Embed Size (px)
Citation preview

This page has been reformatted by Knovel to provide easier navigation.
15 Plant engineering
Robert K. Turton(Section 15.1)
Raymond J. H. Eason and Neal Barnes(Section 15.2)
Ernie Walker and Ronald J. Blaen(Section 15.3)
George E. Pritchard(Section 15.4.1)
Paul Compton(Section 15.4.2)
John S. Bevan(Section 15.4.3)
James Carvill(Section 15.5)
Dennis H. Bacon(Section 15.6)
Roger C. Webster(Section 15.7-15.9)
Contents
15.1 Compressors, fans and pumps 15/315.1.1 Design principles 15/315.1.2 Machine selection 15/1315.1.3 Performance monitoring and
prediction 15/14
15.2 Seals and sealing 15/1815.2.1 Compression packing 15/1815.2.2 Reciprocating hydraulic seals 15/3215.2.3 Rotary shaft lip seals 15/5015.2.4 Mechanical seals 15/5915.2.5 Clearance seals 15/68
15.3 Boilers and waste-heat recovery 15/7515.3.1 Types of boilers 15/7515.3.2 Application and selection 15/78
15.3.3 Heat transfer in industrial boilers 15/8015.3.4 Terminology 15/8315.3.5 Waste-heat boilers 15/8415.3.6 Economizers 15/8415.3.7 Superheaters 15/8515.3.8 Steam storage 15/8615.3.9 Water-level control 15/8615.3.10 Automatic control 15/8715.3.11 Feed-water requirements 15/8815.3.12 Blowdown requirements control and
tanks 15/8915.3.13 Clean Air Act requirement for
chimneys and flue designs 15/8915.3.14 Energy conservation 15/9015.3.15 Design Standards for pressure
vessels, pipes and flanges 15/90

This page has been reformatted by Knovel to provide easier navigation.
15.4 Heating, ventilation and air conditioning 15/9115.4.1 Heating 15/9115.4.2 Ventilation 15/9715.4.3 Air conditioning 15/106
15.5 Refrigeration 15/11415.5.1 Vapour compression cycle 15/11515.5.2 Pressure-enthalpy chart 15/11515.5.3 Gas refrigeration cycle 15/115
15.6 Energy management 15/11615.6.1 The energy manager 15/11615.6.2 Energy surveys and audits 15/11615.6.3 Applications 15/11815.6.4 Waste-heat recovery 15/12215.6.5 Control systems 15/12315.6.6 Summary 15/124
15.7 Condition monitoring 15/12415.7.1 Preventive maintenance 15/12415.7.2 Predictive preventive maintenance 15/12415.7.3 Condition monitoring 15/12515.7.4 The parameters 15/12515.7.5 Vibration monitoring for machine
condition 15/12515.7.6 Vibration analysis techniques 15/126
15.8 Vibration isolation and limits 15/12915.8.1 Introduction 15/12915.8.2 Damping 15/13015.8.3 Multi-degree of freedom systems 15/13015.8.4 Vibration isolation 15/13015.8.5 Shock isolation 15/13115.8.6 Vibration attenuation 15/13215.8.7 Measurement of vibration 15/13315.8.8 Vibration limits 15/136
15.9 Acoustic noise 15/13815.9.1 Introduction – basic acoustics 15/13815.9.2 Sound intensity 15/13915.9.3 Sound power 15/139
15.9.4 Addition and subtraction of decibels 15/13915.9.5 Addition of decibels: graph method 15/13915.9.6 The relationship between SPL, SIL
and SWL 15/13915.9.7 Frequency weighting and the human
response to sound 15/14015.9.8 Noise indices 15/14015.9.9 Noise-rating curves 15/14115.9.10 Community noise units 15/14115.9.11 Road traffic 15/14115.9.12 Air traffic 15/14215.9.13 Railway noise 15/14215.9.14 Noise from demolition and
construction sites 15/14215.9.15 Noise from industrial premises 15/14215.9.16 Measurement of noise 15/14215.9.17 Microphones 15/14215.9.18 The sound-level meter 15/14215.9.19 Digital signal analysis 15/14315.9.20 Noise control 15/14315.9.21 Noise nuisance 15/14315.9.22 Health effects 15/14415.9.23 Damage to plant/machinery/building
structures 15/14415.9.24 Legislation concerning the control
of noise 15/14415.9.25 British Standard 4142: 1990 15/14515.9.26 Noise-abatement zones 15/14615.9.27 Planning application conditions 15/14615.9.28 The Health and Safety at Work etc.
Act 1974 15/14615.9.29 The Noise at Work Regulations 1989 15/14615.9.30 Noise control engineering 15/14715.9.31 Noise-reduction principles 15/14715.9.32 Absorbers 15/14815.9.33 Vibration isolation 15/14815.9.34 Practical applications 15/149
References 15/150

