Embed Size (px)
Citation preview

BHT-206-SRM-1
TABLE OF CONTENTS
Paragraph Page Number Title Number
SECTION 5 — SHEET METAL STRUCTURE REPAIRS
FORWARD FUSELAGE
5-1 Forward Fuselage ............................................................................................... 5-15-1-1 Controls Tunnel Side Web Repair ................................................................. 5-25-1-2 Controls Tunnel Vertical Stiffeners Repair..................................................... 5-115-1-3 Addition of Access Panel to Lower Web of Roof Box Beam.......................... 5-125-1-4 Forward Engine Attachment .......................................................................... 5-15
AFT FUSELAGE
5-2 Aft Fuselage........................................................................................................ 5-15-2-1 Crosstube Support Structure (206A/B Series)............................................... 5-395-2-2 Engine Pan .................................................................................................... 5-505-2-3 Longeron Assembly (206A/B and L Series)................................................... 5-515-2-4 Engine Mount Half-frame Splice/Replacement F.S. 142.0 (206A/B Series).. 5-565-2-5 Typical Splice of Aft Fuselage Skin (206A/B and L Series) ........................... 5-56F
TAILBOOM
5-3 Tailboom ............................................................................................................. 5-15-3-1 Tailboom Skin (206A/B and L Series)............................................................ 5-56J5-3-2 Tailboom Driveshaft Support (206A/B and L Series)..................................... 5-72
FAIRINGS, COWLINGS, AND COWL SUPPORTS
5-4 Fairings, Cowlings, and Cowl Supports .............................................................. Not Assigned
ECCN EAR99 14 DEC 2010 Rev. 2 i/ii


BHT-206-SRM-1
SECTION 5 — REPAIRS TO SHEET METAL STRUCTURE
INTRODUCTION
This section covers the repair of sheet metal structures to the helicopter.
5-1. FORWARD FUSELAGEIncludes nose section and instrument console, crew seat bulkhead assembly and vertical controlstunnel, roof beam, passenger seat bulkhead and engine mounts.
5-2. AFT FUSELAGEIncludes aft fuselage skins, aft fuselage bulkheads and frames, firewalls and engine pan, and longeron,stiffeners, and fittings.
5-3. TAILBOOMIncludes tailboom skins and horizontal stabilizers.
5-4. FAIRINGS, COWLINGS, AND COWL SUPPORTSNo assigned at this time.
ECCN EAR99 14 DEC 2010 Rev. 2 5-1

5-1-1. CONTROLS TUNNEL SIDE WEB REPAIR,206A/B SERIES.
APPLICATION A. Repair of side web damaged beyond limits stated in Section 3-6, 206A/BSeries. For repair of 206L series, refer to application B.
RESTRICTIONS.
Any section of web can be replaced; however, web cut line to be located betweenW.L. 37.0 and W.L. 59.3..
2. Repair doubler not to interfere with stiffening beads in web.
3. If accomplished in conjunction with a vertical stiffener angle splice repair, angle andweb cut lines must be separated by 3.0 inches minimum.
4. Damaged parts which serve to locate control system pivot points must be replaced.
5. Only one splice is allowed per side.
1.0 REQUIRED.
1.1 Web, refer to applicable IPC for correct part number.
1.2 Doubler (1) , using material per Bell Standard 150-021-IOB(W)-(L).
1 .3 Fasteners: MS20470AD4 rivets, grip length to suit.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-2 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
BHT-206-SRM-1 FAA APPROVED
NO REPAIR ALLOWEDIN SHADED AREAS.

FAA APPROVED BHT-206-SRM-1
1.4 Adhesive (item S317).
1.5 Sealant (item S392).
1.6 Epoxy polyamide primer (item S204).
1 .7 Process sheets. Cleaning (refer para. 3-2-5)Bonding (refer para. 3-2-7)
2.0 PROCEDURE
2.1 Gain access to damaged area. Retain items removed for later installation. Recordtype, size and locations of fasteners removed.
NOTESOME CONTROL TUBES MAY HAVE TO BE REMOVED AND RETAINED TOALLOW ACCESS.
2.2. Cut out damaged portion of web as shown on figure 1.
CAUTIONPROTECT STIFFENERS OR OTHER PARTS OF CONTROLS TUNNELFROM DAMAGE WHEN CUTTING WEB.
2.3 Deburr sharp edges, remove debris and loose material.
2.4 Prepare new web section dimensioned as portion of web removed.
2.5. Prepare splice doubler(1), dimensioned as shown on figure 1.
2.6. Locate new web, splióe doubler(1). Transfer existing rivet pattern and drill newfastener holes as shown in figure 1. Maintain proper edge distance and spacing.
2.7. Remove parts, deburr all holes and remove debris.
2.8 Secure new web using fasteners specified in 1 .3 and figure 1, grip length to suit.
NOTEDO NOT INSTALL FASTENERS COMMON TO SPLICE DOUBLER
2.9 Clean repair area in preparation for bonding.
2.10 Locate and bond doubler(1) in position using bonding adhesive specified in 1.4.
2.11 Secure doubler(1) using fasteners specified in 1.3 and figure 1, grip length to suit.
NOTEINSTALL FASTENERS WHILE ADHESIVE IS WET.
2.12 Remove excess adhesive squeeze-out.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-3

2.14
2.15
2.16
2.17
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-4 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
BHT-206-SRM-1 FAA APPROVED
2.13 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1.0 psito doubler (1).
Prime all bare metal surfaces using material specified in 1 .6. Allow to dry.
Seal all edges of repair area using material specified in 1 .5.
Inspect for voids and unbonded area(s).
Re-finish as required.
I

REPAIR 5-1-1 APPLICATION A FLGURE 1SHEET 1 OF 1
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-5
WocZDI—0
WcJ)&
FAA APPROVED
U)F-W>
(1) 0F-(Dw 0i-> NLL 'LLJO 0- c'J£ (/)
LLJZI 1-4 0CO W0-4-x o[LW <
++
BHT 206-SRM 1
LiJO0LTLJJz1-4
Qcf)WIZ1-4>z F—I
0octLLJ
z0'-4I-
DCDI—;
I—LLOZ<0x0WIZ()
WI-Oh.ZOI—40
1-4I)-0<I— I-WZU)U)
WWQ1W
LUI-0zI-0
LU
WI-4
0>-I—
too—LU
-I--I(I)
OW
tooc09

BHT-206-SRM-1 FAA APPROVED
5-6
NO REPAIR ALLOWEDIN SHADED AREA.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
8.0 INCHES
5-1-1. CONTROLS TUNNEL SIDE WEB REPAIR,206L SERIES.
APPLICATION B. Repair of damaged side web beyond limits stated in Section 3-6, 206L Series.
RESTRICTIONS.
1. Any section of web can be replaced. However, web cut line to be located betwenW.L. 37.0 and W.L. 61.0
2. If accomplished in conjunction with a vertical stiffener angle splice repair, angle andweb cut lines must be separated by 3.0 inches minimum.
3. Damaged parts which serve to locate control system pivot points must be replaced.
4. Only one splice is allowed per side.
1.0 REQUIRED.
1 .1 Web, using Al. Alloy, 2024T3, QQ-A-250/5, 0.025 inch thick.
1.2 Splice doubler (1), using material 150-021-1OB(W)-(L).
1 .3 Fasteners: M7885/2-4 rivets, grip length to suit.MS20470 AD4/AD5 rivets, grip length to suit.

FAA APPROVED BHT-206-SRM-1
1.4 Sealant (item S392).
1.5 Epoxy polyamide primer (item S204).
1.6 Adhesive (item S31 7).
1 .7 Process sheets. Cleaning (para. 3-2-5)Bonding (para. 3-2-7)
2.0 PROCEDURE.
2.1 Gain access to damaged area. Retain items removed for later installation. Recordtype, size and locations of fasteners removed.
NOTESOME CONTROL TUBES MAY HAVE TO BE REMOVED ANDRETAINED TO ALLOW ACCESS.
2.2. Cut out damaged portion of web as shown on figure 1.
CAUTIONPROTECT STIFFENERS OR OTHER PARTS OF CONTROLS TUNNELFROM DAMAGE WHEN CUTTING WEB.
23 Deburr sharp edges, remove debris and loose material.
2.4 Prepare new web section dimensionned as portion of web removed.
2.5. Prepare splice doubler(1), dimensioned as shown on figure 1.
2.6. Locate new web, splice doubler(1). Transfer existing rivet pattern and drill newfastener holes as shown in figure 1. Maintain proper edge distance and spacing.
2.7. Remove parts, deburr all holes and remove debris.
2.8 Secure new web using fasteners specified in 1 .3 and figure 2, grip length to suit.
NOTEDO NOT INSTALL FASTENERS COMMON TO SPLICE DOUBLER
2.9 Clean repair area in preparation for bonding.
2.10 Locate and bond doubler(1) in position using bonding adhesive specified in 1.6.
2.11 Secure doubler(1) using fasteners specified in 1.3 and figure 2, grip length to suit.
NOTEINSTALL FASTENERS WHILE ADHESIVE IS WET.
2.1 2 Remove excess adhesive squeeze-out.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-7

BHT-206-SRM-1 FAA APPROVED
2.13 Allow to cure at room. temperature for 24 hours applying a pressure of 0.5 to 1.0 psito doubler (1).
2.14 Prime all bare metal surfaces using material specified in 1.5. Allow to dry.
2.1 5 Seal all edges of repair area using material specified in 1 .4.
2.16 Inspect for voids and unbonded area(s).
2.17 Re-finish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-8 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED
I-Ii-
BHT-206-SRM-1
CLLiJOoQ
F-LiJF-iO(J)-Jz<a
W> <F-IOo OF-
F-4LLcLU
-J
>-
C/)I-WU) >I- -IW c>4 O_
. (C)Cl) 0 —I— < O(J)W 0 0N CMLIE.4 . U)Wc 0 XZ CMo ) 0Liz zI— -4'I— 0 1-
Cf)O Lii C')-4- 1-4 0 1-4_i-x 0 XLLW < W
WcrZ
U)I-W>I-Ioz'-4
(I)I-'>-xl-Wa
z01-4I-c2)0'-4
I-IL0z<0XC.)WIzo
WI-.OILZOU)Z
'-4II—0<I—I--WzU)U)
Wl-4&1W
W
0z
REPAIR 5-1-1 APPLICATION B FIGURE 2SHEET 1 OF 2
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-9
WOcrZD'—4 I—1—0(1)2)
X'—IIJWU)&
>-I—
(00—1-4
C,)OW'-.0(0CM
0-ii'-II
F')Oi3N>--I-
W-j2)00W0'-I-J00)
0Wa"-
+4+I—2)0

BHT-206-SRM- 1 FAA APPROVED
REPAIR 5-1-1 APPLICATION B
SECTION
EXISTINGSTRUCTURE REF
A—A
FIGURE 2SHEET 2 OF 2
5-10USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
SPLICE DOUBLER(I)
I I
WEB CUT LINE REF
M7885/2—4OTY 4 REF
RIVETS
STIFFENER REF

FAA APPROVED BHT-206-SRM-1
5-1-2.
NO REPAIR ALLOWEDIN SHADED AREAS
CONTROLS TUNNEL VERTICAL STIFFENERS REPAIR,206A/B AND L SERIES.
APPLICATION. Repair of vertical stiffener/stiffener angles.
RESTRICTIONS.
1. Repair may be accomplished on a case by case basis by request to Product SupportEngineering (PSE). FAA DER approval is required to accomplish this repair.
NOTEIN MOST CASES DAMAGE IS LOCATED IN A CURVED SECTIONOFSTIFFENER MAKING REPAIR IMPOSSIBLE. IT IS THENPREFERABLE TO REPLACE THE ENTIRE PART.
2. If accomplished in conjunction with a side web splice repair(or if already exist),stiffener angle and web cut lines must be separated by 3.0 inches minimum.
1.0 REQUIRED.
As provided through Product Support Engineering (PSE).
2.0 PROCEDURE.
As provided through Product Support Engineering (PSE).
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-11
8.0 INCHES

