Embed Size (px)
Citation preview

Research Article
Refining of Roundup ReadyW soya bean oil: Effect on thefatty acid, phytosterol and tocopherol profiles
Joana Costa1, Joana S. Amaral1,2, Isabel Mafra1 and M. Beatriz P. P. Oliveira1
1 REQUIMTE, Servico de Bromatologia, Faculdade de Farmacia, Universidade do Porto, Porto, Portugal2 ESTiG, Instituto Politecnico de Braganca, Campus de Sta. Apolonia, Braganca, Portugal
In this study, genetically modified (GM) soya bean seeds with the event known as Roundup Ready1were
used for the production of soya bean oil and their fatty acid, phytosterol and tocopherol composition was
characterised. Since these compounds can be partially lost during refining, this study also aimed at
evaluating the compositional changes along the GM soya bean oil extraction and refining processes
carried out industrially. During the refining process of crude soya bean oil, neutralisation was responsible
for the major losses on phytosterols (15%). The greatest reduction of tocopherols was also caused by the
neutralisation step (20%), while the deodorisation step caused minor losses (9%). Along the refining
process, the decreases of total phytosterols and total tocopherols were 20 and 30%, respectively, which
are lower than the losses reported in other studies, reflecting the industrial improvements in preserving
beneficial health compounds in the refined oil. The results showed that the refined GM soya bean oil
presented higher contents of phytosterols (313 mg/100 g) and tocopherols (931 mg/kg) comparing to
other reports.
Keywords: Fatty acids / Genetically modified organisms / Oil refining / Phytosterols / Soya bean oil
Received: June 16, 2010 / Revised: October 14, 2010 / Accepted: November 16, 2010
DOI: 10.1002/ejlt.201000385
1 Introduction
In the last years, the production of soya bean (Glycine max L.)
has been increasing mainly due to its various uses in food,
feed and industrial applications such as biodiesel. Soya bean
is an exceptional source of high quality proteins and a source
of PUFA. The oil is also rich in vitamin E, an important class
of antioxidants that naturally occur in vegetable oils [1].
Consequently, soya bean is present in human diet mainly
as a source of protein and vegetable oil. Nowadays, soya bean
oil represents almost 28% of the world’s vegetable oil
consumption (Soy Stats 2010 – A publication of the
American Soybean Association. Accessed on 19.05.2010 –
http://www.soystats.com/2010/Default-frames.htm.) with a
considerable contribution arising from genetically modified
(GM) oilseeds. Soya bean is the most important GM crop in
the world, occupying 69.2 millions of planted hectares in
2009, which correspond to 52% of the total biotechnological
planted area (C. James, ISAAA Brief 41. 2009, accessible in
http://www.isaaa.org). In Europe, since the approval of the
glyphosate tolerant soya bean event (GTS-40-3-2) also
known as Roundup Ready1 (RR) soya bean, the oil pro-
duction from this GM oilseed has been increasing.
Asmost vegetable oils, crude soya bean oil must be refined
to remove several substances that may contribute to undesir-
able colour, taste and aroma, and therefore limiting the oil
application and narrowing its shelf-life. The refining process,
either physical or chemical, allows the elimination of those
unacceptable substances, such as phospholipids, free fatty
acids (FFAs) and pigments, which may cause a decrease in
the product quality. On the other hand, it is advantageous
that the refining process occurs with a minimum effect on the
desirable components present in oil. Some beneficial com-
pounds, such as EFA, tocopherols, phytosterols, carotenoids
and polyphenols can be partially lost during this process.
Additionally, some undesirable compounds, such as trans
FA and cyclic FA monomers, among others, can be formed
along the refining steps. Crude soya bean oil is usually sub-
mitted to a chemical refining process, which comprises the
steps of degumming, alkali refining (neutralisation), bleach-
ing and deodorisation, to obtain an odourless, bland and
Correspondence: Dr. Isabel Mafra, REQUIMTE, Servico de
Bromatologia, Faculdade de Farmacia, Universidade do Porto, Rua Anıbal
Cunha, 164, Porto 4099-030, Portugal
E-mail: [email protected]
Fax: þ351 222003977
Abbreviations: FFA, free fatty acid; GLC, gas–liquid chromatography;
GM, genetically modified; IS, internal standard; RR, Roundup Ready1
528 Eur. J. Lipid Sci. Technol. 2011, 113, 528–535
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

stable oil, with acceptable organoleptic properties for con-
sumers [2]. Each step is specialised in the removal of distinct
groups of undesirable compounds. The degumming step
allows the removal of phospholipids and mucilaginous gums,
while neutralisation (alkali refining) is mainly directed to the
elimination of FFA [3]. The bleaching step reduces residual
FFA, salts, metals, peroxides and chlorophylls, as well as
harmful compounds, such as PAH and pesticides [3]. The
deodorisation step facilitates the nearly complete removal of
the remaining FFA and the thermal destruction of peroxides,
increasing the oxidative stability of the oil [2, 3].
Furthermore, during the deodorisation, volatile compounds,
as well as tocopherols and carotenoids, can be partially lost.
Some studies concerning the effects of the refining on
major and minor compounds of soya bean oil have been
reported. However, they have been performed several years
ago [4–6], before the first commercialisation of genetically
modified organisms (GMO). As nowadays GMOhave been a
topic of discussion among the scientific community and
consumers, and since GM crops are widely used to obtain
edible oils, the oilseeds fromRR soya bean were the subject of
the present study.
The aim of this work was to evaluate the chemical com-
position of GM soya bean seeds used industrially for the
production of oil as well as to monitor the chemical changes
along the extraction and refining processes of soya bean oil.
