Embed Size (px)
Citation preview
City of Liberty Revised 2017
14-1
SECTION 1400 ASPHALTIC CONCRETE SURFACE AND BASE 1401 SCOPE. This section covers the requirements for all labor, equipment, materials and quality of work for the construction of asphalt concrete base and/or asphalt concrete surface. The contractor shall cooperate with other contractors, public utility companies and other parties involved in arranging a schedule of operations. Such schedule shall be submitted to the Engineer for approval prior to commencing work when requested. 1402 GENERAL. Pavement shall be constructed to the lines, grades, dimensions and details contained herein or indicated on the plans. Asphaltic concrete pavement shall conform to mix designs conforming to Section 1404 of these specifications and shall be as follows:
Surface Course Mix...........................Type 3 (type 5 if approved by Engineer) Base Course Mix...............................Type 2 (type 1 if approved by Engineer)
Alternate mix designs may be used only where approved by the City Engineer. 1403 MATERIALS. No material shall be used until it has been checked or tested for compliance with specifications and approved by the Engineer. Representative samples of all materials proposed for use under these specifications shall be submitted at the Contractor's expense, for testing and the preparation of trial mixes to determine the job-mix formula. All tests necessary for determining conformance with the requirements specified herein will be performed at the expense of the Contractor.
A. Asphalt. Asphalt cement used in the manufacture of asphalt paving mixtures shall conform to the Performance Graded system. The PG graded material used shall conform to the provincial grade used by the local DOT or as designated by the Engineer. In the Kansas City Metropolitan area, the provincial grade is a PG64-22.
The asphalt cement shall conform to ASTM D-6373. Sampling shall be in accordance with ASTM D-140.
If stripping of asphalt from the aggregate occurs in the mixing process, 1 percent of single strength anti-stripping agent shall be added to the liquid asphalt.
Asphalt materials shall be approved by the Engineer prior to use in the work. However, the Engineer may accept a certified analysis by the refinery laboratory when a copy of the certified analysis accompanies each shipment of asphalt to the project. The Engineer will reserve the right to make check tests of the asphalt received on the job, and if the system of certified analysis proves to be unsatisfactory to the Engineer, he may discontinue this arrangement.
The Contractor or asphalt supplier shall furnish the Engineer with data on the temperature-viscosity relationship of each asphalt to be used on the project. This data shall cover the range of temperatures and viscosities within which the asphalt may be used.
City of Liberty Revised 2017
14-2
Copies of all freight bills and weigh bills shall be furnished upon request to the Engineer as the work progresses.
B. Aggregate. The quality of aggregates used in Asphaltic Concrete shall conform to the
following sections of MCIB Section 4-Materials; Coarse Aggregate-Paragraph 2 (Quality) except that a total shale, clay, coal, and lignite content shall not exceed 0.5 percent by weight; and Fine Aggregate-Paragraph 3 (Deleterious Substances).
Sampling shall be in accordance with ASTM D-75. Gradation analysis shall be in accordance with Standard Method of Test for Material Finer than No. 200 Sieve in Mineral Aggregates by Washing, ASTM C-117 and Standard Method Test for Sieve Analysis of Fine and Coarse Aggregate, ASTM C-136.
1404 MIXING AND PROPORTIONING.
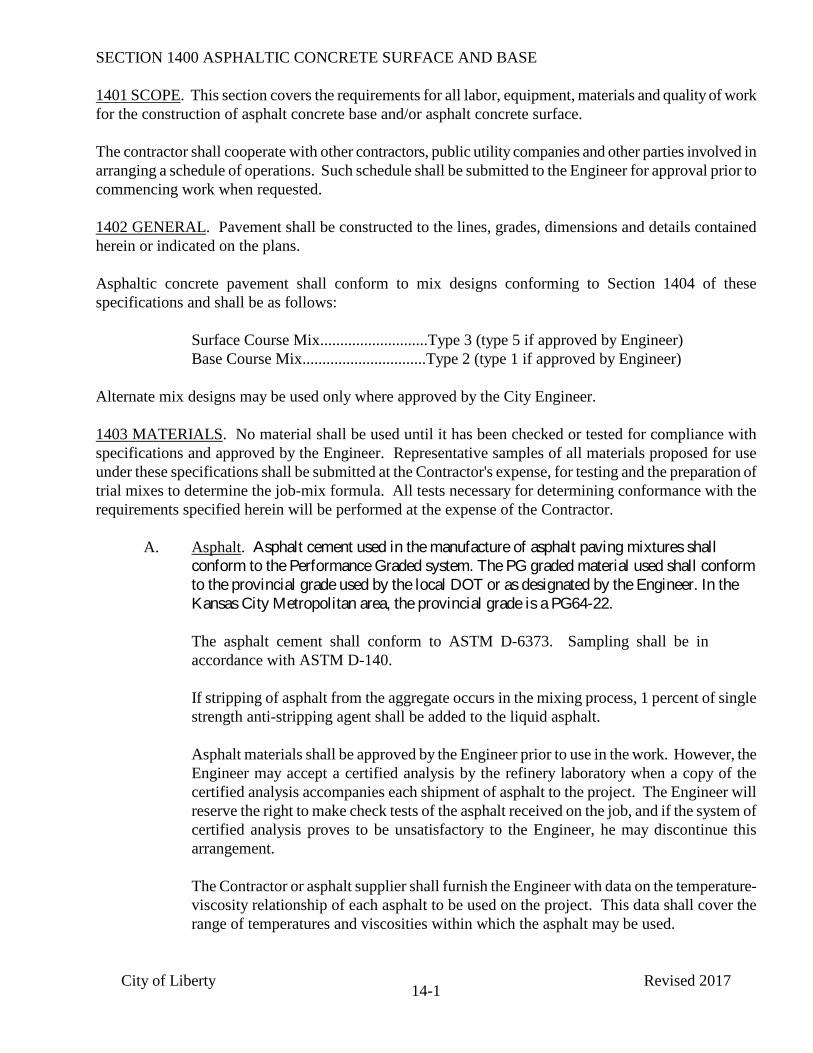
A. Composition of the Mix. Asphaltic concrete mixtures shall consist of Mineral Aggregate and Asphalt Cement within the following limits for the type specified.
Asphaltic Concrete Type
1-01RC 2-01RC 3-01R 5-01R Percent by Weight of Total Mixture
Asphalt Cement 4-6 4-6 4.5-6.5 5.0-6.0 Aggregate-US Standard Square Sieve Size Total Percent Passing by Weight
1 ½ “ 100 ----- ----- ---- 1” 75-100 ---- ----- ---- ¾” 60-85 95-100 100 96-100 ½” ----- 81-89 85-91 86-94 3/8” 40-65 70-78 72-80 78-86 No. 4 30-50 49-57 50-56 49-57 No. 8 ---- 37-43 37-41 30-36 No. 10 17-33 ---- ---- ---- No. 16 ---- 30-36 30-36 22-28 No. 30 ---- 23-29 23-29 14-20 No. 40 ----- ---- ---- ---- No. 50 ---- 12-17 12-17 8-14 No. 80 5-12 6-14 ---- ---- No. 100 ---- ---- 6-15 ---- No. 200 2-10 4-6 4-5.3 4-6 In addition to the above limits, the difference between the "Percent Passing Square Mesh Sieve" of successive sieve sizes shall not exceed 25 for Type 1 Asphaltic Concrete nor 20 for Type 2 and 3 Asphaltic Concrete.
