Embed Size (px)
Citation preview

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Sampling PlansPart 2 of 3
Acceptance Sampling Plans for Inspection by Variables
Peter Knepell, PhDPeak Quality Services
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org6/24/14 1
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org 2
Introducing the Presenter
• Peter Knepell, President of Peak Quality Services
• PhD, Cornell University, Operations Research
• Certified Quality Engineer (CQE) and SoftwareQuality Engineer (CSQE) by the American Societyfor Quality
• Started assisting medical device and pharmaceutical manufacturers in 1994. Presented over 10 popular, AAMI-sponsored webinars.
• Since 1998, specialized in Lean Six Sigma & Design for Six Sigma implementation for a variety of industries & organizations
• AAMI faculty for: Statistics, Design of Experiments, Risk Management, and Process Validation workshops
6/24/14 2

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Sampling Plans Webinar SeriesOverall Objectives
36/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
At the end of this series, you will be able to:
Create a risk-based sampling plan for the validation of a new production process
Create acceptance sampling plans for inspection by variable
• Create acceptance sampling plans for inspection by attribute
Explain the risks involved with decisions
Balance cost of inspection with risks of making a wrong decision
3
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Sampling Plans - Part 2 Objectives
46/24/14
At the end of this webinar, you will be able to:
• Define the fundamental concepts for Acceptance Sampling Plans
• Create Acceptance Sampling Plans for inspection by variable
• Establish an appropriate sample size for inspection by variable
• Explain the risks involved with decisions
4

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Webinar Outline
6/24/14 5
• Quick Review of Key Topics Q&A and Email Review from Part 1
FDA References
Definitions
Scenario from Part 1
• Process Capability Measures for Variable Data
• Acceptance Sampling Plans for Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Q&A and Email Review from Part 1
6/24/14 6
• Small Production Lots For certain manufacturing methods, first article or first-and-last
article inspections are adequate. (eg, CNC manufacturing)
For other manufacturing methods, 100% inspection may be appropriate. (eg, manual assembly)
Acceptance Sampling Plans can reflect these strategies but will not depend on statistical techniques.
Process monitoring should be considered.
• Use/Misuse of AQL vs. LTPD These terms will be completely covered in Part 3
If you MUST have an immediate answer, drop me an email request for some definitions ([email protected])

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Q&A and Email Review from Part 1
6/24/14 7
• Censored Data for Reliability Scenario: Want a device to last at least 50,000 cycles. Test a
sample to 100,000 cycles and collect the times to failure.
Attribute Data Example: One out of twenty tested failed in less than 50,000 cycles. Estimated Failure Rate = 1/20 = 5% + X% . This will be covered in a future webinar: How Much Is Enough?
Variable Data Example: You want to establish a mean time to failure (MTTF) for the device. Beyond scope for these webinars. Consult a reliability expert.
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Confidence in Statistical Conclusions Depend on Sampling
86/24/14
“Sampling plans, when used, shall be written and based on a valid statistical rationale. Each manufacturer shall establish and maintain procedures to ensure that sampling methods are adequate for their intended use and to ensure that when changes occur the sampling plans are reviewed. These activities shall be documented.”
21 CFR 820.250 (b)
8

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Acceptance Activities
96/24/14
Establish and maintain procedures for acceptance activities .
Include inspections, tests or other verification activities.
• Receiving acceptance
• In-process
• Final acceptance21 CFR 820.80 (a) – (d)
9
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Definition of an Acceptance Sampling Plan
106/24/14
• Acceptance Sampling PlanA pathway for deciding on the disposition of a product based on the inspection of one or more samples.
• GoalTo minimize the cost of inspection while understanding the risks of making a wrong decision.
10

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
High Level Acceptance Sampling Plan
116/24/14
Receive Lot
(N)
Inspect Sample
(n)Accept Lot
Meets Criteria?
Disposition Decision
Some Alternatives:
• Inspect another sample
• Inspect 100%
• Fine your supplier
• Reject lot
Yes
No
11
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Specific Example for Variable Data
126/24/14
Receive Lot
N = 1,000
Inspect Sample
n = 15*
Cpk > 1.5 ?
Inspect New Sample
n = 24*
For all 39*, Cpk > 1.25 ?
Accept the lot with 95% confidence the Cpk > 1.0
Inspect 100%
Yes
No
Yes
No
Cpk > 1.25 ?
Yes
No
12
* Based on Cpk Sample Size Table, Slide 40.