BHT-206-SRM-1 FAA APPROVED
5-1-3. ADDITION OF ACCESS PANEL TO LOWER WEB OF ROOF BOX BEAM, 206A1BSERIES.
APPLICATION. Provides access to interior of beam for strap or transmission support fittingreplacement.
NOTEFOR INSTRUCTIONS ON STRAP REPLACEMENT, REFER TOALERT SERVICE BULLETIN (ASB) 206-01-74-2 DATED 1974,206A/B SERIES.
RESTRICTIONS.
1. Damage may not be associated with any accident or incident that resulted in roof or
1 .0 REQUIRED
beam damage.
CAUTIONTHE TOTAL MAIN BEAM ASSEMBLY IS UNSERVICEABLE IF ANYPART IS DEFORMED OR DAMAGED IN ACCIDENT. ALL PARTS OFBEAM SHOULD BE SCRAPPED.
1.1 Cover (1), using 2024-T3 Aluminum Alloy, 0.025 inch thick, qty 2.
1.2 Fasteners: M7885/2-4 rivets, grip length to suit
5-12USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED BHT-206-SRM-1
1 .3 Epoxy polyamide primer(item S204).
1 .4 Sealant (Item S392).
2.0 PROCEDURE.
2.1 Gain access to working area, and remove control tubes from beam.
2.2. Cut out and remove required portions of skin. Shape cutout as shown on figure 1.Deburr edges of cutout.
2.3 Prepare cover(s), qty 2 dimensioned to extend a minimum of 0.60 in. beyond skincutouts and as shown on figure 1.
2.4 Locate covers in position and drill for new fasteners specified in 1 .2 using fastenerspattern shown on figure 1. Maintain proper edge distance and spacing.
2.5 Prime all bare metal surfaces using material specified in 1 .3. Allow to dry.
2.6 Install cover using fasteners specified in 1 .2.
2.7 Seal all edges of repair area using material specified in 1 .4.
2.8 Re-finish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-13

RE
PA
IR
5-1-3
(I) I— w
>
'7 c'J N [C
) co N
0 w
0 0
FIG
UR
E
1
SH
EE
T
1 OF
1
5-14
US
E
OR
DIS
CLO
SU
RE
OF
DA
TA
CO
NT
AIN
ED
ON
TH
IS
PA
GE
IS
SU
BJE
CT
TO
TH
E
RE
ST
RIC
TIO
NS
ON
TH
E
TIT
LE
PA
GE
OF
TH
IS
DO
CU
ME
NT
.
BH
T-206-S
RM
-1
FA
A
AP
PR
OV
ED
C)-
CD
-J
w '—
I >
(I) w
> 1-4
CD
z I—
Cl) 1-4 x LU
Cl)

FAA APPROVED BHT-206-SRM- 1
APPLICATION A. Repair of Channel Cracks in Area of Forward Engine Mount Attachment,206A1B Series.
For repair of cracks in the upper flange bend radius of engine mount support channel 206-03 1-302, 206B Series.
RESTRICTIONS.
1. Maximum of two cracks per channel, limited to one crack at either or both mounthole locations (R & LBL 8.5), refer to table 1 for crack length. No damage allowedto other areas of channel.
2. There must be a minimum of 0.080 inch thick of engine mount shim available oncracked side of bulkhead to accomodate installation of doubler repair.
3. Damage is not as a result of an accident or incident. No otherengine pan allowed.
4. Original drivetrain alignment must be maintained.
damage to roof skin or
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-15
5-1-4. FORWARD ENGINE ATTACHMENT, 206A/B SERIES.

BHT-206-SRM-1 REVISION 1 FAA APPROVED
5. When accomplishing repair to only one side, install fitting 206-031-629-103 onopposite side to preclude cracking. Omit doubler repair on good side and adjustlength of shear fasteners to compensate for reduced material thickness.
NOTEIF ANY ONE OF THE CONDITIONS STATED ABOVE IS EXCEEDED,CHANNEL MUST BE REPLACED USING A BELL HELICOPTERAPPROVED FUSELAGE FIXTURE.
1.0 REQUIRED.
1.1 Stiffener, 206-031-201-291, qty 2.
1.2 Fitting, 206-031-629-103, qty 2.
1.3 AngIe, 206-031-302-086(RHS), -085(LHS).
1.4 Tube assembly, 206-031-333-139, qty 1.
1.5 Shim, 120-062-1, qty 1.
1.6 Doubler(1), using 301 Corrosion resistant steel (Cres) per MIL-S-5059, 1/2 hard,0.063 inch thick.
1.7 Filler(2) using 7075-T6 Aluminum alloy per QQ-A-250/1 2, .070 inch thick.
1.8 Fasteners: MS2061 5-4MP rivet, grip length to suit.MS2061 5-5MP rivet, grip length to suit.100-048-5-4 pin, qty 6.30-0 1 5-5 collar, qty 6.AN96OC1OL washer, qty 6.
1.9 Hardware: NAS1 44A-() bolt, grip length to suit(refer to table 1), qty 2.MS17825-4 nut, qty 2.MS20002C4 washer, qty 2.MS24665-153 cotter pin, qty 2.
1.10 Adhesive, (item S317)
1.11 Sealant, general purpose (item S392).
1.12 Epoxy polyamide primer, (item S204).
1.13 Sealant, firewall (item S308).
1 .14 Process sheets: Cleaning (refer to para. 3-2-5)Bonding (refer to para. 3-2-7)
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-16 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED REVISION 1 BHT-206-SRM-1
2.0 PROCEDURE
2.1 Remove engine assembly. Gain access to damage area recording type, size andlocation of fasteners removed. Remove and discard existing clips, angle and stiffenerincluding bonded radius block. See figures 1 through 6.
2.2 Measure and record shim thicknesses (including taper if applicable). Remove shimsand save for future installation.
2.3 Dye penetrant inspect damage areas to determine extent of cracks.
TABLE 1, (206A1B)
MAX. ALLOWABLE CRACK LENGTH (IN.)
LHS RHS
Inboard Outboard Inboard Outboard
1.15 1.20 1.40 1.90
2.4 Cut out and remove damaged portions of channel and frame containing the cracks.Cutouts to be rectangular in shape with 0.38 in. corner radii and cutlines betweenexisting fasteners as shown on figures 2 and 5.
NOTECUT LINE MUST BE AT LEAST 0.10 INCH PAST CRACK END.
2.5 Deburr cutout, remove debris and loose material.
2.6 Dye penetrant inspect area to ensure that cracks have been completely removed.
2.7 Prepare doubler (1) dimensioned as shown on figures 1 and 2 (3 and 4). Ensureminimum edge distance of 0.38 in. with existing rivets.
2.8 Prepare filler (2) dimensioned to match portion removed nested as shown on figures1 and 2 (3 and 4).
2.9 Locate doubler (1), angle and filler (2) in position and drill for existing fasteners,maintaining proper edge distance and spacing.
2.10 Transfer rivet locations from holes left open by removal of angle in existing structureto doubler (1).
2.11 Remove all parts, deburr all sharp edges, remove debris and loose material.
2.12 Remove paint, dirt and primer from repair area and clean in preparation for bonding.
2.13 Locate and bond doubler (1), filler (2), and angle in position using general purposeadhesive.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 517

BHT-206-SRM-1 REVISION I FAA APPROVED
2.14 Secure doubler (1), filler (2) and angle using existing type fasteners as shown onfigures 1 and 2 (3 and 4), grip length to suit.
NOTEINSTALL FASTENERS WHILE ADHESIVE IS WET.
2.15 Remove excess adhesive squeeze-out.
2.16 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1.0 psito repair area.
2.17 Inspect for voids and unbonded area(s).
2.18 Locate stiffeners in position and center to engine mount and fastener holes. Ensureproper edge distances and transfer existing holes in structure to stiffeners.
2.19 Remove stiffeners, deburr all holes, remove debris and loose material.
2.20 Locate stiffener and engine mount fittings centered to and up against stiffener andfwd face of channel.
2.21 Transfer engine mount attachment holes to fittings.
2.22 Remove fittings, deburr all holes, remove debris and loose material.
2.23 Clamp engine mount fittings to underside of stiffeners using engine mountattachment hardware. Torque bolts to 50 to 70 in. lbs. Drill for new holes in channel,frame and fittings P/N 206-031-629-1 03, dimensioned as shown in figures 5 and 6.
2.24 Remove fittings, deburr all holes, remove debris and loose material.
2.25 Secure stiffeners and engine mount fittings using rivets and shear fasteners as shownon figures 1, 2 and 5 (3, 4 and 6), rivet grip length to suit.
NOTEINSTALL STIFFENERS AND FITTINGS WITH FAYING SURFACESWET WITH SEALANT.
GRIP LENGTH OF SHEAR FASTENERS MAY BE ADJUSTED USINGA MAXIMUM OF TWO WASHERS INSTALLED UNDER COLLAR. DONOT FRACTURE COLLAR NUTS AT THIS POINT.
2.26 If required, prepare shims dimensioned to fit between ears of stiffeners and enginemount fittings.
2.27 Apply final torque to Hi-Lok fasteners.
2.28 Seal forward face of bulkhead area.
2.29 Reinstall all remaining parts removed.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-18 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED REVISION 1 BHT-206-SRM-1
2.30 Reduce shims resting on the surface of the doubler by an amount equal to thethickness of the material added by the installation of the doubler.
2.31 Locate and bond shims in position using bonding adhesive specified in 1.10.
2.32 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1.0 psito shims.
2.33 Inspect for unbonded area(s).
2.34 Seal surface of doubler in engine pan with firewall sealant specified in 1 .13. Reinstallengine mount legs using hardware hsted in 16. Torque bolts 50 to 70 inch-pounds.
NOTETHE FOLLOWING ARE RECOMMENDED BOLT GRIP LENGTHSFOR VARIOUS MATERIAL THICKNESS:
NAS144A-13 0.3125-14 0.3750-15 0.4375-16 0.5000-17 0.5625
2.35 Prime all bare metal surfaces using material specified in 1.12. Allow to dry.
2.36 Seal all edges of repair. Reprime sealant.
2.37 Re-finish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-19

Cr
-o
o
01 0 0 C
-)
H 0
C
Cl) 'Ii 0 H
0>
-.10
I2
rn
-i
i-rn
rnD
rn-I
,,0
)
FAST
EN
ER
S EXISTING RIVETS
DOUBLER( I)
STIFFENER 206-03 I -301 -291
CHANNEL/FRAME CUT LINE
10.90
APPROX
4.00
APPROX
+
NO
TE
: NEW ENGINE MOUNT FITTING 206-031-629-103
NOT SHOWN FOR CLARITY (SEE FIGURE 5)
H -H+
H
PLATE REF
w I .
7-I 0
0)
U) -V
+
+
+ +
+.+
+
.38 MIN TYP
C') I m m
H
I>
0Q)
OC
n C
C
'ii z
A
UP
REMOVE AND DISCARD ANGLE
REPLACE WITH ANGLE
206-031 -302-086
REMOVE AND DISCARD CLIPS
SEE NEW INSTALLATION
OF ENGINE MOUNT FITTINGS
INBD VIEW LKG FWD
RIGHT
HA
ND
S
IDE

