Embed Size (px)
Citation preview

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Evolution of Lean / TPSRetrospective of Lean Management System
Marek Piatkowski – November 2016

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Introduction - Marek Piatkowski Professional Background
Toyota Motor Manufacturing Canada (TMMC) - Cambridge, Ontario from 1987-1994
TPS/Lean Transformation Consulting - since 1994 Professional Affiliations
TWI Network – John Shook, Founder Lean Enterprise Institute (LEI) – Jim Womack Lean Enterprise Academy (LEA) – Daniel Jones CCM/CAINTRA – Monterrey, Mexico SME, AME, ASQ, CME
Lean Manufacturing Solutions - Toronto, Canada
http://twi-network.com

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Presentation in this Workshop
1. Log in to: www.slideshare.net
2. Type in my name in search area:
Marek Piatkowski3. Select a
presentation you want to see
4. Learn and Enjoy

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Leaders continuously look for a magic pill or simple formula for success … but there is none !
So what should we do? 28-Dec-15
5

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
The Most Studied Company in the World

1987

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Stability
GOAL: Highest Quality, Lowest Cost, Shortest Lead Time
1. Stable Manufacturing Processes2. 100% Quality Parts
Heijunka Standardized Work Kaizen
Just-in-Time Jidoka
Stop the lineand fix
the Problem
Separate man’s work from
machine’s work
ContinuousFlow
Takt Time
Pull System
The Toyota House
Toyota Product
ion System(TPS)

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Toyota Sensei
Sensei ( 先生 ) is a Japanese title used to refer to or address teachers, professors, masters, coaches, professionals such as lawyers, doctors, politicians, clergyman and other figures of authority.
The word Sensei is also used to show respect to someone who has achieved a certain level of mastery in an art form or science or some other skill: accomplished novelists, musicians, and artists for example are addressed in this way.
The Japanese Sensei is a courtesy title for a man of respected stature.
1987

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
History of Toyota Production System – Lean Manufacturing
Professors Jones and Womack of Massachusetts Institute of Technology (MIT) complete a 5 years study of the transportation industry and the effort documents the benefits of TPS calling it “Lean Production”. The book is entitled The Machine that Changed the World.
November 1991
Daniel T. JonesJames P. Womack
1991

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Toyota Product
ion System(TPS)
1991
2016

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean is based on Toyota Production System - TPS

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Initially Lean started in the Automotive Industry

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Now Lean is implemented in any type of Manufacturing

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean can work in any type of Organization
Hospitals – large and small
Factories – old and new
All kinds of Government
In the Office Environment

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean can be implemented in any type of Processing Operations
Agriculture
Oil - ?
Mining
Chemical ProcessingConstruction
Lumber

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Your Company is not Toyota
My Company

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Your Company is not Toyota
So what do we do? How do we manage Lean Transformation?

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
How do I Manage Lean Transformation?
The blind men and the elephant

Lean J ourney Starts here

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
What is TPS – Toyota Production System? Toyota Production System (TPS) is a practical expression of
Toyota's people and customer-oriented philosophy. This is not a rigid company-imposed procedure but a set of
principles that have been proven in day-to-day practice over many years.
Many of these ideas have been adopted and imitated all over the world.
TPS has three desired outcomes: To provide the customer with the highest quality vehicles, at lowest
possible cost, in a timely manner with the shortest possible lead times.
To provide Toyota employees with work satisfaction, job security and fair treatment.
It gives the company flexibility to respond to the market, achieve profit through cost reduction activities and long-term prosperity.

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Toyota Production System (TPS)
We never asked Toyota how did they build and manage their house of TPS?
Taiichi OhnoCredited with realizing
the concept of the Toyota Production
System.

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
What is Lean Transformation?
Lean Transformationof
Tools and Methodologies
Lean Transformationof how we
Think and Manage
Lean does not work for us

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Knowledge and Skills
To know, to understand the meaning correctly and to be able to teach
Lean Knowledge
Kanban, Pull system, Jidoka, Supermarket, TPM, SMED, JIT, Kaizen, STW, 5S, WCT, VSM, Gemba, Takt Time, etc …
I know this!
Lean SkillsBe able to solve problems and advance the organization by using proper Lean Knowledge
Use Lean Knowledge to motivate people, achieve results, reduce costs, improve the operation and address business needs
Can you Play a Violin?