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Noteworthy Observations
136/24/14
• Acceptance plans can be innovative • Previous example is called a Double Sampling Plan
• Decisions• Expressed in terms of confidence in a quality level
• To perform 100% inspection of the lot after failure to accept is an expensive disposition
• Need to be based on the cost of inspection versus the benefit to the customer
13
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Key Assumptions for Acceptance Sampling Plans
6/24/14 14
• Results of inspections are valid (ie, measurement system is good and samples are randomly selected)
• Cost of 100% inspection exceeds the benefits
• Underlying probability distributions are appropriate
• Setting a performance goal is not permission to produce defectives – it is guidance for disposition decisions

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Scenario from Part 1
156/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Scenario: A manufacturer is going to set up two parallel production lines for a new reagent. During Operational Qualification (OQ) they found that a key quality characteristic for the reagent is very sensitive to:
• pH of a raw material
• purity of water used in the process
In January they will set up both production lines that will operate over two shifts a day, five days a week. Each day, each line will produce a batch of reagent. At the end of the second shift, the equipment will be cleaned.
How should they evaluate PQ results for pH?
15
Analysis of ResultsCpk for Each Batch’s pH
166/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Cpk Line 2Batch 1 Batch 2 Batch 3 Batch 4
1.39 1.94 2.07 1.71
Cpk Line 1Batch 1 Batch 2 Batch 3 Batch 4
1.28 1.74 1.76 1.56
Goal: Cpk > 1.33Each Sample Size = 16
16
Analysis is incomplete. No level of risk is assigned these performance capability measures. We’ll revisit this table later.

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Webinar Outline
6/24/14 17
• Quick Review of Key Topics Q&A and Email Review from Part 1
FDA & GHTF References
Definitions
Scenario from Part 1
• Process Capability Measures for Variable Data FDA & GHTF References
Definitions of Cpk, Ppk, level , & DPM Technical Details
• Acceptance Sampling Plans for Variables
Process Capability Requirement
“Where appropriate, each manufacturer shall establish and maintain procedures for identifying valid statistical techniques required for establishing, controlling, and verifying the acceptability of process capability and product characteristics.” [emphasis added]
21 CFR 820.250 (a)
6/24/14 18© 2014 Association for the Advancement of Medical Instrumentation www.aami.org

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Capability Studies
• Capability studies are performed to evaluate the ability of a process to consistently meet a specification.
• The most commonly used capability indices are Cp and Cpk.
• Capability studies are frequently used towards the end of the validation to demonstrate that the outputs consistently meet the specifications.
Global Harmonization Task Force (GHTF),
Process Validation Guidance, page 20.
6/24/14 19
Statistical Measures of Process Capability
Name Symbol Estimate of:
Process Capability Index
Cpk Defect-free work
Sigma Level level Defect-free work
Defects per Million DPM or PPM Defect-free work
Defects per Unit dpu Defect-free work
First Pass Yield FPY Defect-free work
Do you notice a trend here?
6/24/14 20© 2014 Association for the Advancement of Medical Instrumentation www.aami.org

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Cpk – Process CapabilityIf Metric is Variable AND
Normally Distributed
Process Capability Index
Cpk = minimum { USL - , - LSL } 3
• Common measure
• Normally distributed data that do not have to be centered on target
• Red Area represents proportion out of specification (aka, proportion defective)
• DPM = Red Area x 1,000,000
LSL USL
6/24/14 21
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Six Sigma Quality SystemsMetric is Variable ANDNormally Distributed
Sigma Level
minimum { USL - , - LSL }
• Exactly 3 times Cpk
• Represents number of standard deviations between current mean of process & closest specification limit
6/24/14 22
level =

