Embed Size (px)
Citation preview
i Processing
PILOT PLANT TESTS ON APPLYING DECOLORIZATION PROCESSES TOGETHER WITH DEFECATION FOR
WHITE SUGAR MANUFACTURING
Lee Chin San Consultant, Taiwan Sugar Corporation, Taipei, Taiwan, Republic of China
ABSTRACT
Several new processes for making plantation white sugar are described and tested in pilot plant. The "defecation and decoloriza- tion process" which first applies the clar-ifier and vacuum filter to remove the insoluble matter from cane juice then declorizes the clarified juice by lowering the temperature of the juice and using sulfitation and activated carbon to remove coloring matter can pro- duce a syrup of 164.3 color index. The new process is easy to control, more profitable and free from trouble of pollution caused by filter cake. Te new process produces white sugar as good as those from conventional carbonation process, yet in comparison with the manufacturing cost of the carbonation process it saves up to $ 164 U.S. for each 1,000 tons of sugarcane processed.
n I. INTRODUCTION
White sugar is mostly made either by refining or plantation carbon- ation process. In refinery, raw sugar of 94-98 pol. is remelted, purified and recrystallized to obtain high quality refined sugar, while in plantation mill, plantation white sugar is generally made by carbonation which in- cludes sulfitation as decolorization step. Refinery produces white sugar of super quality both in its colour and its low ash content while plantation carbonation process may also produce good quality products, yet this pro- cess, at present, is not quite favorable because of its huge labor requirement, its difficulty in filtering operation and its low sugar recovery. Theoretically speaking, carbonation process has no refining loss of sugar as that happens in a refinery and requires less expensive equipments, its production cost should be very low. Yet actually this process has such following di- sadvantages.
( 1 ) The process gives enormous quantity of high alkaline filter cake which causes water pollution and problem on disposal. At present many
1 carbonation factories in both the developed and developing countries are to be blamed for their pollution of dumping filter cakes into the nearby rivers. Because of its high alkaline property this kind of filter cakes are difficult to find the proper way to dispose.
(2) In the first carbonation .filtering station many strong good workers are required to discharge the filtering cakes from the filters. For a mill of 1,700 ton-day capacity a work force of 14-16 persons is an
2984 PROCESSING
average requirement for one shift in this station. With the addition of workers needed for lime kiln, for carbonators and for Td, and other filters the total work force for the clarifying station of a 1,700 ton-day carbonation factory should be not less than 34 persons per shift. In carbonation factory, automation is not recommended for the carbonation station due to the fluctuation in quality of cane juice from different varieties of sugarcane. At present strong skillful workers are hard to get and the labor cost are high. This situation usually causes the filter station not under proper con- trolled. Compared with the up-to-date clarifying station of a refinery of same sugar production, capacity which employs a working force of 5 to 6 persons per shift, the labor cost of a carbonation factory is definitely higher.
(3) Carbonation is a delicate process. No matter what is its working temperature, its pH control or its retention time in the reactors, all of the controls need to be attended with special care. A little mistake in operation will immediately cause difficulty in* the filtration and eventually will de- crease recovery.
For the purpose of eliminating such a disadvantageous process, it is believed that there must be some way to make white sugar without bother by such difficulties as cake disposal, requirement of skillful good worker and fluctuation in production quality. Several new processes have been evaluated. Simple sulfitation which applies SO, as bleaching and settling agent is an easy process, but it produces white sugar of high sulfur content which gives both the disadvantages of low keeping quality and high color index to the sugar produced. Also, to attach a recrystallization system in a defecation factory for producing white sugar by remelting the raw sugar for reboiling can produces white sugar of good quality. The drawback of this process is that it requires addition of boiler, pan and centrifugals etc. and also its recovery is only between the range of 94-96%. Sugar loss of this additional system is sometime up to 6%.
As we know defecation for raw sugar production has long been adopted as a popular process because of its simple and easy operational procedures. So for the purpose to have a good white sugar manufacturing process in plantation mill, why do not combine this simple process with some other processes special for decolorization to form an unique opera- tion to produce plantation white sugar under the same roof of the sugar factory.
bor two years, both laboratory and pilot plant experiments have been held in Hsinying Sugar Factory for the purpose of finding out whether there is possibility to make better white sugar starting right from clarified juice of defecation process. The Dorr-clarifier and Oliver filter in defec- ation process are applied to remove all of the insoluble matters in cane juice. These .insoluble matters, called cake, come out from Oliver filter, are good organic fertilizer which is mostly applied as manure to cane farm. This kind of cake causes no cake disposal problem. The juice comes out from Dorr-clarifier is called clarified juice. This juice, contains no or very little amount of insoluble matter, can be worked out to produce white sugar, if
it is properly treated with decolorization process. It is considered that by
applying clarified juice as starting material and by adopting decolorization
treatment, white sugar can easily be produced without troubles. 4
~ecolbrization operations for clarified juice by applying chemical de-
colorizing agents with or without addition of activated carbon have been
evaluated first in laboratory then in pilot plant. In this paper only tests
of pilot factory scale are concerned.