FAA APPROVED REVISION 1 BHT-206-SRM-1
LiJa___ - U)
-iiwI-s>1
CD
0)z0'—4I—
C-)0-jC:,1I-IU)1-4xW
I-
(I)I—w
U) >I— -Iww cI-'-- >LJ CLWcr z
Z oUJZ tO1_ I-I -0 0Ci'-X U)
LLW
++REPAIR 5-1-4 APPLICATION A FIGURE 1
SHEET 2 OF 7
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-21
Co0 0Li
CL>-I—
Cot)
w-Ja)300CL0w
0a)z'--4
C'jJ01.La) -W
I-I0tocj
('j
xI00
0'
0
o aSW'.01ow
11Z '-4"SCL (I)
>:
0to
IiiX0CJ<zS-.IL W-jz-JZ_iLLz<I—CL13000W

REPAIR 5-1-4 APPLICATION A FIGURE 1SHEET 3 OF 7
5-22USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT.
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
BHT-206-SRM- 1
W
liizWILLiI—II-(1)
w>(I)WI0II-1-4
-J-J'-4IL
00-J
0a'c'J
-ILF')LLJ
0zI-
ZI—N 4-4QIL
WLLJO
0(1)wz'-4z
(/)W—OW0_IC'J0a)—0N)00OWIQIL'.01-40C'J0O)hiD—40
FAA APPROVED
I
z0H-C-)LUU)
C))I-W>'-4Wcr
ckcz,LUI—(1)0-1-c'lL11
I
c'J
W-J-J'-4LL
0zWa)W0'-40)ZC1)
'-4'.00—<
W
ILNW—JzWI-Iz-Jz<I—00
W-ja)00

0 c'J,o
1W —
00 11-4 ou- 0 (\IU
J W (D
C!) -J 0 I.-
I- 1-11-4 LL
I-_i
(JZ(L) (/)<
cO I—
I
0 01
I I.-ci
(/)
01-40
zz
LUcK
>o
WV
) zo ____
0_it z WW
0 ccci
(DV
) 1-4
W I—
Liw
RE
PA
IR
5-1-4
AP
PLIC
AT
ION
A
FIG
UR
E
1
SH
EE
T
4 OF
7
US
E
OR
DIS
CLO
SU
RE
OF
DA
TA
CO
NT
AIN
ED
ON
TH
IS
PA
GE
IS
SU
BJE
CT
TO
TH
E
RE
ST
RIC
TIO
NS
ON
TH
E
TIT
LE
PA
GE
OF
TH
IS
DO
CU
ME
NT
.
5-23
FA
A
AP
PR
OV
ED
cL
IL W
I-. -I C-)
BH
T-206-S
RM
-1
a 9W
IL 0 W
I-1 >1— LL w
-J
(I) QLL W
1--40 z
l (I) ozo -J
0z 01-41-4 I— <<
I- (_)
0J1-1 (/)_iL W
-4< 0,—
,---
(I)Z c
0ZD
IL
ZI-lO
N
<
Ui
WW
W z
>zZ
Z
01-4 IWO
I WW
Z 0
0 c 0
>( 0
cL x 0 a: a- IL) a'
0
a' 0
WI z—
WN
) ILO IL'
I-0 V)C
'J
a: W -J
0 0
x 00
a- - a_
+

CHANNEL/FRAME
CUT LINE AND
EOP FILLER(2)
38
P/N 206-031-201 -291
STIFFENER
EOP DOUBLER( I)
m - -t, 0 0 z
(1) I m
mm
C
CA
m
-4
Fflr
. m
a)
(Ac
-I,,
00
.T1
Cfl
0>
zo
-40
rn-i
rrfl
rn-I
-I-v
Cc
mm
zC
,
w I F
s) 0 0 C
,) - -v
-v
I .25 MAX
STA
(30.00
REF
ANGLE
206-031 -302-085
I .30 MAX
+
+
FWD
FA
ST
EN
ER
S
EX
IST
ING
RIV
ET
S
MS
2061
5-M
P R
IVE
TS
AT EXISTING LOCATIONS
OUTBD VIEW LKG DOWN
LEFT
HA
ND
S
IDE

CHANNEL/FRAME
CUT LINE AND
EOP FILLER(2)
38
P/N 206-031-201 -291
STIFFENER
EOP DOUBLER( I)
m - -t, 0 0 z
(1) I m
mm
C
CA
m
-4
Fflr
. m
a)
(Ac
-I,,
00
.T1
Cfl
0>
zo
-40
rn-i
rrfl
rn-I
-I-v
Cc
mm
zC
,
w I F
s) 0 0 C
,) - -v
-v
I .25 MAX
STA
(30.00
REF
ANGLE
206-031 -302-085
I .30 MAX
+
+
FWD
FA
ST
EN
ER
S
EX
IST
ING
RIV
ET
S
MS
2061
5-M
P R
IVE
TS
AT EXISTING LOCATIONS
OUTBD VIEW LKG DOWN
LEFT
HA
ND
S
IDE

00)
-IC
(no 0,
-I-I
-I r m 'U—
>
2 00
.nz
-4f
0>
00
Cm
2(I)
-4c rn
0 -I
m
-, >
-u
I-
C)
-4
0
I
0
C)
C,)
C,,
206-033-20 I -291
STIFFENER
206-031 -629- 103
FITTING
SHIM BOTH SIDE TYP (IF
SHIM GAP GREATER THAN
BETWEEN STIFFENER (2)
FITTING (
I)
REQUIRED)
0.012 I
N.
LEGS AND
2 .50
APPROX
.1655/.1635 DIA HOLE,
INSTALL WASHER
ON COLLAR SIDE
AND FASTENER HEAD
ON FWD SIDE
TYP DRAIN TUBE
206-031 -333- I
35
UP
(I) I m -rim
II
j
U __ U
— -
—
+ F
ASTENERS
EXISTING RIVETS
a'
a'
TOP SURFACE
OF ENGINE
PAN REF
FILL HOLES LEFT OPEN BY
REMOVAL CLIPS (5) WITH
EXISTING TYPE, 10 P1 ACES
100-048-5-4 PIN, 30-015-5 COLLAR, AN960C416L WASHER
INBO --
VIEW LKG FWD
RIGHT HAND SIDE

m
9,
206-033-201 -291
STIFFENER
206-031 -629-103
FITTING
WL
7119 ——
RE
F
2.50
APPROX
C-)
-1 0 2 >
C,) I m
mm
C
(I) m 0 - —
4—
I m
mu)
cn
C
-4
00
11
Z>
(1
)-I
0>
Zn
-40 IZ
-1?
i-rn
m-4
0 flC
I)
I>
0—
0(i)
CC
m
m 0
--4
.90
APPROX
w I TI
0 0)
Cl)
-Q
SHIM BOTH SIDES TYP (IF REQUIRED)
SHIM GAP GREATER THAN 0.012 IN.
BETWEEN STIFFENER (2) LEGS AND
FITTING
(I)
1655/. 1635 DIA HOLE,
INSTALL WASHER
ON COLLAR SIDE
AND FASTENER HEAD
ON FWD SIDE TYP
TOP SURFACE
OF ENGINE PAN
UP
REF
OUTBD'
—
VIE
W LKG FWD
LEFT HAND SIDE
+ F
ASTENERS
EXISTING RIVETS
+
FILL HOLES LEFT OPEN BY
REMOVAL CLIPS (5) WITH
EXISTING TYPE. 10 PLACES
100-048-5-4 PIN, 30-015 COLLAR, AN960C416L WASHER

FAA APPROVED BHT-206-SRM-1
5-1 -4. FORWARD ENGINE ATTACHMENT, 206L SERIES.
APPLICATION B. Repair of Channel Cracks in Area of Forward Engine Mount Attachment, 206 LSeries.
For repair of cracks in the upper flange bend radius of engine mount support channel 206-033-302, 206L Series.
RESTRICTIONS.
1. Maximum of two cracks per channel, limited to one crack at either or both mount holelocations (R & LBL 8.5), refer to table 2 for crack length. No damage allowed to otherareas of channel.
2. There must be a minimum of 0.080 inch thick of engine mount shim available on crackedside of bulkhead to accomodate installation of doubler repair.
3. Damage is not as a result of an accident or incident. No other damage to roof skin orengine pan allowed.
4. When accomplishing repair to only one side, install fitting 206-031-629-1 03 on oppositeside to preclude cracking. Omit doubler repair on good side and adjust length of shearfasteners to compensate for reduced material thickness.
5. Original drivetrain alignment must be maintained.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-27

BHT-206-SRM-1 REVISION 1 FAA APPROVED
IF ANY ONE OF THE CONDITIONS STATED ABOVE IS EXCEEDED,CHANNEL MUST BE REPLACED USING A BELL HELICOPTERAPPROVED FUSELAGE FIXTURE.
1.0 REQUIRED.
1.1 Stiffener, 206-033-201-1 67, qty 2.
1.2 Fitting, 206-031-629-103, qty2.
1.3 Angles, 206-033-302-040(RHS), -039(LHS).
1.4 Shim, 120-062-1, qty 1.
1 .5 Doubler(1), using 301 Corrosion resistant steel (Cres) per MIL-S-5059, 1/2 hard, 0.063inch thick.
1 .6 FilIer(2) using 7075-T6 Aluminum alloy per QQ-A-250/1 2, .070 inch thick.
1.7 Fasteners: MS2061 5-4MP, MS2061 5-5MP and MS2061 5-6MP rivets, griplength to suit.HL64PB6-4 pin and HL87-6 collar, qty 2.AN96OC1OL washer, qty 2.100-048-5-4 pin and 30-015-5 collar, qty 6.AN96OCO8L washer, qty 6.
1.8 Hardware: NAS1 44A-() bolt, grip length to suit(refer to table 2), qty 2.MS1 78 25-4 nut, qty 2.MS20002C4 washer, qty 2.MS24665-1 53 cotter pin, qty 2.
1.9 Adhesive, (item S317)
1.10 Sealant, general purpose (item S392).
1.11 Epoxy polyamide primer, (item S204).
1.12 Sealant, firewall (item S308).
1 .13 Process sheets: Cleaning (refer to para. 3-2-5)Bonding (refer to para. 3-2-7)
2.0 PROCEDURE
2.1 Remove engine assembly. Gain access to damage area recording type, size andlocation of fasteners removed. Remove and discard existing clips, angle and stiffener.Remove and retain filler block and skin filler. See figures 1 through 6.
2.2 Measure and record shim thicknesses (including taper if applicable). Remove shims andsave for later installation.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-28 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED REVISION 1 BHT-206-SRM-1
2.3 Dye penetrant inspect damage areas to determine extent of cracks.
2.4 Cut out and remove damaged portions of channel and frame containing the cracks.Cutouts to be rectangular in shape with 0.38 in. corner radii and cutlines betweenexisting fasteners as shown on figures 2 and 5.
TABLE 2, (206L series)
MAX. ALLOWABLE CRACK LENGTH (IN.)
LHS RHS
Inboard Outboard Inboard Outboard
1.10 1.00 1.90 1.70
2.5 Deburr cutout, remove debris and loose material.
2.6 Dye penetrant inspect area to ensure that cracks have been completely removed.
2.7 Prepare doubler (1) dimensioned as shown on figures 1 and 2 (3 and 4). Ensureminimum edge distance of 0.38 in. with existing rivets.
2.8 Prepare filler (2) dimensioned to match portion removed nested as shown on figures 1and 2 (3 and 4).
2.9 Locate doubler (1), angle, and filler (2) in position and drill for existing fasteners,maintaining proper edge distance and spacing.
2.10 Transfer rivet locations from holes left open by removal of angle in existing structure todoubler (1).
2.11 Remove all parts, deburr all sharp edges, remove debris and loose material.
2.12 Remove paint, dirt and primer from repair area and clean in preparation for bonding.
2.13 Locate and bond doubler (1), filler (2) and clip in position using general purposeadhesive.
2.14 Secure doubler (1), filler (2) and angle using existing type fasteners as shown onfigures 1 and 2 (3 and 4), grip length to suit.
NOTEINSTALL FASTENERS WHILE ADHESIVE IS WET.
2.15 Remove excess adhesive squeeze-out.
2.16 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1.0 psi torepair area.
2.17 Inspect for voids and unbonded area(s).
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-29