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Process Capability Example
The packaging team established Seal Strength specs of 10 and 30 lbs. They took a random sample and found:
• an average of 25 lbs
• a standard deviation of 2.5 lbs.
Cpk = Min {30 - 25 , 25 – 10 } / (3 x 2.5) = 5 / 7.5 = 0.67
level = min {30 – 25 , 25 - 10} / 2.5 = 5 / 2.5 = 2.0
DPM = 0.02275 x 1,000,000 = 22,750 (from statistics software)
Compute Cpk, Cp and level .
6/24/14 23
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Equivalence of Measures
* For non-centered processes (ie., Cp ≠ Cpk)
• DPM drops as Cpk increases
• Double Cpk by halving standard deviation
• Increasing Cpk dramatically decreases DPM
Cpk level DPM*.33 1 158,655
.67 2 22,750
1 3 1,350
1.33 4 32
1.5 4.5 3.4
Cpk level DPM*.33 1 158,655
.67 2 22,750
1 3 1,350
1.33 4 32
1.5 4.5 3.4
6/24/14 24

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Technical NotesCpk vs. Ppk
6/24/14 25
Short-Term Capability
Long-Term Capability
Standard Deviation ST = R / d2 LT =
Process Capability Measure
Cpk =Min { USL - , - LSL }
3 ST
Ppk =Min { USL - , - LSL }
3 LT
n
2
ii 1
y y
n 1√
NOTE: In theory ST < LT , thus Cpk > Ppk (theoretically)
Ppk is often the preferred measure of capability
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Technical NotesNon-Normal Data
6/24/14 26
0
5
10
15
20
25
30
24.0 to<=
30.0
30.0 to<=
36.0
36.0 to<=
42.0
42.0 to<=
48.0
48.0 to<=
54.0
54.0 to<=
60.0
60.0 to<=
66.0
USL
0
5
10
15
20
25
3.178 to <=3.328
3.328 to <=3.478
3.478 to <=3.628
3.628 to <=3.778
3.778 to <=3.928
3.928 to <=4.078
4.078 to <=4.228
Class
# O
bse
rvat
ion
s
Normal Distribution Mean = 3.629Std Dev = 0.2282KS Test p-value = .3398
USL
Original Time-to-Beep Data Transformed Data
log(USL) = log(60) = 1.778
time log(time)37 1.56829 1.46234 1.53147 1.67254 1.73252 1.71650 1.69938 1.58033 1.51950 1.69934 1.53144 1.64330 1.477
Most common approach is transform data to make it look more Normal.

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Webinar Outline
6/24/14 27
• Quick Review of Key Topics
• Process Capability Measures for Variable Data FDA & GHTF References
Definitions of Cpk, Ppk, level , & DPM Technical Details
• Acceptance Sampling Plans for Variables Key Assumptions
Motivational Example (Scenario 2)
Deriving Sample Size
Acceptance Sampling Plan Pathway
Final Examples (Scenario 1)
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Key Assumptions for Acceptance Sampling Plans
(repeated)
6/24/14 28
• Results of inspections are valid (ie, measurement system is good and samples are randomly selected)
• Cost of 100% inspection exceeds the benefits
• Underlying probability distributions are appropriate
• Setting a performance goal is not permission to produce defectives – it is guidance for disposition decisions

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Scenario 2 for Variable Data
• You sampled 100 temperature sensors from a lot of 1,000 and created a histogram. The upper and lower spec limits (USL & LSL) are shown.
• Is there an simple way to express how well or poorly your supplier of temperature sensors is performing? 0
5
10
15
20
25
30
35
98.2 98.3 98.4 98.5 98.6 98.7 98.8 98.9
LSL USL
6/24/14 29© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Process Capability Measures for the Sample of 100 Sensors
0
5
10
15
20
25
30
35
98.2 98.3 98.4 98.5 98.6 98.7 98.8 98.9
LSL USL
We would like a Cpk > 1.5. Should we be happy with our supplier of sensors?
98.3 98.4 98.5 98.5 98.6 98.7 98.7 98.8 98.9
USLLSL
N = 100Mean = 98.59Std Dev = 0.056USL = 98.9LSL = 98.3Cpk = 1.73Sigma Lvl = 5.19DPM = 0.1
6/24/14 30