That fraction of material retained on the No. 4 Sieve shall be composed of particles with not less than 75 percent having two or more fractured faces, and not more than 20 percent by weight of that fraction shall be composed of flat or elongated particles (flat being a ratio
City of Liberty Revised 2017
14-3
of 1 to 3 between thickness and least width and a ratio of 1 to 3 between the least width and length).
That portion of the aggregate retained on the No. 10 Sieve shall be composed of at least 95 percent by weight of crushed aggregate.
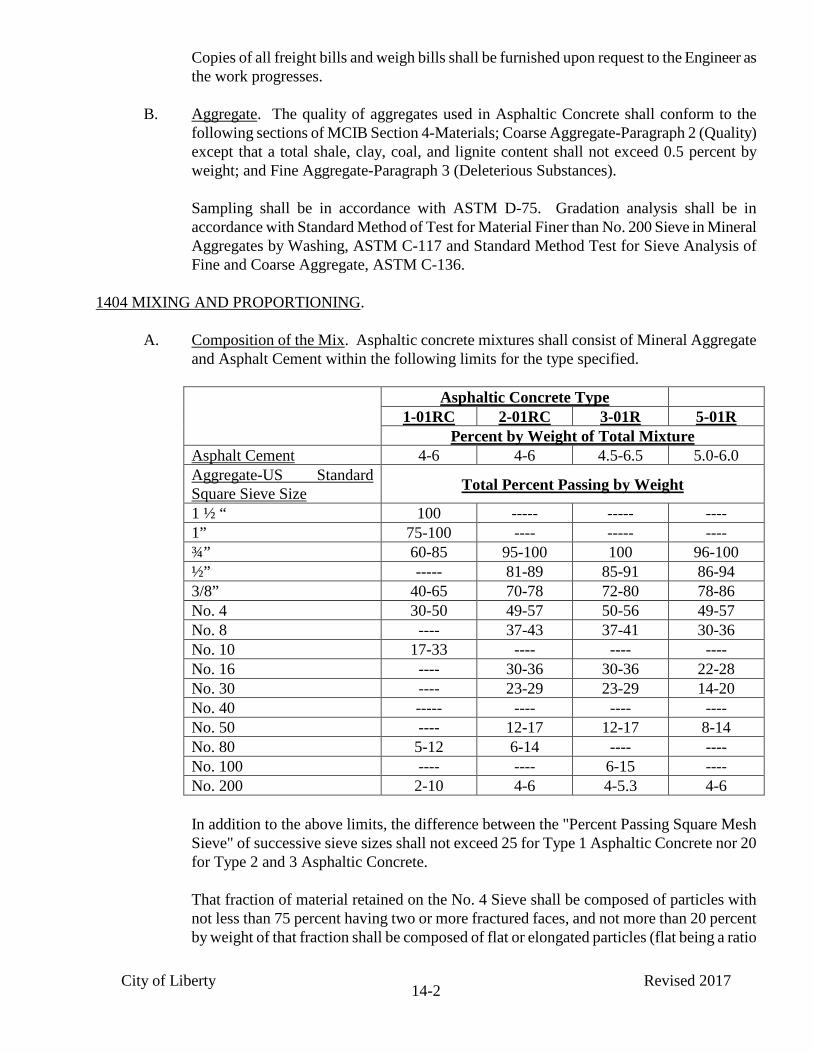
The job-mix formula shall be within the limits specified above. The maximum permissible variation from the job-mix formula shall be as follows. However, in no case shall the permissible variation be allowed to exceed the limits specified above. Permissible Variation
Percent by Weight of Total Mix U.S. Standard Sieve Size Type 1 Type 2, 3 and 5 No. 4 and larger 5.0 4.0 No. 10 4.0 3.0 No. 40 4.0 3.0 No. 200 2.0 1.0 Asphalt Cement 0.5 0.3
B. Asphalt Hot-Mix Recycling: Except as modified herein, Recycled Asphaltic Concrete
(RAC) shall be equal to that produced as new material. Reclaimed Asphalt Pavement (RAP) and/or Reclaimed Aggregate Materials (RAM) shall represent no more than 30% of the composition for all surface mixtures and no more than 50% of the composition for all base mixtures. Only virgin materials shall be used in the surface course for new construction projects. Recycled or virgin materials may be used on restoration projects. Recycled Asphaltic Concrete may contain combinations of RAP, RAM, coarse aggregate, fine aggregate, mineral filler, asphalt cement, recycling agent, anti-stripping agent and approved additives to produce an acceptable mixture. Recycled Asphaltic Concretes shall be designated by prefacing the type with “RC,” such as “RC-Type 2” All recycled materials shall have the following additional tests:
1. A sieve analysis shall be performed on RAP and/or RAM in accordance with ASTM C 117, "Standard Test Method for Material Finer than No. 200 Sieve (75 um) in Mineral Aggregates by Washing" and ASTM C 136, "Standard Method for Sieve Analysis of Fine and Coarse Aggregates" after extraction of asphalt.
2. Asphalt content analysis shall be performed for RAP in accordance with Method "A" of ASTM D 2172 , "Standard Test Methods for Quantitative Extraction of Bitumen from Bituminous Paving Mixtures" where the RAP content exceeds 30%. For mixtures with RAP contents less than 30%, asphalt content may be determined using ASTM D6307.
3. The asphalt cement used shall be determined as follows:
a. For RAP contents of up to 20%, the asphalt grade shall be as specified in the mix design.

City of Liberty Revised 2017
14-4
b. For RAP contents from 20% up to 30%, the asphalt grade shall be decreased one temperature range. For example, a design PG 64-22 would be decreased to a PG 58-22 with a viscosity in the range of 800 to 1200 poises.
c. For RAP contents from 30% to 50%, the asphalt grade of the
new asphalt shall be determined using the procedures outlined in MS-2, 6th Edition, Appendix A.
d. All sources of material for use in RAC must be approved by the Engineer prior to use.
Material Requirements:
1. New asphalt cements added to the aged asphalt shall meet the requirements of Section 1403.
2. Recycling Agents, if used, shall meet the requirements of ASTM D 4552, "Standard Practice for Classifying HOT MIX Recycling Agents."
3. The RAP and/or RAM stockpiled at the plant site shall be maintained in stockpiles separated into surface and base. The RAP and/or RAM shall be processed such that 100% will pass the 1-1/2 inch (38 mm) sieve and 90% will pass the 1-inch (25.4 mm) sieve.
4. The final product shall be free of foreign matter (e.g., old planer teeth, ice, wood, soil, broken sewer castings, loop detector wire, protective membranes, rubberized joint filler materials and foil turn lane markers, trash, debris, etc.)
