flow of saturated steam. The tube has a flash valve in the beginning in order to remove
air from the boiler. There is also an inlet valve to control the flow of water coming into the pipe.
There is a glass tube with an anti reflection coating around the copper tube to minimize
convection losses.
Over Head Tank In order to achieve our working pressure of 140 kPa, we will use a tank at a height of 4m above
the absorber pipe which will provide us with a pressure slightly more than our requirement. We
can also use a pump but it is difficult to find one matching our requirements, hence currently the
over head tank will be used which is a cheaper and simpler option.
Steam Engine This is a single cylinder engine which we will use to produce power output of approximately 40
watts.
Operation We are using the principle of the Basic Rankine Cycle; except that we are exhausting to the
atmosphere. So there is no condenser involved. Feed water is supplied by over head tank into
the tube.
First the tube will be filled with water,
The inlet water valve is closed,
Heating is done until steam is observed from the flash valve,
Close the flash valve,
Open inlet valve,
Allow steam pressure to build up to approximately 140kPa (operating pressure),
Open solenoid valve at 140kPa to allow steam to enter super-heater at 109°C -110°C
Open super-heater exit valve when pressure is 140kPa and temperature is 130°C

43
CAD MODEL
Complete Assembly
Figure 20: Complete Working Model of the Power Plant

44
Base Frame
Figure 21: Mounting Structure (Base) Isometric View

45
Base Frame Dimensions
Figure 22: Base Frame Top View (with dimensions)

46
Figure 23: Base Frame Front View (with dimensions)
Figure 24: Close up of Front View upper section to elaborate the dimensions

47
Tube Holder
Figure 25: Dimensions of Tube Holding Stand

48
Parabola
Figure 26: Parabola Collector Isometric View
Figure 27: Sketch View of Parabola indicating basic Dimensions

49
Figure 28: Parabola Skeleton indicating Length wise dimensions
Figure 29: Bearing Dimensions for the Parabola to rotate about the focus

50
Figure 30: Holder for Bearings
Absorber Tube
Figure 31: Absorber tube with different components

51
Figure 32: Close up View for Superheater Section Figure 33: Boiler Inlet Zoomed in View
The length of the tube is 160cm.
Super heater section is 12 cm.
Diameter of the pipe is 4.445cm

52
MATERIAL SELECTION
The following materials have been selected for our project
Absorber Tube and Gauge fittings Copper is our choice of material. We have selected this due to the high thermal
diffusivity of this metal which is very important for our application in order to reduce
thermal stresses generated due to the large difference of heat transfer coefficients of
water and steam
Parabola GI sheet and wood strips will be used to form the surface of the parabola. Aluminum
pipes will be bent according to parabola shape to support the surface. These materials
are cheap and easy to work with.
Base Frame Galvanized Iron L section will be used for this part as it is easily available and cheap,
and can be worked on very easily.
Glass Mirrors These are to be used in the form of 1inch wide strips to approximate the curvature of a
parabola. They are a cheaper alternative to using a continuous curved glass sheet and
more robust then Mylar.
Teflon String This will be used when fitting gauges and valves to ensure leak proof fitting.
Brass This will be used for fittings of gauges and valves.
Black Nickel Coating This is a solar selective absorber, with high absorptivity of 0.9-0.95 and an emissivity of
0.15-0.2 at 100°C. These special optical properties are very important for our solar
energy usage.

53
MANUFACTURING PLAN
The manufacturing will be done in the following steps
Market survey for materials/equipment and subsequent purchase
Tooling techniques for the different materials
Assembling of base frame
Assembling of parabola
Assembling of absorber tube
Complete assembly
Market Survey This is needed to search for and obtain the materials required for our project.
We have obtained copper pipe, galvanized iron and aluminum pipes and wood and have
completed market survey for the different gauges that we will be using.
Tooling Techniques The following processes will be used
Abrasive machining for cleaning galvanized iron surfaces and for metal cutting
Shielded Metal Arc Welding, for joining galvanized iron pieces for base frame and parabola structure.
Metal Drilling for placement of screws and bolts
Pipe Bending for aluminum pipes
Oxy-Acetylene Gas welding for copper pipe fittings
Assembling Of Base Frame The base will be made first. The galvanized iron L section will be cut according to the
dimensions specified earlier in the report. Then we will weld them according to our requirement.
Then the supporting columns of the parabola will be erected by similar procedure, care has to
be taken to ensure they are perfectly perpendicular to the base.
Then the frame for the absorber tube is to be welded along with the base for the steam engine.
Finally bearings for supporting the parabola are to be bolted onto the base frame at the
specified position.
Assembling Of Parabola The aluminum pipes will be bent according to the dimensions.
Supporting GI L sections will be cut and bolted onto the aluminum.

54
The GI Sheet will be bent on the pipes and riveted. Wood strips will be placed on underside of
the sheet to prevent uneven surface.
Parabola mounting pieces will be then welded to the GI L section.
Mirror strips will be stuck to the GI sheet with double sided adhesive tape and their angle
adjusted by hand if required.
Assembling Of Absorber Tube The copper pipe will first be electroplated with black nickel coating.
Bushes will be made for the ends of the pipe and threads cut into the bushes. The bushes will
be Gas welded to the pipe.
The end caps will be made which will have holes for inlet and outlet. The caps will have the
same threading as the bushes, so that they can be screwed together.
Another bush will be on the top surface of the tube for fitting the flash valve
Inlet and exit valves and gauges will be fitted.

55
SOLAR CALCULATIONS
Solar constant =
[5]
Assuming earth to be a flat disc, with radius R, all the flux would be falling on it.
Total solar flux incident on the earth =
Since earth is a sphere with radius R, the average flux falling on it would be
Albedo: fraction of solar energy reflected by the earth’s surface.
Average albedo of the earth = 0.31
Latitude of Karachi = 24° 51’ = 24.85°

56
Projected area for 342 W/m2 of equator = 1m2
Therefore, for Karachi, projected area =
Hence, flux falling at Karachi =
Since on average 3% of light is reflected back, therefore
This flux is falling during the whole day. Therefore average flux during the day only
From solar power map, Karachi receives annually 1900 to 2000 kWh/m2
Θ=24.89°
Karachi
342 W/m2
Figure 34: For reference of Solar Flux Incident on Karachi

57
(Verified)
Figure 35: SOLAR INSOLATION MAP [6]

