Embed Size (px)
Citation preview

International Journal of Architecture, Engineering and ConstructionVol 3, No 3, September 2014, 168-181
Process Improvement for Power Plant Turnaround
Planning and Management
Mohammad Raoufi and Aminah Robinson Fayek∗
Department of Civil & Environmental Engineering, University of Alberta,
3-133 Markin/CNRL Natural Resources Engineering Facility, Edmonton, Alberta T6G 2W2, Canada
Abstract: Turnarounds are unique maintenance projects with a high probability of scope change, time delay,and cost overrun. Negative effects stemming from such uncertainties can be mitigated by following best practicesfor turnaround planning and management. There has been no comprehensive review of best practices forturnaround planning and management in past research. Our review presents guidelines and recommendationsbased on existing best practices to support managers and engineers involved in turnarounds. Because they arebased on proven best practices, implementation of the recommendations should improve power plant turnaroundplanning and management processes, leading to better project performance. Our paper compares planning andmanagement practices followed in a real turnaround project case to the best practices in order to find gaps andcommonalities; the systematic methodology we propose can be implemented by other companies involved inturnaround projects in order to improve their planning and management processes.
Keywords: Best practices, turnaround projects, planning, management, process improvement
DOI: 10.7492/IJAEC.2014.014
1 INTRODUCTION
Turnarounds, also known as shutdowns or outages, areunique and complex maintenance projects that are per-formed within short durations and with high intensi-ty in scheduled activities. Unfortunately, turnaroundprojects are very likely to suffer significant impacts onboth incurred cost and execution time. Incurred costmay be impacted by problems such as loss of produc-tion during turnaround execution and scope changedue to the discovery of unanticipated mechanical is-sues upon cleaning and inspection of machine partsthat are not visible during operation. Any changes inscope also impact execution time. Oliver (2002), ina paper that revealed how turnaround project successdepends on complete planning mentioned that “organi-zations that complete turnarounds on time, on budget,and without surprises invariably have a defined workprocess and adhere to it”. Thus, it is important tohave an established process for turnaround planningand management; this process can be optimized byfollowing proven best practices. Other authors havepointed out the escalating need for best practices asa result of the dwindling numbers of the skilled work-
ers currently available: “the skilled workforce attritionthat the industry faces today magnifies the risks, in-creases the need for best practices, and calls for a newparadigm: process- and unit-specific knowledge trans-fer” (Cormier and Gillard 2009).Following best practices of turnaround planning and
management will contribute to positive impact on costof turnaround projects. Turnaround project cost in-cludes both the temporary loss of production andthe cost of the turnaround itself, so any delay inturnaround execution will result in higher costs. How-ever, two characteristics of turnaround projects areparticularly likely to result in project delay and conse-quently higher project cost. One characteristic is theunknown scope of work. As mentioned by Elshout andGarcia (2009), despite considerable improvement in thetechniques for predicting corrosion rates there remainsan element of surprise when equipment is opened andcleaned for inspection. In other words, the inspectionof machinery and equipment parts which are not visi-ble during normal operations may lead to unexpectedchanges to the work scope. The other characteristicis limited execution time. In order to minimize lossof production, turnarounds tend to have a very com-
*Corresponding author, Email: [email protected]
168

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
pact schedule of activities during turnaround execu-tion such that the impact of any delay is magnifiedas the schedule may have higher critical activities. Inorder to prevent project delays and thus decreaseproject cost, it is in the best interest of organizationsundertaking turnarounds to follow best practices ofturnaround planning and management.Power plant turnarounds have been identified as the
