-
7/29/2019 SAIC-D-2003 Rev 2
1/6
32-SAMSS-004,
Par. 3.2 & 9.1
A1
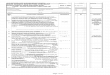
Vortex breaker installed in pump suction nozzle and constructed
per PIP-
VEFV1100/1124.
For trayed vessels/columns, Non-Material Reqmts (NMR-7919-2)
for
Column trays were available on site & verified per
SAIC-D-2001.
32-SAMSS-020,
Par. 15.1
A8
Clad or overlaid surfaces are free from welding arc, weld
spatter, and
damage from ground clamps or other associated equipment, free
of
overlaps, undercutting, notches and are relatively smooth.
SAES-W-014,
Par. 6.9
A4 All nozzle/branch and manway connections have full
penetration welds.32-SAMSS-004,
Par. 7.1.7
A6
Demister Pads were installed as per the vessel/column data sheet
or
Vessel detail drawing with respect to the following items:
a) Demister thickness
b) Demister framed with top and bottom grid of 25mm high.
c) beam supports were slotted
d) demister material used (SS or CS)
e) tie wire material, size and spacing
(NOTE: Refer to Library Drawing-C/D-DD-950004)
SAES-D-001,
Par. 8.1 &
32-SAMSS-004,
Par. 9.1
A7
A5
Internal shell surfaces are free from any defects such as dents,
gouges,
surface laminations, scabs, pores, arc strikes and tack welds,
uneven
weld profiles, and undercut.
SAES-W-010,
Par. 11.6
A9
Internal ladder rungs are installed at manholes according to
PIP-
VEFV1100/1125.
a) grab rung at 6" above the manhole opening
b) Ladder rungs at 12" below the manhole opening and equally
spaced at 12", until 6" above bottom head weld line of
vertica
vessel or 24" above the deck(bottom) of vessel of horizontal
vessel.
c) rungs are 3/4" diameter and seal welded to the vessel
shell.
32-SAMSS-004,
Par. 9.5
A2 The bores of nozzle flanges matched the nozzle neck
bore.32-SAMSS-004,
Par. 8.1.4 (2)
A3Welding of all internal attachments to the shell have corners
rounded to
a minimum of 50mm and were seal welded.
32-SAMSS-004,
Par. 13.2.11
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLISTSAIC NUMBER DATE APPROVED QR
NUMBER
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR /
SUBCONTRACTOR
Receiving Inspection of Pressure Vessels- Internal SAIC-D-2003
1-Dec-06 MECH-
EQPT CODE SYSTEM ID.
LAYOUT DRAWING NUMBER
PLANT EQUIPMENT ID NUMBER(S) EQUIPMENT DESCRIPTION
N/A RE-IN
MH's SPENT TRAQUANTITY INSP.
WORK PERMIT
SCHEDULED INSPECTION DATE & TIME
CONTRACTOR INSPECTION LEVELSAUDI ARAMCO INSPECTION LEVEL
ITEM
No.ACCEPTANCE CRITERIA REFERENCE PASS FAIL
EC / PMCC / MCC NO.REV. NO. PURCHASE ORDER NUMBER
A10
Internal Coating system applied conformed with the Vessel Data
Sheet
and SAES-H-001 Para 7.3 & SAES-H-101 (APCS system):
See Attachment 1 for specific applications & verify APCS
system used
meets design parameters (Serv & temp)
SAES-D-001,
Par. 12.2 &
SAES-H-001,
Para. 7.3
ACTUAL INSPECTION DATE & TIME
SAUDI ARAMCO USE ONLSAUDI ARAMCO TIP NUMBER SAUDI ARAMCO
ACTIVITY NUMBER
A11
For GOSP traps, degassers, & WOSEP's in wet sour service,
entire
interior surface including all internals has been coated except
for anodes
& heating coils. For wet sweet service, coat 0.3 m above
maximum
expected water level. Coating is not reqd for dry service.
SAES-H-001,
Par. 7.3 (G)
A12
For desalters and dehydrators, the bottom 60% including all
internals
except anodes, were coated up to this level. Also coat the last
25-50
mm of the tips of the grid.
SAES-H-001,
Par. 7.3 (G)
-
7/29/2019 SAIC-D-2003 Rev 2
2/6
Work Verifie
Saudi Aramco
PMT RepresentativeT&I Witnessed QC Record Reviewed
Construction Representative*Work is Complete and Ready for
Inspection:
All internal piping systems, such as feed and reflux
distributors, are
supported from the vessel shell or head, and not from trays.
32-SAMSS-020,
Par. 9.1.11
A21
Internal bolting where vibration is suspected are either, double
nutted,
tack welded to baffles or with lock wire. (Best Practice per
PIP-
VEFV1001, Par. 5.17.5.)
