Embed Size (px)
Citation preview
Session 6/8, Intro to Lean Manufacturing,
Toyota Production System
M. Karthik,Lean Manufacturing [email protected]
Topics
Intro to Lean Manufacturing
Intro to Toyota Production System
Understanding Lean.
7 Deadly Wastes
Why do we produce in batches?
“It’s How it is Done” thinking.
Started by civilization’s first farmers, who developed Batch & Queue thinking.
They stopped using the hunter’s way of thinking – Hunting “One at a time”.
They became obsessed with batches (the once – a – year harvest) and inventories (the grain depository) which were more convenient.
Lean Manufacturing
Definition:
Lean : (adjective) [ in factory terminology]
Efficient and with no wastage.
Lean Manufacturing
Definition of Lean ManufacturingThere are many definitions; this one is from leanuk.org
Lean is a systematic approach that focuses the entire enterprise
On continuously improving quality, cost, delivery and safety
By seeking to create flow, eliminate waste, and increase the systems ability to meet customer demand.
I. Lean Principles
1. Value2. The Value Stream3. Flow4. Pull5. Perfection
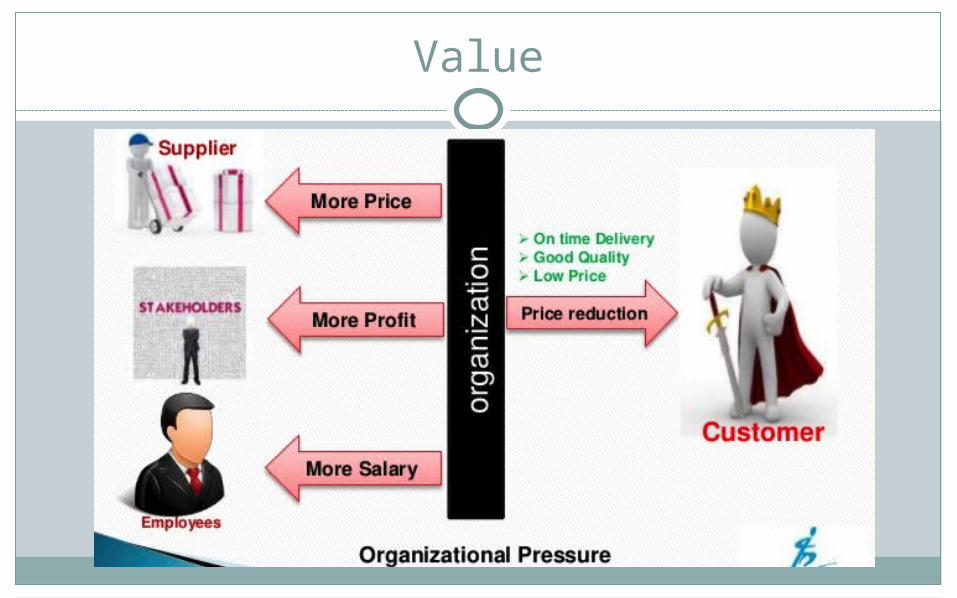
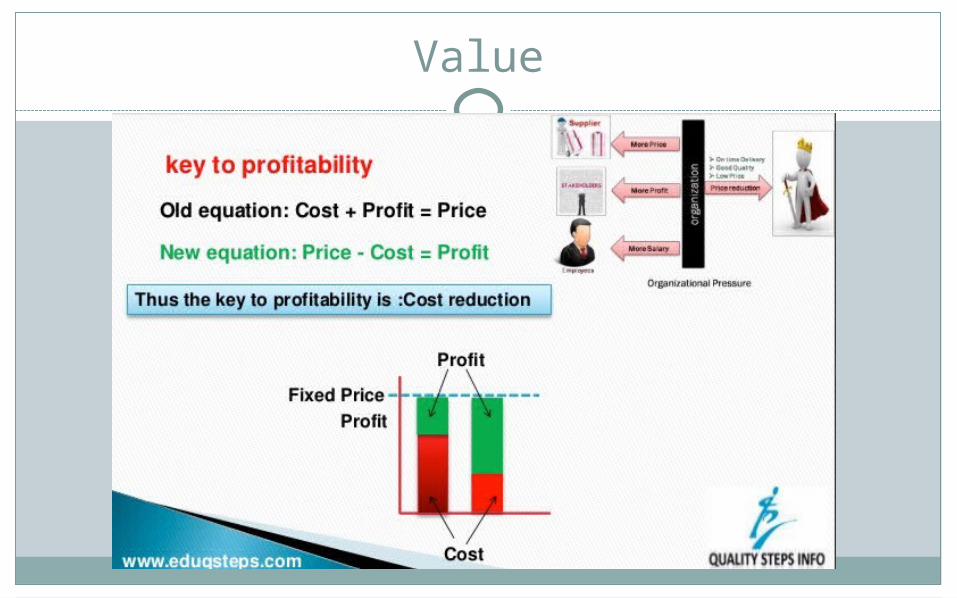
1. Value
Anything which does not provide value is MUDA or waste.
