Embed Size (px)
Citation preview
Microwave Sintering of RefractoryMetals/alloys: W, Mo, Re, W-Cu,W-Ni-Cu and W-Ni-Fe Alloys Avijit Mondal1, Dinesh Agrawal2, Anish Upadhyaya1
1 Department of Materials & Metallurgical EngineeringIndian Institute of Technology, Kanpur 208016, INDIA
2 Materials Research InstituteThe Pennsylvania State University, University Park, PA 16802, USA
Received: August 5, 2009Accepted: January 28, 2010
ABSTRACT Refractory metals and alloys are well known for their high mechanical properties which make them useful for wide range of high temperature applications. However, owing to the refractoriness of these metals and alloys, it is very difficult to consolidate them under moderate conditions. Conventional P/M processing is a viable sintering technique for these refractory metals. One of the constraints in conventional sintering is long residence time which results in undesirable microstructural coarsening. This problem gets further aggravated when using smaller (submicron and nano) precursor powder sizes. Furthermore, conventional heating is mostly radiative, which leads to non-uniform heating in large components. This review article describes recent research findings about how these refractory metals and alloys (W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe) have been successfully consolidated using microwave sintering. A comparative study with conventional data has been made. In most cases, microwave sintering resulted in an overall reduction of sintering time of up to 80%. This sintering time reduction prevents grain growth substantially providing finer microstructure and as a result better mechanical properties have been observed.
KEYWORDS: Microwave sintering; Refractory metals/alloys; Microstrutures
INTRODUCTION Refractory metals are known for their very high melting temperatures. Most refractory metals used for various applications are tungsten with fusion point of 3420°C, molybdenum of 2620°C and rhenium of 3180°C. Because of their high melting point, most refractory metals and alloys are consolidated through powder metallurgy (P/M) techniques, though for some specific applications mechanical alloying and infiltration technique are also employed. Most commonly, liquid phase sintering (LPS) is used for consolidating tungsten based alloys such as W-Cu, W-Ni-Cu and W-Ni-Fe compositions [Upadhyaya, 2001]. The LPS offers an advantage of relatively lower sintering temperature, enhanced densification, microstructural homogenization and near theoretical density.
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010, pp. 28-44A Publication of the International Microwave Power Institute
International Microwave Power Institute28
These refractory metals and alloys offer a wide range of properties which make them advantageous for high temperature applications over other materials. Sintered tungsten is an excellent material for many applications such as lightings, heating, aerospace, electronic, sports and military uses due to its high melting point, high density of 19.3 g/cm3, high hardness of 9.75 GPa, moderate elastic modulus of 407 GPa, low coefficient of thermal expansion, good thermal conductivity, and low vapor pressure. Rhenium metal is interesting from a number of standpoints. It is only second to tungsten, among the metallic elements, in melting point. Its density of 21.0 g/cm3 is higher than that of tungsten. Annealed material has exhibited tensile strengths of about 120,000 p.s.i. with 25% ductility at room temperature, and it is somewhat harder and more resistant to abrasion than tungsten. Other properties, such as its corrosion resistance and electrical properties make it promising for incandescent lamp filaments and electrical contacts. Molybdenum is a typical transition metal element having a high melting point, high mechanical strength, and high modulus of elasticity. Most of the applications for pure molybdenum metal and its alloys involve as electrodes for electrically heated glass furnaces and forehearths, nuclear energy applications, missile and aircraft parts, thermocouple sheaths, flame and corrosion resistant coatings for other metals, and as an alloying agent in steel. An important class of tungsten based material is tungsten heavy alloys (WHA). A typical tungsten heavy alloy contains 60 to 98 wt. % tungsten. The balance is generally a mixture of relatively low melting transition elements, such as nickel, iron, copper, and cobalt. Due to their unique combination of properties WHAs have a wide range of applications, such as radiation-shield, counter-balanced weights etc. Most important of all applications is its potential to be a replacement of depleted uranium within kinetic energy anti armor
penetrators in ordnance industry. For most of the applications, near theoretical density, dimensional stability, higher hardness, toughness and very high ductility are important. These metals and alloys in conventional furnace are sintered at very high temperatures (1500-2000°C) and to avoid thermal shock at a slow heating rate (<10°C/min) and with an isothermal hold at intermittent temperatures. The high sintering temperature results in significant microstructural coarsening in the sintered material, leading to the degradation of mechanical properties. This problem is further aggravated when the initial powder size is extremely fine. Hence, it is envisaged that a sintering method that provides a rapid heating rate, lower sintering temopertaure and duration would mitigate this problem. One of the techniques to achieve rapid and relatively uniform sintering is through microwaves [Rao et al., 1995; Clark and Sutton, 1996; Agrawal, 1998]. Microwave sintering in the recent times has emerged as an innovative technique for high temperature material processing. Microwave assisted synthesis is generally faster, cleaner and more economical than the conventional methods. The possibility of ceramics processing by microwave heating was first discussed over 50 years ago by Von Hippel [Von Hippel, 1954], and experimental studies started in the middle of the 1960s by Tinga and co-authors [Tinga et al., 1968; Tinga and Edwards, 1968]. Since then variety of materials such as carbides, nitrides, complex oxides, silicides, zeolieties apatite, etc. have been synthesized using microwaves [Bykov et. al., 2001; Booske et al., 1997; Sutton, 1992; Agrawal, 1999; Agrawal et al., 2001; Rodiger et al., 1998; Agrawal et al., 2000]. In 1999, for the first time Roy et al. [Roy et al., 1999] reported that a porous powder metal compact could be heated and sintered in a microwave field. Their work added a new dimension towards the application of microwave energy for high temperature material processing. The
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 29
results of many investigations in microwave sintering and joining of ceramics, ceramic-metal composites, metals and alloys have been reported [Bykov et. al., 2001; Booske et al., 1997; Sutton, 1992; Agrawal, 1999; Agrawal et al., 2001; Rodiger et al., 1998; Agrawal et al., 2000; Anklekar et al., 2001; Saitou, 2006; Luo, J. et al., 2004; Anklekar et al., 2005; Takayama et. al., 2006; Rybakov et al., 2006; Mishra et al., 2006; Mondal et al., 2008; Mondal et al., 2009]. In the majority of the papers the authors claim acceleration of microwave driven processes as compared with the processes performed using conventional heating. The acceleration commonly manifests itself as a reduction in the densification time of the powder compacts, which is often accompanied by a decrease in the temperature of sintering. High rates of volumetric heating in microwave sintering, not limited by thermal diffusion, prevent recrystallization grain growth and result in a finer and more uniform microstructure in the sintered bulk materials. It is well known that a fine, homogeneous, and fault-free microstructure is a necessary prerequisite for enhanced material performance. Similarly, a decrease in the duration of the high-temperature stage leads to reduced grain growth as a result, to the higher mechanical strength in the final product. There are different mechanisms by which microwaves can couple to a material and a whole host of ways that the microwave energy is subsequently absorbed by the system. The main loss mechanisms are electric, conduction (eddy current), hysteresis and resonance (domain wall and electron spin (FMR)). It is often difficult to ascertain which loss mechanism, or combination of mechanisms is occurring for a particular material in given conditions. The different mechanisms do however have different dependencies on certain properties such as sample type and microstructure, frequency and temperature. A brief description of these different loss mechanisms for ceramic material can be found in the reference [Clark and Sutton,
1996; Agrawal, 1998; Von Hippel, 1954; Tinga et al., 1968; Tinga and Edwards, 1968; Bykov et. al., 2001; Booske et al., 1997; Sutton, 1992; Agrawal, 1999; Agrawal et al., 2001; Rodiger et al., 1998; Agrawal et al., 2000]. Microwave heating in metals is different from that observed in dielectric materials (mostly ceramics). Being good conductors, no internal electrical field is induced in metals. The induced electrical charge remains at the surface of a bulk metallic sample. As a consequence, bulk metals reflect microwaves at room temperature; hence no bulk absorption (heating) occurs, particularly, at temperatures below 500°C. According to the Faraday’s effect in a conductive material, a varying magnetic field generates an electric field that gives rise to eddy currents and subsequently resistive losses. Additionally during sintering of particulate metal compact, each individual powder particle in the compact is surrounded by a dielectric oxide layer. The presence of such dielectric “shell” on the powder particle prevents the connectivity percolation between the particles and increases significantly electromagnetic power that can be absorbed by the compact. In general, the skin depth is relatively small in metals, since in the microwave regime, the particle sizes are much smaller than the wavelength of microwave radiation; the field across the particle are uniform and causes volumetric heating. However, for relatively coarse particle (>100µm), the heating may be conductive from outside to the interior of the powder. Recent study confirms that magnetic heating plays most important role for metallic materials. Quite contrary to the fact that electric heating predominates for dielectric materials. The detailed microwave absorption mechanism for metallic material can be found in the reference already mentioned. From the above discussion it is quite clear that microwave processing has many advantages over conventional methods, especially for sintering applications. The various advantages are: time and energy saving, rapid heating rates, considerably
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
30 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute

reduced processing cycle time and temperature, substantial enhancement in reactivity and diffusion kinetics, fine homogeneous microstructures and improved mechanical properties which lead to better product performance. Microwave-matter interaction and anisothermal situations often produce better quality and new materials that are normally not possible with conventional methods. These characteristics advantages of microwave sintering can be exploited to overcome the processing difficulties of the refractory metals and alloys. This review article describes recent research findings about how certain refractory metals and alloys (W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe) have been successfully consolidated using microwave sintering and a comparative study with conventional data has been made. In most cases, microwave sintering resulted in an overall reduction of sintering time of up to 80%. This sintering time reduction prevents grain growth providing finer microstructure and as a result better mechanical properties have been observed.