most expensive and time-consuming of maintenanceprojects (McLay 2012). Trends in electrical energyproduction and demand indicate that the importanceof following best practices in turnaround planning andmanagement is likely to increase in future. A NationalEnergy Board of Canada (NEB) report (National En-ergy Board of Canada 2013) showed that in 2012 elec-tricity generation capacity in Canada reached 134GWand is projected to reach 164 GW by 2035. The NEBreport further indicated that an average 1% increase intotal electricity generation capacity in Canada is need-ed to meet growing demand, replace aging facilities,and to fulfill economic and environmental needs (Na-tional Energy Board of Canada 2013). In fact, rapidgrowth in global energy demand requires power plantsworldwide to consistently run at near capacity. Tokeep up with these increasing demands for electricalenergy, execution of turnaround projects will be sub-ject to even tighter time constraints in future, makingit all the more imperative that organizations imple-ment whatever improvements they can and follow bestpractices for turnaround planning and managementthat have been shown to improve turnaround projectperformance. However, despite the considerable riskand growing constraints associated with turnaroundprojects, to date, there has been no comprehensivereview of best practices for turnaround planning andmanagement to which industry practitioners may refer.This paper presents a comprehensive review of past
research regarding the best practices to plan, manage,and execute power plant turnaround projects. Eachbest practice we recommend has been shown to im-prove performance in the previous research studies.Because delays and expanding work scopes are ma-jor contributors to turnaround project cost overruns,implementation of these performance-improving bestpractices will help lower turnaround costs. To helpindustry practitioners discern the extent to which therecommended best practices need or do not need to beimplemented in their organizations, we further presenta methodology for analysis of existing power plantturnaround planning and management processes. Us-ing a case study, we illustrate the methodology byevaluating the level of implementation of best practicesfor turnaround planning and management necessary ina company based in Alberta, Canada. The compa-ny has several power plants in North America, andhas a well-documented project management processused for turnarounds. In the case study, we comparethe company’s documented project management pro-
cess to industry best practices for turnaround planningand management we obtained through our comprehen-sive literature review in order to identify any gaps inthe company’s existing practices. By identifying thesegaps, we are able to highlight areas in which the com-pany’s practices should be revised in future. Our paperalso provides recommendations for the improvement ofsome company practices for future turnarounds.The contribution of this paper is in providing a com-
prehensive review of best practices for power plantturnaround planning and management and a systemat-ic method of comparing a company’s own documentedpractices against previously researched industry bestpractices so as to improve the planning and execu-tion of future turnaround projects. The methodolo-gy can be implemented by other companies involvedin turnaround projects in order to improve their owndocumented planning and management processes. Fur-thermore, future research can be done to compare acompany’s documented practices to its actual practiceson turnaround projects to identify gaps between thetheoretical and applied; in this way, researchers canevaluate the consistency of the application of a compa-ny’s documented practices across turnaround projects.
2 RESEARCH METHODOLOGY
In construction, many industry standard best practiceshave been developed and are widely applied. These in-clude best practices for project risk assessment, qualitymanagement, and front-end planning developed by theConstruction Industry Institute (2014) (CII) and bestpractices for advanced work packaging and workfaceplanning developed by the Construction Owners Asso-ciation of Alberta (2014). However, there is a lack ofindustry standard best practices developed specificallyfor turnaround planning and management even thoughapplicable best practices exist in published research lit-erature. Industry practitioners were interested in im-plementing best practices to better their organization’sperformance of turnaround projects would benefit froma comprehensive review summarizing available litera-ture on best practices relevant to turnaround planningand management; This paper provides such a review.This paper includes two parts. In the first part,
we perform a comprehensive review of best practicesfor turnaround planning and management. The litera-ture review provides a collection of best practices fromwhich all companies involved in turnaround projectscan draw. While managers and engineers involvedin turnaround planning and management will benefitfrom the recommendations provided by the literaturereview, it is also important to have a method capableof finding gaps in existing company practices for thepurpose of process improvement. In the second partof this paper, we therefore provide a generic, system-atic methodology that will enable any company that