Antidote to Muda is Lean Thinking.Value is Specified by the Customer.
Value
Value
Waste
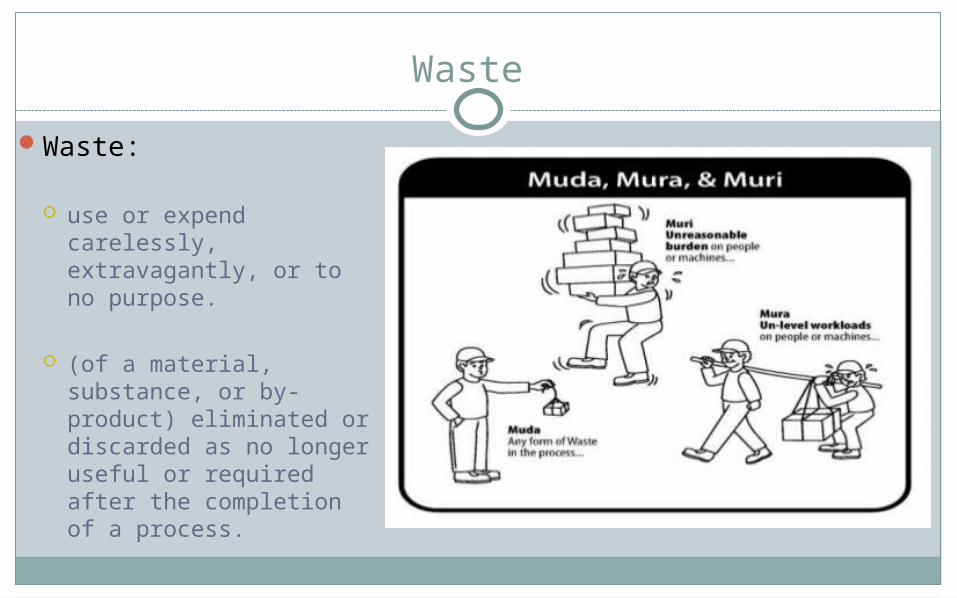
Waste:
use or expend carelessly, extravagantly, or to no purpose.
(of a material, substance, or by-product) eliminated or discarded as no longer useful or required after the completion of a process.
Waste
General: Resources consumed by inefficient or non-essential activities.
Unwanted material left over from a production process, or output which has no marketable value.
Process or material that does not (from the viewpoint of the customer) add value to a good or service.
Waste
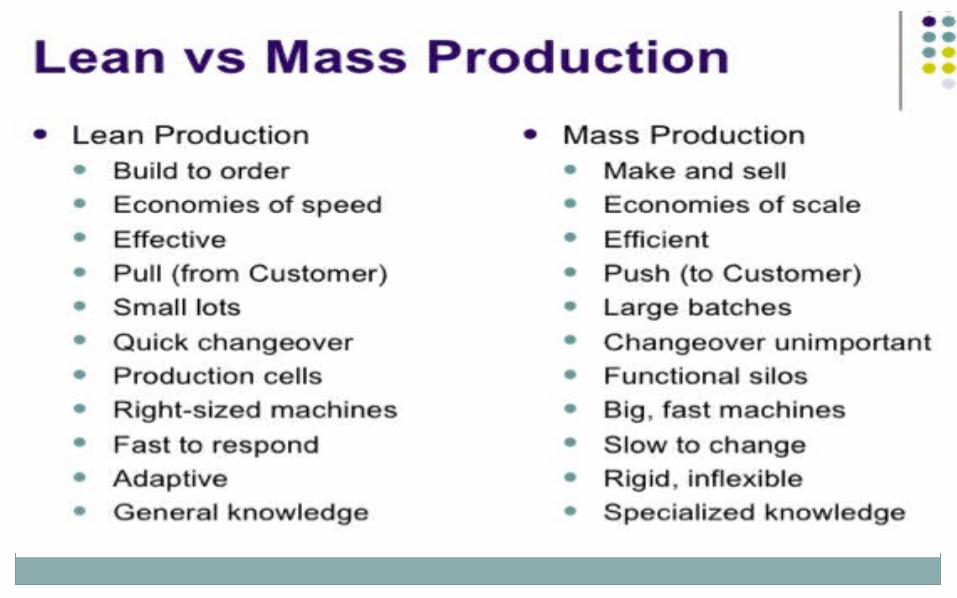
Lean production:
Activity that consumes resources but adds no value.