BHT-206-SRM-1 REVISION 1 FAA APPROVED
2.18 Locate stiffeners and filler block in position and center to engine mount and fastenerholes. Ensure proper edge distances and transfer existing holes in structure tostiff eners.
2.19 Remove stiffeners and filler block, deburr all holes, remove debris and loose material.
2.20 Locate stiffener, filler block and engine mount fittings P/N 206-031-629-103 centeredto and up against stiffener and fwd face of channel.
2.21 Transfer engine mount attachment holes to fittings.
2.22 Remove fittings, deburr all holes, remove debris and loose material.
2.23 Clamp engine mount fittings to underside of stiffeners using engine mount attachmenthardware. Torque bolts to 50 to 70 in. lbs. Drill for new holes in channel, frame andfittings P/N 206-031-629-1 03, dimensioned as shown in figures 5 and 6.
2.24 Remove fittings, deburr all holes, remove debris and loose material.
2.25 Secure stiffeners, filler block and engine mount fittings using rivets and shear fastenersas shown on figures 1, 2 and 5 (3, 4 and 6), rivet grip length to suit.
NOTEINSTALL STIFFENERS AND FITTINGS WITH FAYING SURFACES WETWITH SEALANT.
GRIP LENGTH OF SHEAR FASTENERS MAY BE ADJUSTED USING AMAXIMUM OF TWO WASHERS INSTALLED UNDER COLLAR. DONOT FRACTURE COLLAR NUTS AT THIS POINT.
2.26 If required, prepare shims dimensioned to fit between ears of stiffeners and enginemount fittings.
2.27 Apply final torque Hi-Lok fasteners.
2.28 Seal forward face of bulkhead. Reprime sealant.
2.29 Reinstall all remaining parts removed.
2.30 Reduce shims resting on the surface of the doubler by an amount equal to thethickness of the material added by the installation of the doubler.
2.31 Locate and bond shims in position using bonding adhesive specified in 1 .9.
2.32 Allow to cure at room temperature for 24 hours applying a pressure of .5 to 1.0 psi toshims.
2.33 Inspect for unbonded area(s).
2.34 Seal surface of doubler in engine pan with firewall sealant specified in 1 .12. Reinstallengine mount legs using hardware listed in 1.8. Torque bolts 50 to 70 inch-pounds.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-30 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED REVISION 1 BHT-206-SRM-1
NOTETHE FOLLOWING ARE RECOMMENDED BOLT GRIP LENGTHSFOR VARIOUS MATERIAL THICKNESS:
NAS144A-13 0.3125-14 0.3750-15 0.4375-16 0.5000-17 0.5625
2.35 Prime all bare metal surfaces and allow to dry.
2.36 Seal all edges of repair. Reprime sealant.
2.37 Re-finish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-31

BHT-206-SRM-1 REVISION 1 FAA APPROVED
N)0
C)1W—00'OLL0c'IW
W(DC')z.—1-4)— >-— —
ZOoL
Li-Wzz00ZIWU)
WoZzWI—0Z
REPAIR 5-1-4 APPLICATION B FIGURE 2SHEET 1 OF 7
5-32USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
c'Jc'u-
Liia0C1)
LLQ(DZ
Z1-4
z'-4 CDozoWl-l-4Z_J 1-<0—C')1—1-4W'—XNZ'-4W (')oji I—aOW<ODI-J0LC)O<O0N)0I.J
U)cLu-1-40J U)()Z00Z0I-4l--4ci—I-<<I-COJ IL-4<
U)ZozZ'-40<WWW>ZZ0 '—4W0WWZU)
cowI', >LL I—4WczoCI)C')'-4
Liw
+

FAA APPROVED REVISION 1 BHT-206-SRM-1
Uia
U)z0(j)'-4I— F-w <>0'-40
00tnt—''I-LOU)
,oxowc'jcm-1<
4
REPAIR 5-1-4 APPLICATION B FIGURE 2SHEET 2 OF 7
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-33
N£3
IizU)0oz-ii>1
CD
0)F-w>I-I
0z'-4F-0)1-I
w
+

BHT-206-SRM-1
Li-W
zI-1
(I)
C)0-J
W-J—iii-,— Wuc
FAA APPROVED
Cl)
W>wcWI
U)o—4- 0)L11
4
I
z0F-C)WCr)
REPAIR 5-1-4 APPLICATION B FIGURE 2SHEET 3 OF 7
5-34USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
0(I)Zf—1-400
(OW<
1-100'--U)QCOW1-4 Z..JXLLI—4cclWI-I DcoILtJ<01-40Wf0JLL.I-WOO
C,)
1-40—
W>1-4C))WI0II—I—I
-J-JI—I
IL
ILLii
WILi
U-W
W-J
00
0
N)0LLCILtJ
—oN)Z01-iII-01-I('iLi-
cw -zZNOLL1
'- LLI<l-O.JZW U)C'J<JI-N)U)IW1-I ZN)Z cLLJOI-atJII ZU)OOWOZ<C%JZZI-4J WI—Q_zW I.—LiiNW IL 1-4OU)0IL
(\j
'0
L&W
-JWzzI0
:

-(C
0(
l) rn
rn—
(I
) -'C) 0 o-n
20
-"I>
I T
n rn-I
>
2 G
)rn
Tn0
00
12
(n
0>
C
rn
Zcn
Tn C, -I
rn
(11
-a w
1- 0 0)
Cl)
FA
ST
EN
ER
S
——
E
XIS
TIN
G R
IVE
TS
C
HA
NN
EL R
EF
DOUBLER( I)
-:;
C-)
>
— 0 z
Cd)
I m mm
REMOVE AND DISCARD
ANGLE REPLACE WITH
ANGLE 206-033-302-039
01
w
01
UP
EMOVE AND DISCARD CLIPS
SEE NEW INSTALLATION OF
ENGINE MOUNT FITTINGS
OUTBD --
350 DIA HOLE I
N DOUBLER($)
TO MATCH EXISTING HOLE SIZE
AND LOCATION
NOTE: NEW ENGINE MOUNT FITTING 20603H629103
NOT SHOWN FOR CLARITY (SEE FIGURE 6)
VIEW LKG FWD
LEFT
HA
ND
S
IDE

206-033-201 - 1
67
STIFFENER
MATCH EXISTING
HOLE IN STRUCTURE
a,
(A)
C)
C
C,)
rn
0
rn.. "0
mu)
0C
-I
" rn
0,
-., 0 0>
zo
-40 Iz
rn-i
-U0
rn 0 DCl)
-i-
U
I>
0—
00
CC
m
m 0
m
-tJ
01 >
-
-tJ 1 C) 0 2
(I) I m
mm
-.
JN.)
I
i-I
1'-.
) 0 C)
(I) -u
AN
GLE
REF
+
+
EOP FILLER(2)
FASTENERS
FILLER(3) AND
CHANNEL CUILINE
EXISTING RIVETS
MS206 I
5-5MP RIVETS
AT EXISTING LOCATIONS
VIEW LKG DOWN
LEFT HAND SIDE

-(C
00
4r
n r —
0 -(
C
0•"
-44
m0
00
"2
14 o 00 Cm 20
m 0 -I
Ui
m
9,
-v
-D
I-
C, > 0
z
(I) I m C
,
o;D
mm
206-033-201 -167
STIFFENER
206-031 -629-103
FITTING
2.50
APPROX
I
WL
I 68.80
REF H
SHIM BOTH SIDES TY' (IF REQUIRED)
SHIM GAP GREATER THAN 0.012 IN.
BETWEEN STIFFENER (
2) LEGS AND
FITTING (I)
.16551.1635 DIA HOLE,
INSTALL WASHER
ON COLLAR SIDE
AND FASTENER HEAD
ON FWD SIDE
TYP
.2046/.2026 DIA HOLE,
INSTALL WASHER ON COLLAR
SIDE AND FASTENER HEAD ON
FWD SIDE. TRANSFER FROM
EXISTING TOOLING HOLE
TOP SURFACE
OF ENGINE
ui
PAN REF
INBD '
—
VIE
W LKG FWD
RIGHT HAND SIDE
-U I 11
0 C)
Cr,
-
FASTENERS
EXISTING RIVETS
+
+ +
FILL HOLES LEFT OPEN BY REMOVAL
OF CLIPS(S) WITH EXISTING TYPE,
10 PLACES
100-048-5-4 PIN, 30-015-5 COLLAR, AN9GOC4I6L WASHER
HL64PB6-4 PIN, HL87-6 COLLAR, AN960C416L WASHER

ai
m
CA
) -
00
(71
r C.)
>
H 0 z
.2046/.2026 DIA HOLE. INSTALL WASHER
ON COLLAR SIDE AND FASTENER HEAD ON
FWD SIDE. TRANSFER FROM EXISTING
TOOLING HOLE
LBL
8.493
REF
w I i
-I 0 C)
Cl)
206-033-201 - 1
67
STIFFENER
206-031 -629- 103
FITTING
WL
71.19 ——
RE
F
2.56
APPROX
C
Cl) m 0
-4.
00
-fi.;
;
rn
rn
00 0 z> C
l)-,'
0>
-40
rn-i
-i?
r-rn
>z
C) rn-I
=
MC
,)
-I-v
0—
0u)
Ocn
C
C
mm
Z
C)
-I--
I
ft+
II+
+
.70
APPROX
SHIM BOTH SIDES TYP (IF REQUIRED)
SHIM GAP GREATER THAN 0.012 IN.
BETWEEN STIFFENER (
2) LEGS AND
FITTING (I)
.16551.1635 DIA HOLE.
INSTALL WASHER
ON COLLAR SIDE
AND FASTENER HEAD
ON FWD SIDE TYP
TOP SURFACE
OF ENGINE
PAN REF
OUTBD VIEW LKG FWD
LEFT HAND SIDE
+
U _
I_
—-J—
FASTENERS
EXISTING RIVETS
II
U
U) I m m
mm
+ +
FILL HOLES LEFT OPEN BY
REMOVAL OF CLIPS(S) WITH
EXISTING TYPE, 10 PLACES
100-048-5-4 PIN. 30-015-5 COLLAR, AN960C416L WASHER
HL64PB6-4 PIN, HL87-6 COLLAR, AN960C416L WASHER

FAA APPROVED REVISION 1 BHT-206-SRM-1
5-2-1. CROSSTUBE SUPPORT STRUCTURE, 206 A/B SERIES.
APPLICATION A. Repair cracks in, or reinforce aft crosstube support structure, F.S. 125.0,206A1B Series.
RESTRICTIONS.
1. Limited to cracks in flange and web of support at LBL & RBL 13.5, crack to becontained within a 1 .0 inch diameter as shown on figure 1.
2. Fuselage support required (Appendix B).
1.0 REQUIRED.
1.1 Support (1), refer to applicable IPB for correct part number (if required).
1.2 Doubler (2) using Bell standard 1 50-021-1OB(W)-(L). As an alternate, cut doublersection from purchased support frame, refer to applicable IPB for correct part number.
1 .3 Fasteners: M20470AD4 rivets, grip length to suit.
1.4 Bonding adhesives (Item S317).
1.5 Epoxy polyamide primer (Item S204).
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-39