169
Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
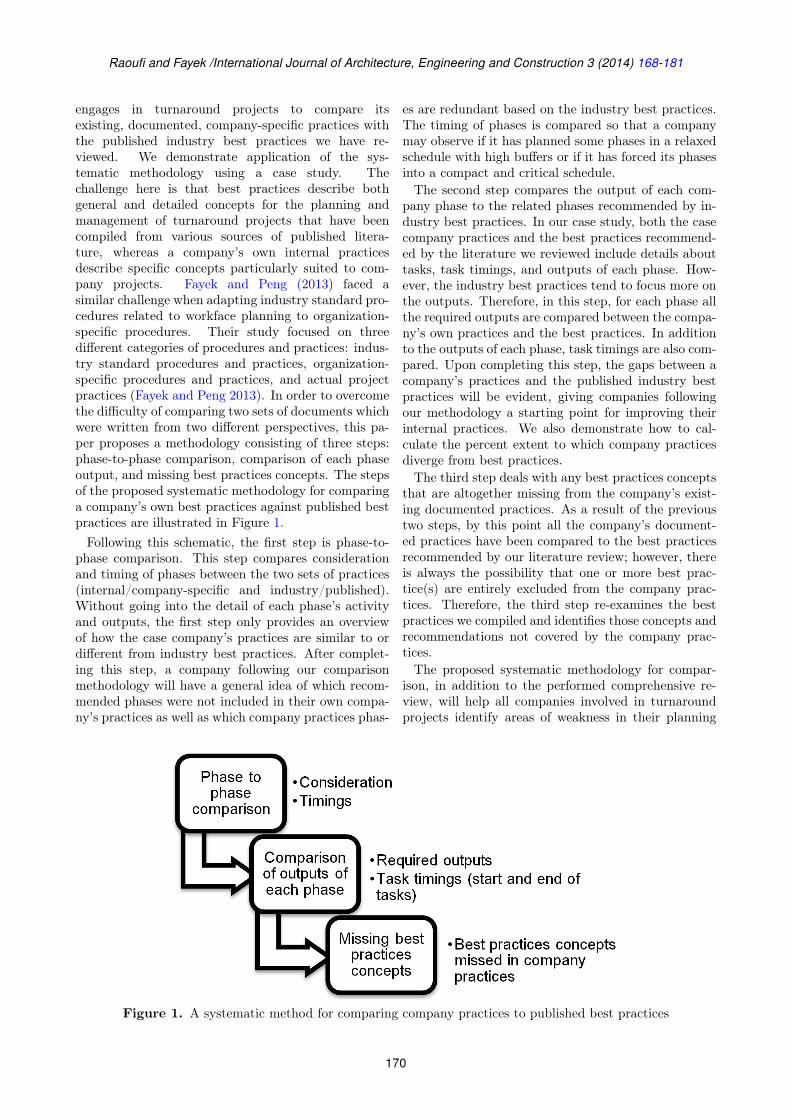
engages in turnaround projects to compare itsexisting, documented, company-specific practices withthe published industry best practices we have re-viewed. We demonstrate application of the sys-tematic methodology using a case study. Thechallenge here is that best practices describe bothgeneral and detailed concepts for the planning andmanagement of turnaround projects that have beencompiled from various sources of published litera-ture, whereas a company’s own internal practicesdescribe specific concepts particularly suited to com-pany projects. Fayek and Peng (2013) faced asimilar challenge when adapting industry standard pro-cedures related to workface planning to organization-specific procedures. Their study focused on threedifferent categories of procedures and practices: indus-try standard procedures and practices, organization-specific procedures and practices, and actual projectpractices (Fayek and Peng 2013). In order to overcomethe difficulty of comparing two sets of documents whichwere written from two different perspectives, this pa-per proposes a methodology consisting of three steps:phase-to-phase comparison, comparison of each phaseoutput, and missing best practices concepts. The stepsof the proposed systematic methodology for comparinga company’s own best practices against published bestpractices are illustrated in Figure 1.Following this schematic, the first step is phase-to-
phase comparison. This step compares considerationand timing of phases between the two sets of practices(internal/company-specific and industry/published).Without going into the detail of each phase’s activityand outputs, the first step only provides an overviewof how the case company’s practices are similar to ordifferent from industry best practices. After complet-ing this step, a company following our comparisonmethodology will have a general idea of which recom-mended phases were not included in their own compa-ny’s practices as well as which company practices phas-
es are redundant based on the industry best practices.The timing of phases is compared so that a companymay observe if it has planned some phases in a relaxedschedule with high buffers or if it has forced its phasesinto a compact and critical schedule.The second step compares the output of each com-
pany phase to the related phases recommended by in-dustry best practices. In our case study, both the casecompany practices and the best practices recommend-ed by the literature we reviewed include details abouttasks, task timings, and outputs of each phase. How-ever, the industry best practices tend to focus more onthe outputs. Therefore, in this step, for each phase allthe required outputs are compared between the compa-ny’s own practices and the best practices. In additionto the outputs of each phase, task timings are also com-pared. Upon completing this step, the gaps between acompany’s practices and the published industry bestpractices will be evident, giving companies followingour methodology a starting point for improving theirinternal practices. We also demonstrate how to cal-culate the percent extent to which company practicesdiverge from best practices.The third step deals with any best practices concepts
that are altogether missing from the company’s exist-ing documented practices. As a result of the previoustwo steps, by this point all the company’s document-ed practices have been compared to the best practicesrecommended by our literature review; however, thereis always the possibility that one or more best prac-tice(s) are entirely excluded from the company prac-tices. Therefore, the third step re-examines the bestpractices we compiled and identifies those concepts andrecommendations not covered by the company prac-tices.The proposed systematic methodology for compar-
ison, in addition to the performed comprehensive re-view, will help all companies involved in turnaroundprojects identify areas of weakness in their planning
Figure 1. A systematic method for comparing company practices to published best practices
170

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
and management processes so that they can then ad-dress these issues to improve their practices.
3 BEST PRACTICES FOR POWERPLANT TURNAROUND PLANNINGAND MANAGEMENT
This section outlines and presents a comprehensivedocumentation of past research that has been con-ducted regarding the best practices to plan, man-age, and execute turnaround projects. It includes ourrecommendations based upon the conducted studies.Because they are based on proven best practices, im-plementation of the recommendations should improvepower plant turnaround planning and managementprocesses, leading to better project performance.