To accomplish this objective, the effects of each step of
refining carried out industrially on the total and individual
contents of those compounds were also determined. To our
knowledge, this is the first report regarding the effects of
industrial refining on the chemical composition of crude
oil obtained from GM soya bean.
2 Materials and methods
2.1 Sampling
The soya bean oil under study was extracted and chemically
refined at industrial scale. Representative samples were col-
lected along the main steps of the soya bean oil production
line. According to the industrial process, the first step con-
sisted on cleaning and removing impurities from the soya
bean seeds. At this point, the first sample (whole seed) con-
sisting of six random portions of 500 g was collected directly
from the industrial silo, and further assembled in a unique
homogenised sample. The following steps consisted on crack-
ing, laminating and expelling-extruding the soya bean seeds.
For each one, samples were collected, corresponding to
cracked, laminated and extruded soya bean, respectively
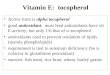
(Fig. 1). As the production line under study is performed
continuously, the samples were collected directly from the
industrial quality control check points. Thus, each sample
(cracked, laminated and extruded soya bean) was obtained by
collecting six portions of 200 g at regular time-intervals
during 24 h. All the portions, corresponding to each step,
were assembled to obtain representative and homogeneous
samples. The final step at the industrial soya bean oil extrac-
tion line consisted on the continuous extraction of the
extrudedmaterial with n-hexane at 608C, obtaining the crude
soya bean oil and the defatted flour, which in this specific
process is a by-product of the extraction process and con-
ducted for animal feed production.
The refining process of the crude oil begins with the
addition of phosphoric acid (1.1 L per oil ton), followed
by a neutralisation step with NaOH solution (12.7–15.5%,
depending on the acidity of crude oil) and centrifugation.
These combined operations allowed the removal of phospho-
lipids and FFA (neutralised oil sample). Subsequently, the oil
was washed with water (808C), centrifuged to eliminate the
remaining soaps (washed oil sample) and bleached with
activated clay and activated charcoal (1008C, 600 mmHg)
to clean the oil from impurities like pigments and residual
metals (bleached oil sample). The last step consisted on the
deodorisation process (2408C at 2 mbar, during �2 h), in
order to remove unpleasant odours (deodorised oil sample)
(Fig. 1). Each oil sample (crude, neutralised, washed,
bleached and deodorised oil) was obtained by collecting
six portions of 500 mL of oil at regular time-intervals during
24 h directly from the industrial soya bean oil refining line.
All portions corresponding to each step were also assembled
to obtain homogeneous and representative samples. The oil
Cracked seeds
Laminated seeds
Extruded seeds
Crude oil
Deodorised oil
Soya bean seeds
Cleaning
Cracking
Cleaving
Extrusion
Continue oil extraction with n-hexane
Degumming/ Neutralisation
Washing with H2O at 80ºC
Bleaching (activated clay and activated charcoal)
Deodorisation
Pre-
extr
actio
n R
efin
ing
Ext
ract
ion
Washed oil
Bleached oil
Neutralised oil
Figure 1. Extraction and refining steps of soya bean oil production.
Eur. J. Lipid Sci. Technol. 2011, 113, 528–535 Chemical refining of GM soya bean oil as affected by processing 529
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

samples were kept in dark bottles filled to the top and flushed
with nitrogen until analysis.
2.2 Reagents and standards
For the analysis of FA a standard mixture of 37 FAME
(47885-U; Supelco, Bellefonte, PA, USA) and the individual
FA isomers cis-9-trans-12-octadecadienoate (C18:2n9c12t),
trans-9-cis-12-octadecadienoate (C18:2n9t12c) and cis-11-
octadecenoate (C18:1n7) were used. For the analysis of
phytosterols, the standards cholestanol, cholesterol, campes-
terol, stigmasterol, b-sitosterol, b-sitostanol and betulin, as
internal standard (IS), were obtained from Sigma (St. Louis,
USA). Tocopherols (a, b, g and d) and tocotrienols (a, b, g
and d) were purchased from Calbiochem (La Jolla, CA,
USA). Rac-tocopherol (Tocol) (Matreya Inc., PA, USA)
was used as IS for vitamin E analysis. A stock solution of
the IS (10 mg/mL) was prepared in n-hexane, kept at �48C,
protected from light, and diluted to working solutions
(500 mg/mL) as necessary. A 10 mg/mL working solution
of butylated hydroxytoluene (BHT) (Aldrich, Madrid,
Spain) was prepared in n-hexane to be used as antioxidant.
n-Hexane HPLC-grade and 1,4-dioxane were acquired from
Merck (Darmstad, Germany) and Fluka (Madrid, Spain),
respectively. All other reagents used were of analytical grade.
2.3 Sample preparation
Soya bean seeds and pre-extraction samples were triturated
prior to automatic Soxhlet extraction (Buchi, Flawil,
Switzerland). The extraction was performed using petroleum
ether as solvent in order to extract the oil during a 3 h period,
with the addition of BHT as antioxidant.
Prior to analysis, all the oil samples were stirred at 308Cfor a complete homogenisation of all the components, treated
with anhydrous sodium sulphate and filtered.
