Embed Size (px)
Citation preview
Page 1
Q&A Technical Session on VVM 27 March 2002 Geneva
Vaccine manufacturers raised some questions and concerns that were impeding Vaccine Vial Monitor (VVM) implementation in 2001. UNICEF Supply Division facilitated feedback on this through a specific questionnaire on the general terms and conditions governing VVM procurement. WHO responded to all these questions on 28 August 2001. In addition to regular contact with vaccine manufacturers, WHO in coordination with UNICEF began visiting vaccine manufacturers on a one-on-one basis to discuss VVM implementation issues in detail. The questions and answers below give comprehensive coverage to all technical issues raised.
Vaccine manufacturers were not involved in the process of introducing new VVMs for other vaccines.
The historical information on the introduction of new VVMs for other vaccines is as follows, and this explains how vaccine manufacturers were involved in the process as well as the reasons for selecting only four categories of VVMs rather than individual product specific designs.
In March 1998, the TechNet consultation in Copenhagen1 resulted in a recommendation for development and deployment of VVMs for all EPI vaccines as soon as possible. The recommendation was based on the positive field response received since the 1996 introduction of VVMs on OPV. In addition to the benefits offered by VVMs at the point of use, VVMs have facilitated highly successful outreach efforts in places where OPV was safely delivered to populations that were previously considered unreachable by the traditional cold chain.
On 5 June 1998, WHO sent a letter to vaccine manufacturers with
proposed specifications for VVMs. In this letter, WHO stressed the urgency of seeking vaccine manufacturers’ opinions on whether any of the time-temperature curves proposed for VVMs for vaccines – other than OPV- in the attached paper by Arthur Galazka were too conservative, relative to the actual stability of their own vaccines.
1 TechNet Consultation, Copenhagen, 16-20 March 1998, WHO/EPI/LHIS/98.05
Q A & Technical session on Vaccine Vial Monitors World Health Organization, 27 March 2002, Geneva
1
Page 2
Q&A Technical Session on VVM 27 March 2002 Geneva
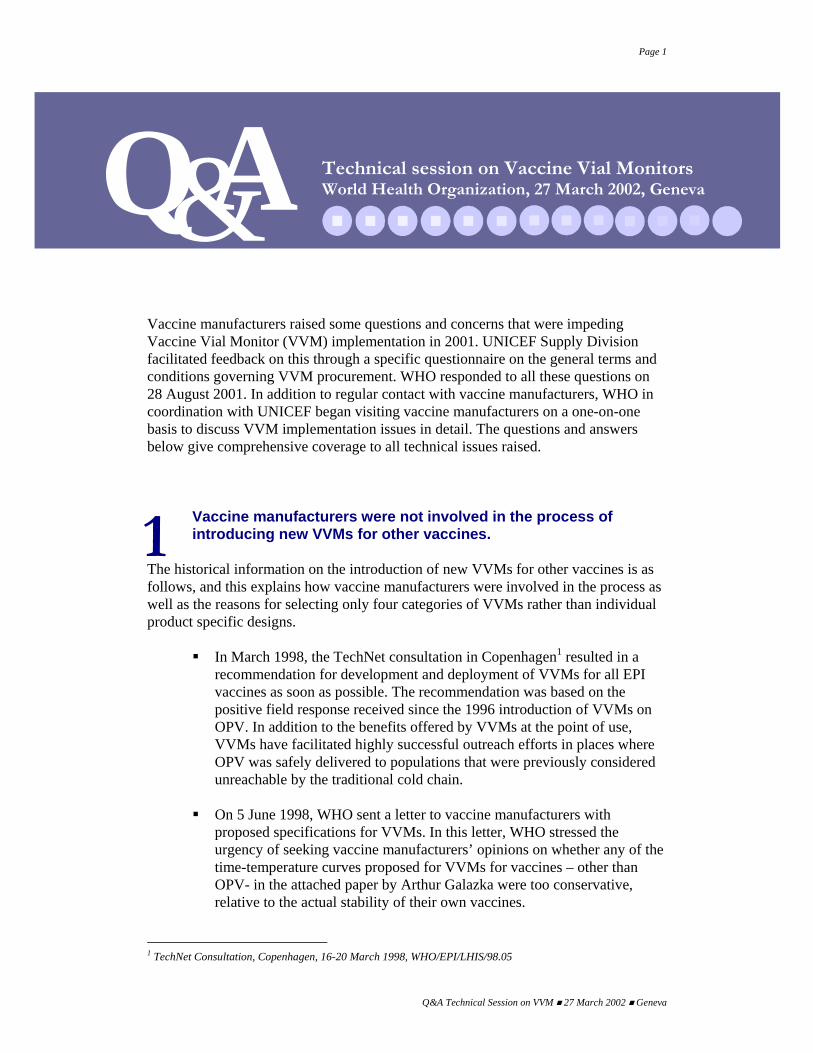
On 15 June 1998, a technical meeting was held in WHO Headquarters with the participation of representatives from WHO, UNICEF, PATH, USAID and VVM manufacturers. In this meeting, participants recommended using one specification document with a table outlining the different VVM reaction rates for all VVMs. Meeting participants also recommended initial development of as few VVM types as possible. It was agreed that customized products can be pursued after introduction to take full advantage of the stability of individual vaccines. It was also agreed that besides the “least stable” VVM for OPV, three additional categories of VVMs be introduced for moderately, medium and highly stable vaccines. VVM reaction times were defined based on WHO minimum stability requirements for vaccines falling in these categories. The selected curves represent a compromise between the need to maximize the useful life of vaccine at the lowest temperature and the need to ensure that vaccines that have been exposed to high temperatures sufficient to begin the degradation process are not used. The following table was agreed upon:
Table 1. VVM reaction rates by category of heat stability
Category: (Vaccines)
No. days to end point at
+37oC
No. days to end point at
+25oC
No. days to end point at
+8oC A: HIGH STABILITY
30 193 More than 18 months
B: MEDIUM STABILITY
14 90 More than 18 months
C: MODERATE STABILITY 7 45 More than 18 months
D: LEAST STABLE
2 NA* 140
*VVM (Arrhenius) reaction rates determined at two temperature points
On 29 October 1998, a meeting was held in Geneva at the WHO Headquarters with participation of representatives from WHO, UNICEF, vaccine manufacturers, PATH and VVM manufacturers. In between the June and October meetings, WHO conducted a series of visits to many vaccine manufacturers to discuss the specifications and implementation issues. Final verification of the acceptability of the VVM specifications was required from the vaccine manufacturers before VVM laboratory qualification testing could begin. In the same meeting, a 3M representative indicated that after four years of development work, 3M had abandoned their technology for VVMs as they could not provide this technology to compete with current prices offered by Lifelines Technology, Inc2.
On 19 August 1999, WHO sent a copy of the “Specifications for Vaccine
Vial Monitors” to all vaccine manufacturers. No objection was raised by vaccine manufacturers regarding the stability of vaccines relative to VVM reaction rates.
2 On 26 July 2001, the same 3M representative in a bilateral WHO meeting mentioned that VVM development is still abandoned despite the price increase from the Lifelines
Page 3
Q&A Technical Session on VVM 27 March 2002 Geneva
WHO made revisions in the VVM specifications (E6/IN5) and test
procedures (E6/PROC5) to reflect recent developments such as changing the VVM nomenclature from ABCD to VVM2, VVM7, VVM14 and VVM30 and to include all four VVM types in testing procedures. On 11 March 2002, both documents were circulated to all UN prequalified vaccine manufacturers as well as to UNICEF, PATH and LifeLines for feedback.
The shelf life of the VVM is less than the shelf life of the vaccine, which could create considerable difficulties for suppliers of bacterial vaccines such as DTP, TT, DT and Td which have a shelf life of 36/42 months. This could create further problems should manufacturers hold stocks where the VVM shelf life would expire while the vaccine shelf life has not.
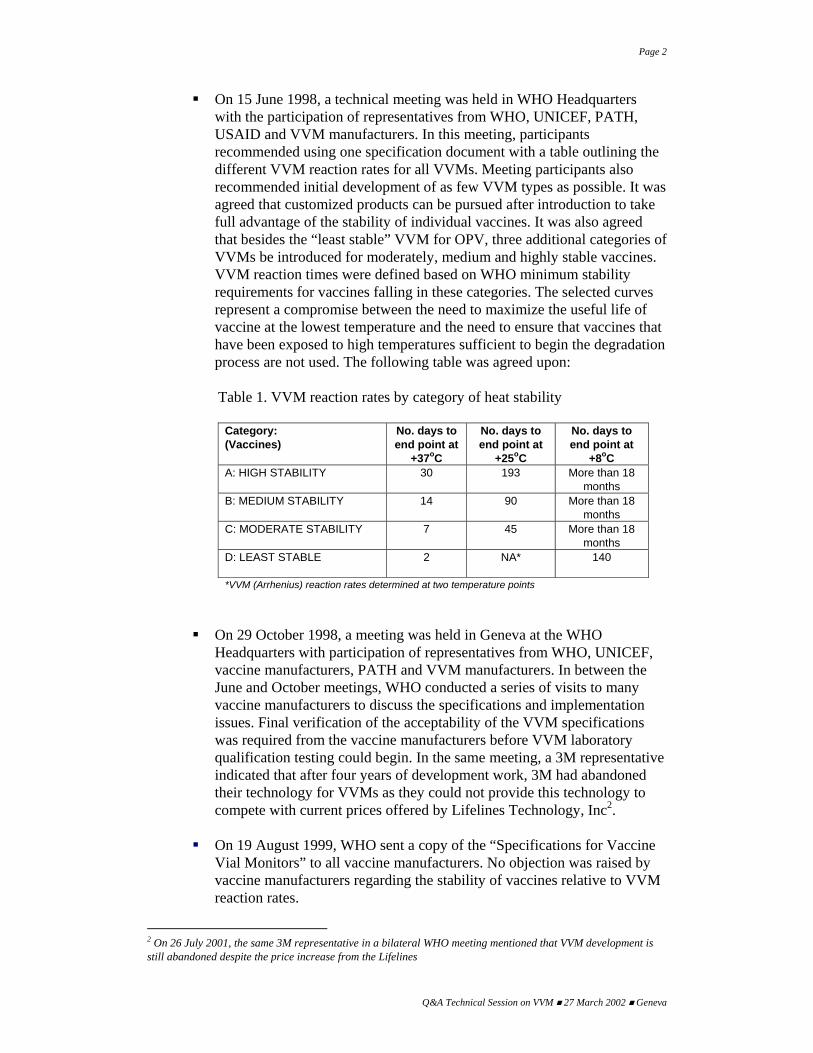
The main confusion of VVMs falling shorter than the shelf life of some vaccines comes from the previous version of the E6/IN5 VVM specifications (13 August 1999), where the minimum stability requirement for all vaccines to be monitored by VVM types A (30 days at 37°C), B (14 days at 37°C), and C (7 days at 37°C) is mentioned as more than 18 months at 8°C. "More than 18 months" represents the minimum time requirement, but not the real VVM time to end point if kept at 8°C. The minimum VVM stability specifications are based on the WHO requirement of minimum vaccine stability, but again are only minimums. In order to prevent any further confusions with the statement of "more than 18 months" under the "number of days to end point at 8oC" column in the VVM reaction rates by category of heat stability table in VVM specifications, the table was replaced with a new one using the5oC (the midpoint of recommended storage temperature of 2oC to 8oC). Data available for both temperatures clearly indicate that time to end point at 5oC and 8oC is in agreement with vaccine's shelf life. The revised E6/IN5 VVM specifications are as follows:
