Embed Size (px)
Citation preview

PROCESSING, PROPERTIES, AND APPLICATIONS OF Ni,Al-BASED ALLOYS*
V. K. SIKKA, M. L. SANTELLA, AND C. T. LIU Metals and ceramics Division Oak Ridge National Laboratory
P.O. Box 2008 Oak Ridge, Tennessee 37831-6083
The Ni,Al-based alloys represent a quantum jump in advanced alloys for structural applications at elevated temperatures. These alloys offer benefits of oxidation, carburization, and chlorination resistance, and significantly higher strength than many commercially used alloys. 'Ihe commercial applications of the Nifl-based alloys have begun to OCCUT because of their comprehensive development. This paper is to provide a review of: (1) alloy development, (2) melting, casting, and processing of alloys, (3) propaty data, (4) welding process and weldment propetties, and (5) case histories of current applications. It is concluded that the cast alloy IC- 221M is on its way to commercialization.
INTRODUCTION
In the previous decade, intermetallic-based alloys have gained popularity as potential structural materials. Among these alloys, Ni,AI, NiAI, Fe,Al, FeAl, and Ti axe of the most practical significance. There has been great strides in the basic understanding of the mechanisms of brittleness in all of these aluminides[l-14], and in each case, with the exception of NiAI, alloying additions to reduce brittleness have been developed. Among the five aluminides mentioned above, the Ni,Al-based alloys developed at the Oak Ridge National Laboratory have found the most practical applications and commercial production. This paper presents a review of Ni,Al-based alloy developments h m alloy design to production for commercial applications.
ALLOY DEVELOPMENT
The Ni,Al-based alloy development started with the discovery by Aoki and hmi[lS] that boron addition ductilized Ni,Al. The subsequent work by Liu et al.[16] showed that the ductilization of boron is effective provided aluminum is maintained below 24 at. %. Further alloy development occurred by the addition of chromium to minimize the dynamic oxygen embrittlement at temperatures in the range of 600 to 800'C. Requirements of improving room- and high-temperature yield strengths introduced the addition of molybdenum to the composition. The final addition of zirconium to the composition was made to improve resistance to cyclic oxidation, high-temperature strength, reduce
*Research sponsored by the U.S. Department of Energy, Assistant Secretary for Energy Eficiency and Renewable Energy, Office of Industrial Technologies, Advanced Industrial Materials Program, under contract DE-AC05-960R.22464 with Lockheed Martin Energy Research Corp. ufi WSTRIBUTIQN OF THIS DOCUMENT is UNLIMITM) W T E

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, make any warranty, express or implied, or assumes any legal liabiii- ty or responsibility for the accuracy, completeness, or usefulness of any information, appa- ratus, product, or process disdosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, proces, or service by trade name, trademark, manufacturer, or otherwise does not necessarily comtitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessar- ily state or reflect those of the United States Government or any agency thereof.

DISCLAIMER
Portions of this document may be illegible in dectronic image products. h a g s are produced fipm the best available original document.

microporosity in castings, and improve weldability. The end product of alloy development resulted in three alloy compositions for commercial applications (see Table 1). Among the three compositions, the castable alloy IC-221M is the one most extensively being used for commercial applications.
In addition to the nominal composition given in Table 1, elements such as carbon, silicon, and sulfur have been specified for the cast IC-221M alloy to be consistently weldable.
Table 1. Chemical compositions of Ni,Al-based alloys and weld fder wire
Alloy, weight percent Element
IC-50" IC-2 18LZr IC-221M' IC-22 1 LA IC-221W'
Al 11.3 8.69 8.0 4.5 8.0 Cr -- 8 .OS 7.7 16.0 7.7 Mo -- -- 1.43 1.2 1.4 zt 0.6 0.20 1.70 1.5 3.0 B 0.02 0.02 0.008 0.003 0.003 Ni 88.08 83.1 81.1 76.8 79.9
"Castable and cold workable. bHot and cold workable. %astable and weldable. w e l d m e r wire for casting repair. ' Weld m e r wire for component fabrication.
MELTING, CASTING, AND PROCESSING OF Ni,AI-BASED ALLOYS
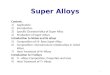
The high a l e u r n content of the aluminides required the development of a special melting process known as Exo-Melt". This process is based on a furnace-loading sequence[l6-18] that effectively uses the heat of formation of intermetallic compound to the melting process. The Jix+Meltm process is currently being used for the melting of commercial-size heats at three different foundries. A pilot commercial run of 94 heats was recently completed using the Eo-Melt" process. The average chemical analysis of various elements of 26 virgin and 68 revert heats of various elements are compared in Fig. 1. This figure shows that the Ni,Al-based alloy IC-221M can be melted using the Exo-Meltm process of reproducible chemistry using both the virgin and revert melt stock. The only element that showed pick-up in revert heats was iron, which is a result of melting nickel aluminides in a iron-based alloy foundry.
The E x e M e l t ~ process works extremely well for melting nickel aluminides in air. However, to minimize the slag formation from the oxidation of zirconium and aluminum, a argon gas cover is recommended during melting. The recovery of all of the elements inciuding boron is nearly 100% during air melting of nickel aluminide using the Exo-Meltm process. The only element that recovers less than 100% is zirconium, and, thus, it must be compensated. A loading of 120% of target zirconium is typical for IC-221M, and it must be confirmed by on-line chemical analysis. Once molten and of the correct chemical analysis, IC-221M can be tapped between 1550 to 1600'C for casting

