Embed Size (px)
Citation preview

Product, Process, and Product, Process, and Production ScheduleProduction Schedule
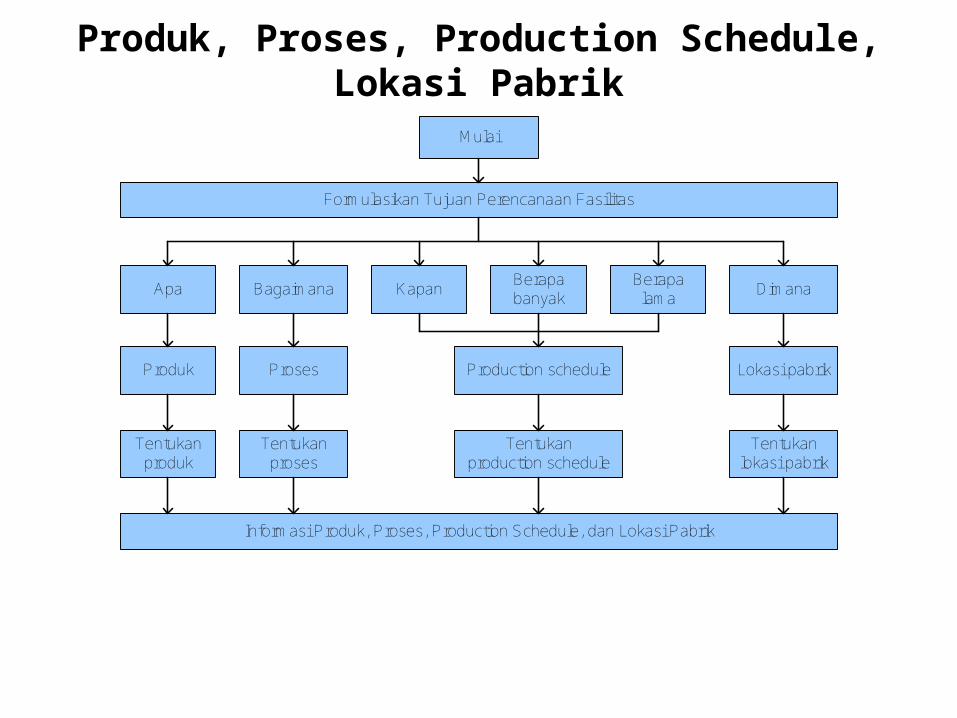
Produk, Proses, Production Schedule, Lokasi Pabrik
Mulai
Formulasikan Tujuan Perencanaan Fasilitas
Apa Bagaimana KapanBerapa banyak
Berapa lama
Dimana
Produk Proses Production schedule Lokasi pabrik
Tentukan produk
Tentukan proses
Tentukanproduction schedule
Tentukan lokasi pabrik
Informasi Produk, Proses, Production Schedule, dan Lokasi Pabrik

Produk, Proses, Production Schedule, Lokasi PabrikInformasi Produk, Proses, Production Schedule, dan Lokasi Pabrik
Model Layout Fasilitas
Teori Antrian Model matematik Simulasi
Model Kualitatif:§ Peta hubungan§ Indeks kedekatan
Informasi Luas Lantai:§ Luas lantai yang dibutuhkan§ Lebar gang§ Tata letak yang ada (?)
Model Kuantitatif:§ Peta from-to§ Aliran material§ Ongkos material handling
Algoritma
Algoritma berbasis kedekatan Algoritma berbasis jarak/ongkos
CORELAP/BLOCPLAN/... CRAFT/BLOCPLAN LayOPT/...
Pilih Teknik/Metode untuk Perancangan Tata Letak Fasilitas
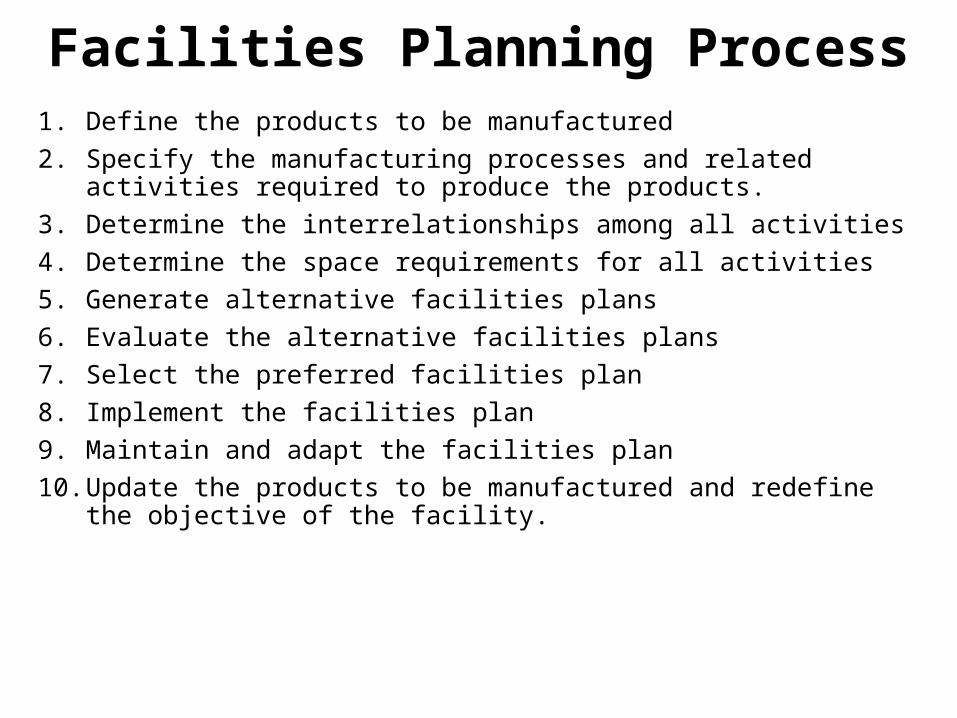
Facilities Planning Process1. Define the products to be manufactured
2. Specify the manufacturing processes and related activities required to produce the products.
3. Determine the interrelationships among all activities
4. Determine the space requirements for all activities
5. Generate alternative facilities plans
6. Evaluate the alternative facilities plans
7. Select the preferred facilities plan
8. Implement the facilities plan
9. Maintain and adapt the facilities plan
10. Update the products to be manufactured and redefine the objective of the facility.
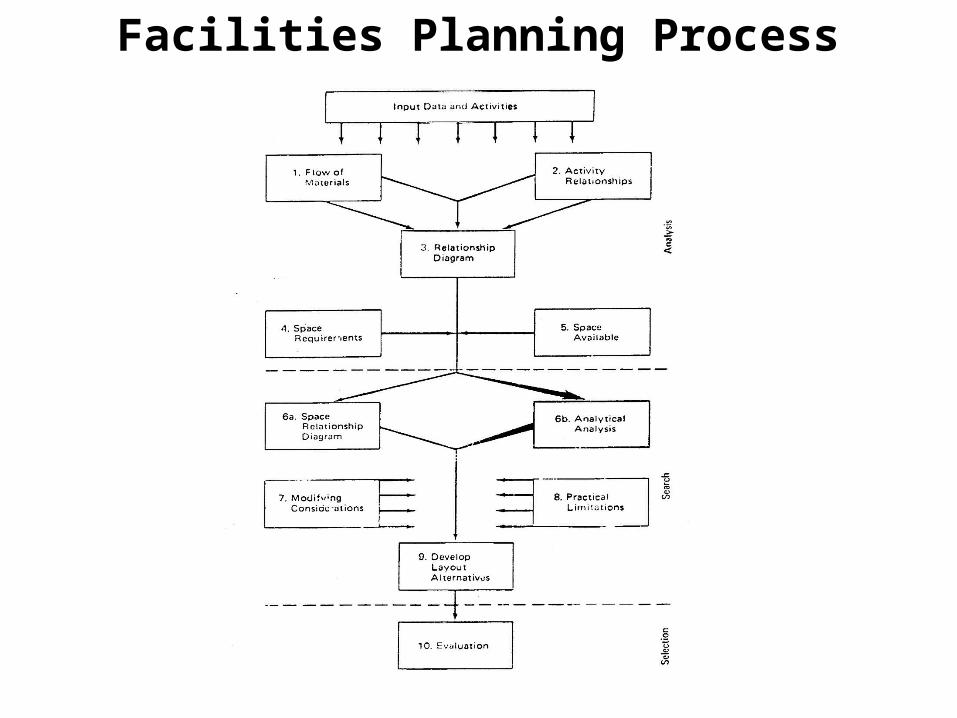
Facilities Planning Process
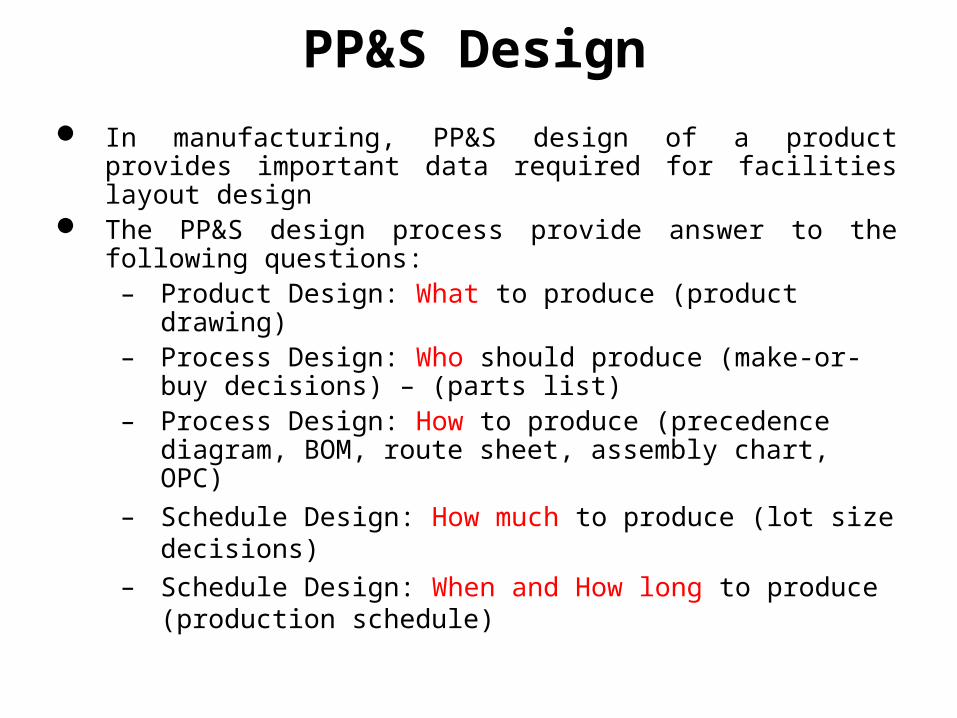
In manufacturing, PP&S design of a product provides important data required for facilities layout design
The PP&S design process provide answer to the following questions:
– Product Design: What to produce (product drawing)– Process Design: Who should produce (make-or-buy
decisions) – (parts list)– Process Design: How to produce (precedence
diagram, BOM, route sheet, assembly chart, OPC)
– Schedule Design: How much to produce (lot size decisions)
– Schedule Design: When and How long to produce (production schedule)
PP&S Design
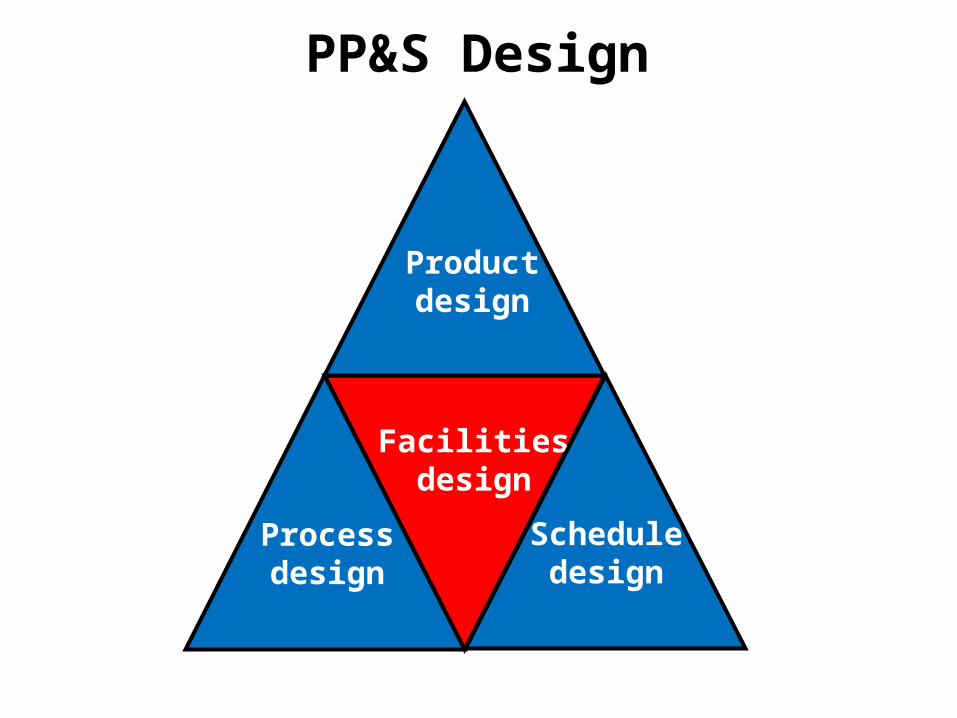
PP&S Design
Facilitiesdesign
Productdesign
Processdesign
Scheduledesign
Involves both determination of which products are to be produced and the detailed design of individual products.
The decisions – products to be produced are generally made by top management
Detailed operational specification, pictorial representation, and prototype of the product are important input for the facility designer
Detailed component part drawings are needed for each component
Product Design