Table 2. VVM reaction rates by category of heat stability
Category: (Vaccines)
No. days to end point at +37°C
No. days to end point at
+25°C
Time to end point at +5°C
VVM30 HIGH STABILITY
30 193 > 4 years
VVM14 MEDIUM STABILITY
14 90 > 3 years
VVM7 MODERATE STABILITY
7 45 > 2 years
VVM2 LEAST STABLE
2 NA* 225 days
*VVM (Arrhenius) reaction rates determined at two temperature points Three types of vaccine vial monitors (categories VVM30, 14 and 7) manufactured by LifeLines Technology, Inc., were tested for compliance with World Health
2
Page 4
Q&A Technical Session on VVM 27 March 2002 Geneva
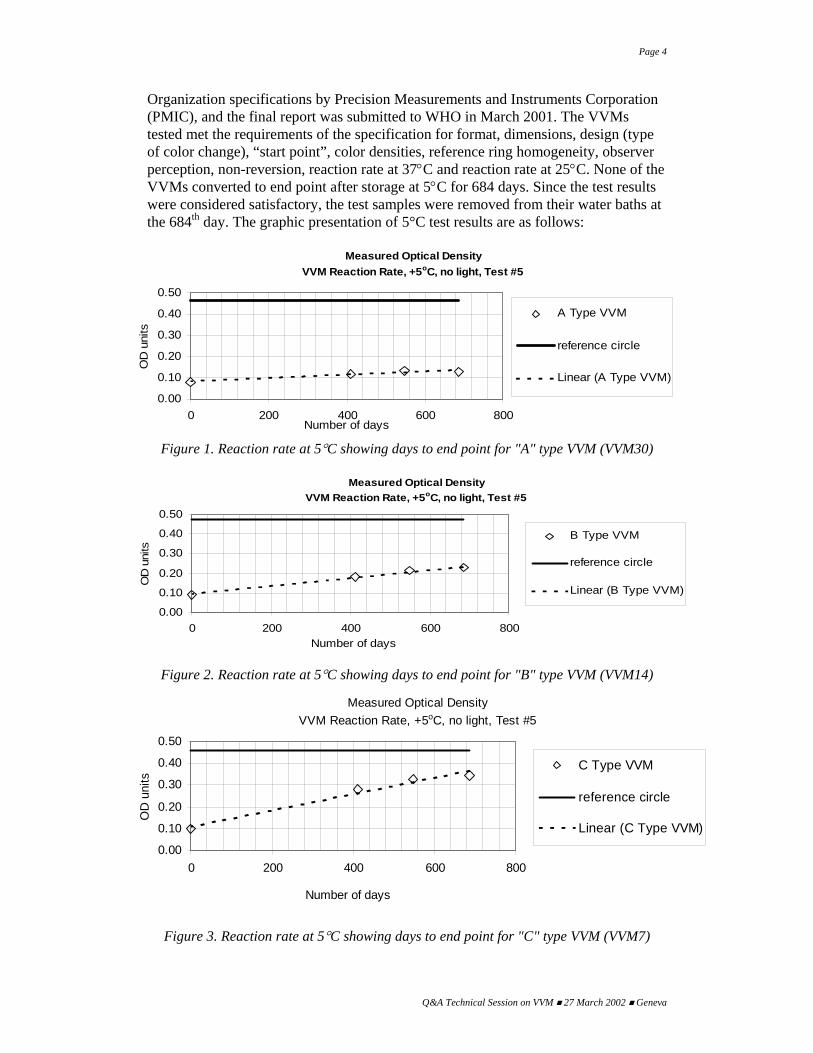
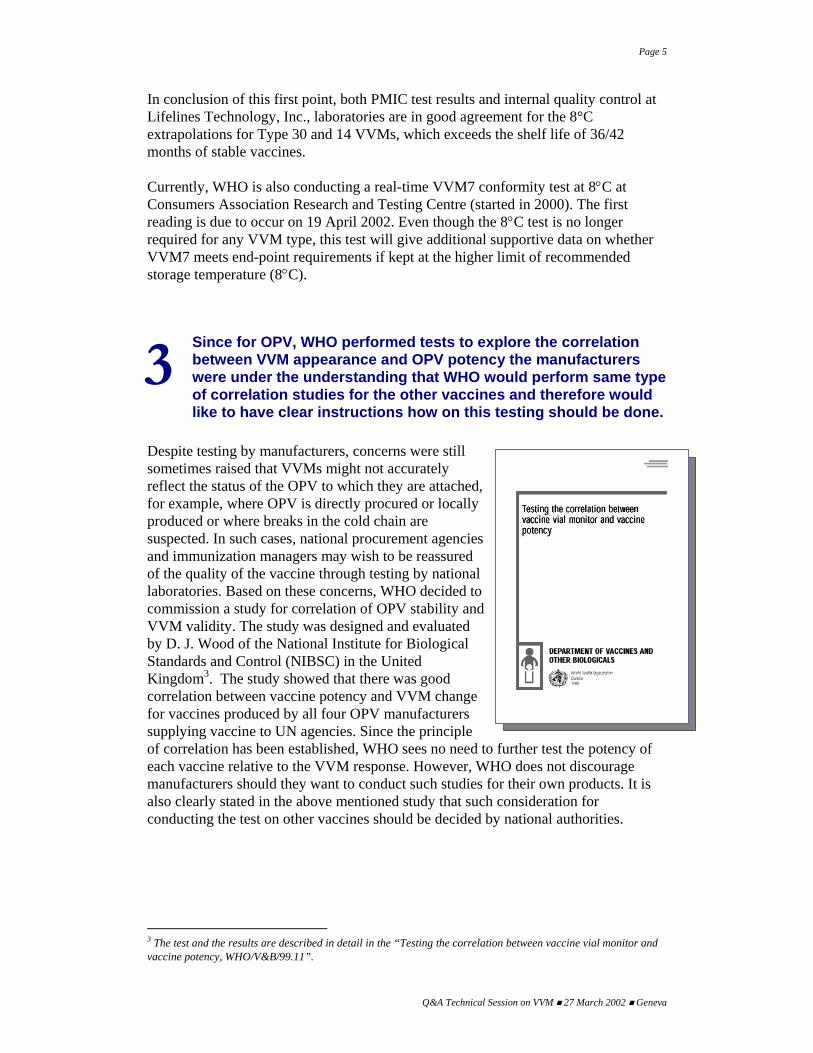
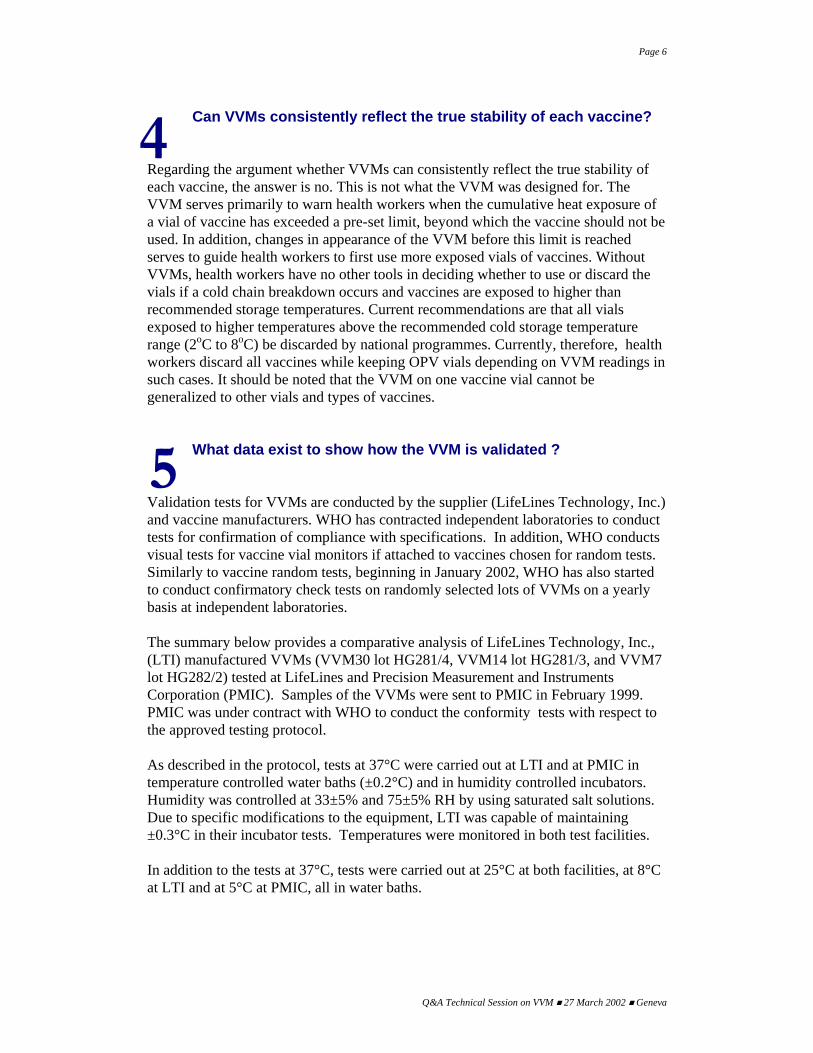
Organization specifications by Precision Measurements and Instruments Corporation (PMIC), and the final report was submitted to WHO in March 2001. The VVMs tested met the requirements of the specification for format, dimensions, design (type of color change), “start point”, color densities, reference ring homogeneity, observer perception, non-reversion, reaction rate at 37°C and reaction rate at 25°C. None of the VVMs converted to end point after storage at 5°C for 684 days. Since the test results were considered satisfactory, the test samples were removed from their water baths at the 684th day. The graphic presentation of 5°C test results are as follows:
Figure 1. Reaction rate at 5°C showing days to end point for "A" type VVM (VVM30)
Figure 2. Reaction rate at 5°C showing days to end point for "B" type VVM (VVM14)
Figure 3. Reaction rate at 5°C showing days to end point for "C" type VVM (VVM7)
Measured Optical DensityVVM Reaction Rate, +5oC, no light, Test #5
0.00
0.10
0.20
0.30
0.40
0.50
0 200 400 600 800Number of days
OD
uni
ts
A Type VVM
reference circle
Linear (A Type VVM)
Measured Optical DensityVVM Reaction Rate, +5oC, no light, Test #5
0.00
0.10
0.20
0.30
0.40
0.50
0 200 400 600 800Number of days
OD
uni
ts
B Type VVM
reference circle
Linear (B Type VVM)
Measured Optical DensityVVM Reaction Rate, +5oC, no light, Test #5
0.00
0.10
0.20
0.30
0.40
0.50
0 200 400 600 800
Number of days
OD
uni
ts
C Type VVM
reference circle
Linear (C Type VVM)
Page 5
Q&A Technical Session on VVM 27 March 2002 Geneva
In conclusion of this first point, both PMIC test results and internal quality control at Lifelines Technology, Inc., laboratories are in good agreement for the 8°C extrapolations for Type 30 and 14 VVMs, which exceeds the shelf life of 36/42 months of stable vaccines.
Currently, WHO is also conducting a real-time VVM7 conformity test at 8°C at Consumers Association Research and Testing Centre (started in 2000). The first reading is due to occur on 19 April 2002. Even though the 8°C test is no longer required for any VVM type, this test will give additional supportive data on whether VVM7 meets end-point requirements if kept at the higher limit of recommended storage temperature (8°C).
Since for OPV, WHO performed tests to explore the correlation between VVM appearance and OPV potency the manufacturers were under the understanding that WHO would perform same type of correlation studies for the other vaccines and therefore would like to have clear instructions how on this testing should be done.
Despite testing by manufacturers, concerns were still sometimes raised that VVMs might not accurately reflect the status of the OPV to which they are attached, for example, where OPV is directly procured or locally produced or where breaks in the cold chain are suspected. In such cases, national procurement agencies and immunization managers may wish to be reassured of the quality of the vaccine through testing by national laboratories. Based on these concerns, WHO decided to commission a study for correlation of OPV stability and VVM validity. The study was designed and evaluated by D. J. Wood of the National Institute for Biological Standards and Control (NIBSC) in the United Kingdom3. The study showed that there was good correlation between vaccine potency and VVM change for vaccines produced by all four OPV manufacturers supplying vaccine to UN agencies. Since the principle of correlation has been established, WHO sees no need to further test the potency of each vaccine relative to the VVM response. However, WHO does not discourage manufacturers should they want to conduct such studies for their own products. It is also clearly stated in the above mentioned study that such consideration for conducting the test on other vaccines should be decided by national authorities. 3 The test and the results are described in detail in the “Testing the correlation between vaccine vial monitor and vaccine potency, WHO/V&B/99.11”.
3
Page 6
Q&A Technical Session on VVM 27 March 2002 Geneva
Can VVMs consistently reflect the true stability of each vaccine?
Regarding the argument whether VVMs can consistently reflect the true stability of each vaccine, the answer is no. This is not what the VVM was designed for. The VVM serves primarily to warn health workers when the cumulative heat exposure of a vial of vaccine has exceeded a pre-set limit, beyond which the vaccine should not be used. In addition, changes in appearance of the VVM before this limit is reached serves to guide health workers to first use more exposed vials of vaccines. Without VVMs, health workers have no other tools in deciding whether to use or discard the vials if a cold chain breakdown occurs and vaccines are exposed to higher than recommended storage temperatures. Current recommendations are that all vials exposed to higher temperatures above the recommended cold storage temperature range (2oC to 8oC) be discarded by national programmes. Currently, therefore, health workers discard all vaccines while keeping OPV vials depending on VVM readings in such cases. It should be noted that the VVM on one vaccine vial cannot be generalized to other vials and types of vaccines.