Called "muda” in Japanese
7 Deadly Wastes in Lean. Added a new 8th Waste.
2. The Value Stream
To determine the value stream, map the steps required to produce the product and classify into 3 categories Actions which create value Actions that create no value but are required Actions that create no value and are not needed.
Example of Mapped Value Stream
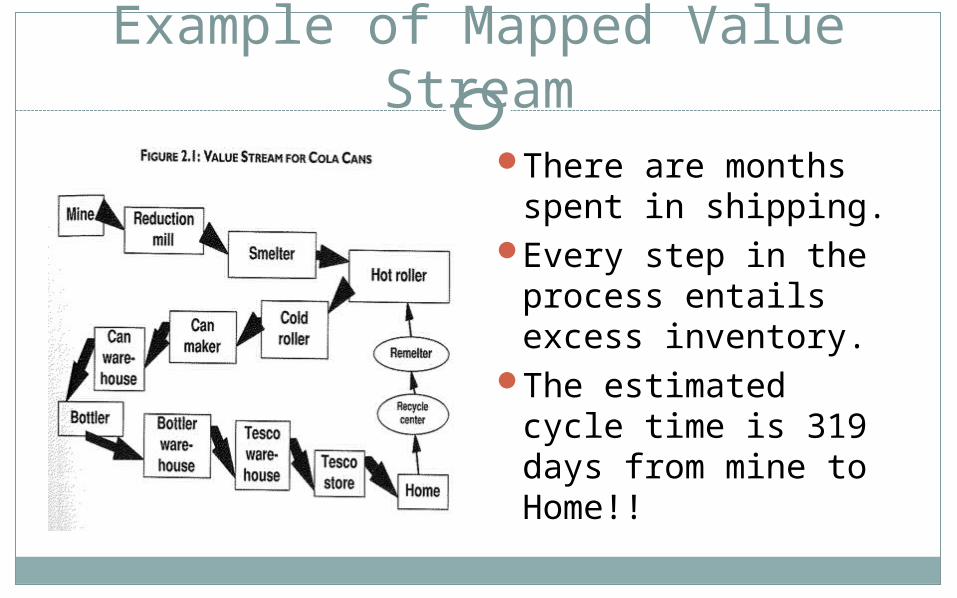
There are months spent in shipping.
Every step in the process entails excess inventory.
The estimated cycle time is 319 days from mine to Home!!
3. Flow
3 steps must be taken together to achieve flow Focus on the product. Ignore traditional boundaries (flow is
counterintuitive). Rethink specific work practices (Kaizens).
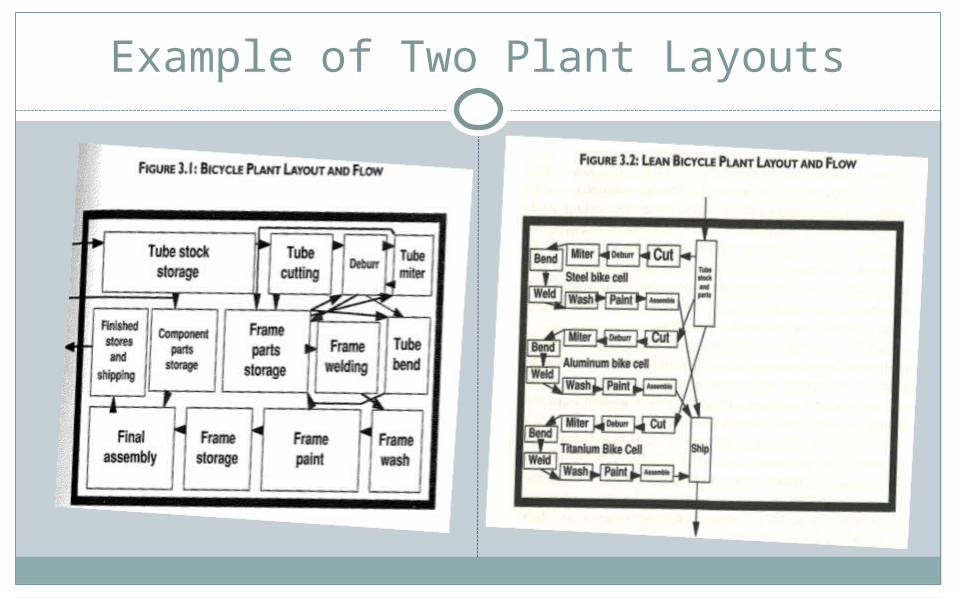
Example of Two Plant Layouts
Example Continued
The Lean Layout utilizes: JIT (Just-in-Time) which prevents inventory build
up before or after each process step. Small batches. Quick machine changeovers. Cells for complete products vs. Mass Production. Takt (production time/customer demand).
This equates into flow and level scheduling.