Mix Design Requirements: The necessary steps for a final mix design for recycled mixtures, shall be done in accordance with the Asphalt Institute's Manual MS-2 Sixth Edition in the appendix entitled "Mix Design Using RAP When a change in the RAP and/or RAM percentage exceeds 15% of the original amount of RAP and/or RAM in the mix design, a new mix design must be submitted.
Asphalt Plant Requirements: All delivery tickets shall designate the type of recycled mix, (i.e. RC-Type 1, RC-Type 2, R-Type 3, R-Type5).
C. Mix Design Criteria. Laboratory Test Specimen(s) of the Paving Mix, combined in
proportions of the job-mix formula, shall be prepared and tested in accordance with ASTM D-1559.
Test requirements and criteria for the paving mixes under these specifications shall be as follows:
Marshall Stability, Types 1500 lbs. minimum 2, 3, and 4 only No. of compaction blows 50 Flow, all mixtures .08-16 inches Air Voids: (Lab Specimen) Percent Base 1-8
City of Liberty Revised 2017
14-5
Surface 1-5 Voids in Mineral Aggregate (Max Size) Percent (Minimum) 1 2" 12 1" 13 3/4" 14 2" 15 3/8" 16
Mix designs for asphaltic concrete surface and base courses shall be submitted to the City Engineer for review and approval prior to placement. Work in progress without prior mix design approval by the City Engineer will be subject to removal at the expense of the Contractor.
D. Sampling and Testing of the Mixture. Mixes shall be sampled in accordance with ASTM
D-979. The mixtures will be tested for Bitumen content in accordance with ASTM D-2172. The recovered aggregate will be sieved in accordance with Methods of Test for Mechanical Analysis of Extracted Aggregate, AASHTO T-30. When recovered Bitumen is required for further testing it will be obtained according to ASTM D-1856.
E. Mixture Temperature Requirements. To aid in determining the proper temperature of the
completed batch, current viscosity data shall be provided and shall be available at the plant at all times. With information relative to the viscosity of the particular asphalt being used, the temperature of the completed mix at the plant and at the paver shall be designated by the Engineer after discussing with the Contractor the hauling and placing conditions. When the mix is produced in a batch-type plant, the aggregate shall be weighed accurately in the designated proportions to provide the specified batch weight. The temperature of the aggregate at the time of introduction into the mixed shall be as directed by the Engineer, with a tolerance of + or - 25 degrees F. In no case, however, shall the temperature of the mixture exceed 350 degrees F. Continuous Mix or Drum Dryer Mixed plants shall, in general, be controlled in the same manner as batch-type plants. Details of control, differing because of the continuous mixing principle, shall be governed by instructions issued by the plant manufacturer, wherever these instructions are not contrary to these specifications.
F. Control of Mixing Time. The dry mixing period is the interval of time between the opening
of the weigh box gate and the application of the asphalt. The wet mixing period is the interval of time between the application of all asphalt and the opening of the mixer gate for discharge. When it is applied by spray system, the wet mixing time shall begin with the start of the asphalt spray.
1. Batch-Type Plants. The length of time of both the dry and wet mixing periods shall
be such to insure a uniformly and completely coated mix. Mixing period time shall not be altered unless so ordered by the Engineer. A dry mixing period of not less than five seconds shall precede the addition of asphalt to the mix. Excess wet mixing shall be avoided. Wet mixing shall continue as long as is necessary to
City of Liberty Revised 2017
14-6
obtain a thoroughly blended mix, but shall not exceed 75 seconds nor be less than 30 seconds.
2. Continuous Type Plants. The determination of mixing time shall be by a weight
method under the following formula, unless otherwise required:
Pugmill Dead Capacity (lbs) Pugmill Output (lbs per sec)
The weights shall be determined for the job from tests made by the Engineer.
G. Preparation of Asphalt Cement. The asphalt cement shall be heated at the paving plant to a temperature at which it can be uniformly distributed throughout the mix. It shall be delivered into the Contractor's tank at a temperature not exceeding 350 degrees F., and shall not be heated above this temperature for any operation of the paving plant.
The asphalt shall be heated so that it can be distributed uniformly throughout the batch. For mixing application, the specified temperature generally will be such that the asphalt viscosity is within the range of 75-150 seconds, Saybolt Furol. The material shall be sufficiently fluid to produce a complete coating on every particle of aggregate within the specified mixing time.
H. Preparation and Handling of Aggregate. Coarse and fine aggregate shall be stored at the
plant in such a manner that the separate sizes will not become intermixed. Cold aggregates shall be carefully fed to the plant in such proportions that surpluses and shortages in the hot bins will not cause breaks in the continuous operation. When loading aggregate into stockpiles, and into cars, barges, and trucks, the material shall be placed in such a manner as to prevent segregation of aggregate sizes. Stockpiles shall built in uniform layers not exceeding 5 feet in depth.
Coarse and fine aggregate shall be sampled and tested upon arrival at the plant in accordance with the standard method specified in Section 1403(B). Samples of coarse and fine aggregate shall be submitted to an approved testing laboratory for testing, prior to the start of work, and as often thereafter as requested by the Engineer. When coarse aggregate grading is such that the material will tend to segregate during stockpiling or handling, it shall be supplied in two or more sizes. Each size of coarse aggregate required to produce the combined gradation specified shall be placed in individual stockpiles at the plant site and separated by bulkheads or other means approved by the Engineer. Likewise, when it is necessary to blend fine aggregates from one or more sources to produce the combined gradation, each source or size of fine aggregate shall also be placed in individual stockpiles. Aggregate from the individual stockpiles shall be fed through separate bins to the cold elevator feeders and they shall not be blended in the stockpile.
1. Drying. The aggregate shall be thoroughly dried and heated to provide a paving
mix temperature within a tolerance of + or - 25 degree F., of that specified by the Engineer. The moisture content of the heated and dried aggregate shall not exceed 1.0 percent. The quantity of material fed through the dryer shall, in all cases, be held to an amount which can be thoroughly dried and heated.
Mixing Time (sec) =
City of Liberty Revised 2017
14-7
2. Screening. Aggregates shall be screened into sizes such that they may be
recombined into a gradation meeting the requirements of the job-mix formula.
3. Hot Aggregate Storage. Hot screened aggregate storage shall be accomplished in such a manner as to minimize segregation and loss of temperature of the aggregate.
I. Inspection and Control of Asphalt Mixing Plant.
1. Job Mix Formula. The Engineer may make frequent gradation analysis of the hot
aggregates and of the completed mix to be certain that the materials being used and produced are within the tolerances of the job mix formula, and the specifications of the mix number being used. If the mix is found to be outside of the job-mix formula tolerances, or outside of the specifications limits as specified in Section 1404, correction shall be made in quantities measured from the hot bins and adjustments made at the cold bin feeders.
2. Sampling and Testing. Stockpiles and bins may be sampled for gradation analysis
and examined for dust coating and for other purposes, in compliance with state requirements.
Gradation analysis of each hot bin will be performed and a combined analysis computed at least once for every four hours of plant operation if requested by the Engineer. At least one sample shall be taken from each 300 tons of the mix being produced. Samples will be used to determine compliance with general and special requirements set forth in Section 1404.