3.1 Planning of Turnaround Projects
To keep up with the shifting demands of the businessenvironment, every work process must be fully inte-grated with a company’s overall business plan. Workprocesses should also reflect the stage reached in theplanning process, as needs change accordingly. Manyturnaround practitioners believe that those work plan-ning processes that begin immediately after completionof the last turnaround require considerably more effortand planning manpower than those that do not com-mence until nearer the actual turnaround dates (Oliver2002), but this is not necessarily the case. If we assumethat a given number of activities need to be accom-plished through the planning process, in many cases itis actually more efficient to carry them out over a longerperiod of time than to expedite their completion closerto turnaround commencement. Nevertheless, a largeportion of the scope of work remains unknown untilright up to the beginning of turnaround management(Ertl 2004; Levitt 2004; Lenahan 1999; Oliver 2001;Oliver 2002) when the equipment is disassembled andexamined.A business that has developed a formal plant
turnaround management process and procedure sup-ported by plant turnaround management philosophyand long-term strategy will achieve a higher level ofbudget and schedule accuracy (McLay 2012). Theplant turnaround philosophy should reflect the ob-jectives of the corporate business plan. Developedaccording to these objectives, the plant turnaroundmanagement process includes the creation of a long-term strategic plan and the appointment a turnaroundmanager who will initiate the turnaround procedure.
Stages for turnaround projects
Oliver (2002) describes the different stages of theturnaround projects including required data, deliver-ables, and timing of each stage. Based on Oliver’s de-scription, turnaround stages include the business plan,
conceptual development, work development, detailedplanning, pre-turnaround work, turnaround execution,and post-turnaround stages.
Scope management and planning methodology
There are basically three categories of work scopein turnaround projects (Obiajunwa 2010), includingknown scope, anticipated scope, and emergent scope.Known scope includes work items that are well defined.Anticipated scope includes work items that are loose-ly defined, but based on estimates from inspectionsand other condition-based analytical results. Emergentscope includes work that emerges as the equipment isdismantled.For both the known and anticipated scopes, Obiajun-
wa recommends a methodology for scope managementin turnaround projects outlined by the Guide to theProject Management Body of Knowledge (PMBOKGuide) (Obiajunwa 2007; Obiajunwa 2010; ProjectManagement Institute 2010). The recommendedmethodology includes four steps of scope identifica-tion: scope verification and validation, scope develop-ment, and scope planning. Firstly, scope identificationshould be performed by extensively studying past shut-down final reports, the computer maintenance manage-ment system database, operations and maintenancemanuals, and documents relating to health, safety, andenvironment. Secondly, practitioners should completescope verification and validation by completing inspec-tions, determining which jobs should be completedduring the turnaround, and then assessing these jobsto ensure that they can only be done during a plantshutdown. During pre-shutdown meetings for the vali-dation and verification of the scope of work, each scopeitem should be verified and approved by the depart-mental heads. Thirdly, the scope development stepshould identify the details of the work scope which in-volves determining the exact tasks (job steps) for eachwork item. Practitioners should identify a work list foreach job, determine the materials and spares needed,ascertain which equipment and tools are needed, andestablish risk logs for major equipment componentsto track and monitor their condition. Finally, scopeplanning should be done as the final step in scopeidentification to properly define the known scope tasksor activities according to their duration, cost, and re-source requirements. Anticipated scope should also beaccounted for according to any technical or statisticalinformation about the equipment obtained from avail-able sources such as equipment maintenance history,evaluation reports on component condition ofequipment from previous turnaround projects, non-destructive tests (NDTs), on-run inspections, and anyother testing results.In addition to known scope and anticipated scope,
emergent scope should also be defined. Emergentscope is usually related work items that are not known
171

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
prior to project execution and hence cannot be plannedfor in advance. Major sources of emergent scope in-clude unanticipated scope, scope that is anticipat-ed but under-estimated, and scope that is generatedwhile carrying out the tasks. Turnaround managementshould plan to handle any emergent job items. Recom-mendations for managing the emergent scope includeidentifying an early scope freezing date, establishing anadditional work procedure, and developing a manage-ment process for scope changes.
Risk Mitigation in Turnarounds
Risk mitigation is a crucial consideration forturnaround projects. Accordingly, practitioners shouldplan to minimize the amount of required work. The de-sign review process and constructability reviews shouldboth consider the risks posed by construction activitiesduring the turnaround. The potential risks of com-pleting excessive work during the turnaround increaseproject complexity and may result in increased costs,schedule delays, or in the worst case scenario, failure ofthe project to complete objectives. Planning and coor-dinating efforts during the pre-construction phases ofthe turnaround can help mitigate potential problems(Whittington and Gibson 2009). The CII presentedsome critical management issues that were identifiedas requiring additional care during turnaround plan-ning (Construction Industry Institute 2008).