4. Pull
Definition – A system of cascading production & delivery activities in which nothing is produced by the upstream supplier until the downstream customer signals a need.
A Kanban is a visual signal which signals the need for parts by a downstream customer.
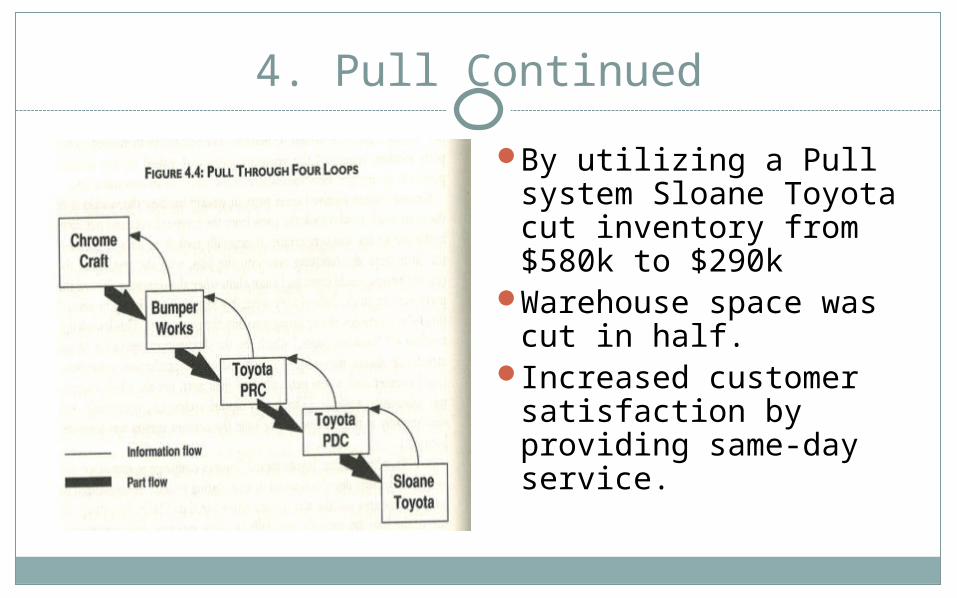
4. Pull Continued
By utilizing a Pull system Sloane Toyota cut inventory from $580k to $290k
Warehouse space was cut in half.
Increased customer satisfaction by providing same-day service.
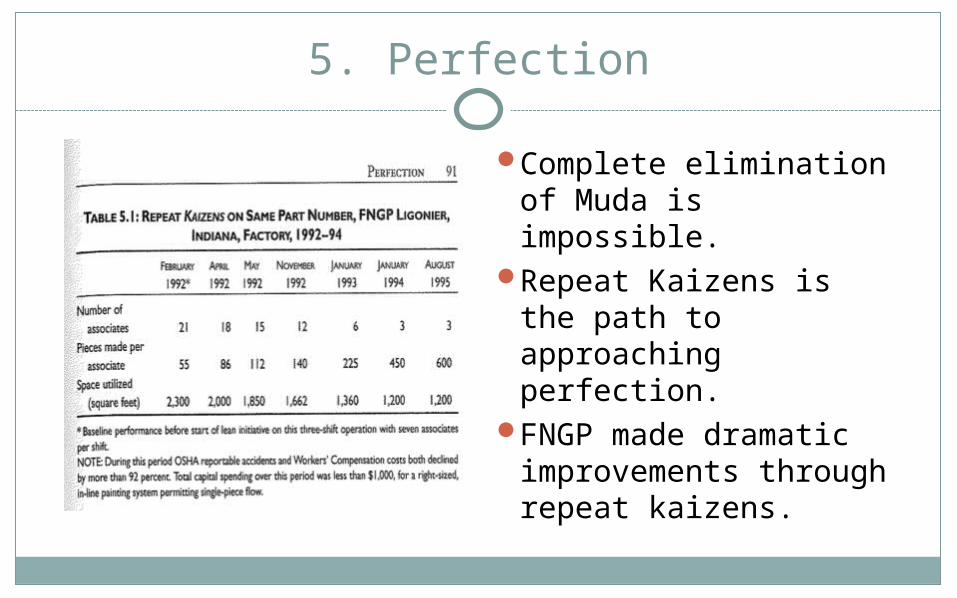
5. Perfection
Complete elimination of Muda is impossible.
Repeat Kaizens is the path to approaching perfection.
FNGP made dramatic improvements through repeat kaizens.
Features of Lean Manufacturing
• Levelled Production via smoothed supply and quick change systems.
• Pull (usually by Kanban).
• Continuous flow production.
• Attention to detail culture.
• Processing parts one at a time.
• Systematic reduction to all waste.
Features of Lean Manufacturing
• Takt time.
• Multi-skilling
• Worker protection.
• Kaizen – continuous improvement at all levels.