58
COMPARISON OF DIFFERENT WORKING FLUIDS
This is the most vital choice for the power because it has the major contribution in
determining the efficiency of the overall cycle. Below is the bar-chart of different
working fluids operating at the same pressure in a closed Rankine Cycle with 15
degree superheat and it shows how the efficiency varies with working fluid.
Figure 36: Variation of Efficiencies with Working Fluids
Although the efficiency for steam is less than the rest, it is used due to less complexity of the system
such as sealing, safety and cost issues.
As the graph suggests, if we use steam, efficiency is 2.1% as compared to 3.7% for R22.
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
Steam R11 R113 R123 R134a R22 n-pentane
Working Fluids
Efficiency for Same Working Pressure (140 kPa) for different working fluids in an Ideal Rankine Cycle

59
THERMODYNAMIC CALCULATIONS & MODELING
Plant Design At 140 kPa (Absolute) Pressure
Problem Definition:
Assuming steady-state conditions, we are required to design a Solar Thermal Power Plant using
direct steam generation that gives a net Power Output of 40 Watts. The water enters the pump
with an inlet temperature of 25°C and pressure of 101.325 kPa. Same conditions can be
assumed if the pump is substituted with an overhead tank. The water is pumped to 140 kPa
where it is subjected to boil in boiler section and superheated by 15°C in the super-heater. The
superheated steam is then fed to the engine where it is expanded to produce work and then
exhausted to the atmosphere. Calculate:
(a) The mass flow rate at a pressure of 140 kPa, and the dimensions of super-heater
and boiler. Assume that the rate of heat absorbed by the fluid is same throughout
the length of the pipe.
(b) Determine the inside surface temperature for super-heater and boiler section, if
problem exists suggest some practical solution.
(c) Determine the variation of Reynolds Number, heat transfer co-efficient of steam
and Lengths of thermal boundary layer for different levels of liquid and the boiler.
Suggest best possible liquid level, support your answers with reason
(d) Total Heat Lost along with radiation with bare tube having
natural convection losses,
with wind speed of 2 m/s, and
Saturated Vapor Leaving boiler
Pump /
Overhead
Tank
Boiler Superheater Expander
1
2
3
4
5
Figure 37: Schematic of Plant for Mathematical Modeling

60
Glass tube having diameter 2.5 inches.
Show the results with different varying wind speeds at 140 kPa without glass
tube and with glass tube.
(e) Calculate the installation trough area required and the cycle efficiency for each
condition mentioned above.
(f) Calculate the time required for the copper pipe to heat up to the required
temperature and its linear expansion assuming the cross section does not vary
and compare it with steel pipe.
Assumptions: Isentropic efficiency of the engine 70 %
Pump isentropic efficiency (The tank may also have some isentropic efficiency due to
which we may require higher installation) 80%
Average Heat flux incident on Karachi is 0.446 KW/m2.
Boiler and super-heater are made from copper tube having 1.6m length with 1.75 inch
average diameter and a wall thickness of 1.6 mm,
It is coated with black chrome having absorptivity of 0.90 and emissivity of 0.15
The ambient temperature is 25°C
Gravitational acceleration to 9.81 m/s2.

61
Mass Flow Rate
Figure 38: T-s Diagram, signifying the states and operating pressure
State 1
State 2
State 3
State 4

62
Assuming efficiencies of the pump and the engine
(h is enthalpy)
( is the pump work and is the mass flow rate)
Now to determine the length of super-heater, it is necessary to determine the rate of heat
absorbed by the working fluid.

63
Let Ltotal be the total length and Lsuperheater be the super-heater length.
Now the mass entering the super-heater will have the enthalpy of saturated vapor where as for
the mass leaving the super-heater will have the enthalpy of state 3.
Therefore,
And
Assuming that the rate of energy absorbed per unit length by the fluid is same throughout the
heating section, we can apply the energy balance on super-heater as shown:
And for the boiler, we know that the mass entering in will be at state 2 and the leaving mass will
have saturated vapor enthalpy. Applying similar procedure as above

64
Inner Surface Temperatures
Given Average Diameter of pipe (dnominal); and
Pipe thickness is known to be:
Let do and di be outside and inside diameters, respectively.
Let the cross-section of the pipe in which the steam flows be Axsn:
Super-heater Analysis
First, it must be observed whether the flow is fully developed or not in order to observe if the
profile of temperature is fully developed.
As already mentioned above, all the fluid entering the super-heater will be in saturated vapor
phase, however for the above problem we have to determine the properties at average
temperature of steam entering and leaving the super-heater.

65
Let Tmean be the average temperature for steam in super-heater.
(Mean temperature)
(Mean specific volume)
(Volume flow rate)
(Velocity)
(Density)
(Viscosity)
(Prandtl number)
(Reynolds number)
For pipe flow, Reynolds number has the following criteria

66
Laminar
Transitional
Turbulent
Since the Reynolds number obtained is just greater that Laminar Criteria, therefore, for most of
the time the flow is considered to be laminar in the super-heater section.
Since all the required parameters for hydrodynamic boundary layer and thermal are determined,
so now we determine the entry length.
Let the entry lengths for hydro-dynamic boundary and thermal boundary for super-heater be Lh,
laminar sup and Lt, laminar sup, respectively.
Since the entry length for each boundary layer is much greater than the length of superheater,
therefore the neither profile is fully developed. In order to determine the heat transfer co-
efficient, the Nusselt number available for pipes subjected to constant flux is used.
(Nusselt number)
Finally, for the inside surface temperature, we determine the inside surface area of pipe and
apply energy balance.

67
Let the inner surface area of the pipe for super-heater be As, superheater inside
Let Ts, superheater inside be the inside surface temperature of a pipe.
Applying Energy Balance on superheater
Substituting the values, we obtain
However, for constant temperature developing flow, we have

68
Substituting the values, we obtain
CAUTION!! The value of Temperature obtained above is still too high and it may be possible
due to very low heat transfer co-efficient of steam. This high temperature has material
constraints as well as it would cause high loss of energy resulting from convection and radiation
(with major contribution of radiation loss). Below is shown the graph of Pipe Surface
Temperature Vs. heat transfer co-efficient of steam.

