Embed Size (px)
Citation preview

Residual Stresses and Birefringence in Injection Moldingof Amorphous Polymers: Simulation and Comparisonwith Experiment
A. I. ISAYEV, G. D. SHYU, C. T. LI
Institute of Polymer Engineering, The University of Akron, Akron, Ohio 44325-0301
Received 3 July 2005; revised 10 November 2005; accepted 15 November 2005DOI: 10.1002/polb.20724Published online in Wiley InterScience (www.interscience.wiley.com).
ABSTRACT: A physical modeling and a two-dimensional numerical simulation of theinjection-molding of a disk cavity by using a hybrid finite element method (FEM) andfinite difference method (FDM) are presented. Three stages of the injection-moldingcycle––filling, packing, and cooling––are included. The total residual stresses aretaken to be a sum of the flow stresses calculated using a compressible nonlinear vis-coelastic constitutive equation and the thermal stresses calculated using a linear vis-coelastic constitutive equation. The total residual birefringence is taken to be thesum of the flow birefringence related to the flow stresses through the stress–opticalrule, and the thermal birefringence related to the thermal stresses through the pho-toviscoelastic constitutive equation. The Tait equation is used to describe the P-V-Trelationship. The simulation shows that without packing the birefringence in the sur-face layer of moldings, with its maximum near the surface, is caused by the frozen-inflow birefringence (flow stresses) and in the core region by the frozen-in thermal bi-refringence (thermal stresses). With packing, a second birefringence maximumappears between the center and the position of the first maximum due to flow in thepacking stage. The predicted birefringence profiles and extinction angle profiles arefound to be in fair agreement with corresponding measurements in literature for diskmoldings. VVC 2005 Wiley Periodicals, Inc. J Polym Sci Part B: Polym Phys 44: 622–639, 2006
Keywords: birefringence; compressible flow; injection molding; stresses; viscoelasticsimulation
INTRODUCTION
Injection-molding is one of the most widely usedpolymer processing operations for the manufac-ture of complex-shaped and thin-walled polymerproducts. During the injection-molding, the poly-mer experiences a complex deformation and tem-perature history that affects the final mechanicaland optical properties of the products. The latteris caused by the frozen-in molecular orientation,
residual stresses, and density distributions thatare dependent on the processing conditions.
Residual stresses in injection-molding productsstem from two main sources: the frozen-in flow-induced stresses and thermally induced stresses.1–6
Molecular orientation and flow-induced stressesdevelop during the viscoelastic flow of the polymerin both the filling and postfilling stages of theinjection-molding. Complete relaxation of thesestresses and corresponding molecular orientationare prevented by the fast solidification caused byhigh-cooling rates during the process.
Thermally induced stresses develop because ofthe fast cooling of the melt in the mold. An inho-
Correspondence to:A. I. Isayev (E-mail: [email protected])
Journal of Polymer Science: Part B: Polymer Physics, Vol. 44, 622–639 (2006)VVC 2005 Wiley Periodicals, Inc.
622

mogeneous temperature field arising in the poly-mer during the molding cycle causes the differen-tial shrinkage and subsequently thermal stre-sses. These stresses are pronounced because themodulus increases several orders of magnitude asthe material cools down to below the glass-transi-tion temperature, Tg. Generally, the thermallyinduced stresses are larger than the frozen-inflow-induced stresses.1–6 However, the flow-induced stresses cannot be neglected, since thefrozen-in molecular orientation is mainly respon-sible for anisotropy of the mechanical, thermal,and optical properties, and the long-term dimen-sional stability of products. Thus, the accurateprediction of residual stresses and birefringencein moldings requires a better understanding ofthe factors governing their development duringthe molding cycle.
Over the years, many attempts on the problemof modeling the residual stresses and molecularorientation in injection-molding have been madeby various researchers.1–35 In particular, one-and two-dimensional treatment of the problem offrozen-in flow stresses were made1,2,8,9,23,25,26,35,36
using a nonlinear viscoelastic constitutive equa-tion.37–39 Furthermore, earlier studies7,14,15,40–42
investigated the thermal residual stresses anddimensional changes caused by solidification byusing a thermoviscoelastic model. However, thesestudies have not considered the flow-inducedstresses. Also, the study by Shyu and Isayev9
attempted to include the thermal stresses in thecalculation of the overall residual stresses. Thefountain flow effect on the molecular orientationwas also considered.8,28 A composite model forthe buildup and the relaxation of residualstresses and birefringence during the injection-molding of semicrystalline polymer was intro-duced,25,26 which takes into account the flow-induced crystallization occurring under noniso-thermal conditions. Attempts were also made toconsider not only fountain flow but also packingeffects in simulation of injection molding usingthe White–Metzner equation.10–12 Moreover, thecompressible Leonov model was applied to simu-late the injection-molding of a strip cavity.16,17
Both the Tait equation and the Spencer–Gilmoreequation were used to represent the P-V-T rela-tionship. Although these studies have notincluded the contribution of the thermal birefrin-gence into the total frozen-in birefringence, theresulting predictions for the skin layer werefound to be in agreement with experiments. How-ever, in the core region, the predicted birefrin-
gence is zero, which is in contrast to many experi-mental observations. Chen and colleagues29–34
considered the birefringence development in in-jection and injection/compression molding byuse of a linear stress–optical rule. Kim et al.20
dealt with the frozen-in birefringence in injec-tion/compression-molding of a disk by using afinite difference method. Han et al.27 also lookedat the possibility of optimal design of the processto minimize stresses and birefringence in a moldeddisk and strip. In addition, in earlier studies,21,22
the solution domain was divided into a solidifiedlayer and a melt core, and it was determined thatthe residual thermal stresses were positive at theedge, but negative near the edge, and positive inthe core. This was attributed to marked differen-ces in the birefringence to the stress profiles aris-ing during solidification under elevated pressure,which was different than those arising during freequenching. Kim et al.18 and Lee et al.19 used theFEM to simulate the distribution of birefringencein a center-gated disk obtained by the injection/compression-molding using a nonlinear viscoelas-tic model. It was shown, in agreement with experi-ments, that the residual birefringence in injection/compression-moldings is lower than that in injec-tion-moldings. Recently, the flow birefringence andflow stress in an injection-molded disk were simu-lated using the FEM, but the thermal birefrin-gence and thermal stresses that contribute to over-all values of the birefringence were neglected.24
In addition, a code for the simulation of injection/compression-molding of a compact disk record-able (CD-R) using a compressible viscous flowmodel was developed.24 The measured and calcu-lated nozzle pressure and mold deflection werecompared.
In the present study, simulations of flow andthermal birefringence and stresses developedduring the filling, packing, and cooling stages ofthe injection-molding of a center-gated disk ofpolystyrene (PS) and polycarbonate (PC) are con-sidered by using hybrid FEM and FDM. The com-pressible nonlinear viscoelastic model was usedto calculate the flow stresses. The flow birefrin-gence was found through a linear stress–opticalrule.43 The linear viscoelasticity and photovisco-elasticity44,45 are employed to calculate the ther-mal stresses and the thermal birefringence. Al-though the coupling effects between the flowstresses and thermal stresses were neglected incalculations of the total residual stresses andbirefringence, the present study shows that thethermal birefringence contribution is significant
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 623