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Key Points to Consider About a Result from a Sample
• Sample mean and standard deviation are estimates of the true parameters of the lot. Using them to calculate Cpk also gives an
estimate of the true value for Cpk.
Could get over- or under-estimate of the true Cpk and DPM
• Intuition says that large sample sizes help reduce the risk of over or under estimating. That is correct but how much is enough?
• Need a way to quantify the risk in deciding that the lot is acceptable
6/24/14 31© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Confidence Intervals for Cpk
1. Take a sample (n)
2. Compute estimate for Cpk
3. Compute lower bound for confidence interval based on:
• Sample size (n)
• Estimated Cpk (Est Cpk)
• Confidence Level (1-)%
Area =
Lower Bound
Estimated Cpk
Lower Bound* = Est Cpk –229n
1
2
Z
n
estCpk
*Ref: Crossley, Mark, The Desk Reference of Statistical Quality Methods (2nd Ed), ASQ Quality Press, 2007, pg. 371.
Probability distribution for Cpk
6/24/14 32© 2014 Association for the Advancement of Medical Instrumentation www.aami.org

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Computing Confidence Interval for Cpk Using SPC XL
• Based on our sample of 100 sensors we are 95% confident that the lot has a Cpk of at least 1.52.
• Since our goal was Cpk > 1.5, we will accept the lot of 1,000 temperature sensors from our supplier.
Sample Size 100Sample Mean 98.59Sample Standard Deviation 0.056Upper Spec Limit (USL) 98.9Lower Spec Limit (LSL) 98.3Confidence Level 95.00%
Cp 1.79Lower Bound for Cp 1.58
Cpk 1.73Lower Bound for Cpk 1.52
Cp and Cpk Confidence Interval (lower bound)
Statistics and Confidence Intervals
User Defined Parameters
6/24/14 33© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Computing Confidence Interval for Cpk Using Minitab
6/24/14 34© 2014 Association for the Advancement of Medical Instrumentation www.aami.org

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Discussion of Results
If Lower Bound Cpk > Desired Cpk, then we have met our goals for Desired Cpk with a certain level of confidence
Notice for this scenario, our Estimated Cpk was 1.73, which is 0.23 higher than the Desired Cpk of 1.50.
Sample Size 100Sample Mean 98.59Sample Standard Deviation 0.056Upper Spec Limit (USL) 98.9Lower Spec Limit (LSL) 98.3Confidence Level 95.00%
Cp 1.79Lower Bound for Cp 1.58
Cpk 1.73Lower Bound for Cpk 1.52
Cp and Cpk Confidence Interval (lower bound)
Statistics and Confidence Intervals
User Defined Parameters
For this scenario we can say: “We are 95% confident that the lot has a Cpk of at least 1.52.”
6/24/14 35
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Illustration of Decision Logic for Sample Size
1) Decide on a minimum acceptable Cpk (“Desired Cpk” or “Spec Cpk”)
2) Take a sample & compute a Cpk for the sample (“Estimated Cpk”)
3) Compute a confidence interval to get a “Lower Bound Cpk”
4) If Lower Bound Cpk < Desired Cpk, then the risk is too great that the lot’s Cpk is less than the Desired Cpk.
5) If we sample more, the lower bound should move up. So we can sample more to see if we can get Lower Bound Cpk > Desired Cpk.
Desired Cpk
Estimated Cpk
Lower Bound Cpk
Lower Bound Cpk
Estimated Cpk
Ideal Situation After Sampling More
Desired Cpk
6/24/14 36

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Introduction to Sample Size for Cpk
An Estimated Cpk must be greater than the Desired Cpk. But how much greater?
Answer: The Lower Bound Cpk must be at or above the Desired Cpk
Equivalent Statement:
CI Width < Est Cpk – Desired Cpk
Area =
Lower Bound = Desired Cpk
Est Cpk
CI Width
229n
1
2
Z
n
estCpkConfidence Interval (CI) =Width
Limiting Case
6/24/14 37© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Determining Lower Bound Cpk
229n
1
2
Z
n
estCpkConfidence Interval (CI) =Width
Area =
Lower Bound Cpk
Est Cpk
CI Width
Lower Bound Cpk = Est Cpk - CI Width
6/24/14 38