69
Figure 39: Variation of Surface Temperature with Heat Transfer Coefficient
It is highly recommended to reduce the surface temperature to not more than 5 degree
centigrade of the outlet temperature which can be achieved by increasing the heat transfer
coefficient which can be achieved through high turbulence inside the pipe which would be a
compromise on Pressure loss.
However, creating turbulence in 1.89 cm section of super-heater is not practical. Therefore, now
we try to change the length of the super-heater and disregard the assumption of constant rate of
heat absorption per unit length.
We fix the length of the super-heater to 0.05 which is approximately 2.5 times greater and
observe the effect of surface temperature with respect to it.
0
200
400
600
800
1000
1200
1400
1600
10 40 80 120 160 200 240 280 320 360 400 440 480
Surf
ace
Te
mp
era
ture
(°C
)
Heat Transfer Co-efficient of Steam (W/m2-K)
Variation of Superheater Surface Temperature with respect to Heat Transfer Co-efficent of Steam

70
The parameters mentioned below do not change because they are dependent on inlet and
outlet steam conditions and pipe diameter which are kept fixed:

71
Since the entry length for each boundary layer is much greater than the length of super-heater,
therefore the neither profile is fully developed. Since the pipe is made of copper high thermal
diffusivity, it is expected to have constant surface temperature. Therefore, to determine the heat
transfer co-efficient, the Nusselt number available for pipes subjected to constant surface
temperature and developing flow is used.
Let the inner surface area of the pipe for super-heater be As, superheater inside
However, for constant temperature developing flow, we have
Let Ts, superheater inside be the inside surface temperature of a pipe. Applying Energy Balance on
super-heater

72
Substituting the values, we obtain
It is clear that increasing length has a dramatic effect on the Surface temperature, now we plot a
Length of Super-heater Vs Surface temperature
Figure 40: Variation of Surface Temperature Againt Superheater Length
However, from the graph above, we cannot conclude the optimum length because although the
temperature is seen to decrease, the surface area of the pipe also increases, which would
increase the heat loss for the pipe. However, the melting point of copper is 1083°C. Therefore it
0
200
400
600
800
1000
1200
1400
1600
1800
0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1 0.11
Surf
ace
Tem
per
atu
re (°
C)
Superheater Length (m)
Superheater Surface Temperature against its Length

73
is reasonable to choose a length at which the temperature is at least half of the melting point so
therefore, the rest of the calculation is performed on a length of 0.1 m with a surface
temperature of 527.3°C.
The pressure lost during the first case is determined in any case assuming the flow for most part
to be laminar.
(Friction factor)
(Pressure difference)
The extra pumping work required in the above case is not significant, so it can be ignored for
the rest of the calculations.
Let the outside surface temperature of the copper be Ts, superheater outside which is determined by
applying the resistance method:

74
Discussion: There is no difference between the inside and the outside surface temperature due
to very low thermal resistance as calculated above.
Boiler Analysis
The water level in boiler is always designed to be maintained to be half filled. The analysis for
surface temperature is carried in two parts, first for saturated vapor and second for the boiling
liquid
Following part is done for vapor only
Since it was mentioned earlier that the liquid level of boiler is maintained half, therefore the area
available for steam to flow is also halved as shown in the diagram. Let A vapor boiler be the cross
sectional area available for steam to flow

75
However, we know that steam is forming in the boiler so the steam velocity at the inlet of boiler
will be zero and the above velocity is at exit. Therefore the average velocity of steam in boiler is
The characteristic Length is found by
Since, in the above case the length chosen for super-heater was 0.1 which reduces the length
of the boiler to be equal to 1.5 m. In this case also, no profile is fully developed.

76
One thing to note in boiler is that the steam is subjected to constant temperature heating when
in contact with water. Therefore, we find heat transfer co-efficient for steam in the boiler at
constant surface temperature.
Since the profile is developing we use the following formula for to determine heat transfer co-
efficient for constant temperature
Let r be the ratio of volume of water in the boiler to the Volume of boiler tube
The following table and its respective graphs show the variation of heat transfer co-efficient of
steam, Reynolds Number and Entry Lengths with changing water level in the boiler.

77
Re boiler h const, temp L laminar, thermal L laminar, hydro
0 1198 3.188 2.569 2.566
0.1 1232 3.404 2.446 2.442
0.2 1273 3.661 2.322 2.319
0.3 1323 3.974 2.195 2.192
0.4 1385 4.369 2.061 2.059
0.5 1464 4.833 1.918 1.916
0.6 1568 5.602 1.761 1.759
0.7 1716 6.685 1.582 1.58
0.8 1952 8.426 1.365 1.364
0.9 2443 12.54 1.069 1.068
Figure 41: Heat Transfer Coefficient Variation with Different Water Levels in Boiler
2
4
6
8
10
12
14
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Hea
t Tr
ansf
er C
o-e
ffic
ien
ts W
/m2 -
K
Heat Transfer Coefficient Vs Water Level

78
Figure 42: Reynold Number Variation with Different Water Levels in Boiler
Figure 43: Entry Length of Flow with water Level.
Note: Flow Becomes fully developed if r>0.7
1000
1200
1400
1600
1800
2000
2200
2400
2600
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Reynolds Number Vs Water Level
0.5
1
1.5
2
2.5
3
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Entr
y Le
ngt
h o
f Th
erm
al B
on
dar
y La
yer
(m)
Entry Length of Thermal Bondary Layer Vs Water Level

79
From the graphs above it is observed that as the level of water in the boiler is raised, the heat
transfer co-efficient increase as well as the Reynolds Number.
However, the entry length of thermal boundary layer decreases and at r = 0.7 it is approximately
of the same length as of the tube and on further increasing the water level the boundary length
becomes shorter than the tube and the flow becomes fully developed.
Thus, it is recommended to use r ranging from 0.7 to 0.9.
The average flux on boiler is determined from
Figure 44: Typical Pool Boiling curve for water at 1 atm [7]

80
From the graph above and comparing it to the flux obtained, it can be concluded that the boiling
type will be nucleate boiling and bubbles will be forming which will be collapsing within the liquid
before reaching the surface.
Moreover, the liquid-solid interface temperature will be just above the saturation temperature of
the boiler. However, if the value of r is less than 0.7, then due to low heat transfer co-efficient of
steam in boiler, the surface temperature above will be high thus generating thermal stresses.
This provides another reason to use higher level of water in the boiler because then all the
energy incident will be absorbed by water and not steam which would create higher surface
temperature.
If the water level is accidently reduced in any case, by using copper which have high thermal
diffusivity as compared to steel as shown in the table, these stress are expected to be
minimized.
Figure 45: Table showing thermal diffusivities of different materials [8]
With the above recommendation and from the graph above, we select the boiling regime to be
nucleate boiling and use the formula and properties available for our purpose.