15.1 Compressors, fans and pumps
15.1.1 Design principles
15.LLl General
Compressors, fans and pumps are all devices for increasing thepressure energy of the fluid involved. Two basic types areused: rotodynamic, where flow is continuous, and positivedisplacement, where fluid is worked on in discrete packagesdefined by machine geometry. Compressors, fans and pumpsmay be rotodynamic, and compressors and pumps positivedisplacement. In general, the positive displacement machinesgive low mass flow and high pressure rise.
15.1.1.2 Rotodynamic machine principles
These can be discussed together as the Euler equation appliesto all types, differences being due to the fluid involved and theflow path. Figure 15.1 illustrates flow path differences.
15.1.1.3 Forms of the Euler equation
Standard turbomachinery textbooks (see Turton1) derive thisequation, so it will be applied here to centrifugal and axialmachines. Considering Figure 15.2 (a simple centrifugalpump) the specific energy increase is given by the Eulerequation
gH = U2Vu2 - U1Vu1 (15.1)
where M1, U2 are peripheral velocities (=o>r) Vu2, Vw1 are theperipheral components of the absolute velocities V2 and V1,respectively (see Figure 15.3).
Vw1 is usually considered as zero in design flow conditions,so
£#IDEAL = M2 VU2 (15.2)
Figure 15.2 A simple radial outflow machine
Inletvelocitytriangle
Figure 15.1 Flow paths used in rotodynamic machines
AxialMixed
Figure 15.3 The effect of outlet angle on machine performance
Forwardcurvedblade
Radial
Outletvelocitytriangles
Radialblade
Backwardcurved blade
Rotor orimpeller
Line oftangentat 1
Suctiondiameter
Line of tangentat 2

or
S^IDEAL = U\-^~ COt)S2 (15.3)A2
or when rotational speed is constant,
g#IDEAL = *1 - ^2Q (15.4)
with K2 depending on (32. Figure 15.3 shows how varying /32
affects both velocity diagrams and the gH to Q plot ofperformance plots, compressors being affected at lower flowsby surge as discussed later.
A simple axial machine is shown in Figure 15.4, with typicalgeneral velocity diagrams, which define the geometry andterms used:
g#IDEAL = U[VU2 - VU1] (15.5)
or if Vw1 = O (zero inlet whirl) as assumed for pumps of fans:
g^IDEAL = UVU2 (15.6)
or
g^IDEAL = UVA2 COtft (15.7)
VA2 is a function of Q and flow area and /32 is related to bladeangles.
For compressors, as Horlock2 and Turton1 show,
ApgH = — = Cp Ar = (u2 Vu2 - U1 Vu1) (15.8)
P
and for axial machines, this is usually written
A/?— = Cp A7 = u (AVw) (15.9)
P
and the velocity diagrams combine, as shown in Figure 15.5,on a common base.
15. L 1.4 Definitions of efficiency
In all these machines efficiency statements are used:
Power to fluidOverall efficiency Tj0 = (15.10)
Power to shaft
Actual energy riseHydraulic efficiency T/H = (15.11)
Euler energy rise
Delivered flowVolumetric efficiency TJV =
Flow passing through rotor
(15.12)
Fluid powerMechanical efficiency TJM = (15.13)
Input shaft power
ThUS TJ0 = T?M X TJv X T/H (15.14)
15.1.1.5 Reaction
This is defined for a compressor as:
Energy change due to orresulting from static pressure
change in the rotorR = (5.15)
Total change in the stage
For an axial compressor 50% reaction means a symmetricalvelocity diagram as shown in Figure 15.5.
Stator Stator
Rotor
Figure 15.4 Axial flow pump or compressor stage and the 'ideal'velocity triangles
Figure 15.5 Axial velocity triangles based on a common base foran axial stage with 50% reaction (V1 = W2; V2= W1)