What data exist to show how the VVM is validated ? Validation tests for VVMs are conducted by the supplier (LifeLines Technology, Inc.) and vaccine manufacturers. WHO has contracted independent laboratories to conduct tests for confirmation of compliance with specifications. In addition, WHO conducts visual tests for vaccine vial monitors if attached to vaccines chosen for random tests. Similarly to vaccine random tests, beginning in January 2002, WHO has also started to conduct confirmatory check tests on randomly selected lots of VVMs on a yearly basis at independent laboratories. The summary below provides a comparative analysis of LifeLines Technology, Inc., (LTI) manufactured VVMs (VVM30 lot HG281/4, VVM14 lot HG281/3, and VVM7 lot HG282/2) tested at LifeLines and Precision Measurement and Instruments Corporation (PMIC). Samples of the VVMs were sent to PMIC in February 1999. PMIC was under contract with WHO to conduct the conformity tests with respect to the approved testing protocol. As described in the protocol, tests at 37°C were carried out at LTI and at PMIC in temperature controlled water baths (±0.2°C) and in humidity controlled incubators. Humidity was controlled at 33±5% and 75±5% RH by using saturated salt solutions. Due to specific modifications to the equipment, LTI was capable of maintaining ±0.3°C in their incubator tests. Temperatures were monitored in both test facilities. In addition to the tests at 37°C, tests were carried out at 25°C at both facilities, at 8°C at LTI and at 5°C at PMIC, all in water baths.
4
5
Page 7
Q&A Technical Session on VVM 27 March 2002 Geneva
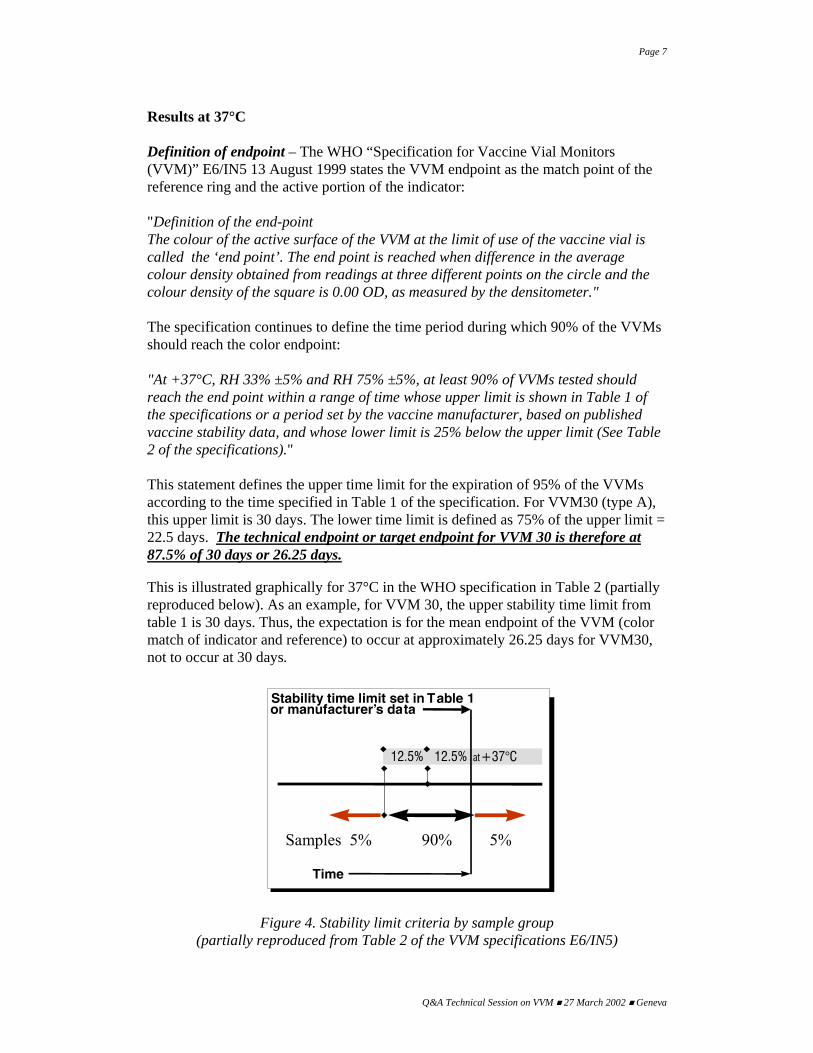
Results at 37°C Definition of endpoint – The WHO “Specification for Vaccine Vial Monitors (VVM)” E6/IN5 13 August 1999 states the VVM endpoint as the match point of the reference ring and the active portion of the indicator: "Definition of the end-point The colour of the active surface of the VVM at the limit of use of the vaccine vial is called the ‘end point’. The end point is reached when difference in the average colour density obtained from readings at three different points on the circle and the colour density of the square is 0.00 OD, as measured by the densitometer." The specification continues to define the time period during which 90% of the VVMs should reach the color endpoint: "At +37°C, RH 33% ±5% and RH 75% ±5%, at least 90% of VVMs tested should reach the end point within a range of time whose upper limit is shown in Table 1 of the specifications or a period set by the vaccine manufacturer, based on published vaccine stability data, and whose lower limit is 25% below the upper limit (See Table 2 of the specifications)." This statement defines the upper time limit for the expiration of 95% of the VVMs according to the time specified in Table 1 of the specification. For VVM30 (type A), this upper limit is 30 days. The lower time limit is defined as 75% of the upper limit = 22.5 days. The technical endpoint or target endpoint for VVM 30 is therefore at 87.5% of 30 days or 26.25 days.
This is illustrated graphically for 37°C in the WHO specification in Table 2 (partially reproduced below). As an example, for VVM 30, the upper stability time limit from table 1 is 30 days. Thus, the expectation is for the mean endpoint of the VVM (color match of indicator and reference) to occur at approximately 26.25 days for VVM30, not to occur at 30 days.
Figure 4. Stability limit criteria by sample group
(partially reproduced from Table 2 of the VVM specifications E6/IN5)
Page 8
Q&A Technical Session on VVM 27 March 2002 Geneva
Table 3 below summarizes the VVM classification and the mean time to expiry of the VVM at 37°C. Table 3. Mean time to expiry of each VVM type at 37°C VVM Type Stability limit from Table 1
of VVM specification (days) Mean time for VVMs to
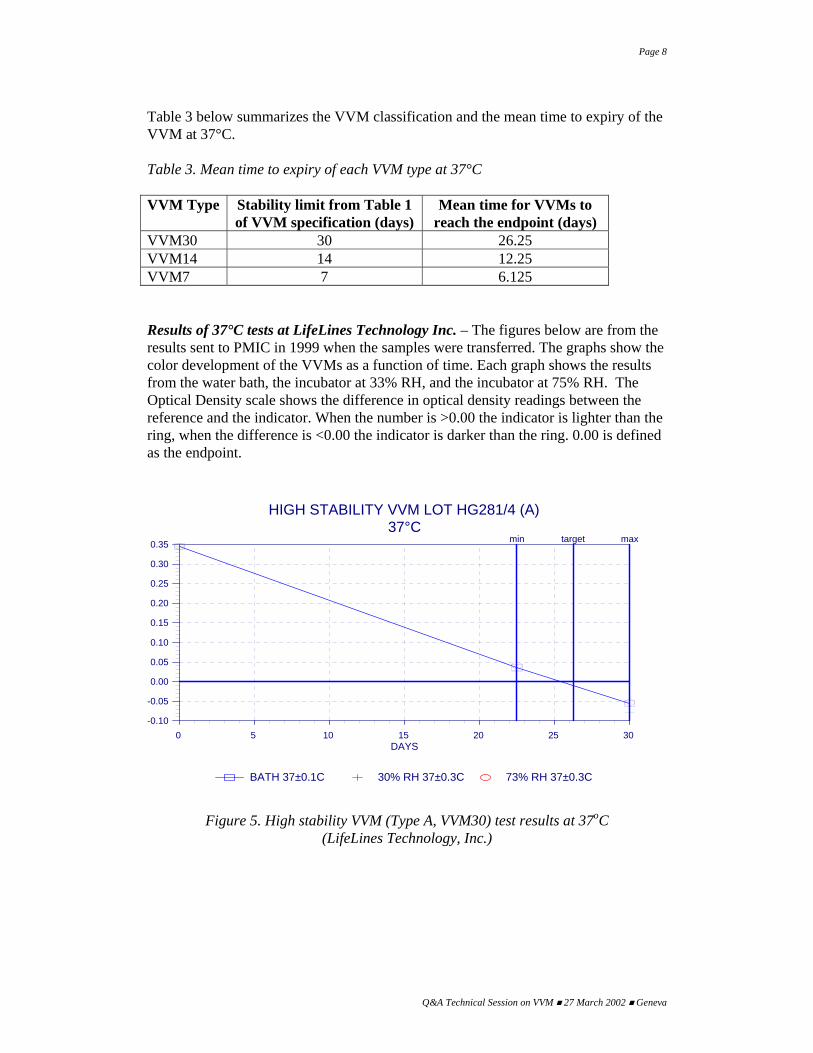
reach the endpoint (days) VVM30 30 26.25 VVM14 14 12.25 VVM7 7 6.125 Results of 37°C tests at LifeLines Technology Inc. – The figures below are from the results sent to PMIC in 1999 when the samples were transferred. The graphs show the color development of the VVMs as a function of time. Each graph shows the results from the water bath, the incubator at 33% RH, and the incubator at 75% RH. The Optical Density scale shows the difference in optical density readings between the reference and the indicator. When the number is >0.00 the indicator is lighter than the ring, when the difference is <0.00 the indicator is darker than the ring. 0.00 is defined as the endpoint.
Figure 5. High stability VVM (Type A, VVM30) test results at 37oC (LifeLines Technology, Inc.)
-0.10
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0 5 10 15 20 25 30 DAYS
targetmin max
BATH 37±0.1C 30% RH 37±0.3C 73% RH 37±0.3C
HIGH STABILITY VVM LOT HG281/4 (A)37°C
Page 9
Q&A Technical Session on VVM 27 March 2002 Geneva
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 DAYS
target maxmin
BATH 37±0.1C 30% RH 37±0.3C 73% RH 37±0.3C
MEDIUM STABILITY VVM LOT HG281/3 (B)37°C
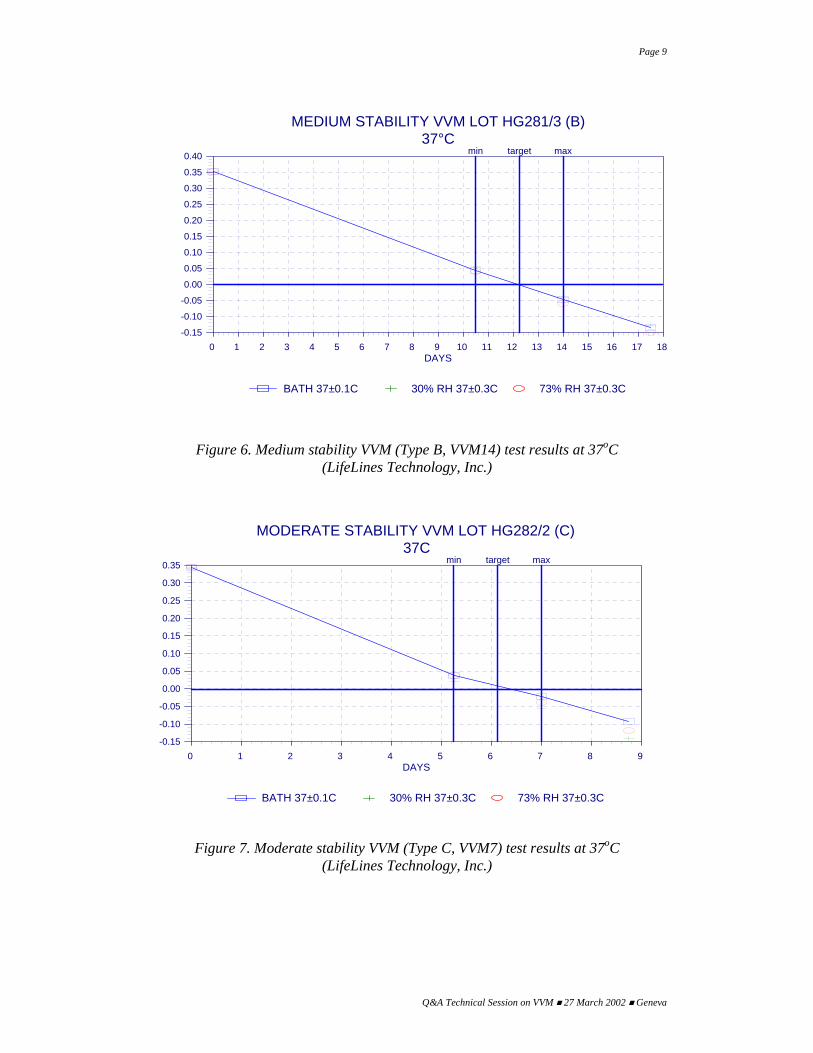
Figure 6. Medium stability VVM (Type B, VVM14) test results at 37oC (LifeLines Technology, Inc.)