The products manufactured by a company a provide important information about:
Processes or equipment required
Material handling methods and systems needed
The arrangement of production, auxiliary equipment, and service facilities
Before beginning to design a facility, analysts must know not only the types of products manufactured but also their production volume
Product Analysis
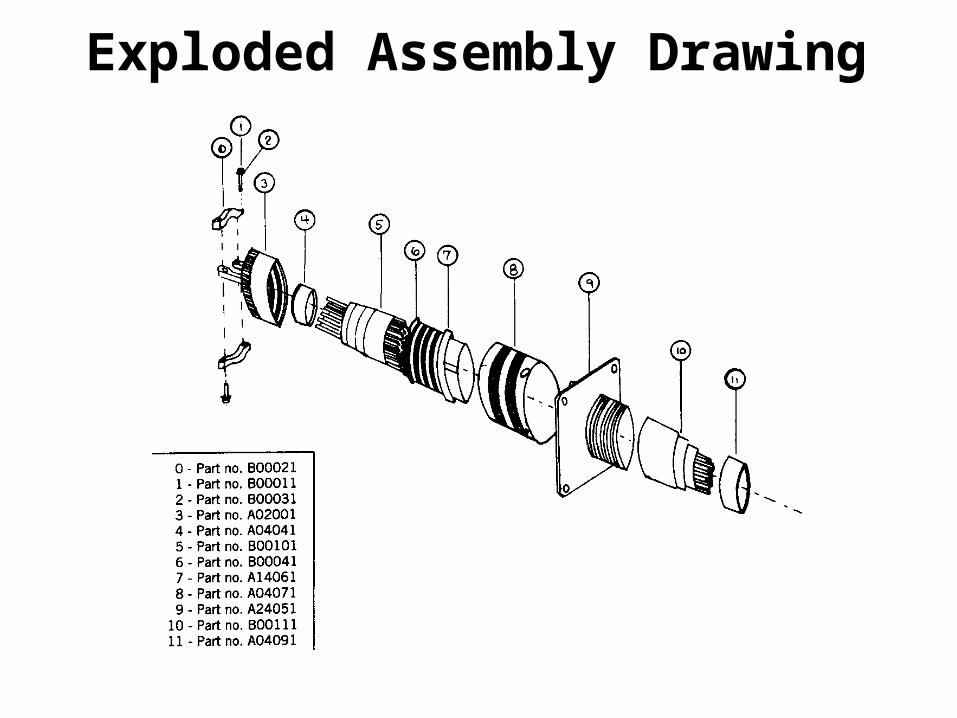
Exploded Assembly Drawing

Exploded Part Pothograph

Component Part Drawing

Component Part Drawing
Process DesignThe process designer is responsible for determining how the
product to be produced.Should a particular product, subassembly, or part to be
produced in-house or subcontracted to a supplier (make-or-buy decisions)
Determine how parts will be produced, which equipment will be used, how long it will take to perform the operation.
Identifying Required Processes– Parts List
Selecting the Required Processes– CAPP– The outputs from the process selection are the processes,
equipment, and raw materials required for the in-house production products (Route Sheet)

Part List
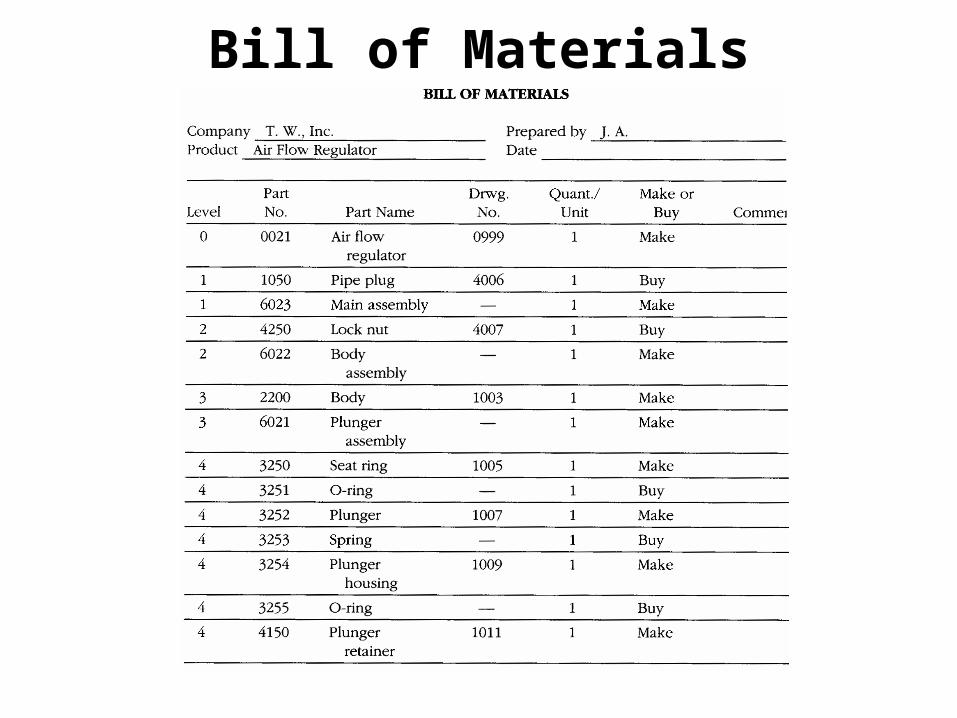
Bill of Materials
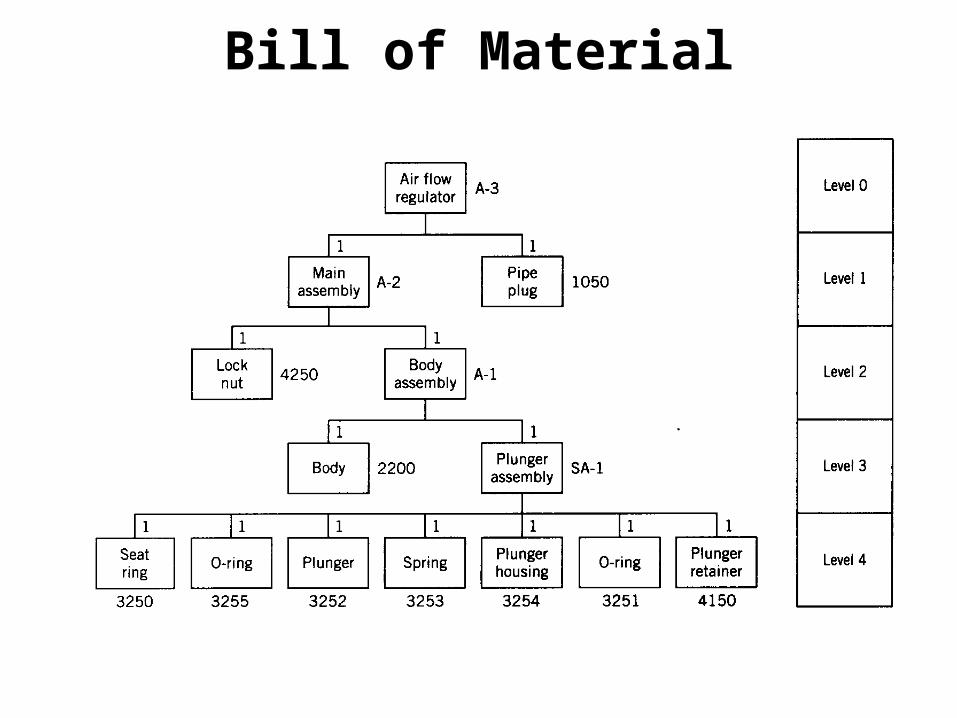
Bill of Material