81
µ L = Viscosity (‘Steam’, x=0, P=P3) = 0.0002566 kg/m-s
h fg = h(‘Steam’, x=1, P=P3) – h(‘Steam’, x=0, P=P3) = 2232 kJ/kg
g = 9.81 m/s2
ρ L = ρ (‘Steam’, x=0, P=P3) = 951 kg/m3
ρ v = ρ (‘Steam’, x=1, P=P3) = 0.8079 kg/m3
st = 0.05715 N/m
Cpl = Cp (‘Steam’, x=0, P=P3) = 4.231 kJ/kg
T sat = T sat (‘Water’, P=P3) = 109.3°C
Pr L = Pr (‘Steam’, x=0, P=P3) = 1.626
For different pipe conditions having the same material the value of Csf is displayed in the table
below
Fluid-Heating Surface Combination Csf n
Water-Copper (polished) 0.0130 1.0
Water-Copper (scored) 0.0068 1.0

82
We calculate the surface temperature for scored and polished surface to be
(Polished)
(Scored)
Since a lower temperature is desired at the boiler outlet therefore a scored pipe is feasible
which would reduce the heat loss to the surroundings. Below we show how the surface
temperature of boiler varies with different super-heater lengths having different surface
characteristics.
Figure 46: Boiler Surface Temperature with different surface Conditions
110
111
112
113
114
115
116
0.0
2
0.05
0.0
8
0.1
1
0.1
4
0.1
7
0.2
0.2
3
0.2
6
0.2
9
0.3
2
0.3
5
0.38
0.4
1
0.4
4
0.4
7
0.5
0.5
3
Bo
iler
Surf
ace
Tem
per
atu
re (o
C)
Length of Superheater (m)
Boiler Surface Temperature against Superheater Lengths
Polished
Scored

83
Heat Loss Analysis Let outside surface temperature of the copper for boiler be Ts, boiler outside which is determined by
applying the resistance method:
Taking ambient temperature to be 25°C and gravitational acceleration 9.81 m/s2; therefore:
Now since the super-heater and the boilers have different surface temperatures, it is better to
solve the losses separately so that better results can be achieved.
Let the outside surface area of pipe for boiler and super-heater section be As, o, boiler and As, o,
superheater

84
In order to determine convection losses, we must first determine the film temperatures for each
section. Let Tf, boiler and Tf, superheater be the film temperature of Boiler and Super-heater.
First we determine the properties at average film temperatures for boiler and super-heater that
are required to determine the natural convection losses.
For Boiler
For Super-heater

85
Natural Convection Analysis
A) Boiler Heat Loss Analysis
Convection Loss
For Natural Convection the Rayleigh Number is used to find Nusselt Number and hence heat
transfer co-efficient. For horizontal cylinder, the following formula for Rayleigh Number is valid
with a limit of less than 1012.

86
Since the Rayleigh Number is less than 1012, therefore we can use it to calculate the Nusselt
Number:
Radiation Loss
We are given than the surface properties of black nickel are emissivity of ε=0.15 and solar
absorptivity of α=0.90.
The value for Stefan–Boltzmann constant is
When the tube is not covered with glass, it is assumed that the pipe exchanges thermal
radiation with atmosphere outside the earth. Thus,

87
Therefore, the radiation loss is determined to be
Total Heat Loss
B) Super-heater Heat Loss Analysis
Convection Loss
Since the Rayleigh Number is less than 1012, therefore we can use it to calculate the Nusselt
Number:

88
Radiation Loss
Total Heat Loss
Total Heat Loss from Natural Convection

89
Forced Convection Analysis
First we show calculation for 2 m/s and then we draw a graph of heat losses with changes in
wind speed. Let Vel air be the velocity of air:
A) Boiler Heat Loss Analysis
Convection Loss
Radiation Loss
Same as for calculated in Natural convection part because it only depends on surface and
surrounding temperature and independent of the wind speed.

90
Total Heat Loss
B) Super-heater Heat Loss Analysis
Convection Loss
We follow the same procedure as above for super-heater for finding heat loss.

91
Radiation Loss
Same as for calculated in Natural convection part because it only depends on surface and
surrounding temperature and independent of the wind speed.
Total Heat Loss
Total Heat Loss from Forced Convection
Now we analyze the heat loss at different winds speeds for different super-heater lengths at the
operating pressure of 140 kPa, keeping the surface temperature constant.
The following graph shows the wind speed at different times of the year in Karachi.

92
Figure 47 Monthly Average wind Speed at Karachi [9]
Since Karachi is 49 ft above sea level which approximates up to 15 m therefore, the closest
data available is for ten meters. From the given data, the average wind speed is approximately
equal to 2.02 m/s.

93
Figure 48: Total Plant Heat Loss at Different Windspeed with bare tube
From the graph it can be seen that as the length of the super-heater is increased, the heat loss
reduces and then again increases. This is because that as the length of the super-heater
increases the drop in temperature is more sharp as compared to the increase in surface area
where as after about 0.11 m the drop in temperature becomes relatively slower and the area
increases at a faster rate.
This results in an increase in the heat loss. The data generated shows that the optimum value
for the length for super-heater as follows:
Wind Speed Minimized Heat Loss Length of Super-heater
0 m/s 0.2788 0.22
1 m/s 0.4903 0.14
2 m/s 0.6665 0.11
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0.02
0.06
0.1
0.14
0.18
0.22
0.26
0.3
0.34
0.38
0.42
0.46
0.5
0.54
Tota
l He
at L
oss
(kW
)
Length of Superheater (m)
Heat loss of Plant with Bare tube with different superheater Lengths
0 m/s
1 m/s
2 m/s
3 m/s
4 m/s
5 m/s

94
3 m/s 0.8051 0.0905
4 m/s 0.9244 0.0805
5 m/s 1.032 0.08
Therefore, the further analysis is carried out at average conditions
Therefore, the optimum length for our plant with bare tube is 0.1 m with a wind speed of 2
m/s. However, with this length the plant will also operate at around its optimum value as show
by the table above.

95
Now that we have selected the optimum length for the super-heater for bare tube, we analyze
the heat loss with boiler section and super-heater section separately by covering it with glass
tube
Glass Tube Analysis
First the following assumptions made in the glass tube analysis must be considered
1. The glass tube has a diameter of 2 inch
2. There is no vacuum inside the glass surface, i.e. air is inside is at 1 atm
3. The surface temperature of the glass is equal from inside and outside
4. The heat that is transmitted by the absorber tube is in the form of convection and
radiation and the radiated heat is transmitted through the glass 100%
5. The convective loss is transferred to the glass where it conducted and then losses heat
to the surrounding atmosphere via convection and radiation
6. The emissivity of glass is 90%
7. The glass tube same length as of the absorber tube
First we analyze heat loss with boiler section having the above specs, and with zero velocity, i.e.
glass to atmosphere heat transfer is via natural convection. We know that the outside surface
temperature and diameter of the boiler is
T s, boiler, outside = 112.3
do = 0.04445 m
Let d glass be the diameter of glass tube
d glass = 0.0508 m
To find the losses with glass, we need to know the temperature of the glass surface, but in our
case, we don’t know it. So we employ a trial and error approach.