II 11. TEST PROCEDURES AND EQUIPMENTS
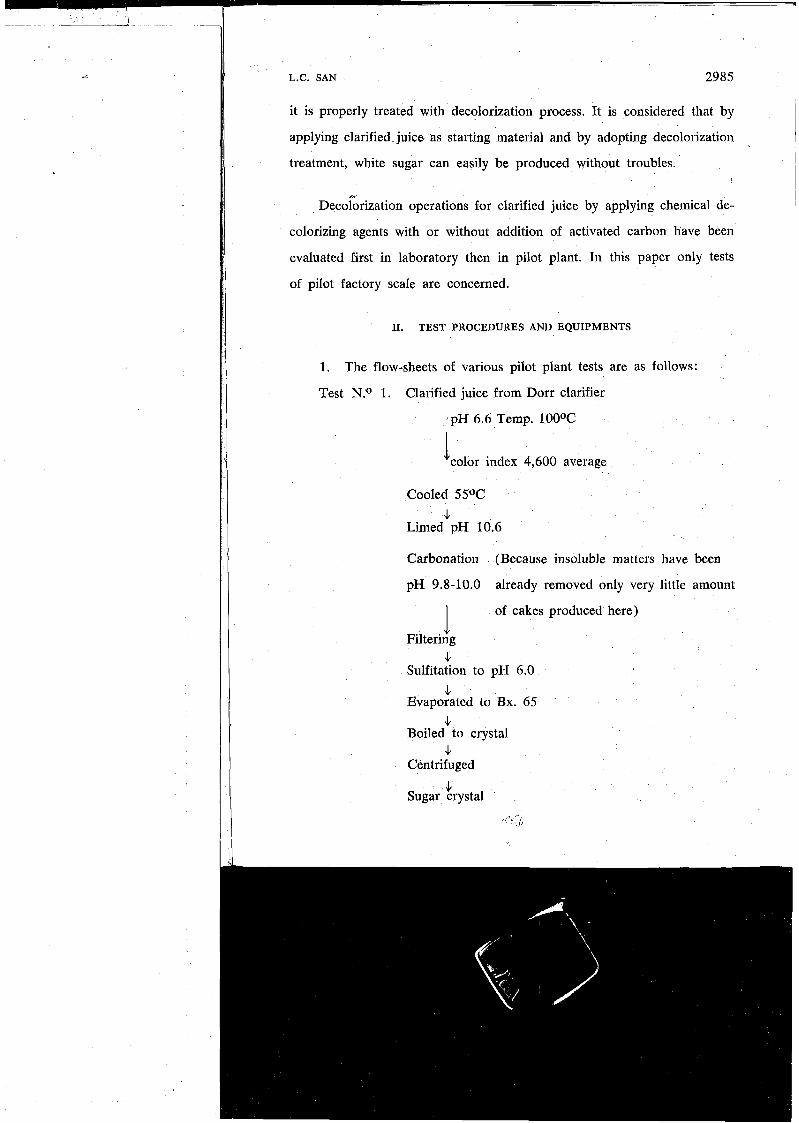
1. The flow-sheets of various pilot plant tests are as follows:
Test N." 1. Clarified juice from Dorr clarifier
, pH 6.6 Temp. 100°C
'color index 4,600 average
Cooled 55°C .L
Limed pH 10.6
Carbonation (Because insoluble matters have been
pH 9.8-10.0 already removed only very little amount
of cakes produced here)
Filtering J.
Sulfitation to pH 6.0
I I J. Centrifuged
J Sugar crystal
PROCESSING
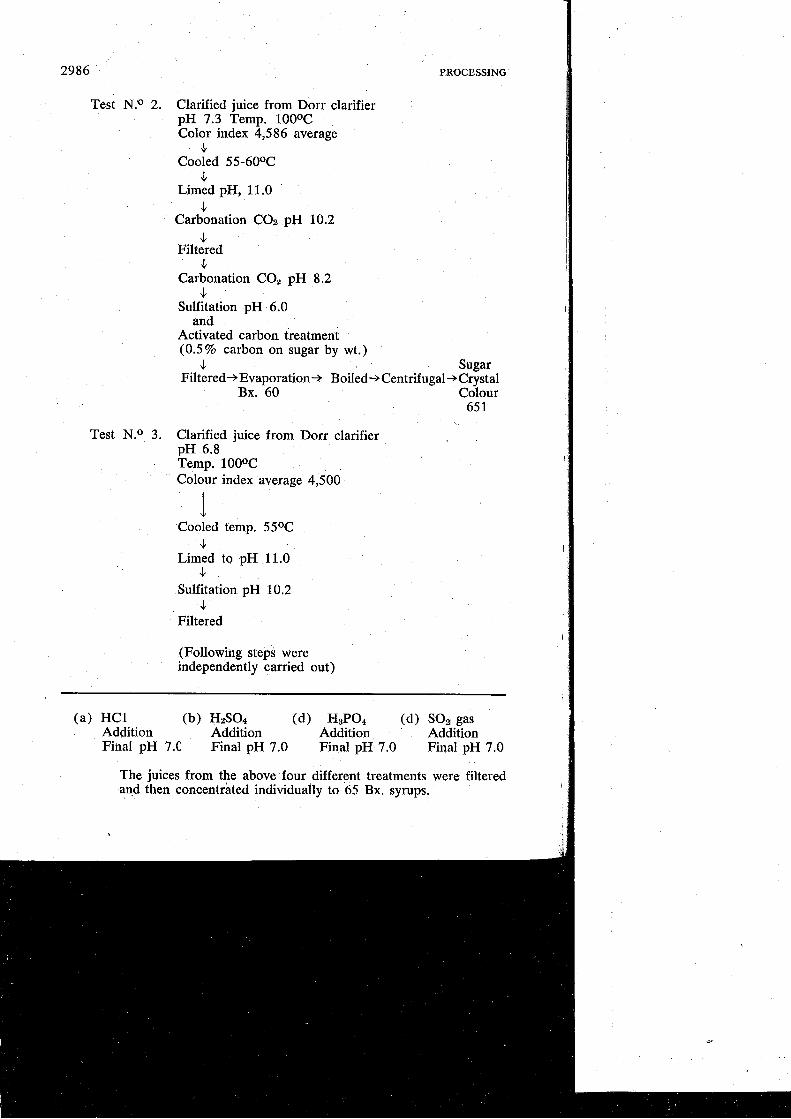
Test N.O 2. Clarified juice from Dorr clarifier pH 7.3 Temp. 100°C Color index 4,586 average
4, Cooled 55-60°C
4 Limed pH, 1 1.0
4 Carbonation COz pH 10.2
4 Filtered
4 Carbonation CO, pH 8.2
4 Sulfitation pH 6.0
and Activated carbon treatment (0.5 % carbon on sugar by wt.) 4 Sugar
Filtered*Evaporation* Boiled+ Centrifugal* Crystal Bx. 60 Colour
65 1
Test N.O 3. Clarified juice from Dorr clarifier pH 6.8 Temp. 100°C Colour index average 4,500
I Cooled temp. 550C
4 Limed to pH 11.0
I 4,
Sulfitation pH 10.2 4
Filtered
(Following steps were independently carried out)
(a) HC1 (b) HzS04 (dl Hap04 (d) SO2 gas Addition Addition Addition Addition Final pH 7.0 Final pH 7.0 Final pH 7.0 Final pH 7.0
The juices from the above four different treatments were filtered and then concentrated individually to 65 Bx. syrups.