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
How to Implement Lean
?
I know LeanEngineering driven
Hobby driven
Knowledge Driven
Kanban
Leveledschedule
Supermarket
SMED
PullTPMHeijunka
Jidoka
VSM
Business NEEDS driven1. USE KPIs to understand your
Current Status2. Set goals and objectives3. Start solving problems4. Check progress
and measureresults
B
ATrue North
“So what ?“
5 S
Poka Yoke

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
How to Implement Lean
?
I know LeanEngineering driven
Hobby driven
Knowledge Driven
Kanban
Leveledschedule
Supermarket
SMED
PullTPMHeijunka
Jidoka
VSM
Business NEEDS driven1. USE KPIs to understand your
Current Status2. Set goals and objectives3. Start solving problems4. Check progress
and measureresults
B
ATrue North
“So what ?“
5 S
Poka Yoke

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Create a “Learning Organization”
2016

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Toyota Motor Manufacturing Canada
Cambridge, Ont. Woodstock, Ont.

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Cambridge WoodstockEstablished Jan 24th, 1986
Land Area 400 acres 1,000 acres
Plant Area 280,000 m2 (70 acres)
165,921 m2
(41 acres)
Investment C$6 billion
Team Members 8,600
Toyota Motor Manufacturing Canada

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP – Toyota Business Practices
2. PPS(Practical Problem
Solving)
1. Hoshin Kanri(True North – Management
Direction)
3. OJT(On-the-Job-Training)
4. Rapid PDCA(Plan-Do-Check-Act)
Toyota Way 2001

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP - Create a “Learning Organization”
1. Management directed initiatives – True North2. Utilizing Problem Solving Methodology3. Sustained through On-the-Job-Training4. Achieved using rapid PDCA by all associates
2. PPS(Practical Problem Solving)
1. Hoshin Kanri(True North – Management Direction)
3. OJT(On-the-Job-Training)
4. Rapid PDCA(Plan-Do-Check-Act)
Toyota Way 2001

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP – Toyota Business Practices
TBP was developed to practice the Toyota Way in everyday business around the world
ToyotaBusiness Practices
ToyotaProblem Solving
TOYOTA WAY
Concrete Actions and Processes
Drive andDedication
Toyota Way 2001

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP – Concrete Actions and Processes
1. Clarify the Problem2. Break Down the
Problem3. Set a Target4. Analyze the Root Cause5. Develop
Countermeasures6. See Countermeasures
Through7. Monitor both Results
and Progress8. Standardize Successful
Process
P
CD
A
ToyotaBusiness Practices
ToyotaProblem Solving
TOYOTA WAY

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
• Customer First• Always Confirm the Purpose
of Your Work• Ownership and
Responsibility• Visualization• Judgment Based on Facts• Think and Act Persistently• Speedy Action in a Timely
Manner• Follow Each Person with
Sincerity and Commitment• Thorough Communication• Involve All Stakeholders
TBP – Drive and Dedication
ToyotaBusiness Practices
ToyotaProblem Solving
TOYOTA WAY

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP – Toyota Business Practices
1. Clarify the Problem2. Break Down the
Problem3. Set a Target4. Analyze the Root Cause5. Develop
Countermeasures6. See Countermeasures
Through7. Monitor both Results
and Progress8. Standardize Successful
Process
P
CD
A
• Customer First• Always Confirm the Purpose of
Your Work• Ownership and Responsibility• Visualization• Judgment Based on Facts• Think and Act Persistently• Speedy Action in a Timely Manner• Follow Each Person with Sincerity
and Commitment• Thorough Communication• Involve All Stakeholders
Drive and DedicationConcrete Actions and Processes
ToyotaBusiness Practices
ToyotaProblem Solving
TOYOTA WAY

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Learning Forum Upon completion of this session, participants will have a better
understanding of the importance of the LEAN Management System of the key requirements and challenges to making it work.