in the core region. The P-V-T equation46 by Taitwas employed to calculate flow during the pack-ing stage.
THEORETICAL APPROACH
Governing Equations
The fountain flow at the melt front is neglected inthe present analysis. Since the thickness of thecavity is much smaller than its planar dimen-sions, the velocity component in the gapwisedirection, z, is assumed to be equal to zero. There-fore, the flow field is approximately planar, thatis, v ¼ (vx, vy, 0). Moreover, for the thin cavity ofan arbitrary planar geometry, the lubricationapproximation47 can be applied, so the velocitygradient in the flow direction is neglected, com-pared to the velocity gradient in the gapwisedirection. In addition, the pressure is assumed tobe constant in the gapwise direction, and only afunction of x and y. With these assumptions andby considering that @rxx
@x � @p@x ;
@ryy@y � @p
@y, compo-nents of the momentum equation in the absenceof inertia and body forces reduce to
@rxz@z
� @p
@x¼ 0 ð1Þ
@ryz@z
� @p
@y¼ 0 ð2Þ
The mass balance equation for a compressibletwo-dimensional flow is
@q@t
þ @
@xðqmxÞ þ @
@yðqmyÞ ¼ 0 ð3Þ
The Leonov model37–39 was used as the constitu-tive equation in this study. It can be written as:
~~s ¼ 2g0s ~~e� 1
3ðtr~~eÞ~~d
� �þ 2
T
T0
� �Xni¼1
li0~~Ci � Ici
3~~d
� �
ð4Þ
D~~Ci
Dt� 2
3
1
qDqDt
� aTDT
Dt
� �~~Ci ¼ ~r~m
� �T ~~Ci þ ~~Ci~r~m
� �
� T
T0
� �li0gi
� �~~C2
i þðIIci � IciÞ
3~~Ci � ~~d
� �ð5Þ
where ~~s is the deviatoric stress tensor, ~~e is therate of deformation tensor,
~~d is the unit tensor,~~Ci
is the elastic strain tensor (Finger measure) of
the i-th relaxation mode, Ici and IIci is, respec-tively, the first and second invariant of
~~Ci, ~m is thevelocity vector, T is the sample temperature, g0 isthe initial viscosity, s is the rheological parameterlying between 0 and 1, li0 and gi is, respectively,the modulus and viscosity of the i-th mode meas-ured at temperature T0, q is the density, aT is thethermal expansion coefficient at p ¼ 0 and D/Dt isthe material derivative. In the injection-moldingsimulation, the cooling rate effect on densitychange in eq 5 is neglected. The viscosity gi isassumed to have a WLF-type temperature de-pendence.
giðTÞ ¼ g0i exp � C1ðT � TrÞC2 þ T � Tr
� �ð6Þ
where Tr is the reference temperature. The den-sity q(T, P) is assumed to follow the Tait equa-tion46
mðp;TÞ ¼ m0ðTÞ 1� C ln 1þ qBðTÞ
� �� �ð7Þ
m0ðTÞ ¼ b1;l þ b2;lT if T> Tt ð8Þ
¼ b1;s þ b2;sT if T � Tt ð9Þ
BðTÞ ¼ b3;l exp �b4;lT� �
if T > Tt ð10Þ
¼ b3;s exp �b4;sT� �
if T � Tt ð11Þ
T ¼ T � b5 ð12Þ
Tt Pð Þ ¼ b5 þ b6P ð13Þ
where C and bi are the material constants and Tt
is the transition temperature (either the meltingtemperature or glass transition temperature).
By combining the equations of motion, eqs 1and 2, the mass balance equation, eq 3, andthe constitutive equation, eq 5, the governingequation for the flow during injection-moldingbecomes:
G@p
@tþH � @
@xSx
@p
@x
� �� @
@ySy
@p
@y
� �¼ 0 ð14Þ
G ¼Z h
0
@q@p
� �dz H ¼
Z h
0
@q@T
� �@T
@t
� �dz ð15Þ
624 ISAYEV, SHYU, AND LI