L.C. SAN 2987
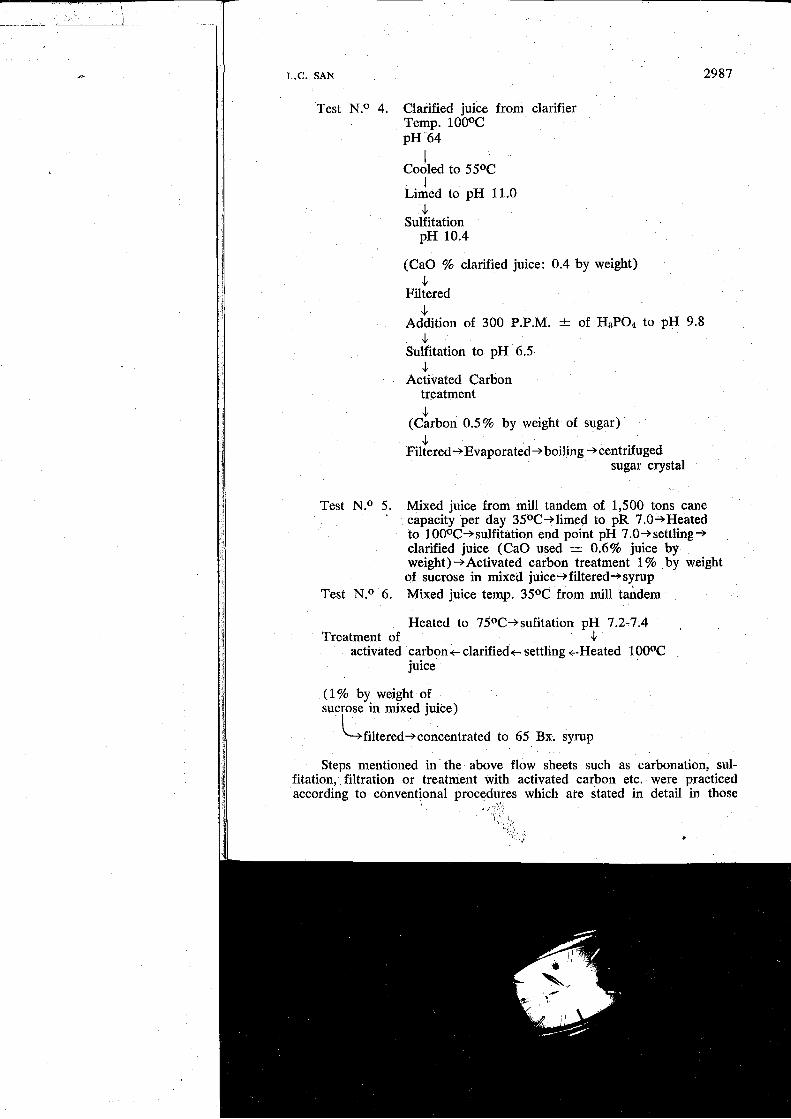
Test N.O 4. Clarified juice from clarifier Temp. 100°C pH '64
I Cooled to 55OC
I Limed to pH 11.0
J. Sulfitation
pH 10.4
(CaO % clarified juice: 0.4 by weight) J.
Filtered J.
Addition of 300 P.P.M. & of to pH 9.8 J.
Sulfitation to pH 6.5 J.
Activated Carbon treatment J.
(Carbon 0.5% by weight of sugar) J.
~ i l t e r e d + ~ v a ~ o r a t e d + boiling +centrifuged sugar crystal
Test N.O 5. Mixed juice from mill tandem of 1,500 tons cane "
capacity per day 35OC+lirneg to pR 7.0+Heated to 1000C+ sulfitation end point pH 7.0+ settling + clarified juice (CaO used --- 0.6% juice by weight) +Activated carbon treatment 1 % by weight of sucrose in mixed juice+filtered-+syrup
Test N." 6. Mixed juice temp. 350C from mill tandem
Heated to 750C+sufitation pH 7.2-7.4 Treatment of 3.
activated carbon + clarified+ settling +Heated 10WC juice
(1 % by weight of sucrose in mixed juice)
I bfiltered+concentrated to 65 Bx. syrup
Steps mentioned in the above flow sheets such as carbonation, sul- fitation, filtration or treatment with activated carbon etc. were practiced according to conventional procedures which are stated in detail in those
4 s t t ; \ t
I / i : ,
sugar hand books such as "Handbooks of Cane Sugar Engineering" by Hugot. "Cane Sugar Hand Book" by Spenser and Meade and "Principles of Sugar Technology" by P. Honig etc. All of the tests are carried out in batch system and the juice volume used in each batch is 600 liters or 900 liters. Concentration of lime milk for the experiments is kept on 10-12 Bx, quantity of lime used is from 0.4 to 1.2% by weight of juice. Carbon dioxide and sulfur dioxide gases are supplied respectively from COz or SO2 bombs and is diluted with air from air compressor. Reaction time for carbonation or sulfitation varies according to end point pH required. Over all time required for each batch starting from juice charging-in to concentrated syrup takes about five hours. Contact time of activated carbon treatment is fixed to 35 mins. per batch at the temperature of 75OC.