CONSOLIDATION OF TUNGSTEN Usually the consolidation of W powder by conventional heating is difficult and requires very high temperature (2200°C or more) in electrical resistance sintering under hydrogen atmosphere. The requirement of excessive high temperature and special technique makes the process more expensive and imparts a restriction in the sizes and shapes of the sintered products. Low-temperature brittleness is the most crucial aspect in the manufacturing of pure tungsten metal. Therefore, in the past much effort has been directed at lowering the ductile to- brittle transition temperature (DBTT) and hence improving the fabricability of the metal. The brittleness of polycrystalline tungsten at low temperature is attributed to the weakness of the grain boundaries, which leads to initiation of cracking in both wrought and recrystallized tungsten. Pure, single
crystalline tungsten (free of grain boundaries) remains ductile down to at least 20K. Any plastic deformation decreases the transition temperature by fining the structure [Lassner and Schubert, 1999]. The presence of small amount of interstitial impurities such as O, C, N and H2 has a detrimental effect on DBTT. The solubility for such elements in tungsten at room temperature is much lower when compare to high temperature. So during cooling segregation of such elements at the grain boundary significantly weakens the grain boundary strength. The ductilizing effect of Re in tungsten have gained outstanding importance in this regard. Addition of Re can cause the transformation temperature to fall below room temperature, even for slightly deformed products. Many studies have shown that sintering temperature is related to the powder size, when the size is in nano-scale, the sintering temperature can be decreased up to several hundred degrees. The reduction of sintering temperature for nano tungsten has been reported by several researchers [Sarma and Pabi, 2007; Oda et al., 2006; Bose et al., 2008; Engleman et al., 2008; Johnson, 2008; Wang et al., 2008; Jain et al., 2006; Jain et al., 2006]. The reported sintering temperature of nano sized tungsten produced by high energy mechanical milling was drastically decreased from conventional temperature of 2500°C to 1700°C [Malewar et al., 2007]. Researchers have also shown that pressure assisted process such as spark plasma sintering [Oda et al., 2006], plasma pressure compaction [Bose et al., 2008], and hot isostatic processing (HIP) [Engleman et al., 2008] etc. helps in further reduction in the processing temperature. Selection of nano powders over microcrystalline powders has certain distinct advantages. According to the literature reported data for both metals and ceramic nano particles was found to start densification at temperatures of 0.2–0.4 Tm (Tm - melting temperature) compared to 0.5–0.8 Tm for the conventional powders. It is believed that in the case of nanostructured powders the grain boundary
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 31
sliding, dislocation motion, grain rotation, and viscous flow can significantly contribute to the enhanced sintering kinetics [Hahn, 1993; Averbach et al., 1996; Bourell and Groza, 1998; Groza, 1999; Groza, 2002]. Generally sintering theories hold that the sintering temperature is often correlated with melting point of the material. It is long been know that the melting temperature of very fine particles decreases with the size of the particles [Couchman and Jesser, 1977]. Therefore in addition to the faster sintering kinetics, the faster densification in nano structured material could be attributed to the lower melting temperature of nano particles. In addition to all the above mentioned advantages, nano tungsten has two distinct advantages over conventionally sized tungsten powder. First, the thermal conductivity of nano tungsten is much lower than that of conventionally sized tungsten powder. Secondly, as in nano dimension grain size are close to dislocation length, no pinning or pile up of dislocation occurs [Andrey et al., 2004]. The contribution of these two phenomenon results in a material that exhibits a higher propensity of adiabatic shear, which is very important aspects of this material as a kinetic energy penetrator application is concerned.Wang [Wang et al., 2008] has studied the size dependent sintering behavior of tungsten powder. They observed that the starting particle size before milling plays an important role in sinterability of this material, lower the size higher will be the sinterability. Although, the final crystallite size after milling is same in both the cases. The reason for this difference could be attributed with the difference in particle size after milling. Mohit et al. [Jain et al., 2006] studied the application of microwave energy in consolidating pure tungsten powder. They found 10 to 12% higher sintered density in microwave sintering as compare to their conventional counter part. In another study they have reported the role of HfO2 and
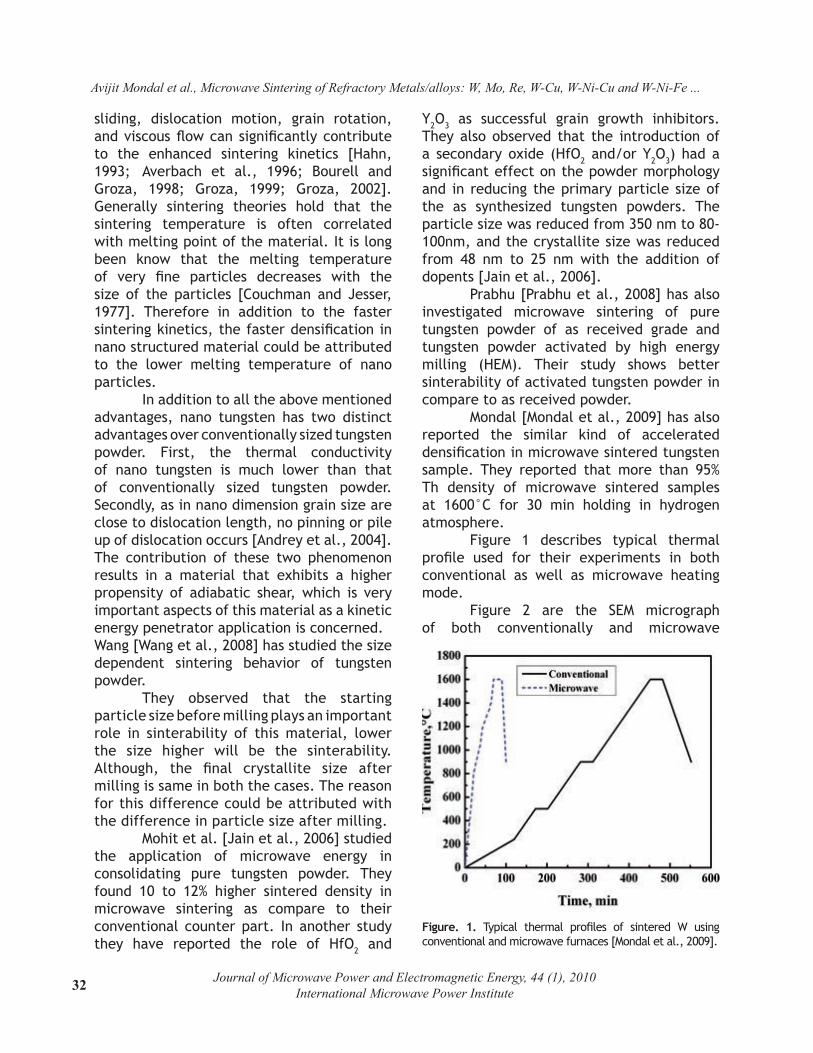
Figure. 1. Typical thermal profiles of sintered W using conventional and microwave furnaces [Mondal et al., 2009].