Route Sheet
Process Design
Sequencing the Required Processes– Assembly Chart– Operation Process Chart (OPC)– Precedence Diagram
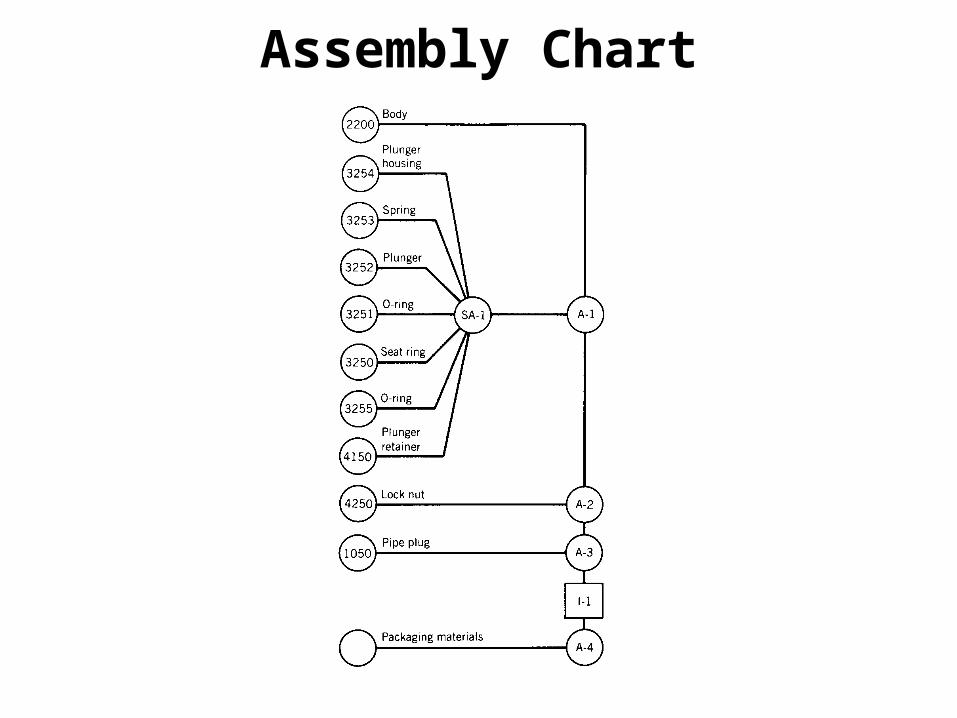
Assembly Chart
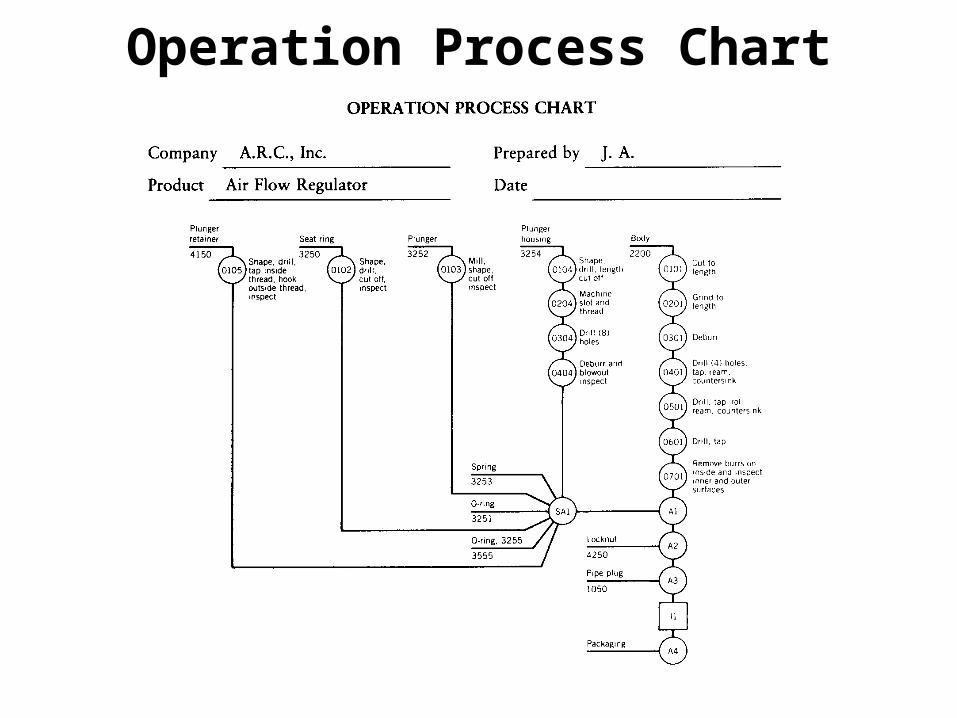
Operation Process Chart
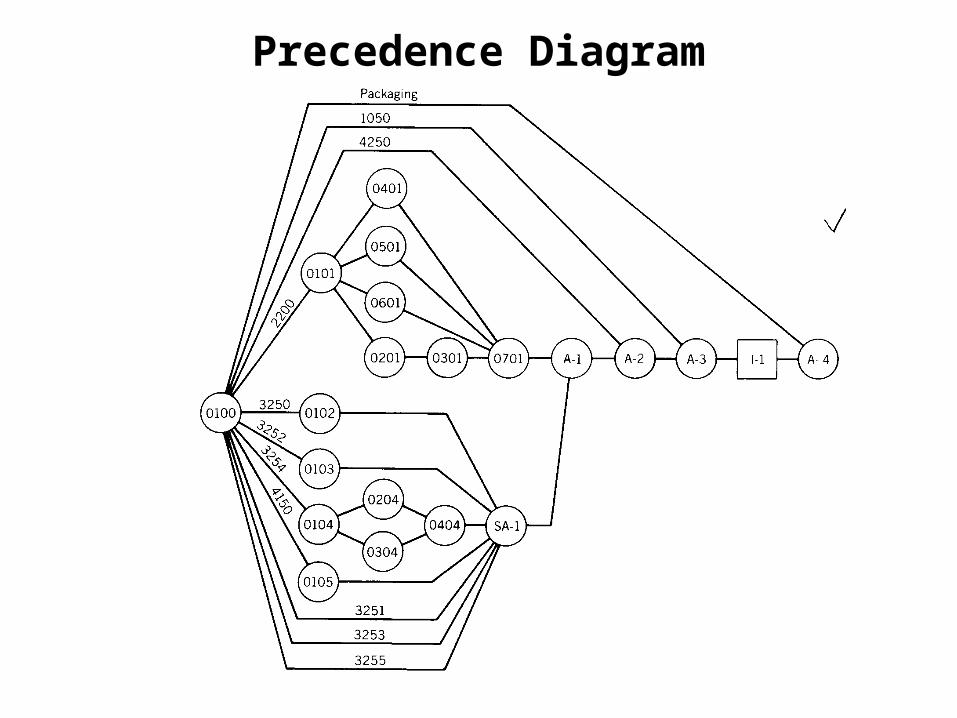
Precedence Diagram
Schedule Design
How much to produce and When to produce Schedule design decisions impact machine selection,
number of machines, number of shifts, number of employees, space requirement, storage requirement, material handling equipment, etc.
Information is needed concerning production volume, trends, and the predictability of future demands for the products to be produced.
Market Information Process Requirement
– Process design: Determines the specific equipment types required to produce the product
– Schedule design: determines the number of each of equipment type required to meet the production schedule
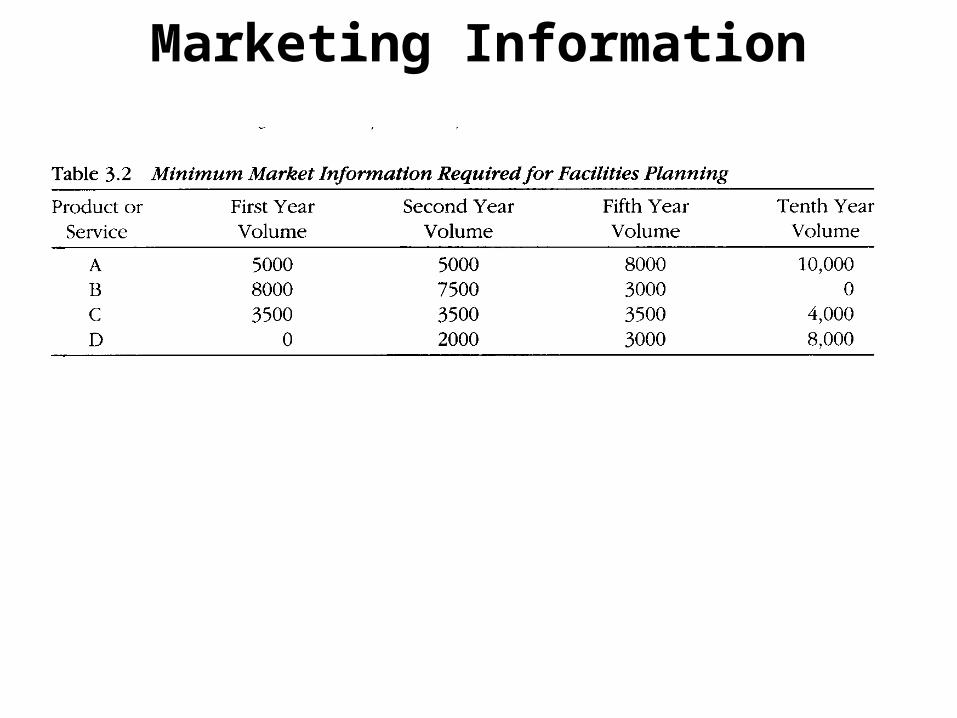
Marketing Information
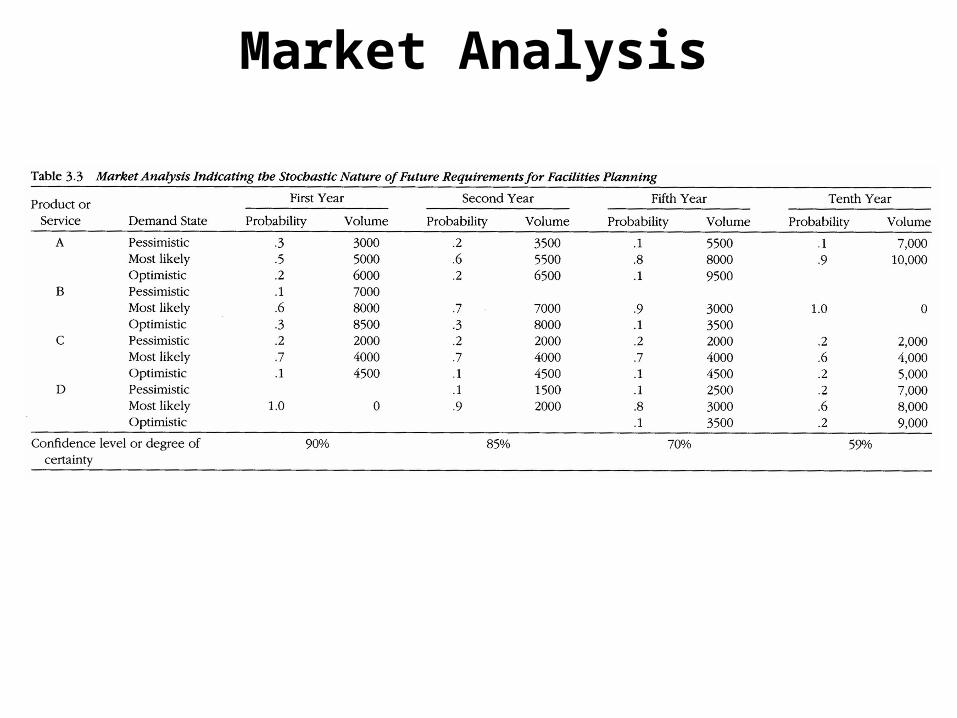
Market Analysis
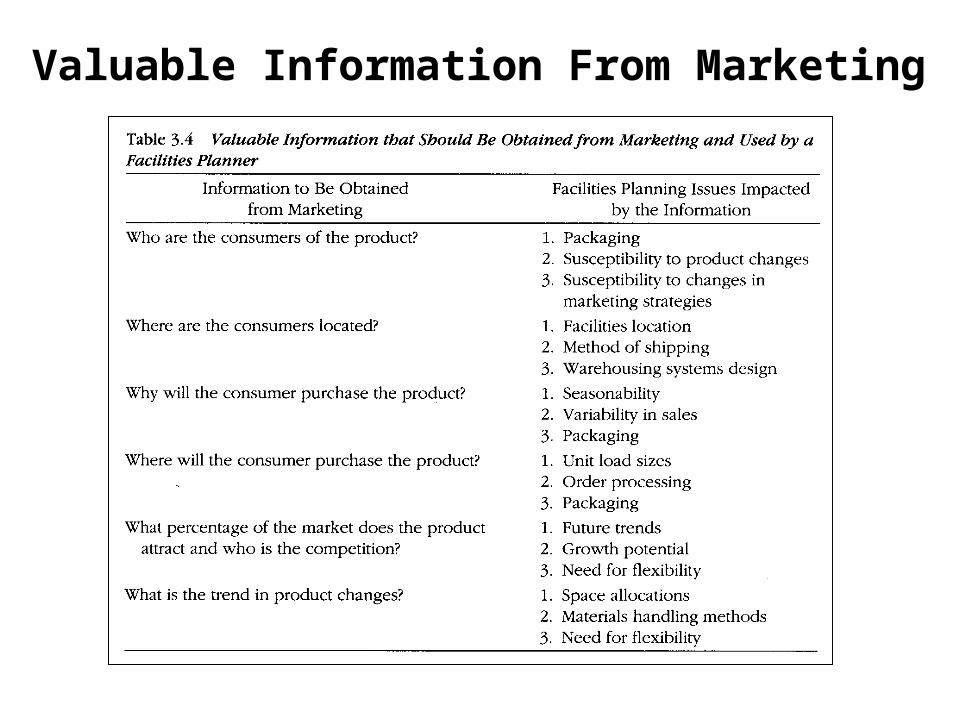
Valuable Information From Marketing
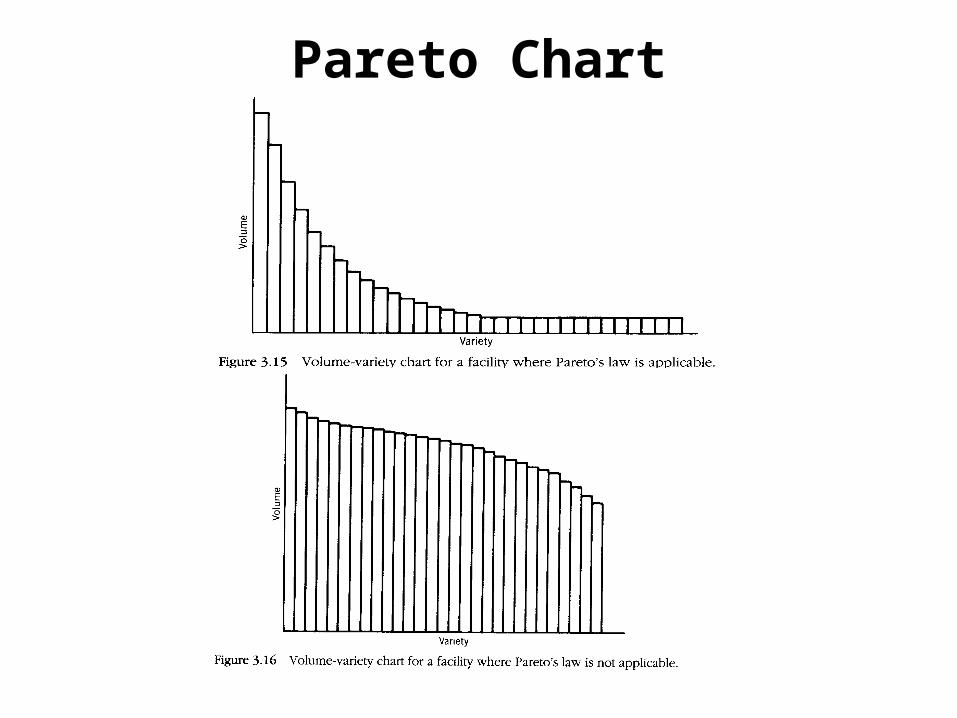
Pareto Chart
Schedule Design
Specification of process requirements – Determine the quantity of components that
must be produced, including scrap allowance– Determine the equipment requirements for
each operation– Combines the operation requirements to
obtain overall equipment requirements Scrap estimates Equipment fraction
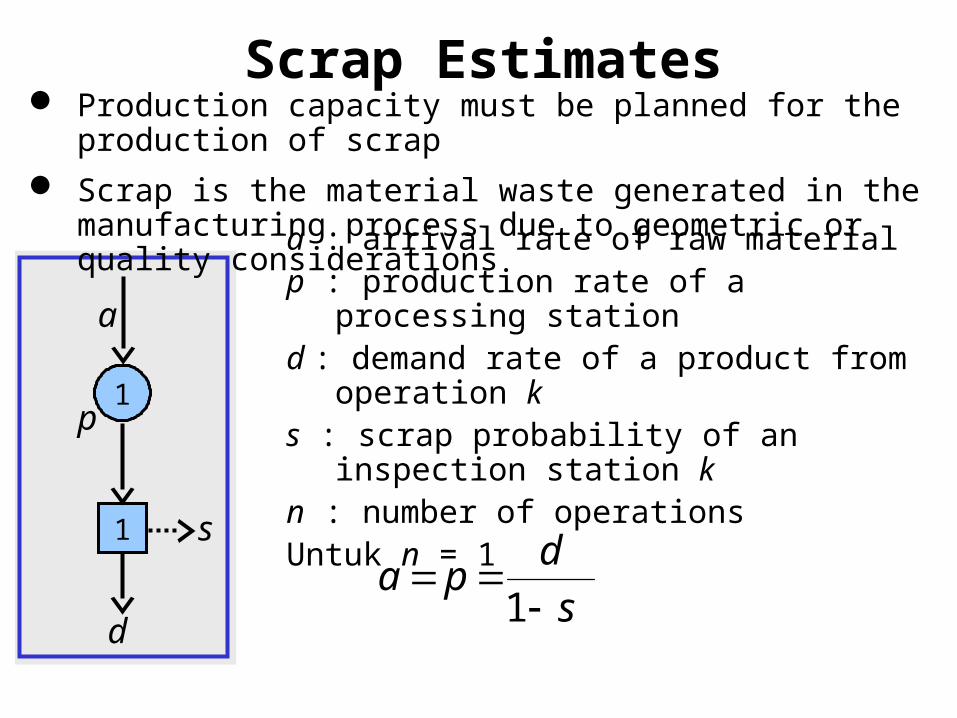
a : arrival rate of raw material p : production rate of a processing stationd : demand rate of a product from operation ks : scrap probability of an inspection station kn : number of operationsUntuk n = 1
Scrap Estimates
s
dpa
1
1
1
d
p
a
s
Production capacity must be planned for the production of scrap
Scrap is the material waste generated in the manufacturing process due to geometric or quality considerations
Scrap Estimates
1
1
d1
p1
a1
s1
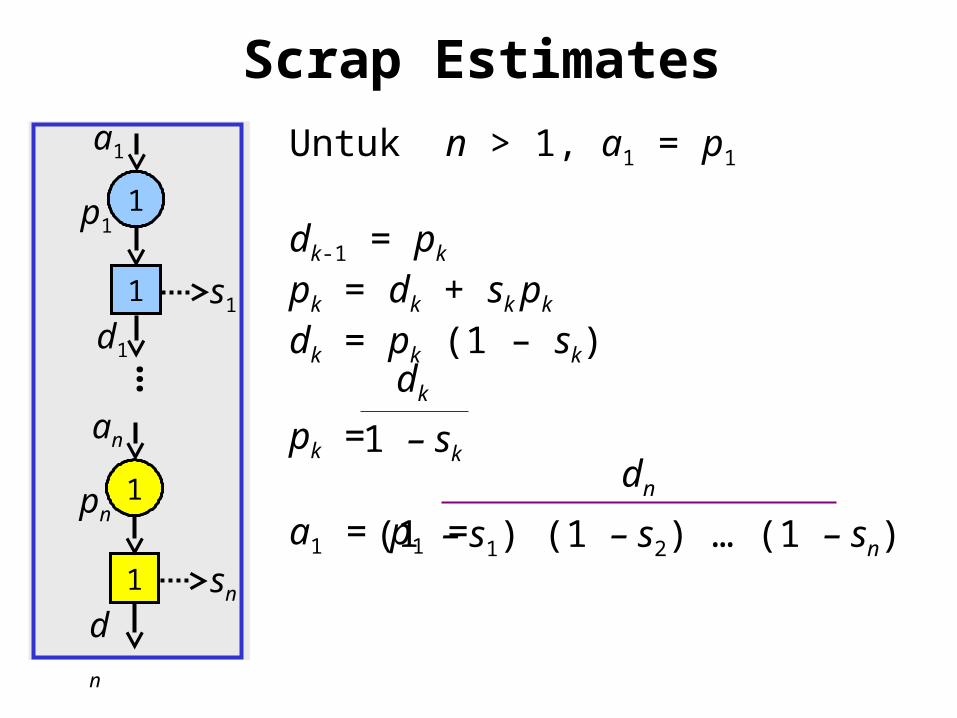
Untuk n > 1, a1 = p1
dk-1 = pk
pk = dk + sk pk
dk = pk (1 – sk)
pk =
a1 = p1 =
dk
1 – skdn
(1 – s1) (1 – s2) … (1 – sn)1
1
dn
pn
an
sn
…