BHT-206-SRM-1 REVISION 1 FAA APPROVED
1.6 Sealant (Item S392).
1 .7 Process sheets. Preparation for bonding (refer to para. 3-2-3)Bonding of flat stock (refer to para. 3-2-7)
2.0 PROCEDURE. (Repair accomplished on LH side, RH is mirror image)
2.1 Gain access to damage area. Remove and retain all items in repair area recordingtype, size and location of fasteners removed.
2.2 Remove paint, dirt and primer from repair area.
2.3 Dye penetrant inspect damage area for cracks. Stop drill all cracks using a # 40 drill.Carry out dye penetrant inspection again to ensure proper position of stop drill.
2.4 Dye penetrant inspect existing supports for cracks, if any cracks are found, discardsupport.
2.5 Deburr all holes and edge of crack, remove debris and loose material.
2.6 Prepare doublers (2), dimensioned to pick up a minimum of 2 rows of rivets on eachside of damaged area as shown on figure 1, to be nested inside of existing frame asshown on sections A-A.
2.7 Locate doubters (2) and (if required) supports (1) in position. Drill for new fastenersspecified in 1.3 using fasteners pattern shown on figure 1, maintaining proper edgedistance and spacing Transfer existing fastener holes same size as original
2.8 Remove all part(s), deburr all holes and remove all debris and loosematerial.
2.9 Remove paint, dirt and primer from repair area and clean in preparation for bonding.
2.10 Locate and bond doublers (2) and (if required) supports (1) in position using bondingadhesive specified in 1 .4.
2.11 Secure doublers (2) and (if required) supports (1) using fasteners specified in 1.3 innew rivet locations, grip length to suit and using original type and size fasteners inoriginal locations, grip lenght to suit.
NOTEINSTALL FASTENERS WHILE ADHESIVE IS WET.
2.12 Remove excess adhesive squeeze-out.
2.13 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1.0 psito all parts.
2.14 Inspect for voids and unbonded area(s).
2.15 Prime all bare metal surfaces using material specified in 1.5. Allow to dry.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-40 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED REVISION i BHT-206-SRM-1
2.16 Seal all edges of repair area using material specified in 1 .6.
2.17 Re-finish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-41

REPAIR 5-2-1 APPLICATION A FIGURE 1SHEET 1 OF 2
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-42 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
BHT-206-SRM-1
0Jcoh:i
c'J
01.;)
tI)
OILcjw0
(l)QI-I ElWQ)
U-w
(I)zw—LLi
(J)
FAA APPROVED
11El
woI—0L1--l<(0)_i
_J <
wi-I)_ILL>w
-JoI—4
!
U-wcwI—
-JLiI-z0zI-(I)1—Ixw
Li
ILwcrwcI—C.)
I—Co/
0EUzI-I
0zI-II.-(I)I-IxUi
ILUi
0zI-I-U-
0I—(I)xUi
I——00'U-—
N)C/)0'0¼0Z01-1c'fl_
C/)Z1-41L
LiWQ
+ +
x00
c'J
Ui-JEUD00
Uicw
OIL
C.)
1_iz>(<0
CoI—
ci4LLiczoLJJ
LLW
+
C/)I—Ui>'-4
00N0cJCo
0Ui00
4
0>-I—
00wN) O
.1-I—Co
Ui00I-c'j0—0't00

—a::00'a-
—D0OZ0k-i('ii—
(1)z'-lcl-w
REPAIR 5-2-1 APPLICATION A
LLw
FIGURE 1SHEET 2 OF 2
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-43
FAA APPROVED
ILw
BHT-206-SRM-1
I
z0FHF-C-)LUCD
z'—4I-'-4IL0z'-II-(I)'-4xw
(1)I-J
c'J
cLi-JD00
cF')
ILLi
(/)I——00
'a-0'00,-4ciji-
(J)Z'—4
a-ui
/

BHT-206-SRM-1 FAA APPROVED
5-2-1. CROSSTUBE SUPPORT STRUCTURE, 206 A/B SERIES.
APPLICATION B. Repair cracks in, or reinforce aft crosstube support structure, F.S. 1 30.0,206A/B Series.
RESTRICTIONS.
1. Limited to cracks in flange and web of support at LBL & RBL 1 2.5, crack to becontain in a 1 .0 inch diameter as show.n on figure 1.
2. Fuselage support required(Appendix B).
1 .0 REQUIRED
1.1 Doublers (1) using section of purchased support, refer to applicable IPC for correctpart number.
1.2 Shims (2) using Bell standard 150-021-2A(W)-(L). As an alternate use flat section ofpurchased support in 1 .1.
1 .3 Stiffeners (3), refer to applicable IPC for correct part number.
1 .4 Fasteners: MS2O47OAD-4 rivets, grip length to suit.
1.5 Bonding adhesive (Item S317).
5-44USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED BHT-206-SRM-1
1.5 Bonding adhesive (Item S317).
1.6 Epoxy polyamide primer (Item S204).
1.7 Sealant (Item S308).
1 .8 Process sheets. Preparation for bonding (refer para. 3-2-5)Bonding (refer para. 3-2-7).
2.0 PROCEDURE (Repair accomplished on LH side, RH side is mirror image).
2.1 Gain access to damage area recording type, size and location of fasteners removed.Remove existing support fittings and cracked stiffeners recording type, size andlocation of fasteners removed. Discard damaged stiffeners. See figure 1.
2.2 Remove paint, dirt and primer from repair area.
2.3 Dye penetrant inspect damage areas for cracks. Stop drill all cracks using a #40 drillat both ends. Carry out dye penetrant inspection again to ensure proper position ofstop drill.
2.4 Remove all parts, deburr all sharp edges and edge of crack. Remove debris and loosematerial.
2.5 Prepare doubler (1), dimensioned to be nested outside of existing frame and asshown on figUre 1. Ensure minimum edge distance of 0.38 in. with existing rivets.Break sharp corners.
2.6 Prepare shim (2), dimensioned as shown on figure 1. Break sharp corners.
2.7 Locate doubler (1), shim (2) and stiffener (3) in position. Drill for new fastenersspecified in 1 .4 using fasteners pattern shown on figure 1, maintaining proper edgedistance and spacing. Transfer existing rivet holes same size as original.
2.8 Remove all parts, deburr all holes and remove debris and loose material.
2.9 Remove paint, dirt and primer from repair area and clean in preparation for bonding.
NOTEDO NOT USE METHYL-ETHYL-KETONE (MEK) ON FIBERGLASS.
2.10 Locate and bond shim (2), doubler (1), stiffener (3) and support fittings in positionusing bonding adhesive specified in 1 .5.
2.11 Secure using fasteners specified in 1.4 and figure 1, grip length to suit.
NOTEINSTALL FASTENERS WHILE ADHESIVE IS WET.
2.12 Remove excess adhesive squeeze-out.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-45

BHT-206-SRM-1 FAA APPROVED
2.13 Allow to cure at room temperature for 24 hours applying a pressure of0.5 to 1 .0 psi to all parts.
2.14 Inspect for voids and unbonded areas.
2.15 Prime all bare metal surfaces using material specified in 1.6. Allow to dry.
2.16 Seal all edges of repair area using material specified in 1.7.
2.17 Re-finish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-46 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

m
:i:,
0,
t';i >
I-
C) H 0
2
EOP SHIM(2) AND EXISTING
DOUBLER REF
EXISTING SUPPORT REF
-Ic
00
-In'
-Ic o o-n
-4 r m >z
00
.nz
-I4 cn
0>
cm
ZQ
) -f
C
m
C) -I
EXISTING SUPPORT FITTING REF
EOPSHIM(2) AND
EXISTING DOUBLER REF
EOP DOUBLER( I)
SUPPORT FITTING REF
EXISTING SUPPORT REF
2.
-u
-u w I i
-I
r'3 0 0)
Cl) -
.90 10 1.30
I
. 12
DESIRED TYP
C,)
I m m
H—
a,
0 mm ,J
C
.)-
.38 ED
TYP
FA
ST
EN
ER
S
EX
IST
ING
RIV
ET
S
+
A
UP
EXISTING/ADDED RIVETS
MAXIMUM CRACK AREA
DO NOT CUT SUPPORT
I .60
APPROX TYP
OUTBD VIEW LKG FWD
LH SIDE (RH OPP)

C
(1,
m 0
-•1
-I—
I m
r..
mo
Q)C
-I
m
n 00
2>
0-
I 0>
-4
0 12
rn
-I
r-m
m
D
.o o -nO 00
00
CC
m
m
20
:-'-i
-u
-u
r C) -1
0 z
-u
a,
I 0
0)
U)
EOP DOUBLER C I)
EXISTING SUPPORT FITTING REF
EXISTING NUT PLATE HOLE
(IF APPLICABLE) REF
38 ED TYP
FASTENERS
EX
IST
ING
RIV
ET
S
EO
P DOUBLER( I)
EOP REPLACED STIFFENER(3)
Cl) I m
mm
+
V
IEW
A
-A

-4C
00
=
0
1C) 0 zm 00
0.n
m
rn-I
>
z rn
D
00
.nz
0>
00
Cm
z -I C
l)
C
rn 0
m
c-fl >
-v
-v
C-)
>
-4
0 z w
-a I TI
0 C)
Cl)
.1
EX
IST
ING
STRUCTURE
REF
EXISTING
DOUBLER
REF
SHIM(2)
XISTING SUPPORT FITTING REF
EXISTING SUPPORT REF
EXISTING BULKHEAD
REPLACED STIFFENER(3)
C') I rn
m C
C;'
mm
DOUBLER( I)
EXISTING SUPPORT FITTING REF
SECTION B—B
DOUBLER( I)

BHT-206-SRM-1 FAA APPROVED
5-2-2. ENGINE PAN.
APPLICATION. Repairs to engine pan.
1.0. PROCEDURE. All conditions of repair section 3-7 apply for repair of the engine pan.
5-50USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
206A1BSERIES AND
2061
2061-1 ,L-3,L-4

FAA APPROVED BHT-206-SRM- 1
5-2-3. LONGERON ASSEMBLY, 206A/B AND L SERIES.
APPLICATION. Splice repair of lower attachment fitting/ longeron assembly, 206A/B and Lseries. Tailboom attachment fitting replacement.
RESTRICTIONS.
1. Fitting and Iongeron are a bonded assembly and may not be separated from eachother.
2. Replaced Iongeron assembly fitting face must be in-plane with three other fittingswithin 0.002 inch.
3. Maximum permissible gap between replaced longeron assembly fitting and cantedframe 206-031-308 or 206-032-308 web is 0.003 inch.
4. Only one longeron assembly may be removed and replaced at a time.
5. Splice repairs to different longeron assembly should not be in the bay.
6. Most aft cutline to be located as per figure 1.
1.0 REQUIRED.
1.1 Longeron assembly, refer to applicable IPC for correct part number.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-51