2.4 Major nutrient analysis
The analyses of moisture, total fat, ash and protein contents
were performed in triplicate assays. Moisture was determined
(ca. 5 g test sample) using an SMO 01 IR moisture balance
(Scaltec, Goettingen, Germany) at 100 � 28C. Ash, crude
protein (N � 6.25), and total fat contents were determined
according to AOAC Official Methods [7]. Carbohydrate con-
tent was estimated by difference using the following formula:
Carbohydrate content
¼ 100%� %moisture þ %protein þ % fat þ % ashð Þ
2.5 Analysis of free fatty acids
FFAs were determined according to the NP EN ISO 660 [8]
by the dissolution of 5 g of each oil sample in an organic
solvent mixture (diethyl ether/ethanol 95%, 50:50 v/v) and
titration with NaOH solution (0.05 N) after the addition of
phenolphthalein.
2.6 Analysis of fatty acids
Fatty acids were determined by gas–liquid chromatography
with FID (GLC-FID) according to the ISO 5509 [9], which
is applied to oil samples with low FFA content (<2%).
Briefly, 50 mL of each oil sample were dissolved in isooctane,
the FA were converted to FAME by transesterification with
methanolic potassium hydroxide and mixed in vortex for
about 60 s. The reaction was stopped by neutralising the
potassium hydroxide with sodium hydrogen sulphate. The
clear layer containing the FAME was transferred to a 4 mL
vial, after proper dilution, and injected (1.2 mL with a split
ratio of 1:50) in the GLC (Chrompack CP 9001,
Middelburg, The Netherlands) equipped with a
Chrompack CP-9050 auto sampler. The temperatures of
the injector and detector were 230 and 2708C, respectively.
Separation was achieved in a 50 m � 0.25 mm id fused-silica
capillary column coated with a 0.19 mm film of CP-Sil 88
(Chrompack, Middelburg, The Netherlands). Helium was
used as carrier gas at an internal pressure of 120 kPa. The
column temperature program was 1 min at 1608C, increased
at a 48C/min rate until 2398C and then held for 10 min. The
results were expressed as gram per 100 g of oil for each FA.
Fatty acid identification was made by comparing the relative
retention times of FAME peaks with those of standards. The
analysis of all samples was performed in duplicate assays,
each one injected in triplicate.
2.7 Analysis of phytosterols
Sterol composition was determined byGLC-FID according to
the ISO 12228 [10]. Briefly, after the addition of 1.0 mL of IS
solution (betulin, 1.0 mg/mL), 250 mg of oil sample were
saponified with an ethanolic potassium hydroxide solution.
The unsaponifiable fractionwas isolated by solid-phase extrac-
tion on an aluminium oxide column. The steroid fraction was
separated by TLC using n-hexane/diethyl ether 1:1 v/v, as the
developing solvent, and methanol spray for band visualisation.
Sterols were extracted from the silica using ethanol and diethyl
ether, andwere taken to dryness. The trimethylsilyl etherswere
obtained by the addition of 1-methylimidazole andN-methyl-
N-(trimethylsilyl)-heptafluorobutyramide (MSHFBA).
The sterol profile was analysed on the same equipment
used for FA analysis using a column of 30 m � 0.25 mm id,
with a 0.25 mm film of DB-5MS (J&W Scientific, Folsom,
CA; USA). The temperatures of the injector and the detector
were both 3208C. The column temperature program con-
sisted on an increased temperature from 250 to 3008C at a
28C/min rate and then held for 12 min. Helium was used as
carrier gas at an internal pressure of 100 kPa. The injected
volume was 1.5 mL with a split ratio of 1:50.
530 J. Costa et al. Eur. J. Lipid Sci. Technol. 2011, 113, 528–535
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

The total sterol content was determined considering all
peaks of sterols eluted between cholesterol and D7-avenas-
terol. Identification was achieved by comparing the relative
retention times from samples with those obtained with stand-
ards. To identify the D5-avenasterol and other minor sterols
(campestanol, clerosterol, D7-stigmastenol and D7-avenas-
terol), samples of sunflower and palm oils were submitted
to the same extraction procedure and analysis. Compounds
were identified by comparison with literature [10, 11] and
with the results obtained for those samples. b-Sitostanol and
D5-avenasterol were closely eluted, and therefore, they were
quantified together as D5-avenasterol. The analysis of all
samples was done in duplicate assays, each one injected in
triplicate.
2.8 Analysis of tocopherols
For the analysis of tocopherols, the pre-step of Soxhlet extrac-
tion for solid samples previously described was carried out
overnight followed by 3 h of heat extraction according to the
described by Amaral et al. [12]. Each oil sample (100 mg) was
weighted to a 2 mL reaction tube protected from light. After
the addition of the IS solution (75 mL of tocol 500 mg/mL),
n-hexane was added to a final volume of 2 mL. All samples
were homogenised, transferred to dark injection vials and
analysed by HPLC.
The HPLC system (Jasco, Tokyo, Japan) was equipped
with a PU-980 pump, an AS-950 auto-sampler with a 10 mL
injection loop, an MD-910 multiwavelength diode-array
detector (DAD) and an FP-920 programmable fluorescence
detector. The chromatographic separation of the compounds
was achieved using an Inertsil 5 SI (250 mm � 3 mm, id)
normal phase column (Varian, Middelburg, The
Netherlands) operating at RT (�208C) and a mobile phase
mixture of n-hexane and 1,4-dioxane (95.5:4.5 v/v). Elution
was performed at a solvent flow rate of 0.7 mL/min with an
isocratic program. The effluent was monitored by a DAD
connected to a fluorescence detector set with a gain of 10,
programmed at the excitation and emission wavelengths of
290 and 330 nm, respectively. The compounds were ident-
ified by comparing their retention times and UV spectra with
standards. Quantification was performed by fluorescence
detection based on the IS method. Chromatograms were
acquired and processed using the Borwin-PDA Controller
Software (JMBS, France). The analysis of all samples was
done in duplicate assays, each one injected in triplicate.