Scrap EstimatesA product have a market estimate of 97,000 components and requires three processing steps (turning, milling, and drilling) having scrap estimates of P1=0.04, P2=0.01, and P3=0.03. The market estimate is the output required from step 3.
components 219,10504.01
010,101
components 010,10101.01
000,100
components 000,10003.01
000,97
11
22
33
pa
pa
pa
components 219,105)04.01)(01.01)(03.01(
000,9711
pa
1
1
d
r
p
a
s
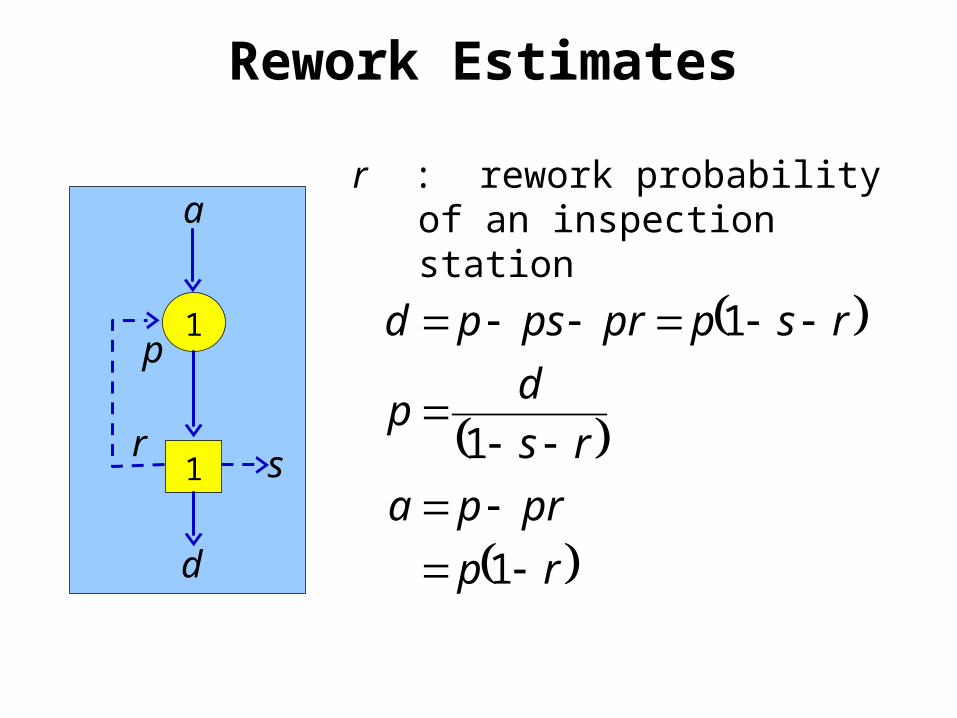
Rework Estimates
r : rework probability of an inspection station
rp
prpa
rs
dp
rspprpspd
1
1
1