If a simple pump is considered, it is possible to state thatthere must be a working relation between the power input P,the flow rate Q, energy rise gH, fluid properties p and /A, andsize of the machine D. If a dimensional analysis is performed itcan be shown that a working relation may exist between agroup of non-dimensional quantities in the following equation:
P _ r Q gH pJtf p^D^^-f[~^'«W p. F~J (15'16)
(1) (2) (3) (4) (5)
Term (1) is a power coefficient which does not carry anyconventional symbol. Term (2) can easily be shown to havethe shape V/U and is called a flow coefficient, the usual symbolbeing Q. Term (3) similarly can be shown to be gH/U2 and isusually known as a head coefficient (or specific coefficient) ^.Term (4) is effectively a Reynolds number with the velocitythe peripheral speed a)D and the characteristic dimensionbeing usually the maximum impeller diameter. Term (5) iseffectively a Mach number, since K is the fluid modulus.
Since these groups in the SI system are non-dimensionalthey can be used to present the results of tests of pumps in afamily of pumps that are geometrically similar and dyna-mically similar. This may be done as shown in Figures 15.6 and15.7 and Figure 15.8 shows how the effect of changing speedor diameter of a pump impeller may be predicted, using thescaling laws:
P—r—7 = ConstP^3D5
Q-^= Const f (15.17)<*)D*
%H ^——- = Consto>2D2
Figure 15.8 Prediction of speed change effect using equations(15.17)
In Figure 15.8 points A define the energy rise gH and powerF1 at a flow rate Q1, when the pump is driven at speed (U1. Ifequations (15.17) are applied, D and p being the same,
QJa)1D3 = QJoJ2D
3', hence Q2
gHjcoiD2 = gHjc^D2; hence gH2
Pjpa)3iD5 = PJp(J2D5', hence P2
This approximate approach needs to be modified in practice togive accurate results, for using model tests to predict full sizepower, as discussed by codes such as the American HydraulicInstitute Standards.13
The classical approach to the problem of characterizingthe performance of a pump without including its dimensionswas discussed by Addison,3 who proposed that a pump ofstandardized size will deliver energy at the rate of onehorsepower when generating a head of one foot when it isdriven at a speed called the Specific Speed:
NVQN* = K-T^T (15-18)ri
The constant K contains fluid density and a correction factor,and it has been customary to suppress K and use the equation:
NVQ^ = -JffT (15-19)
Caution is needed in using data as the units depend on thesystem of dimensions used, variations being litres/minute,cubic metres/second, gallons per minute or US gallons perminute as well a metres or feet. Plots of efficiency againstspecific speed are in all textbooks based upon the classicWorthington plot, and Figure 15.9, based on this information,has been prepared using a non-dimensional statement knownas the characteristic number
wVQk* = ̂ r (15'20)
This is based on the flow and specific energy produced by thepump at its best efficiency point of performance following theapproach stated by Wislicenus:4 'Any fixed value of thespecific speed describes a combination of operating conditionsthat permits similar flow conditions in geometrically similarhydrodynamic machines.'
Figure 15.10 presents, on the basis of the Characteristicnumber, the typical impeller profiles, velocity triangle shapesand characteristic curves to be expected from the machineflow paths shown. In the figure the characteristic ordinates are
Figure 15.6 A pump characteristic for constant rotational speed
Figure 15.7 A non-dimensional plot for a pump
Power coeff

Radial Mixed flow Axial
Figure 15.9 The variation of overall efficiency withnon-dimensional characteristic number ks for pumps (Turton1)
are the ratios of actual head/design head and actualflow/design flow. This indicates the use of the number as adesign tool for the pump engineer.
The scaling laws (equation (15.17)) may be used to predictthe performance from change of speed as indicated in Figure15.8. In many cases the pump engineer may wish to modify theperformance of the pump by a small amount and Figure 15.11illustrates how small changes in impeller diameter can affectthe performance. The diagram in its original form appeared inthe handbook by Karrasik et al.5 and has been modified to
appear in metric form, as can be seen. The rules used are oftencalled the Scaling Laws, written in the form:
DjD1 = Vg2HJg1H1
QJQi = V^HJg1H1)W (15.2i)
PjP1 = (g2HjglHl)5/2
Other methods of adjusting the output while keeping thespeed constant consist of modifying the profiles of the bladesat the maximum diameter of the impeller. This technique hasbeen used for a long time and is often used to obtain a smallenergy rise when the pump is down in performance whentested. (The reader is referred to Karassik et al.5)
For compressors equation (15.16) could be employed butconvention generally uses:
P0? T <*>D mVRPm 1
/ = /\vi?r'-&-T" *E' M'\ (15'22)Pol |_V/^01 L) P0I J
The temperature and pressure statements are conventionallystagnation values. Most compressor manufacturers use adimensional form, and state the gas involved, so that equation(15.22) becomes:
P02 T ^D mVT^ 1— = / -TZ= • , - ^ E - M n (15.23)P01
7LVT^ D2P01 "J
Figure 15.12 presents a typical compressor plot.
15. L 1.6 Positive displacement machine principles
Whether the machine is of reciprocating or rotary design, fluidis transferred from inlet to outlet in discrete quantities definedby the geometry of the machine. For example, in a single-acting piston design (Figure 15.13) the swept volume createdby piston movement is the quantity delivered by the pump foreach piston stroke, and the total flow is related to the number
Non-dimensional ks Impeller profiles Velocity triangles Characteristics
Figure 15.10 Impeller profiles, velocity triangles and typical characteristics as a function of ks (Turton1)
LIVE GRAPHClick here to view

Figure 15.13 A plunger pump (or piston pump)
of strokes per unit time. Similarly, the spur-gear device(Figure 15.14) traps a fixed quantity in the space betweenadjacent teeth and the casing, and total flow rate is related tothe rotational speed of the gear wheels.
The maximum possible flow rate
Q0 = displacement x speed
as shown in Figure 15.15. The actual flow is reduced byleakage, flow QL:
Q = Qo-QL
Crank Connectingrod Plunger
Discharge
Crossheadguide
Take-up Packing Cylinder
Suction
Figure 15.14 An external gear pump
Trappedvolume
Figure 15.11 Pump scaling laws applied to diameter change(adapted from Karrasik et a/.5)
Lines ofconstantefficiency
Figure 15.15 The typical characteristic of a positive displacementpump driven at constant speedFigure 15.12 A typical compressor plot
LIVE GRAPHClick here to view