2- 32-SAMSS-020 -- Manufacture of Trays and Packing, 30 MARCH
2005
3- SAES-W-010 -- Welding Requirements for Pressure Vessels, 30
June 2002
1- 32-SAMSS-004 -- Manufacture of Pressure Vessels, 30 MARCH
2005
REFERENCE DOCUMENTS:
REMARKS:
ITEM
No.ACCEPTANCE CRITERIA REFERENCE
A20NO welds are performed after the vessel has completed post
weld heat
treatment and hydrostatic test and internally coated.
32-SAMSS-020,
Par. 12.2.1(3)
A19
32-SAMSS-020,
Par. 3.2
32-SAMSS-020,
Par. 9.1.10 ,
Table 1
7- SAES-H-101 -- Approved Protective Coating Systems, 29 June
2005
6- SAES-H-100 -- Painting Requirements for Industrial Facilit
ies, 31 July 2004
PASS FAIL N/A RE-INSP
4- SAES-W-014 -- Weld Overlays and Welding of Clad Materials, 30
June 2002
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR /
SUBCONTRACTOR
Receiving Inspection of Pressure Vessels - Internal SAIC-D-2003
1-Dec-06 MECH-
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLISTSAIC NUMBER DATE APPROVED QR
NUMBER
32-SAMSS-020,
Par. 9.1.12
Contractor / Third-Party
ATTACHMENTS: ATTACHMENT 1 - APCS COATING SYSTEM CHART (VESSEL
SERVICE REQUIREMENTS)
A14
Internal Coating have no physical defects such as:
scratches/gouges
runs, sags, drips, dry spray or foreign matter and uniform in
appearance,
cracked, porous or below minimum dry film thickness as given in
the
applicable APCS.
SAES-H-100,
Par. 8.1.7
A15
All coated tanks, vessels, and offshore structures in immersion
services
shall be holiday checked using a wet sponge at 67.5 volts if
coating
thickness does not exceed 500 micron. A small amount of a
wetting
agent such as Foto flow shall be added to the water to aid in
finding
holidays. Dry spark tester shall be used for holiday detection
if the
coating dry film exceeds 500 microns. Holidays shall be repaired
in
accordance with paragraph 8.3.
SAES-H-100,
Par. 8.2.6
A16
A13
Random verification of dry film thickness showed average DFT
meets
SA APCS Specs. Obtain & verify DFTs (Random) for the
applicableAPCS system.
SAES-H-101,
APCS System
A17
The dimensions of tray support rings, including corrosion
allowance, are
not be less than the dimensions specified in the following Table
:
Vessel Basic Material
Vessel Diameter (Carbon Steel) (Alloy Steel)
1.5 m and smaller 10 x 40 mm 8 x 35 mm
Over 1.5 to 2.3 m 10 x 50 mm 8 x 50 mm
Over 2.3 to 3.5 m 10 x 65 mm 8 x 65 mm
Over 3.5 to 4.6 m 10 x 75 mm 8 x 75 mm
Over 4.6 m 10 x 90 mm 8 x 90 mm (1)
All tray support rings and other attachments required for
supporting trays
are welded to the vessel shell and fully welded on all sides.
Skip welding
is not permitted.
32-SAMSS-020,
Par. 12.1.1 &
Par. 12.2.1(2)
A18 Bolts smaller than 10 mm diameter are not be used.
5- SAES-H-001 -- Selection Requirements for Industrial Coatings,
28 September 2005
Page 2 of 6
-
7/29/2019 SAIC-D-2003 Rev 2
3/6
ITEM
No.ACCEPTANCE CRITERIA REFERENCE PASS FAIL
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SU
Receiving Inspection of Pressure Vessels - Internal SAIC-D-2003
1-Dec-06
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLISTSAIC NUMBER DATE APPROVED
Work / Rework May Proceed
Name, Initials and Date:
QC Inspector PID Representative
Name, Initials and Date:
Name, Initials and Date:
QC Supervisor Proponent and Others
*Person Responsible for Completion of Quality Work / Test
T&I Witnessed QC Record R
QC Record R
Name, Sign and Date:
Quality Record Approved:Name, Organization,
Initials and Date:
T&I Witnessed
Name, Initials and Date:
Performed Inspection
-
7/29/2019 SAIC-D-2003 Rev 2
4/6
SAUDI ARAMCO INSPECTION CHECKLISTSAIC NUMBER DATE APPROVED QR
NUMBER
ATTACHMENT 1 - APCS COATING SYSTEM CHART (VESSEL SERVICE
REQUIREMENTS)
Receiving Inspection of Pressure Vessels - Internal SAIC-D-2003
1-Dec-06
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 2 (Standards Cutoff -
December 2005) REV 2 31-Dec-05
MECH-
-
7/29/2019 SAIC-D-2003 Rev 2
5/6
ATTACHMENT 1 - APCS COATING SYSTEM CHART (VESSEL SERVICE
REQUIREMENTS)
ATTACHMENT 1 - APCS COATING SYSTEM CHART (VESSEL SERVICE
REQUIREMENTS)
-
7/29/2019 SAIC-D-2003 Rev 2
6/6