Scrap Estimates
Production capacity must be planned for the production of scrap
Scrap is the material waste generated in the manufacturing process due to geometric or quality considerations
Pk represent the percentage of scrap produced on the kth operation
Ok represent the desired output on nondefect product from operation k
Ik represent the production input to operation k
Equipment Fractions
Equipment requirements are a function of the following factors:
Number of shift Setup times Degree of flexibility Layout type Total productive maintenance
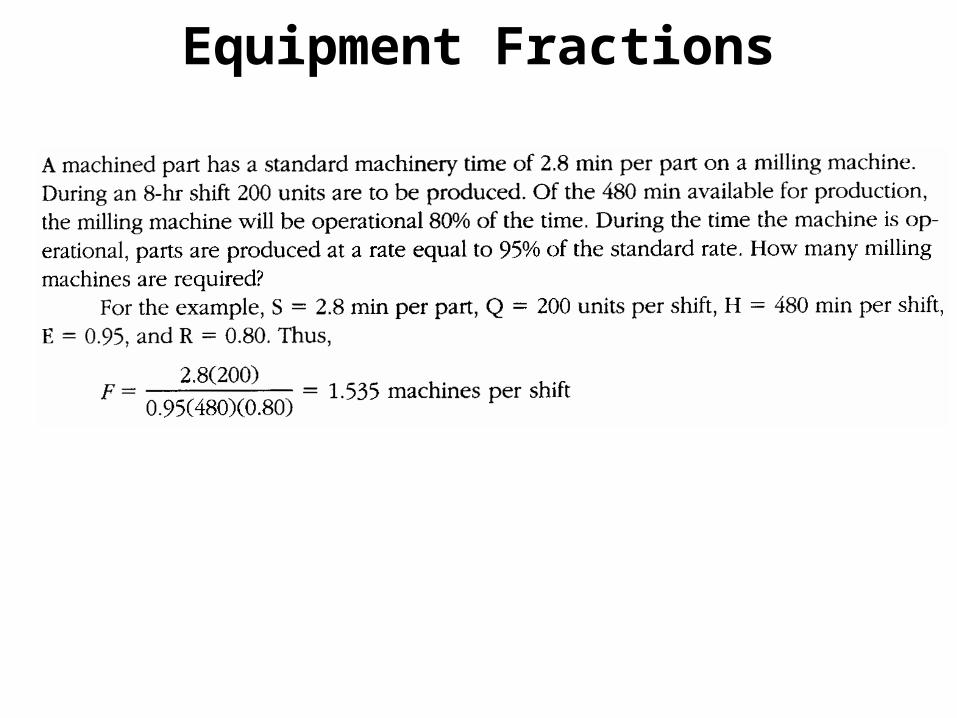
Equipment Fractions

Equipment Selection
Analyst must know the required types and quantities of production and support equipment before making layout decisions
To determine the required types of equipment, one must first know what types of basic production processes are required (e.g., forging, drill holes, etc) and then match the available equipment with these process
Production equipment is typically classified into types based on its function
Design analyst must have at least a rough idea of what types of machines are capable of meeting processing needs, what support facilities are required, and approximately how many of these are need
The production equipment selection problem is critical in the design of a system

Equipment Selection
By determining the right quantities and types of equipment, one can achieve these benefits (Heragu and Kusiak, 1987): Make efficient use of the budget for capital
equipment purchases Make efficient use of maintenance and
operating budgets Increase machine utilization Make efficient use of available space because
fewer pieces of equipment are purchased to meet production needs now an in the future
Traditional Model
Based on the number of required products, desired production rate, production efficiency of the equipment required to process the products, standard processing times for the operations required and time for which machines are available.
Shubin and Madeheim (1951) presented formula for determining the type and quantity of required production equipment
Traditional Model
P : desired production rate, in units per day
: eficiency of the machine
: time (in hours) for which machine is available per day
t : time (in hours) required to process one unit of product at the machine
NM : number of units of the machine required
tP
NM
where [.] is smalest integer greater than or equal to

Traditional Model
Miller and Schmidt (1984) presented model of more than one stage of production using backward analysis to determine the desired production rate at each stage
It assumes that if an item is not processed within allowed tolerances, it cannot be used and is scrapped
In many situation, units that do not conform to production specifications may be reworked
It is difficult to handle the case when more than one product is processed

Traditional Model
Sl is the scrap rate at stage l, expressed as a
fraction, Nol is the number of good units required
at the output of stage l, and Nil is the number of units required at the input of state l, then the number of good units required at the output of stage l is equal to the number of input units minus scrap (Nol=Nil – SlNil)
l
olil S
NN
1
Linear Programming Model
NotationOi operation type i, i=1,2,…,o
Mi production equipment type i, i=1,2,…,m
Pi part type i, i=1,2,…,p
MHi material handling system type i, i=1,2,…,n
cij cost of performing operation Oi on production equipment type Mj
hij cost of handling part type Pi using material handling system type MHj
Linear Programming Model
tij time required to perform operation Oi on production equipment type Mj
Sij time required to transport part type Pi using material handling carrier type MHj
j time available on production equipment type Mj
j time available on material handling carrier type MHj
NOi number of operations Oi to be performed
NPi number of units of part type Pi to be manufactured
Linear Programming Model
Cj cost of production equipment type Mj
Hj cost of material handling system MHj
B total budget available
Decision Variablexij number of operations Oi to be performed on
production equipment type Mj
yij number of units of part type Pi to be transported on material handling system type MHj
Linear Programming Model
NMj number of units of production equipment type Mj selected
NMHj number of units materal handling system type MHj selected
Objective FunctionM1 minimize the operating and handling cost of
the parts manufactured and the procurement cost of production and material handling equipment

Linear Programming Model
n
iii
m
iii
p
i
n
jijij
o
i
m
jijij NMHHNMCyhxc
111 11 1
Minimize
Subject to
i
n
jij
jj
o
iijij
i
m
jij
NPy
NMxt
NOx
1
1
1
i = 1,2,…,o
j = 1,2,…,m
i = 1,2,…,p (4)
(3)
(2)