The volumetric efficiency
Q QL"•-cr'-fc (15-24)
and
pQgH^ ̂ K (15'25)
PD and PL are defined in Figure 15.15. Table 15.1 gives typicalvalues of TJV and 170 for a number of pump types.
Since discrete quantities are trapped and transferred, thedelivery pressure and flow vary as shown in Figure 15.16,which also illustrates how increasing the number of cylindersin a reciprocating pump reduces fluctuations. In the case oflobe and gear pumps the fluctuations are minimized by speedof rotation and increasing tooth number, but where, forcontrol or process reasons, the ripple in pressure is stillexcessive a means of damping pulsations must be fitted. Oftena damper to cope with this and pressure pulses due to valveclosure is fitted, two types being shown in Figure 15.17. Thecapacity of the accumulator is important, and one formulabased on experience for sudden valve closure is
QP2(0.016 L-T)= v_j\ ; (15.26)
(F2-P1) V ;
Here QA is the accumulator volume (m3); Q is flow rate(m3/s); L is pipe length (m); Tis valve closure time (seconds);
Table 15.1 Some values of TJV and Tj0 for positive displacementpumps
Figure 15.17 Accumulator designs to reduce pulsation
PI is the pressure in the pipeline (N/m2); and P2 is themaximum pressure desired in the line (N/m2) (P2 = 1.5Pi in
many cases).
15.1.1.7 Limitations on performance
For pumps, performance is limited by cavitation, viscosityeffects, gas entrainment and recirculation. Cavitation occursin the suction zone of a pump due to the local pressure fallingto around vapour pressure as Figure 15.18 illustrates.
Pump
Precision gearScrewVaneExternal gearRadial - multi-pistonAxial - multi-piston
i7v(%)
-+98
85-90
>95>98
ito(%)
-»9575-8575-8020-60>90>90
One complete revolutionof crankshaft
Time
TimeResulting flow pattern (separated for clarity)
Time
Figure 15.16 The variation in flow rate with numbers of cylinders caused by a reciprocating pump
Two cranks 180° out of phase
Three cranks 120° out of phase
Single crank
Figure 15.18 Pressure changes on a stream surface in thesuction zone of a rotodynamic pump
Inlet edge
Datum
SuctionpressurePressure
energy
Gas pressureon freesurfaceThrottlebush oftenfitted
Diaphragm
Gas

The pump flow range is reduced as suction pressurereduces. Cavitation also causes considerable damage asbubbles of gas form and then collapse. Two criteria are used tojudge whether a pump is in trouble from cavitation or not: oneis the concept of NPSH (net positive suction head) and theother is the noise generated.
Net positive suction head is the margin of head at a pointabove the vapour pressure head. Two statements are used:NPSH available and NPSH required:
NPSHA = Total head at suction flange — vapour pressurehead
Figure 15.19 illustrates how system NPSH or NPSHavaiiable iscalculated for the usual suction systems shown.
For a centrifugal pump, the basic NPSH is calculated from
NPSHA = *,-*, ̂ [̂ +f l- | .v] (15.27)
where
hs = static suction head at the pump suction (m)/if = flow losses in suction system (m)B = minimum barometric pressure (mbar)
(use 0.94 of mean barometer reading)PJ = minimum pressure on free surface (bar gauge)FV = vapour pressure at maximum working temperature
(bar absolute)
In the process industries /zf is calculated for the maximumflow rate and the NPSH at normal flow allowed for by usingthe formula
NPSHA = 0.8 [NPSHbasic -1] (15.28)
This gives a 'target' value to the pump supplier that is 'worst'condition. In general, for cold-water duties equation (15.28)
can be used for the duty flow required. Equation (15.27) isused for reciprocating and rotary positive displacementmachines, but allowance is made for acceleration effects.
In reciprocators /if is calculated at peak instantaneous flow,including maximum loss through a dirty filter, and an addi-tional head 'loss' to allow for pulsation acceleration is used:
700 NQ L*A = —^*^ <15-29)
whereN = crankshaft rotational speed (rpm)Q = flow rate, (1 s"1)L = length of line (m)d = diameter of line (mm)
and
NPSH = NPSHA - /zA (15.30)
For metering pumps,
NPSHbasic = *. + ̂ [JL + P1 - PV] (15.31)
/if is as for the reciprocating pump based on peak instanta-neous flow and
65F1/ZA = l- (15.32)
P
15.1.1.8 NPSH required (NPSHR)
This is a statement of the NPSH that the pump can sustain byits own operation, so that the operating requirement is thatNPSHR < NPSHA and Figure 15.20 indicates how the criticaloperating flow is related to NPSHA and NPSHR. The usualoperating criterion is based on a cavitation test (Figure 15.21).The critical NPSHR is defined as the point at which the pumphead falls by x% (3% is often used).
For the centrifugal pump two terms are in common use: theThoma cavitation number cr and the suction specific speed 5N:
^r-Tr- ^Pump head rise
NPSHR is defined as in Figure 15.22. This figure gives a typicalplot of o- against ks that may be used as a first 'design' estimateof NPSHR, but in many applications test data are required:
Figure 15.19 A visualization of the way NPSH available is calculatedfor a pump suction system. (Courtesy of Girdlestone Pumps Ltd)
Figure 15.20 Critical flow rate determined by cavitationconsiderations
NPSHavaJ|ab|eNPSHrequired
Cavitation
problem
Criticalflow rateabsolute vacuum
atmosphericpressure
overpressure
vapourpressure flooded
suction
losses
suctionlift
vapourpressure
vacuum
floodedsuction
losses
suctionlift