3 Results and discussion
3.1 Content of major nutrients
The industrial samples under study were previously analysed
by PCR targeting the RR soya bean (event GTS-40-2-3),
which indicated the use of soya bean seeds at the industrial
soya bean oil production with an average proportion of 50.7%
of GM material [13].
The chemical composition of soya bean samples collected
along the pre-extraction steps (whole, cracked, laminated and
extruded seeds), including the final defatted flour, is pre-
sented in Table 1. In general, the values obtained for the
nutritional evaluation of the whole GM soya bean seeds were
in good agreement with data reported by the USDANational
Nutrient Database for Standard Reference concerning ma-
ture seeds of raw soya bean for moisture (8.54%), fat
(19.94%), protein (36.49%), ash (4.87%) and carbohydrates
(30.16%) (USDA –National Nutrient Database for Standard
Reference, 2009. Accessed on 02.02.2009 – http://www.
nal.usda.gov/fnic/foodcomp/search). The fat content, deter-
mined by Soxhlet, was initially obtained after a 3 h extraction
period with boiling petroleum ether. However, the period of
Soxhlet extraction was further increased since the extraction
was not effective for the whole and cracked seeds. The values
of fat content for whole and cracked seeds were lower than the
expected (�20%) and not in good agreement with the results
for laminated and extruded material. The results presented
on Table 2 show that after a 12 h extraction period it was
possible to maximise the extracted fat from seeds prior to
lamination, with no change observed in laminated and
extrudedmaterial. This finding demonstrates that pre-extrac-
tion steps are crucial to maximise soya bean oil extraction.
During those steps, the seeds are reduced to small particles,
which facilitate the vesicles burst, making the fat more acces-
sible for the extraction.
Table 1. Chemical composition (%) of samples collected along the pre-extraction steps of soya bean oila)
Samples Moisture Fat Protein Ash Carbohydrates
Seed 7.7 � 0.3 19.8 � 0.2 36.8 � 0.3 4.6 � 0.0 31.1 � 0.1
Cracked 7.8 � 0.3 20.5 � 0.1 36.1 � 0.9 4.8 � 0.1 30.8 � 0.4
Laminated 8.4 � 0.2 21.1 � 0.2 37.5 � 0.5 4.9 � 0.0 28.1 � 0.2
Extruded 8.2 � 0.3 20.5 � 0.3 35.3 � 0.2 4.9 � 0.1 31.1 � 0.1
Defatted flour 11.2 � 0.3 1.0 � 0.2 45.4 � 0.1 6.0 � 0.1 36.5 � 0.1
a) Values are given as mean � SD of replicate assays (n ¼ 3).
Eur. J. Lipid Sci. Technol. 2011, 113, 528–535 Chemical refining of GM soya bean oil as affected by processing 531
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

3.2 Fatty acids
As expected, the neutralisation step decreased the FFA con-
tent (from 0.77 to 0.26%) since they are removed as soaps
during this step (Table 3). Bleaching increased FFA content
because it causes some degree of TAGs hydrolysis due to the
use of activated clay at high temperatures. The deodorisation
step had also an important contribution for FFA reduction.
After this step, a final value of 0.08% was achieved, which
corresponds to almost a 90% decrease of total FFA. These
results are in good agreement with the values reported by
Jung et al. [5] for soya bean oil refining process and are in
compliance with the maximum FFA level of 0.6% imposed
by Portuguese legislation for commercial refined oils [14].
Table 3 presents the FA composition of the analysed
samples. In general, there were no substantial changes
regarding saturated, monounsaturated and polyunsaturated
FA along the pre-extraction, extraction and refining proc-
esses (from the whole grain to the deodorised soya bean oil).
However, the deodorisation step led to an increase of trans
isomers, which is probably related to the high temperatures
used during the deodorisation process, reaching a final con-
tent of 0.7% of transFA in the fully refined oil. This result is in
good agreement with other reported studies that also verified
an increase of trans FA during the deodorisation step of other
vegetable oils [3, 15]. On the other hand, the final value of
total trans FA is lower than the reported by Ferrari et al. [16]
for industrially refined soya bean oil (4.6%). As reported by
the same authors, the parameters that affect the formation of
trans isomers are the temperature and the time of heating.
Thus, the obtained low levels of trans FA were the result of
industrial optimisation of the actual deodorisation process,
minimising the formation of compounds with negative health
effects.