Figure 7. Moderate stability VVM (Type C, VVM7) test results at 37oC (LifeLines Technology, Inc.)
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0 1 2 3 4 5 6 7 8 9 DAYS
target maxmin
BATH 37±0.1C 30% RH 37±0.3C 73% RH 37±0.3C
MODERATE STABILITY VVM LOT HG282/2 (C)37C
Page 10
Q&A Technical Session on VVM 27 March 2002 Geneva
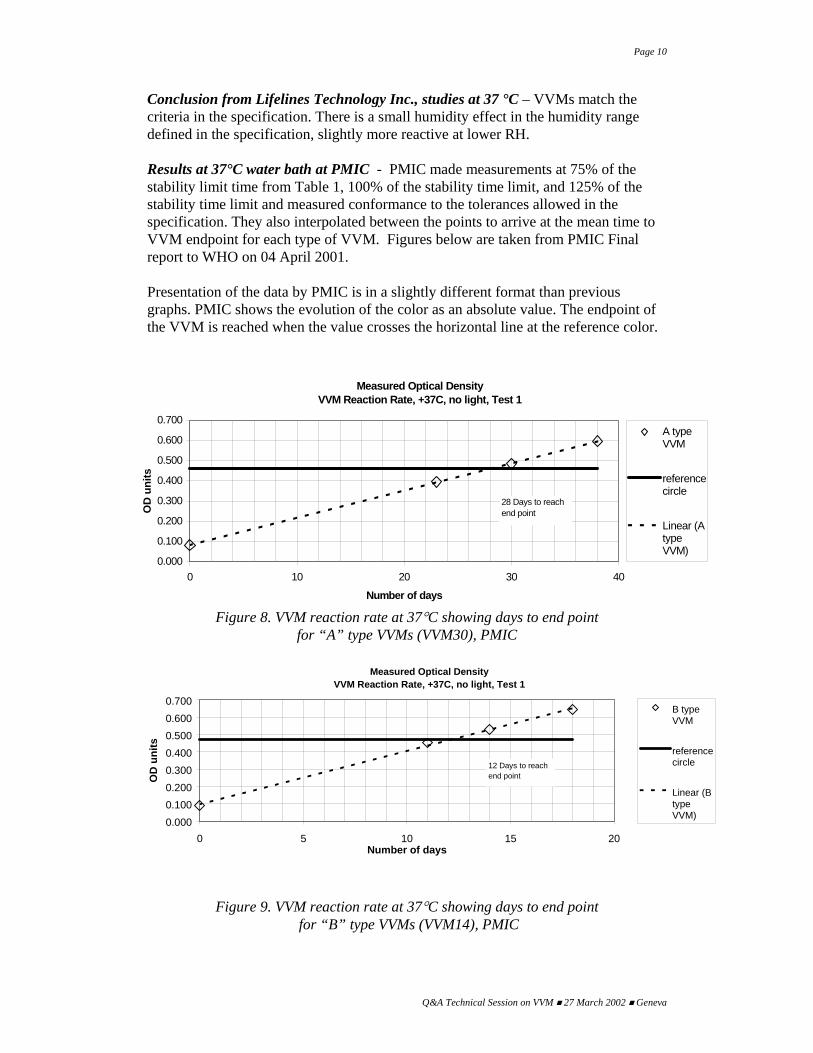
Conclusion from Lifelines Technology Inc., studies at 37 °C – VVMs match the criteria in the specification. There is a small humidity effect in the humidity range defined in the specification, slightly more reactive at lower RH. Results at 37°C water bath at PMIC - PMIC made measurements at 75% of the stability limit time from Table 1, 100% of the stability time limit, and 125% of the stability time limit and measured conformance to the tolerances allowed in the specification. They also interpolated between the points to arrive at the mean time to VVM endpoint for each type of VVM. Figures below are taken from PMIC Final report to WHO on 04 April 2001.
Presentation of the data by PMIC is in a slightly different format than previous graphs. PMIC shows the evolution of the color as an absolute value. The endpoint of the VVM is reached when the value crosses the horizontal line at the reference color.
Figure 8. VVM reaction rate at 37°C showing days to end point for “A” type VVMs (VVM30), PMIC
Figure 9. VVM reaction rate at 37°C showing days to end point for “B” type VVMs (VVM14), PMIC
Measured Optical Density VVM Reaction Rate, +37C, no light, Test 1
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0 10 20 30 40
Number of days
OD
uni
ts
A typeVVM
referencecircle
Linear (AtypeVVM)
28 Days to reach end point
Measured Optical Density VVM Reaction Rate, +37C, no light, Test 1
0.0000.1000.2000.3000.4000.5000.6000.700
0 5 10 15 20Number of days
OD
uni
ts
B typeVVM
referencecircle
Linear (BtypeVVM)
12 Days to reach end point
Page 11
Q&A Technical Session on VVM 27 March 2002 Geneva
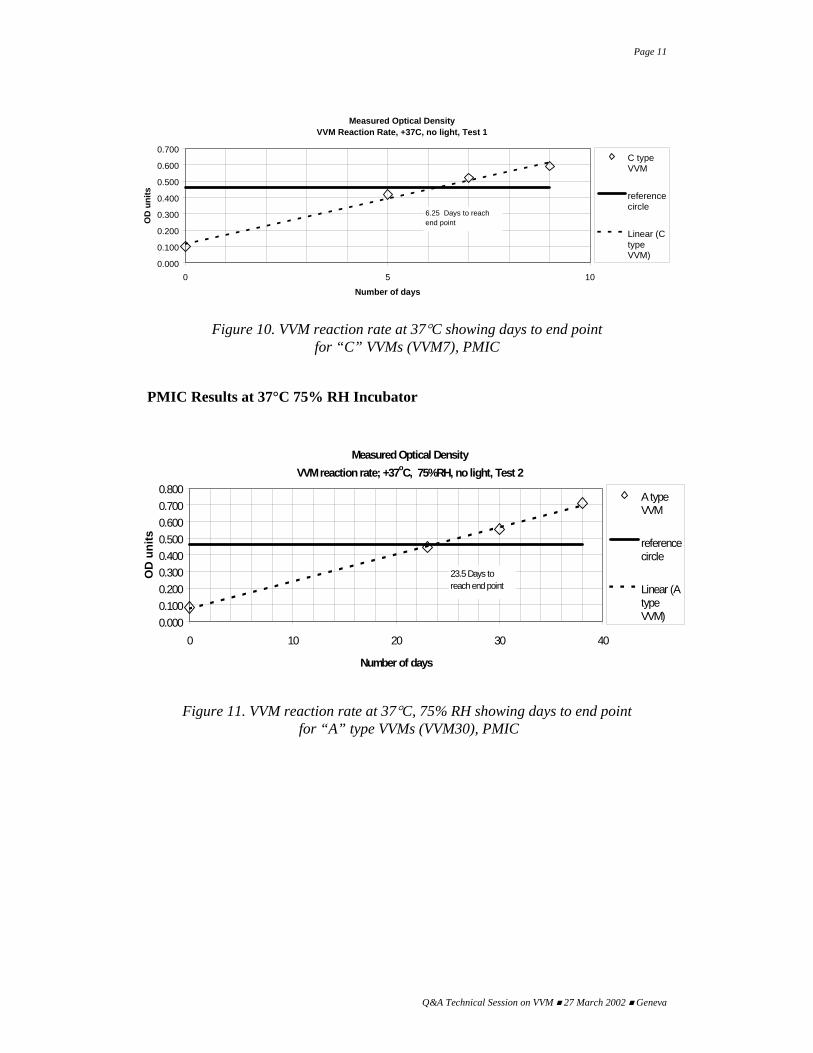
Figure 10. VVM reaction rate at 37°C showing days to end point
for “C” VVMs (VVM7), PMIC
PMIC Results at 37°C 75% RH Incubator
Figure 11. VVM reaction rate at 37°C, 75% RH showing days to end point
for “A” type VVMs (VVM30), PMIC
Measured Optical Density VVM Reaction Rate, +37C, no light, Test 1
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0 5 10
Number of days
OD
uni
tsC typeVVM
referencecircle
Linear (CtypeVVM)
6.25 Days to reach end point
Measured Optical Density VVM reaction rate; +37oC, 75%RH, no light, Test 2
0.0000.1000.2000.3000.4000.5000.6000.7000.800
0 10 20 30 40
Number of days
OD
uni
ts
A typeVVM
referencecircle
Linear (AtypeVVM)
23.5 Days to reach end point
Page 12
Q&A Technical Session on VVM 27 March 2002 Geneva
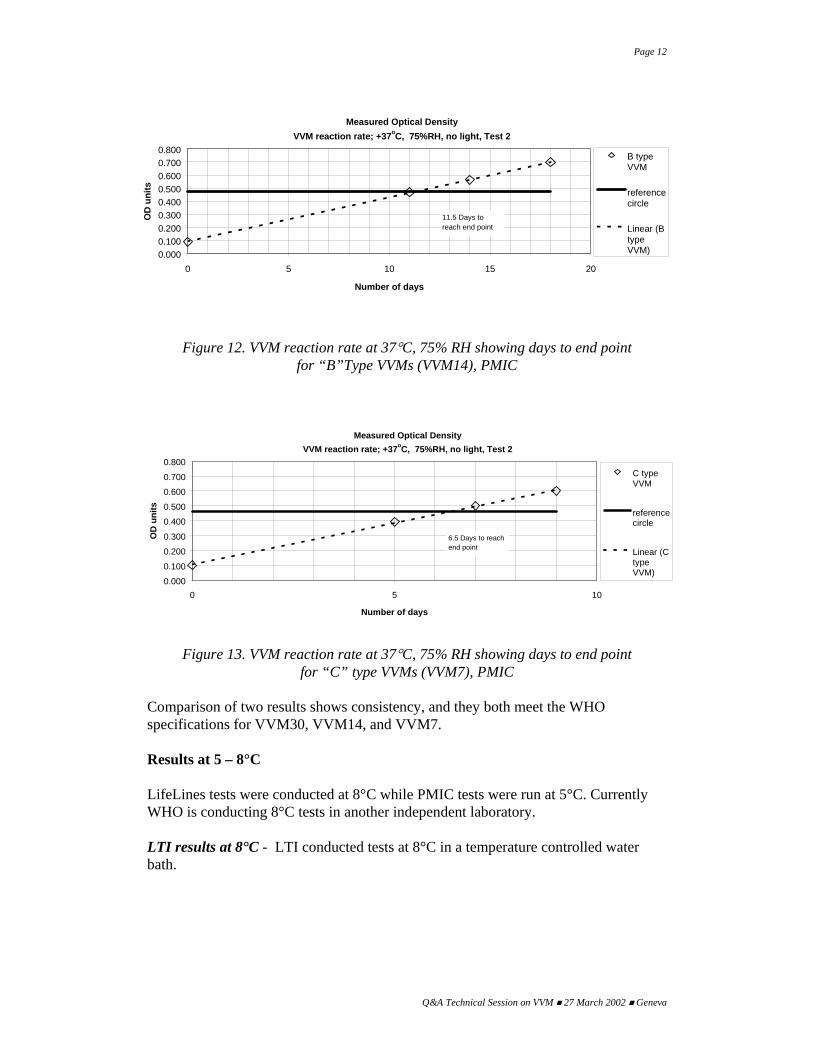
Figure 12. VVM reaction rate at 37°C, 75% RH showing days to end point for “B”Type VVMs (VVM14), PMIC
Figure 13. VVM reaction rate at 37°C, 75% RH showing days to end point
for “C” type VVMs (VVM7), PMIC Comparison of two results shows consistency, and they both meet the WHO specifications for VVM30, VVM14, and VVM7. Results at 5 – 8°C LifeLines tests were conducted at 8°C while PMIC tests were run at 5°C. Currently WHO is conducting 8°C tests in another independent laboratory. LTI results at 8°C - LTI conducted tests at 8°C in a temperature controlled water bath.