U
BHT 206 SRM-1 FAA APPROVED
1 .2 Splice angle, using 7075-T6 aluminum alloy per QQ-A-250/1 2, 0.07 1 inch thick.
1.3 Tailboom drill plate (AppendixB).
1.4 Bonding adhesive (item S317)
1 .5 Fasteners: MS20470AD4 rivets, grip length to suit.Hi-Lok pins 1 00-048-6-()Collars 30-01 5-6.
1 .6 Sealant (item S392)
1 .7 Epoxy polyamide primer (Item S204).
1 .8 Process sheets. Cleaning (refer to para. 3-2-5)Bonding (refer to para.3-2-7).
2.0 PROCEDURE.
2.1 Gain access to damage; Record type, size and location of fasteners removed. Seefigure detail A.
2.2 Cut out longeron as shown on detail A. Remove and discard damaged section oflongeron assembly. Deburr sharp edges from remaining section of longeron.
CAUTIONDO NOT DAMAGE SKIN OR WEB IN CONTACT WITH LONGERON
2.3 Secure tailboom drill plate to three undisturbed tailboom attachment fittings. Tightenbolts 50 to 70 inch pounds.
2.4 Prepare new longeron assembly to match section removed.
2.5 Locate and clamp new longeron assembly against mating structure. Install a 10-32high strength bolt through pilot hole in fitting and secure to drill plate. Tighten nut40 inch pounds. Loosen clamps attaching longeron to structure and tighten nut 50to 70 inch pounds. Tighten clamps.
2.6 Locate spice angle in position, transfer existing rivet pattern on structure to newlongeron assembly and splice angle.
2.7 Remove parts, deburr holes and remove loose material.
2.8 Clean repair area in preparation for bonding.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-52 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED BHT-206-SRM-1
2.9 Locate and bond longeron assembly and splice angle in position using bondingadhesive specified in 1 .4.
NOTEINSTALL RIVETS WHILE ADHESIVE IS WET.
Remove excess adhesive squeeze-out.
Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1 .0 psito splice angle.
Inspect for voids and unbonded area(s).
Prime all bare metal surfaces using material specified in 1 .7. Allow to dry.
Seal all edges of repair area using material specified in 1 .6.
With drill plate installed, locate, drill and ream fitting 0.376 to 0.378 inch diameter.Remove drill plate and deburr hole.
Prime all bare metal surfaces using material specified in 1 .7. Allow to dry.
Seal all edges of repair area using material specified in 1 .6.
Refinish as required.
2.10
2.11
2.12
2.13
2.14
2.15
2.16
2.17
2.18
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-53

BHT-206-SRM-1
0CMLL-N N
iNLL&u:i
IC)
FAA APPROVED
wI—0z
REPAIR 5-2-3 FIGURE 1SHEET 1 OF 2
5-54USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
N
0CM
-J0CM
z0H
—I1<I-zw
<DLj <Lz..I- W-H LiO)cY wcrCM
(I)I-J0z'-I0-J
Li1-4>
-j'-4
WI-WW(00
N
0CM
0LL
-J0CM
0<9t.i.. <°..
- I-CMW(/)0ct V)
U3N
0CM\
-J0CM
N
0CM
-J0CM
N
0CM
-J0CM
ccN
0 0CM CM• 10
<0Li. kLL—0W --lI—• Li ——) (/)o I
I II I
cc)o I—z'-4coo
o•I—cL1L<Lii00
ZH—4<(0-I0i:i01(I)[C).ozs c
Wo<Li-zI-WOC/)J

C,)
I rn
m -I:'!
C,,
-rim
ai
SECTION B
m
xi
01
t%j
(A)
STA
167.04 206A/B
REF
STA
173.50 206A/B
REF
-c
rn
Cl) -I -Ic 0 Zrn o.n
>z
00
.1,z
-4
4 C
n 0>
O
G)
Cril
ZC
n -I
C
rn
C) -I
ST
A
I
179.
96 I
206A
/B
REF •j
206L
-U
-u
EX
TE
RN
AL SKIN REF
SPLICE ANGLE
FILL WITH
ADHESIVE
II
REPLACEMENT
LONGERON
EXISTING
LONGERON
-B
FA
ST
EN
ER
S
DE
TA
IL A
REPLACEMENT
LONGERON
EXTERIOR SKIN NOT SHOWN FOR CLARITY
TYP FOR A/B AND L
SERIES
EXISTING RIVETS
MS20470AD4 RIVETS AT ORIGINAL LOCATIONS
NOTE: H S
PLICE ANGLE TO EXTEND A MINIMUM OF 4
RIVETS FWD AND AFT OF LONGERON CUTLINE.

BHT-206-SRM-1 REVISION 1 FAA APPROVED
BL RBL0.00 10.125
_______ REF MAX
LHSVIEW LKG FWD
MOUNT HALF FRAME REPLACEMENT F.S. 142.0, 206A/B.
Replacement of alignment critical engine mount attachment frame as a spliced sectionto minimize effect on powertrain alignment; F.S. 142, 206 A/B.
1. Accomplished one half frame replacement at a time. Full frame replacement requires use ofa Bell Helicopter approved fuselage fixture.
2. Drivetrain alignment must be maintained.
3. Frame cutline to be located between RBL 10.125 and LBL 10.125 and halfway between anylightening hole(Maintaining proper edge distance) refer to figure 1.
1.0 REQUIRED.
1 .1 Replacement frame, purchased: refer to applicable Illustrated Parts Catalogue for correct partnumber.
1 .2 Doubler (2): using Al Alloy 7075-T6, QQ-A-250/1 2, 0.032 inch thick.
1.3 Angles (3,4): using unused portion of frame in 1.1 or removed portion of existing frame.
1 .4 Shims (5): using At Alloy 2024-T3, QQ-A-250/4, 0.025 inch thick, qty 2.
1 .5 Fasteners: MS20470AD4 rivets, grip length to suit.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-56 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
LBL10. 125MAX
LIMIT FORFRAME CUTLINE
LIMIT FORFRAME CUTLINE
5.2.4. ENGINE
APPLICATION.
RESTRICTIONS.

FAA APPROVED REVISION 1 BHT-206-SRM-1
1.6 Bonding adhesive (item S317).
1.7 Primer, epoxy polyamide (item S204).
1 .8 Sealant (item S392)
1 .9 Process sheets: Cleaning (refer to para. 3-2-5)Bonding (refer to para. 3-2-7)
2.0 PROCEDURE. (refer to FIGURE 1)
2.1 Gain access to frame. Record type and size of fasteners removed. Also remove stiffeners (asrequired).
2.2 Cut out frame as shown and retain damaged portion of frame. Deburr.
2.3 Prepare replacement frame, dimensioned to replace portion of frame removed. Ensure minimumedge distance with existing rivets.
NOTE
RETAIN UNUSED PORTION OF PURCHASED FRAME TO FABRICATE ANGLES(3,4).
2.4 Prepare doubler (2) dimensioned as shown. Ensure minimum edge distance of 0.38 in. withexisting rivets.
2.5 Prepare angles (3,4), cut from purchased frame (or section of frame removed in 2.2) and shims(5), dimensioned as shown.
2.6 Locate replacement frame, doubler (2), angles (3,4) and shims (5) in position. Drill for newfasteners specified in 1 .5 to pattern shown. Maintain proper edge distance and spacing.Transfer existing fasteners holes same size as original.
2.7 Remove all parts, deburr all holes, remove debris and loose material.
NOTE
DO NOT BOND FRAME TO EXISTING STRUCTURE.
2.8 Clean repair area, doubler (2), angles (3,4), and shims (5) in preparation for bonding.
2.9 Locate and bond new frame, doubler (2), angles (3,4) and shims (5) in position using generalpurpose adhesive.
2.10 Secure all parts using fasteners specified in 1.5, grip length to suit.
NOTE
INSTALL FASTENERS WHILE ADHESIVE IS WET.
2.11 Remove excess adhesive squeeze-out.
2.12 Apply a pressure of 0.5 to 1 .0 psi to doubter (2) and angles (3,4). Allow adhesive to cure at
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-56A

BHT-206-SRM-1 REVISION 1 FAA APPROVED
room temperature for 24 hours.
2.13 Inspect for voids and unbonded area(s). Voids shall not exceed 10% of total bonded area. Noone void shall exceed 0.25 square inch.
2.14 Prime all bare metal surfaces and allow to dry. Seal all edges of repair area. Reprime sealant.
2.15 Re-finish as required.
NOTEMODEL 206A/B PRIOR TO SIN 2310 MUST ACCOMPLISH ENGINEMOUNT FITTING REPLACEMENT IN ACCORDANCE WITH T.B.206-79-29.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-56B TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED
L)c'J
REVISION 1 BHT-206-SRM- 1
0U-
CD
-J
LU
>
(I)
LU>
0
LiJO- c\J- (i_i
CDW
LL<
REPAIR 5.2.4ENGINE MOUNT HALF-FRAME REPLACEMENT
FIGURE 1SHEET 1 OF 3
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-56C
x00 I0
U)I-J
L (1 r' -'I
z
Nx0cr.CLCL
C"
z0(I)'-4>0CL
LU-J0ICDz'—4zI—ICD'-4-J
LUz'-4-jC)
LU
Li
CL
CL
CD
t•')0
C')I—LU>'--4
CDz'—4
ci)'—4
><Ui
0>-I-
00—'--4
C')owI-0OC"
z-4toN
'N
LU-J
00a-0LU
N)
LU-JCDzCL0
I','ill
CL>-I—
4

BHT-206-SRM- 1
EL)
I-1I(I)00W
REVISION 1
WI
FAA APPROVED
z00CD
-J
W>
U)
W>'—4
0W0,-- NLLLIJOZU)I0(j)w1-0U-
4
REPAIR 5.2.4ENGINE MOUNT HALF-FRAME REPLACEMENT
5-56DUSE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
I-'ILI)
ci.0C')
0W
LI-
C')I-jWW-i-Izz0z
cW-J
00
Wz'-4-JI—
C-)U->-I—
W
U-
00') W-'--4
(I)OW1-00c'j
WW-J-JzzQ00z
FIGURE 1SHEET 2 OF 3

FAA APPROVED
cJ
REVISION 1
t)
'—4I(I)
BHT—206-SRM-1
I
z0F-C-)uJCl)
REPAIR 5.2.4ENGINE MOUNT HALF-FRAME REPLACEMENT
FIGURE 1SHEET 3 OF 3
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-56E
1.W >-_J I—
00
I—
tOc'j
00ocrC'JQ.
F
W-J0z
0z1-4
—1<
Wit.
it-W
WzWit.U-'—4I—U)
0z'-4I—(01-4xW

BHT-206-SRM-1 REVISION 1 FAA APPROVED
STA STA STA130.04 206A/B 206A/B 167.04 179.96 206A/BREF REF REF
STA STA 1155.00 206L 206L 192.001REF
r720Hr
up
FWD -1
VIEW LKG INBD LI-IS
NOTE REPAIR APPLIES TO SINGLE AND MILTIPLE PIECE SKINS.
5.2.5. TYPICAL SPLICE ON AFT FUSELAGE SKIN, 206A1B AND L SERIES.
APPLICATION. Typical replacement of a damaged section of skin for gaining access to upper longeronsplice at F.S. 167.04 (206B) and 192.00 (206L).
1.0 REQUIRED.
1 .1 - New skin section, refer to applicable Illustrated Parts Book for correct replacement part number.
1 .2 Sealant (item S392)
1 .3 Epoxy polyamide primer (item S204)
2.0 PROCEDURE: (refer to FIGURE 1)
2.1 Gain access to damage area. Record type, size and location of fasteners removed.
2.2 Cut out section of skin aft of FS 167.04 (206B) or FS 192.00 (206L). Ensure a minimum rivetedge distance is respected. Deburr all edges.
CAUTIONDO NOT DAMAGE STIFFENERS WHILE CUTTING SKIN.
2.3 Prepare new skin section using purchased skin. Trim to fit.
2.4 Locate skin and transfer fastener holes from existing structure.
2.5 Remove skin, deburr all holes and sharp edges.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-56F TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
--

FAA APPROVED REVISION 1 BHT-206-SRM-1
2.6 Prime all bare metal surfaces and allow to dry.
2.7 Locate and secure new skin using existing fasteners, grip length to suit.
2.8 Prime all bare metal surfaces. Allow to dry. Seal all edges of repair area. Reprime sealant.
2.9 Refinish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-56G