Table 2. Fat content of samples collected along the pre-extraction
steps after 3 and 12 h of automatic Soxhlet extraction
Sample
Fat (%)
3 h extraction 12 h extraction
Seed 16.7 19.8
Cracked 17.9 20.5
Laminated 21.1 21.1
Extruded 20.5 20.5
Table 3. Fatty acid composition of samples collected along the soya bean oil extraction and refining processes
Fatty acids
Soya bean material (%)a) Soya bean oil (%)a)
Seed Cracked Laminated Extruded Crude Neutralised Washed Bleached Deodorised
C14:0 0.11 � 0.02 0.09 � 0.01 0.11 � 0.01 0.11 � 0.02 0.11 � 0.01 0.10 � 0.01 0.10 � 0.01 0.09 � 0.01 0.09 � 0.00
C16:0 10.8 � 0.0 10.9 � 0.0 11.0 � 0.0 11.0 � 0.0 10.8 � 0.0 11.0 � 0.0 11.1 � 0.0 11.2 � 0.0 11.1 � 0.0
C16:1n7c 0.09 � 0.01 0.10 � 0.00 0.10 � 0.01 0.11 � 0.01 0.10 � 0.01 0.09 � 0.00 0.09 � 0.00 0.10 � 0.01 0.10 � 0.00
C17:0 0.10 � 0.00 0.10 � 0.01 0.11 � 0.01 0.10 � 0.01 0.09 � 0.00 0.09 � 0.00 0.09 � 0.00 0.10 � 0.01 0.10 � 0.01
C17:1n7c tr tr 0.06 � 0.01 0.06 � 0.01 0.06 � 0.01 tr 0.06 � 0.01 tr tr
C18:0 3.45 � 0.01 3.46 � 0.01 3.46 � 0.02 3.54 � 0.14 3.44 � 0.01 3.44 � 0.04 3.46 � 0.01 3.52 � 0.01 3.48 � 0.01
C18:1n9t tr tr tr tr tr tr tr tr tr
C18:1n9c 25.4 � 0.1 25.2 � 0.2 25.1 � 0.2 24.9 � 0.2 25.0 � 0.2 24.8 � 0.2 24.8 � 0.2 24.8 � 0.2 24.9 � 0.1
C18:2n6t tr tr tr 0.06 � 0.01 tr tr tr tr 0.61 � 0.01
C18:2n6cc 52.0 � 0.1 52.2 � 0.3 52.0 � 0.2 52.1 � 0.2 52.3 � 0.2 52.9 � 0.2 52.9 � 0.2 52.7 � 0.2 53.0 � 0.2
C20:0 0.36 � 0.00 0.37 � 0.00 0.37 � 0.01 0.38 � 0.02 0.37 � 0.01 0.37 � 0.01 0.37 � 0.01 0.38 � 0.00 0.37 � 0.00
C20:1n9c 0.21 � 0.00 0.21 � 0.00 0.21 � 0.00 0.24 � 0.04 0.21 � 0.01 0.21 � 0.01 0.21 � 0.00 0.21 � 0.00 0.37 � 0.01
C18:3n3c 6.59 � 0.02 6.66 � 0.02 6.60 � 0.05 6.81 � 0.32 6.71 � 0.04 6.06 � 0.04 6.03 � 0.02 6.02 � 0.03 5.03 � 0.01
C22:0 0.46 � 0.00 0.47 � 0.01 0.48 � 0.01 0.49 � 0.02 0.46 � 0.01 0.48 � 0.01 0.48 � 0.01 0.49 � 0.01 0.49 � 0.00
C22:1n9c tr 0.06 � 0.01 0.07 � 0.01 0.07 � 0.01 0.06 � 0.01 0.06 � 0.01 tr tr 0.06 � 0.00
C24:0 0.16 � 0.01 0.15 � 0.00 0.17 � 0.02 0.18 � 0.03 0.16 � 0.01 0.15 � 0.01 0.15 � 0.01 0.15 � 0.00 0.15 � 0.00
SFA 15.5 � 0.1 15.5 � 0.0 15.7 � 0.0 15.8 � 0.1 15.5 � 0.1 15.7 � 0.0 15.7 � 0.0 15.9 � 0.0 15.8 � 0.0
MUFA 25.9 � 0.1 25.6 � 0.2 25.6 � 0.3 25.4 � 0.3 25.5 � 0.1 25.3 � 0.2 25.3 � 0.2 25.3 � 0.2 25.6 � 0.1
PUFA 58.6 � 0.0 58.9 � 0.3 58.6 � 0.1 58.9 � 0.1 59.0 � 0.2 59.0 � 0.2 59.0 � 0.2 58.8 � 0.2 58.6 � 0.2
Trans FA 0.09 � 0.01 0.09 � 0.01 0.10 � 0.02 0.10 � 0.02 0.10 � 0.02 0.09 � 0.02 0.09 � 0.00 0.11 � 0.02 0.66 � 0.03
FFAb) – – – – 0.77 � 0.03 0.26 � 0.01 0.11 � 0.00 0.28 � 0.00 0.08 � 0.00
a) Values are given as mean � SD of replicate assays, that correspond to duplicate analysis for each sample, each one injected in triplicate,
except for FFA (n ¼ 3). SFA, saturated fatty acids.b) FFA, free fatty acids. tr – trace amount (<0.06 g/100 g).
532 J. Costa et al. Eur. J. Lipid Sci. Technol. 2011, 113, 528–535
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

3.3 Phytosterols
TAGs are the main components of oilseed crops, making up
to about 98% of the total fat content. However, minor con-
stituents such as phytosterols and Vitamin E are of great
importance since both groups of compounds have been
associated to health benefits. Phytosterols are known for their
ability to reduce blood cholesterol [17]. These compounds
are also considered technologically important because they
can improve the oxidative stability of oils, since phytosterols
with an ethylidene group in the side chain (D5 and D7-ave-
nasterols) are believed to hold anti-polymerisation properties,
thus protecting the oils from oxidation during thermal proc-
essing [18].
The phytosterol composition along the soya bean oil
production is shown in Table 4, with the individual com-
pounds expressed as percentage of total sterols and total
sterols expressed as mg/100 g of oil. In all samples, b-sitos-
terol is the most abundant sterol, followed by campesterol
and stigmasterol, with contents in close proximity to the
values established for commercial edible soya bean oil in
the Portuguese legislation [14]. The comparison of the herein
obtained results concerning GM soya bean with the same
parameters for conventional soya bean is difficult to establish
due to the scarcity of data in the literature. The obtained
values for total sterol content in the refined soya bean oil
(313 mg/100 g) are higher than those reported by Ferrari
et al. [16] and Verleyen et al. [19] with 295 and 216 mg/100 g
of refined oil, respectively, although both works do not specify
the type of soya bean seed used.