I 0 2 , I 10
cr ZI C
Elemnnt
3 68-50% RweR neats ....
.... ................-.._._.................
. _..- .....................
- 3 . .. i 8 8
m
Fig. 1. Comparison of chemical analysis of various elemeats between the virgin and revert heats made during a pilot commercial run using the Exo-Meltm process.
either into sand, permanent, or ceramic molds. During sand casting, metal can be fed up to a distance of 76.2 cm for section thicknesses as low as 6.35 mm. The major issues during sand casting are: oxide scale formation, traphnt of slag inclbions, and porosity (macro
. . . by flushing the and micro). The oxide scale formation on the castings can be mumuzed sand mold with argon gas prior to pouring. The slag entrapment can be process control steps: (1) the use of a tea kettle pouring ladle which feeds only clean metal from under the slag to the molds, (2) the proper design of a gating system, and (3) tilt pouring into the mold. The macroporosity of the castings can be A by the proper design of the risers[l9]. The microporosity and other microstructural features of IC-221M are related to the casting cooling rate (see Fig. 2.) As shown in Fig. 2, the microporosity of IC-221M can be reduced by the control of the cooling rate!. Two examples of sand castings of IC-221M are shown in Figs. 3 and 4.
. . . AbY -
. . .
The permanent mold process is used for centrifugal casting of tubes and pipes. Nickel aluminides can be cast into tubes of nominal 100 mm outside diameter (OD) without porosity for 9.5 mm wall thickness. The alloy can also be cast into long lengths of large pipes. An example of a pipe measuring 368.3 mm OD x 25.4 mm wall thickness x 6.1 m is shown in Fig. 5. Because of rapid cooling of the inside diameter (ID), thin-wall, small OD tubing is generally smooth. However, as the OD and wall thickness increase, the molten metal spends longer time under centrifugal force and exposure to air. These two factors cause some separation of lighter elements to the ID and also causes its oxidation. Thus, some portion of the ID of a large pipe needs to be machined to remove the porosity and oxidized layer to achieve good quality welds.
The ceramic mold casting is used to cast net-shape components such as turbochargers. In such cases, the previously melted ingot stock is vacuum melted and vacuum cast into a ceramic mold with 12 to 16 casting cavities. An example of the casting quality obtained in ceramic-mold investment castings is shown in Fig. 6.
The IC-221M alloy is designed to be a castable alloy. The IC-50 and IC-218LZr alloys are nickel aluminide with limited processability. The IC-218LZr alloy is hot-workable but has a very limited working range[20]. The IC-50 alloy can only be worked at room temperature. It work-hardens very rapidly and requires frequent anneals. An annealing temperature of 1100'C softens the material sufficiently in between working steps. The cold-working processes such as rolling and swaging have been applied successfully for cold processing of experimental-size heats of IC-50.

* e O O A A
0 0
0 0
0 a A 0 0
A 4 A
0 = Radius of microporarity (Rn.rropolu
A = Radius of mmoporosiiy (Rmnapaw)
Fig. 2. Effect of cooling rate on various microstructural features in cast nickel- aluminide IC-221M.
Batch' Furnace Trays 1 Pusher FurnaceTssernblies
I
Fig. 3. Air-melted and sand-cast heat-treating tray fabrication fiom IC-221M alloy.

Fig. 4. Air-melted and sand-cast tube hanger fabricated from IC-221M alloy.
Fig. 5. Air-melted and centrifugally cast IC-221M pipe measuring 368.3 mm OD x 25.4 mm wall x 6.1 m length.