Figure 15.22 Variation of a with ks for rotodynamic pumps(Turton1)
NVQSN = K(NPSH1^
(15'34)
where A:is a constant = 175 Ug = 9.81 m s"2, Q is in 1/8,Nmrevolutions/second, and NPSHR is m of liquid. A 'good' valueof SN for a centrifugal pump is around 10 000.
For reciprocating metering pumps NPSHR is related tovalve loading as shown in Figure 15.23:
24vQp . pQ2
A=—^f + 5xW5-^ (15.35)Zdv
6 Z2dy
where dv = nominal valve size (mm) for single valves, and
SOvQp . pQ2
-4=^-+15Xl°5^ (1536>
for double valves. It is recommended that for hydraulicallyoperated diaphragm pumps the extra losses imposed by thediaphragm and support plate are treated as a single unloadedvalve.
For other reciprocators
O 12CP^075
NPSHR = 5U2 + A dj (15.37)P
Figure 15.23 NPSH required for reciprocating metering pumpsrelated to valve spring loading (equations (15.35) and (15.36)
Figure 15.21 A conventional presentation of pump cavitationbehaviour
Test atdesign flowat designrotationalspeed
CriticalNPSH
NPSH
Capacity—^Figure 15.24 Effect of viscosity increase on centrifugal pumpperformance
where U = mean plunger speed (m s"1) and Pd = dischargepressure bar absolute.
Viscosity affects pump performance by increasing flowlosses. Figure 15.24 illustrates the deterioration as viscosityincreases. If the kinematic viscosity is greater then 100 centi-stokes, water performance must be corrected as shown later in
Increasingviscosity
Efficiency
Waterperformance
Increasing viscosity
Pum
p he
ad
NPSH
req
uire
d (m
)He
adef
ficie
ncy
LIVE GRAPHClick here to view

Figure 15.25 Effect of viscosity increase on positivedisplacement pump performance
Table 15.2 The effect of viscosity - a comparison
Figure 15.27. Figure 15.25 indicates that in a positive displace-ment pump the volumetric efficiency improves and powerrequirement increases (with increasing viscosity).
Table 15.2 summarizes the effects of liquid changes (effect-ively, viscosity and density changes) on pump performanceand Figure 15.26 presents material by Sterling6 which illus-trates how efficiency falls away with viscosity for two pumpsworking at the same duty point, graphically illustrating therapid decay of efficiency as JJL increases in a centrifugal pump.
Figure 15.27 demonstrates a well-known method of correct-ing for fluid change from water for a centrifugal pump. Thisallows an engineer to predict change in performance if thekinematic viscosity of the liquid to be pumped is known andthe water test data are available.
Recirculation effects at low flow rates are now well docu-mented, and can cause vibration and, in some cases, severe
v increasing
Type of pump
Centrifugal
Regenerative
Reciprocating
Plunger
Sliding vane
External gear
Internal gear
Lobe rotor
Single-screw
Twin- ormultiple-screw
a Viscosity in centistokes.
Significantviscosity levels3
20
20-100
Above 100
Above 100
Up to 100
Above 100
Above 1000
Above 100
None
None
250Above 250
None
Up to 500Above 500
Effect of viscosity level
Lowering of H-Q curveincrease in input hp
Marked loss of head
Marked loss of performance
Little
Performance maintainedbut power input increased
Flow through valves maybecome critical factor
Sliding action impaired:slip increased
Power input and heatgenerated increases withincreasing viscosity
Power input and heatgenerated increases withincreasing viscosity
NoneCavitation may occur
Little or noneIncreasing power input
required
Treatment and/or notes
Performance maintained similar to water performanceup to this level
General lowering of efficiency but may be acceptable
Considerable reduction in efficiency, but highefficiencies may still be attainable from largepumps
Pumps of this type would not normally be consideredfor handling fluids with a viscosity greater than 100centistokes
Performance generally maintained. Some reduction inspeed may be advisable to reduce power inputrequired
Speed is generally reduced to avoid excessive powerinputs and fluid heating
Larger pump size selection run at reduced speed -e.g. 3 x size at 1000 centistokes running atone-third speed. Modification of valve design maybe desirable for higher viscosities
For very high-pressure deliveries only
Not generally suitable for use with other than lightviscosity fluids
May be suitable for handling viscosities up to 25 000centistokes without modification. For highviscosities:
(a) Clearances may be increased(b) Speed reduced(c) Number of gear teeth reduced
For higher viscosities:(a) Speed may be reduced(b) Number of gear teeth reduced(c) Lobe-shaped gears employed
(a) Speed may have to be reduced(b) Modified rotor form may be preferred
Nitrile rubber stator used with oil fluids
Speed may be reduced to improve efficiency