Y2O3 as successful grain growth inhibitors. They also observed that the introduction of a secondary oxide (HfO2 and/or Y2O3) had a significant effect on the powder morphology and in reducing the primary particle size of the as synthesized tungsten powders. The particle size was reduced from 350 nm to 80-100nm, and the crystallite size was reduced from 48 nm to 25 nm with the addition of dopents [Jain et al., 2006]. Prabhu [Prabhu et al., 2008] has also investigated microwave sintering of pure tungsten powder of as received grade and tungsten powder activated by high energy milling (HEM). Their study shows better sinterability of activated tungsten powder in compare to as received powder. Mondal [Mondal et al., 2009] has also reported the similar kind of accelerated densification in microwave sintered tungsten sample. They reported that more than 95% Th density of microwave sintered samples at 1600°C for 30 min holding in hydrogen atmosphere. Figure 1 describes typical thermal profile used for their experiments in both conventional as well as microwave heating mode. Figure 2 are the SEM micrograph of both conventionally and microwave
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
32 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute
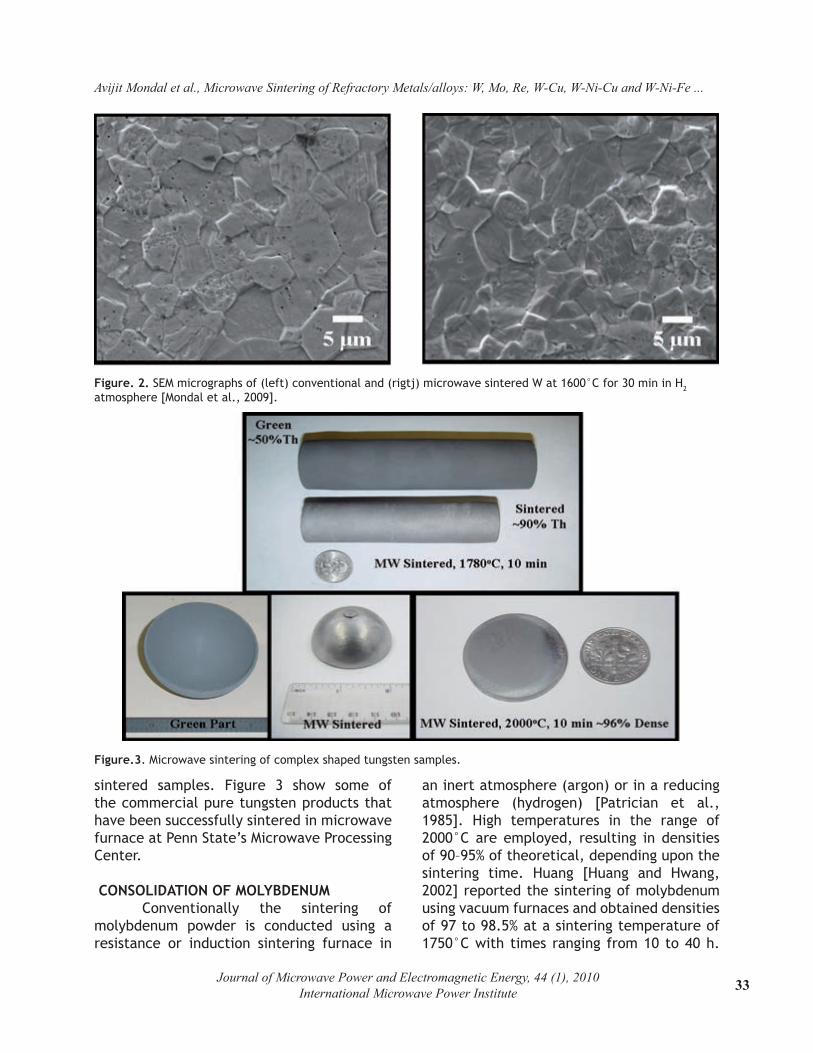
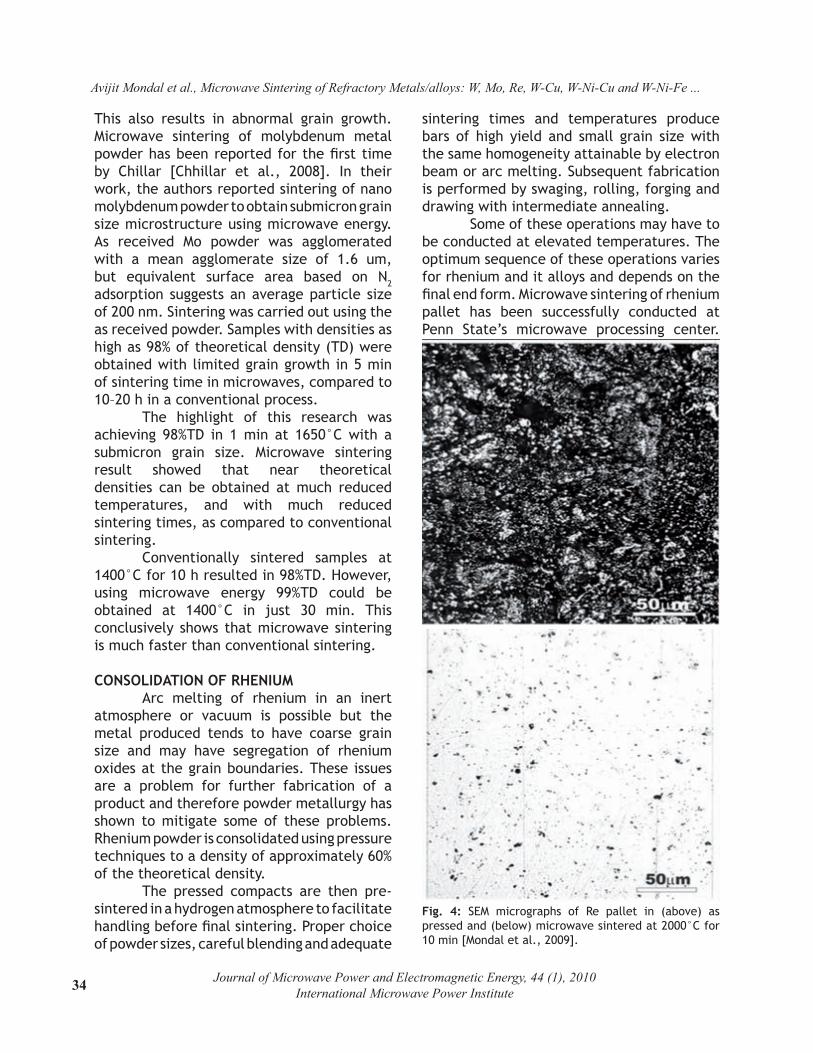
sintered samples. Figure 3 show some of the commercial pure tungsten products that have been successfully sintered in microwave furnace at Penn State’s Microwave Processing Center.
CONSOLIDATION OF MOLYBDENUM Conventionally the sintering of molybdenum powder is conducted using a resistance or induction sintering furnace in
an inert atmosphere (argon) or in a reducing atmosphere (hydrogen) [Patrician et al., 1985]. High temperatures in the range of 2000°C are employed, resulting in densities of 90–95% of theoretical, depending upon the sintering time. Huang [Huang and Hwang, 2002] reported the sintering of molybdenum using vacuum furnaces and obtained densities of 97 to 98.5% at a sintering temperature of 1750°C with times ranging from 10 to 40 h.
Figure.3. Microwave sintering of complex shaped tungsten samples.
Figure. 2. SEM micrographs of (left) conventional and (rigtj) microwave sintered W at 1600°C for 30 min in H2 atmosphere [Mondal et al., 2009].
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 33
This also results in abnormal grain growth. Microwave sintering of molybdenum metal powder has been reported for the first time by Chillar [Chhillar et al., 2008]. In their work, the authors reported sintering of nano molybdenum powder to obtain submicron grain size microstructure using microwave energy. As received Mo powder was agglomerated with a mean agglomerate size of 1.6 um, but equivalent surface area based on N2 adsorption suggests an average particle size of 200 nm. Sintering was carried out using the as received powder. Samples with densities as high as 98% of theoretical density (TD) were obtained with limited grain growth in 5 min of sintering time in microwaves, compared to 10–20 h in a conventional process. The highlight of this research was achieving 98%TD in 1 min at 1650°C with a submicron grain size. Microwave sintering result showed that near theoretical densities can be obtained at much reduced temperatures, and with much reduced sintering times, as compared to conventional sintering. Conventionally sintered samples at 1400°C for 10 h resulted in 98%TD. However, using microwave energy 99%TD could be obtained at 1400°C in just 30 min. This conclusively shows that microwave sintering is much faster than conventional sintering.
CONSOLIDATION OF RHENIUM Arc melting of rhenium in an inert atmosphere or vacuum is possible but the metal produced tends to have coarse grain size and may have segregation of rhenium oxides at the grain boundaries. These issues are a problem for further fabrication of a product and therefore powder metallurgy has shown to mitigate some of these problems. Rhenium powder is consolidated using pressure techniques to a density of approximately 60% of the theoretical density. The pressed compacts are then pre-sintered in a hydrogen atmosphere to facilitate handling before final sintering. Proper choice of powder sizes, careful blending and adequate
Fig. 4: SEM micrographs of Re pallet in (above) as pressed and (below) microwave sintered at 2000°C for 10 min [Mondal et al., 2009].
sintering times and temperatures produce bars of high yield and small grain size with the same homogeneity attainable by electron beam or arc melting. Subsequent fabrication is performed by swaging, rolling, forging and drawing with intermediate annealing. Some of these operations may have to be conducted at elevated temperatures. The optimum sequence of these operations varies for rhenium and it alloys and depends on the final end form. Microwave sintering of rhenium pallet has been successfully conducted at Penn State’s microwave processing center.