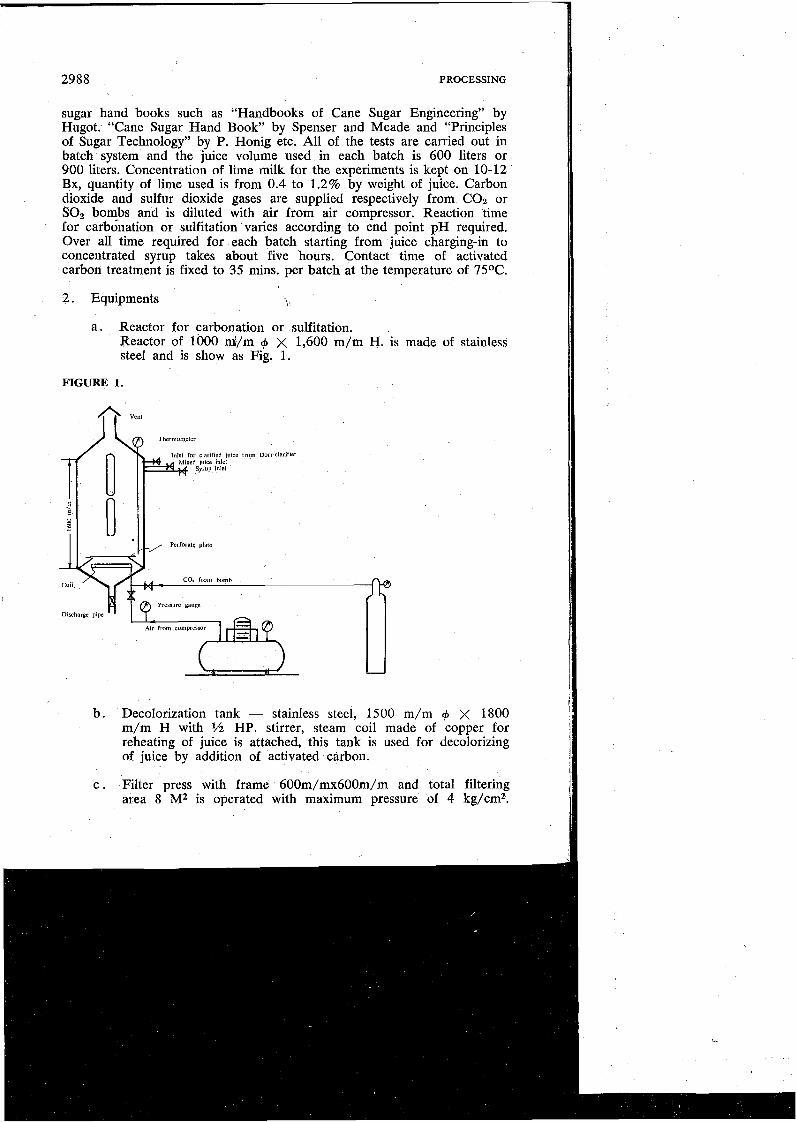
2 . Equipments I,
b. Decolorization tank - stainless steel, 1500 m/m + X 1800 m/m H with 1/2 HP. stirrer, steam coil made of copper for reheating of juice is attached, this tank is used for decolorizing of juice by addition of activated carbon.
c . Filter press with frame 600m/mx600m/m and total filtering area 8 M2 is operated with maximum pressure of 4 kg/cm2.
L.C. SAN 2989
d . Pilot evaporator with calandria diameter 600 m/m + and heat- ing surface 0.8 M2 is operated at 650 m/m Hg. vacuum and 0.4 kg/cm2 steam in calandria.
e . Pilot vaccum pan of 3" + copper tubes in calandria with proof stick and sightglass is operated at 650 m/m Hg. vacuum and 0.4 kg/m2 pressure of steam, capacity of pan is 0.25 ton.
f . Centrifugal: Laboratory centrifugal of 2,800 R.P.M. and 500 gm. capacity per batch.
g. Color measurement: Sugar solution or juice of 10-50 Bx. at pH 7.0, filtered through Kieselguhr is measured in Quartz cell of 10 cm. with a Spectronic 20 spectrophotometer, color index is calculated by the following formula:
-log T560X 1000 Color index = - -
b X c
b = gm/c.c. c = cell length
Distilled water is used for calibration (100% T) .
111. DATA AND RESULTS
Color indexes of samples of all the juices and syrups in these pilot tests were measured with the spectronic spectrophotometer and calculated with the colour index formula stated as in Chapter 11.
a. Average colour index of mixed juice:
Average Bx of mixed juice: 14.0 Sp.Gr.: 1 .0567 T560 reading: 28 . 5 Average colour index: 3,204
b. Average colour index of clarifying juice:
Average Bx. : 15.0 Sp.Gr.: 1.0610 T560 reading: 16.0 Average colour index: 4,348
The higher colour index of clarifying juice is due to liming of mixed juice to pH.7.4 in 104OC and staying in the clarifier for more than 3 hours.
c. Color indexes of samples from each step of six various tests were taken and listed as following. There is not much variations on the color indexes of original clarified juices through the tests were not run at the same date and the juices welle from different
I varieties of cane.