Measured Optical Density VVM reaction rate; +37oC, 75%RH, no light, Test 2
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0.800
0 5 10
Number of days
OD
uni
ts
C typeVVM
referencecircle
Linear (CtypeVVM)
6.5 Days to reach end point
Measured Optical Density VVM reaction rate; +37oC, 75%RH, no light, Test 2
0.0000.1000.2000.3000.4000.5000.6000.7000.800
0 5 10 15 20
Number of days
OD
uni
tsB typeVVM
referencecircle
Linear (BtypeVVM)
11.5 Days to reach end point
Page 13
Q&A Technical Session on VVM 27 March 2002 Geneva
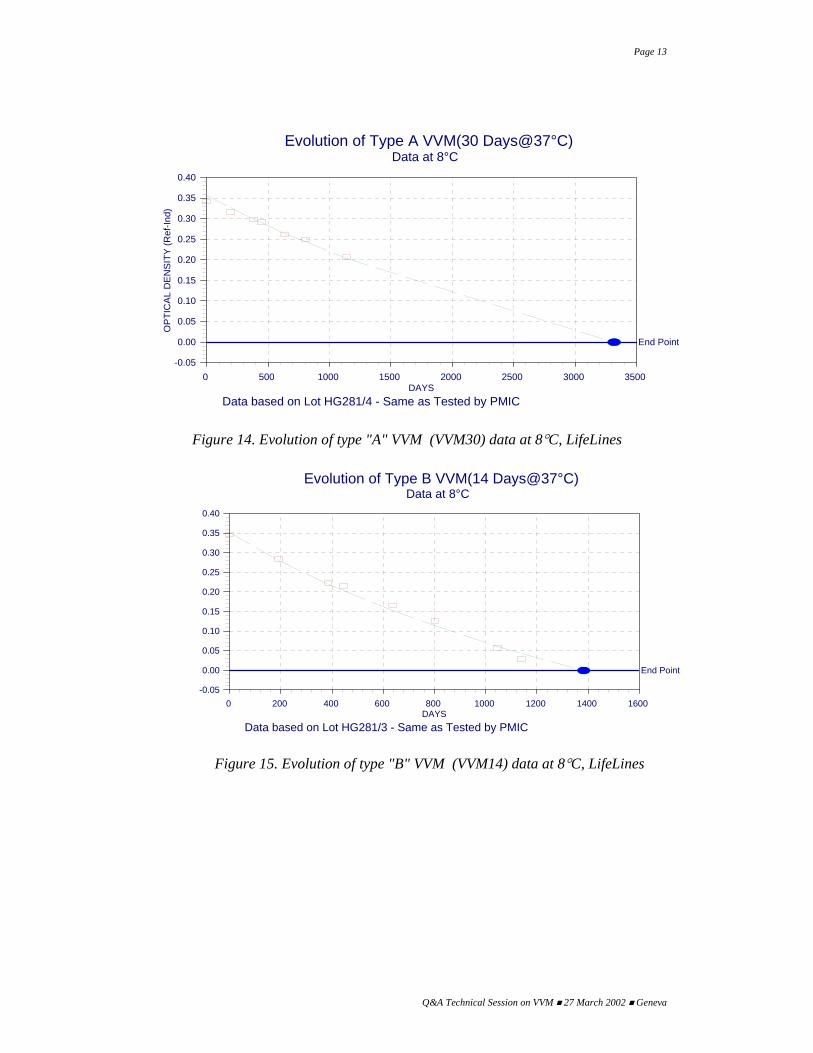
Figure 14. Evolution of type "A" VVM (VVM30) data at 8°C, LifeLines
Figure 15. Evolution of type "B" VVM (VVM14) data at 8°C, LifeLines
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0 200 400 600 800 1000 1200 1400 1600 DAYS
End Point
Evolution of Type B VVM(14 Days@37°C)Data at 8°C
Data based on Lot HG281/3 - Same as Tested by PMIC
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40 O
PTI
CA
L D
EN
SIT
Y (R
ef-In
d)
0 500 1000 1500 2000 2500 3000 3500 DAYS
End Point
Evolution of Type A VVM(30 Days@37°C)Data at 8°C
Data based on Lot HG281/4 - Same as Tested by PMIC
Page 14
Q&A Technical Session on VVM 27 March 2002 Geneva
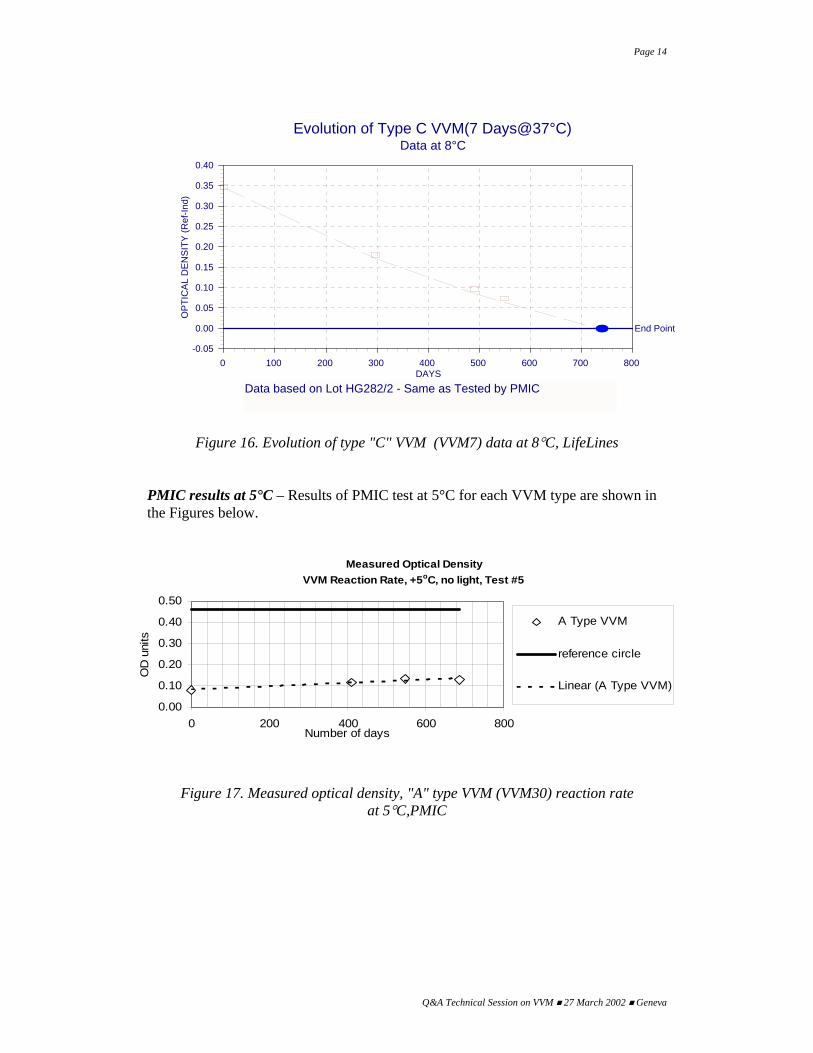
Figure 16. Evolution of type "C" VVM (VVM7) data at 8°C, LifeLines
PMIC results at 5°C – Results of PMIC test at 5°C for each VVM type are shown in the Figures below.
Figure 17. Measured optical density, "A" type VVM (VVM30) reaction rate at 5°C,PMIC
Measured Optical DensityVVM Reaction Rate, +5oC, no light, Test #5
0.00
0.10
0.20
0.30
0.40
0.50
0 200 400 600 800Number of days
OD
uni
ts
A Type VVM
reference circle
Linear (A Type VVM)
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
OP
TIC
AL
DE
NS
ITY
(Ref
-Ind)
0 100 200 300 400 500 600 700 800 DAYS
End Point
Evolution of Type C VVM(7 Days@37°C)Data at 8°C
Data based on Lot HG282/2 - Same as Tested by PMIC
Page 15
Q&A Technical Session on VVM 27 March 2002 Geneva
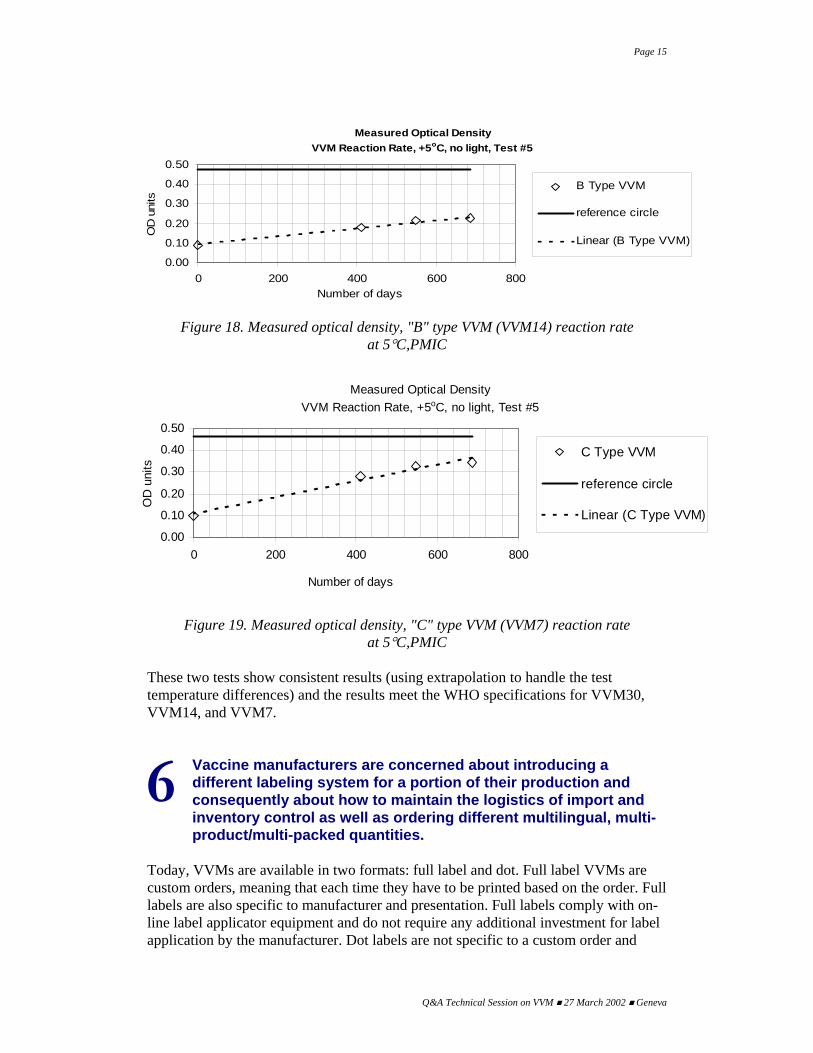
Figure 18. Measured optical density, "B" type VVM (VVM14) reaction rate at 5°C,PMIC
Figure 19. Measured optical density, "C" type VVM (VVM7) reaction rate at 5°C,PMIC
These two tests show consistent results (using extrapolation to handle the test temperature differences) and the results meet the WHO specifications for VVM30, VVM14, and VVM7.
Vaccine manufacturers are concerned about introducing a different labeling system for a portion of their production and consequently about how to maintain the logistics of import and inventory control as well as ordering different multilingual, multi-product/multi-packed quantities.