During the pre-extraction steps an increase of total phy-
tosterols (from 353 to 409 mg/100 g) was observed. This
increase was probably related to the enhanced fat extraction
after the lamination step, since the oil sample used for the
analysis of phytosterols was obtained after a 3 h Soxhlet
extraction which, as referred above (Table 2), was an
insufficient time for the complete fat extraction from the
whole and cracked soya bean seeds. Along refining, a
reduction of total sterols was observed (from 393 mg in crude
oil to 313 mg/100 g in the refined oil), being the neutralis-
ation the step with the highest contribution. During neutral-
isation, free phytosterols can be transferred by liquid–liquid
partitioning to the soapstock and, consequently, be elimi-
nated by centrifugation at the end of this step [19]. After
neutralisation, the oil was washed to remove the remaining
soaps, contributing to a slight further reduction of phytoster-
ols. Both the neutralisation and washing steps were respon-
sible for a 14.9% of total sterols reduction, which is a lower
decrease than the reported by Sleeter [6] and Verleyen et al.
[19] for soya bean oil refining (21.2 and 19.6%, respectively).
Verleyen et al. [19] studied the effect of parameters such as
the concentration and volume of NaOH solution on soya
bean crude oil submitted to a chemical refining process at
laboratory scale, concluding that the use of high NaOH
concentrations (15%) induces low losses on phytosterols
during the chemical neutralisation, while the use of low
strength solutions (2.5–7.5%) were responsible for higher
losses. Thus, the low reduction verified in the total content
of phytosterols under study could be related to the high
concentration of the NaOH solution (12.7–15.5%) used in
the neutralisation step of the industrial process.
During the bleaching step, it was observed a 2.6%
reduction on the total sterols content, possibly explained
by some degree of phytosterol adsorption onto the activated
clays and charcoal. Moreover, it was reported that some non-
polar phytosterols dehydration products can be formed
during vegetable oil bleaching, contributing to the decrease
of total sterols along the refining process [3, 19]. The last
refining step (deodorisation) is considered an aggressive
stage, due to the high temperature (2408C) and low pressure
conditions, which are believed to induce a gradual loss of
phytosterols. The results herein show that deodorisation
Table 4. Individual phytosterol proportion and total phytosterol content of samples collected along the soya bean oil extraction and refining
processes
Sterols (%)a)
Total
Cholesterol Campesterol Campestanol Stigmasterol Clerosterol b-Sitosterol D5-Avenasterol D7-Stigmasterol D7-Avenasterol mg/100 g oil
Soya bean material
Seeds 1.06 � 0.01 18.5 � 0.2 0.58 � 0.02 18.8 � 0.4 0.48 � 0.03 51.8 � 0.5 4.59 � 0.62 3.23 � 0.17 0.96 � 0.27 353 � 1
Cracked 0.55 � 0.02 19.1 � 0.1 0.60 � 0.03 19.9 � 0.1 0.55 � 0.02 51.9 � 0.1 4.30 � 0.11 2.03 � 0.13 1.09 � 0.09 379 � 20
Laminated 0.46 � 0.03 16.7 � 0.1 0.51 � 0.02 17.2 � 0.2 0.49 � 0.03 55.1 � 0.4 4.26 � 0.72 4.02 � 0.51 1.38 � 0.49 430 � 27
Extruded 0.47 � 0.01 17.0 � 0.2 0.51 � 0.02 17.5 � 0.4 0.52 � 0.01 54.2 � 0.7 4.40 � 0.60 3.66 � 0.53 1.70 � 0.11 409 � 22
Soya bean oil
Crude 0.47 � 0.03 17.4 � 0.2 0.51 � 0.01 17.6 � 0.6 0.49 � 0.04 53.8 � 0.1 4.65 � 1.04 3.91 � 0.16 1.27 � 0.42 393 � 10
Neutralised 0.55 � 0.05 15.7 � 0.0 0.48 � 0.02 17.4 � 0.2 0.52 � 0.01 53.4 � 0.5 4.73 � 0.53 5.38 � 0.03 1.89 � 0.10 343 � 16
Washed 0.66 � 0.06 15.7 � 0.1 0.53 � 0.03 17.8 � 0.1 0.54 � 0.04 54.5 � 0.7 3.43 � 0.12 5.12 � 0.54 1.63 � 0.03 334 � 1
Bleached 0.45 � 0.02 16.2 � 0.0 0.58 � 0.03 18.2 � 0.2 0.43 � 0.01 55.5 � 0.3 2.78 � 0.09 4.92 � 0.48 1.00 � 0.05 324 � 17
Deodorised 0.60 � 0.06 15.9 � 0.1 0.56 � 0.04 17.7 � 0.4 0.46 � 0.06 55.9 � 0.7 2.97 � 0.54 5.00 � 0.50 1.01 � 0.08 313 � 10
a) Values are given as mean � SD of replicate assays that correspond to duplicate analysis for each sample, each one injected in triplicate.
Individual compounds expressed as percentages of total phytosterols.
Eur. J. Lipid Sci. Technol. 2011, 113, 528–535 Chemical refining of GM soya bean oil as affected by processing 533
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

caused a slight decrease (2.9%) of total sterols when com-
pared to the 16.7% reported by Verleyen et al. [19] for the
deodorisation at 2608C. Those authors, when studying
the effect of deodorisation temperature (220–2608C) on
the physical and chemical refining of soya bean oil, verified
that the increase of temperature contributed to higher losses
of esterified and free sterols. They also reported that free
sterols are distilled during deodorisation at elevated tempera-
tures and that, at the same time, those conditions induce an
esterification reaction between free sterols and FFA, resulting
in an increase in the content of steryl esters after deodor-
isation. Since the FFA content of soya bean oil after bleaching
was much higher (0.28%) than that used by Verleyen et al.