96
Let T glass be the temperature of the glass and in the first case we assume it to be:
T glass = 30°C
The length of glass tube in the boiler section is:
L boiler = 1.5 m
Let L c be the characteristic length of the boiler section is:
L c = 0.003175 m
Let εglass be the emissivity of the glass surface
εglass = 0.9
Let As,o,glass be the glass surface area
As,o,glass = 0.2394 m2
The film temperature of b/w glass and boiler surface is

97
Tf, glass, boiler = 71.15°C
The corresponding properties at film temperatures of air are found to be:
The effective thermal conductivity is

98
The heat loss through between the glass and the boiler convection is
Whereas the radiation loss is found to be
Hence the total loss b/w the glass and the boiler is to be
Now, come to the glass and ambient part, the film temperature between the glass and the
ambient air is

99
And the air properties at corresponding film temperature is found to be

100
Since is lower than , therefore the assumption of surface
temperature of the glass is lower, by performing iteration we get the following table and the
corresponding curve
Glass Temperature
(°C)
Glass Heat Loss
(W)
Tube Convection Heat
Loss (W)
Total Heat
Loss (W)
25 15.74 55.44 40.59
30 26.54 51.39 50.44
35 39.29 47.41 62.19
40 53.23 43.51 75.08
45 68.13 39.7 88.87
50 83.86 35.97 103.5
55 100.4 32.33 118.8
60 117.6 28.78 134.7
65 135.6 25.33 151.3
70 154.2 21.99 168.6

101
Figure 49: Iterative Procedure for determining glass temperature
As can be seen the lines intersect b/w 35 and 40 degrees, we now draw another graph to have
a closer results
0
20
40
60
80
100
120
140
160
180
25 30 35 40 45 50 55 60 65 70
He
at L
oss
(W)
Glass Tube Temperature (°C)
Chart For Determination of Actual Surface Temperature of Glass Tube
Heat Lost By glass tube through convection and radiation
Heat Lost By absorber tube through convection
Total Heat Lost Actual

102
Figure 50: Close up view of the above graph
From the graph it can be seen that the with glass surface temperature of 37.3 degrees, we have
the closest results and the corresponding heat loss is found to be 68.05W.
We now compare the heat loss with glass and the bare tube at the same pressure but different
wind speeds
0
10
20
30
40
50
60
70
80
29 30 31 32 33 34 35 36 37 38
He
at L
oss
(W)
Glass Tube Temperature (°C)
Chart For Determination of Actual Surface Temperature of Glass Tube
Heat Lost By glass tube through convection and radiation
Heat Lost By absorber tube through convection
Total Heat Lost Actual

103
Figure 51: Heat Loss Comparison of Bare Tube Boiler and Boiler Tube with Glass Cover
It is seen that by covering with glass, the heat loss has decreased dramatically even at high
speed winds. Thus by employing glass cover, would reduce the collector loss and hence
increase the cycle efficiency.
Since we were having a temperature problem in the super-heater, we analyzed it for different
lengths and found that the temperature decreased.
Now we perform the heat loss analysis of forced convection with wind speed of 2 m/s and 5m/s
against different lengths of the super-heater to determine the optimum length of the super-
heater and the results are shown in the following graph
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
He
at L
oss
(kW
)
Wind Velocity (m/s2)
Heat Loss Comparison of Bare Tube Boiler Vs Boiler Tube with Glass Cover
Bare Tube
Glass Tube

104
Figure 52: Heat Loss of super-heater with and without glass
It can be seen that that the heat loss for bare tube super-heater the heat loss first decreases in
each case and then starts to rise again as shown previously where as with glass cover over the
super-heater, the heat loss is seen to decrease continuously with increasing length of super-
heater and it is almost independent of the speed of the wind.
Finally, we analyze the total heat loss from the plant at 2 m/s and 5 m/s wind speed
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.02
0.05
0.08
0.11
0.14
0.17
0.2
0.23
0.26
0.29
0.32
0.35
0.38
0.41
0.44
0.47
0.5
0.53
He
at L
oss
(kW
)
Length of Superheater (m)
Comparsion of Heat Loss for Superheater With and Without glass
2 m/s bare
2 m/s glass
5 m/s Bare
5 m/s glass

105
Figure 53: Total Plant Loss with and without glass
From the analysis above, we can see that by using glass tube over the absorbing pipe, it can be
seen that the heat loss to the surrounding has decreased both in super-heater and the boiler.
Heat Input and Area Required Now we find out the incident heat Input and the corresponding area for troughs installation
required by the whole plant for a super-heater length of 0.1 m with a wind speed of 2 m/s
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0.02
0.05
0.08
0.11
0.14
0.17
0.2
0.23
0.26
0.29
0.32
0.35
0.38
0.41
0.44
0.47
0.5
0.53
He
at L
oss
(kW
)
Length of Superheater (m)
Total Plant Heat Loss For Bare and Glass Tube
Bare Tube with 5 m/s
Glass Tube with 5 m/s
Bare Tube with 2 m/s
Glass Tube with 2 m/s

106
(Assumed)
Substituting
Similarly, we perform the above calculation for Glass covered tube, but considering the tube
optical transmissivity up to 92%.
Having the results of Total Solar Power Required including inefficiencies, we calculate the area
required by the trough with average solar flux incident on the Karachi during the day time as
shown above

107
Now we calculate the area required for different combinations of Super-heater and Boiler
sections at the wind speed of 5m/s because that’s the maximum speed of wind at Karachi:
Figure 54: Area required for different combinations of Tube Selections
However, as we increase the length of the super-heater, the width of the parabola changes due
to the constant amount of heat input required. The width of the parabola can be calculated by
8
8.5
9
9.5
10
10.5
11
0.0
2
0.0
5
0.08
0.1
1
0.1
4
0.1
7
0.2
0.2
3
0.2
6
0.2
9
0.3
2
0.3
5
0.38
0.4
1
0.4
4
0.4
7
0.5
0.5
3
Are
a o
f Tr
ou
gh (m
2)
Length of Superheater (m)
Area Required For Each Combination
Bare Boiler + Bare Superheater
Bare Boiler + Glass Superheater
Glass Boiler + Bare Superheater
Glass Boiler + Glass Superheater

108
Similarly, the width of Parabola for super-heater section is calculated and the results are quoted
as shown below for the above graph:
Figure 55: Variation of Parabola Width with different combinations against Super heater Length
The results above show a very interesting trend, as we increase the length of super-heater, the
width required for super-heater section decreases sharply which can be felt because the vertical
axis is on logarithmic scale where as for boiler section, it does not vary much.
If we increase the length of super-heater, by a large fraction, then the width of parabola for
boiler and superheating section would vary significantly and hence it would be difficult to control.
Therefore, the best combination for having uniform width of parabola is at the super-heater
length of 0.12 m with a width of 5.2 m for glass covered super-heater and boiler.
1
10
100
0.02
0.05
0.08
0.11
0.14
0.17
0.2
0.23
0.26
0.29
0.32
0.35
0.38
0.41
0.44
0.47
0.5
0.53
Pa
rab
ola
Wid
th (
m)
Length of Superheater (m)
Parabola Width for Boiler and Superheat Sections
Bare Boiler
Glass Boiler
Bare Superheater
Glass Superheater