REPAIR 5.2.5 FIGURE 1
TYPICAL SKIN SPLICE ON AFT FUSELAGE
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5-56H TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
BHT-206-SRM-1
I.-zLU
LU0-Ja-Ltia::za-I-Iw(/)
REVISION 1
Liii _jow w<01-402: u'-'00-iozck:a..F— I-I a- a-I- <2:0)-It-41-4J1LckXI-41-4
wIL..Iwin
L)-it-I-i-i'a-ILULLIt-I
LLLUct
FAA APPROVED
w
CDFHLL
z01-I
z<0-i01—ZO)0zJ1-4
zI-IU)
1--ZLUILU0-Ia-LUa::
a-0LU
'.00c'J
['.01— LU
INLtJ(/)'.0
in
'.00c%J
0IL.
(I)I-LU>a::
0z'-4I-(I)'-4
LU
U)wcrwU)-i0zin
CD0
0LLa->-F—
U)
UzUU)
zCl)
LUI— 2:z <LLLU lLUI LLCLU0-Ia-LU
a-0LU
SHEET 1 OF 1

FAA APPROVED REVISION 1 BHT-206-SRM-1
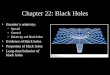
5-3-1 TAILBOOM SKIN, 206A/B AND L SERIES.
APPLICATION A. General repair criteria.
RESTRICTIONS.
1. Scratch, as defined by fluorescent penetrant inspection method, shall not exceed 10percent of skin thickness after cleanup and one sixth circumference of the localtailboom station in length, if angle exceeds 45 degrees angle to the longitudinal axis.If scratch is less than 45 degrees angle to longitudinal axis, Length shall be limited to50 percent of the length between hanger supports.
2. Longitudinal waviness, of skin surface measured with straight edge offset 0.100 inchfrom surface may not exceed the following values.
MODEL.
LONGITUDINAL WAVINESS
0.060 INCH MAXIMUMTOTAL WAVINESS
ALLOWED BETWEENSTATIONS:
0.090 INCH MAXIMUMTOTAL WAVINESS
ALLOWED BETWEENSTATIONS:
206A/B SERIES 42.6 & 80.8 88.4 & 163.6
206L SERIES 42.6 & 79.8 98.9 & 174.1
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-56J15-56K
______ RESTRICTED AREA2061 SERIES

FAA APPROVED BHT-206-SRM-1
3. Dents, smooth to a maximumare considered negligible.
diameter of 1 .25 inches and of the following depths
MODEL/BOOM STATION QUADRANT/MAXIMUM DEPTH
206A/B SERIES 206L SERIES LOWER RH LOWER LH TOP TWO
31.92-42.59 31 .92-42.59 0.005
42.59-55.00 42.59-61.29 NO DENT ALLOWED 0.005
55.00-80.00 61.29-79.82 NO DENT ALLOWED 0.010
80.00-136.0 79.82-146.1 0.010 0.020
136.0-163.0 146.1-174.1 0.020 0.030
4. Corrosion, to a maximum depth of 10 percent of skin thickness (0.004 inch in thecase of a single skin and 0.008 inch in aft doubler area, 206L series only) aftercleanup for 10 percent cicumference and 4 inches in length. Corrosion areas must beseparated by a minimum of eight inches. No more than two such damages allowedin one boom station. Repair corrosion damage per paragraph 3-8.
5. Total area of all combined damages (1 thru 4) shall not exceed 160.0 square inches.
6. Creases, creasing of skin is not allowed Under any circumstances.
ANGLE OF SCRATCH EXCEEDS 45
(1/6
BEARING HANGERSUPPORTS REF
box
+ i- b-4-9O ________ 50Z MAX
.450SCRATCH REF
SCRAT1H
+
ANGLE OF SCRATCH NOT EXCEEDS 45VIEW LKG INBDLEFT HAND SIDE
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-57
A
SECTION A-A
II-
+ UPFASTENERSEXISTING RIVETS
FWD

5-3-'j TAILBOOM SKIN, 206A/8 AND
APPLICATION B. Fretting damage to front of tailboomand L series.
RESTRICTIONS
1. Maximum dimensions of damage from BS 31.92 after0.020 inch deep.
clean-up is 3.0 inch long by
Damage may affect One or both sides of tailboom between Stations 31.92 and34.82.
1.1 Doublers (1,2), Using Bell Standard l5O-02118s(w)(L) As an alternate 301 cressteel MIL-S5059 1/2 hard, 0.025 inch thick may be used.
Bonding adhesive (item S31 7).
MS20470AD4 rivets, grip length to suit, orMS2O615Mp4 rivets, grip length to suit (for
BHT 206 SRM 1 FAA APPROVED
L SERIES.
caused by T/R driveshaft Cover, 206A/B
I
/
11
12
1 3 Fastenersalternate doubler)
1 4 Sealant (Item S392)
1 5 Epoxy polyamide primer (item S204)
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
5 58 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT
2.
1.0 REQUIRED.

FAA APPROVED BHT-206-SRM-1
1 .6 Process sheets: Cleaning (refer to para 3-2-5)Bonding (refer to para 3-2-7)
2.0 PROCEDURE.
2.1 Remove tailboom and place on a support.
2.2 Gain access to damage area recording type, size and location of fasteners removed.See figure 1.
2.3 Blend damage. Remove minimum amount of material.
2.4 Fill blended area(s) with adhesive and allow to cure for 24 hours at roomtemperature. Sand adhesive to contour of tailboom.
2.5 Prepare doublers (1) and(2) dimensioned to overlap blended out areas a minimum of1 .50 inches as shown on figure 1. Roll doubler to match contour of tailboom.
2.6 Locate d.oubler (1) and(2) in position and drill for new fasteners specified in 1 .3 usingfasteners pattern shown on figure 1. Maintain proper edge distance and spacing.Transfer existing fasteners holes same size as originals.
NOTEDO NOT DRILL INTO INTERCOSTAL SUPPORTS LOCATED BELOW THE SKIN INTHIS AREA.
2.7 Remove doublers, deburr holes, remove debris and loose material.
2.8 Remove paint, dirt and primer and clean repair areas in preparation for bonding.
2.9 Locate and bond doubler (1) and(2) in position using bonding adhesive specified in1.2.
2.10 Secure doubler (1) and(2) using fasteners specified in 1.3 and figure 1, grip length tosuit.
NOTEINSTALL FASTENERS WHILE ADHESIVE IS WET.
2.1 1 Remove excess adhesive squeeze-out.
2.1 2 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1 .0 psito doublers (1,2).
2.13 Inspect for voids and unbonded area(s).
2.14 Prime all bare metal surfaces using material specified in 1.5. Allow to dry.
2.15 Seal all edges of repair area using material specified in 1.4.
2.16 Refinish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
5-59

BHT-206-SRM-1 REVISION 1 FAA APPROVED
0'()Li..N -LU —-aC'JQ
0zI—(I)
xLU
LU>-LU'-
F-
a-D(1)
I—LU0>
ac
N -LU
ci(J)0'LLN -LU --
N)
Wa<<1.-LU
F-4>WO-4OZ (I)<W-JWI-J-JIO'-LL<
aLUI-JzJo
I—
i+11+'
c'j
a->-I-z1-4-E--:-..0IL)
+ci ILU -
1+1Do iio -1--
LU (\+ik i —i_i
Wa<<1.-LU'-4>LU0-4(DZ U)<LU-lwX..J.JI
1+1
1+1
H
zWOP-40UJO(n-J_J '—4ow
>
(I)1—LU>'-4
Cl) 0LiJ I—
Z '-4LLi X
REPAIR 5-3-1 APPLICATION B FIGURE 1SHEET 1 0F3
5-60USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
p
I-I0'-4
0<ZIl-4j(01.-4-4 (1) ILXIi
+ +1+ + + + - - + + +'++ +f——l—t
aU-
1+11
+11
+11
+11
ti
17
+11
--i+ii;+t+t+ +1 I
+___ +
t+II+O+ __1+11 -H-
+ +1+1+11 ___-U- _- _______ _________ I - ___
41
++
44
44
1+1
1+1
1+ ill
(+1
1+I1+1
1+1
1+
+
a->-I—
-LU
I-a- 0>- CoI-LU
F-
CoN)
(I)I-LU>'--4
00N0c'j(I)x0LU00
17 +1+1+44 4+44
1+-Ii I -HF+
K1-IL
11-0Wa'-'>cLF-c3'-LU0(/)LL1

-IC
00
4r
n
0 0 00
011
-4C
) ,-
2 rn
-I
C)r
n rn
D
00
liz
0)'
(C
Cm
ZC
I, 'ii
C) -I
ai
C) 0
m
0,
CA
) >
I-
C) > 0
z
w
(I) I m C
,
0
mm
FASTENERS
ION
RIGHT
+
+
- 0 m
m
Cl) 0 z w I —I 0
C)
(I,
EXISTING RIVETS
ADDED MS20470AD4 RIVETS
ADDED M7885/2-4 RIVETS
4 FWD --
206 A/B NARROW
S/N 4
THROUGH 1
251
VIEW LKG UP

FIG
UR
E 1
SH
EE
T 3 O
F
3
US
E
OR
DIS
CLO
SU
RE
OF
DA
TA
CO
NT
AIN
ED
ON
TH
IS
PA
GE
IS
SU
BJE
CT
5-60
B
TO
TH
E
RE
ST
RIC
TIO
NS
ON
TH
E
TIT
LE
PA
GE
OF
TH
IS
DO
CU
ME
NT
.
BH
T-2
06-S
RM
-1
RE
VIS
ION
1
I- I 0
C'
U)L
L)LL
i
N
cici
cI + + +
+
+
FA
A
AP
PR
OV
ED
(I)
I (\J
c'j I
LC)
c11
z <
N
U)
Ui
Ui
0 I—
I
0
Uc0
0
cJ
a-
>-
Ui
D
0
0 z I-
(I
) x
Ui
0 U
i>-
WI—
Iz
+
+ I I
+
1+
1+
+
+
Ui
-J
In
0
0 >
- I-
- U
i I-
-
<<
I—U
i —
4>
wc
0z
ti)
<W
-JW
i.J
I 0 [C
)
Wo
<<
I—U
i -4
>
0z
(I)
<W
-JW
JJ
i
U)
I—
Ui
>
0 0
N
'cJ-
0
cJ
U)
0 U
i 0 0
I—
U-
11-0
C
i)IZ
W
0I-4
>
a-I—
I-4Q
I--L
L
1-4
Ui
(I)
I—
zo
LLW
RE
PA
IR
5-3-
1
AP
PLI
CA
TIO
N B
++

FAA APPROVED REVISION 1 BHT-206-SRM-1
5-3-1. TAILBOOM SKIN, 206A/B AND L SERIES.
APPLICATION C. Holes and dents in tailboom skins, 206A/B and L series.
RESTRICTIONS.
1. Not allowed aft of B.S. 146 on 206L series tailbooms.
2. Damage must be encompassed in a 4.0 inch diameter circle after clean-up.
3. Edge of clean-up mUst be a minimum of 1.12 inches laterally and 3.12 incheslongitudinally from driveshaft bracket, tailboom attach fitting, horizontal stabilizerdoubler or attach plate.
4. Limit of one repair per skin between adjacent tail rotor driveshaft support brackets.
5. Tailboom cannot exceed waviness limitations listed in repair 5.3.1 application A.
1.0 REQUIRED.
1.1 Doubler, using Bell specification 150-021-18B(W)-(L).
1 .2 Fasteners: M7885/6-4 rivets, grip length to suit.
1.3 Bonding adhesive (item S317).
1.4 Sealant (item S392).
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-61
_______ RESTRICTED AREA206L SERIES