When requested by the Engineer, the Contractor shall provide representative samples by taking aggregate from the discharge of the aggregate through each of the hot bin gates, or by drawing aggregate from each bin through the mixture chamber (without asphalt cement) into a truck or other receptacle.
1405 ASPHALT MIXING PLANT. Plants used by the Contractor for preparation of the asphalt paving mix shall conform to the following requirements:
A. Requirements for all Plants.
1. Consistency. The plants shall be designed, coordinated, and operated to produce a well-graded mixture within job mix tolerances as covered in Section 1404.
2. Equipment for Preparation of Asphalt. Tanks for storage of asphalt shall be
provided with a device for controlled heating of the material to temperature requirements set forth in Section 1404 (F). Heating shall be accomplished so that no flame shall come in contact with the heating tank. A circulating system of adequate size to insure proper and continuous circulation of asphalt between storage tank and mixed during the entire operating period shall be provided. Storage tank capacity shall be sufficient to hold enough asphalt for at least one day's production.
City of Liberty Revised 2017
14-8
3. Cold Aggregate Feeder. The plant shall be provided with an accurate mechanical
means for feeding the mineral aggregate into the dryer to secure a uniform production and constant temperature. The feeder or feeders shall be capable of delivering, in preset conditions, the maximum number of aggregate sizes required. When more than one cold elevator is used, each shall be fed as a separate unit and the individual controls shall be integrated with a master control.
4. Dryer. The plant shall include a rotary drum dryer that will continuously agitate the
mineral aggregates during the heating and drying process. It shall be capable of continuously supplying aggregate to the mixing unit operating at capacity, to provide a mix at the temperatures specified in Section 1404, and at a moisture content not in excess of 1.0 percent.
5. Screens. Plant screens capable of separating all aggregates to the sizes required for
proportioning, and by having normal capacity in excess of the full capacity of the mixer or the dryer, shall be provided. The Contractor shall expose the screens for inspection at the request of the Engineer. The plant screens shall have an efficiency such that the undersize and oversize aggregate in the associated bins shall not exceed the following percentages:
Bin Sequence from Hot
Aggregate Discharge Undersize
Percent Oversize Percent
1 --- 10 2 -10 10 3 -15 5 4 -15 0
The screen tolerances shall not invalidate the job-mix tolerances specified in Section 1404.
6. Bins. Bins shall be divided into compartments arranged to insure separate storage
of the appropriate fractions of aggregates. Each compartment shall be provided with an overflow pipe that will prevent any backing up of material into other compartments or bins against the screens. The overflow material shall be wasted.
When mineral filler is required, additional dry storage shall be provided and the provision shall be made for proportioning it into the mix.
7. Asphalt Control Unit. Means shall be provided to obtain the required percentage of
asphalt in the mix within tolerance specified, either by weighing, metering, or measuring volumetrically. Where the quantity of asphalt is controlled by metering, provision shall be made for the amount of asphalt delivered through the meter to be readily checked by weight. Steam jacketing or other insulation shall be provided which will maintain the specified temperatures of asphalt in pipelines, meters, weigh buckets, spray bars or other containers.
City of Liberty Revised 2017
14-9
8. Thermometric Equipment (Graduated in 10 degree Increments). An armored thermometer reading from 200 degrees F. to 400 degrees F. shall be fixed in the asphalt feed line at a location near the discharge valve at the mixer unit. A pyrometric thermometer will be supplied in the sand bin and one in the intermediate aggregate bins. The plant shall be further equipped with an approved dial scale, mercury-actuated thermometer, a recording electric pyrometer, or other approved thermometric instrument having an accuracy of + or - 5 degrees F., place at the discharge chute of the dryer to indicate the temperature of the heated aggregate. Any thermometric instrument used shall be sensitive to a rate of temperature change not less than 10 degrees F. per minute.
9. Dust Collector. The plant shall be provided with a dust collector, designed to
waste, or return in a constant and uniform flow to the hot elevator by mechanical means, all or part of the material collected. Prior to permitting the return of such collected dust, the Engineer will examine the characteristics of the dust in relation to the mix requirements.
The plant shall have a mixer cover and such additional housing as may be necessary to insure proper control of dust. The plant shall operate in conformance with all applicable regulations concerning Air Quality Control.
10. Inspection Access. Adequate, safe and unobstructed access to all areas of the plant
from which material samples are required shall be provided. These areas shall include, but not be limited to, Dryer, Screens, Storage Bins, Asphalt Control Unit, and Truck Loading Space. In addition, a ladder or platform shall be provided at the truck loading space to permit easy and safe inspection or sampling of the mix as it is delivered into the truck.
11. Screen By-Pass Operation. The producer of asphaltic concrete material may
operate his asphalt plant by discharging the hot dry aggregate material from the dryer into one of the hot storage bins instead of separating the aggregate by screening.
The asphaltic concrete mixture discharged from the pugmill with the operating screen on by-pass shall comply with the specification and job-mix formula criteria.
12. Field Testing Laboratory. The Contractor shall provide a laboratory building or
room at the plant site, for the exclusive use of the Engineer for performing tests, keeping records, and making reports when requested.
The Contractor shall also furnish necessary laboratory sieves and a powered shaker device for sieve analysis, scales, extractor and supplementary equipment to make aggregate sieve analysis, asphaltic concrete paving mixture analysis, and paving mixture density tests if requested by the Engineer.
B. Special requirements for Batch Type Plants.
1. Plant Scales. Scales for any weight box or hopper may be of either the springless
City of Liberty Revised 2017
14-10
dial or beam type and shall be of an established make and design accurate to within 0.5 percent of the indicated load.
Dial scales shall be designed, constructed and installed in such manner as to be free from vibration. All dials shall be so located as to be plainly visible to the operator at all times. The numbers on the dial shall be large enough to be read at a distance of 25 feet. The end of the pointer shall be set close to the face of the dial to minimize parallax. The scale shall be provided with adjustable pointers for marking the weight of each material to be weighed into the batch.
When the scales are of the beam type, there shall be a tare beam for balancing the hopper and a separate beam for the aggregate from each hot bin. A telltale dial shall be provided that will start to function when the load being applied is within 100 pounds of the weight desired. Each beam shall have a locking device designed and so located that the beam can easily be suspended or put into action. Scales for the weighing of asphalt cement shall conform to the requirements for aggregate scales, except that beam scales shall consist of a full capacity beam and tare beam. The minimum gradation shall not be greater than 1 pound and there shall be attached a telltale device which will start to function when the load being applied is within 25 pounds of the weight desired. Dial scales for weighing the asphalt cement shall read to the nearest pound. All scales for weighing the asphalt shall have a capacity of not more than 10 percent of the normal capacity of the mixer. Scales shall be tested and sealed as often as the Engineer may deem it necessary to insure their accuracy. All weighing equipment shall be well constructed and designed to permit easy realignment and adjustment. Weighing equipment that gets out of adjustment shall be replaced or repaired when ordered by the Engineer. The Contractor shall provide and have available at least to 50-pound standard weights for frequent testing of all scales. For each scale, a suitable cradle, or platform, shall be provided for applying the test load so that the load is distributed uniformly. The test weights shall be kept clean and stored near the scales.