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is trouble

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
The Toyota Way Continuous Improvement: Never being satisfied with the current
situation, and always pursuing the most practical and effective solutions.
Respect for People: fully doing our best for Toyota’s stakeholders by driving corporate success through the development of our employees.
Break the stereotype that having a problem is trouble. It is important to consider that any variation is hinting at a
problem and recognize it, no matter how small it may seem, we must work to solve all problems as if they are big problems.“No one has more trouble that the person who claims to have no trouble.”
(Having no problems is the biggest problem of all.)by Taiichi Ohno
ToyotaBusiness Practices
ToyotaProblem Solving
TOYOTA WAY

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
A Problem Solving “Culture”
Life in Manufacturing (Operations) consists of solving problems and implementing
solutions.
Accept a fact that you will have problems (deviation form norm) every day or you as a manger will “Create”
problems (challenges)for your Organization

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is
trouble Set very clear Targets, Goals, Objectives and Expectations for your Organization
and remained your people of them continuously

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP - Create a “Learning Organization”
1. Management directed initiatives – True North2. Utilizing Problem Solving Methodology3. Sustained through On-the-Job-Training4. Achieved using rapid PDCA by all associates
2. PPS(Practical Problem Solving)
1. Hoshin Kanri(True North – Management Direction)
3. OJT(On-the-Job-Training)
4. Rapid PDCA(Plan-Do-Check-Act)
Toyota Way 2001

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Projects we need to work
on
Activities we can work on – when we
have time
Thinkgs we can work on – when we have
time
Working towards True North

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP – Toyota Business Practices
Ultimate Goals Ideal
Situation
Current Situation
Gap - Problems
Understand the connection between the companies ultimate goal and your job
Clarify the Problem

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Example – On-Time Deliveries
Ultimate Goals100%
Target 95%
Current Situation85%
Gap – 10%
Clarify the Problem
Understand the connection between the companies ultimate goal and your job

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is
trouble Set very clear Targets, Goals, Objectives and Expectations for your
Organization and remained your people of them continuously Stop looking at Lean Transformation as an extra activity on top of your daily work

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Problems with Lean Transformation Activities A common problem with Lean Transformation activities is that we
look at this as: An extra activity - something to do on top of my “Daily Work” Middle management says – this is nice, but I have no time for this, I
need to run my operation, I have targets to meet Operation people say – Lean is OK, but we have no input how
things are improved here, all these Experts are telling us what to do
Our biggest mistake is that we separate Daily Work from Lean Transformation – we call them “Projects”
We look at these two activities as something completely different – they continuously clash with each other.
We look at Lean Implementation as something that stops me from doing my daily work. And that is wrong.
A key to our success is to make Lean Transformation as a part of our Daily Business

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is
trouble Set very clear Targets, Goals, Objectives and Expectations for your
Organization and remained your people of them continuously Stop looking at Lean Transformation as an extra activity on top of
your daily work Standardized you Problem Solving Methodology and start solving problems
?
I know LeanEngineering driven
Hobby driven
Knowledge Driven
Kanban
Leveledschedule
Supermarket
SMED
PullTPMHeijunkaJidoka
VSM
Business NEEDS driven1. USE KPIs to understand your
Current Status2. Set goals and objectives3. Start solving problems4. Check progress
and measureresults
B
ATrue North
“So what ?“
5 S
Poka Yoke

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP - Create a “Learning Organization”
1. Management directed initiatives – True North2. Utilizing Problem Solving Methodology3. Sustained through On-the-Job-Training4. Achieved using rapid PDCA by all associates
2. PPS(Practical Problem Solving)
1. Hoshin Kanri(True North – Management Direction)
3. OJT(On-the-Job-Training)
4. Rapid PDCA(Plan-Do-Check-Act)
Toyota Way 2001

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Problem Solving Methodologies
Describe the Problem
Capture the Current Condition
Analyze the Current Condition
Develop anImplementation Plan
Test Countermeasures and Evaluate Results
Follow-up and Standardize
DevelopCountermeasures