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
34 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute
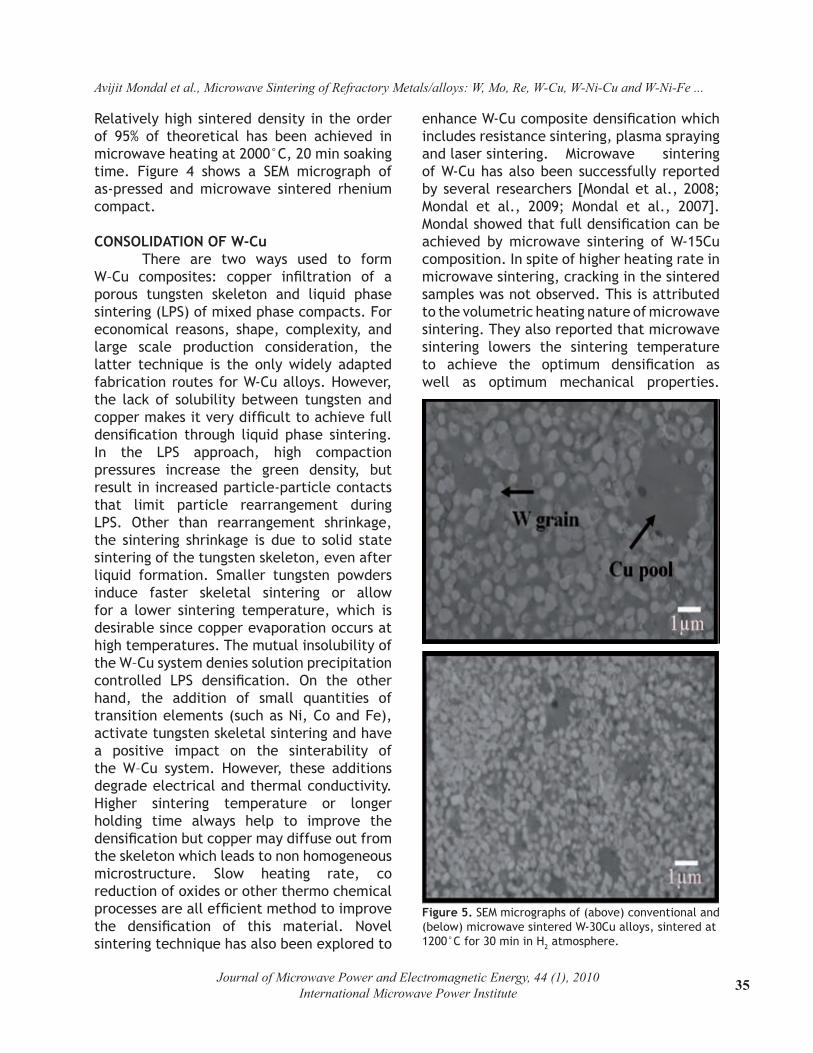
Relatively high sintered density in the order of 95% of theoretical has been achieved in microwave heating at 2000°C, 20 min soaking time. Figure 4 shows a SEM micrograph of as-pressed and microwave sintered rhenium compact.
CONSOLIDATION OF W-Cu There are two ways used to form W–Cu composites: copper infiltration of a porous tungsten skeleton and liquid phase sintering (LPS) of mixed phase compacts. For economical reasons, shape, complexity, and large scale production consideration, the latter technique is the only widely adapted fabrication routes for W-Cu alloys. However, the lack of solubility between tungsten and copper makes it very difficult to achieve full densification through liquid phase sintering. In the LPS approach, high compaction pressures increase the green density, but result in increased particle-particle contacts that limit particle rearrangement during LPS. Other than rearrangement shrinkage, the sintering shrinkage is due to solid state sintering of the tungsten skeleton, even after liquid formation. Smaller tungsten powders induce faster skeletal sintering or allow for a lower sintering temperature, which is desirable since copper evaporation occurs at high temperatures. The mutual insolubility of the W–Cu system denies solution precipitation controlled LPS densification. On the other hand, the addition of small quantities of transition elements (such as Ni, Co and Fe), activate tungsten skeletal sintering and have a positive impact on the sinterability of the W–Cu system. However, these additions degrade electrical and thermal conductivity. Higher sintering temperature or longer holding time always help to improve the densification but copper may diffuse out from the skeleton which leads to non homogeneous microstructure. Slow heating rate, co reduction of oxides or other thermo chemical processes are all efficient method to improve the densification of this material. Novel sintering technique has also been explored to
enhance W-Cu composite densification which includes resistance sintering, plasma spraying and laser sintering. Microwave sintering of W-Cu has also been successfully reported by several researchers [Mondal et al., 2008; Mondal et al., 2009; Mondal et al., 2007]. Mondal showed that full densification can be achieved by microwave sintering of W-15Cu composition. In spite of higher heating rate in microwave sintering, cracking in the sintered samples was not observed. This is attributed to the volumetric heating nature of microwave sintering. They also reported that microwave sintering lowers the sintering temperature to achieve the optimum densification as well as optimum mechanical properties.
Figure 5. SEM micrographs of (above) conventional and (below) microwave sintered W-30Cu alloys, sintered at 1200°C for 30 min in H2 atmosphere.
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 35
Finer particle size and more homogeneous distribution of tungsten in the microstructure have been reported in microwave sintered W-15Cu composites. Figure 5 exhibits finer grain size and homogeneous distribution of both the phases in microwave and conventionally sintered W-30Cu composites.
TUNGSTEN HEAVY ALLOYS (WHAs) Tungsten heavy alloy (WHA) is a group of two-phase composites, based on W-Ni-Cu and W-Ni-Fe. Price [Price et al., 1938] proposed liquid phase sintering as a viable technique for consolidating the W-Ni-Cu alloy. The W-Ni-Cu system provided an important basis for understanding the phenomenology of liquid phase sintering. In fact Cannon [Cannon and Lenel, 1953] referred the mechanism of liquid phase sintering as ‘heavy alloy mechanism’. WHA possesses unique combination of properties such as high density (16-18 g/cm3), high strength (1000-1700 MPa) and high ductility (10-30%). WHAs can be classified into two main groups based on the binder composition: W-Ni-Cu and W-Ni-Fe. Besides the high density and unique combination of high strength and ductility, there are other attributes, which make WHA a versatile product [Lassner and Schubert, 1999]:
• The high modulus of elasticity • Excellent vibration damping characteristics • Its good machinability • The high absorption ability for x-rays and γ-rays • Good thermal and electrical conductivities • Low electrical erosion and welding tendency • Good corrosion resistance
The combination of density, ductility, strength, thermal conductivity and corrosion resistance makes them unique in many applications such as radiation shields, vibration dampers, kinetic energy penetrators
and heavy-duty electrical contacts. Being a strategic material, all the details regarding the processing are not available in the open literature. These alloys are very structure sensitive and therefore a firm understanding of the processing and their physical metallurgy are very critical for attaining better product performance. In the past, substantial work has been focused on modifying the matrix composition and post-sintering heat treatment to achieve full densification and optimal mechanical properties. Residual porosity greater than 0.5% drastically reduces the mechanical properties, especially the toughness and ductility.