Sx ¼Z h
0
zR z0 qdz
0
gxdz Sy ¼
Z h
0
zR z0 qdz
0
gydz ð16Þ
gx ¼ sg0 þ2 T
T0
� �Pi
li0Ci;xz
� �
@mx@z
gy ¼ sg0 þ2 T
T0
� �Pi
li0Ci;yz
� �
@my@z
ð17Þ
g0 ¼
Pi
gi
1� s0ð18Þ
The constitutive equation, eq 4, gives the follow-ing expressions for the components of the stresstensor
rxx ¼ �pþ 2T
T0
� �Xi
li0Ci;xx ð19Þ
ryy ¼ �pþ 2T
T0
� �Xi
li0Ci;yy ð20Þ
rzz ¼ �pþ 2T
T0
� �Xi
li0Ci;zz ð21Þ
rxz ¼ sg0@mx@z
þ 2T
T0
� �Xi
li0Ci;xz ð22Þ
ryz ¼ sg0@my@z
þ 2T
T0
� �Xi
li0Ci;yz ð23Þ
By substituting eq 4 into eqs 1 and 2 and takinginto account the symmetry of boundary condi-tions with no slip at the mold wall, after integra-tion one obtains:
mx ¼ � @p
@x
Z h
z
z0
gxdz0 my ¼ � @p
@y
Z h
z
z0
gydz0 ð24Þ
or
@mx@z
¼ � @p
@x
z
gx
@my@z
¼ � @p
@y
z
gyð25Þ
Recoverable Strain Tensor~~Ci
To avoid the cumbersome numerical calculations,for a two-dimensional planar flow, the recoverable
strain tensor~~Ci is determined in the local stream-
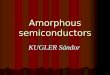
wise coordinate system (s, z, s)35,36 with s beingthe flow direction, z being the thickness or gap-wise direction, s being perpendicular to s in thecounterclockwise direction, as shown in Figure 1.The shear components Ci,sz and Ci,ss of the elasticstrain tensor are assumed to be negligible. Then,all of the normal components and the shear com-ponents of ~~Ci are obtained by integrating eq 5,with Dq
Dt � aTðDTDt Þ ¼ 0 along the particle path.
In the case of a center-gated disk, the flow fieldis a diverging one, and Ci,st is not unity, the gov-erning equations for the elastic strain tensor inthe streamwise Cartesian coordinate system are:
DDt Ciss
DDt Cisz
DDt Ciss
264
375 ¼
2 _cCisz � msr Ciss
� �_cCizz � ms
r Cisz
2 msr Ciss
264
375
þ 2
3
D ln qDt
� aTDT
Dt
� � Ciss
Cisz
Ciss
0B@
1CA
� T
T0
li0gi
C2iss þ C2
isz � 1þ k3Ciss
Cisz Ciss þ Cizzð Þ þ k3Cisz
C2is � 1þ k
3C2iss
264
375 ð26Þ
where
Cizz ¼1
Cissþ C2
isz
Cissð27Þ
Figure 1. Geometry of a center-gated disk with co-ordinate system.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 625

k ¼ ðCiss � 1Þ8>>:Ciss þ Cizz � 1� 1
Ciss
9>>; ð28Þ
_c ¼ @ms@z
; ms ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffim2x þ m2y
q
and r is the radial position.
The values of~~Ci at the entrance nodes are
determined from the fully developed steady-state
solution, DDt
~~Ci ¼ 0, of the simple shear flow underisothermal conditions2,38 given by
Cð0Þss;i ¼
ffiffiffi2
pzffiffiffiffiffiffiffiffiffiffiffi
1þ zp C
ð0Þsz;i ¼
2�
1þ zC
ð0Þzz;i ¼
ffiffiffi2
pffiffiffiffiffiffiffiffiffiffiffi1þ z
p
ð29Þwhere
� ¼ hi@us
@z¼ hi _c z ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1þ 4�2
pð30Þ
In modeling of the nonisothermal injection-mold-ing process, the momentum and the continuityequations are coupled with the energy equation.The energy equation for a compressible fluid canbe written as:
qCpDT
Dtþ T
q@q@T
� �p
Dp
Dt¼ kTr2T þ � ð31Þ
Expanding the material derivatives of T and p ineq 37 gives:
qCp@T
@tþ mx
@T
@xþ my
@T
@y
� �¼ kTr2T þ �
� T
q@p
@T
� �p
@p
@tþ mx
@p
@xþ my
@p
@y
� �ð32Þ
� ¼ 2sg0~~e : ~~eþXni¼1
l2i0gi
T
T0
� �2
~~Ci :~~Ci � 3þ 1
3Ici ðIIci � IciÞ
� �ð33Þ
where kT is the thermal conductivity and F repre-sents the mechanical energy dissipation function,q and 1
q@q@t are calculated from eqs 7–13.
Residual Stresses and Birefringence
Flow Stresses and Birefringence
In the cooling stage, shear rate _c, velocity vs andpressure p can be taken to be zero, and eq 26reduces to
@Ciss
@t
@Cisz
@t
@Ciss@t
2664
3775 ¼ 2
3
@ðlnðqÞÞ@t
Ciss
Cisz
Ciss
2664
3775
� T li0T0gi
C2iss þ C2
isz � 1þ k3Ciss
CiszðCiss þ CizzÞ þ k3Cisz
Ciss � 1þ k3Ciss
264
375 ð34Þ
Similarly, the convection, dissipation, and pres-sure terms in the energy eq 32 can be omitted,and eq 32 reduces to one-dimensional heat con-duction equation:
qCp@T
@t
� �¼ kT
d2T
dz2ð35Þ
Then, the residual flow stresses in the coolingstage are calculated from eq 4:
~~rfl ¼ 2T
T0
� �Xni¼1
li0~~Ci � 1
3Ici
~~d
� �ð36Þ
The refraction index tensor due to flow is:
~~nfl ¼nflss 0 nfl
sz
0 nflss 0
nflsz 0 nfl
zz
24
35 ¼ Cfl
r
rflss 0 rflsz0 rflss 0rflsz 0 rflzz
24
35 ð37Þ
where Cflr is the stress–optical coefficient of poly-
mer in the melt state.43
Thermal Stresses and Birefringence
The residual thermal stresses and birefringencewere calculated earlier, based on the linear vis-coelasticity and photo-viscoelasticity with thevolume relaxation effects included.44,45 As a firstapproximation, we treated the residual thermalstresses and birefringence in injection-molded partsas those developed in freely quenched plates (fordetails see Ref. 45), except that the temperature his-tory obtained from the simulation of the filling andpacking stages was used in these calculations.
The refraction index tensor due cooling alone is:
~~nth ¼nthss 0 00 nth
ss 00 0 nth
zz
24
35 ð38Þ
Total Stresses and Birefringence
To the best of our knowledge, no single nonlinearconstitutive equation is available to describe the
626 ISAYEV, SHYU, AND LI