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
95% Lower Bound Cpk TableLower Bound Cpk = Est Cpk - CI Width
0.60 0.80 1.00 1.20 1.40 1.60 1.80 2.00
10 0.31 0.44 0.58 0.70 0.83 0.96 1.08 1.21
15 0.37 0.51 0.66 0.80 0.94 1.08 1.22 1.36
20 0.40 0.55 0.71 0.86 1.01 1.16 1.30 1.45
25 0.42 0.58 0.74 0.89 1.05 1.20 1.36 1.51
30 0.44 0.60 0.76 0.92 1.08 1.24 1.40 1.56
35 0.45 0.62 0.78 0.94 1.11 1.27 1.43 1.59
40 0.46 0.63 0.79 0.96 1.13 1.29 1.45 1.62
45 0.47 0.64 0.81 0.97 1.14 1.31 1.47 1.64
50 0.47 0.65 0.82 0.99 1.15 1.32 1.49 1.66
55 0.48 0.65 0.83 1.00 1.17 1.34 1.51 1.67
60 0.48 0.66 0.83 1.00 1.18 1.35 1.52 1.69
Estimated CpkSample
Size
6/24/14 39
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Determining Sample Size for Variable Data Sampling Plan
Confidence Level (1-)%
max CI Width =Est Cpk – Desired Cpk
Sample Size (n)Estimated Cpk
229n
1
2
Z
n
estCpkConfidence Interval (CI) =Width
6/24/14 40

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Cpk Sample Size Table
Est Cpk -Desired Cpk 0.67 1.00 1.33 1.50 1.67 2.00
0.05 332 594 952 1175 1424 19800.10 101 177 280 343 413 5700.15 52 88 137 167 200 2740.20 33 55 84 102 121 1640.25 24 39 58 70 83 1110.30 18 29 43 52 61 820.35 15 23 34 41 48 630.40 13 19 28 33 39 510.45 11 17 24 28 32 420.50 10 15 20 24 28 36
Desired Cpk
Sample Size Needed for 95% Confidence That At Least the Desired Cpk is Achieved
6/24/14 41
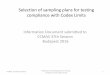
Acceptance Sampling Plan for Inspection by Variables
1. Decide on a Desired Cpk and a Confidence Level, ()%.
2. Determine an Estimated Cpk based on a small sample, say 10 items.
3. Is Est Cpk < Desired Cpk?• YES: Then sampling more will probably not help. Decide on lot
disposition. DONE• NO: Compute the Lower Bound Cpk using Table.
4. Is Lower Bound Cpk > Desired Cpk?• YES: Then accept the lot with at least ()% confidence. DONE• NO: Go to Cpk Sample Size Table (previous slide) and decide on how
many additional samples to take.
5. Take a additional sample and compute Cpk based on all samples.6. Compute the Lower Bound Cpk using Table.7. Is Lower Bound Cpk > Desired Cpk?
• YES: Then accept the lot with at least ()% confidence. DONE• NO: Decide on lot disposition. DONE
6/24/14 42© 2014 Association for the Advancement of Medical Instrumentation www.aami.org

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
43
Decide on Desired Cpk andConf Lvl (1- )
Take a small sample (n>10)
Est Cpk >Desired Cpk ?
Accept the Lot
Cpk based on small sample?
Yes
No
No
Yes
Yes
No
Decide on Lot
Disposition
A
A
B
Get Lower Bound Cpk from table
Lower Bnd Cpk >Desired Cpk ?
Get Cpk sample size from table
Take additional sample &
compute Est CpkA
B
Acceptance Sampling Plan Pathway
Analysis of ResultsCpk for Each Batch’s pH
446/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Cpk Line 2Batch 1 Batch 2 Batch 3 Batch 4
1.39 1.94 2.07 1.71
Cpk Line 1Batch 1 Batch 2 Batch 3 Batch 4
1.28 1.74 1.76 1.56
Goal: Cpk > 1.33Each Sample Size = 16
44
Analysis is incomplete. Need to assign a level of risk to these performance capability measures.
Case 1
Case 3Case 4
Case 2