• Building Quality into production processes.
• Standardised work.
• A target based culture – usually expressed to drive continuous improvement
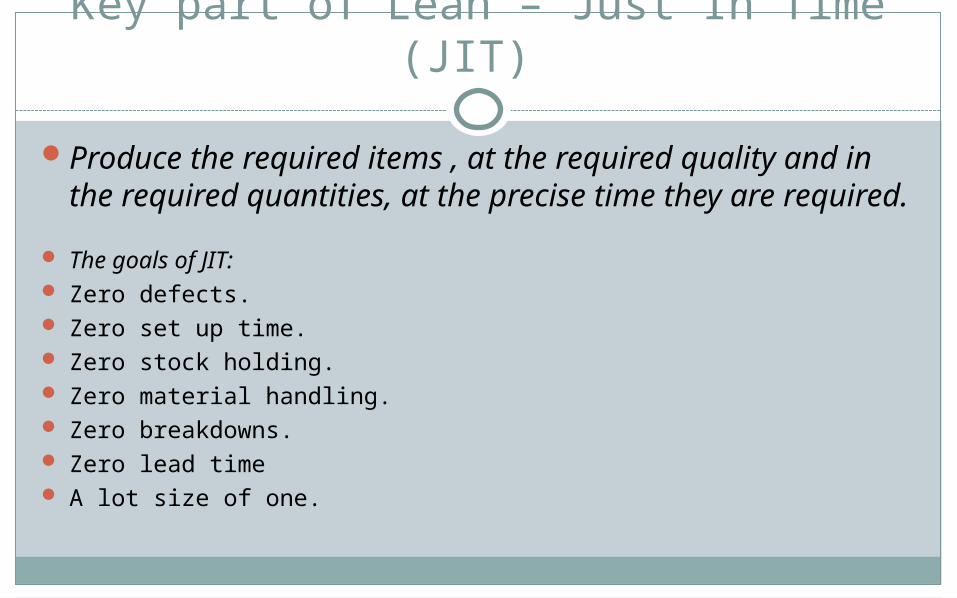
Key part of Lean – Just In Time (JIT)
Produce the required items , at the required quality and in the required quantities, at the precise time they are required.
The goals of JIT: Zero defects. Zero set up time. Zero stock holding. Zero material handling. Zero breakdowns. Zero lead time A lot size of one.
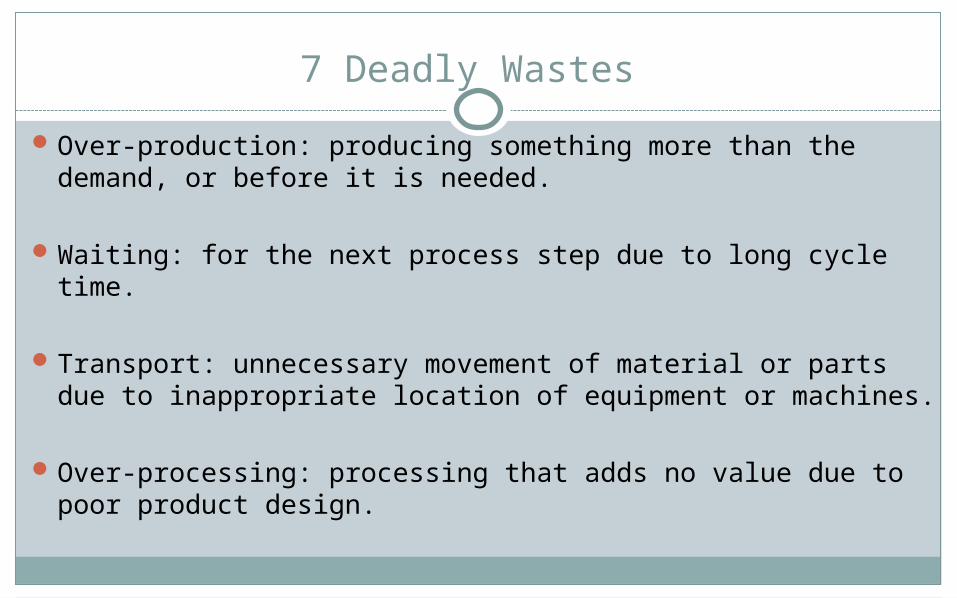
7 Deadly Wastes
Over-production: producing something more than the demand, or before it is needed.
Waiting: for the next process step due to long cycle time.
Transport: unnecessary movement of material or parts due to inappropriate location of equipment or machines.
Over-processing: processing that adds no value due to poor product design.
7 Deadly Wastes
Excess inventory: collect costs due to poor planning.
Unnecessary movement of workers, due to inappropriate tool or work design.
Defective product: products that nobody wants.
Under-utilization of Manpower.