Today, VVMs are available in two formats: full label and dot. Full label VVMs are custom orders, meaning that each time they have to be printed based on the order. Full labels are also specific to manufacturer and presentation. Full labels comply with on-line label applicator equipment and do not require any additional investment for label application by the manufacturer. Dot labels are not specific to a custom order and
Measured Optical DensityVVM Reaction Rate, +5oC, no light, Test #5
0.00
0.10
0.20
0.30
0.40
0.50
0 200 400 600 800Number of days
OD
uni
ts
B Type VVM
reference circle
Linear (B Type VVM)
Measured Optical DensityVVM Reaction Rate, +5oC, no light, Test #5
0.00
0.10
0.20
0.30
0.40
0.50
0 200 400 600 800
Number of days
OD
uni
ts
C Type VVM
reference circle
Linear (C Type VVM)
6
Page 16
Q&A Technical Session on VVM 27 March 2002 Geneva
presentation, but specific to vaccine type. The same dot label can be applied to different presentations of the same vaccine (for example, both 10 and 20 dose vials of DTP). However, vaccine manufacturers need additional equipment (e.g., a piggyback machine) to apply the dot. This is a simple label handling system that will unwind a roll of common labels, apply the VVM indicator to the common label and rewind them onto a roll. For one line preference labeling, adjustments could be done to the existing line to allow application of the VVMs onto the common label during the labeling process. As for the freeze-dried vaccines, all VVMs should be in dot format since WHO specifications require the VVM to be removed during the reconstitution process. Today, several manufacturers use either piggyback machines or top labeling machines for measles, yellow fever, BCG and OPV dot VVM applications. VVM implementation does not bring any hurdles to the language of the label and packaging of the product. For detailed information on pros and cons of full label vs. dot VVM, please refer to Annex I.
No matter which way things go, the need for additional capital expenditure to implement VVMs will result in increased costs of vaccines for which they are supplied.
There is no question that implementation of VVM will result in increased cost for vaccine manufacturers. The 2002 world-wide pricing guide from LifeLines Technology, Inc., indicates that a full label VVM cost varies for a 4 million unit order between 3.6 cents (VVM2) and 4.7 cents (VVM30) and for minimum order (500,000 units) varies between 4.40 (VVM2) and 5.50 cents (VVM30). Dot VVMs vary from a 4 million unit order from 3.15 cents (VVM2) and 4.25 cents (VVM30) to a 500,000 unit order from 3.50 cents (VVM2) to 4.60 cents (VVM30). However, the dot VVM minimum order amount can be as low as 50,000. Depending on the type of vaccine and application technology at manufacturer's site, with small investments VVMs can easily be affixed to vials/ampoules. The investment necessary by the vaccine manufacturer may include purchase of piggyback and/or top labeling machines for ONLY dot applications. For full label applications, no additional equipment is needed. One other investment argument could be the negative temperature storage facilities required to store the VVM prior to its application. The dot VVM requires 5 times less storage capacity compared to the full label VVM. The storage space required in liters for an order of 4 million VVMs can be as much as 5 times less for the VVM dot when compared to the full label4. LifeLines Technology, Inc., has interviewed some major labeling equipment manufacturers. They have prepared a report to share with vaccine manufacturers to 4 The average storage volume required for a 4 million units dot VVM is 283 liters.
7
Page 17
Q&A Technical Session on VVM 27 March 2002 Geneva
assist them in purchasing necessary equipment for labeling if necessary (see Annex II).
Does VVM attachment to the vaccine vial need to be approved by the national regulatory authority?
The VVM is cumulative temperature indicator used to monitor if vaccine vials have been subjected to temperatures above those recommended for storage at any time during their shelf life. They are attached to each vial, hence they tell the history of that particular vial with respect to temperature exposure. In this regard, VVMs are a type of data logger that records and displays the cumulative temperature exposure history of the individual vial. The export-regulatory aspects of the addition of time-temperature indicators to vaccine products was studied by an independent consultant company at the request of LifeLines Technology, Inc., in June 2001. The conclusion in the consultancy report submitted to Lifelines is that no action is required with respect to the United States Food and Drug Administration (FDA) to add time-temperature indicators to primary containers of vials of vaccines prepared for distribution overseas under the WHO programme or other national programmes, provided that: The vaccine products are approved for distribution in the U.S. and meet all
approved specifications, and The labeling is in accordance with the requirements of the affected countries
and/or other agencies, e.g., WHO. WHO has contacted National Regulatory Authorities (NRA) in France, Belgium, the US, India, Indonesia and the EMEA to seek their opinion on VVM attachment to all vaccines. AFSSAPS considers the VVM as a temperature-monitoring device not in contact with active product, which according to the French law does not require regulatory approval. Belgian authorities do not see any regulatory approval requirement for VVM attachment to the vial since the VVM is a temperature-monitoring device and not in direct contact with the active product. At the time of this document being prepared, no response was available from the FDA, EMEA, and NRAs in India and Indonesia.
8
Page 18
Q&A Technical Session on VVM 27 March 2002 Geneva
Does the current GMP requirement prohibit pre-printed labels or require an on-line printer with a blank roll?
WHO does not see any problem with having pre-printed labels if they are stored appropriately and marked clearly. However, our understanding is that there are different interpretations of GMP in different country settings. If a vaccine manufacturer cannot have pre-printed labels, VVM technology allows them to have dot labels, which they can apply onto the common label either with an additional machine or by making adjustments in the existing labeling line to merge the dot label and the common label as explained above. For both application methods, technology is available, and we have examples of different manufacturers using them. Even if we only speak of VVMs for OPV, which has been in full implementation with no complaints from prequalified manufacturers as well as several others, we have had examples of two different applications for years. The same situation applies to all other vaccines.
LifeLines is the sole supplier of VVMs, there is no other competitor.
Despite the process of VVM creation beginning in 1989, PATH worked with different potential VVM manufacturers (3M, LifeLines Technology, Bowater, Rexam, Albert Browne, CCL Label, and Sensitech). WHO and UNICEF are looking very hard for additional suppliers, and WHO had invited a number of potential suppliers to the workshop. We have to deal with sole source suppliers all the time - for vaccines, for which the children of the world do not have a choice - so we understand the issue. WHO supports the idea of placement of conditions in UNICEF agreements with vaccine suppliers to indemnify them should LifeLines fail to deliver VVMs as agreed.
Who is legally and financially responsible when a vial or shipment is rejected because the status of the VVM(s) indicates excessive heat-exposure? Does the manufacturer's obligation cease at the time that the shipment is accepted in country?
This question is more a theoretical argument rather than a real issue. The liability issues or concerns exist today with or without VVMs. WHO and its Legal Counsel do not believe that introduction of VVMs would bring additional aspects to existing liability issues. On the contrary, VVMs will reduce the risks of using unacceptably heat exposed vaccines. Taking into account all quality control tests and validation
9
10
11
Page 19
Q&A Technical Session on VVM 27 March 2002 Geneva
studies by LifeLines Technology, Inc., vaccine manufacturers and independent laboratories, and the fact that the basis for the VVM color change is a polymerization chemical reaction that is well-understood and documented, the failure of any VVM batch in the field is a theoretical argument. During the production process at LifeLines Technology, Inc., there are two real-time quality control tests (the first when the ink for the printing mix is prepared, the second after printing is done prior to release as part of the release protocol). The vaccine manufacturers also run tests to control the batches according to WHO specifications before they accept the shipment. It is also worth noting that no such incident has ever been reported since the introduction of VVMs on OPV vials. Successful use of OPV with VVMs since 1996 is the best supportive evidence against this argument. In the event that a vaccine has been damaged for reasons other than heat exposure, the VVM would not indicate this as it is just a time-temperature indicator. In the case that a damaged vaccine is used and an undesirable effect occurs (low efficacy, adverse event), the reasons have to be established on a case by case basis as it is done at present without VVMs. Field staff are trained in the use of VVMs. The following rule is applied: If the expiry date has not passed and the VVM has not reached its end-point (Stage 1 and 2), use the vaccine. Hence, the likelihood of using an expired vaccine with a VVM status at stage 1/2 is very low, but if that happened it would clearly be a programme error and not the responsibility of the manufacturer.
Why doesn’t the LifeLines warranty mirror the minimum shelf life required of the vaccine suppliers (18 months from the date of shipment from the vaccine supplier)?
The current warranty statement in the LifeLines Technology, Inc., 2002 World-Wide Pricing Guide is as follows: "Statement of Warranties. All TTI Labels are warranted to Buyer to perform substantially in conformance with the agreed upon specifications. TTI Labels that do not so perform during the warrantee period will be replaced subject to the conditions and exceptions below, free of charge, provided that (a) they have been stored and handled in accordance with LifeLines' directions, (b) notice of the alleged defect is given to LifeLines in writing within a reasonable time together with evidence reasonably satisfactory to LifeLines of the alleged defect. Correction of such defect by replacement or refund constitutes LifeLines' entire liability for breach of warranty.
12

Page 20
Q&A Technical Session on VVM 27 March 2002 Geneva
This Statement of Warranties expires with respect to a particular delivery of TTI Labels one (1) year after the date of delivery. LifeLines shall be released from all obligations under all warranties if any of the TTI Labels are modified after delivery to Buyer or if the damage results from any cause other than use in a manner as intended by LifeLines including but not limited to accident, disaster, misuse, and abuse. Nothing contained in standard forms used by the parties (including without limitation purchase orders, sales orders, sales confirmations or invoices)shall be construed to modify or amend this Statement of Warranties, which may not be modified or altered except by written instrument duly executed by both parties." Lifelines has proposed change for extended period of warranty as follows: "Expiration of Warranties on LifeLines HeatMarkerTM TTI Labels: All warranties expire with respect to a particular delivery of HeatmarkerTM TTI Labels at the earlier to occur of either (i) or (ii) next following: (i) three (3) years after the date of such delivery, or, if a longer “outside warranty expiration date” is set forth in the “Quotation” or “Order Acknowledgement” sent from LifeLines to Buyer with respect to such TTI Labels, such longer “outside warranty expiration date”; or (ii) thirty (30) days after the “end point” (as defined in the Order Specifications) occurs for any of the TTI Labels in such delivery or, if no Order Specifications are provided with the “Quotation” or “Order Acknowledgement” with respect to such TTI Labels, thirty (30) days after the “end point” (as defined in the Internal Specifications) occurs with respect to any of the TTI Labels in such delivery."
Why does LifeLines have a +/-10% tolerance on their deliveries of VVMs?
Normal custom label manufacturers have a +/- tolerance on their deliveries. As VVMs are not simply labels but incorporate a time-temperature indicator in the label, suitable +/- tolerances need to be maintained for custom VVMs. Manufacturers pay only for the quantity of VVMs delivered. Since vaccine manufacturers must deliver exact quantities of vaccine, normal business practice is to stock more materials than the exact quantity needed to complete the requirement. Due to the very specific and complex manufacturing process, and because the final quantity is not determined until the end of the Quality Control process, which is just before shipment, LifeLines Technology feels that 5% excess tolerance is too narrow and has agreed to a tolerance of 100-110% for the customized full label VVMs. The new wording on this tolerance is as follows in the 2002 pricing guide: "Tolerance on Quantity. When the Goods are custom printed labels (that is, labels (i)other than those that contain only a time-temperature indicator (without text) or (ii)which require non-standard indicator chemistry and/or manufacturing processes),
13

Page 21
Q&A Technical Session on VVM 27 March 2002 Geneva
LifeLines and the Buyer agree that LifeLines may manufacture for the Buyer Goods pursuant to Buyer's order in quantities of between 100%-110% of the amount ordered. The final invoice will reflect the actual quantity of custom printed labels manufactured within the agreed tolerance. When the Goods are other than a custom printed label, LifeLines will produce Goods in accordance with Buyer's order."
Why does a minimum VVM order quantity have to be set? LifeLines offers a range of VVM options corresponding to the vaccine manufacturers' needs and LifeLines production constraints. For quantities below 500,000 units, LifeLines can provide different solutions based upon a dot produced by LifeLines and glued to a common label. LifeLines and some vaccine manufacturers have developed new ways, together, based on a standard dot. The dot allows an immediate delivery as LifeLines will manufacture them in advance and store several millions of them to deliver quantities from 50,000 to several millions. Possibilities for use are:
1. Gluing the VVM dot on a common label printed locally by the normal label supplier of the vaccine manufacturer.
2. Gluing the VVM dot on the common label printed locally by the normal label
supplier of the vaccine manufacturer for application at the vaccine manufacturer ’s plant, either by hand or with specific “piggyback ” machinery before the production labeling.
3. Introduction of the VVM dot during the production labeling through the use of
specific machinery. 4. In the case of very small quantities, LifeLines can study the prospect of being
the 3rd party applicator of the VVM. LifeLines can consider purchasing a “piggyback ” machine for their facility.
As agreed, in the August meeting with UNICEF, LifeLines developed a guidance document for vaccine manufacturers interested in purchasing small quantities of VVMs (less than 500,000 units). The document provides the Operations Director with up to date information on current experience, examples of equipment manufacturers, contact information, and different possibilities to apply the dot on a common full label.