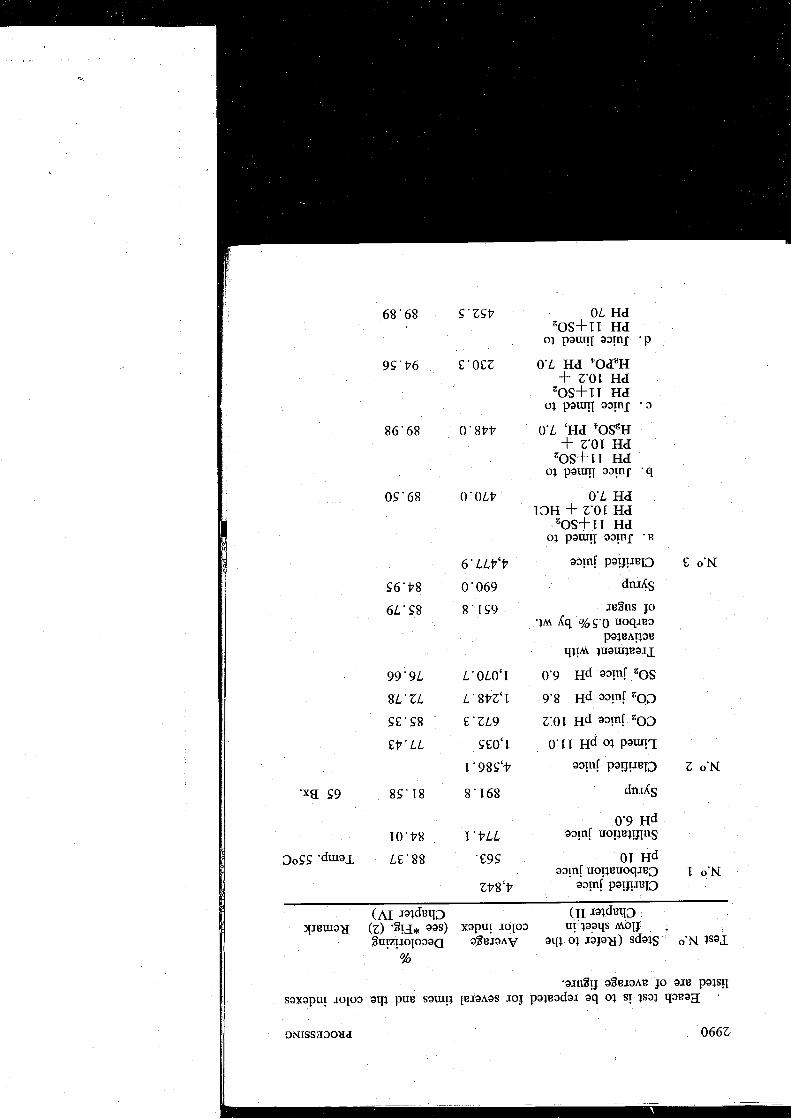
68 ' 68 S'ZSP OL H d 'OS+~I H d
01 paurq a q n ~ - p
9S'P6 E ' O E Z O'L H d POdEH + zaor H d Z ~ ~ + ~ ~ ~d
01 pauq aqny . 3
86 '68 0 ' 8PP O'L 'Hd 'OSZH + 2-01 H d Z ~ ~ + l l H d
01 pamy a31ny q
05 ' 68 O'OLP O'L H d 1 3 H f Z'OT H d
'os+~ 1 H d 01 pamg a3911 . r!
6 ' LLP'P a3!nF Pa?J!le13 E O'N
56'98 0 '069 d n r d ~
6LSS8 8 '759 ze8ns jo '1M Aq %S'O UOq.IR3
paltzapm 4 1 1 ~ luaur1masj
9 9 : 9 ~ L ' OLO'I 0'9 Hd '0s 8L'ZL L.892'1 9'8 Hda3!nFZ03
SE'S8 E'ZL9 Z'OT ~d a ~ f z03
EP'LL SEO'T: 0' 1 1 Hd 01 Pa"!?
1 ' 98ScP a3rnF P~!JWID z O'N
'Xt3 S9 8 s ' 18 8 '168 dnsds
0'9 ~d IO'P8 1 'PLL a31n[ uo!ppjps
3oSS ' d m a ~ LE ' 88 E9S 01 Hd aqnF uo!$zuoqlr!D 1 ;N
2 9 8 ' ~ a ~ y f parjpe13
(AI ~ a l d e y 3 (11 ~ 3 1 d ~ y 3 : ~ r ! m a x (2) %d* aas) xapu! solo3 u! laays A013 .
fu!z~.10~03aa a8axaav ayl 01 lajax) sdals o'N l s a j %
.asrGg a%elaaz 30 ale pals11 saxapur ~0103 ayl pur! saurg p a a a s lo3 paleadax aq 01 sy lsa1 y3Rag
9NISSX30Xd 0662

L.C. SAN
Syrup of a
Syrup of b
Syrup of c
Syrup of d
Clarified juice
Juice limed to pH ll+SOa PH 10.5 and filtered
Juice phosphoric treatment to PH 9.8 (H3P04 = 300 P.P.M.)
Surfited juice pH 6.5
Juice treated with activated carbon 0.5% by wt. of sugar
Syrup (Bx.65 )
Sugar crystal
Mixed juice
(Cold liming) 35OC Sulfitation mixed juice
Juice treated with 1% of activated carbon (by wt. of sugar)
Syrup
Mixed juice 75OC
Sulfitation mixed juice (Hot liming) 280.0
Juice treated with 1 % of activated carbon (by wt. of sugar) 318 8 8 . 7
PROCESSING
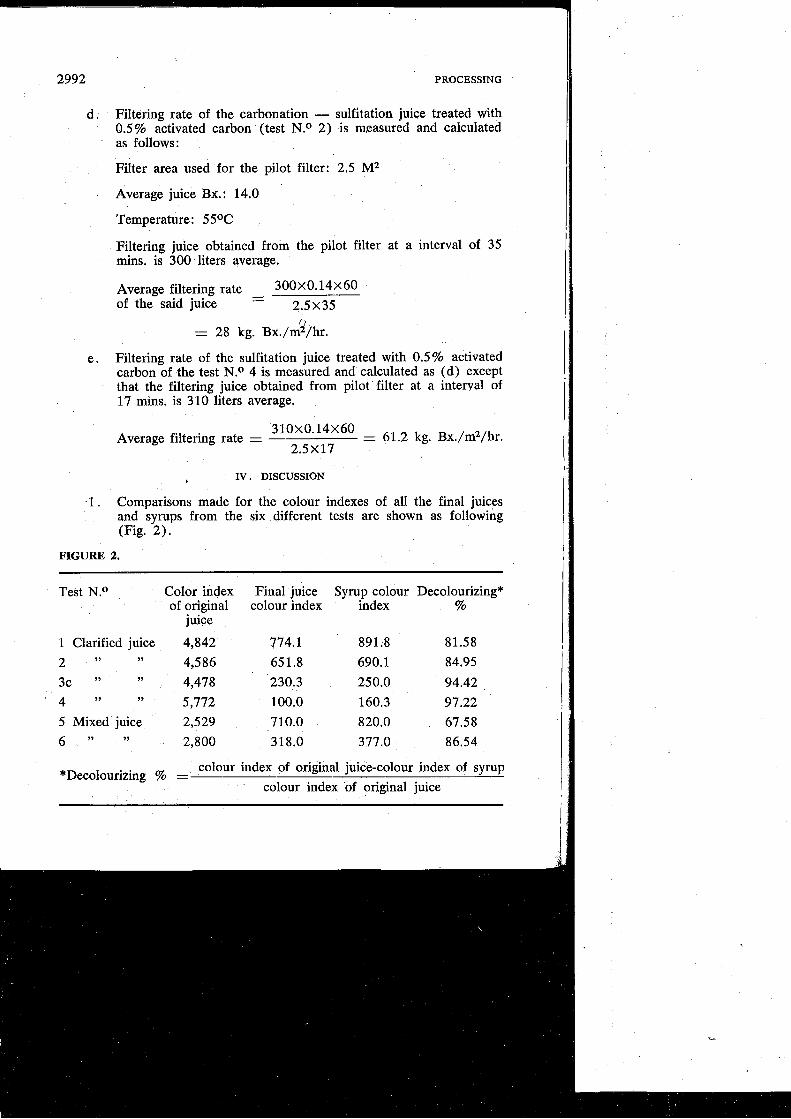
d . Filtering rate of the carbonation - sulfitation juice treated with 0.5% activated carbon (test N.O 2) is measured and calculated as follows:
Filter area used for the pilot filter: 2.5 M2
Average juice Bx.: 14.0 I I Temperature: 55OC I I Filtering juice obtained from the pilot filter at a interval of 35 mins. is 300 liters average. I I Average filtering rate _300x0.14x60 of the said juice - 2.5X35
f /
.= 28 kg. Bx./m2/hr. I I e. Filtering rate of the sulfitation juice treated with 0.5% activated
carbon of the test N.0 4 is measured and calculated as (d) except that the filtering juice obtained from pilot filter at a interval of 17 mins. is 310 liters average.