rheological behavior of a polymer in both the glassyand melt states and in the transition regionbetween them. Moreover, in the filling and coolingstages, the dominant terms in the dynamic equa-tions are different. Therefore, a further simplifyingassumption was made that the coupling effectsbetween the flow and thermal stresses are negli-gible, such that they can be evaluated independ-ently. The constitutive equations used to calculatethe flow and thermal stresses are different, as men-tioned in the previous section. Thus, the total resid-ual stresses are:
~~rres ¼ ~~rflres þ ~~rthres ð39Þ
Similarly, the total refraction index tensor is,
~~n¼n0~~dþ~~nthþ~~nfl
¼n0þnth
ssþnflss nfl
sz
n0þnflssþnth
ss
nflsz n0þnth
zzþnflzz
264
375 ð40Þ
where subscipts res and superscripts fl, and thstand for residual, flow, and thermal, respec-tively.
The birefringence measured in the sz plane isthen
�n¼�nsz
¼ �nflsz
� �2þ �nthsz
� �2þ2 nflss�nfl
zz
� ��nth
sz
� �h i1=2ð41Þ
with the flow birefringence, Dnflsz, and the thermal
birefringence, Dnthsz, being
�nfl¼�nflsz¼Cfl
r rflss�rflzz2þ4 rflsz
2 1=2i����h
ð42Þ
�nthsz¼nth
ss�nthzz ð43Þ
The extinction angle, h, is
sin2h¼2Crrflsz�nsz
ð44Þ
Since in free quenching nthss ¼ nth
st, the birefrin-gence in the ss plane becomes
�nst¼ðnthss�nth
ss Þþðnflss�nfl
ssÞ¼nflss�nfl
ss ð45Þ
Numerical Algorithm
On the basis of the formulations described earlier,a numerical scheme using control-volume FEM/FDM for a two-dimensional flow in a center-gated
disk (Fig. 1) has been developed. To solve thegeometry equations, a set of appropriate boundaryconditions should be given first. The control-vol-ume FEM7,35 with triangular elements and linearshape functions was used to solve eq 14 with GandH taken to be constant in each control volume,Sx, and Sy to be constant in each element. Theboundary conditions for eq 14 in the filling andpacking stages are different. In the filling stage,the volume flow rates at the entrance nodes werespecified, and the pressures at the melt front nodeswere assumed to be zero with the pressure at theentrance nodes and flow rates at the melt frontnodes to be solved. That is, in the filling stage
p ¼ 0 at the melt front ð46ÞQ ¼ Qin at the entrance or gate ð47Þ
In the packing stage, the entrance pressure wasspecified as an imposed packing pressure, withflow rates at the entrance nodes to be determined.That is, in the packing stage:
p ¼ pg at the gate or entry ð48Þ
Besides, in the impermeable boundary region, themelt is in contact with the boundary of the mold,and the normal velocity components vanish. Inaddition, symmetric boundary conditions at thecenterline and no slip at the solid wall of the cav-ity were assumed. Thus,
u ¼ m ¼ 0 at z ¼ 6b
@u
@z¼ @m
@z¼ 0 at z ¼ 0
rxz ¼ ryz ¼ 0 at z ¼ 0
In injection-molding, the temperature at the en-trance nodes is generally assumed to be uniformand equal to the inlet melt temperature T0. Tem-perature distribution at the moving melt front wasevaluated based on melt front temperature distri-bution (at the previous step of calculations). So
T ¼ Tw at z ¼ 6b
@T
@z¼ 0 at z ¼ 0
T ¼ T0 at the gate or entry
where Tw is the mold wall temperature.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 627

For the solution of the energy equation, eq 32,heat conduction along the planar directions wasneglected, and the implicit FDM was used for theconduction and time derivative terms. The tem-perature was assumed to be linear within eachelement. The convective terms, ð~V � rÞT andð~V � rÞp, at a node were evaluated by taking thearea average of the values calculated at the cen-ter of the upstream elements of the node underconsideration.28,35,36
The under-relaxation iteration method35 wasused to solve the recoverable strain tensor, pres-sure, and temperature at each time step. At eachnew time step, the velocity field, pressure field,and elastic strain tensors were solved from eqs 14and 26. During the solution process, the tempera-ture obtained in the last time step was used tocalculate the various physical quantities, such asq, gc, and so on. After that, the energy eq 32, withthe pressure and velocity field fixed, was solvedto obtain the temperature field, and then the nexttime step was ensured.
RESULTS AND DISCUSSION
Polystyrene
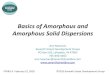
Figure 2 shows the complex viscosity versus fre-quency for polystyrene (Styron 615-APR/DOW)as measured by a Rheometrics Mechanical Spec-trometer with the parallel plate geometry. The
constitutive equation with two modes was used tofit these data. The model parameters obtainedand material data used for PS in the simulationare listed in Table 1.
Figure 2. Frequency dependence of the complex vis-cosity for PS. Symbols represent experimental measure-ments and lines fitted by Leonovmodel with twomodes.
Table 1. Material Constants of PS and PC Usedin the Injection-Molding Simulation
PS PC
WLF equationC1 3.60 2.75 [48]C2 (K) 131.9 138.0Tr (K) 473.5 533.0
Leonov modela
gp (Pa s) 13.0 0.513g1 (Pa s) 2230.0 149.1g2 (Pa s) 447.0 94.5l01 (Pa) 1.52 � 104 8.434 � 104
l02 (Pa) 9.14 � 104 4.082 � 105
Tait equation: [49]b1,1 (m3/kg) 970.8 862.8b2,1 (m3/kg K) 0.5788 0.549b3,1 (Pa) 1.555 � 108 1.565 � 108
b4,1 (K�1) 3.019 � 10�3 2.738 � 10�3
b1,s (m3/kg) 970.8 862.8
b2,s (m3/kg K) 0.2429 0.2229
b3,s (Pa) 2.008 � 108 2.65 � 108
b4,s (K�1) 1.38 � 10�3 2.78 � 10�3
b5 (K) 360.2 422.2b6 (K/Pa) 3.20 � 10�7 5.00 � 10�7
Cp (J/kg K) 2.05 � 103 2.15 � 103
KT (J/m s K) 0.122 0.234Cf1
r (Pa�1) �5.2 � 10�9 3.5 � 109 48
a Model parameters for PC were obtained by fitting theviscosity data in Ref. 48.
Figure 3. Pressure traces at various radial position.Symbols represent experimental measurements, andlines are simulation results.
628 ISAYEV, SHYU, AND LI