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Case 1: Est Cpk = 2.07
456/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Basic Information:Estimated Cpk = 2.07 for n=16Want 95% Confidence Level that Cpk > 1.33
Pathway Result
• Est Cpk > Desired Cpk
• Lower Bound Cpk ≈ 1.36 (from Table)
• Lower Bound Cpk > Desired Cpk of 1.33
• Accept the lot with 95% confidence that Cpk > 1.33
45
Case 2: Est Cpk = 1.71
466/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Basic Information:Estimated Cpk = 1.71 for n=16Want 95% Confidence Level that Cpk > 1.33
Pathway Result
• Est Cpk > Desired Cpk
• Lower Bound Cpk ≈ 1.16 < Desired Cpk of 1.33
• Sample Size from Table = 30 (using interpolation)
• Must sample additional: 30 – 16 = 14
• Compute Estimated Cpk based on all 30 samples
• Compute Lower Bound Cpk based on 30 samples
• If Lower Bound Cpk > 1.33, then accept lototherwise decide on lot disposition
46

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Case 3: Est Cpk = 1.56
476/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Basic Information:Estimated Cpk = 1.56 for n=16Want 95% Confidence Level that Cpk > 1.33
Pathway Result
• Est Cpk > Desired Cpk
• Lower Bound Cpk ≈ 1.06 < Desired Cpk of 1.33
• Sample Size from Table = 68 (using interpolation)
• Must sample additional: 68 – 16 = 52
• Must decide if sampling this much is worth the investment. NOTE: For a Cpk at the lower bound (1.06) we will have fewer than 1,350 DPM or a defect rate lower than 0.135%.
47
Case 4: Est Cpk = 1.28
486/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Basic Information:This is the first batch producedEstimated Cpk = 1.28 for n=16Want 95% Confidence Level that Cpk > 1.33
Pathway Result
• Est Cpk < Desired Cpk so go directly to deciding on lot disposition
• Potential disposition decisions: Sample more to bring up lower bound Cpk. Then decide
on disposition based on potential DPM or defect rate.
“Blend” with Batch 3 that has Cpk = 2.07
Scrap this lot and caulk it up to learning curve cost
48

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org6/24/14 49
Key Takeaways
• Computing Cpk or Ppk alone is not enough
• Must establish level of risk with your decision
• Must match assumptions
• Can review results in terms of risk to the customer and DPM
Webinar Series on Statistical Methods & Tools
Scheduled for 2014:• Sampling Plans – Part 3
• July 16 – Acceptance Sampling Plans for Attribute Data
Future Webinars Based on Your Feedback:• Sampling - How Much is Enough?
• Keeping Score - Cpk, FPY, and other process capability metrics
• Visualizing Your Data - Quick & Cheap Tricks
• Control Charts - Visually Monitoring Your Processes
• Design of Experiments – A Three-Part Series
506/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org 50

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
On-Site Workshops Available
Statistical Methods & Tools for a Quality System• 3-day Workshop
• Hands on with user-friendly, Excel-based statistical software
• Can integrate your challenges or data into workshop
• No prerequisite knowledge of statistics necessary
Design of Experiments for a Quality System• 3-day Workshop
• Hands on with user-friendly, Excel-based design of experiments software
• Can integrate your challenges or data into workshop
• No prerequisite knowledge of statistics necessary
516/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org 51
© 2014 Association for the Advancement of Medical Instrumentation www.aami.org
Questions?
Or press *1 on your telephone keypad
Type your question in the Q&A box on the left side of your screen and press Enter
526/24/14 52

Sampling Plans – Part 2 of 3: Acceptance Sampling Plans for Inspection by Variables
Closing Reminders
• Be sure to fill out the evaluation form at: http://aami.confedge.com/ap/survey/s.cfm?s=Sampling2
• Optional exam for this webinar is available through the eLearning Portal at: http://univerity.aami.org
• AAMI is planning the following webinars that may be of interest to you:
• July 16: Sampling Plans – Part 3 of 3: Attribute Acceptance Sampling Plans
536/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org 53
Closing Reminders
• Announcing AAMI University - a better way to manage your professional development
• Online and live comprehensive education resources for medical technology professionals
• Access to AAMI’s industry-leading curriculum and instructors
• Please visit AAMI U at http://university.aami.org/
546/24/14 © 2014 Association for the Advancement of Medical Instrumentation www.aami.org 54
Learn. Think. Implement.