[19] in chemical refining (0.008–0.074%), this could explain
the lower losses obtained in this study, together with the use
of lower deodorisation temperature.
The complete refining process caused a 20% reduction on
total phytosterols, which agrees with the same reduction
(18%) obtained by Ferrari et al. [16], but is lower than the
34% reported by Verleyen et al. [19].
3.4 Tocopherols
Vitamin E is a powerful antioxidant that is believed to be
involved in a diversity of physiological and biochemical func-
tions [20], mainly due to their antioxidant activity, to its
action as membrane stabilisers and as a lipidic antioxidant,
helping to prevent the polyunsaturatedmembrane lipids from
free radical attack [21]. Vitamin E also plays an important
role in the prevention of lipid oxidation processes, and its
presence is particularly important in foods with high content
of unsaturated fatty acids, which are more susceptible to
rancidity phenomena.
The contents of total and individual tocopherols along the
industrial refining are presented in Table 5. The obtained
results revealed the presence of the four tocopherols (a-, b-,
g- and d-), with g-tocopherol as the major compound
followed by d-tocopherol, while no tocotrienols were
detected, as reported by Ferrari et al. [16] for soya bean oil.
In the present work, total tocopherols decreased from
1344 mg/kg in crude oil to 942 mg/kg in refined oil, corre-
sponding to a loss of 30%. This reduction was lower than
other values (32, 36 and 41%), reported by Jung et al. [5],
Sleeter [6] and Medina-Juarez et al. [22], respectively, con-
cerning the refined soya bean oil. Tocopherols are degraded
by high temperatures, high pH and certainmetals such as iron
and copper [23], thus, under the refining process conditions
they can be easily lost. The neutralisation step caused the
greatest reduction (20%), followed by the deodorisation with
a 9% loss. The high decrease of tocopherols observed after
neutralisation is in good agreement with other reports con-
cerning the chemical refining of other vegetable oils [2]. Jung
et al. [5] and Sleeter [6] reported lower decreases (7.4 and
11.9%, respectively) after soya bean oil neutralisation,
possibly because of the use of lower concentrations of
NaOH solution than that in the industrial process under
study. This decrease can be attributed to tocopherols insta-
bility caused by the contact of oil with air and concentrated
alkali solution during this refining step [23]. The fact that the
content of tocopherols was not affected by the subsequent
step (washing) proves that the mechanism that explains toco-
pherol decrease during neutralisation step is different from
the one responsible for phytosterols decrease (elimination in
the soapstock). In other works, major losses were reported
during the deodorisation of soya bean oil (12, 20 and 29%)
[5, 6, 19]. The decrease of tocopherols during deodorisation
is reported to depend on the time, temperature, pressure and
stripping steam flow used [23]. Ideally, the deodorisation
conditions should be carefully chosen in order to guarantee
that the loss of total tocopherols does not exceed 25% [22],
which was verified in the analysed samples. The bleaching
step accounted to negligible losses (1.9%), although it has
been associated to moderate decreases of tocopherols in soya
bean oil (4.8%) [5].
Table 5. Tocopherol composition of samples collected along the soya bean oil extraction and refining processes
Tocopherols (mg/kg of oil)a)
a-Tocopherol b-Tocopherol g-Tocopherol d-Tocopherol Total
Soya bean material
Seed 74.7 � 7.6 13.0 � 0.4 700 � 21 402 � 19 1190 � 32
Cracked 67.1 � 0.1 13.0 � 0.4 739 � 7 429 � 2 1248 � 9
Laminated 77.1 � 5.9 16.1 � 1.3 799 � 46 479 � 4 1371 � 57
Extruded 74.9 � 2.6 15.3 � 0.2 798 � 15 479 � 8 1367 � 26
Soya bean oil
Crude 75.2 � 4.1 15.0 � 1.0 789 � 42 465 � 26 1344 � 26
Neutralised 83.0 � 2.2 12.8 � 0.8 659 � 18 324 � 7 1079 � 28
Washed 83.8 � 0.2 13.1 � 0.3 664 � 0 327 � 1 1088 � 2
Bleached 82.6 � 2.0 12.5 � 0.4 646 � 6 322 � 3 1063 � 12
Deodorised 77.1 � 1.5 11.1 � 0.1 576 � 14 278 � 2 942 � 18
a) Values are given as mean � SD of replicate assays that correspond to duplicate analysis for each sample, each one injected in triplicate.
534 J. Costa et al. Eur. J. Lipid Sci. Technol. 2011, 113, 528–535
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

Regarding the contents of individual tocopherols
(Table 5), a-tocopherol seems to stay almost unchanged
along refining, while d-tocopherol was the vitamer more
affected with a total decrease of 40%. d-Tocopherol was
substantially affected by the neutralisation step with a 30%
loss and a further 10% decrease after deodorisation, while
washing and bleaching had negligible effects. b- and g-toco-
pherol showed identical and gradual decreases along the
refining process, totalising 26 and 27%, respectively.
4 Conclusions
The results showed that the pre-extraction steps used at the
industrial soya bean oil production are crucial for maximising
the oil extraction of soya bean seeds. Several studies have
demonstrated that beneficial compounds, such as tocopher-
ols and phytosterols can be lost during oil refining. However,
the industrial conditions used along the different steps of the
chemical refining are key factors for the final contents of
these compounds in the fully refined oils. The loss of
beneficial compounds seem to be low when compared to
other works concerning soya bean oil refining, since the final
oil contained high levels of phytosterols and tocopherols.