Fig. 6. Investmentcast turbochargers fabricated from IC-221M alloy.
PROPERTIES
The physical, mechanical, property, and corrosion data on nickel-duminide alloys were compared with cormexid alloys in a recent paperr21 1. The characteristic physical and mechanical properties of the cast IC-221M alloy, typically needed for new applications, are tabulated for a range of temperatures in Table 2.
WELDING PROCESSES AND WELDMENT PROPERTIES
Most of the welding work to date has been done on the cast IC-221M alloy. The welding process development has addressed the following issues: (1) identification of welding process, (2) filler wire identification, (3) weld repair of castings, (4) weld design for welding of components to fabricate assemblies, and (5) mechanical properties data. Each of the items is briefly described here with details being available in another publication[22].
Filler wire identification
Two filler wires have been identified for the weld repair of castings and welding of nickel-aluminide components. The wires are identifed as IC-221LA and IC-221W, and their compositions are included in Table 1 along with the base metal compositions. Both wire compositions are prepared by encapsulating powder in a strip (the process is commonly known as cored wire method). The strip is nickel and the core is normally a blend of eiemental powders. Wires of both 1.6 and 3.2 ~lllll dim have been used.

Table 2. Physical and mechanical properties of Ni,Al-based cast alloy IC-22 1M ~~ ~~
Temperature ('C)
Room 200 400. 600 800 900 lo00 1100
Density (g/cm3) Hardness (RJ Microhardness (dPh) Modulus (GPA)
7.86 30 260
200
e
-- e
270
190
280
174
290 280 230
160 148 139
120
126 114
Mean C~eff. of 12.77" 13.08 13.72 14.33 15.17' 15.78 16.57 -- thermal expansion (lOdPC)
11.9 13.9 16.7 . 20.3 25.2 27.5 30.2 Thermal conductivity (w/m 0 k) 0.2% Yield strength m a ) ultimate tensile strength m a ) Totai elongation (96) 102 h Rupture
I d h Rupture strength W a )
s-ngth W a )
555 570 590 610 680 600 400 200
770 800 850 850 820 675 500 200
14
-- 14
-- 17
-- 18
-- 5
252
172
124
5
1 24
83
55
7
55
36
24
10
28
18
11 -- --
40 40 40 35 15 10 CharPY impact toughness (J)
63@ - Fatigue 1$ cycle Life (MPa)
550' - Fatigue lo' cycle life (MPa)
"Room temperature to 100°C. 9toom temperature to specified temperature. 'Data at 650°C for investmentcast test bars.

Weld repair of castings
The weld repair of castings is generally required for cosmetic purposes and is &ed out by using the IC-221LA wire. The filler wire is manually fed, and argon is used as the inert gas in the GTA process. If the weld repair section is large and load bearing, IC-22 1 W is recommended as the filler wire.
Weld design
For section thicknesses of 5 6.35 mm, a standard V-groove butt joint of 45’ included angle is acceptable. However, for thicker sections, a stainless steel backing ring is used to get defect-& root pass. The backing ring is typically 304 or 316 stainless steel and a thickness of 3.2 mm. This weld procedure has been successfully used to weld 368.3-m- dim by 25.4-mm-wall centrifugally cast rings to each other or to a sand-cast trunnion. Welded IC-22 1M rings are shown in Fig. 7.
YYZ311> -
Welded Roll Rings Fig. 7. Welded rings of centrifugally cast IC-221M.
Weldment mechanical properties
Tensile properties of weldments made in 368.3-mm-dim by 25.4-mm-wall centrifugally cast rings are compared with the base metal properties in Fig. 8. This figure shows that the tensile strength properties of weldments are similar to that of the base metal. However, the ductility is somewhat lower. Limited creep data on the weldments have revealed that the weldment creep strength is about 70% of the base metal strength. However, even the 70% of the base metal strength is still significantly higher than the commercially used materials such as HU.

0 200 400 600 800 lo00 1200
Temperature ('C)
(4
0 200 400 600 800 lo00 1200
Temperature ("C)
(b) -
0 ' 200 400 600 800 1000 IZOO
Temperature ("C)
(c)
Fig. 8. Weldment tensile properties for cast IC-221M alloy: (a) 0.2% yield strength, (b) ultimate tensile strength, and (c) total elongation.
NICKEL-ALUMINIDE APPLICATION
Many applications for cast IC-221M have been identified. To date, the largest application has been the use of trays and fixtures for carburizing and air heat-treating furnaces. These are shown in Fig. 3. Testing under commercial conditions has already proven a factor of two life improvements, and the components are still operating. The second application has been the rolls for steel plate hardening furnace. Two and one-half years of operation have shown exceptional performance of the rolls. As a result of the. performance to date, a large number of rolls are currently being fabricated for replacement of HU type rolls. The third application of IC-221M has been for the hot-forging dies. In this application, the die has already demonstrated a factor of ten improvement over the commercial iron-based die materials, and testing is still continuing. Several new applications of cast IC-221M are currently being pursued, and the results will be presented in future publications.