109
Thus the final design suggestion is to make the length of super-heater = 0.12 m and make a
parabola of an area = 8.32 m2 for the average flux of 446 W/m2
Now we calculate the total heat input required for bare tube section and tube covered with glass
for the optimum length of 0.12 m of super-heater with the average wind speed of 2 m/s.
It is assumed that the absorptivity of the tube is 0.9, glass tube transmissivity is 0.92 and the
optical reflectance efficiency of glass is 0.9. First we calculate the Heat Input for Bare tube
section.
From the calculation above, we know that
Now we calculate the Carnot efficiency of the cycle
It is evident that the Rankine cycle has a lower efficiency than a Carnot cycle with the same
maximum and minimum saturation temperatures.
Now in the end we calculate Real time Efficiency of the solar plant.

110
Below we draw graphs of efficiencies and area required by changing the length of the super-
heater.
Figure 56: Total Plant Efficiency
As evident from the graph, installing bare tube not only has lower efficiency but also its
efficiency varies with respect to wind speeds (i.e. it will have higher efficiency at lower wind
speeds and lower at higher wind speeds). However, the efficiency of the Plant with glass tube is
fairly stable.
0.8
0.85
0.9
0.95
1
1.05
1.1
1.15
0.0
2
0.0
6
0.1
0.1
4
0.18
0.2
2
0.2
6
0.3
0.3
4
0.3
8
0.4
2
0.4
6
0.5
0.5
4
Pe
rce
nta
ge E
ffic
ien
cy (
%)
Length of Superheater (m)
Total Efficiency of Plant
Entirely Bare Tube 5m/s
Entirely Envoloped with Glass Tube 5m/s
Entirely Bare Tube 2m/s
Entirely Envoloped with Glass Tube 2m/s

111
Cost Analysis Now we calculate what would be the amount saved, if the same power is generated using a gas
fired boiler with vacuum tube. Assuming the efficiency of the boiler to be 40%
According to latest domestic gas billing, the cost of fuel is
Considering the efficiency of the boiler, we calculate the rate of heat input by the fuel
If the plants costs about Rs. 20,000/= and it runs for about 5 hours during daytime then the
recovery time for investment would be
Plant Start Up Analysis
Mass at steady state with r = 0.7

112
In order for the plant to run at the desired condition, the plant is first heated as a closed volume
and the pressure and the internal energy is allowed to rise. When the internal energy is equal to
the enthalpy at state 3, the flow begins.
And the corresponding temperature would then be
Using Heat Loss from Glass analysis

113
Therefore the start up time maximum with glass tube is estimated to be not more than 18
minutes with a wind speed of 5m/s.

114
ANALYSIS AT DIFFERENT PRESSURES
Variation of Superheater Surface Temperature and Steam Exit Temperature
with Pressure This graph compares the super heater surface temperature of our 0.12m long super-heater against
working pressure and also gives the corresponding exit steam temperature.
Figure 57: Super heater Pipe Surface Temperature against Increasing Pressure
0
100
200
300
400
500
600
700
800
120
145
170
195
220
245
270
295
320
345
370
Tem
per
atu
re (o
C)
Working Pressure (kPa)
Variation of Superheater Surface Temperature and Steam Exit Temperature with Boiler Pressure
Superheater Surface Temperature
Steam Exit Temperature

115
Variation of Plant Carnot Efficiency, Efficiecny with Bare Tube and Glass Tube
with Pressure This compares the efficiency of our system against various working pressures. At out design pressure i.e.
140 kPa, the glass tube efficiency is slightly greater than the case of bare tube but since this difference is
not much, we can safely use the bare tube for our system
Figure 58: Plant Efficiency against Increasing Pressure
0
0.02
0.04
0.06
0.08
0.1
0.12
120
145
170
195
220
245
270
295
320
345
370
Effi
cien
cy
Working Pressure (kPa)
Variation of Plant Carnot Efficiency, Efficiecny with Bare Tube and Glass Tube
with Pressure
Carnot Efficiency
Thermal Efficiency with Bare Tube
Thermal Efficiency with Glass Tube

116
Heat Loss with Pressure This graph shows the total heat loss from our system at different working pressures. The loss from bare
tube is much greater than that of the glass tube but the disadvantages of using a glass tube are much
greater due to its reflectivity, fragility and handling issues.
Figure 59: Total Plant Heat Loss with Increasing Pressure
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9 12
0
140
160
180
200
220
240
260
280
300
320
340
360
380
Tota
l Pla
nt
Hea
t Lo
ss (k
W)
Working Pressure (kPa)
Heat Loss with Pressure
Heat Loss Bare Tube
Heat Loss Glass Tube

117
Variation of total area with pressure ratio. The graph shown indicates how the area of the solar collector varies with the pressure ratio. As the
pressure ratio increases the area required decreases. This happens because as the pressure ratio
increases the efficiency also increases and hence smaller reflector area is required to produce the given
power output.
Figure 60: Area Required against Increasing Pressure
0
2
4
6
8
10
12
14
16
18
120
145
170
195
220
245
270
295
320
345
370
Tota
l Are
a R
equ
ire
d (m
2 )
Working Pressure (kPa)
Variation Total Area Required with Pressure
Area Required with Bare Tube
Area Required with Glass Tube

118
Variation of parabola width with pressure Width of the parabola for the super heater and boiler section will approximately remain the same as
indicated by the graph. For other pressure ratios the width of the parabola is different for boiler and
super heater but at our selected working pressure ratio, the graph shows almost constant width for both
the sections.
Figure 61: Parabola Width against Increasing Pressure
0
2
4
6
8
10
12
120
140
160
180
200
220
240
260
280
300
320
340
360
380
Wid
ths
for
Lsu
per
hea
ter =
0.1
2 (m
)
Working Pressure (kPa)
Variation Parabola Width with Pressure
Width of Parabola for Boiler
Width of Parabola for Superheater

119
Mass flow rate versus pressure ratio As the pressure ratio increases, the mass flow rate decreases. At our selected working pressure ratio,
the mass flow rate is about 1 gram per second.
Figure 62: Mass flow Rate against Increasing Pressure
0
0.0005
0.001
0.0015
0.002
0.0025
120
135
150
165
180
195
210
225
240
255
270
285
300
315
330
345
360
375
Mas
s fl
ow
Rat
e (k
g/s)
Working Pressure (kPa)
Mass flow Rate for 40 W