Linear Programming Model
BNMHHNMC
NMHjys
n
iii
m
iii
j
p
iijij
11
1
j = 1,2,…,n
xij ≥ 0 and integer i = 1,2,…,o, j = 1,2,…,m (7)
yij ≥ 0 and integer i = 1,2,…,p, j = 1,2,…,n (8)
NMj ≥ 0 and integer j = 1,2,…,m (9)
NMHj ≥ 0 and integer j = 1,2,…,n (10)
(6)
(5)
Linear Programming Model
n
iii
p
i
n
jijij NMHHyh
11 1
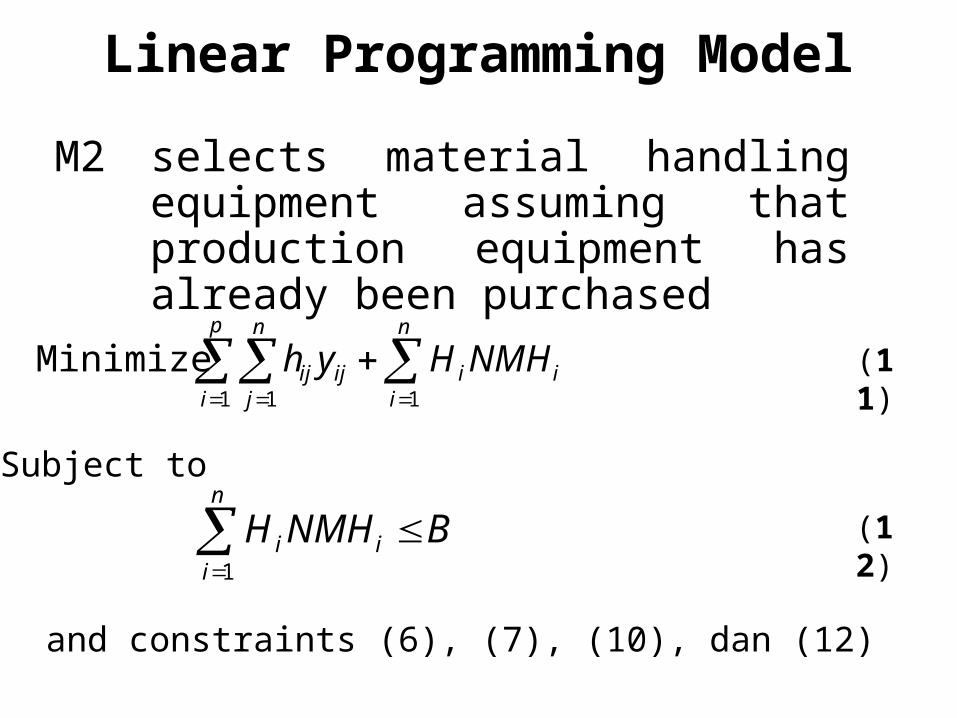
Minimize
Subject to
BNMHHn
iii
1
(11)
(12)
M2 selects material handling equipment assuming that production equipment has already been purchased
and constraints (6), (7), (10), dan (12)
Linear Programming Model
m
iii
o
i
m
jijij NMCxc
11 1
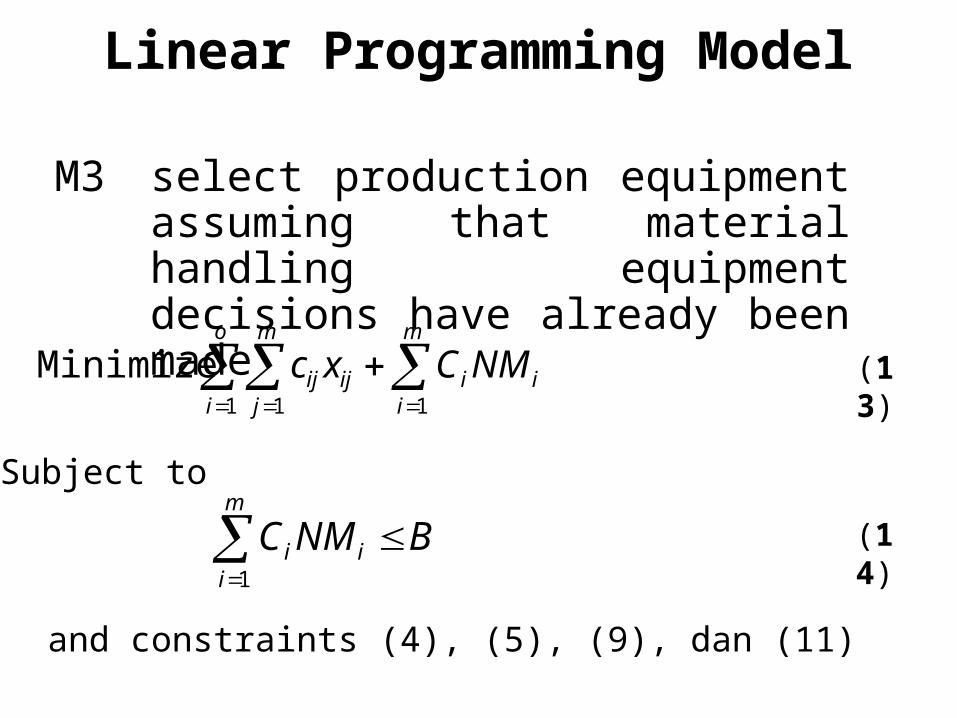
Minimize
Subject to
BNMCm
iii
1
(13)
(14)
M3 select production equipment assuming that material handling equipment decisions have already been made
and constraints (4), (5), (9), dan (11)
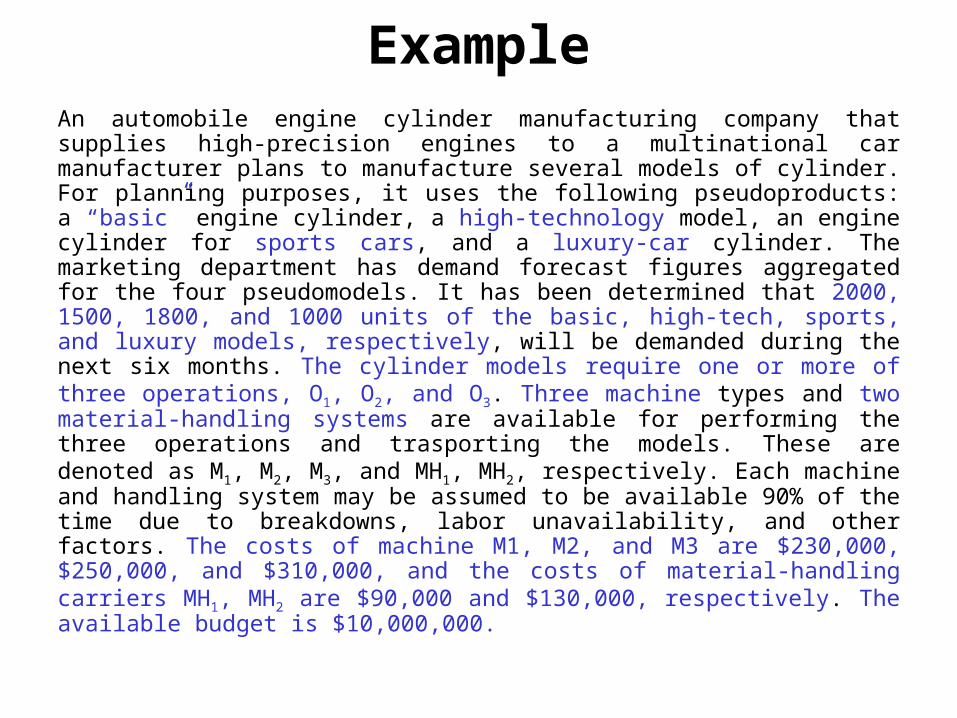
ExampleAn automobile engine cylinder manufacturing company that supplies high-precision engines to a multinational car manufacturer plans to manufacture several models of cylinder. For planning purposes, it uses the following pseudoproducts: a “basic” engine cylinder, a high-technology model, an engine cylinder for sports cars, and a luxury-car cylinder. The marketing department has demand forecast figures aggregated for the four pseudomodels. It has been determined that 2000, 1500, 1800, and 1000 units of the basic, high-tech, sports, and luxury models, respectively, will be demanded during the next six months. The cylinder models require one or more of three operations, O1, O2, and O3. Three machine types and two material-handling systems are available for performing the three operations and trasporting the models. These are denoted as M1, M2, M3, and MH1, MH2, respectively. Each machine and handling system may be assumed to be available 90% of the time due to breakdowns, labor unavailability, and other factors. The costs of machine M1, M2, and M3 are $230,000, $250,000, and $310,000, and the costs of material-handling carriers MH1, MH2 are $90,000 and $130,000, respectively. The available budget is $10,000,000.
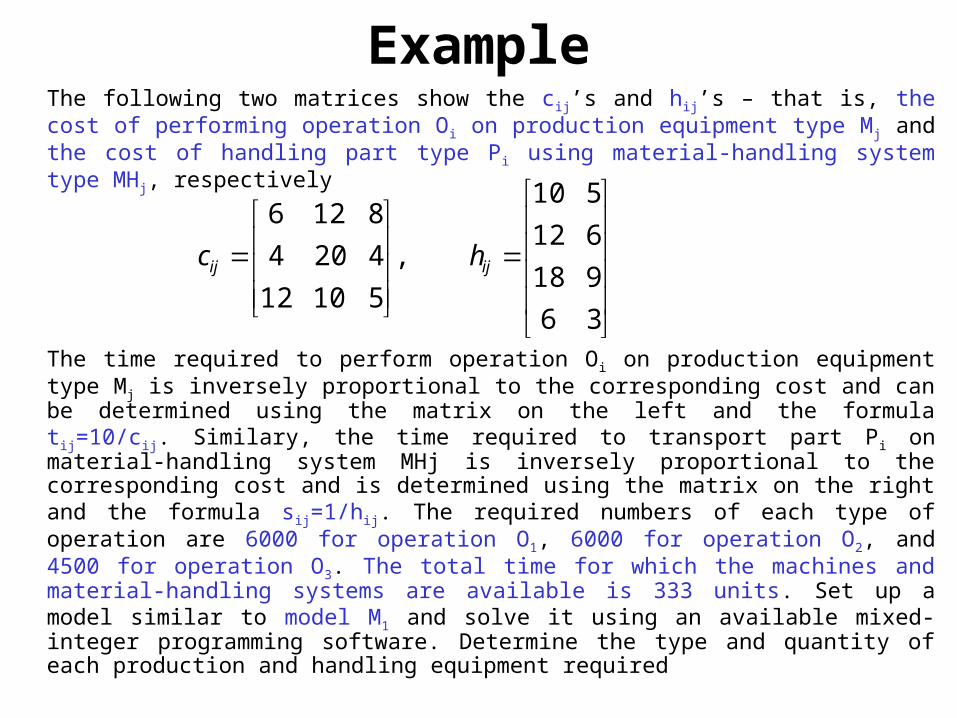
ExampleThe following two matrices show the cij’s and hij’s – that is, the cost of performing operation Oi on production equipment type Mj and the cost of handling part type Pi using material-handling system type MHj, respectively
The time required to perform operation Oi on production equipment type Mj is inversely proportional to the corresponding cost and can be determined using the matrix on the left and the formula tij=10/cij. Similary, the time required to transport part Pi on material-handling system MHj is inversely proportional to the corresponding cost and is determined using the matrix on the right and the formula sij=1/hij. The required numbers of each type of operation are 6000 for operation O1, 6000 for operation O2, and 4500 for operation O3. The total time for which the machines and material-handling systems are available is 333 units. Set up a model similar to model M1 and solve it using an available mixed-integer programming software. Determine the type and quantity of each production and handling equipment required
36
918
612
510
,
51012
4204
8126
ijij hc
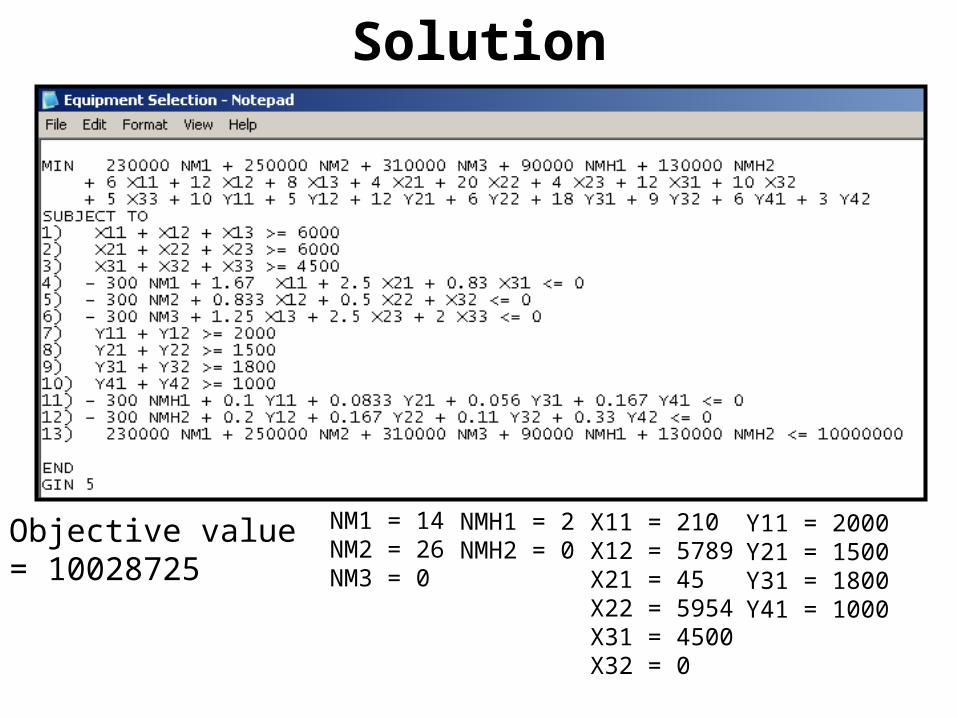
Solution
NM1 = 14NM2 = 26NM3 = 0
NMH1 = 2NMH2 = 0
X11 = 210X12 = 5789X21 = 45X22 = 5954X31 = 4500X32 = 0
Y11 = 2000Y21 = 1500 Y31 = 1800Y41 = 1000
Objective value = 10028725
Machine Assignment Problem
How decisions regarding the assignment of machines to operators can affect the number of employees
The assignment of operators to semiautomatic production equipment
It is assumed: the machines are identical, setup time is constant, machine time is constant, inspect and pack part are constant, travel time between machines and prepare parts for machining are independent
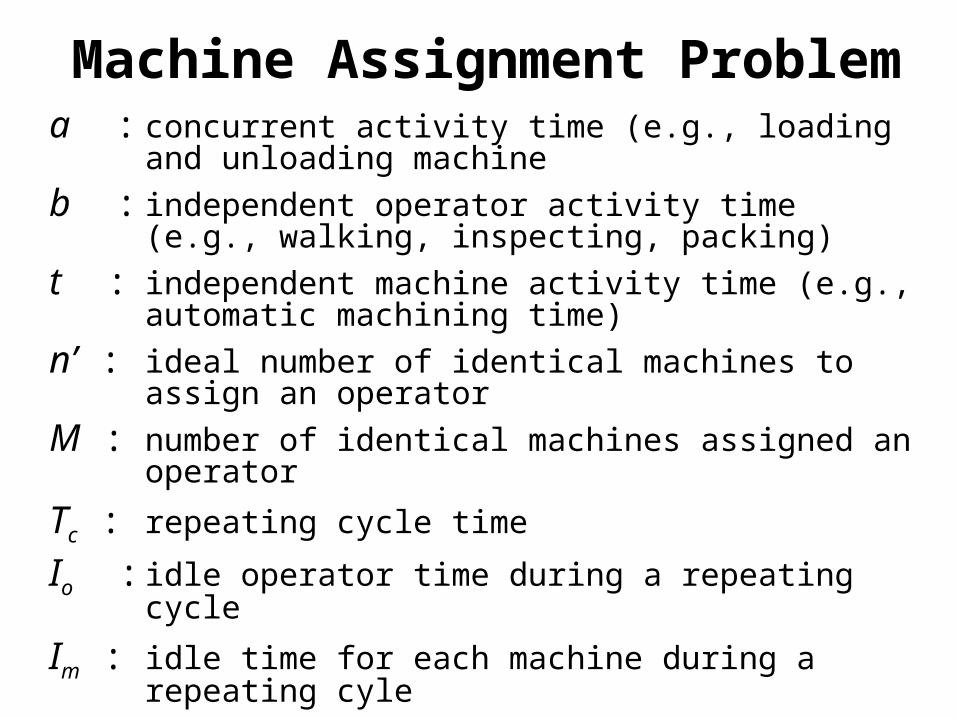
Machine Assignment Problema : concurrent activity time (e.g., loading and unloading
machine
b : independent operator activity time (e.g., walking, inspecting, packing)
t : independent machine activity time (e.g., automatic machining time)
n’ : ideal number of identical machines to assign an operator
M : number of identical machines assigned an operator
Tc : repeating cycle time
Io : idle operator time during a repeating cycle
Im : idle time for each machine during a repeating cyle
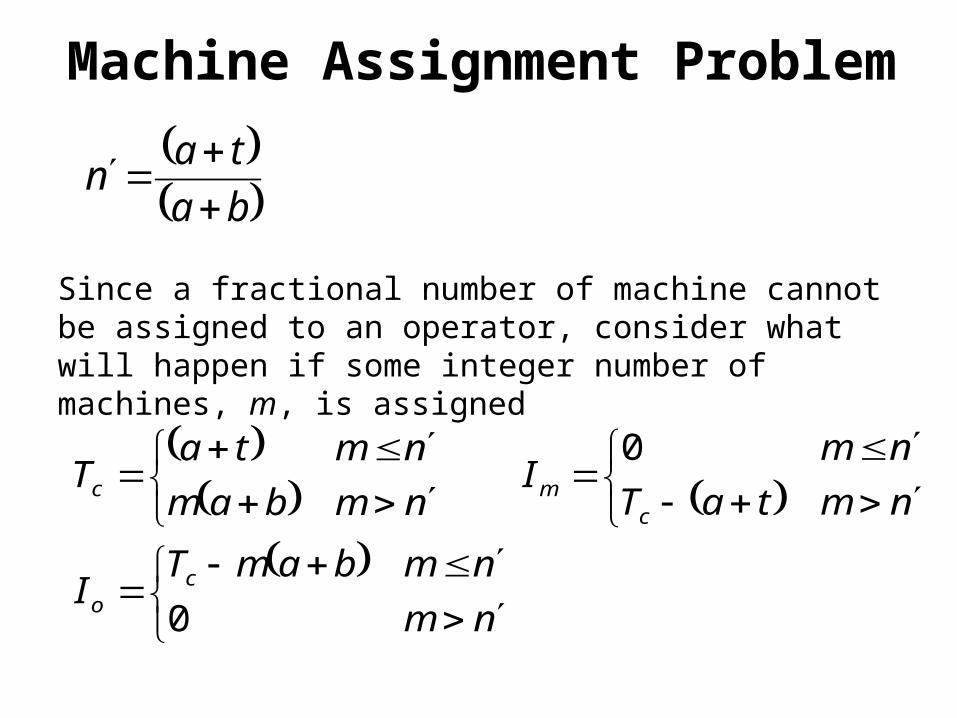
Machine Assignment Problem
ba
tan
Since a fractional number of machine cannot be assigned to an operator, consider what will happen if some integer number of machines, m, is assigned
nm
nmbamTI
nmtaT
nmI
nmbam
nmtaT
co
cmc
0
0