Cormier and Gillard (2009) stated that the imple-mentation of a rigorous, structured knowledge trans-fer system can improve the success of any turnaround.Additionally, conveying appropriate process- and unit-specific information, specifications, and procedures tothe multitude of parties involved in a turnaround canalso reduce risk. Accordingly, Cormier and Gillard rec-ommend communicating all of the specific tasks, sched-ules, priorities, contingencies, and perceived risks thatshould or might occur to each group of workers. Thedocumentation, structure, and delivery of this infor-mation should be tailored to the destination audiencewhile considering that any given group of workers mayrange widely in terms of craft, experience, and levelof responsibility. To ensure these needs are met, thecommunication process should be verified. Implement-ing a rigorous, structured knowledge transfer systemensures that everyone involved in the turnaround fol-lows a common set of best practices that can be refinedover the years rather than relying on the combination ofbackgrounds, expertise, and biases of key players, whodiffer from one turnaround to the next. For instance,planning styles vary depending on the planner, and for-mal communication of the plan to all parties involvedtends to relax as the event draws closer, leaving roomfor diverse interpretations. Furthermore, training forturnaround projects tends to be general in nature, ca-sual in format, and dependent on the experience of thetrainer. In other words, it is possible to have a good
turnaround if the right people occupy leadership posi-tions, but in other situations, an established knowledgetransfer process crucially helps overcome disparate in-dividual points of view (Cormier and Gillard 2009).
Reducing risks during the scoping phase of a pow-er plant turnaround will improve the cost effectivenessof the installation (maintenance work). This risk re-duction process combines improvements in the cate-gories of organization, process, technique, and technol-ogy (Lazeroms 2011). These improvements will helpreduce the level of risk related to installation during thescoping phase of a turnaround. Lazeroms (2011) statedthat a significant portion of the total lifecycle costs ofa power plant are accrued during the operational phaseof an asset. Within the operational phase of a powerplant, the majority of costs occur during a turnaround,and the actual cost of performed turnarounds usuallyexceeds the budget. Lazeroms (2011) provides insightinto installation risks, the effects they have on opera-tional decision-making during turnaround scoping, andmethods and techniques for reducing these risks so asto improve cost effectiveness.
3.2 Turnaround Management Teams
It has been recognized that there is a need for mul-tifunctional or interdisciplinary teams to handle thediverse activities of the turnaround planning process,and to ensure that the disparate requirements of allthose who contribute to the turnaround are reflectedin the final plan (Oliver 2002). Oliver (2002) recom-mends the following teams to manage the turnaroundprojects: the core team, steering committee team, andreviews or audits team. Firstly, a core team shouldbe established to handle the planning process. Assem-bling this team is often considered as an end in itself,but really this is just the first step. Potential membersshould be assessed for their ability to work as part of ateam and, where needed, appropriate training shouldbe given. Not everyone is suited to being a team mem-ber in this context; this should not imply that such in-dividuals are ineffective workers, but rather that theirindividual talents are best utilized outside a team en-vironment (Duffuaa and Ben-Daya 2004; Duffuaa andBen-Daya 2009). Secondly, the turnaround steeringcommittee team should be established to provide di-rection and guidance to the core team and ensure thatthe turnaround meets the needs of the business. Moreimportantly, the steering committee ensures that thescope aligns with the budget for the turnaround. Thesteering committee must regularly communicate withthe core team to ensure the latter is kept informed ofthe work scope and current estimated costs of execu-tion. Thirdly, in order to ensure that the planningand execution process is receiving appropriate atten-tion and that progress is steady, a series of reviews oraudits should be carried out at intervals throughout theprocess. The individuals conducting the audits should
172

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
be appointed by the steering committee and should beknowledgeable in turnaround matters but should nothave direct responsibilities in respect to the turnaroundunder review. It is desirable to include someone fromoutside the plant or organization for some, if not all,of the audits (Oliver 2002).Other authors recommended creating an organiza-
tional unit within the plant operations division calledthe Plant Turnaround Services (PTS) department thatis solely dedicated to managing the planning, prepa-ration, and execution of the plant turnaround main-tenance. With this organizational arrangement, allturnaround activities within the corporation are cen-tralized and administered by PTS (Ghazali and Halib2011). PTS is one of the functional departments in theplant operations division and is responsible for: (1)strategizing and developing turnaround maintenanceoperation plans for the company’s plant turnaroundmaintenance activities; (2) managing and leading thepreparation and implementation of the turnaround; (3)managing the material and service requirements of theturnaround; and (4) developing, implementing, and re-viewing the turnaround’s health, safety, and environ-mental protection (HSE) and quality control/assurance(QC/QA) plans and performance. Furthermore, Ghaz-ali and Halib (2011) suggest an organizational struc-ture for a turnaround project’s execution team. Theorganizational structure consists of two main elements,namely, the resource structure at the bottom and theadministrative structure at the top.