310X0.14x60 = 61.2 kg. Bx./m2/hr. Average filtering rate = - 2.5 X 17
. IV . DISCUSSION
1. Comparisons made for the colour indexes of all the final juices and syrups from the six different tests are shown as following (Fig. 2).
FIGURE 2.
Test N.O Color index Final juice Syrup colour Decolourizing* of original colour index index %
juice
1 Clarified juice 4,842 774.1 891.8 81.58
2 " 3, 4,586 65 1.8 690.1 84.95
3c " 77 4,478 230.3 250.0 94.42
4 " 99 5,772 100.0 160.3 97.22
5 Mixed juice 2,529 710.0 820.0 67.58
6 " 9, 2,800 3 18.0 377.0 86.54
colour index of original juice-colour index of syrup *Decolourizing % =- colour index of original juice
i
L.C. SAN
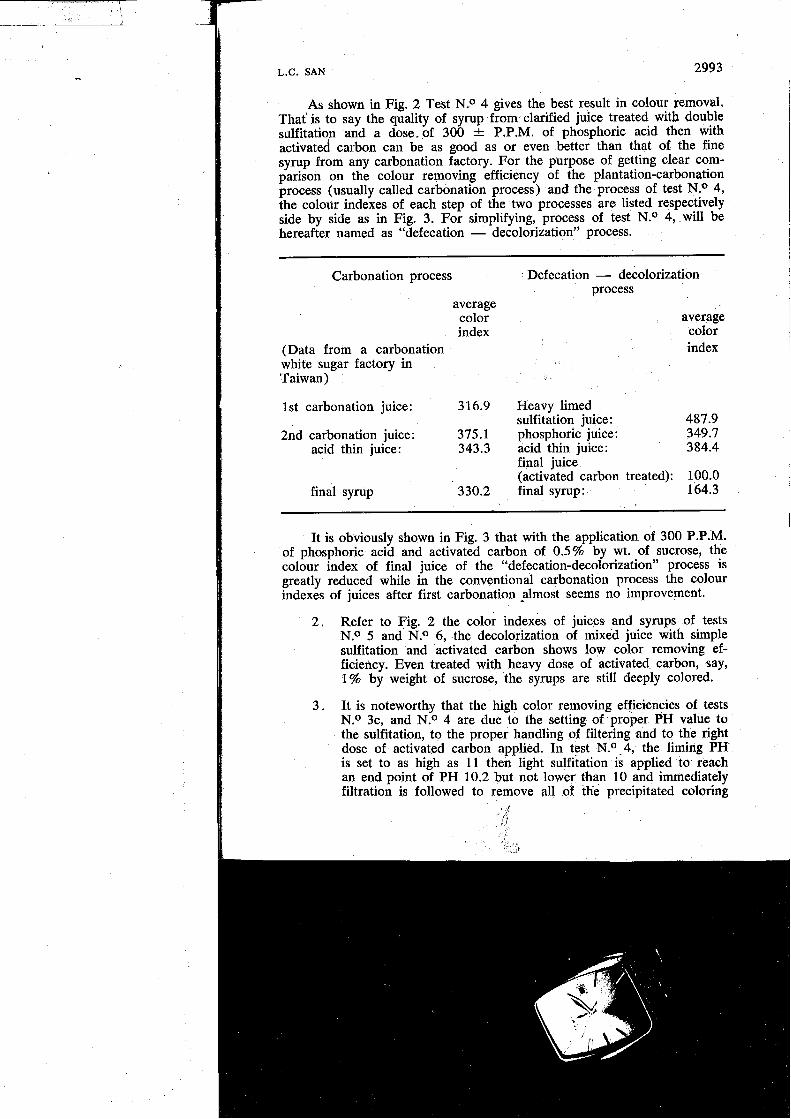
As shown in Fig. 2 Test N.O 4 gives the best result in colour removal. That' is to say the quality of syrup from clarified juice treated with double sulfitation and a dose, of 300 -+ P.P.M. of phosphoric acid then with activated carbon can be as good as or even better than that of the fine syrup from any carbonation factory. For the purpose of getting clear com- parison on the colour removing efficiency of the plantation-carbonation process (usually called carbonation process) and the process of test N.O 4, the colour indexes of each step of the two processes are listed respectively side by side as in Fig. 3. For simplifying, process of test N.O 4, will be hereafter named as "defecation - decolorization" process.