120
Manufacturing Operations Almost all the work has been done by the project members by themselves in the Mechanical
Engineering Workshop. Various manufacturing operations were performed, like cutting, grinding,
welding, fitting, etc. Due to the scorching heat the work in the workshop was a difficult job but
nevertheless we took up the challenge and came up with the promising results.
Below are some pictures that are shown in the table, describing various steps how our power plant
came into existence.
Picture Description
Measurement of the angle of the
trough stand. These should be at
right angles to each other inorder to
me made according to the model
geometry
Installation of Stand Support

121
Parabola Stand without sideways
support. Showing some vibration
when force is applied across the
structure.
Since the analysis was done by
restricting it along the z-axis, when
we manufactured it, it was slightly
swinging side ways, therefore side
ways extension support is being
added to reduce the structural
vibrations
Further extension of support

122
Finishing operations performed on
on Bush to make it fit on the
bearings
Pair of finished bushes, ready to be
fit on parabola structure
Welding of bush to make it rigid and
tight with the structure

123
Welded Bush Piece
Bearing Being Fitted
Skeleton Ready…

124
Sheet Welding Operation
Welded sheet ready to placed with
mirrors on it

125
Aluminnium Rod

126

127

128

129
Engine design Calculations Now having selected the type of steam engine, we performed the calculations of the stroke
length vs. clearance length against various pressure ranges
Figure 63: Plot showing Clearance Length Vs Stroke Length
From the contour plot above, it is obvious that as the inlet pressure engine increases, the stroke
length correspondingly increases in-order to expand the steam to the atmosphere.
Engine Working Principle
0.001 0.002 0.003 0.004 0.005 0.006 0.007 0.008 0.009 0.010
0.005
0.01
0.015
0.02
0.025
0.03
450400350300250200150
Lclearance
Lstr
oke

130
Pump The pump was required was of low mass flow rate, so it was too difficult to find the low flow rate
pumps. However, the pump with the lowest possible mass flow rate was the car windscreen washer
pump which is rotary vane type.

131
Figure 64: Rotary vane type Car Washer Pump [1]
Property of the Pump
Positive displacement pumps deliver a definite volume of liquid for each cycle of pump
operation. Therefore, the only factor that effects flow rate in an ideal positive displacement pump
is the speed at which it operates. The flow resistance of the system in which the pump is
operating will not effect the flow rate through the pump. The following shows the characteristic
curve for a positive displacement pump.
The dashed line within the illustration below, shows actual positive displacement pump
performance. This line reflects the fact that as the discharge pressure of the pump increases,
some amount of liquid will leak from the discharge of the pump back to the pump suction,
reducing the effective flow rate of the pump. The rate at which liquid leaks from the pump
discharge to its suction is called slippage.
Figure 65: Characteristic Curve of Positive Displacement Pump

132
PARABOLIC REFLECTOR Since the manufacturing of Parabolic Reflector was too expensive in a single piece, the shape is made by
using multiple glass strips giving it a shape of approximate parabola
Parabolic reflectors are used to collect energy from a distant source (for example sound waves or
incoming star light) and bring it to a common focal point.
Figure 66 Parallel waves coming in to a parabolic mirror are focused at a point F

133
Instrumentation
Water Level Detector Since it was mentioned in the last pages the it is nesseary to maintain the ratio of volume of water in the
boiler to the volume of boiler itself to be equal to 0.7, a water level detector is installed comprising of a
simple circuit having relays and the pump itself.
Thermocouple Various types of thermocouples are available:
Factors to be considered in selection of thermocouples:
Temperature Range
Sensitivity
Tolerance
The thermocouples of TypeT (Copper/Constantan), with a tolerance “class 1” are suitable for
measurements in the −200 to 400 °C range. Type T thermocouples have a sensitivity of ~43 µV/°C. This
tolerance is the tolerance over the absolute temperature given by the thermocouple with the 0°C
reference.
When used to measure a temperature difference between two points with two different thermocouples
and the same reference, the tolerance is evaluated to 0.2 K.
There were many types of thermocouple that were available to choose from, but the easiest thermo
couple to find was K-type due to its wide temperature range & its available reader
Flash Valve In order to remove the air that may have leaked into the cycle while it is not running, a Flash Valve is
installed at the boiler. The air is purged every time before starting the cycle.
Pressure Guage These are bourdon type mechanical gauage and range from 0-xxxx kPa (vacuum). These are fitted on
boiler and superheater respectively
Flow meter As mentioned previously, the mass flow rate that was calculated for the power output of 40 W was too
low. However, the flow has to be measured. We searched for a low flow-rate flow meter and found that
Positive-Displacement Flow Meter installed in the Thermo-Lab was most feasible. However, this was not
available in the market.

134
Figure 67: Rotameter for low measuring low flow rate pump [2]

135
FEA Analysis
Support Stress and Strain Analysis
In order to support the whole structure, a stress analysis was performed on the side supports. However,
some assumptions were which are mentioned as follows:
1. The structure is homogeneous
2. Poisson Ratio is 0.7
3. Deformation is axial in direction
4. Modulus of Elasticity = 2.8 GPa
The structure was also simplified and the force was applied at the vertex of the structure, 500 N.
Furthermore, the deflection of the stand from the bottom was fixed in x-y-z axis and the element
selected was 2D spar.
Figure 68: Structural Analysis of Parabola Stand on Ansys

136
The maximum deflection observed was 0.14 mm which indicates that the structure not yielded and its
operation is safe.
Super-heater Flow analysis In order to determine the flow pattern and the corresponding stagnation pressure loss in the super-
heater, the Navier-Stokes Equation has to be solved. However, it is a complex equation and to solve it by
hand would be a suicide.
Inorder, to solve such complex, non-linear differential equation, the support of Ansys of sought.
The diagram below shows the mesh geometry made for the superheater.
Figure 69: Mesh of Super-heater
As visible from the picture, the mesh size is smaller at the inlet because the fluid entering the super-
heater is not fully developed, as the flow profile develops the mesh size increases.
The boundary conditions applied at the wall except at the inlet and outlet of the pipe was no slip
conditions. The flow velocity entering the super-heater was calculated to be 140 m/s and the outside
pressure was applied to 140 kPa.