'
CONCLUSIONS
The developments of alloy compositions, melting process, property data, and welding process have resulted in commercialization of Ni,Ai-based alloys. Among the three alloys, the cast composition IC-221M has resulted in the most applications and is truly on its way to commercialization.
ACKNOWLEDGMENTS
The authors thank C. Randy Howell for graphics preparation, Claudette G. McKamey and Evan K. Ohriner for paper review, and Millie L. Atchley for preparhg the manuscript.
REFERENCES
1. Koch, C.C., C.T. Liu, and N.S. Stoloff, High Temperatwe ordered Intermetallic Alloys, Vol. 39, Materials Research Society, Pittsburgh, p. 560 (1985).
2. Stoloff, N.S., C. C. Koch, C.T. Liu, and 0. Izumi, High Temperature ordered Intermetallic Alloys 11, Vol. 81, Materials Research Society, Pittsburgh, p. 518 (1987).
3. Liu, C.T., A.I. Taub, N.S. Stoloff, and C.C. Koch, High Tempe- ordered Intermetallic Alloys IJI, Vol. 133, Materials Research Society, Pitsburgh, p. 775 (1989).
4. Johnson, L.A., D.P. Pope, and J.O. Stiegler, High Temperature Ordered Intermetallic Alloys IV, Vol. 213, Materials Research Society, Pittsburgh, p. 1082 (1991).
5. Baker, I., R. Darolia, J.D. Whittenberger, and M.H. Yoo, High Tempe- Ordered Intermetallic Alloys V, Vol. 288, Materials Research Society, Pittsburgh, p. 1212 (1993).
6. Whang, S.H., C.T. Liu, D.P. Pope, and J.O. Stiegler, High Temperam Aluminides and Intermetallics, The Mineral, Metals and Materials Society, Warrendale, p. 593 (1990).
7. Whang, S.H., C.T. Liu, D.P. Pope, and J.O. Stiegler, Mater. Sci. Eng., A152/A153 (1992) 746.
8. Izumi, O., Intermetallic Compounds - Structure and Mechanical Properties, Japan Institute of Metals, Tokyo, Japan, p. 1063 (1991).
9. Liu, C.T., R.W. Cahn, and G. Sauthoff, Ordered IntermetaKcs - Physical Metallurgy and Mechanical Behavior, Kluwer Academic Publishers, Dordrecht, The Netherlands, p. 101 (1992).
10. Kim, Y.W. and R.R. Boyer, Micro-structure/Properties Relationships in Titanium Aluminides and Alloys, The Mineral, Metals and Materials Society, Warrendale, p. 663 (1991).
11. Darolia, R., J.J. Lewandowski, C.T. Liu, P.L. Martin, D.B. Miracle, and M.V. Nathal, Structural Intermetallics, The Mineral, Metals and Materials Society, Warrendale, p. 900 (1 993).
12. Stoloff, N.S. and V.K. Sikka, Physical Metallurgy and Processing of Intermetallic Compounds, Chapman and Hall, New York (1995).
13. Welsch, G. and P.D. Desai, Oxidation and Corrosion of Intermetallic Alloys, Purdue University, West Lafayette (1996).
14. Aoki, K. and 0. Lzumi, Nippon Kinzoku Gakkaishi, 43 (1979) 1190. 15. Liu, C.T., C.L. White, and J.A. Horton, Acta Metall., 33 (1985) 213. 16. Sikka, V.K. Sikka, S.C. Deevi, and J.D. Vought, Adv. Mater. Process., 147
(1995) 29.

17. Deevi, S. C. and V. K. Sikka, Intermetallics, 96 (1997) 17. 18. Deevi, S. C. and V. K. Sikka, Intermetallics, 4 (1996) 357. 19. Viswanathan, S. (Oak Ridge National Laboratory) Modeling of Nickel and Iron
20. Sikka, V.K., J.T. Mavity, and K. Anderson, Mater. Sci. Eng., A153 (1992) 712. 2 1. Sikka, V. K. (Oak Ridge National Laboratory) Commercialization of Nickel and Iron
22. Santella, M.L. and G.M. Goodwin (Oak Ridge National Laboratory) Welding and
Aluminide Castings (to be published).
Aluminides (to be published).
Weld Overlays of Nickel and Iron Aluminides (to be published).