14
Page 22
Q&A Technical Session on VVM 27 March 2002 Geneva
It appears as if you could peel or pick the VVM away from the top cap, vial or ampoule… is this allowable? Is there some typical specification for VVM adhesion?
According to the specifications, the VVM is treated like any other label, and adhesion of the VVM label is the vaccine manufacturer ’s responsibility. However, it is important to make sure that the integrity of the structure of the VVM is maintained and that technical issues such as the VVM being able to be peeled away from the vial are not overlooked. The experience of six years shows that there have been very few problems with this issue. Several manufacturers (e.g., Chiron and Japan BCG) performed very rigorous adhesion tests on the VVMs. The VVMs have passed these tests and a variety of field tests. LifeLines works very closely with the vaccine manufacturer to make sure the highest level of adhesion is maintained between the vial and VVM.
What is the benefit of having a VVM on a vaccine that is very heat stable, such as hepatitis B?
The VVM is the only tool that can show the cumulative heat exposure of each individual vaccine vial. Other time temperature indicators do NOT follow the vaccine from the vaccine manufacturer down to the point of use. They are used either to monitor international transport and/or national transport of vaccines. Without VVMs, immunization programmes recommend discarding vaccine vials if temperatures are reached above 10oC over several hours during their storage. The main reason for this is not being able to know the "cumulative" heat exposure prior to that particular time of cold chain break. Some of the most heat stable vaccines are the most susceptible to freeze-damage. Use of VVMs may allow these vaccines to be safely stored at slightly higher temperatures to avoid inadvertent freezing. Finally, VVMs are needed in areas where the cold chain is weak or nonexistent and to facilitate access to hard-to-reach populations.
Chemical temperature indicators produce a high percentage of “false” readings, as referenced in the USP Pharmacopeial Forum, Volume 23, Number 4, page 4158.
The USP study was a test of the ability of a visual time-temperature indicator to measure Mean Kinetic Temperature (MKT). In this particular test, the indicators were not perfectly matched to the actual shipping conditions and all of the indicators were beyond their endpoints. This is a color region where the indicator response was
15
16
17
Page 23
Q&A Technical Session on VVM 27 March 2002 Geneva
not well characterized, and calculations of MKT are not optimum. Other reports in the literature (Hospital Pharmacy Vol 35 March 2000, Air Medical Journal 19:1 Jan – March 2000 and Academic Emergency Medicine Vol 6 Number 11, Nov 1999) in which indicators were used within the proper range show a difference between indicator and data logger calculated MKTs of less than 1°C. From these references, it can be concluded that time temperature indicator labels can reliably monitor exposure to elevated temperatures.
Is the VVM color change clear, and does it convey the information to the field worker in a form that is easy to understand?
The qualification test for VVMs includes an “Observer Perception Test”. All four varieties of VVMs have met the established acceptance criteria. This was also tested independently at the Precision Measurements and Instruments Corporation in early 2001 and it was found that observers can successfully interpret the color changes in VVMs and put them in correct order from light to dark tones of exposure. One technical detail that needs to be underlined here is that VVM color change is not a wicking process as in cold chain monitor cards. It was also confirmed by the same independent institute that readings on all samples conformed to the specification for homogeneity. To date no specific complaints have been observed/received by the WHO on the difficulty for field staff of reading VVM color change to decide whether the vial should be kept for use.
18
Page 24
Q&A Technical Session on VVM 27 March 2002 Geneva
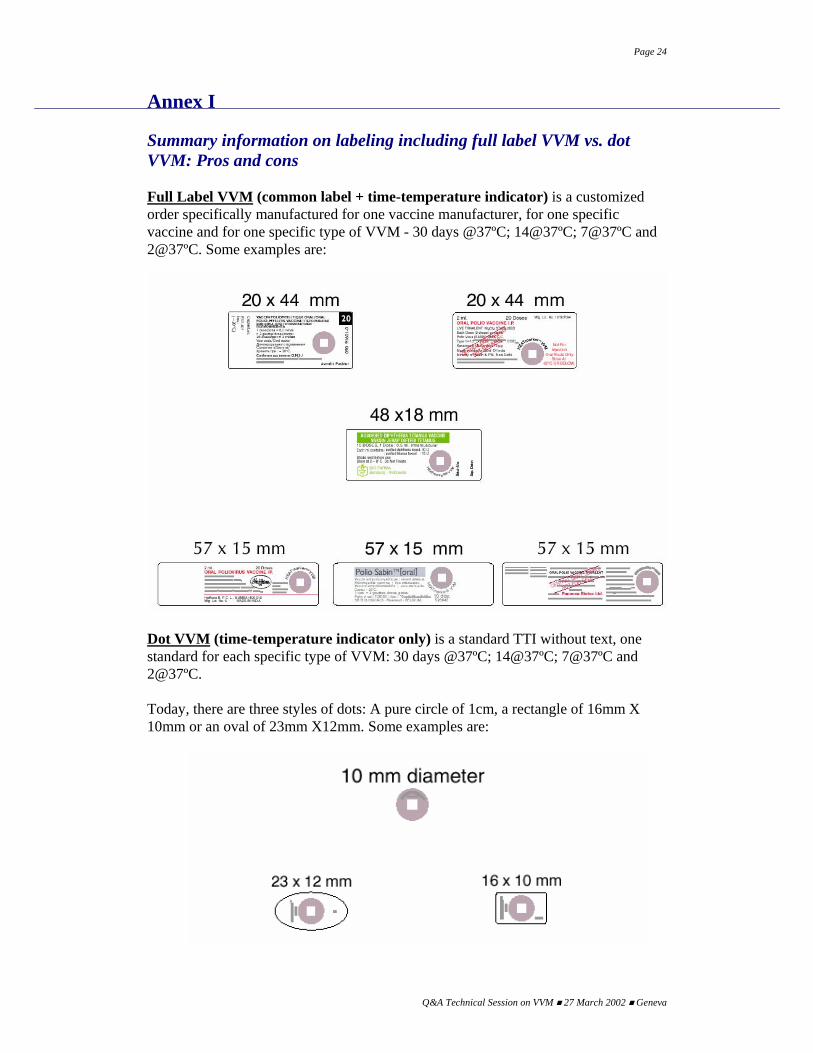
Annex I Summary information on labeling including full label VVM vs. dot VVM: Pros and cons Full Label VVM (common label + time-temperature indicator) is a customized order specifically manufactured for one vaccine manufacturer, for one specific vaccine and for one specific type of VVM - 30 days @37ºC; 14@37ºC; 7@37ºC and 2@37ºC. Some examples are:
Dot VVM (time-temperature indicator only) is a standard TTI without text, one standard for each specific type of VVM: 30 days @37ºC; 14@37ºC; 7@37ºC and 2@37ºC. Today, there are three styles of dots: A pure circle of 1cm, a rectangle of 16mm X 10mm or an oval of 23mm X12mm. Some examples are:
Page 25
Q&A Technical Session on VVM 27 March 2002 Geneva
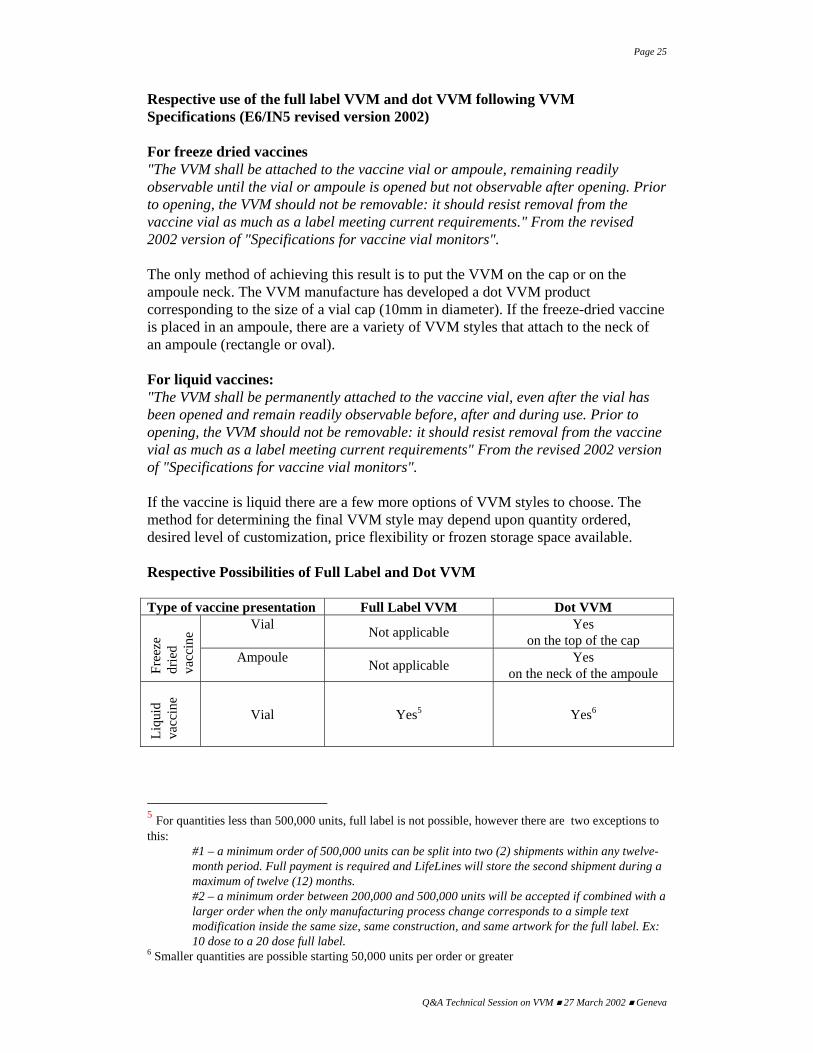
Respective use of the full label VVM and dot VVM following VVM Specifications (E6/IN5 revised version 2002) For freeze dried vaccines "The VVM shall be attached to the vaccine vial or ampoule, remaining readily observable until the vial or ampoule is opened but not observable after opening. Prior to opening, the VVM should not be removable: it should resist removal from the vaccine vial as much as a label meeting current requirements." From the revised 2002 version of "Specifications for vaccine vial monitors". The only method of achieving this result is to put the VVM on the cap or on the ampoule neck. The VVM manufacture has developed a dot VVM product corresponding to the size of a vial cap (10mm in diameter). If the freeze-dried vaccine is placed in an ampoule, there are a variety of VVM styles that attach to the neck of an ampoule (rectangle or oval). For liquid vaccines: "The VVM shall be permanently attached to the vaccine vial, even after the vial has been opened and remain readily observable before, after and during use. Prior to opening, the VVM should not be removable: it should resist removal from the vaccine vial as much as a label meeting current requirements" From the revised 2002 version of "Specifications for vaccine vial monitors". If the vaccine is liquid there are a few more options of VVM styles to choose. The method for determining the final VVM style may depend upon quantity ordered, desired level of customization, price flexibility or frozen storage space available. Respective Possibilities of Full Label and Dot VVM Type of vaccine presentation Full Label VVM Dot VVM
Vial Not applicable Yes
on the top of the cap
Free
ze
drie
d va
ccin
e
Ampoule Not applicable Yes
on the neck of the ampoule
Liqu
id
vacc
ine
Vial Yes5 Yes6
5 For quantities less than 500,000 units, full label is not possible, however there are two exceptions to this:
#1 – a minimum order of 500,000 units can be split into two (2) shipments within any twelve-month period. Full payment is required and LifeLines will store the second shipment during a maximum of twelve (12) months. #2 – a minimum order between 200,000 and 500,000 units will be accepted if combined with a larger order when the only manufacturing process change corresponds to a simple text modification inside the same size, same construction, and same artwork for the full label. Ex: 10 dose to a 20 dose full label.