Figure 15.27 A method of correction for viscosity (adapted fromAmerican Hydraulic Standards13). Example: The pump is tohandle 750 USGPM of 1000 SSU Liquid against a head of 30 m.From the diagram, CE = 0.64; CQ = 0.95; CM = 0.92 at duty point(1.0 x QN). To test on water needs tests at a flow rate of 789.5USGPM and 32.6 m: if the test efficiency TI is 75%, oilefficiency ̂ 0.75 x 0.64 = 48%
cavitation damage. Papers given at a recent conference7
indicate the magnitude of the problem.Gas content is another important effect. It is well known
that centrifugal pumps will not pump high gas content mix-tures, as flow breaks down (the pump loses 'prime') when thegas/liquid ratio rises beyond 15%. Figure 15.28 clearly showshow a centrifugal pump is affected particularly at low flowrates, and the behaviour is typical of conventional centrifugalpumps. Figures 15.29 and 15.30 present well-known informa-tion on the effects of dissolved and entrained gas on thevolumetric efficiency of a positive displacement pump.
Fans are often used in near-ambient conditions, and densitychange is not significant, so that inlet density is used in powercalculations. Care is needed in air-conditioning systems tocorrect for the temperature at the fan inlet. Axial fan perfor-mance is affected by blade stall as in compressors.
A compressor characteristic is shown in Figure 15.31. Flowis limited at the high mass flow end of the curve at any speedwhen local velocity in a passage (usually the last stage outletguide vanes in an axial machine and the diffuser vane ring in aradial compressor) reaches sonic velocity and thus mass flowcannot increase further. The phenomenon of surge is morecomplicated as it is caused by flow instability. Its effects can belimited by reducing the pressure rise in an axial stage but noteliminated. Rotating stall occurs in both radial and axialmachines and its action is shown in Figure 15.32. A vane stallsand affects flow round an adjacent vane which in turn stalls.This effect thus propagates round the blade row, in theopposite direction to rotation, at about half the rotationalspeed. Reference 2 gives more detailed discussion.
Figure 15.31 shows the total limitations on the compressorsurge line and mass flow rate of stall and choking. For detaileddiscussion, textbooks such as those by Horlock2 and Balje10
may be consulted.
Figure 15.28 Effect of gas content on centrifugal pumpperformance
Suction lift in Hg (referred to 30-in barometer)
Figure 15.29 Gas solubility in water
u (centipose)
Figure 15.26 Comparison of efficiency reduction with viscosityincrease for a screw pump and a centrifugal pump of similar duty
Increasing air content
Gas solubility, % by volume
Corre
ction
facto
rsCa
pacit
y and
effic
iency
Head
(m) (
first
stage
)
Centistokes
Viscosity (SSU)
Flow (US6PM)
Flow (l/min)
Liquid
disp
lacem
ent %
ofthe
oreti
cal d
isplac
emen
t
LIVE GRAPHClick here to view
LIVE GRAPHClick here to view

Figure 15.31 Limits placed on compressor performance
15.1.2 Machine selection
Although Balje8 and Csanady9 have proposed a common basisof performance presentations using a non-dimensionalizednumber resembling specific speed, each type of machine willbe discussed separately. Engineers employed in water supply,the process industries and other spheres of activity have aformidable task when selecting equipment. If the equipment
Figure 15.32 Rotating stall in an axial blade row
they select does not come up to specification the maximumclaim on the supplier is the price paid. The cost to theircompany is that of plant downtime and lost production whichis likely to exceed equipment costs by many times. 'Buyerbeware' is thus a normal rule. To assist the buyer there are BSand ISO specifications and codes of practice such as theAmerican Petroleum Industry (API) standards, but in manyareas there are no such aids, and the buyer has to rely onadvice, experience and, ultimately, engineering commonsense.
Any pump, fan or compressor selected must fulfil thespecified duty (or duties) and be capable of operating safelyand economically with a minimum of maintenance and down-time. The selector has therefore a challenging task. The firstessential task is to prepare the technical brief which willbecome the tender document. This brief must state the entireoperating envelope of the machine, with complete details oftemperature, humidity, fluid properties and site variations,and detail the standards and codes which will apply, e.g. API61010 for refinery and petrochemical centrifugal pumps. Thiscovers materials, bearing and seal systems, pressure testing ofcasings, vibration and noise limits, hydraulic performance,draft documents, shipping and installation in over 100 pages.In short it is a comprehensive document of mutual understand-ing between customer and supplier.
The project engineer needs data to decide which type ofmachine, likely size, rotational speed and drive system beforesubmitting a detailed tender document. Some basic charts willtherefore be discussed.
The principles of the two groups of pumps (rotodynamicand positive displacement) have been discussed, and Figures15.33 and 15.34 illustrate the main types. A universal index offlow path and size for centrifugal pumps is the specific speedreferred to above (Figure 15.10) which indicates the flow pathshapes and probable characteristics. A useful pressure to flowrate envelope is shown in Figure 15.35. Once a type is decided,manufacturers' data may be consulted. Usually these are testdata when pumping water for rotodynamic machines, and anapproximate idea of performance can be obtained by convert-ing water data using a conversion chart as described earlier.
When considering the selection of positive displacementpumps, Figure 15.36 is a useful range guide. Fan selectiondevolves into the choice of an axial or a centrifugal machine,and whether a single- or double-stage machine is required, butchoice is usually determined by flow rate and pressure riseneeded, and in some cases by the space available in which amachine will need to be installed. Table 15.3 gives a workingbasis for fan selection.
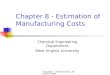
Figure 15.37 outlines the main types of compressor, and itmust be said that when selecting turbo compressors the choiceof machines is a function of delivery pressure and flow rate (asFigure 15.38 indicates). To extend consideration further,Figure 15.39, based on an article in a Sulzer Technical Review,
Limit imposed bylast-stage choking
Limit imposedby first-stagechoking
Last stagestalled
First stagestalled
Figure 15.30 (a) Effect of entrained gas on liquid displacementfor a positive displacement pump; (b) solubility of air in oil.Example: At a pressure of 5 inches Hg with 3% gas entrainmentby volume pump capacity is reduced to 84% of theoreticaldisplacement
Suction lift, in Hg (referred to 30-in barometer)
Solubility, % air by volume
Blademovement
Stall cellmovementGas entrainment, % by volume
Liqu
id d
isplac
emen
t % o
fth
eore
tical
disp
lace
men
tOi
l tem
pera
ture
(0F)
LIVE GRAPHClick here to view
LIVE GRAPHClick here to view