CONSOLIDATION OF W-Ni-Cu ALLOYS In W-Ni-Cu alloys, normally the nickel-to-copper ratio ranges from 3:2 to 4:1. Price [Price et al, 1938] were the first to propose Ni-Cu as the binder for tungsten heavy alloys. They have shown that highly dense W-Ni-Cu heavy alloys could only be obtained by liquid phase sintering. Subsequently, researchers looked at full densified W-Ni-Cu composites by solid state sintering. Solid state activated sintering of tungsten powder with various Ni-Cu additions was studied by Brophy [Brophy et al., 1966]. Their study was mainly confined to densification mechanism. They proposed that shrinkage occurs during the initial two stages of sintering: (i) rearrangement and (ii) solution-reprecipitation stages. The role of phase relationships on the activated sintering of tungsten was studied by Prill [Prill, 1964]. They proposed that at lower Ni:Cu content, the acceleration of sintering of tungsten diminishes. Kothari [Kothari, 1967] studied the densification and grain growth kinetics of W-Ni-Cu heavy alloys with different Ni:Cu ratios. The rate constant for the sintering process was evaluated from the volume change as a function of sintering period. The activation energy was found to be independent of binder composition. Grain growth rate was proportional to the sintering period. Makarov
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
36 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute
[Makarov et al., 1965] studied the coalescence phenomenon in W-Ni-Cu alloys during liquid phase sintering. The effect of tungsten and copper powder size variation on the sintered properties of W-Ni-Cu heavy alloys was carried out by Srikanth [Srikanth et al., 1983; Srikanth and Upadhyaya, 1984]. They found enhanced sintered properties with finer particle size of the constituent with increasing nickel content in the binder. The effect of composition and sintering temperature on the densification and microstructure of W-Ni-Cu heavy alloys was studied by Ramakrishanan [Ramakrishnan and Upadhyaya, 1990]. Kuzmic [Kuzmic, 1966] proposed that rapid cooling from the sintering temperature prevent the formation of brittle phase in order to obtain good mechanical properties. Ariel [Ariel et al., 1973] correlated the mechanical properties of W-Ni-Cu system with sintered microstructure. Their study showed that the mechanical properties are a function of mean free path between tungsten grains, volume fraction of tungsten grains and the contiguity of tungsten spheroids. The solubility of tungsten in the liquid binder plays a dominant role in sintered W-Ni-Cu alloys. The solubility of W in the Ni-Cu additive can be regulated by an appropriate selection of Ni:Cu ratio. Nowadays, W-Ni-Cu alloys are also being consolidated by
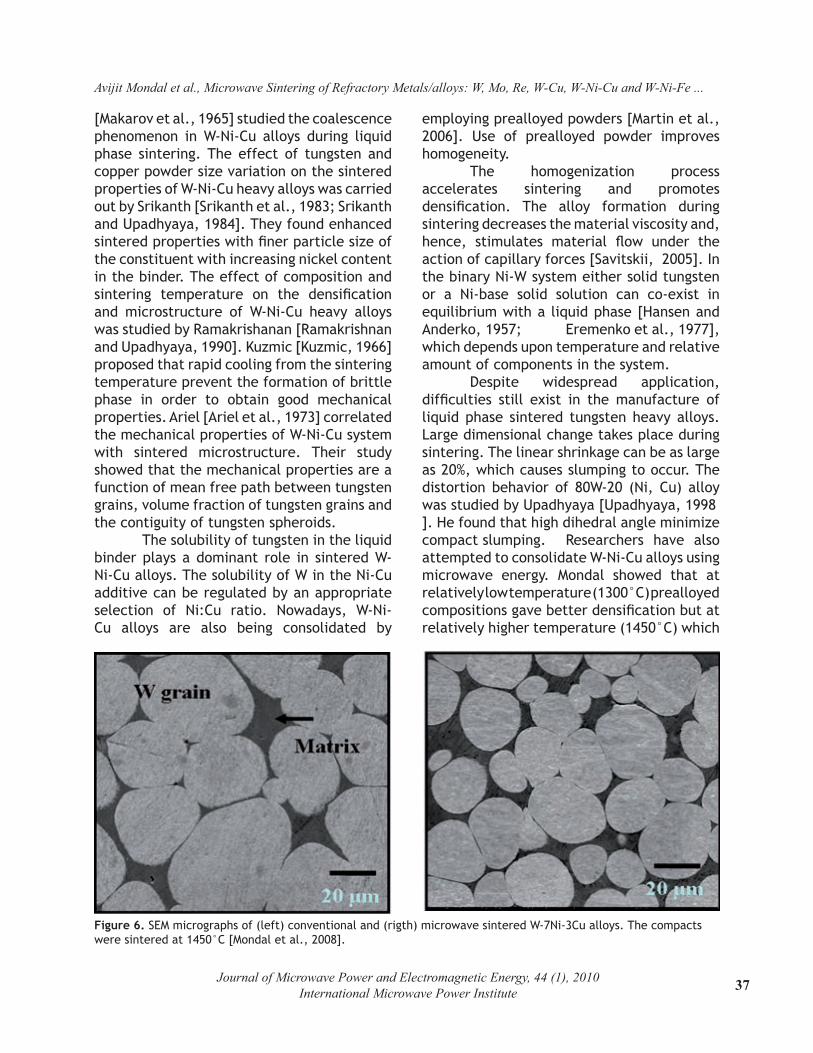
employing prealloyed powders [Martin et al., 2006]. Use of prealloyed powder improves homogeneity. The homogenization process accelerates sintering and promotes densification. The alloy formation during sintering decreases the material viscosity and, hence, stimulates material flow under the action of capillary forces [Savitskii, 2005]. In the binary Ni-W system either solid tungsten or a Ni-base solid solution can co-exist in equilibrium with a liquid phase [Hansen and Anderko, 1957; Eremenko et al., 1977], which depends upon temperature and relative amount of components in the system. Despite widespread application, difficulties still exist in the manufacture of liquid phase sintered tungsten heavy alloys. Large dimensional change takes place during sintering. The linear shrinkage can be as large as 20%, which causes slumping to occur. The distortion behavior of 80W-20 (Ni, Cu) alloy was studied by Upadhyaya [Upadhyaya, 1998]. He found that high dihedral angle minimize compact slumping. Researchers have also attempted to consolidate W-Ni-Cu alloys using microwave energy. Mondal showed that at relatively low temperature (1300°C) prealloyed compositions gave better densification but at relatively higher temperature (1450°C) which
Figure 6. SEM micrographs of (left) conventional and (rigth) microwave sintered W-7Ni-3Cu alloys. The compacts were sintered at 1450°C [Mondal et al., 2008].
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 37
corresponds to the liquid phase sintering of this system, there is no difference between premixed and prealloyed compositions of 90W-7Ni-3Cu alloys, as far as densification is concerned irrespective of the heating mode. Figure 6 exhibits SEM micrographs of conventionally and microwave sintered 90W-7Ni-3Cu alloys. They also reported about 75% reduction in process time, elimination of brittle intermetallic formation and superior mechanical properties in microwave sintered samples.
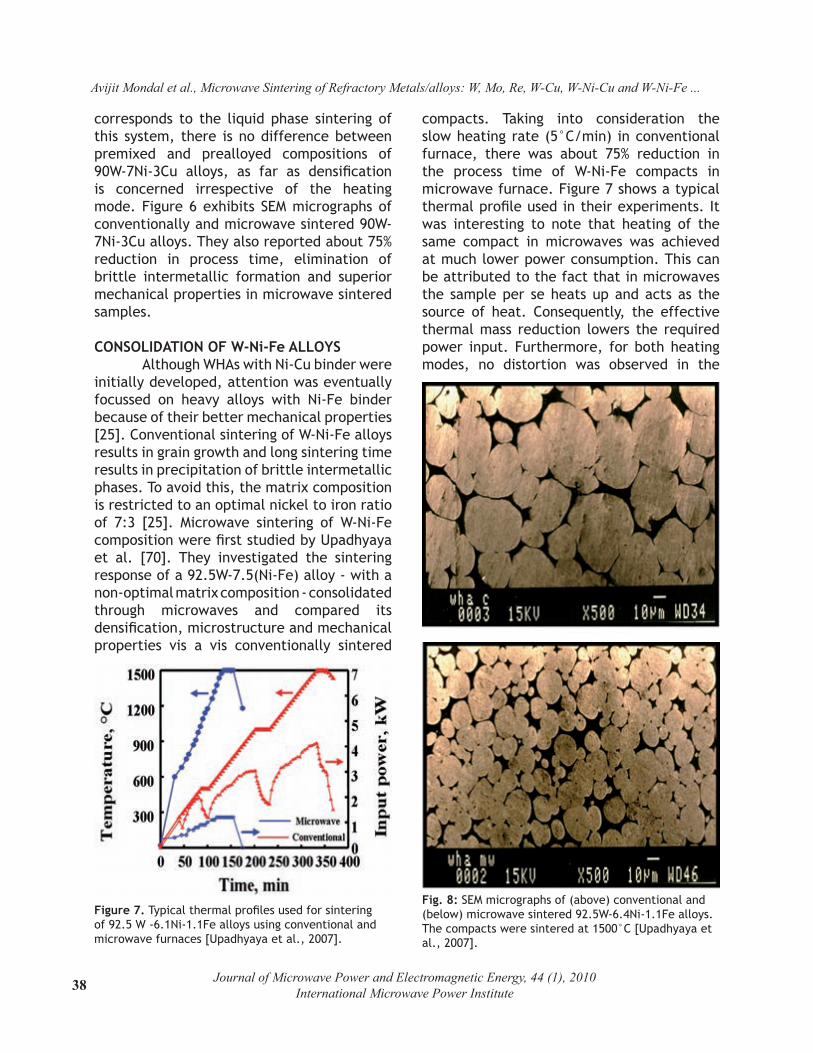
CONSOLIDATION OF W-Ni-Fe ALLOYS Although WHAs with Ni-Cu binder were initially developed, attention was eventually focussed on heavy alloys with Ni-Fe binder because of their better mechanical properties [25]. Conventional sintering of W-Ni-Fe alloys results in grain growth and long sintering time results in precipitation of brittle intermetallic phases. To avoid this, the matrix composition is restricted to an optimal nickel to iron ratio of 7:3 [25]. Microwave sintering of W-Ni-Fe composition were first studied by Upadhyaya et al. [70]. They investigated the sintering response of a 92.5W-7.5(Ni-Fe) alloy - with a non-optimal matrix composition - consolidated through microwaves and compared its densification, microstructure and mechanical properties vis a vis conventionally sintered
Figure 7. Typical thermal profiles used for sintering of 92.5 W -6.1Ni-1.1Fe alloys using conventional and microwave furnaces [Upadhyaya et al., 2007].