Wasted Human Talent
Defects
Inventory
Over Production
Waiting

Motion
Transportation
Over Processing
Over Processing
Human Resource and Business Waste
The waste of untapped human potential.The waste of inappropriate systems.The waste of energy and water.The waste of materials.Service and office wastes. The waste of customer time.The wastes of producing defects for customers.
Toyota Production System
The practical expression of Toyota's people and customer-oriented philosophy is known as the Toyota Production System (TPS).
This is not a rigid company-imposed procedure but a set of principles that have been proven in day-to-day practice over many years.
Many of these ideas have been adopted and imitated all over the world.
Toyota Production System
TPS has three desired outcomes: To provide the customer with the highest quality
vehicles, at lowest possible cost, in a timely manner with the shortest possible lead times.
To provide members with work satisfaction, job security and fair treatment.
It gives the company flexibility to respond to the market, achieve profit through cost reduction activities and long-term prosperity.
Toyota Production System
TPS strives for the absolute elimination of waste, overburden and unevenness in all areas to allow members to work smoothly and efficiently.
The foundations of TPS are built on standardisation to ensure a safe method of operation and a consistent approach to quality.
Toyota members seek to continually improve their standard processes and procedures in order to ensure maximum quality, improve efficiency and eliminate waste. (Kaizen)
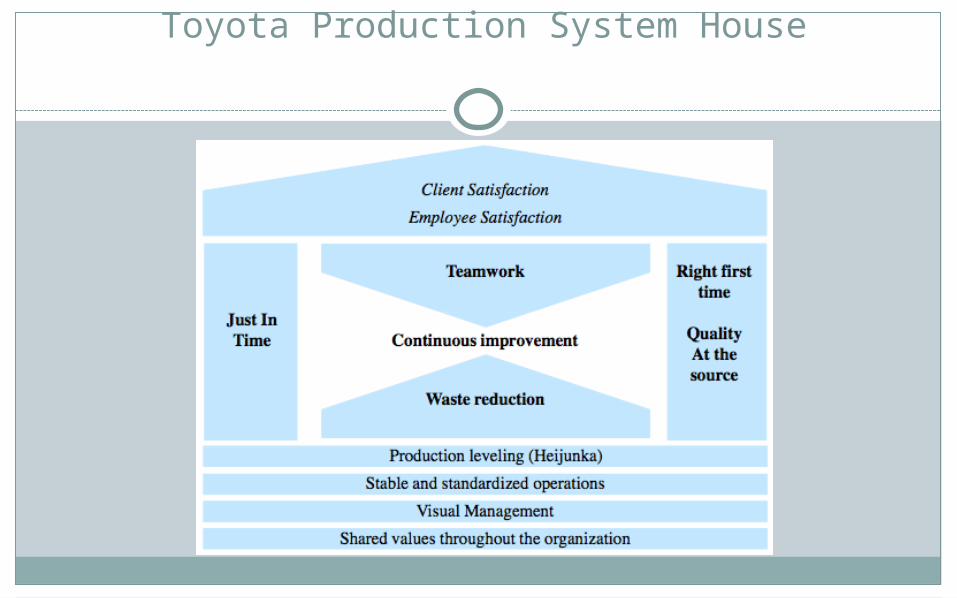
Toyota Production System House
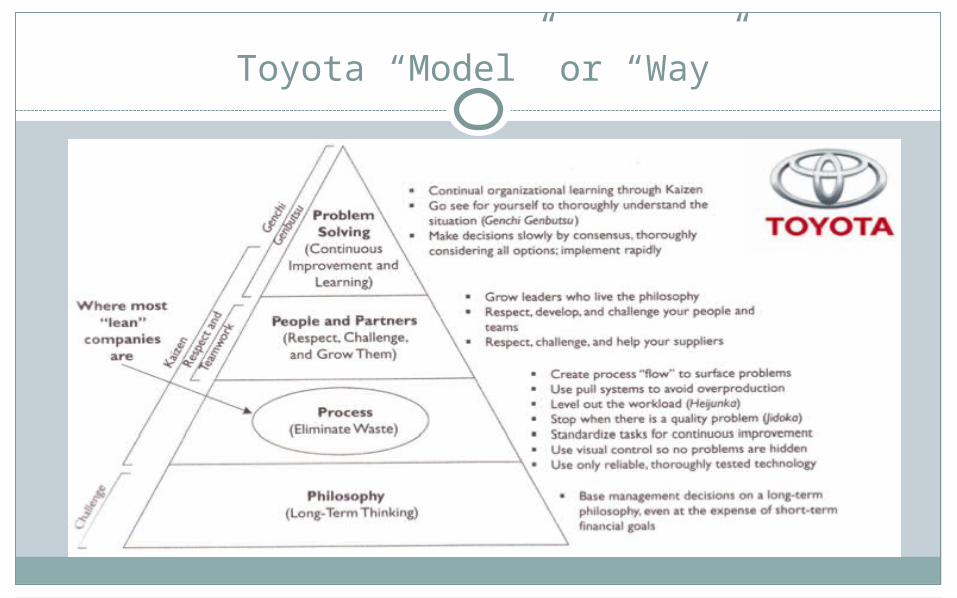
Toyota “Model” or “Way”
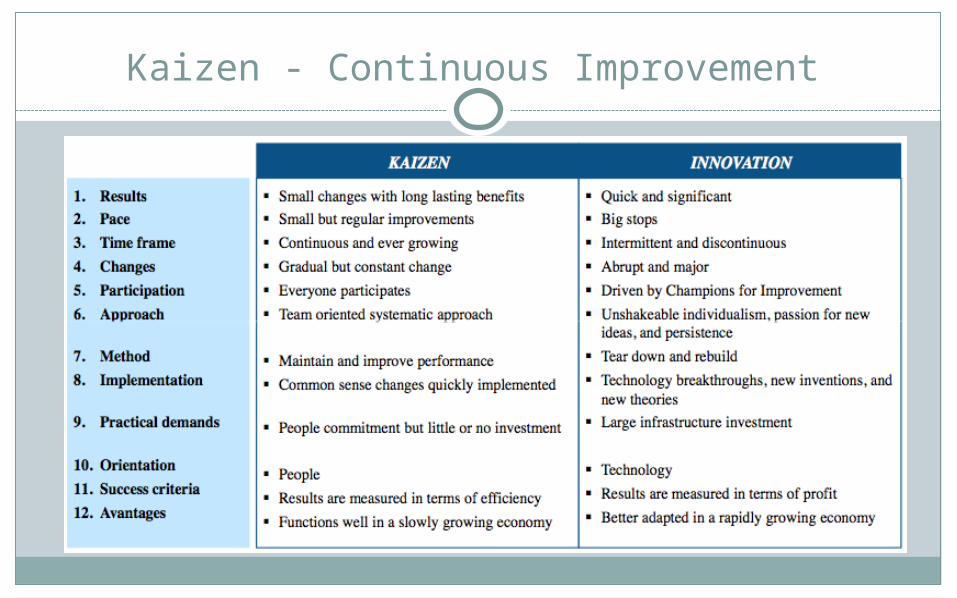
Kaizen - Continuous Improvement
Kaizen is the heart of the Toyota Production System.
Like all mass-production systems, the Toyota process requires that all tasks, both human and mechanical, be very precisely defined and standardised to ensure maximum quality, eliminate waste and improve efficiency.