covers plant supplied by the company of both turbomachineand positive displacement, screw, vane, or diaphragm types.Most makers offer oil-lubricated and non-lubricatedmachines.
As Figures 15.38 and 15.39 indicate, the selection of com-pressor type depends on the pressure rise and flow raterequired. Large compressors are supplied for a number ofduties. About 20% are used for air compression, for factoryservices where usage is typically around 87 bar for energystorage, for other industrial duties, or in bottles. Industrialusage in the field of oxygen, nitrogen and medical gasesaccounts for a large sector. Natural gas transmission is also asubstantial field of application. The industrial and processprocesses work on pressure up to about 400 bar. Polyethyleneprocesses demand pressures up to 3500 bar. As the discussionon pumps indicated, when the duty could be met by a numberof types, choice is often determined by experience in service,complexity or cost. The only positive attitude is probably tochoose a turbomachine unless company policy dictates apositive displacement one. One factor with compressors is thetemperature rise (over 15O0C with a reciprocator). Coolingcauses water and water vapour to accumulate with the conse-quent need for careful after cooling, intercooling betweenstages in multi-stage machines and water collection to preventtools, instruments or equipment being damaged.
Oil injection is often used in screw and rotary vane machinesto cool and to help eliminate water. Wear is also reduced. Oil
injection at the rate of up to 20 mg m 3 of gas is used, andthen filtered well below the contamination limit for factory air(5 mg m~3). (An efficiency of recovery of 99.9999% has beenclaimed.)
Selection methods should reflect operating experience aswell as being based on intelligent use of manufacturers' data,satisfactory performance results from rigorous adherence tocompany specifications as well as good selection.
15.1.3 Performance monitoring and prediction
Any pump, fan or compressor is supplied against a contractduty. In the case of many small pumps and fans which arequantity or batch produced makers will often quote against atypical performance which they check by routine testing, andwill only do a full works test if a customer requires this. Withlarger pumps, fans and compressors, a full works test (usuallywitnessed) is required, and often check tests when installed inthe systems will be needed; this latter point will be discussedtogether with routine monitoring.
15.1.3.1 Works tests
For back-pull out pumps ISO 519911 covers all aspects, includ-ing testing, seals, bearings, noise and vibration, and lists allthe relevant ISO and related BS 5316 standards, among whichPart 1 (for general-duty class C pumps) and Part 2 (for class B
Figure 15.33 Some typical pump layouts, (a) A monobloc design with the impeller fixed on the motor shaft; (b) a modern back pull-outdesign; (c) a double-entry pump; (d) a multistage pump design

Figure 15.34 Some positive displacement pump designs, (a) Single plunger pump; (b) simple diaphragm pump; (c) mono pump; (d)twin-screw pump; (e) steam reciprocating pump; (f) gear pump; (g) lobe pump; (h) vane pump
CRANKCONNECTINGROD PLUNGER
DISCHARGE
CROSSHEADGUIDE
PACKING TAKE-UPDEVICE
PACKING CYLINDER
SUCTION
CONNECTINGROD
ADJUSTABLEBYPASS VALVE
DISCHARGE
HYDRAULICFLUID PLUNGER DIAPHRAGM
SUCTION