Carbonation process Defecation - decolorization process
average color average index color
(Data from a carbonation index white sugar factory in Taiwan)
1st carbonation juice: 316.9 Heavy limed sulfitation juice: 487.9
2nd carbonation juice: 375.1 phosphoric juice: 349.7 acid thin juice: 343.3 acid thin juice: 384.4
final juice (activated carbon treated): 100.0
final syrup 330.2 final syrup: 164.3
It is obviously shown in Fig. 3 that with the application of 300 P.P.M. of phosphoric acid and activated carbon of 0.5% by wt. of sucrose, the colour index of final juice of the "defecation-decolorization" process is greatly reduced while in the conventional carbonation process the colour indexes of juices after first carbonation _almost seems no improvement.
2 . Refer to Fig. 2 the color indexes of juices and syrups of tests N.O 5 and N.O 6, the decolorization of mixed juice with simple sulfitation and activated carbon shows low color removing ef- ficiency. Even treated with heavy dose of activated carbon, say, 1% by weight of sucrose, the syrups are still deeply colored.
3 . It is noteworthy that the high color removing efficiencies of tests N.O 3c, and N.O 4 are due to the setting of proper PH value to the sulfitation, to the proper handling of filtering and to the right dose of activated carbon applied. In test N.O 4, the liming PH is set to as high as 11 then light sulfitation is applied to reach an end point of PH 10.2 but not lower than 10 and immediately filtration is followed to remove all of the precipitated coloring
', /
PROCESSING
matters, while in tests N.O 1 and N.O 2 because the settings of PH are not at their proper end points and the precipitates are not filtered off in time, so color removing efficiencies of these juices are greatly reduced. The reasons that the PH of liming of clarified juice must be set at, 11 and that of sulfitated juice must be setted at 10.2 are rather a theoretical interesting, and because they are not within the main subject of this paper, so we will leave these - to be discussed later.
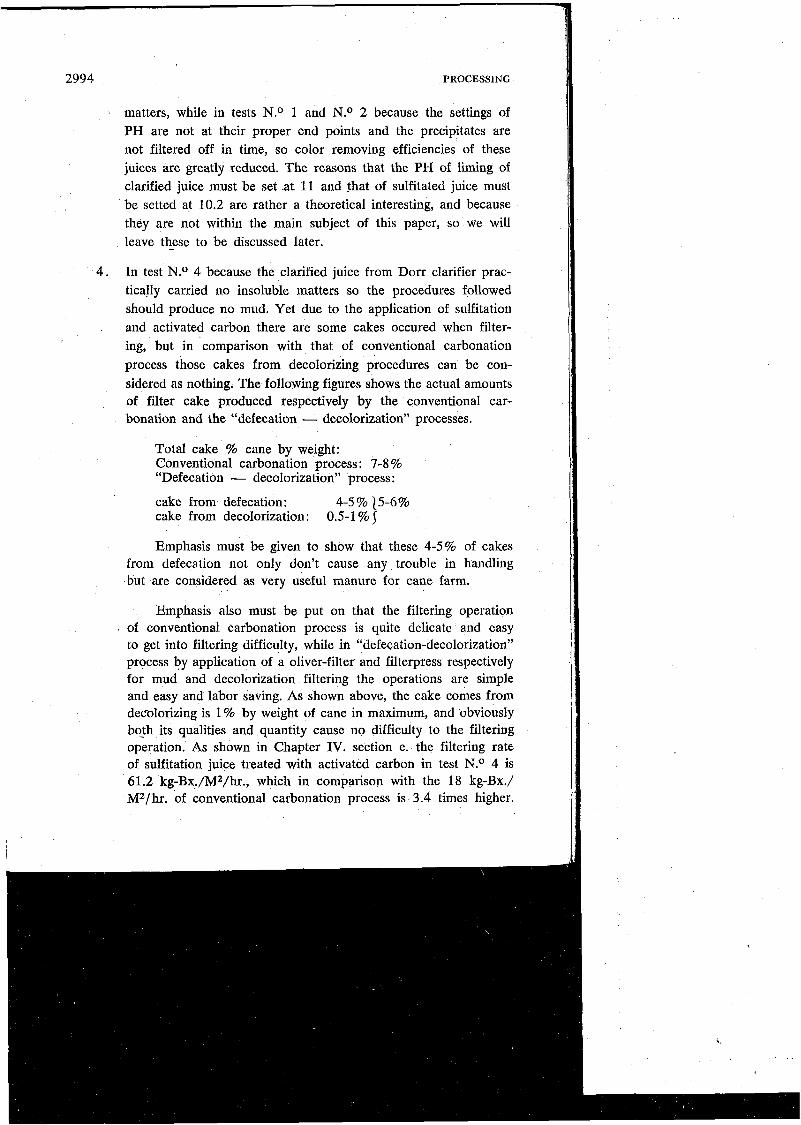
In test N.O 4 because the clarified juice from Dorr clarifier prac- tically carried no insoluble matters so the procedures followed should produce no mud. Yet due to the application of sulfitation and activated carbon there are some cakes occured when filter- ing, but in comparison with that of conventional carbonation process those cakes from decolorizing procedures can be con- sidered as nothing. The following figures shows the actual amounts of filter cake produced respectively by the conventional car- bonation and the "defecation - decolorization" processes.
Total cake % cane by weight: Conventional carbonation process : 7-8 % "Defecation - decolorization" process:
cake from defecation: 4-5% 1 5 6 % cake from decolorization: 0.5-1 % j
Emphasis must be given to show that these 4-5% of cakes from defecation not only don't cause any trouble in handling but are considered as very useful manure for cane farm.
Emphasis also must be put on that the filtering operation of conventional carbonation process is quite delicate and easy to get into filtering difficulty, while in "defecation-decolorization" process by application of a oliver-filter and filterpress respectively for mud and decolorization filtering the operations are simple and easy and labor saving. As shown above, the cake comes from decolorizing is 1 % by weight of cane in maximum, and obviously bojh its qualities and quantity cause no difficulty to the filtering operation. As shown in Chapter IV. section e. the filtering rate of sulfitation juice treated with activated carbon in test N.O 4 is 61.2 kg-Bx./M2/hr., which in comparison with the 18 kg-Bx./ M2/hr. of conventional carbonation process is 3.4 times higher.