Toyota Members have a responsibility not only to follow closely these standardised work guidelines but also to seek their continual improvement.
Kaizen - Continuous Improvement
This is simply common sense - since it is clear that inherent inefficiencies or problems in any procedure will always be most apparent to those closest to the process.
The day-to-day improvements that Members and their Team Leaders make to their working practices and equipment are known as kaizen.
But the term also has a wider meaning: it means a continual striving for improvement in every sphere of the Company's activities - from the most basic manufacturing process to serving the customer and the wider community beyond.
Kaizen - Continuous Improvement
Just – In - Time
It is perhaps not widely known that the 'just in time' approach to production that has now gained almost universal acceptance in world manufacturing was actually pioneered by Toyota. In fact, a Toyota engineer coined the term itself.
This, too, is a simple but inspired application of common sense.
Essentially, 'just in time' manufacturing consists of allowing the entire production process to be regulated by the natural laws of supply and demand.
Customer demand stimulates production of a vehicle. In turn the production of the vehicle stimulates production and delivery of the necessary parts and so on.
Just – In - Time
The result is that the right parts and materials are manufactured and provided in the exact amount needed - and when and where they are needed.
Under 'just in time' the ultimate arbiter is always the customer. This is because activity in the system only occurs in response to customer orders. Production is 'pulled' by the customer rather than being 'pushed' by the needs or capabilities of the production system itself.
The linkage between customer demand and production is made by analysing takt time, a device for measuring the pace of sales in the market in relation to the capacity of a manufacturing plant.