Fig. 8: SEM micrographs of (above) conventional and (below) microwave sintered 92.5W-6.4Ni-1.1Fe alloys. The compacts were sintered at 1500°C [Upadhyaya et al., 2007].
compacts. Taking into consideration the slow heating rate (5°C/min) in conventional furnace, there was about 75% reduction in the process time of W-Ni-Fe compacts in microwave furnace. Figure 7 shows a typical thermal profile used in their experiments. It was interesting to note that heating of the same compact in microwaves was achieved at much lower power consumption. This can be attributed to the fact that in microwaves the sample per se heats up and acts as the source of heat. Consequently, the effective thermal mass reduction lowers the required power input. Furthermore, for both heating modes, no distortion was observed in the
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
38 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute
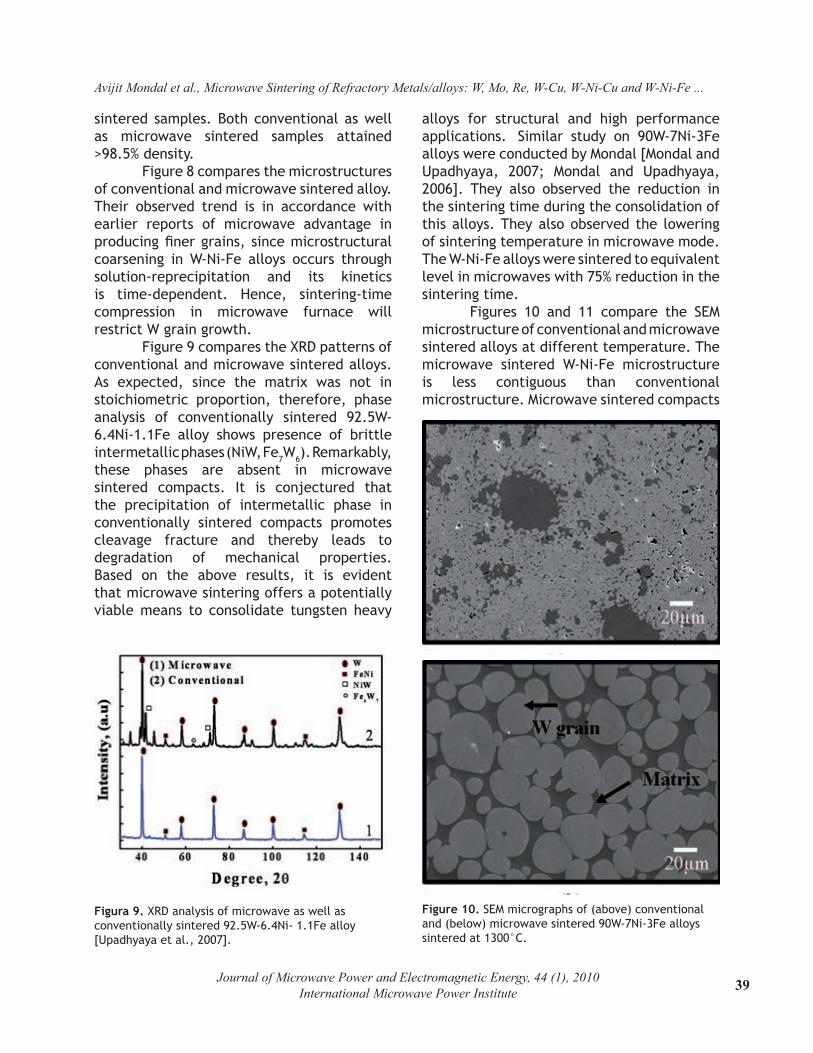
sintered samples. Both conventional as well as microwave sintered samples attained >98.5% density. Figure 8 compares the microstructures of conventional and microwave sintered alloy. Their observed trend is in accordance with earlier reports of microwave advantage in producing finer grains, since microstructural coarsening in W-Ni-Fe alloys occurs through solution-reprecipitation and its kinetics is time-dependent. Hence, sintering-time compression in microwave furnace will restrict W grain growth. Figure 9 compares the XRD patterns of conventional and microwave sintered alloys. As expected, since the matrix was not in stoichiometric proportion, therefore, phase analysis of conventionally sintered 92.5W-6.4Ni-1.1Fe alloy shows presence of brittle intermetallic phases (NiW, Fe7W6). Remarkably, these phases are absent in microwave sintered compacts. It is conjectured that the precipitation of intermetallic phase in conventionally sintered compacts promotes cleavage fracture and thereby leads to degradation of mechanical properties. Based on the above results, it is evident that microwave sintering offers a potentially viable means to consolidate tungsten heavy
alloys for structural and high performance applications. Similar study on 90W-7Ni-3Fe alloys were conducted by Mondal [Mondal and Upadhyaya, 2007; Mondal and Upadhyaya, 2006]. They also observed the reduction in the sintering time during the consolidation of this alloys. They also observed the lowering of sintering temperature in microwave mode. The W-Ni-Fe alloys were sintered to equivalent level in microwaves with 75% reduction in the sintering time. Figures 10 and 11 compare the SEM microstructure of conventional and microwave sintered alloys at different temperature. The microwave sintered W-Ni-Fe microstructure is less contiguous than conventional microstructure. Microwave sintered compacts
Figure 10. SEM micrographs of (above) conventional and (below) microwave sintered 90W-7Ni-3Fe alloys sintered at 1300°C.
Figura 9. XRD analysis of microwave as well as conventionally sintered 92.5W-6.4Ni- 1.1Fe alloy [Upadhyaya et al., 2007].
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 39
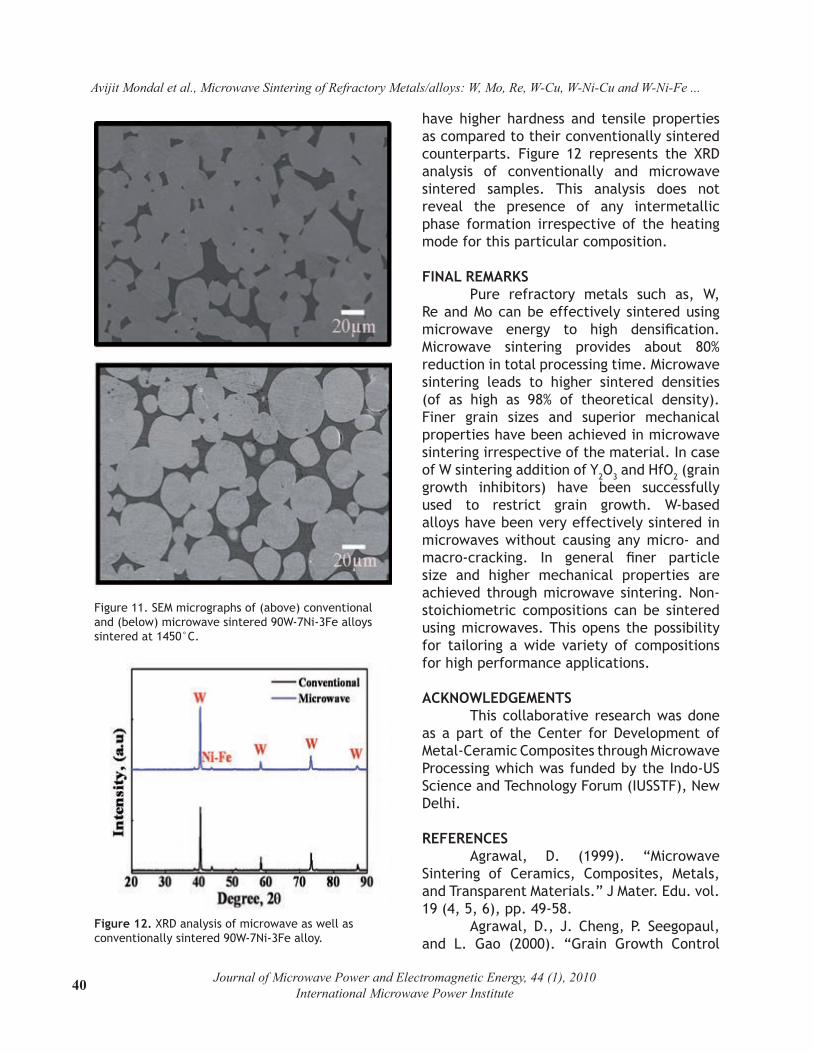
Figure 11. SEM micrographs of (above) conventional and (below) microwave sintered 90W-7Ni-3Fe alloys sintered at 1450°C.