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Who, What, Where, When, Why and How
C lar i fy the P robl em
I n itial P rob lem Perception(L ar g e, v ag u e, co m p l icated p r o b lem )
T he "R eal " P roblem
L ocate A rea /P o in t o f C au se
PoC
D irect C au seW h y ?
C au se
C au seC au se
C au se
C ou n term easu re
R oot C au se
W h y ?
W h y ?
W h y ?
W hy ?
C auseI nvestigation
G r asp theS ituation
5 W hy ?I nv esti gati on o f
R o ot C au se
B asi c C au se & E ff ectI nv estigati on
Grasp theSituation
CauseInvestigation
Basic Cause & Effect
InvestigationAsk Why 5 times? Investigation of
Root Cause
TPS - Practical Problem Solving Process

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is
trouble Set very clear Targets, Goals, Objectives and Expectations for your
Organization and remained your people of them continuously Stop looking at Lean Transformation as an extra activity on top of
your daily work Standardized you Problem Solving Methodology and start solving
problems Teach your Organization to start using A3 reporting format to monitor a progress
of your problem solving activities

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
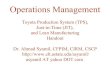
THEME Root cause analysis
BACKGROUND
Countermeasure
Problem identification
Monitor Results and Standarize
Target
CME Assessment Project
In June of 2016 we began working with Woodbridge Foam in Kitchener Ontario. Using the process as shown below we plan to prioritize their business needs and build a foundation that will support the Woodbridge Production System (W.P.S.)
Method
prep team not in synch with production
Too many change overs
c/o timing not meeting staffing availability
14.28 hours/day lost waitingfor setup
Tool prep not performed
Tools are not ready Tools are not ready
Tool prep not performed
Priority changes
schedule is not visual to change over team
Multiple c/o occur at same time
Too many change overs
Multiple c/o occur at same time
No instructions when to stop
Too many change overs
Multiple c/o occur at same time
timing of c/o's is random
c/o std timee is fixed at 45 mins.
no link betweenschedule and changeover manpower
jobs are over produced
Rush job required
Root Cause:No predictable and repeatable production plan
Prioritized assessment areas of concern1) O.E.E. (Productivity)2) Warehouse inventory levels (Safety)3) Missed shipments to customers (Delivery)
The prioritized point of cause identified as waiting for setup.
Increase the O.E.E. from 64% to 75% by year endCreate a stretch target of attai ning 80% to drive innovation
#1
Establish predictable and repeatable production plan by introduction of Pattern Production System
Plan for Every Part
Capacity PlanPattern Prod
InventoryRequirements
WarehousePlanning
Shop FloorControl
Availability
Pattern
Breaking down the elements of O.E.E. the availabilty section is our largest element of concern
Within the availability section we selected waiting for setup as our target area of concern as labour shortage was corrected
Wa iting for setup has fallen from #2 concern to #7
CL 69.6
78.4
UCL 84.5
94.6
LCL 54.6
62.2
49.65
54.65
59.65
64.65
69.65
74.65
79.65
84.65
89.65
94.65
99.65
Aver
age
8-Aug-16 - 3-Oct-16
Weekly OEE Pattern Production