56
Machine Assignment Problem
For the example, a = 2 minutes, b = 1 minutes, and t = 6 minutes. Therefore,
0
minute 1629
minutes 9123
machines, 3 m If
machines 67.221
62
o
cm
c
I
baTI
bamT
ba
tan
Personnel Requirements Analysis
To determine the actual number of employees needed by considering such factors as :
Labor force (unionized or nonunionized) Level of automation Production rate Management policies on subcontracting and overtime Salary rates in the area Health insurance rates Rules set by OSHA
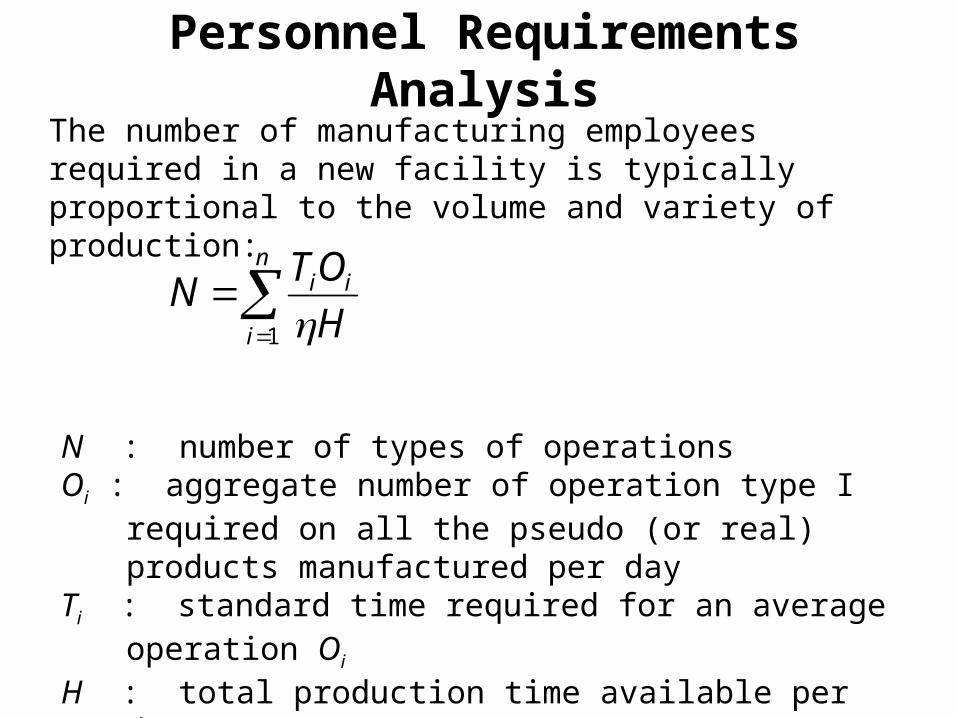
Personnel Requirements AnalysisThe number of manufacturing employees required in a new facility is typically proportional to the volume and variety of production:
N : number of types of operationsOi : aggregate number of operation type I required on all the
pseudo (or real) products manufactured per dayTi : standard time required for an average operation Oi
H : total production time available per day : assumed production efficiency of the plant
n
i
ii
H
OTN
1
Space Requirements
The most difficult determination in facilities planning
The design year: 5-10 yearsUncertainty –due to impact of technology,
Changing product mix, changing demand levels, changing organization designs for the future
Needs a systematic approach: “From the ground up”
In manufacturing and office environments, space requirements should be determined first for individual workstations; next, departments, etc.
Modern manufacturing approaches can reduce space requirements.– Products are delivered to the points of use in smaller
lot and unit load size– Decentralised storage areas– Less inventories (using a pulled system)– Manufacturing cells– Companies are downsizing
Space Requirements
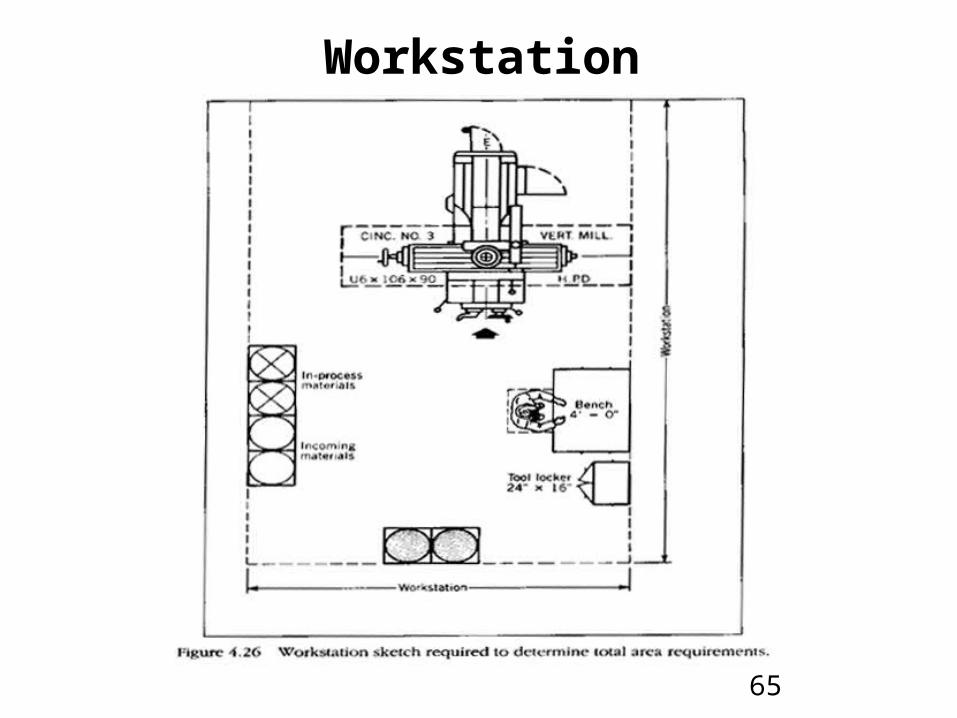
Workstation Specification (space for equipment, materials, and personnel)
Equipment Space consists of space for – the equipment; machine travel;machine maintenance;– plant services
Materials Space consists of space for – Receiving and storing materials; In-process materials;– Storing and shipping materials; Storing and shipping
waste and scrap; Tools, fixtures, jig, dies, and maintenance materials
Personnel area consists of space for – The operator; Material handling; Operator ingress and
egress.
Space Requirements
Department Specification
Aisle Arrangement
Visual Management and Space Requirement
Space Requirements
Simple rules of thumb are used to determine the extra space that is required (Heragu, 1997)
3 – 4 feet are added to the length and width of each machine or workstation
The additional space is calculated as a percentage of the actual area occupied by a workstation, typically 200% to 300%
Calculate the space required for the workstation, auxiliary equipment, operator space, incoming material and work in process space, and other additional space (e.g., load and unload acces, material handling carrier clearance) and add the separate quantities to determine the total space required (the preffered method of determining extra space)
Space Requirements