2. Weight Box or Hopper. Equipment shall include a weight box or hopper, large
enough to hold a full batch without hand raking or running over, for accurately weighing each bin size aggregate. The weight box or fulcrums and knife edges shall be so constructed that they will not readily be thrown out of alignment. Gates on both bins and hopper shall prevent leakage when they are closed. An interlocking device which prevents the opening of more than one gate at a time shall be provided. Proportioning of aggregates and charging of mixer shall be performed to blend the aggregates thoroughly and prevent segregation in the mixer.
Automatic plants may proportion all aggregates by simultaneous measuring if a weight hopper with a separate compartment for each bin size, calibrated by weight, is used.
3. Asphalt Cement Measuring Equipment. Asphalt measuring equipment provided on
the plant shall accurately measure into each batch the required amount of asphalt
City of Liberty Revised 2017
14-11
within a tolerance of plus or minus 2 pounds.
When an asphalt bucket is used, it shall be a nontilting type provided with a loose sheet-metal cover. The capacity of the asphalt bucket shall be a least 10 percent in excess of the weight of asphalt required for a one-batch mix. The plant shall have a steam-jacketed, quick closing, non-dripping, charging valve.
The length of the discharge opening or spray bar shall not be less than three-fourths of the length of the mixer and it shall discharge directly into the mixer. The discharge system shall be designed and arranged to deliver the asphalt the full length of the mixer in a thin, uniform sheet or in multiple streams or sprays.
When a volumetric meter is used, it shall automatically meter the asphalt into each batch. The dial to indicate the amount of asphalt shall have a capacity of at least 10 percent in excess of the weight or gallons of asphalt required in one batch. The meter shall be constructed so that it may be locked at any dial setting and will automatically reset to this reading after the addition of the flow of asphalt to each batch. The dial shall be in full view of the mixer operator. The flow of asphalt shall be controlled to begin automatically when the dry mixing period is over. All of the asphalt required for one batch shall be discharged in not more than 15 seconds after the flow has started. The section of the asphalt flow line located between the charging valve and the outlet shall be used for checking and testing the accuracy of the meter.
4. Mixer Unit for Batch Method. The plant shall include a batch mixer and a batch
capacity of not less than 2000 pounds. It shall be capable of producing, uniformly, a mix within the job-mix tolerances established in Section 1404. Deviation in size of batches will be permitted to provide for mixing batches down to 20 percent below and up to 15 percent above the rated capacity in the mixer, provided the quality of the mix is not impaired.
The paddles shall be set to insure a completely uniform mixture. If not enclosed, the mixer box shall be equipped with a dust hood to prevent loss of dust. The mixer shall be so constructed as to prevent leakage of contents.
5. Interlock, Time Control and Batch Counter. The Mixer shall have an interlocking
control to lock the weight box gate until the material in the pugmill has been discharged and the pugmill has been closed. The interlock shall also lock the asphalt bucket throughout the dry and wet mixing periods. The timing control shall be flexible, permitting adjustments of cycles up to three minutes in five second intervals. A batch counter, designed to register only completely mixed batches, shall be installed.
C. Special Requirements for Continuous Mixing Plants.
1. Feeder Signal Devices. The aggregate bins shall be provided with signal devices
and controls which will warn of low levels and thereby lead to stopping the flow of all aggregate and asphalt to the mixer when the aggregate in any one bin is so low
City of Liberty Revised 2017
14-12
that the feeder will not operate at set capacity. The asphalt storage system shall be provided with signal devices and controls which will warn of low levels of asphalt and which will stop the entire plant operation when the asphalt storage lever is lowered to the point of exposing the feed end of the asphalt suction line.
2. Aggregate Feed Unit. The proportioning unit shall include a feeder mounted under
the bins. Each bin compartment shall have an accurately controlled mechanically adjustable gate to form an opening for volumetrically measuring the material drawn from it. The opening shall be rectangular and provided with a lock. Indicators shall be provided on each gate to show the gate opening in inches. Mineral filler, if specified, shall be proportioned separately from a hopper equipped with an adjustable feed which may be accurately and conveniently calibrated and which shall be interlocked with the aggregate and asphalt feeds.
3. Calibration of Aggregate Feed. Samples shall be taken and weighed as a means of
calibrating gate openings. Material shall be fed out of a bin through the individual opening and bypassed to a leakproof test box. The material from each compartment shall be taken separately. The plant shall be equipped to handle conveniently test samples weighing not less than 200 pounds. A platform scale shall be provided by the Contractor to weigh the test samples to an accuracy of + or - 0.5 percent of the indicated load.
4. Synchronization of Aggregate and Asphalt Feed. Positive interlocking control shall
be assured between the flow of aggregate from the bins and the flow of asphalt from the meter or other proportioning device. This shall be accomplished by a positive interlocking method.
5. Mixer Unit for Continuous Method. The plant shall include a continuous mixer
capable of uniformly producing a mix within the job-mix tolerance specified in Section 1404(A). The mixer shall carry a manufacturer's plate giving the net volumetric contents of the mixer at the several heights inscribed on a permanent gauge.
D. Special Requirements for Drum Dryer Mixing. Asphaltic concrete mixtures may be
manufactured by the process of incorporating asphalt cement with aggregate as the material passes through the dryer. The drum dryer mixing operation shall be approved by the Engineer prior to the manufacture of asphaltic concrete mixes. The material so produced shall comply with specifications and job-mix formula criteria.
The aggregate bins and asphalt storage system shall be equipped with feeder control devices in conformance with Section 1405(C,1). The Contractor shall provide and have available standard weights of sufficient sizes to calibrate the aggregate feed conveyor scales from their minimum to maximum readings in 1 pound increments.
1406 TRANSPORTATION OF MIX. The mix shall be transported to the job site in vehicles with tight metal bottoms, clean of all foreign material which may affect the mix. The inside of the truck beds shall be lubricated with a thin coating of volatile oil to prevent the mix from adhering to the bed, but an excess of lubricant will not be permitted. The dispatching of vehicles shall be so scheduled that all materials
City of Liberty Revised 2017
14-13
delivered may be placed in daylight unless the Engineer approves artificial light. Delivery of the material to the paver shall be at a uniform rate and in an amount within the capacity of the paving and compacting equipment. Haul trucks shall be provided with covers of sufficient size and weight to completely cover the truck bed to protect the load and to prevent cooling of the upper surface. Failure to have the load completely covered shall be sufficient cause for rejection of the entire load. The load shall remain covered until the truck is next in line to be unloaded. In no case shall a load remain uncovered for more than 10 minutes before starting to use the load. If for any reason there is a delay in completely using a load, the remaining part of the load shall be re-covered until it can be used. It shall be the responsibility of the Contractor to inform all truck drivers of these provisions before starting work. 1407 SCALES AND WEIGHING OF VEHICLES. The vehicle's tare and gross weight shall be established by actually weighing the vehicle on a certified scale. The tare weight will be established at least twice each day. The vehicle, when establishing tare, shall be clean, bed empty, fuel tanks filled and shall have all side and back boards in place. Scales used to determine the weight of vehicles shall be of the axle-load type. Certification of scales shall be accomplished by a scale company capable of testing the performance of axle-load for compliance with the National Bureau of Standards Handbook #44, "Specifications, Tolerance and other Technical Requirements for Commercial Weighing and Measuring Devices." 1408 REQUIREMENTS FOR ASPHALT PAVING EQUIPMENT. All asphalt paving equipment used by the Contractor shall meet the requirements of this section and shall be maintained in acceptable mechanical condition. Equipment shall be serviced and lubricated away from the paving site. Units that drip fuel, oil or grease shall be removed from the project until such leakage is corrected.