3.3 Turnaround Scheduling
Having a good strategy for turnaround scheduling willhelp practitioners develop a feasible schedule. A fea-sible schedule appropriately allocates resource units tojobs and provides temporally feasible job plans that re-spect given precedence constraints and working shifts.It is in an organization’s best interest to minimize boththe project’s duration and its cost; however, there is atrade-off: fast project executions increase costs, where-as less expensive project executions take a long time.A balance needs to be struck.Megow et al. (2011) developed and presented a two-
phase approach for scheduling turnarounds. The firstphase supports the project manager in finding a suit-able project duration that respects his or her risk pref-erences, and the second phase optimizes the use ofresources for the chosen duration. In the first phase,the strategic planning phase, the project manager mustdetermine the turnaround project’s start and finishdates (i.e., the makespan) as well as quantify the avail-able workers and resources. In the second phase, thedetailed planning phase, practitioners allocate and lev-el resources for the heuristically determined deadlineby completing a risk analysis of the computed, de-tailed schedule. This risk analysis should provide upperbounds for the risk measures “expected tardiness” and
“probability of meeting the project duration” (Megowet al. 2011).
Determining a suitable project duration depends onseveral aspects that need to be balanced against eachother. These include the total resource cost for hiringresource units, the total production loss caused by theshutdown during the turnaround period, and a “riskcost” due to unexpected repairs and delays that are in-herent in maintenance jobs and tend to become moreinfluential the shorter and more ambitious the projectduration becomes. Elshout and Garcia (2009) statedthat shutdown plans have to be well organized so thatall the work dovetails within the allotted shutdown pe-riod. They suggest that when developing the schedule,to maintain flexibility, the activities should be brokendown into a large number of steps, each of which has anearly start date and last-possible completion date. Theobjective is to pre-install and complete as much of theconstruction as possible in advance of the shutdown.Because shutdown time is very limited, only tasks thatabsolutely must be done during the unit shutdown areundertaken at this time. This approach also allows forfewer people onsite during the critical period of shut-down activities. Elshout and Garcia (2009) suggestthat before developing a high level of schedule detail,practitioners may use a simpler bar chart-type scheduleto chart the timings for ordering long-lead-time equip-ment such as thick-walled reactors, alloy equipment,and high-pressure vessels. Working back from the de-sired start of work in the field, the project managercan determine the latest time at which an order can beplaced. Ordering requires some lead time during whichnecessary pre-purchasing activities can be completed.Sometimes, equipment purchases must be made beforethe final design is completed.
3.4 Turnaround Management
There are some general practices in managingturnaround which should be followed to better over-come turnaround challenges. Duffy and Tregoe (2012)define the top challenges and critical areas in man-aging turnaround projects. Ensuring workforce safetyof both employees and contractors is the number onepriority for the turnaround management team. Oth-er challenges and critical areas include the develop-ment, deployment, and communication of an effectiveturnaround process; managing project scope creep dur-ing the turnaround execution; the capture, analysis,and availability of relevant information and metrics;the existence of business processes which do not sup-port the needs of the turnaround; cost managementand control in executing complex turnarounds; thecoordination and management of complex resources;the transformation of an organization from reactive toproactive; and managing the expectations of diversestakeholders. In order to overcome turnaround man-aging challenges the following areas should be consid-
173

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
ered during the planning, management, and executionof turnaround projects: development, deployment, andcommunication of an effective turnaround process; cap-ture, analysis, and availability of relevant informationand metrics; overcoming business processes which donot support the needs of the turnaround; coordinationand management of complex resources; overcoming areactive culture by moving toward anticipating and re-solving issues before they impact; and managing theexpectations of diverse stakeholders (Duffy and Tregoe2012).Synchronizing turnaround project execution can im-