This finding reflects the improvements made by the oil indus-
try regarding the refining parameters used, as well as an
increasing effort to obtain a final product with high nutri-
tional value.
In this work, the composition of soya bean oil produced
from RR soya bean was, as far as we know, reported for the
first time. However, more studies are needed to establish a
comparison between the chemical composition (especially
concerning beneficial compounds) of conventional and
GM soya bean seeds.
The authors wish to thank to SOVENA industry for supplying the
samples. Joana Costa is grateful to FCT PhD grant (SFRH/BD/
64523/2009) financed by POPH-QREN (subsidised by FSE and
MCTES).
The authors have declared no conflict of interest.
References
[1] Lim, H., Woo, S., Kim, H. S., Jong, S. K., Lee, J.,Comparison of extraction methods for determining toco-pherols in soybeans. Eur. J. Lipid Sci. Technol. 2007, 109,1124–1127.
[2] Marioda, A., Matthausb, B., Eichnerc, K., Husseind, I. H.,Effects of processing on the quality and stability of threeunconventional Sudanese oils. Eur. J. Lipid Sci. Technol.2006, 108, 298–308.
[3] Ortega-Garcıa, J., Gamez-Meza, N., Noriega-Rodriguez,J. A., Dennis-Quinonez, O. et al., Refining of high oleicsafflower oil: Effect on the sterols and tocopherols content.Eur. Food Res. Technol. 2006, 223, 775–779.
[4] Johansson, A., Hoffmann, I., The effect of processing on thecontent and composition of free sterols and sterol esters insoybean oil. JAOCS 1979, 56, 886–889.
[5] Jung, M. Y., Yoon, S. H., Min, D. B., Effects of processingsteps on the contents of minor compounds and oxidation ofsoybean oil. JAOCS 1989, 66, 118–120.
[6] Sleeter, R. T., Effects of processing on quality of soybean oil.JAOCS 1981, 58, 239–247.
[7] Official Methods of Analysis of AOAC International, in:Horwitz, W. (Ed.), AOAC International, 17th Edn.,Vol. II, section 40, Arlington, USA 2000, pp. 1–3.
[8] NP EN ISO 660, 1999, Oleos e gorduras animais e vegetais –Determinacao do ındice de acidez e da acidez. Termo dehomologacao n8323/2002 de 04-12-2002, InstitutoPortugues da Qualidade, Portugal.
[9] ISO 5509, Animal and Vegetable Fats and Oils – Preparation ofMethyl Esters of Fatty Acids, 2nd Edn., ISO, Geneva 2000.
[10] ISO 12228, Animal and vegetable fats and oils –Determination of individual and total sterols contents –Gas Chromatographic method 1999.
[11] Kamm, W., Dionisi, F., Hischenhuber, C., Engel, K.,Authenticity assessment of fats and oils. Food Rev. Int.2001, 17, 249–290.
[12] Amaral, J. S., Casal, S., Torres, D., Seabra, R. M., Oliveira,M. B. P. P., Simultaneous determination of tocopherols andtocotrienols in hazelnuts by a normal phase liquid chromato-graphic method. Anal. Sci. 2005, 21, 1545–1548.
[13] Costa, J., Mafra, I., Amaral, J. S., Oliveira, M. B. P. P.,Monitoring genetically modified soybean along the industrialsoybean oil extraction and refining processes by polymerasechain reaction techniques. Food Res. Int. 2010, 43, 301–306.
[14] Diario da Republica: Decreto-Lei 106/2005, de 29 de Junhode I Serie-A, 2005, p. 123.
[15] van Hoed, V., Depaemelaere, G., Ayala, J. V., Santiwattana,P. et al., Influence of chemical refining on the major andminor components of rice bran oil. JAOCS 2006, 83, 315–321.
[16] Ferrari, R. A., Schulte, E., Esteves, W., Briihl, L.,Mukherjee, K. D., Minor constituents of vegetable oilsduring industrial processing. JAOCS 1996, 73, 587–592.
[17] Plat, J., Mensink, R. P., Effects of plant sterols and stanols onlipid metabolism and cardiovascular risk. Nutr. Metab.Cardiovasc. 2001, 11, 31–40.
[18] Akintayo, E. T., Characteristics and composition of Parkiabiglobbossa and Jatropha curcas oils and cakes. Bioresour.Technol. 2004, 92, 307–310.
[19] Verleyen, T., Sosinka, U., Ioannidou, R., Verhe, R. et al.,Influence of the vegetable oil refining process on free andesterified sterols. JAOCS 2002, 79, 947–953.
[20] Azzi, A., Stocker, A., Vitamin E:Non-antioxidant roles. Prog.Lipid Res. 2000, 39, 231–255.
[21] Wang, X. Y., Quinn, P. J., The location and function ofvitamin E in membranes (review). Mol. Membr. Biol. 2000,17, 143–156.
[22] Medina-Juarez, L. A., Gamez-Meza, N., Ortega-Garcıa, J.,Noriega-Rodriguez, J. A., Angulo-Guerrero, O., Trans fattyacid composition and tocopherol content in vegetable oilsproduced in Mexico. JAOCS 2000, 77, 721–724.
[23] Tasan, M., Demirci, M., Total and individual tocopherolcontents of sunflower oil at different steps of refining. Eur.Food Res. Technol. 2005, 220, 251–254.
Eur. J. Lipid Sci. Technol. 2011, 113, 528–535 Chemical refining of GM soya bean oil as affected by processing 535
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com