A. Pavers and Laydown Machines. Mechanical self-powered pavers shall be capable of spreading the mix, within the specified tolerances, true to the line, grade and crown indicated on the plans.
Pavers shall be equipped with quick and efficient steering devices and shall be capable of traveling both forward and in reverse. They shall be equipped with hoppers and distributing screws which place the mix evenly in front of the adjustable screeds. They shall be equipped with either a vibrating screed or a tamping bar immediately preceding a static screed.
There shall be sufficient auxiliary attachments for the paving machine so that it may be operated to lay 8,9,10,11 and 12 foot strips. The necessary width for laying shall be determined in the field by the Engineer. Vibrating screed or tamping bars shall be provided for the full width of all paving operations.
The screed shall include a strike-off device which is effective on mixes at workable temperatures without tearing, shoving or gouging them, and which produces a finished surface of an even and uniform texture. The screed shall be adjustable as to the height and crown and shall be equipped with a controlled heating device for use when required. For irregular width paving, hydraulic extensions, without tamping bars and vibrating screed, may be used only along the curb or outer edge of pavement.
City of Liberty Revised 2017
14-14
1. Electronic Screed Controls. The paver shall be equipped with an approved system
capable of automatically controlling the elevation and transverse slope of the paver screed. An erected stringline, traveling stringline or other approved device operating on the roadbed being paved or the surfaces of the previously placed lane shall be used to establish the grade reference. The grade reference device shall operate on either or both sides of the paver as required and shall be capable of maintaining the desired transverse slope regardless of changes in the screed elevation.
The traveling stringline shall be constructed in such a manner that it does not vibrate or cause the sensor to make erroneous readings during the layout operation.
The length of the beam to be used shall be approved by the Engineer and shall be between 20 feet and 40 feet.
In the event of failure of the automatic screed control system, the Contractor will be permitted to continue placing the asphaltic concrete mix for the rest of the day in which the failure occurred. The Contractor will not be permitted to continue operations without using automatic screed controls unless permission has been granted by the Engineer on each succeeding day following the failure. The use of the automatic screed control devices on asphalt pavers will not be required for paving small irregular areas, entrances, approaches, or side street connections. Automatic screed control devices will be required for matching the joint with all previously laid strips, except for those areas noted above.
2. Beveled Joint. The paver shall be equipped with a shoe which will produce a joint
between laying strips having its face inclined at an angle of thirty degrees from the vertical. This type joint shall be used with all asphaltic concrete mixes. The shoe shall be designed in a manner that it will be capable of beveling depth up to 4 inches.
B. Rollers. Compaction equipment may consist of vibratory steel wheel, static steel wheel or
pneumatic-tired rollers. They shall be self-propelled and equipped with such controls that starting, stopping and reversing direction can be accomplished without displacing the hot asphaltic concrete pavement.
1. Steel-Wheeled Rollers. Steel-Wheeled Rollers may be as follows: three-wheeled
rollers, vibratory rollers, tow-axle tandem rollers, or three-axle tandem rollers. These rollers shall develop contact pressure of 195 to 350 pounds per inch of width. Rollers shall be in good condition.
Rollers shall be equipped with adjustable scrapers to keep the wheel surfaces clean and with efficient means of keeping them wet to prevent mixes from sticking. These surfaces shall have no flat areas, openings or projections which will mar the surface of the pavement.
The three-axle tandem rollers shall be so constructed that, when locked in position
City of Liberty Revised 2017
14-15
with all treads in one plane, the roller wheels are held with such rigidity if either front or center wheel is unsupported, the other two wheels will not vary from the plane more than 1/4 inch.
2. Pneumatic-Tired Rollers. The rollers shall be equipped with pneumatic tires of
equal size and diameter which are capable of exerting average contact pressures varying from 40 psi to 110 psi by adjusting the ballast and or tire inflating pressures. The wheels of the roller shall be so spaced than one pass will accomplish one complete coverage equal to the rolling width of the roller. There shall be a minimum of 1.4 inch overlay of the tracking wheel. The wheels shall oscillate but not wobble. The roller shall be so constructed that the contact pressure shall be uniform for all wheels, and the tire pressure of the several tires shall not vary more than 5 psi. Pneumatic-tired rollers shall be constructed with enough ballast space to provide uniform wheel loadings as may be varied by order of the Engineer to obtain contact pressures that will result in the required density.
3. Trench Rollers. Trench rollers shall have an auxiliary wheel that operates outside
the area to be compacted at such a distance from the pavement edge as to cause no damage thereto. it shall be mounted upon an axle that is adjustable in height. The auxiliary wheel shall be kept in adjustment so that the compression wheels will develop a smooth, compacted surface true to crown and grade. The contact pressure of the compression wheels shall be from 195 to 350 pounds per inch of width.
Trench rollers shall be equipped with adjustable scrapers to keep the rollers clean and with efficient means of wetting the compression wheels to prevent mixed from sticking.
In lieu of the above requirements pertaining to non-vibratory compaction equipment, consideration will be given to use other types of equipment which are capable of producing equivalent results consistent with the requirements of the specifications.
C. Pressure Distributor. The pressure distributor shall meet the requirements of Section 1305.
D. Hand Tools. The Contractor shall provide sufficient lutes, rakes, shovels, tamping irons
and other equipment as required to produce results consistent with the specifications. 1409 CONSTRUCTION REQUIREMENTS.
A. Preparation of the Area to be Paved. The area to be paved shall be true to line and grade, and have properly prepared surface prior to the start of the paving operations. It shall be free from all loose or foreign material.
Where a base is rough or uneven, a leveling course shall be placed and properly compacted before the placing of subsequent courses.
When leveling course is not required, all depressions and other irregularities shall be patched or corrected, and the work approved by the Engineer before the paving operation
City of Liberty Revised 2017
14-16
begins.
The area to be paved shall be primed uniformly in accordance with the provisions of Section 1300. The asphalt emulsion may be diluted 1:1 to 1:3 parts emulsion to water.
The surfaces of curbs, gutters, vertical faces of existing pavements and all structures in actual contact with asphalt mixes shall be painted with a thin, complete coating of asphaltic material to provide a closely bonded, watertight joint.
B. Weather Limitations. When the moisture of the aggregate in the stockpile or from the dryer
interferes with the quality of mix production, or with normal plant operations, or when pools of water are observed on the surface to be paved, the mixing and placing of hot-mix asphalt will not be permitted without the special permission of the Engineer.