Figure 12. XRD analysis of microwave as well as conventionally sintered 90W-7Ni-3Fe alloy.
have higher hardness and tensile properties as compared to their conventionally sintered counterparts. Figure 12 represents the XRD analysis of conventionally and microwave sintered samples. This analysis does not reveal the presence of any intermetallic phase formation irrespective of the heating mode for this particular composition.
FINAL REMARKS Pure refractory metals such as, W, Re and Mo can be effectively sintered using microwave energy to high densification. Microwave sintering provides about 80% reduction in total processing time. Microwave sintering leads to higher sintered densities (of as high as 98% of theoretical density). Finer grain sizes and superior mechanical properties have been achieved in microwave sintering irrespective of the material. In case of W sintering addition of Y2O3 and HfO2 (grain growth inhibitors) have been successfully used to restrict grain growth. W-based alloys have been very effectively sintered in microwaves without causing any micro- and macro-cracking. In general finer particle size and higher mechanical properties are achieved through microwave sintering. Non-stoichiometric compositions can be sintered using microwaves. This opens the possibility for tailoring a wide variety of compositions for high performance applications. ACKNOWLEDGEMENTS This collaborative research was done as a part of the Center for Development of Metal-Ceramic Composites through Microwave Processing which was funded by the Indo-US Science and Technology Forum (IUSSTF), New Delhi. REFERENCES Agrawal, D. (1999). “Microwave Sintering of Ceramics, Composites, Metals, and Transparent Materials.” J Mater. Edu. vol. 19 (4, 5, 6), pp. 49-58. Agrawal, D., J. Cheng, P. Seegopaul, and L. Gao (2000). “Grain Growth Control
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
40 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute
in Microwave Sintering of Ultrafine WC-Co Composite Powder Compacts.” Powder Metal., vol. 43(1), pp. 15-16. Agrawal, D.K. (1998). “Microwave Processing of Ceramics: A Review.” Current Opinion in Solid State & Mat Sci, vol. 3 (5), pp. 480-86. Agrawal, D.K., A.J. Papworth, J. Cheng, H. Jain, and D.B. Williams (2001), “ Microstructural Examination by TEM of WC/Co Composites Prepared by Conventional and Microwave Processes.” Proc. 15th International Plansee Seminar, vol.2, G. Kneringer, P. Rodhammer and P. wilhartitz (eds.),Plansee AG, Reutte, Austria, pp. 677-684. Andrey, L.M., Eugene A. Olevsky (2004). “Effective Diffusion Coefficients in Solid-State Sintering.” Acta Materialia, vol. 52, pp. 2953–2963. Anklekar, R.M., D.K. Agrawal, and R. Roy (2001). “Microwave Sintering and Mechanical Properties of P/M Steel.” Powder Metal., vol. 44[4], pp. 355-362 Anklekar, R.M., K. Bauer, D.K. Agrawal, and R. Roy (2005). “Improved Mechanical Properties and Microstructural Development of Microwave Sintered Copper and Nickel Steel PM Parts.” Powder Metallurgy, vol. 48, no. 1, pp. 39-46. Ariel, E., J. Batra, and D. Brandon (1973). “Activated Sintering.” Powder Metallurgy International, vol. 5, pp 125-128. Averbach, R.S., H. Zhu, R. Tao, and H.J. Hofler (1996). “Sintering of Nanocrystalline Materials.” Experiments and Computer Simulations, in Synthesis and Processing of Nanocrystalline Powder, edited by D.L. Bourell, pp. 203–216. Booske, J. H., R.F. Cooper, S.A. Freeman (1997). “Microwave Enhanced Reaction Kinetics in Ceramics.” Mat. Res. Innovat., vol. 1, pp. 77–84. Bose, A., B.R. Klotz, F.R. Kellogg, K.C. Cho and R.J. Dowding (2008). “Nanocrystalline Tungsten Powder Synthesis Using High Energy Milling.” Proc. 2008 Intl Conf on W, Refract & Hardmetals VII, Publ MPIF, pp. 5-35 – 5-48. Bourell, L., and J.R. Groza (1998). “Consolidation of Ultra Fine and
Nanocrystalline Powder.” in ASM Handbook 7 (American Society of Metals, Metals Park, OH), pp. 583–589. Brophy, J.H. and A.L. Prill (1966). “A Reanalysis of Data on the Solution-Reprecipitation Stage of Liquid Phase Sintering.” Trans. AIME, vol. 236, pp. 85-91. Bykov, Yu. V., K.I. Rybakov and V.E. Semenov (2001). “High-Temperature Microwave Processing of Materials.” J. Phys. D: Appl. Phys., vol. 34, pp. R55–R75. Cannon, H.S. and F.V. Lenel (1953). “Some Observations on the Mechanism of Liquid Phase Sintering.” Proceedings of Plansee Seminar, F. Benesovsky (ed.), Plansee Metallwerk, Reutte, Austria, pp. 106-122. Chhillar, P., D. Agrawal and J.H. Adair (2008). “Sintering of Molybdenum Metal Powder using Microwave Energy.” Powder Metallurgy , vol. 51, no. 2, pp. 182-187 Clark, D.E. and W.H. Sutton (1996). “Microwave Processing of Materials.” Ann. Rev. Mater. Sci., vol. 26, pp. 299-331. Couchman, P.R. and W.A. Jesser (1977). “Thermodynamic Theory of Size Dependence of Melting Temperature in Metals,” Nature, vol. 269, no.6, pp. 481-483. Engleman, G., J. Nable, A.J. Sherman, L.O. Vatamanu, B. Doud and J. Stiglich (2008). “Development and Characterization of Nano-Tungsten Powder.” Proc. 2008 Intl Conf on W, Refract & Hardmetals VII, Publ MPIF, pp. 5-49 – 3-56. Eremenko, V.N., R.V. Minakova, and M.M. Churakov (1977). “Solubility of Tungsten in Copper-Nickel Melts.” Soviet Powder Metallurgy and Metals Ceramics, vol. 16, pp. 283-286. Groza, J.R. (1999). “Sintering of Nanocrystalline Powders.” Int. J. Powder Metall. vol. 35, 59 Groza, J.R. (2002). “Nanocrystalline Powder Consolidation Methods.” Nanostructured Materials-Processing, Properties and Potential Applications, edited by C.C. Koch Noyes, New York, NY, pp. 115–178. Hahn, H. (1993). “Microstructure and Properties of Nanostructured Oxides.”