137
Inlet
Angle Velocity Vector Plot Stagnation Pressure Contour Plot Discussion
45
Stagnation
Pressure Drop:
Large
Vortex Region:
Largest
30
Stagnation
Pressure Drop:
Lowest
Vortex Region:
Larger
10
Stagnation
Pressure Drop:
Lower
Vortex Region:
Large

138
-5
Stagnation
Pressure Drop:
Moderate
Vortex Region:
Moderate
-15
Stagnation
Pressure Drop:
Very Large
Vortex Region:
Small
-35
Stagnation
Pressure Drop:
Large
Vortex Region:
Smaller
-45
Stagnation
Pressure Drop:
Large
Vortex Region:
Smaller

139
-55
Stagnation
Pressure Drop:
Large
Vortex Region:
Negligible
Results and Proposals
In order to stop the parabola at a particular position, there are many slots available beside the L-channel
and the parabola can be stopped simply by inserting a Bolt through the hole and it will stop at the
desired angle
Parameters to considered during tests
Parameter Minimum Value Time Maximum Value Time
Solar Heat Flux
Pressure ratio at the expander
Water flow rate
Cycle efficiency
Carnot efficiency
the expander rotation speed

140
REFRENCES
[1] http://en.wikipedia.org/wiki/File:Stirling_Cycle.png
[2] http://en.wikipedia.org/wiki/File:Heat_engine.png
[3] http://en.wikipedia.org/wiki/File:Cyclic_process.PNG
[4] http://en.wikipedia.org/wiki/File:Rankine_cycle_Ts.png
[5] http://www.windows.ucar.edu/tour/link=/earth/climate/sun_radiation_at_eart
h.html&edu=mid
[6] www.ez2c.de/ml/solar_land_area/
[7] Heat Transfer Yunus Cengel 2nd Edition Chapter 10 Figure 10-6 Pg 519
[8] Heat Transfer Yunus Cengel 2nd Edition Chapter 1 Table 4-1 Pg 23
[9] http://www.pakmet.com.pk/wind/Wind_Project_files/Karachi.pdf
BLACK NICKEL
1) ISECO SCIENCE AND TECHNOLOGY VISION Volume 2, Number 1, August 2006 (35-39) Method of Manufacturing Absorbing Layers on Copper for Solar Applications (I) M. Daryabegya, A.R. Mahmoodpoora Renewable Energy Organization of Iran (SUNA)
2) Selective black nickel coatings on zinc surfaces by chemical conversion P.K. Gogna and K.L. Chopra
Department of Physics, Indian Institute of Technology, Delhi, New Delhi-110029, India
Received 21 July 1978; accepted 24 May 1979. Available online 5 August 2003.
3) S. K. Sharma and N. C. Mehra National Physical Laboratory, Dr K. S. Krishnan Road, 110012 New Delhi, India Present address: NELMIF, Department of Metallurgical Engineering, Institute of Technology, Banaras Hindu University, 221 005 Varanasi, India Received: 25 June 1988 Accepted: 15 August 1988
SOLAR PLANT 1) A Concentrated Solar Thermal Energy System By C. Christopher Newton
2) Segs-Ls2-Solar Collector Test Results. Vernon Dudley 1994

141
3) University of Liege, Faculty of Applied Sciences, Aerospace and Mechanical Engineering Department; Thermodynamics Laboratory. Experimental Study and Modeling of a Low Temperature Rankine Cycle for Small Scale Cogeneration. Sylvain Quoilin
4) Modeling Of Parabolic Trough Direct Steam Generation Solar Collectors S. D. Odeh, G. L. Morrison and M. Behnia Solar Thermal Energy Laboratory, School Of Mechanical and Manufacturing Engineering, The University of New South Wales, Sydney 2052, Australia Received 11 June 1997; Revised Version Accepted 19 February 1998
COPPER TUBE
Copper tube handbook, page 25, and table 3b, type 1.5 L
[1] http://ecx.images-amazon.com/images/I/410YSEdAOZL._SL500_.jpg
[2] http://www.icenta.co.uk/images/MECON/FVA_Trogflux_low_cost_rotameter.jpg
[4]
http://www.orphanespresso.com/thumbnail.asp?file=assets/images/regulator%20with%20gauge.jpg&
maxx=300&maxy=0

142
W F Su Tu Th Sa M W F Su Tu Th Sa M W F Su Tu Th Sa M W F Su Tu Th Sa M W F Su Tu Th Sa M W F
# GANTT Task Start Days Finish Owner(s) 02-D
ec <
-
04-D
ec <
-
06-D
ec <
-
08-D
ec <
-
10-D
ec <
-
12-D
ec <
-
14-D
ec <
-
16-D
ec <
-
18-D
ec <
-
20-D
ec <
-
22-D
ec <
-
24-D
ec <
-
26-D
ec <
-
28-D
ec <
-
30-D
ec <
-
01-J
an
<
-
03-J
an
<
-
05-J
an
<
-
07-J
an
<
-
09-J
an
<
-
11-J
an
<
-
13-J
an
<
-
15-J
an
<
-
17-J
an
<
-
19-J
an
<
-
21-J
an
<
-
23-J
an
<
-
25-J
an
<
-
27-J
an
<
-
29-J
an
<
-
31-J
an
<
-
02-F
eb
<
-
04-F
eb
<
-
06-F
eb
<
-
08-F
eb
<
-
10-F
eb
<
-
12-F
eb
<
-
1 DSG Research 2-Dec 20 21-Dec Group ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 Designing and Simulation 21-Dec 20 9-Jan
Sulaiman
Umair ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3 Market Survey and Data Collection 21-Dec 20 9-JanSaad Arsalan
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 Fabrication 9-Jan 17 25-Jan Group ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 Testing and Improvements 25-Jan 7 31-Jan Group ||||||||||||||||||||||||||||||||||||||||
6 Compilation and Documentation 2-Dec 74 13-Feb Omair ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
## #######
# Task Start Days Finish Owner
02-D
ec ->
04-D
ec ->
06-D
ec ->
08-D
ec ->
10-D
ec ->
12-D
ec ->
14-D
ec ->
16-D
ec ->
18-D
ec ->
20-D
ec ->
22-D
ec ->
24-D
ec ->
26-D
ec ->
28-D
ec ->
30-D
ec ->
01-J
an
->
03-J
an
->
05-J
an
->
07-J
an
->
09-J
an
->
11-J
an
->
13-J
an
->
15-J
an
->
17-J
an
->
19-J
an
->
21-J
an
->
23-J
an
->
25-J
an
->
27-J
an
->
29-J
an
->
31-J
an
->
02-F
eb
->
04-F
eb
->
06-F
eb
->
08-F
eb
->
10-F
eb
->
12-F
eb
->
W F Su Tu Th Sa M W F Su Tu Th Sa M W F Su Tu Th Sa M W F Su Tu Th Sa M W F Su Tu Th Sa M W F