6 Smaller quantities are possible starting 50,000 units per order or greater
Page 26
Q&A Technical Session on VVM 27 March 2002 Geneva
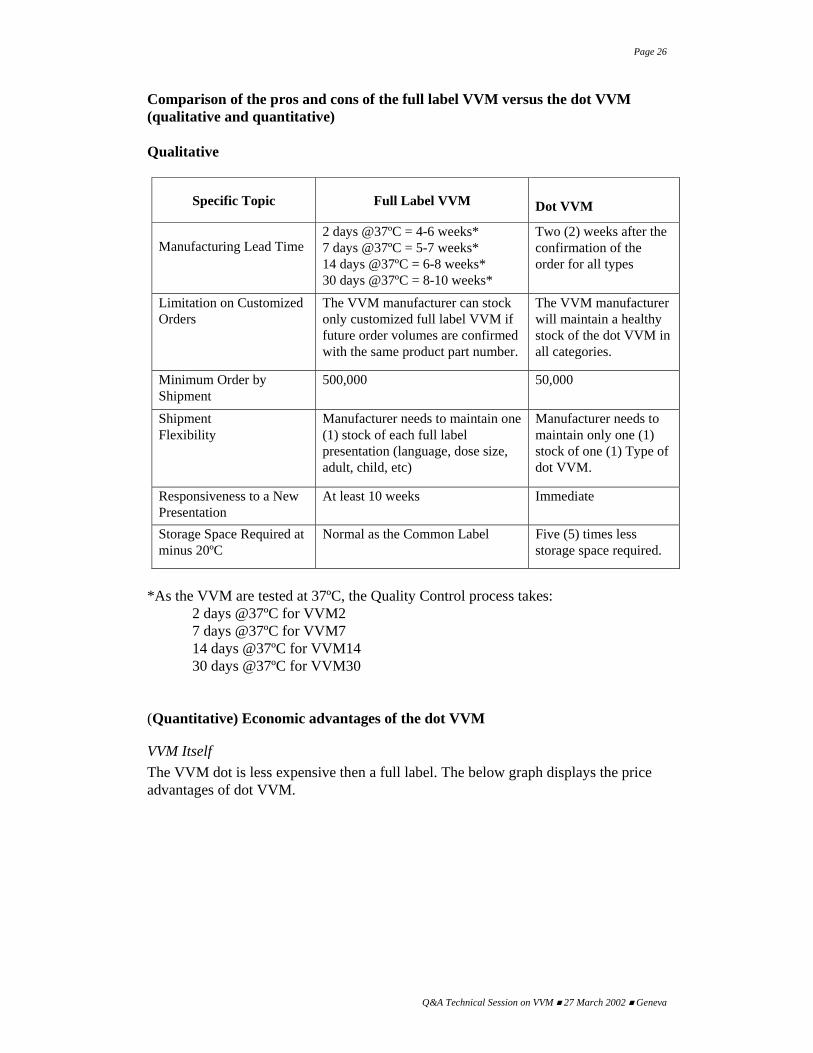
Comparison of the pros and cons of the full label VVM versus the dot VVM (qualitative and quantitative) Qualitative
Specific Topic Full Label VVM Dot VVM
Manufacturing Lead Time 2 days @37ºC = 4-6 weeks* 7 days @37ºC = 5-7 weeks* 14 days @37ºC = 6-8 weeks* 30 days @37ºC = 8-10 weeks*
Two (2) weeks after the confirmation of the order for all types
Limitation on Customized Orders
The VVM manufacturer can stock only customized full label VVM if future order volumes are confirmed with the same product part number.
The VVM manufacturer will maintain a healthy stock of the dot VVM in all categories.
Minimum Order by Shipment
500,000 50,000
Shipment Flexibility
Manufacturer needs to maintain one (1) stock of each full label presentation (language, dose size, adult, child, etc)
Manufacturer needs to maintain only one (1) stock of one (1) Type of dot VVM.
Responsiveness to a New Presentation
At least 10 weeks Immediate
Storage Space Required at minus 20ºC
Normal as the Common Label Five (5) times less storage space required.
*As the VVM are tested at 37ºC, the Quality Control process takes:
2 days @37ºC for VVM2 7 days @37ºC for VVM7 14 days @37ºC for VVM14 30 days @37ºC for VVM30
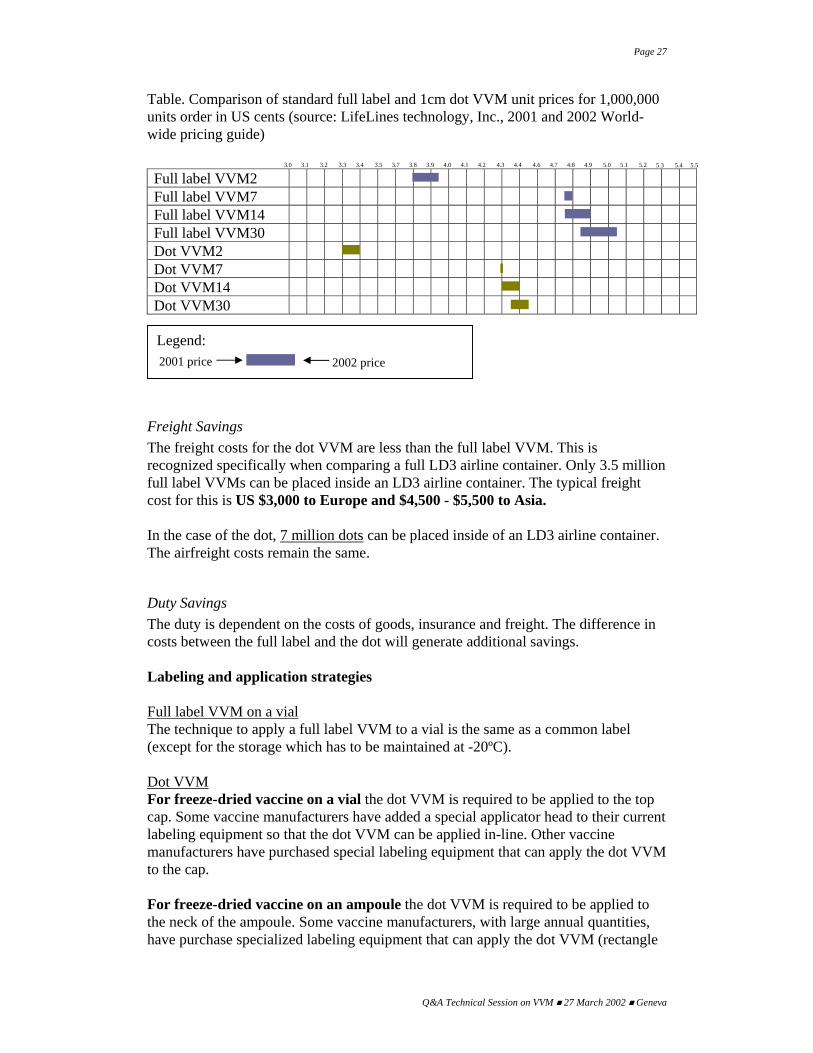
(Quantitative) Economic advantages of the dot VVM
VVM Itself The VVM dot is less expensive then a full label. The below graph displays the price advantages of dot VVM.
Page 27
Q&A Technical Session on VVM 27 March 2002 Geneva
Table. Comparison of standard full label and 1cm dot VVM unit prices for 1,000,000 units order in US cents (source: LifeLines technology, Inc., 2001 and 2002 World-wide pricing guide)
3.0 3.1 3.2 3.3 3.4 3.5 3.7 3.8 3.9 4.0 4.1 4.2 4.3 4.4 4.6 4.7 4.8 4.9 5.0 5.1 5.2
Full label VVM2
Full label VVM7 Full label VVM14 Full label VVM30 Dot VVM2 Dot VVM7 Dot VVM14 Dot VVM30
Freight Savings The freight costs for the dot VVM are less than the full label VVM. This is recognized specifically when comparing a full LD3 airline container. Only 3.5 million full label VVMs can be placed inside an LD3 airline container. The typical freight cost for this is US $3,000 to Europe and $4,500 - $5,500 to Asia. In the case of the dot, 7 million dots can be placed inside of an LD3 airline container. The airfreight costs remain the same.
Duty Savings The duty is dependent on the costs of goods, insurance and freight. The difference in costs between the full label and the dot will generate additional savings. Labeling and application strategies Full label VVM on a vial The technique to apply a full label VVM to a vial is the same as a common label (except for the storage which has to be maintained at -20ºC). Dot VVM For freeze-dried vaccine on a vial the dot VVM is required to be applied to the top cap. Some vaccine manufacturers have added a special applicator head to their current labeling equipment so that the dot VVM can be applied in-line. Other vaccine manufacturers have purchased special labeling equipment that can apply the dot VVM to the cap. For freeze-dried vaccine on an ampoule the dot VVM is required to be applied to the neck of the ampoule. Some vaccine manufacturers, with large annual quantities, have purchase specialized labeling equipment that can apply the dot VVM (rectangle
5.3 5.4 5.5
Legend: 2001 price 2002 price
Page 28
Q&A Technical Session on VVM 27 March 2002 Geneva
or oval) to the ampoule without breaking the glass ampoule neck. Other vaccine manufacturers, with small annual quantities, have chosen to apply the dot VVM to the ampoule by hand. For liquid vaccine in a vial the dot VVM is required to be applied at a location that will allow it to be shown at all times. There are three options to apply the Dot VVM onto a common label:
1. External Option Sub-contract with a local label printer to produce the common label and apply the VVM dot onto the common label.
2 Internal Option (Off-Line) The vaccine manufacturer can decide to apply the dot onto the common label (printed locally) at his facility before the vial labeling. The capital equipment costs can range from less than US$10,000 - US$30,000 for the “piggyback machines” which would need to be purchased by the vaccine manufacturer for the application of the dot.
3. Internal Option (In-Line) The vaccine manufacturer places a specialized head on the current labeling machinery in order to apply the dot onto the common label (printed locally), just before the labeling on the vial. The capital costs for the specialized head can range from US$50,000 - US$100,000 for system that includes label visualization and verification.
For Liquid Vaccine in plastic vials with resealable caps the dot VVM is required to be applied at a location that will allow it to be shown at all times. The dot is usually applied to the side of the plastic cap in a visible location. Manufacturers using this type of vial have labeling machinery with a specialized applicator head. The labeling process is performed in-line. For liquid vaccine in pre-filled device (UNIJECT packaging) the dot VVM is required to be applied at a location that will allow it to be shown at all times. The dot is applied to the syringe packaging at the end of the production process directly on to the unique packaging. This allows the dot VVM to be seen until the packaging is broken and the mono-dose syringe removed.
Page 29
Q&A Technical Session on VVM 27 March 2002 Geneva
Annex II Application Equipment Manufacturers LifeLines Technology, Inc., has interviewed some major labeling equipment manufacturers and reports as follows: Neri is a labeling machinery manufacturer located in Italy. Neri is a part of the Marchesini Group. They have a local presence in North America, South America, Europe and Australia. Neri currently supplies some of the labeling equipment used by GlaxoSmithKline (Belgium). The contact at Neri is confident that they can produce a “piggyback machine” that can apply the dot, verify the dot and count labels either in-line or off-line. He expects their machine to hold register at 0.5mm or better and can run at 300-400 labels per minute. They are currently building 2 machines for a major vaccine producer. A simple “piggyback machine” with counting and verification sensors is estimated to cost US$25,000. Contact person: Dr. Giuseppe Cardini Engineering Manager +39/055.84.19.11 www.nerispa.it Libra is a labeling machinery manufacturer located in Italy. Libra is part of the IMA Group with offices and local support in the USA, Spain, Germany, South America, India, China and Japan. Libra currently supplies some of the labeling equipment used by Aventis Pasteur (France). The contact at Libra is confident that they can produce a “piggyback machine” that can apply the dot, verify the dot and count the labels. He suggested that a dual unwind and rewind system be added to the system to allow for continuous feed and higher output. He expects the machine to hold register at 0.5mm or better and run at 400-450 labels per minute. A simple “piggyback machine” with counting and verification is estimated to cost US$20,000 - $30,000. If the dual unwind and rewinds are added to the machine, the costs rise to US$60,000. Contact person: Mr. Claudio Bechini - Marketing & Sales Manager +39/055.88.32.31 www.ima.it Maharshi - is a labeling equipment manufacturer located in Ahmedabad, India. Maharshi International belongs to the GOPINATH group. GOPINATH started its group in the beginning of 1980, with the establishment of manufacturing facilities in the name of GOPINATH engineering company. This group was solely established for the purpose of manufacturing equipments for pharmaceuticals industry. They manufacture label application equipment, filling equipment, washing equipment conveyors and perform label printing. They have six (6) manufacturing plants in India. They export to South America, Africa, Saudi Arabia, Bangledesh, China and other Asian countries. Maharshi supplies some labeling equipment to Panacea Biotec and has received orders from other Indian vaccine suppliers for a “piggyback” machine. A simple “piggyback” machine can be purchased for about US$10,000. Contact Person – Mr. Rajesh Shah (Managing Director) 011-91-79-642-4883 www.maharshi.com