In the case of PS, the simulation was based onthe experiments.49,50 The geometry of the center-gated disk used is shown in Figure 1. The diame-ter of the sprue at the entrance was 0.95 cm.There were two pressure transducers in the moldcavity: one was directly under the sprue, theother was halfway from the sprue approximatelyat the radial position r ¼ 4 cm. In simulation ofthe packing stage, the pressure recorded by thepressure transducer under the sprue was takenas the packing pressure. In the present article,only the experimental and simulation results forthe following set of injection-molding conditionswill be discussed: melt temperature of T0
¼ 225 8C, mold wall temperature of Tw ¼ 40 8C,volumetric flow rate of Q ¼ 23.8 cm3/s, and pack-ing pressure of 20.7 MPa (3000 psi). Because ofsymmetry of the disk, only a quarter of the disk
Figure 5. Predicted gapwise transient temperature profiles during an injection-molding cycle at various radial positions.
Figure 4. Predicted development of pressure gradientsin an injection-molding cycle at four radial positions.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 629

was considered in the simulation. 520 elementswith 294 nodes were used for the quarter disk.The computation time for a molding cycle with1.576 s filling time and 10 s packing time was30 h using PC with 1.8 GHz Pentium 4 Processor.
The pressure traces at various radial positionsduring an injection-molding cycle are shown inFigure 3. The time of 1.576 s marks the end of thefilling stage and the beginning of the packingstage. The simulation results show that at thebeginning of the packing stage, the pressure inthe whole cavity jumps up swiftly in about 0.02 s,and after about 1 s, the pressure in the cavityattains a maximum and then continuously de-creases. The drop in pressure indicates that therate of addition of polymers into the cavity drivenby the pressure gradient during the packingstage can no longer compete with the rate of ther-mal shrinkage. In fact, the pressure traces pre-dicted by using the compressible viscoelasticmodel of this study are close to those predicted byusing a compressible viscous model.49
The predicted development of pressure gra-dients in an injection-molding cycle at four radialpositions is given in Figure 4. In the filling stage,the temperature in the thickness direction de-creases with time and that leads to a higher vis-cosity requiring a higher pressure gradient topump material into the disk cavity at a constantrate. The figure also illustrates that at the start
of the packing stage, ðdp=drÞj j shows a rapiddecrease at first, due to a fast equilibration of thepressure in the cavity immediately following thesudden imposition of the packing pressure. Thepressure gradient in the packing stage increasesagain afterward as in the filling stage. Near thegate a value of ðdp=drÞj j in the late packing stagebecomes significantly larger than its value in thefilling stage. This is due to a significant coolingeffect and a decay of the pressure in the cavity,while the packing pressure at the entrance is stillmaintained, as indicated by Figure 3. At the endof the packing stage, a jump in the pressure gra-dient at four radial positions is observed. This isdue to different rates of the pressure decay at dif-ferent radial positions, as indicated by Figure 3.
The predicted gapwise transient temperatureprofiles at four different radial positions in amolding cycle are given in Figure 5. The horizon-tal line in this figure indicates the uniform melttemperature at which the melt was injected intothe cavity. In Figure 5(a), line 0.1235 s corre-sponds to uniform temperature at the melt frontwhen it reaches the position of r ¼ 2 cm. Also,Figure 5(a) shows that the temperature profile atr ¼ 2 cm remains approximately the samebetween the times of 1.054 and 1.576 s (the end ofthe filling stage) due to the balance between con-duction and convective heat transfer at the end ofthe filling stage. Likewise, the temperatures forthe whole cavity thickness at r ˜ 4 cm are lowerthan those at r ¼ 2 cm after 1.054 s. Withoutinclusion of the convective terms in the energyequation, these two phenomena do not appear.
The predicted advancement of the frozen layerthickness with time during an injection-moldingcycle is shown in Figure 6. The frozen layer thick-ness was determined as the position at which T¼ Tg. Again, because of the balance of the convec-tive and conductive heat transfer for radial posi-tions r < 2 cm, there is a little increase of the fro-zen layer between time of 1.054 s and time corre-sponding to the end of the filling stage.
The predicted development of the transientfirst normal stress difference N1 ¼ rss � rzz atfour radial positions in the filling and packingstages is shown in Figures 7 and 8, respectively.In the filling stage, the first normal stress differ-ence increases with time. A peak appears nearthe surface due to the development of a frozenlayer near the mold surface and the resultingdecrease with time of the available cross-sectionalarea in the channel for flow (Fig. 7). In the pack-ing stage, the normal stresses at the central part
Figure 6. Predicted development of the skin layerthickness during an injection-molding cycle.
630 ISAYEV, SHYU, AND LI

of the gap relax very quickly, since there is verylittle flow after 0.02 s of packing and the tempera-ture is still high. At later times, the relaxationtime increases because of the temperature de-crease, and normal stresses in the core start to in-crease, although the flow is retarded. This leadsto the appearance of a second peak of the normalstresses in the core region (Fig. 8).
The predicted development of the transientsecond normal stress difference �N2 ¼ �(rst� rzz) at four radial positions in the filling andpacking stages is shown in Figures 9 and 10,respectively. The shape of the distribution of rzz� rst is similar to that of the first normal stressdifference, rss � rzz, except that their values arenegative and one order of magnitude smallerthan those of rss � rzz.
The predicted gapwise distribution of the flowbirefringence at various radial positions at the
end of the filling stage and the completion of thepacking stage are shown in Figures 11(a,b),respectively. The shapes of curves for birefrin-gence distribution are similar to those of the firstnormal stress difference indicating a dominatingcontribution of these stresses into the birefrin-gence.
The predicted residual flow birefringence dis-tributions at the end of the cooling stage in theabsence of the packing stage are given in Figure12(a). The residual flow birefringence in the coreis zero due to the fast relaxation of chain orienta-tion immediately after completion of the fillingstage, since the temperature is still high in thisregion.
By adding the residual thermal birefringenceto the residual flow birefringence, according to eq41, the gapwise total residual birefringence pro-files at various radial positions without packing
Figure 7. Predicted transient gapwise distributions of the first normal stress differ-ence in the filling stage at various radial positions.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 631