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 41
Nanostruct. Mater. vol. 2, pp. 251. Hansen, M., and K.P. Anderko (1957). “Constitution of Binary Alloys.” McGraw-Hill, New York. Huang, H., and K. Hwang (2002). “Deoxidation of Molybdenum during Vacuum Sintering.” Metall. Mater. Trans. A, vol. 33A, pp. 657–664. Jain, M., G. Skandan, K. Martin, K. Cho, B. Klotz, R. Dowding, D. Kapoor, D. Agarwal, and J. Chang (2006). “Microwave Sintering: A New Approach to Fine-Grain Tungsten-I.” International Journal of Powder Metallurgy, vol. 42, no. 2, pp. 45-50. Jain, M., G. Skandan, K. Martin, K. Cho, B. Klotz, R. Dowding, D. Kapoor, D. Agarwal, and J. Chang (2006). “Microwave Sintering: A New Approach to Fine-Grain Tungsten-II.” International Journal of Powder Metallurgy, vol. 42, no. 2, pp. 53-57. Johnson, J.L. (2008). “Progress in Processing Nanoscale Refractory and Hardmetal Powders.” Proc. 2008 Intl Conf on W, Refract & Hardmetals VII, Publ MPIF, pp. 5-57 – 5-71. Kothari, N.C. (1967). “Densification and Grain Growth during Liquid Phase Sintering of Tungsten-Nickel-Copper Alloys.” Journal Less-Common. Metals, vol. 13, pp. 457-461. Kuzmic, J.F. (1966). “Modern Development in Powder Metallurgy.” Ed. H.H. Hausner, Plenum Press New York, vol. 3 , pp. 166-171 Lassner, E., and W.D. Schubert (1999). “Tungsten: Properties, Chemistry, Technology of the Elements, Alloys, and Chemical Compounds.” Kluwer Academic/Plenum Publishers, New York Luo, J., C. Hunyar, l. Feher, G. Link, M. Thumm, and P. Pozzo (2004). “Theory and Experiments of Electromagnetic Loss Mechanism for Microwave Heating of Powdered Metals.” Appl. Phys. Lett., vol.84, no.24, pp. 5076-79. Makarov, R., O.K. Teodorovich, and I.N. Fruntsevich (1965). “The Coalescence Phenomena in Liquid Phase Sintering in the
Systems W-Ni-Fe and W-Ni-Cu.” Soviet Powder Metallurgy and Metal Ceramic, vol. 4, pp. 554-559. Malewar, R., K.S. Kumar, B.S. Murty, B. Sarma, and S.K. Pabi (2007). “On Sinterability of Nanostructured W Produced by High-Energy Ball Milling.” Journal of Material Research, vol. 22, no. 5, pp.1200-1206. Martin, J.M., J.L. Johnson, R.M. German, and F. Castro (2006). “Microstructural Evolution of Tungsten Heavy Alloys during Heating.” San Diego. Mishra, P., G. Sethi, and A. Upadhyaya (2006). “Modeling of Microwave Heating of Particulate Metals.”Metallurgical and Materials Transactions B, vol. 37b, pp.839-845. Mondal, A., A. Upadhyaya and B. Sarma (2007). “Microwave Sintering of Tungsten Heavy Alloys.” International Conference on Metals and Alloys: Past, Present and Future, Kanpur, December Mondal, A., A. Upadhyaya and D. Agarwal (2009). “Microwave Sintering of W-Cu, W-Ni-Cu and W-Ni-Fe Alloys.” 17th International Plansee Seminar, 25 to 29th May , Reutte, Austria Mondal, A., A. Upadhyaya and D. Agarwal (2009). “Sintering Advances in Consolidating W and its Alloys.” TMS 2009 Annual Meeting and Exhibition, February 15-19, San Francisco, California. Mondal, A., A. Upadhyaya and D. Agrawal (2009). “Microwave Sintering of W-18Cu and W-7Ni3Cu Alloys,” Journal of Microwave Power & Electromagnetic Energy, vol. 43, no. 1, pp. 43-1-11 – 16. Mondal, A., and A. Upadhyaya (2006). “Sintering Advances in Consolidating W-Based Alloys.” PMRM workshop, organized by Heavy Alloy Penetrator Project, Tiruchirappalli. Mondal, A., and A. Upadhyaya (2007). “Microwave Sintering of Tungsten Heavy Alloys.” PMAI Conference organized by Powder Metallurgical Association of India, Delhi Mondal, A., D. Agrawal and A. Upadhyaya (2008). “Effect of Microwave and Conventional Heating on Sintering Behavior of
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
42 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute
Tungsten Coated Copper Powder.” Proc. 2008 Intl Conf on W, Refract & Hardmetals VII, Publ MPIF, pp. 3-134 – 3-140. Mondal, A., D. Agrawal and A. Upadhyaya (2008). “Microwave and conventional Sintering of Premixed and Prealloyed Tungsten Heavy Alloys.” Materials Science and Technology, Oct 5-9, Pittsburgh, pp. 2502-2515. Mondal, A., D. Agrawal and A. Upadhyaya (2008). “Microwave Heating of Pure Copper Powder with Different Particle Size and Porosity.” Global Congress on Microwave Energy Application, Japan, pp. 517-520 Mondal, A., D. Agrawal and A. Upadhyaya (2008). “Microwave Sintering of Tungsten Based Alloys.” Proc. 2008 Intl Conf on W, Refract & Hardmetals VII, Publ MPIF, pp. 3-122 – 3-132. Mondal, A., D. Agrawal and A. Upadhyaya (2008). “Sintering Advances in Consolidating W Based Alloys.” Global Congress on Microwave Energy Application, Japan, pp. 301-304. Mondal, A., D. Agrawal and A. Upadhyaya (2009). “Microwave Heating of Pure Copper Powder with Varying Particle Size and Porosity.” Journal of Microwave Power & Electromagnetic Energy, vol 43, no. 1, pp. 43-1-5 – 10. Mondal, A., D. Agrawal, A. Upadhyaya, P. Chhillar, J. Cheng, and R. Roy (2009). “Microwave Sintering of Refractory Metals: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe Alloys.” International Conference on Materials for Advanced Technology, 28th June to 3rd July, Singapore. Oda, E., K. Ameyama, S. Yamaguchi (2006). “Fabrication of Nano Grain Tungsten Compact by Mechanical Milling Process and its High Temperature Properties.” Materials Science Forum, vol. 503-504, pp 573-578. Patrician, T., V. Sylvester and R. Daga (1985). Proc. Symp. On “Physical Metallurgy and Technology of Molybdenum and its Alloys”; Ann Arbor, MI, USA, AMAX Materials Research Center, 1–11.
Prabhu, G., A. Chakraborty, B. Sarma (2008). “Microwave Sintering of Tungsten.” Int. Journal of Refractory Metals & Hard Materials, Price, G.H.S., C.J. Smithells, and S.V. Williams (1938). “Sintered Alloys. Part I. Copper-Nickel-Tungsten Alloys Sintered with a Liquid Phase Present.” Journal of Institute. Metals, vol. 62, pp. 239-264. Prill, A.L. (1964). “The Role of Phase Relationships in the Activated Sintering of Tungsten.” Transaction AIME, vol. 230, pp. 769-772. Ramakrishnan, K.N., and G.S. Upadhyaya (1990). “Effect of Composition and Sintering on the Densification and Microstructure of Heavy Alloys Containing Copper and Nickel.” Journal of Materials Science Letters, vol. 9, pp. 456-459. Rao, K.J. and P.D. Ramesh (1995). “Use of Microwaves for the Synthesis and Processing of Materials.” Bull. Mater. Sci., vol.18, no.4, pp. 447-465. Rodiger, K., K. Dreyer, T. Gerdes, and M.W. Porada (1998). “Microwave Sintering of Hardmetals.” International Journal of Refractory Metals & Hard Materials, vol.16, pp. 409-416. Roy, R., D.K. Agrawal, J.P. Cheng, and S. Gedevanishvili (1999). “Full Sintering of Powdered Metals Using Microwaves.” Nature, vol.399, no.17, pp. 668-670. Rybakov, K.I., V.E. Semenov, S.V. Egorov, A.G. Eremeev, I.V. Plotnikov, and Y.V. Bykov (2006). “Microwave Heating of Conductive Powder Materials.” J. Appl. Phys., vol. 99, pp. 023506-09. Saitou, K. (2006). “Microwave Sintering of Iron, Cobalt, Nickel, Copper and Stainless Steel Powders.” Scripta Materialia, vol. 54, no. 5, pp. 875-879. Savitskii, A.P (2005). “Scientific Approaches to Problems of Mixtures Sintering.” Science of Sintering, vol. 37, pp. 03-17. Srikanth, V. and G.S. Upadhyaya (1983). “Properties of Sintered Heavy Alloys.” International Journal of Refractory and Hard Metals, vol. 2, no 3. pp. 49-54.
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute 43
Srikanth, V. and G.S. Upadhyaya (1984). “Effect of Tungsten Particle Size on Sintered Properties of Heavy Alloys.” Powder Technology, vol. 39, pp. 61-65. Sutton, W. (1992). “Microwave Processing of Ceramics-an Overview.” Mater Res Sot Symp Proc, vol. 269, pp. 3-l 9. Takayama, S., G. Link, S. Miksch, M. Sato, J. Ichikawa, and M. Thumm (2006). “Millimetre Wave Effects on Sintering Behavior of Metal Powder Compacts.” Powder Metallurgy, vol.49, no.3, pp. 274-280. Tinga, W.R. and A.G. Voss (1968). “Microwave Power Engineering.” New York: Academic Tinga, W.R. and E.M Edwards (1968). “Dielectric Measurements Using Swept Frequency Techniques.” Journal of Microwave Power, vol.3, no. 3, p.p.114-125.
Upadhyaya, A. (2001). “Processing Strategy for Consolidating Tungsten Heavy Alloys for Ordnance Applications.” Materials Chemistry and Physics, vol. 67, pp. 101-110. Upadhyaya, A., (1998). “A Microstructure-Based Model for Shape Distortion during Liquid Phase Sintering.” Ph.D.Thesis, Penn State, USA. Upadhyaya, A., S. K. Tiwari, and P. Mishra (2007). “Microwave Sintering of W-Ni-Fe Alloys.” Scripta Materialia, vol.56, pp. 5-8. Von Hippel, A. (1954). “Dielectric Materials and Applications,” Technology Press of M.I.T, p.p.301 Wang, H., Z.Z. Fang and D. Siddle (2008). “Study of Size-Dependent Sintering Behavior of Tungsten Powders.” Proc. 2008 Intl Conf on W, Refract & Hardmetals VII, Publ MPIF, pp. 5-72 – 5-77
Avijit Mondal et al., Microwave Sintering of Refractory Metals/alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe ...
44 Journal of Microwave Power and Electromagnetic Energy, 44 (1), 2010International Microwave Power Institute











![GRAIN BOUNDARY PHENOMENA IN NdFeB-BASED … · Grain boundary phenomena in NdFeB-based hard magnetic alloys 19 particularly important for the liquid phase sintering [23,24]. The correct](https://img.pdfslide.us/doc/110x75/5b915de609d3f210288b828e/grain-boundary-phenomena-in-ndfeb-based-grain-boundary-phenomena-in-ndfeb-based.jpg)

