Takt- Time
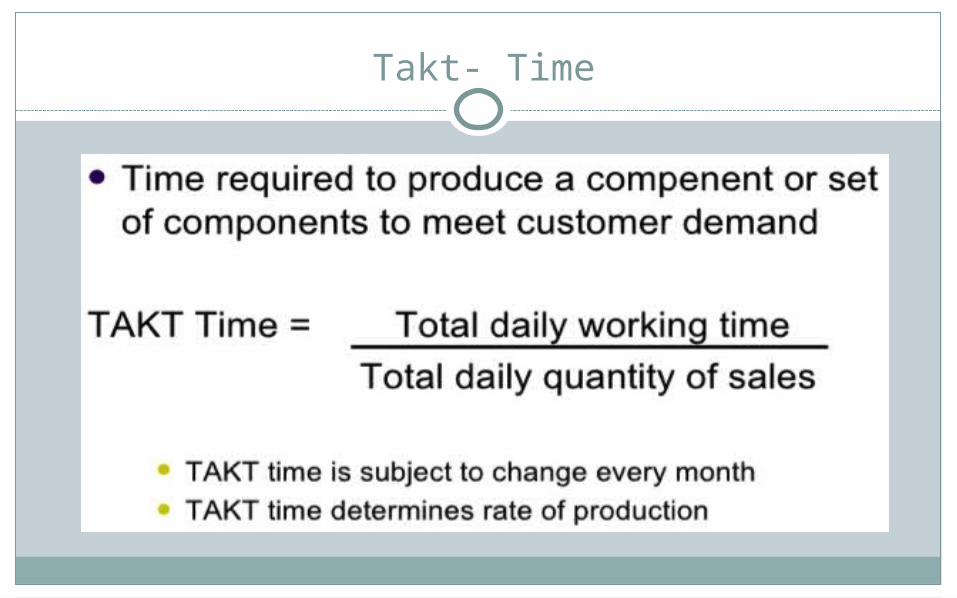
The linkage between customer demand and production is made by analysing takt time, a device for measuring the pace of sales in the market in relation to the capacity of a manufacturing plant.
For example, if a plant operates for 920 minutes per day and daily demand is for 400 vehicles, then takt time will be 2.3 minutes.
If takt times are reduced more resources are allocated. Toyota never tries to accommodate changes in demand by making substantial changes in individuals' workloads.
Takt- Time
Kanban
Assigning more Members to a line means that each handles a narrower range of work. Assigning fewer means that each handles a broader range. Hence the paramount importance of having a well-trained, flexible and multi-skilled workforce.
A kanban is simply a message. For example, in the assembly shop this message takes the form of a card attached to every component that is removed and returned when the component is used. The return of the kanban to its source stimulates the automatic re-ordering of the component in question.
Paperwork is minimised. Efficiency is maximised. And the Members themselves are completely in charge.
Jidoka
In Japanese 'jidoka' simply means automation. At Toyota it means 'automation with a human touch'.
In 1902 Sakichi Toyoda invented the world's first automatic loom that would stop automatically if any of the threads snapped.
This principal, jidoka, of designing equipment and processes to stop and call attention to problems immediately when they sense a problem is a central concept of TPS.
Jidoka
The most visible manifestation of 'automation with a human touch' at the Altona plant is the andon cord situated above the line. The presence of the andon cord permits any Team Member to intervene and bring production to a halt if abnormalities occur.
The Toyota Production System has inherited the principle originated by Henry Ford of breaking down work into simple steps and distributing those steps amongst employees on the line.
But employees in the Toyota system are in charge of their own jobs. Through their teams, they run their own worksites. They identify opportunities for making improvements and take the initiative in implementing those improvements in co-operation with management.
Suppliers & TPS
Just-in-time manufacturing and other elements of the Toyota Production System work best when they are a common basis for synchronising activity throughout the production sequence.
This is an egalitarian arrangement in which each process in the production flow becomes the customer for the preceding process and each process becomes a supermarket to the following process.
Independent suppliers participate on an equal footing with Toyota operations in the production flow, each fulfilling their own role in that flow.
Suppliers & TPS
The only participant in the entire sequence who does not answer to anyone is the customer who selects a vehicle in the marketplace.
Suppliers who participate in the Toyota Production System enjoy the same benefits that Toyota does from the system.
Just-in-time manufacturing can dissolve inventories at parts suppliers just as readily and effectively as it does at Toyota's assembly plants. Product quality improves, too.
Suppliers & TPS
That's because the Toyota Production System includes measures for illuminating defects whenever and wherever they occur.
Suppliers who adopt the Toyota Production System also report improvements in employee-management relations.
That is mainly because the system provides for an expanded role for employees in designing and managing their own work.
It brings together employees and management in the joint pursuit of improvements in productivity, quality, and working conditions.
Summary
Intro to Lean Manufacturing
Intro to Toyota Production System
Understanding Lean.
7 Deadly Wastes
























![Leveraging Lean in the Office: Lean Office Needs a Novel ... · a Lean Office approach. 2. Lean Objectives and Lean Principles The Toyota Productions System TPS [1] [2] introduced](https://img.pdfslide.us/doc/110x75/5e78ef39706eb20dd52f38e3/leveraging-lean-in-the-office-lean-office-needs-a-novel-a-lean-office-approach.jpg)