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Title: Reduce Scratches in Assembly ( Leader: Mary )1. Background
3. Target
4. Analysis
Shop: Device-K Assembly
Update: Dec. 15, 2010
Coach
AndyDec. 15, 10
Manager
5. Countermeasures and plan
6. Result & next challenge
- Device-K is our next main product!- Increase in variety of mounting/casing types
- Quality is a key success factor in assembly as well as in the chip process
Device-K Sales Plan by Product TypeSales 380% # of Major
Types 3 10
Device-K Sales Plan by Product TypeDevice-K Sales Plan by Product TypeSales 380%Sales 380% # of Major
Types 3 10
# of Major Types
3 10
# of Major Types
3 10
2. Current state (Based on November data)
Actual output
First Pass Rate (FPR) target
Mp
Demand
Yield Rate targetYield Rate actual FPR actual
Actual output
First Pass Rate (FPR) target
Mp
Demand
Yield Rate targetYield Rate actual FPR actual
First Pass Rate (FPR) target
Mp
Demand
Yield Rate targetYield Rate actual FPR actual
Mp
Demand
Yield Rate targetYield Rate actual FPR actual
Scratches are most often identified at inspection: 48%of assembly defects
End of November, 2008Metrics Target ActualOutput /Demand 100% 99.2%Yield Rate 97% 85.2%First Pass Rate (FPR) 90% 65.1%
End of November, 2008Metrics Target ActualOutput /Demand 100% 99.2%Yield Rate 97% 85.2%First Pass Rate (FPR) 90% 65.1%
Not improved in these three months!
92% of defects were caused by Assembly!
Bad chip
Assembly defects
Bad Chip vs. Assembly Defects
Bad chip
Assembly defects
Bad chip
Assembly defects
Assembly defects
Bad Chip vs. Assembly DefectsMost scratches are repaired by re-polishing = Waste!
re-polishing
NG:Scratches
Inspection
About 20 sec. /p
(1) Z eroscratches!(2) Reduce missed crimps of 12% FPR = 90%
* Based on November data
4-2. Trial-1: On-line inspection just after line #1 crimper
Exit of crimper On-line inspection!
4-3. Second observation: types of scratches
Straight28%
Rounded70%
Others2%
Fixing crimper head 4 also reduced missed crimp defects. Observed only in line #2 Next go see-2
Observed in all lines Punch press?
4-4. Hypothesis & go see-2: First step of assembly line #2?
From punch press Straight scratches are observed here!
Entrance of line #2
Blade spring
Small pimple!
#123
4
Action itemFix crimper head
Dec. 5th 12th 19th 26th Jan.
Fix blade springOn-line inspection Trial Prep. 2-shift inspection
Responsibility StatusDoneDoneOn track
Mary & Jack with Facility Team
JimmyMgr. Assembly
Reduce inventories between processes
Stop machines alternativelyMaintainImplement VM Team On
track
2nd week of Dec, 2008Metrics Target Actual
Yield Rate 97% 95.0%FPR 90% 90.2%
2nd week of Dec, 2008Metrics Target Actual
Yield Rate 97% 95.0%FPR 90% 90.2%
(1) Remaining Defects1) Scratches (2%)2) Missed crimp (1%) 3) Others
(2) “Why”after current countermeasures1) Broken head – why?2) Pimple – why?
#2#3
#1
#2#3
#1
#2#3
#1
4-1. Hypothesis & go see -1: Assembly line #2?