Hot mix asphalt paving shall not be mixed or placed when the ambient temperature is below 40 degrees F., or when there is frost in the subgrade or any other time when weather conditions are unsuitable for the type of material being placed without expressed approval of the Engineer. The minimum temperature of the asphaltic concrete when placing at the construction site shall be 285 degrees F. when the ambient temperature is from 40 - 50 degrees F., 280 degrees F. when the ambient temperature is from 50 - 60 degrees F., and 275 degrees F when the ambient temperature is above 60 degrees F. Spreading and Finishing. The spreading and finishing of each course shall be to the thickness and width indicated on the plans or Special Provisions. The compacted thickness of individual layers shall not exceed the following for the respective type of mixture.
Type 1 Asphalt Concrete Base 8" Type 2 Asphalt Concrete Base 4" Type 3 Asphalt Concrete Surface 2" Spreading and finishing shall be conducted in the following manner:
1. Mechanical Pavers. The base and surface courses shall be spread and struck-off
with a mechanical paving machine meeting the requirements of Section 1408 (A). The paving machine shall be operated so that the material does not accumulate and remain along the sides of the receiving hopper.
Equipment which leaves tracks or indented areas which cannot be corrected in normal operation, or which produces other permanent blemishes or fails to produce a satisfactory surface, shall not be used.
Longitudinal joint and edges shall be constructed to true line markings. Lines for the paver to follow in placing individual lanes will be established parallel to the centerline of the proposed roadway. The paver shall be positioned and operated to follow closely the established line. When using pavers in echelon, the second paver shall follow the edge of the material placed by the first paver. The length of each laydown pass shall be limited, depending on weather conditions, to assure a hot joint and obtain proper compaction.
City of Liberty Revised 2017
14-17
As soon as the first load of material has been spread, the texture of the unrolled surface shall be checked to determine its uniformity. Segregation of materials shall not be permitted. If segregation occurs, the spreading operation shall be immediately suspended until the cause is determined and corrected.
Transverse joints in succeeding courses shall be offset at least 2 feet. Longitudinal joints shall be offset at least 6 inches.
Any irregularities in alignment left by the paver shall be corrected by trimming directly behind the machine. Immediately after trimming, the edges of the course shall be thoroughly compacted by tamping. Distortion of the pavement during this operation shall be avoided.
Edges against which additional pavement is to be placed shall be beveled 30 degrees from the vertical plane. A lute or rake shall be used immediately behind the paver to obtain a true line and beveled edge. Any irregularities in the surface of the pavement course shall be corrected directly behind the paver. Excess material forming high spots shall be removed by a shovel or lute. Indented areas shall be filled with hot mix and smoothed. Fanning of material shall not be permitted.
2. Hand Spreading. In small areas where the use of mechanical finishing equipment is
not practical, the mix may be spread and finished by hand. Placing by hand shall be performed carefully; the material shall be distributed uniformly to avoid segregation of the coarse and fine aggregate. Broadcasting of material shall not be permitted. During the spreading operation, all material shall be thoroughly loosened and uniformly distributed by lutes or rakes. Material that has formed into lumps and does not break down readily shall be rejected. Following placing and before rolling, the surface shall be checked with templates and straightedges and all irregularities corrected.
D. Compaction.
1. General. Rolling equipment for use in compacting mixes shall meet the
requirements of Section 1408 (B). Unless otherwise approved by the Engineer, at least three (3) rollers shall be required at all times. Additional rollers shall be used as necessary to provide specified pavement density.
All rolling shall proceed as directed by the Engineer, but in general shall be longitudinal, starting near the edge of the pavement and proceeding toward the center of the roadway, overlapping on successive trips by not less than one-third (1/3) and no more than one-half (2) the width of the roller. Alternate trips of the roller shall be of slightly different lengths. The initial rolling shall take place as closely behind the laying machine as the temperature and condition of the mat will allow.
The motion of the roller shall be slow enough at all times to avoid displacement of

City of Liberty Revised 2017
14-18
the hot mixture. The initial compaction roll shall be accomplished with the roller drive wheel leading the tiller wheel. Any displacement occurring as a result of reversing the direction of the roller, or from any other cause, shall be corrected immediately by the use of rakes and fresh mixture when required. To prevent adhesion of the mixture the wheels shall be kept properly moistened, but excess water will not be permitted.
Immediately after spreading, each course of the pavement mixture shall be compacted by rolling. The initial or "breakdown" rolling shall be accomplished with a smooth-wheeled roller. The pneumatic tired roller shall be used to knead and compact the pavement mixture following the initial rolling and preceding the final rolling. Care shall be exercised in the use of the pneumatic-tired roller to ensure that the pavement mixture is sufficiently cooled to avoid "picking-up" of the mixture on the tires of the roller, and also to ensure that the pneumatic-tired rolling is completed before the mixture becomes too cool to allow satisfactory finish rolling. Final, or finish rolling, shall be done with a smooth-wheeled roller. The surface of the mixture after compaction shall be smooth and true to established section and grade. Any surface which shows an uneven mixture or which becomes loose, or is in any way defective, shall be removed and replaced with fresh hot mixture at the Contractor's expense, and be immediately compacted to conform with the surrounding area.
2. Rolling Procedure. When paving in single widths rolling shall proceed in the
following order: 1. Transverse Joint 2. Outside Edge 3. Initial or Breakdown rolling, beginning on the low side and progressing
toward the high side 4. Second rolling same procedure as 3 5. Finish rolling
When paving in echelon, or abutting a previously placed lane the longitudinal joint rolling shall follow the transverse joint rolling.
When paving in echelon, 2-3 inches of the edge which the second paver is following shall be left unrolled, and rolled when the joint between the lanes is rolled. Edges shall not be exposed more than fifteen minutes without being rolled. Particular attention shall be given to the construction of transverse and longitudinal joints in all courses.
In laying a surface mix adjacent to any finished area, it shall be placed sufficiently high so than, when compacted, the finished surface will be true and uniform. Where the grade is slight, gutters will be checked with a straightedge to insure drainage to the desired outlet.
3. Transverse Joints. Transverse joints shall be carefully constructed and thoroughly
compacted to provide a smooth riding surface. If the joint has been distorted, it
City of Liberty Revised 2017
14-19
shall be trimmed to a line. The joint face shall be painted with a thin coating of asphalt before the fresh material is placed against it. Transverse joints shall be held to a minimum. At the end of the paving day all lanes shall be completed to approximately the same station.
4. Longitudinal Joints. Longitudinal joints shall be rolled directly behind the paving operation. The first lane placed shall be true to line and grade. In spreading, the material shall overlap the edge of the lane previously placed by two (2) to four (4) inches. The width and depth of the overlapped material shall be kept uniform along the joint for alignment purposes. Before rolling, the coarse aggregate in the material overlapping the joint shall be carefully removed with a rake or lute and discarded.
5. Edges. The edges of the pavement shall be rolled concurrently with or immediately
after rolling the longitudinal joint.
Care shall be exercised in consolidating the material along the entire length of the edges. Before it is compacted, the material along the unsupported edges shall be slightly elevated with a tamping tool or lute. This will permit the full weight of the roller wheel to bear on the material to the extreme edges of the mat. In rolling pavement edges, roller wheels shall extend approximately one (1) inch beyond the pavement edge.