Figure 15.35 Range chart for rotodynamic pumps (after datapublished by Nederlandse Aardolie MIJ BV)
Table 15.3 An aid to fan selection
Figure 15.36 Range chart for positive displacement pumps (afterNederlandse Aardolie MIJ BV)
Pressurevolume
2.5 in w.g.high volume
0.4 in w.g.high volume
1.0 in w.g.up toapprox.10 000 CFM
12 in w.g.up toapprox.30 000 CFM
6.0 in w.g.very highvolume
20 in w.g.high volume
42 in w.g.usually lowvolume
Industry
Very high
Low
Medium
Medium
High
High
Medium
Normaldrive
Hand V
H and V
Fume
Dust andfume
Hand V
Dust andfume
General
Applica-tion
Direct
Direct
Direct
Vee anddirect
Vee anddirect
Vee anddirect
Direct
General use for ventilation, heating and minor fumework on low-pressure systems
Usually applied on free air work, such as input andoutput units for buildings due to pressure limitations
Motor not in air-stream. Used on explosive fume, wetfume, high-temperature work and severe applications
General dust and frame. Will handle air containing dustand chippings. Wide application in wood- wasteextraction plants
Will only handle clean air. Compact and quiet running.Used on heating, ventilation and air-conditioning work
General dust and fume. High-pressure systems and ondust-collector plants. Will handle some dusty air
Furnace blowing, cooling, conveying and where there isa need for high pressures
Type
Axial
Propeller
Bifurcated
Paddle
Forward
Backward
Blowers
Single screw(rotary)
Two-screw(rotary)
Gear and three-screw(rotary)
Metering(reciprocating)
Power(reciprocating)1
Single stagehigh speed(» 2900 rpm)
Multi-stage(2900 rpm)
Multi-stagesmall
Single stage(ace. ISO or BS or API)
Mixed flow Axial flow
Doub
le s
uctio
nsin
gle
stag
e
Head
(mwk
)
Head
(bar
)
LIVE GRAPHClick here to view
LIVE GRAPHClick here to view

Figure 15.38 An approximate range chart for compressors
COMPRESSOR CAPACITY—LITRES/SECONDCOMPRESSOR OPERATING RANGES
Dynamic
Compressors
Displacement
Ejector Radial Axial
Rotary
one rotor two rotors
Reciprocating
Vane Liquid ring Screw Screw Roots Trunk Crosshead Labyrinth Diaphragm
Figure 15.37 Basic compressor types
PRES
SURE
-bar
Rec procating
Rotary
Blower
Axial
.Cent f gal
LIVE GRAPHClick here to view

pumps) detail test arrangements and procedures as well asinstrumentation for pressure, flow, torque power and speed.Permissible bands of readings are specified as are alternativecavitation tests. In the case of BS 5316 it is stated in an annexthat for mass-produced pumps the manufacturers, if they statethat the standard is being satisfied, must be able to ensure thatperformance for any pump does not diverge from the pub-lished curve by more than ±6% for total head, ±8% for flowrate and ±8% for input power. This allows customers to haveconfidence in the published curves. Similar provisions will befound in the American Hydraulic Institute Standards.13 If thepump is to follow API 610 these standards must be satisfied.
Where the liquid to be pumped is not water it is commonpractice to test on cold water and to predict the performanceto be expected by using a chart such as Figure 15.36, whichgives an example of how water test duty may be obtained if theduty is known.
For fans, standards also specify instrumentation and test riglayout. BS 848: Part I14 gives methods of standardized testingand also of prediction when models are used and of allowancefor compressibility. Since fan noise is important in ventilationsystems BS 848: Part 214 lays down noise-testing techniquesand gives details of test chambers and site provisions. The twoparts form an essential item of fan test provision, and give allthe necessary equations required for test data presentation aswell as for prediction of probable performance from modeltests, and for correction for non-standard situations and airconditions.
A similar standard, BS 2009,15 covers acceptance tests forturbo-type compressors and exhausters. This also states provi-sions for standardized rig layout and instrumentation andmethods of presenting data in a standardized way. Corrections
for compressibility and methods of performance prediction areall given.
BS 1571: Part I16 lays down provisions for testing positivedisplacement compressors of all the common types in use,both in packaged form and other installations.
All the standards give lists of British Standards which arerelevant and quote ISO Standards which correspond. Thereader is referred to the literature listed if test procedures andequipment are being planned and where standardized me-thods of performance are being sought for contract purposes.Performance prediction is covered in the standards and fol-lows broadly the dimensionless quantities described here.
15.2 Seals and sealing
15.2.1 Compression packing
15.2.1.1 Introduction
Compared to the deterministic qualities of ferrous metals, forexample, the essentially deformable nature of sealing ma-terials has introduced a measure of variability that causesmany commentators to regard fluid sealing technology as anart rather than a science. Seen as an anachronism in a periodof high technological achievement, compression packingsshow no signs of losing significant ground in terms of produc-tion quantities as new and improved types proliferate in bothEurope and elsewhere. To understand this situation requiressome appreciation of the fundamental mode of operation ofthe adjustable gland or stuffing box shown in Figure 15.40.
Actual suction volume (m3/h)
Figure 15.39 An example of a manufacturer's range chart (based on a Sulzer Review article17). A1 - reciprocating compressor, lubricatedand non-lubricated cylinders; A2-reciprocating compressors, lubricating compressors; B-screw compressors, dry or oil-flooded rotors;C - liquid ring compressor; D - rotary (Roots type); E - centrifugal compressors; F - axial compressors
Diaphragmtype
Abso
lute
del
ivery
pre
ssur
e (ba
r)LIVE GRAPHClick here to view