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Using A3 Report to Solve Problems
1. Clarify the Problem2. Break Down the Problem3. Set a Target4. Analyze the Root Cause5. Develop Countermeasures6. See Countermeasures
Through7. Monitor both Results and
Progress8. Standardize Successful
Process
Who, What, Where, When, Why and How
C lar i fy the P r ob lem
I n itial P robl em P ercep ti on(L ar g e, v ag u e, co m p l i cated p r o blem )
T h e "R eal" P r obl em
L o cate A rea /P o in t of C au se
P oC
D irect C au seW h y ?
C au se
C au seC au se
C au se
C o un term easu re
R oot C au se
W h y ?
W h y ?
W h y ?
W hy ?
C auseI nvestigation
G r asp theSituation
5 W hy ?I nvesti ga ti on o f
R o ot C au se
B asic C a u se & E ff ec tI nvesti gatio n
Grasp theSituation
CauseInvestigation
Basic Cause & Effect Investigation
Ask Why 5 times? Investigation of
Root CauseTHEME Root cause analysis
BACKGROUND
Countermea sure
Problem identifica tion
Monitor Re sults and Standarize
Target
CME Assessment Project
In June of 2016 we began working with Woodbridge Foam in Kitchener Ontario. Using the process as shown below we plan to prioritize their business needs and build a foundat ion that will support the W oodbridge Production System (W.P.S.)
Method
prep team not in synch with production
Too many change overs
c/o timingnot meeting staffing availability
14.28 hours/day lost waiti ng for setup
Tool prep not performed
Tools are not ready Tools are not ready
Tool prep not performed
Prior ity changes
schedule is not visual to change over team
Multiple c/o occur at same time
Too many change overs
Multiple c/o occurat same time
No instructions when to stop
Too many change overs
Multiple c/o occur at same time
timing of c/o's is random
c/o std timee is fixed at 45 mins.
no link between schedule and changeover manpower
jobs are overproduced
Rush job required
Root Cause:No predictable and repeatable production plan
Prioritized assessment areas of concern1) O.E.E. (Productivity)2) Warehouse inventory levels (Safety)3) Missed shipments to customers (Delivery)
The prioritized point of cause identified as waiting for setup.
Increa se the O.E.E. from 64% to 75% by yea r endCreate a s tretch ta rget of a ttai ning 80% to dri ve innovati on
#1
Establish predictable and repeatable production plan by introduction of Pattern Production System
Plan for Every Part
Capacity PlanPattern Prod
InventoryRequirements
WarehousePlanning
Shop FloorControl
Availability
Patt ern
Breaking down the elements of O.E.E. the availabilty section is our largest element of concern
Within the availability section we selected waiting for setup as our target area of concern as labour shortage was corrected
Wa iting for setup h as fallen from #2 con cern to #7
CL 69.6
78.4
UCL 84.5
94.6
LCL 54.6
62.2
49.65
54.65
59.65
64.65
69.65
74.65
79.65
84.65
89.65
94.65
99.65
Aver
age
8-Aug -16 - 3-Oct-16
Weekly OEE Pattern Production

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Elements of the A3 Process
The A3 Report Itself The A3 Review Process
Weekly (at least) status update and next step lesson
Plan
Do
Check(Review)
Act Management Cycle

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is
trouble Set very clear Targets, Goals, Objectives and Expectations for your
Organization and remained your people of them continuously Stop looking at Lean Transformation as an extra activity on top of
your daily work Standardized you Problem Solving Methodology and start solving
problems Teach your Organization to start using A3 reporting format to
monitor a progress of your problem solving activities Train your Managers and Supervisors to become Problem Solving Mentors
(Coaches) – Subject Matters Experts (SME)

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Toyota’s Philosophy – Manager’s Role In a true TPS environment decision making process should be
made at the lowest possible level of the organization. Simple, effective solutions are the most effective
A manager’s or supervisor’s role consists of leading problem solving activities in a multi-skilled, cross-functional team environment
Managers role is to make sure that for everything that we do there is a well defined standard process
If something goes wrong, the first line of questions that Manager must ask are:
What went wrong? What is acceptable and what is not acceptable? Did we have a process for this particular situation? Did we follow the process? Was there a problem with the process or the problem occurred
because we did not follow the process they we should?

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Chairman of Toyota Motor Corp. and former President of Toyota Motor
Manufacturing, KY and Toyota Motor Corp.

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Leadership in a Lean Environment Lean Leaders have to be quick studies, nimble, and trusting of
their employees Having deep skills and technological experience is not enough Becoming a Leader, at any level, requires the development and
utilization of strong problem solving skills Lean Leadership is exclusively about people – you do not lead
machines or processes, you lead people

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is
trouble Set very clear Targets, Goals, Objectives and Expectations for your
Organization and remained your people of them continuously Stop looking at Lean Transformation as an extra activity on top of
your daily work Standardized you Problem Solving Methodology and start solving
problems Teach your Organization to start using A3 reporting format to
monitor a progress of your problem solving activities Train your Managers and Supervisors to become Problem Solving
Mentors (Coaches) – Subject Matters Experts (SME) On-the-Job Training – get everybody involve in Lean Transformation by Solving
Problems using PPS methodology and Lean Tools and Methods

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
TBP - Create a “Learning Organization”
1. Management directed initiatives – True North2. Utilizing Problem Solving Methodology3. Sustained through On-the-Job-Training4. Achieved using rapid PDCA by all associates
2. PPS(Practical Problem Solving)
1. Hoshin Kanri(True North – Management Direction)
3. OJT(On-the-Job-Training)
4. Rapid PDCA(Plan-Do-Check-Act)
Toyota Way 2001