prove turnaround performance impressively. (Gup-ta 2011) suggested the use of critical chain projectmanagement (CCPM) to coordinate priorities duringturnaround execution because it enables managers tosynchronize work items despite uncertainties relatedto engineering, planning, and execution. To synchro-nize project execution, CCPM prescribes three rules:pipelining, buffering, and buffer management. Thefirst rule is pipelining, which limits the number of workstreams in execution so as to avoid spreading resourcestoo thinly and causing bottlenecks, local prioritization,and unsynchronized work. The second rule is buffer-ing, which discards local schedules and measurementsand uses an aggregate buffer to protect projects fromuncertainties. This approach favours the final projectdeadline over task deadlines. The third rule is buffermanagement. Following this rule, practitioners focusefforts on task prioritization instead of creating de-tailed and rigid plans, as such exactitude may resultin conflicting priorities. By closely monitoring the rateof project buffer consumption, practitioners can quick-ly spot which tasks are consuming buffer most quicklyand can then adjust resources to support tasks mostlikely to cause the biggest delays in project comple-tion (Gupta 2011). The results of this methodologyare impressive. Gupta (2011) cites several examples,including a Spanish nuclear power plant that by usingbuffer management succeeded in increasing its due dateperformance by 35% (to 95%) and its throughput by30%, and another European nuclear plant that dramat-ically increased its due date performance to 90% andits throughput by 25% for pre-shutdown engineeringactivities.Scope change management (SCM) should also be
conducted for turnarounds. Al-Qadda (2009) hasconducted research regarding scope change in petro-chemical plant turnarounds. He recommended thatSCM should follow a change procedure that consists ofactivities such as change request initiation, change re-quest review, evaluation of change request, and changerequest approval. The addition, modification, or dele-tion of scope can all prompt the initiation of a changerequest. Further to following the change procedure forturnaround there are two other important issues thatshould be considered as part of SCM. Firstly, practi-tioners should take care to minimize the changes in
the turnaround scope of work. Al-Qadda (2009) haspresented the following recommendation for how to doso:
i The original scope must be clearly and properlydefined;
ii Plant equipment failures and defects that arise be-tween the scope sign off and the execution timemust be recorded immediately for immediate andnecessary action;
iii Historical information, including that related toeach completed turnaround, must be documentedso that it can be referenced in future;
iv A suitable strategy for accepting scope changesmust be adopted so that the number of scopechanges can be minimized;
v Action must be taken to appropriately addressturnaround scope objectives with the intent ofreducing scope changes on future turnaroundprojects; and
vi A proper database system to store historical datashould be constructed as it will be useful in reduc-ing the scope changes.
Secondly, practitioners should minimize the impactof changes on safety, duration, cost, and quality. Al-Qadda (2009) also presented the following recommen-dations minimizing the impact of changes on safety,duration, cost, and quality:
i Scope changes that arise at later stages must beattended to immediately or, if possible, deferredto the next turnaround so that present turnaroundduration is not affected;
ii Practitioners should devote enough time to devel-oping turnaround scope so as to minimize the pos-sibility of scope changes at later stages;
iii If a change can be accommodated immediately,it must be completed and not deferred so thatturnaround quality is not affected; and
iv All alternative methods of performing scopechanges must be investigated, and in each situa-tion the alternative with the lowest cost must beapplied.
One potential strategy for reducing the time it takesto process scope change requests is to create pre-defined formats that can be quickly and easily ap-proved. To reduce the impact of work scope changeson the turnaround process, a suitable combination ofthese SCM principles and a company’s existing changemanagement principles should be adopted.
4 CASE STUDY ANALYSIS OF ANACTUAL POWER PLANTTURNAROUND PLANNING ANDMANAGEMENT PROCESS
We conducted a case study in order to help providerecommendations for improving a certain company’s
174

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
project management processes for turnaround projects.The company in question is active in the energy sec-tor with several coal and gas power plants in Alberta,Canada. The case study compares and contrasts thebest practices for power plant turnaround planning andmanagement derived from the literature review in Sec-tion 3 of this paper (referred to from hereon in as “bestpractices” or “BP”) to the company’s existing, docu-mented standards for managing its turnaround projects(referred to from hereon in as “company practices” or“CP”). The presented case study follows the steps de-scribed in the methodology in order to better illustratehow the proposed methodology can be applied by com-panies involved in turnaround projects. The main ob-jective in conducting this comparison is to point outthe similarities and differences between the two sets ofpractices so as to identify any gaps in the company’sexisting standards.It is important to consider that BP describes both
general and detailed concepts for the planning andmanagement of turnaround projects that have beencompiled from various sources of published literature,while CP describes practices intended for a specificcompany project management team. Therefore, CPtend not to highlight more general concepts; instead,they focus on the outputs of each phase, templatesused, and the responsible persons. In order to com-pare CP with BP, we follow the methodology shown inFigure 1. Accordingly, in the first step, we introduceand compare the different phases suggested by BP andCP. Next, we compare the activities and outputs ofeach CP phase with related aspects of BP. In the thirdstep, we identify the BP recommendations excluded byCP.