are calculated and given in Figure 12(b). Bothpredictions and experiments show flat birefrin-gence distributions in the core region and peaksnear the mold surface. It can be observed that thepredicted birefringence near the mold surface islower than the measured one. Possibly, this maybe due to neglect of the fountain flow at the meltfront8,10–12,28 and the inadequate assumptionconcerning free quenching near the mold surface.However, the inclusion of the fountain flow in thepresent simulations would be required to considerthe contribution of the transverse velocity in cal-culations and, therefore, to carry out a three-dimensional simulation of the cavity filling. Thelatter is outside of the present study based on atwo-dimensional analysis. Moreover, as a resultof the free quenching assumption,45 simulationshows a positive thermal birefringence at the sur-face rather than a negative thermal birefringencemeasured at the surface for the case of the con-strained quenching of PS slabs.1 Therefore, the
total residual birefringence Dnsz, that is a sum ofthe flow and thermal birefringence, becomessmaller, since the residual flow birefringence isalways negative for PS moldings.47 It should benoted that the cooling process in injection mold-ing may be closer to the constrained quenching:polymer melt may initially stick to the wall andlater detach from the wall, but might still not beable to contract in the planar direction due to geo-metrical constraints. An understanding of thetemperature and pressure dependence of adhe-sion of polymer to the mold surface and thedegree of freedom for the polymer to contract inthe planar direction is necessary for the determi-nation of suitable boundary conditions to be usedin the solution of the problem of residual thermalstresses in moldings.
The predicted gapwise profiles of extinctionangle h at the end of filling are shown in Figure13. Since the value of Dnfl shows a pronouncedmaximum around z/h ¼ 0.7–0.8 and the value of
Figure 8. Predicted transient gapwise distributions of the first normal stress differ-ence in the packing stage at various radial positions.
632 ISAYEV, SHYU, AND LI

Dnflrz changes linearly with z, then, from eq 44,
one can expect a corresponding minimum of |h|at this location, as can be seen in Figure 13. How-ever, the maximum of birefringence �Dnfl and theminimum of extinction angle |h| do not occur atthe same position. Moreover, the value of |h|attains a value of zero at the center.
The predicted and measured gapwise profilesof extinction angle of h at the end of cooling inabsence of packing are depicted in Figure 14. Val-ues of |h| at the radial positions of 3–7 cm areshifted by 108 to avoid an overlap of the data. Themeasured values of |h| are zero in the core andshow a peak near the mold surface with the maxi-mum of the peak being about 208. The predictedvalue of h describes the experimental resultsquite well in the extensive core region, but notwell near the mold surface. This may be againdue to an inadequacy of free quenching assump-tion. The lower predicted total birefringence
|Dnsz| gives rise to a larger extinction angle ac-cording to eq 44. Thus, the extinction angle at themold surface calculated from the residual flowbirefringence alone (without inclusion of birefrin-gence due to the packing and thermal quenchingeffects) is closer to the measured values as indi-cated in Figure 15.
The predicted gapwise total residual birefrin-gence profiles and the corresponding gapwiseextinction angle profiles are compared withexperimental measurements in Figures 16 and17, respectively. The values of |h| for the radialpositions of 3–7 cm in Figure 17 are shifted by108. The predicted values of �Dn are in fair agree-ment with the experimental results, althoughsome differences are evident. Similarly, there aretwo peaks in the �Dn distributions: one is nearthe mold surface produced in the filling stage andthe other near the center produced by the addi-tional compressible flow in the packing stage. The
Figure 9. Predicted transient gapwise distributions of the second normal stress dif-ference in the filling stage at various radial positions.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 633

predicted extinction angles correspond to themeasured values quite well, except at the moldsurface and around the middle plane. Reasons forthis difference are, among others, a possible inac-curacy of the P-V-T data and the shift factor forthe temperature-dependent viscosity and relaxa-tion time at low temperatures.
The radial dependence of the gapwise averagedbirefringence, hnst � nssi, is given in Figure 18in the presence and absence of the packing stage.It is observed that without the packing stage,the predicted value of hnst � nssi shows a maxi-mum at r ¼ 3 cm, while the measured value ofhnst � nssi decreases with an increase in the valueof r. This may be caused by the assumption thatthe temperature at the entrance node is taken tobe equal to the melt temperature in the fillingstage. With this assumption, the convective heatflow at the end of filling will induce a thinner fro-zen layer and higher temperature at positionscloser to the entrance (r < 3 cm). Thus, in the
cooling stage, more relaxation of stresses wouldoccur, resulting in lower values of hnst � nssi atthe radial position close to the entrance.
Polycarbonate
The present simulation is based on the injection-molding experiments of Greener et al.,48 carriedout on a center-gated disk mold with the follow-ing cavity dimensions: an inner diameter of1.5 cm, an outer diameter of 6.5 cm, and a thick-ness of 2 h ¼ 0.12 cm. In experiments, theyused an optical-disk-grade polycarbonate, PanliteAD5503/Teijin Chemical Industries. The materialdata for PC used in the simulation are also listedin Table 1. The experimental and simulationresults with the following set of injection-moldingconditions will be discussed: melt temperatureof T0 ¼ 275 8C, mold wall temperature of Tw
¼ 100 8C, volumetric flow rate of Q ¼ 30.16 cm3/s,and packing pressure of 5.6 MPa.
Figure 10. Predicted transient gapwise distributions of the second normal stressdifference in the packing stage at various radial positions.
634 ISAYEV, SHYU, AND LI