6. Breakdown Rolling. Breakdown rolling shall immediately follow the rolling of the
longitudinal joint and edges. Rollers shall be operated as close to the paver as necessary to obtain adequate density without causing undue displacement. The breakdown roller shall be operated with the drive wheel nearest the finishing machine. Exceptions may be made by the Engineer when working on steep slopes or super-elevated curves.
7. Intermediate Rolling. Pneumatic-tired rollers as specified in Section 1408(B,2)
shall be used for intermediate rolling. The intermediate rolling shall follow the breakdown rolling as closely as possible and while the paving mix is still of a temperature that will result in maximum density from the operation.
Pneumatic-tired rolling shall be continuous after the initial rolling until all of the mix placed has be compacted to the required density. Turning of pneumatic-tired rollers on the hot paving mix which causes displacement shall not be permitted.
8. Finish Rolling. The finish rolling shall be accomplished while the material is still
warm enough for the removal of roller marks. All roller marks shall be removed by the finish rolling operation.
All rolling operations shall be conducted in close sequence. In places inaccessible for the operation of standard rollers as specified, compaction shall be performed by trench rollers or others meeting the requirements of Section 1408 (B.3). The trench roller shall be operated until the course is thoroughly compacted. Hand tamping, manual or mechanical, may be used in such areas, if such operations will give the required density.
City of Liberty Revised 2017
14-20
E. Density and Surface Requirements. The completed asphalt concrete paving shall have a
density equal to or greater than 95 percent for all Asphalt Concrete. Density is based on laboratory specimens prepared as specified in Section 1404 (B) and made from plant mix conforming to the job mix formula.
All unsatisfactory work shall be repaired, replaced or corrected at the direction of the Engineer. The surface of the final course shall be of a uniform texture and conform to line and grade shown on the plans. Both density and thickness shall be carefully controlled during construction and shall be in full compliance with plans and specifications. During compaction, preliminary tests, as an aid for controlling thickness shall be made by means approved by the Engineer. Upon request of the Engineer, representative samples of the compacted asphalt paving shall be obtained by the Contractor under the supervision of the Engineer and shall be tested by a suitable independent or municipal testing laboratory as necessary to verify compliance with respective density requirements.
The Engineer shall approve selection of the independent testing laboratory, number, timing, location and testing procedures for the representative samples. The testing laboratory shall submit to the Engineer four (4) copies of each report covering the details and results of the tests. All costs for the testing laboratory and all other costs of testing shall be borne by the Contractor, unless otherwise specified.
The surface of the final surface course shall not vary from a ten (10) foot straight edge, applied parallel to the centerline, by more than one-fourth (1/4) inch.
1410 PROTECTION OF PAVEMENT. The Contractor shall protect all sections of newly compacted base and surface courses from traffic until they have hardened properly, or as directed by the Engineer. 1411 COMPACTION TESTING. At the option of the Engineer, compaction testing may be performed in the field using a nuclear density-moisture measuring device to determine the density of the mixture as placed. Field test results shall be immediately available to the inspector. If as a result of this field testing the Engineer determines that further compaction is required, the Contractor shall revise his rolling procedure to obtain the density as specified. All testing shall be at the expense of the Contractor unless otherwise set out in the plans or specifications. 1420 CRUSHED AGGREGATE BASE COURSE. Crushed aggregate base course shall be placed under asphalt pavement in City streets at depths and thicknesses as specified in the standard detail drawings or project specific specifications approved by the City Engineer. Materials shall conform to gradations as specified in this section based upon Missouri Department of Transportation (MoDOT) standards.
A. MoDOT Type 1 Aggregate. Type 1 aggregate for base shall be essentially limestone or dolomite. The aggregate shall not contain more than 15 percent deleterious rock and shale. Sand may be added only for the purpose of reducing the plasticity index of the fraction passing the No. 40 (425 µm) sieve in the finished product. Any sand, silt and clay and any deleterious rock and shale shall be uniformly distributed throughout the material. The
City of Liberty Revised 2017
14-21
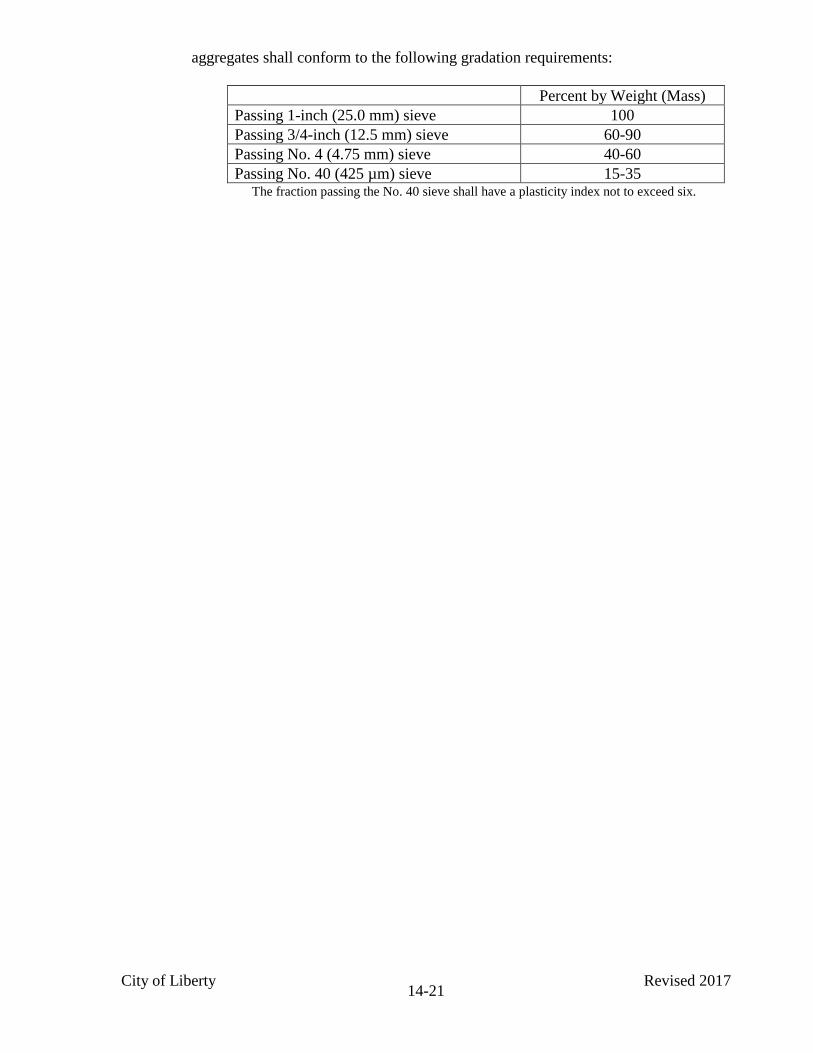
aggregates shall conform to the following gradation requirements:
Percent by Weight (Mass) Passing 1-inch (25.0 mm) sieve 100 Passing 3/4-inch (12.5 mm) sieve 60-90 Passing No. 4 (4.75 mm) sieve 40-60 Passing No. 40 (425 µm) sieve 15-35
The fraction passing the No. 40 sieve shall have a plasticity index not to exceed six.