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
A Quality Circle is a small group of 6 to 12 employees doing similar work who voluntarily meet together on regularly basis (one hour per week, paid time) to identify improvements and solve problems in their respective work areas
Quality Circle members are trained how to use techniques for analyzing and solving work related problems, how to present their solutions to management and implement continuous improvement ideas.
They used such statistical quality control techniques as Pareto diagrams, cause and effect diagrams, control charts, flow charts …
Quality Circle meetings are lead by a Leader, usually an area Supervisor. The concept of Quality Circle is primarily based upon recognition of the
value of the worker as a human being, as someone who willing to contribute to his job, his wisdom, intelligence, experience, attitude and feelings.
The Quality Circle philosophy calls for a progressive attitude on the part of the management and their willingness to make adjustments, if necessary, in their style and culture
Quality Circles

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Why Quality Circles? or Improvement Teams Quality Circle Program structure:
A small group of three to twelve people Meeting regularly for about an hour per week on paid time Under the leadership of their own supervisor To identify, analyze and solve problems in their work Presenting solutions to management using A3 format Implementing the solutions themselves
It creates conditions, environment and a structure to engage employees in Continuous Improvement activities, Kaizen and Lean Transformation
Quality Circle implies the development of skills, capabilities, confidence and creativity of the people through cumulative process of education, training, work experience and participation.

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Learning Forum

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Lean Management System – Recommendations Break the stereotype in your Organization that having a problem is
trouble Set very clear Targets, Goals, Objectives and Expectations for your
Organization and remained your people of them continuously Stop looking at Lean Transformation as an extra activity on top of
your daily work Standardized you Problem Solving Methodology and start solving
problems Teach your Organization to start using A3 reporting format to
monitor a progress of your problem solving activities Train your Managers and Supervisors to become Problem Solving
Mentors (Coaches) – Subject Matters Experts (SME) On-the-Job Training – get everybody involve in Lean
Transformation by Solving Problems using PPS methodology and Lean Tools and Methods
Create a Problem Solving “culture” in your Organization.Stop looking at Problem Solving as a “Process”.

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Leadership Style at Toyota Your initial perception is – this is a very rigid and well disciplined
environment Nobody is late for work People do what they were told to do Things are working and nobody is in charge
Roles and responsibilities for all levels very clearly defined Best practices for all (standardized work), goals, targets and
objectives well defined and known to all Everybody knows what to do and they do it on regular basis Everybody performs their duties (most of the time)

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Learning about Toyota’s Management Style If you expect “bottom-up” - I will not find that When you expect “top-down” - I will not find that either You will find a dynamic system in which processes are almost
always well-defined and individual responsibility almost always clear
“Authority” is rarely an issue - emphasis is on “doing the right thing,” not “establishing authority”
Senior management never tells you what to do – they ask for your opinion
If you are right – “this is a great idea” If you are not right – “mhhmm maybe, did you think about this …”

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Managing at Toyota Managers in Toyota never say “Yes” easily; they rarely even say,
“Why not?” In our companies managers are forced to explain why to their
subordinates when saying to them, “No, you can’t do that.” At Toyota, the burden of proof is always on the subordinate, who
must justify why an action is necessary At Toyota manager leads in a very different way:
by example by being knowledgeable by getting into the messy details by questioning by coaching by building robust, sensible systems and processes that cascade
responsibility

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Changing the World. One Kaizen at a timeThis presentation is an intellectual property of W3 Group Canada Inc.
No parts of this document can be copied or reproducedwithout written permission from:
Marek PiatkowskiW3 Group Canada Inc.iPhone: 416-235-2631
Cell: 248-207-0416
[email protected]://twi-network.com

Evolution of Lean/TPS Retrospective
Thinking win, Win, WIN
Presentations in this Workshop
1. Log in to: www.slideshare.net
2. Type in my name in search area:
Marek Piatkowski3. Select a
presentation you want to see
4. Learn and Enjoy