Space Requirements
65
Workstation
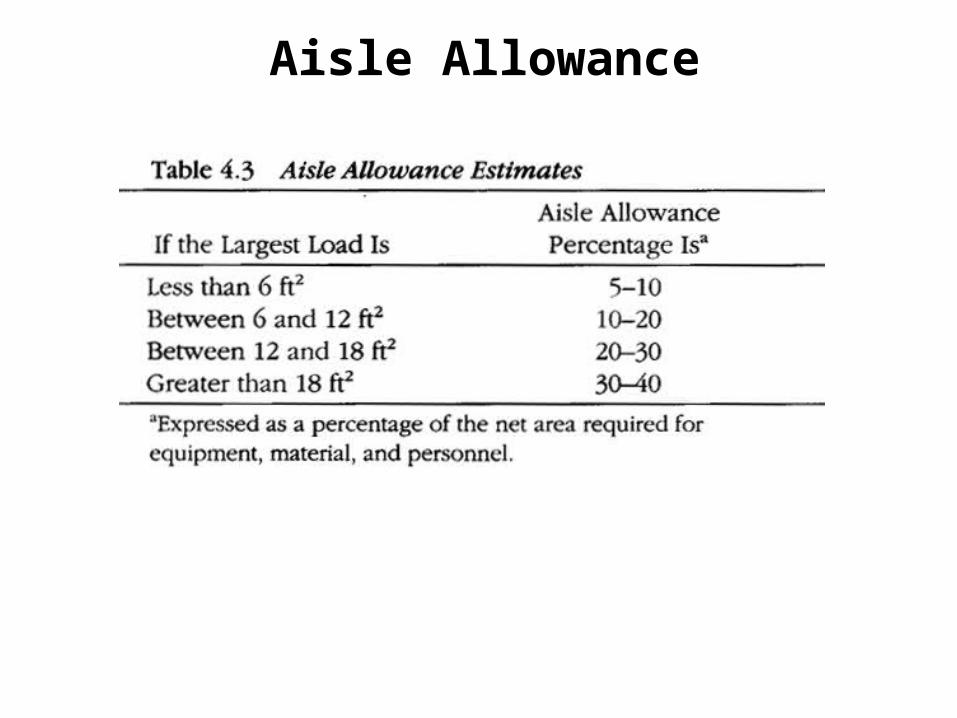
Aisle Allowance
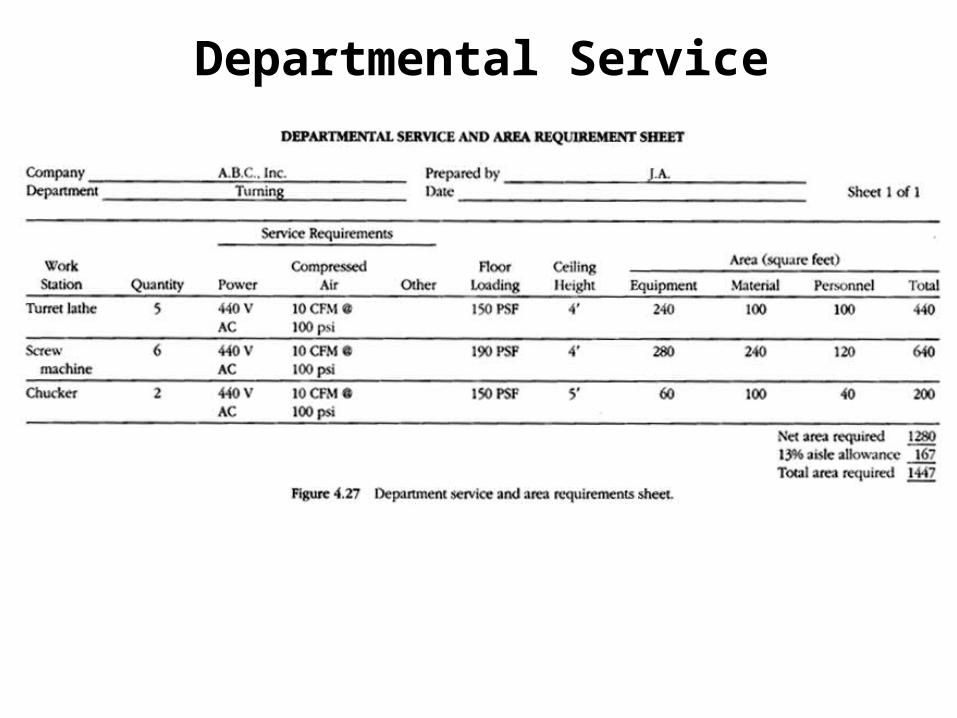
Departmental Service
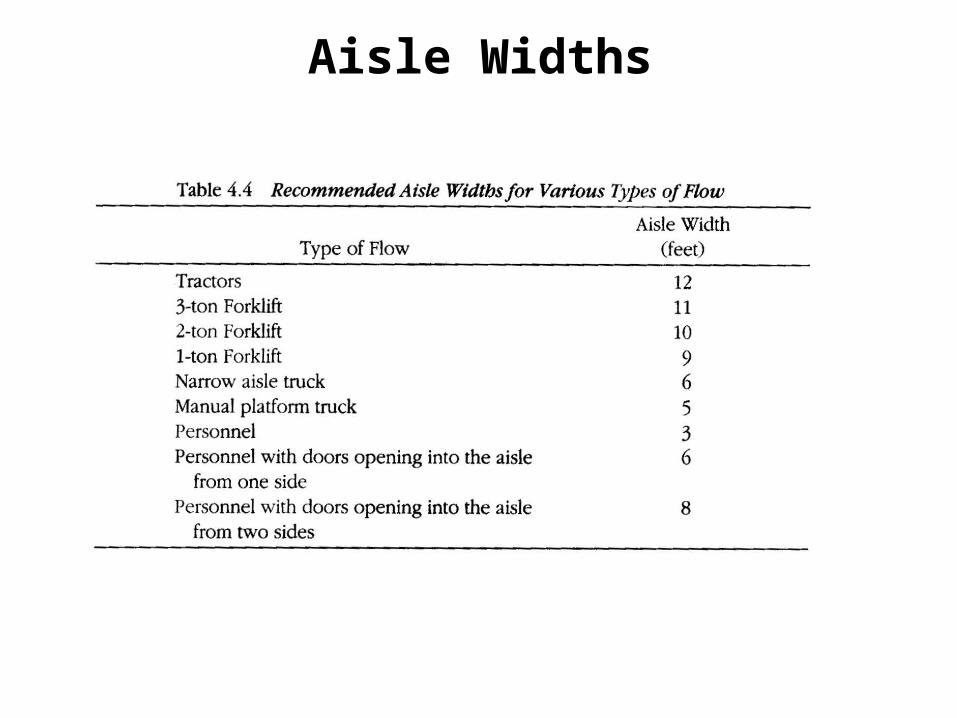
Aisle Widths
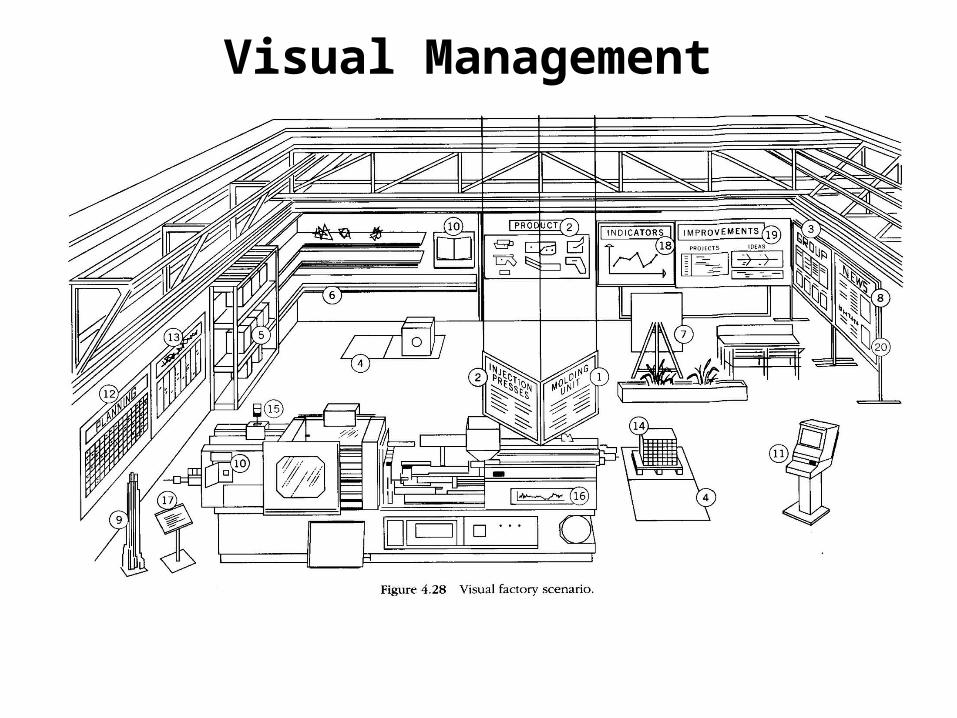
Visual Management