The radial profiles of normal retardation RN ¼2h hnst � nssi are shown in Figure 19. Withoutinclusion of packing, lower values of RN near thecavity entrance (r < 3 cm) is predicted. As in caseof PS, this prediction for PC is attributed to theassumption of the constant melt temperature atthe entrance nodes in the filling stage. It wasseen that packing causes the value of RN near thecavity entrance to increase significantly due tomore flow of material near the entrance in thepacking stage. Since there is less material flow atradial positions further away from the entrance,the corresponding effect of the packing on valuesof RN is reduced at these positions. Deviations ofthe simulation results from experiments areobserved, which may be ascribed to the same rea-son, as described earlier for PS case, namely to apossible inaccuracy of the shift factor for viscosityand relaxation time at low temperatures.
The radial profiles of the transverse retarda-tion RT ¼ 2h hDnszi are shown in Figure 20. Simi-
larly, flow during the packing stage makes a sig-nificant contribution to the value of RT at a smallradial position. However, in contrast to PS, in PCthe thermal contribution to the value of RT iscomparable with that of the flow contribution.This is expected since the stress–optical coeffi-cient of PC is positive, and in the glassy state, itis one order of magnitude higher than that ofPS.44 Because of the lack of data for the relaxa-tion modulus and stress–optical coefficient func-tion in the glass-to-rubber transition zone for
Figure 11. Predicted gapwise birefringence distribu-tions at various radial positions in the end of the fill-ing (a) and packing (b) stage.
Figure 12. Gapwise profiles of residual birefrin-gence at various radial positions without the packingstage without (a) and with (b) inclusion of thermalbirefringence. Lines represent simulation results, andsymbols are experiment measurements.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 635

Panlite AD5503, material data of Lexan-141/GE44 were used to calculate the residual thermalbirefringence. This may partially explain theover-prediction of the residual thermal birefrin-gence contributing significantly to the total bire-fringence in PC moldings. Also, use of the freequenching assumption may partially explain theover-prediction of the residual thermal birefrin-gence.
CONCLUSIONS
In the present study, a physical modeling andassociated numerical analysis scheme were devel-oped for two-dimensional numerical simulationsfor the injection molding of a center-gated disk.
Figure 13. Predicted gapwise distributions ofextinction angle at various radial positions at the endof filling.
Figure 14. Gapwise profiles of extinction angle atvarious radial positions when no packing pressure isapplied. Symbols represent experimental results, andlines are simulation results.
Figure 15. Gapwise profiles of extinction angle atvarious radial positions without the inclusion of pack-ing pressure and thermal birefringence. Symbols rep-resent experimental results, and lines are simulationresults.
Figure 16. Gapwise profiles of total residual bire-fringence at various radial positions at the end ofpacking stage. Lines represent simulation results,and symbols represent experimental measurements.
636 ISAYEV, SHYU, AND LI

Figure 17. Gapwise profiles of extinction angles atvarious radial positions at the end of the packingstage. Symbols represent experimental measure-ments, and lines are simulation predictions.
Figure 18. Radial profiles of the gapwise-averagedresidual birefringence with and without inclusion ofthe packing stage. Lines are simulation results, andsymbols represent experimental measurements.
Figure 19. Radial profiles of normal retardations inan injection molded PC disk. Line represents predic-tion with (dashed line) and without (solid line) inclu-sion of the packing stage, and symbols are experimen-tal measurements.
Figure 20. Radial profiles of transverse retardationsin an injection molded PC disk. Lines represent pre-diction, and symbols are experimental measurementswith (upper two lines) and without (lower two lines)inclusion of the thermal birefringence. Two lines ineach case indicate calculated retardation with andwithout inclusion of the packing stage.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 637