L.C. SAN 2995
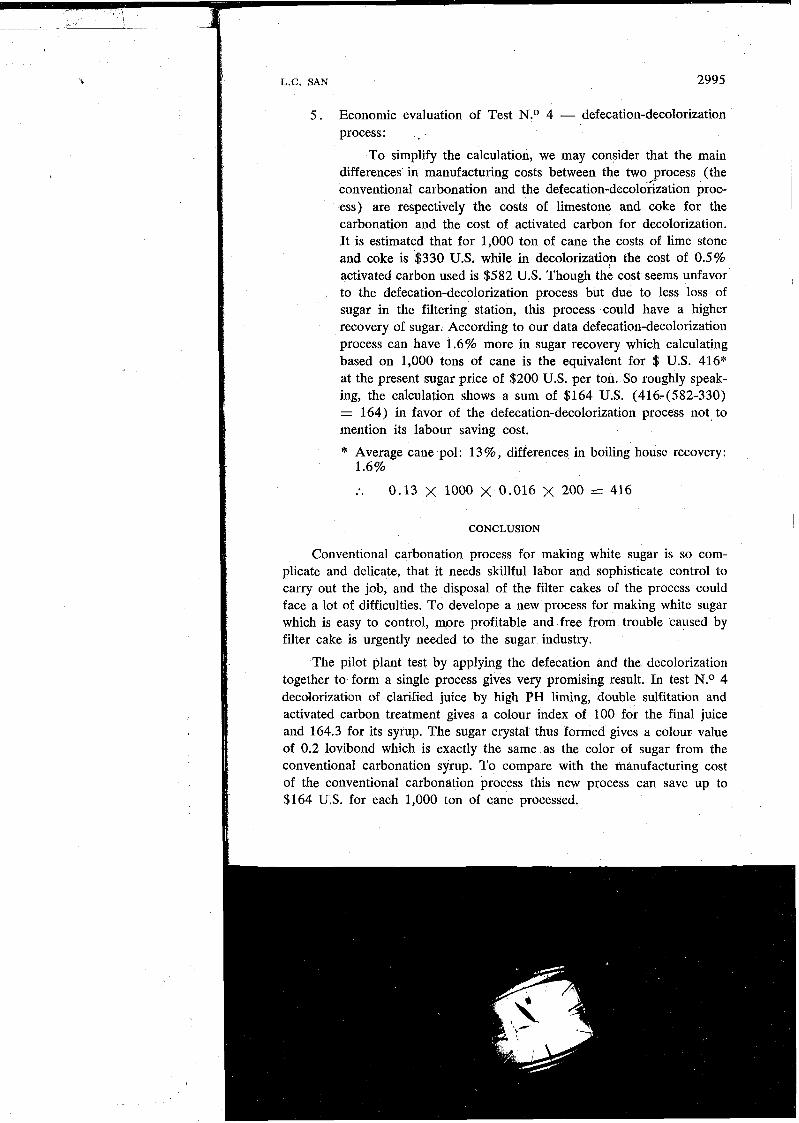
5 . Economic evaluation of Test N.O 4 - defecation-decolorization process:
To simplify the calculation, we may consider that the main differences in manufacturing costs between the two process (the conventiona1 carbonation and the defecation-deco1o:ization proc- ess) are respectively the costs of limestone and coke for the carbonation and the cost of activated carbon for decolorization. It is estimated that for 1,000 ton of cane the costs of lime stone and coke is $330 U.S. while in decolorization the cost of 0.5% activated carbon used is $582 U.S. Though the cost seems unfavor to the defecation-decolorization process but due to less loss of sugar in the filtering station, this process could have a higher recovery of sugar. According to our data defecation-decolorization process can have 1.6% more in sugar recovery which calculating based on 1,000 tons of cane is the equivalent for $ U.S. 416" at the present sugar price of $200 U.S. per ton. So roughly speak- ing, the calculation shows a sum of $164 U.S. (416-(582-330) = 164) in favor of the defecation-decolorization process not to mention its labour saving cost.
* Average cane pol: 13 %, differences in boiling house recovery: 1.6%
:. 0.13 x 1000 x 0.016 x 200 = 416
i CONCLUSION
Conventional carbonation process for making white sugar is so com- plicate and delicate, that it needs skillful labor and sophisticate control to carry out the job, and the disposal of the filter cakes of the process could face a lot of difficulties. To develope a new process for making white sugar which is easy to control, more profitable and free from trouble caused by filter cake is urgently needed to the sugar industry.
The pilot plant test by applying the defecation and the decolorization together to form a single process gives very promising result. In test N.O 4 decolorization of clarified juice by high PH liming, double sulfitation and activated carbon treatment gives a colour index of 100 for the final juice and 164.3 for its syrup. The sugar crystal thus formed gives a colour value of 0.2 lovibond which is exactly the same as the color of sugar from the conventional carbonation syrup. To compare with the manufacturing cost of the conventional carbonation process this new process can save up to $164 U.S. for each 1,000 ton of cane processed.
2996 PROCESSING
ENSAYOS EN PLANTA PILOT0 SOBRE APLICACION DE LOS PROCESOS DE DECOLORACION, CONJUNTAMENTE
CON LA DEFECACION, PARA ELABORAR AZUCAR BRANCO
L. C. San
RESUMEN
\ Se describen varios nuevos procesos para fabricar azljcar blanco de plantation que han sido probados en planta piloto. El "Proceso de Defecation y Decoloracibn" que inicialmente utiliza el clarificador y el filtro al vacio para eliminar la materia insoluble del jugo de la caiia, despues decolora el jug0 clarificado, bajando su tempe- ratura y usando sulfitacion y carbon activado para eliminar las ma- terias colorantes y producir un sirope con 164.3 de indice de color.
El nuevo proceso es de facil control, es mas lucrativo y esta libre de 10s inconvenientes de la contaminacibn originada por las tortas de 10s filtros. Ademas el nuevo proceso produce azlicar blanco tan bueno como lo elaborado por el proceso convencional de carbo- natation; y al compararlo con el costo de producci6n del proceso de carbonataci6n permite economizar hasta US$ 164 por cada mil toneladas de azljcar de caiia procesada.





