BHT-206-SRM-1 REVISION 1 FAA APPROVED
1.5 Epoxy polyamide primer (item S204).
1.6 Process sheets. Cleaning (refer to para 3-2-5)Bonding (refer to para 3-2-7)
2.0 PROCEDURE.
2.1 Cut out damage area in the form of an oval, round or rectangular shape. If arectangular shape is used, radius corners to 0.5 inch minimum. Deburr hole.
NOTEIn cases where repair is for a smooth dent, do not remove damage. Filldent with adhesive, allow to dry and fair with skin surface beforeinstalling doubler.
2.2 Prepare doubler(s), dimensioned to extend a minimum of 2.75 in. beyond skin cutoutsand as shown on figure 1 (except where noted). Insure minimum edge distance of0.38 in. with existing rivets(if apply). Roll doubler to match the contour of the areadefined. Deburr edges of doubler.
NOTEIF EDGE OF DOUBLER IS LESS THAN 0.5 INCH FROM EDGEOF UPPER OR LOWER SKIN, SIZE OF DOUBLER SHOULD BEINCREASED TO PICK UP SKIN SPLICE RIVET PATTERN.
2.3 Locate doubter(s) in position and drill for new fasteners specified in 1 .2 usingfasteners pattern shown on figure 1. Maintain proper edge distance and spacing.Transfer existing fastener holes same size as originals(if apply).
CAUTIONAPPLICATION OF EXCESSIVE PRESSURE ON DRILL MAYDEFORM DOUBLER OR TAILBOOM SKIN RESULTING INUNACCEPTABLE SKIN WAVINESS WITH DOUBLERINSTALLED.
2.4 Remove parts, deburr all holes, remove debris and loose material.
2.5 Clean repair area in preparation for bonding.
2.6 Secure doubler and new skin using fasteners specified in 1 .2 and figure 1, grip lengthto suit.
2.7 Locate and bond doubler(s) in position using bonding adhesive specified in 1 .3.
2.8 Remove excess adhesive squeeze-out.
2.9 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1 .0 psito doubler (1).
2.10 Inspect for voids and unbonded area(s).
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-62 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED REVISION 1 BHT-206-SRM-1
2.11 Prime alt bare metal surfaces using material specified in 1.5. Allow to dry.
2.12 Seal all edges of repair area using material specified in 1.4.
2.13 Refinish as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-63

C
(I) m 0
-'xl
-1—
iO
) m
mu)
C)
-4
0>
-40 Iz
-4?
i-rn
mD
rn-f
m
u)
I>
0—
CC
l) ()
0)
CC
rn
m
>
C-)
-H 0 2 C
-)
(1) I 0m
I
-4
0 0)
C;, -V
0 m
a'
a)
.00 DIA CUTOUT MAX
.90 TO
.1 .30
I .12 DESIRED TYP
____
__
3.12
TYPICAL DRIVESHAFT
MIN
SUPPORT/BRACKET
TRUE
2 MIN
DOUBLER
FASTENERS
m
C', 0 2 -a
/
.38 ED
MIN TYP
+ EX
ISTING RIVETS
=
::.
:i:.-
-.
=
RIGHT
ADDED M7885/6-4 RIVETS
NOTE: IF THIS DIMENSION IS LESS THAN .50 INCHES,
EXTEND DOUBLER TO PICK UP UPPER AND LOWER SKIN
SPLICE RIVET PATTERN.
FWD VIEW LKG DOWN

FAA APPROVED BHT-206-SRM-1
TAILBOOM SKIN, 206A/B SERIES.
APPLICATION D. Tailboom skin splice repair; upper and lower, 206A/B series.
RESTRICTIONS.
1. Not applicable to 206L series tailbooms.
2. Limit of one splice repair per skin.
3. Upper and lower skin splice cut lines must be offset by 6.0 inches mm. Accomplishone skin splice at a time to preclude loss of tailboom alignment.
4. Upper skin cutline must be a minimum of 3.12 inches aft from last driveshaft supportbracket.
5. Most forward skin cut line: boom sta. (BS) 136.9 (lower skin) and 141 .5 (upper skin).Most aft skin cut line: BS 1 55.0 for upper or lower skins.
1.0 REQUIRED.
1.1 Tailboom skin (1,2), purchased; refer to applicable IPC for correct part number.
1 .2 Splice doubler (3,4), using 2024-T3 aluminum sheet per QQ-A-250/4, 0.050 inchthick.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-65

BHT-206-SRM-1 REVISION 1 FAA APPROVED
1.3 Fasteners: M7885/2-4 rivets, grip length to suit.
1 .4 Bonding adhesives (Item S31 7)
1.5 Epoxy polyamide primer (item S204).
1.6 Sealant dhesive (item S392).
1 .7 Process sheets. Cleaning (refer to para 3-2-5)Bonding (refer to para 3-2-7)
2.0 PROCEDURE.
2.1 Remove tailboom assembly and place on support.
2.2 Gain access to damage area recording type, size and location of fasteners removed.See figure 1 or 2.
2.3 Cut out tailboom skin to be removed as shown on figures 1 or 2. Deburr edge.Retain damaged skin.
CAUTIONDO NOT DAMAGE OPPOSITE SKIN.
2.4 Prepare new tailboom skin (1 ,2) to match exactly the section of skin removed.
2.5 Prepare splice doubler, dimensioned to extend a minimum of 2.25 in. beyond skincutout and as shown on figure 1 or 2. Insure minimum edge distance of 0.38 in. withexisting rivets. Provide joggle as required at each end to overlap existing skin. Spliceto be rolled to same contour as internal diameter (l.D.) of tailboom skin.
2.6 Using damaged skin as a locating template. Transfer holes to new skin one edge at atime. Deburr holes.
CAUTIONEXCESSIVE PRESSURE WHEN DRILLING THIN UNSUPPORTEDSKINS MAY RESULT IN UNACCEPTABLE SKIN WAVINESS ATINSTALLATION.
2.7 Locate splice doubler (3,4) in position and drill for new fasteners specified in 1 .3using fasteners pattern forward of cutline as shown on figure 1 or 2. Maintain properedge distance and spacing. Transfer existing fasteners holes same size as originals.
2.8 Remove all parts, deburr all holes, remove debris and loose material.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT5-66 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.

FAA APPROVED BHT-206-SRM-1
2.9 Locate splice doubler (3,4) and new skin (1 ,2) in position and drill for new fastenersspecified in 1 .3 using fasteners pattern aft of cutline as shown on figure 1 or 2.Maintain proper edge distance and spacing. Transfer existing fasteners holes of aftsupport, same size as originals.
2.10 Remove all parts, deburr all holes, remove debris and loose material.
2.1 1 Clean repair area of skin (1 ,2) and doubler (3,4) in preparation for bonding.
2.1 2 Locate and bond splice doubler in position using bonding adhesive specified in 1 .4.Secure doubler to existing skin using fasteners specified in 1 .3 and figures 1 and 2,grip length to suit.
2.13 Locate and bond new skin to doubler only using bonding adhesive specified in 1.4.Secure doubler to new skin using fasteners specified in 1 .3 and figures 1 and 2, griplength to suit.
2.14 Remove excess adhesive squeeze-out.
2.15 Allow to cure at room temperature for 24 hours applying a pressure of 0.5 to 1.0 psito repair area.
2.16 Prime all bare metal surfaces using material specified in 1.5. Allow to dry.
2.17 Seal all edges of repair area using material specified in 1.6.
2.18 Refinish tailboom as required.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRiCTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-67

REPAIR 5-3-1 APPLICATION D FIGURE 1SHEET 10F2
USE OR DISCLOSURE OF DATA CONTAINED ON TI-US PAGE IS SUBJECT
5-68 TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
BHT-206-SRM-1
N)
'—4waD
I—''(1)
DC)
0wC.)—4
&(I)
c0
Liiz
z'-4
(I)cw0-J
0IL
0
0zIL'-'-JU))-
FAA APPROVED
IL)
'-4
-JIw'—1
>-J
uJ
LUC-)
-J(0zC')
uJ
0-J
C,)I—w>'-4
U) -fI— I(0w ci,> NLL-4 (()LLiQ °-—0 NWz'—Ir)- 0
C0U) Ui00LLW <
+40c'Ja.'—

FAA APPROVED
z(I)
w0-J
BHT-206-SRM- 1
I1<
z0F-C-)w(1)
REPAIR 5-3-1 APPLICATION D FIGURE 1SHEET 2 OF 2
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TiTLE PAGEOF THIS DOCUMENT. 5-69
t I /wz

MOST FORWARD
CUT LINE
BS
141 .50
MIN
I 13
6.90
1
LEE
J__B
\ 14
4
Ui 0
C
(I) rn 0
rn-I
11
0)
-.v I>
U)
C)c
n C
C
rn-
zrn
m
-u
(71 () - -u
-r,
C) H 0 z 0
Cl) I m C
o mm
BEARING HANGER
SUPPORT REF
'If t
.90
TO
I .30
I
. 12
DESIRED TYP
5.50
,— U
PP
ER
SKIN
CUT LINE
NEW UPPER SKIN(2)
:_t1
j_Z
±)
+
1
Ic
14
Ii,
14
+
j .38 ED TYP
44
—
+
41
SP
LIC
E DOUBLER(4)
14
4 4 4 4
41
14
4 47
14
4 4
41
' 4444
4 414
4 41
++
+
+
.38 R TYP
UPPER SKIN SPLICE REPAIR
FA
ST
EN
ER
S
EX
IST
ING
RIV
ET
S
AD
DE
D M
7885
/2-4
R
IVE
TS
w I -I
N.)
0 C)
-a
11 0 rn 0
+
+
UP
FWD VIEW LKG INBD
LEFT HAND SIDE

FAA APPROVED BHT-206-SRM- I
I
z0F—UwCl)
REPAIR 5-3-1 APPLICATION D FIGURE 2SHEET 2 OF 2
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-71
t I
C)
(I)
CDz'-4
(I)'-4xw

BHT-206-SRM-1
5-3-2. TAILBOOM DRIVESHAFT SUPPORT, 206A/B AND L SERIES.
APPLICATION. Repair of surface damage to support brackets.
RESTRICTIONS
FAA APPROVED
NOTEREPAIR CRACKS IN FLANGE RADIUS AREA PER ASB 206-92-69 206 A/B) AND 206L-92-84 (206L).
1. Surface corrosion damage not to exceed ten percent (10 0/s) of vertical flange flangearea.
2. Scratch not to exceed 10 % of support material thickness and 0.75 inch in lengthafter clean-up.
3. Maximum of one repair per support.
4. Support may be removed from tailboom structure provided that it is reinstalled on thesame tailboom. Do not change position of support on tailboom.
1.0 REQUIRED.
Refer to paragraph 3-8.
5-72USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
I

FAA APPROVED BHT-206-SRM-1
2.0 PROCEDURE.Refer to paragraph 3-8 for mechanical and corrosion damage removal and figure above forlimitations on removal of material.
USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECTTO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT. 5-73

BHT-206-SRM-1 FAA APPROVED
I
TAIL ROTOR DRIVE SHAFT BEARING SUPPORT BRACKETS
TYPE OF DAMAGE
MECHANICAL
MAXIMUM DAMAGE AND REPAIR DEPTH
Smooth damage not exceeding 10 percent shall be blended out.Cleanup depth of repairs shall not exceed minimum dimensionshown above.
CORROSION
MAXIMUM AREA PERFULL DEPTH REPAIR
Repair areas after cleanup shall not exceed minimum dimensionshown above.
2.0 Sq. In.
NUMBER OF REPAIRS
NOTE:
Four
1. Blend out repairable damage with No. 400 grit abrasive paper.2. Coat all repair areas with alodine and apply primer.
REPAIR 5-3-2 FIGURE 1SHEET 1 OF 1
5-74USE OR DISCLOSURE OF DATA CONTAINED ON THIS PAGE IS SUBJECT
TO THE RESTRICTIONS ON THE TITLE PAGE OF THIS DOCUMENT.
0.072 INCH MINIMUMTHICKNESS AFTER CLEANUP
DAMAGE IN RADIUSPER NOTE INRESTRICTIONS