The control-volume FEM/FDM numerical methodwas employed. The residual flow birefringence inthe molded disk was calculated by consideringthe filling, packing, and cooling stages of injectionmolding by using a compressible nonlinear vis-coelastic constitutive equation. To take into accountthe compressibility of polymeric melts, the Taitequation was introduced. The residual thermalbirefringence in molded articles was calculated byusing the viscoelastic and photoviscoelastic model45
and based on the free quenching approximation.Then, the total birefringence was calculated as asum of the flow and thermal birefringence.
The simulation results were compared withcorresponding experimental data available in theliterature, indicating that the theoretical resultscapture essential features of the gapwise birefrin-gence distribution. Without inclusion of the pack-ing stage, the simulation shows that the gapwiseresidual flow birefringence is zero at the core dueto a fast relaxation of stresses at high tempera-tures. A peak near the mold surface appears as aresult of the combination of frozen-in chain orien-tation in the filling stage and slow relaxation inthe cooling stage. The nonzero flat distribution ofthe residual birefringence in the core observed inmoldings is predicted based on simulation of theresidual thermal birefringence. With inclusion ofthe packing stage, a second peak is predicted inthe core region. It develops as a result of compres-sible melt flow in the packing stage. The normaland transverse retardation in an injection-molded PC disk was also predicted and comparedwith available data in literature. However, thiscomparison gave only a qualitative prediction ofthe observed results, since the stress–optical be-havior for optical-grade PC was not available.
To the best of our knowledge, the present studyis the first investigation where the issues relatedto theoretical calculations of the frozen-in ther-mal and flow birefringence in molded disksare treated in such a comprehensive manner.Although the theory does not fully describe exper-imental observations, the present approach is sig-nificant step toward understanding complicatedphenomena from theoretical point of view. Formore accurate predictions of the residual thermalbirefringence and stresses in molded articles, animprovement of simulations is desirable. It isespecially desirable to understand the case ofpressurized constrained quenching that possiblyoccurs during injection-molding and the role ofgeometric constraint of the mold on the boundaryconditions.
This work was supported by the Division of Engine-ering of the National Science Foundation (DMI-0322920).
REFERENCES AND NOTES
1. Isayev, A. I. Polym Eng Sci 1983, 23, 271.2. Isayev, A. I.; Hieber, C. A. Rheol Acta 1980, 19,
168.3. Isayev, A. I.; Crouthamel, D. L. Polym Plast Tech-
nol Eng 1984, 22, 177.4. Isayev, A. I. Thermal Stresses In Encyclopedia of
Polymer Science and Engineering; Wiley: NewYork, 1989; Vol. 16, pp 747–767.
5. Kabanemi, K. K.; Crochet, M. Intern Polym Pro-cess 1992, 7, 60.
6. Zoetelief, W. F.; Douven, L. F. A.; Ingen Housz, A.J. Polym Eng Sci 1996, 36, 1886.
7. Kabanemi, K. K.; Vaillancourt, H.; Wang, H.; Sal-loum, G. Polym Eng Sci 1998, 38, 21.
8. Famili, N.; Isayev, A. I. In Modeling of PolymerProcessing: Recent Developments; Isayev, A. I.,Ed.; Hanser: Munich, 1991; Ch. 8, pp 247–276.
9. Shyu, G. D.; Isayev, A. I. SPE ANTEC TechPapers 1995, 41, 2711.
10. Kamal, M. R.; Chu, E.; Lafleur, P. G.; Ryan, M. E.Polym Eng Sci 1986, 26, 190.
11. Kamal, M. R.; Lafleur, P. G. Polym Eng Sci 1986,26, 95.
12. Kamal, M. R.; Goyal, S. K.; Chu, E. AICHE J1988, 34, 94.
13. Titomanlio, G.; Drucato, V.; Kamal, M. R. InternPolym Process 1987, 1, 55.
14. Ghoneim, H.; Hieber, C. A. J. Thermal Stresses1996, 19, 795.
15. Boitout, F.; Agassant, J. F.; Vincent, M. InternPolym Process 1995, 10, 237.
16. Flaman, A. A. M. Polym Eng Sci 1993, 33, 193.17. Flaman, A. A. M. Polym Eng Sci 1993, 33, 202.18. Kim, I. H.; Park, S. J.; Chung, S. T.; Kwon, T. H.
Polym Eng Sci 1999, 39, 1930.19. Lee, Y. B.; Kwon, T. H.; Yoon, K. Polym Eng Sci
2002, 42, 2246.20. Kim, I. H.; Park, S. J.; Chung, S. T.; Kwon, T. H.
Polym Eng Sci 1999, 39, 1943.21. Baaijens, F. P. T. Rheol Acta 1991, 30, 284.22. Douven, L. F. A.; Baaijens, F. P. T.; Meijer, H. E.
H. Prog Polym Sci 1995, 20, 403.23. Shyu, G. D.; Isayev, A. I.; Lee, H. S. Korea-Aus-
tralia Rheol J 2003, 15, 159.24. Fan, B.; Kasmer, D. O. Polym Eng Sci 2003, 43, 596.25. Guo, X.; Isayev, A. I. Intern Polym Process 1999,
14, 377.26. Guo, X.; Isayev, A. I. Intern Polym Process 1999,
14, 387.27. Han, S.; Huh, Y. J.; Kang, S; Wang, K. K. Proc
ASME Mater Div 1995, 69, 1237.28. Marridis, H.; Hrymak, A. N.; Vlachopoulos, J.
J Rheol 1988, 32, 639.
638 ISAYEV, SHYU, AND LI

29. Chen, S. C.; Chen, Y. C. J Appl Polym Sci 1995,55, 1757.
30. Chen, Y. C.; Chen, C. H.; Chen, S. C. PolymIntern 1996, 40, 251.
31. Chen, S.C.; Chen,Y.C.ComputStruct 1994, 52, 1043.32. Chen, S. C.; Chen, Y. C.; Cheng, N. T. Intern
Comm Heat Mass Transfer 1938, 25, 907.33. Chen, S. C.; Chen, Y. C.; Peng, H. S. J Appl
Polym Sci 2000, 75, 1640.34. Chen, S. C.; Chen, Y. C.; Peng, H. S. Adv Polym
Technol 2002, 21, 177.35. Sobhanie, M.; Isayev, A. I. Rubber Chem Technol
1989, 62, 939.36. Sobhanie, M.; Isayev, A. I. SPE ANTEC Tech
Papers 1989, 35, 286.37. Leonov, A. I. Rheol Acta 1976, 15, 85.38. Leonov, A. I. Rheol Acta 1976, 15, 411.39. Leonov, A. I. J. Non-Newt Fluid Mech 1987, 25, 1.40. Bushko, W. C.; Stokes, V. K. Polym Eng Sci 1995,
35, 351.41. Bushko, W. C.; Stokes, V. K. Polym Eng Sci 1995,
35, 365.
42. Bushko, W. C.; Stokes, V. K. Polym Eng Sci 1996,35, 322.
43. Janeschizz-Kriegl, H.; Polymer Melt Rheologyand Flow Birefringence; Springer: New York,1983.
44. Shyu, G. D.; Isayev, A. I.; Li, C. T. J Polym SciPoly Phys 2001, 39, 2252.
45. Shyu, G. D.; Isayev, A. I.; Li, C. T. J Polym SciPolym Phys 2003, 41, 1850.
46. Huiler, D.; Lenfant, C.; Terrisse, J.; Deterre, R.Polym Eng Sci 1988, 28, 1637.
47. Isayev, A. I., Ed., Injection and CompressionMolding Fundamentals; Marcel Dekker: New York,1987.
48. Greener, J.; Kesel, R.; B. A. Contestable, B. A.AICHE J 1989, 35, 449.
49. Wang, K. K.; Cohen, C.; Koch, D. L.; Hieber, C.A.; Yoon, K.; Gupta, M.; Harlen, O. G. CornellInjection Molding Program, Progress Report No.16, Cornell University, 1991.
50. Yoon, K.; Wang, K. K. SPE ANTEC Tech Papers1992, 38, 2222.
STRESSES AND BIREFRINGENCE IN INJECTION MOLDING 639