4.1 Phase-to-Phase Comparison
Our proposed methodology stipulates that the system-atic comparison should begin by comparing the CPturnaround phases to those recommended by BP. TheBP divide turnaround planning and management in-to phases that are part of five-year plans. In CP,turnaround phases are described in detail for a peri-od beginning about two years prior to breaker open(the Project Execution sub-phase start time) and end-ing about four months after breaker closed (the endof the Project Execution sub-phase). The beginningand end of the turnaround management phases de-scribed by CP and BP are different in some cases.Furthermore, the BP describe some phases for whichthere are no matches in CP and vice versa. Figure2 illustrates the comparison of turnaround phases de-fined by BP to the phases defined in CP. As shownin Figure 2, this phase of the comparison shows twomajor gaps between BP and CP. One gap relates tothe definition of phases. According to CP, the projectmanagement team should commence work by abouttwo years before a turnaround project and should fin-
ish turnaround-related work four months after breakerclosed. However, the BP consider turnaround plan-ning and management in a more general sense, callingfor five-year plans for each turnaround. Such a five-year plan may include ongoing business processes andturnaround-specific processes. The other gap relates tothe timing of phases. In CP, each phase is scheduled tostart only after the previous phase has been completed,and there are no gaps in time between phases. In BP,however, in some cases a time interval between phasesexists. Accordingly, it can be inferred that these timeintervals can include work related to ongoing processesand can also accommodate possible delays.Other companies involved in turnaround projects can
apply the first step of our proposed methodology totheir own context. Although the CP will differ fromone company to another, this step is generic and willgive any company a better perspective of how theirpractices are similar or different to BP.
4.2 Comparison of Outputs and Task Tim-ings of Each Phase
According to our proposed methodology, in the secondstep, practitioners should compare outputs of each CPphase with related aspects of BP in order to find gapsand commonalities between the two sets of practices.Furthermore, they should also compare the start andend times of activities in each turnaround phase de-tailed by CP with those prescribed by BP. It is impor-tant to note that the comparison carried out in the sec-ond step of the proposed methodology is more detailedthan that in the first step, and the results achievedare therefore very specific. Because of this differencein level of detail, companies should still complete thesecond step of our methodology even if the comparisonin the first step showed that the CP were well alignedwith BP, as there still is a possibility of finding signif-icant gaps between phase outputs and the timings ofphase activities between the two sets of practices. Forthis case study, we performed a detailed comparison ofoutputs and task timings; Table 1 shows part of thiscomparison and provides details regarding each phase’smajor outputs and their timings. Note that the blankspaces in the table are related to items documented inone set of practices that have no direct parallels in theother. Findings will of course vary for different com-panies applying our methodology; however, the levelof detail discussed here shows how specific the secondstep of the comparison should be. Our intention is tohelp potential users of our methodology visualize whatbenefits they can anticipate from this step.Providing a detailed comparison similar to what pre-
sented in Table 1 for all activities will help reveal gapsin the outputs and task timings of each CP phase. Ex-perienced managers and engineers can use a documentlike this one to help improve turnaround planning andmanagement processes; as they know by experience the
175

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
Figure 2. Comparison of company practices to best practices phases176

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
Table 1. Sample comparison of outputs and task timings of select phases
Phase Output Start EndCompany Best Company Best Company Best Company BestPractices Practices Practices Practices Practices Practices Practices PracticesWork Scope Devel-opment
Work Devel-opment
Engineeringscope docu-ment
Preliminary andapproved work list
17 monthsto BreakerOpen
15 monthsprior toturnaround
10 monthsto BreakerOpen
12 monthsprior toturnaround
Work Scope Devel-opment
Work Devel-opment
Updatedfinancialforecast
Refined budget es-timate (both ex-penses and capital)
17 monthsto BreakerOpen
15 monthsprior toturnaround
10 monthsto BreakerOpen
12 monthsprior toturnaround
Work Scope Devel-opment
Work Devel-opment
Updated longlead procure-ment list
Long lead materialsordered
17 monthsto BreakerOpen
15 monthsprior toturnaround
10 monthsto BreakerOpen
12 monthsprior toturnaround
Detailed Plan-ning and ScheduleDevelopment
DetailedPlanning
Integratedbaselineschedule
Integrated execu-tion plan
10 monthsto BreakerOpen
6 monthsto BreakerOpen
6 monthsprior toturnaround
Detailed Plan-ning and ScheduleDevelopment
Work Devel-opment
Preliminaryresource plan
Integratedplan (schedule,equipment, andresources)
10 monthsto BreakerOpen
15 monthsprior toturnaround
6 monthsto BreakerOpen
12 monthsprior toturnaround
criticality of an output or its related activities com-pared to other outputs, they can decide which out-puts to target for process improvement first and thenimprove company processes systematically by tryingto decrease gaps they observe in their own, completeversion of Table 1. In addition to reducing the gap-s in existing outputs, process improvement may alsoinclude the addition of outputs recommended by BPbut non-existent in current CP. A document like Table1 can also compare how CP and BP differ in timingof tasks related to outputs. For these reasons, drawingup a comparison chart like Table 1 is a useful visualiza-tion exercise for turnaround practitioners as they de-cide which changes they should make to their planningand management processes (e.g., changes in resources,altering of team composition) in order to bring theirCP into line with BP. Using this tool, companies fol-lowing our methodology can choose to implement thenecessary changes as immediately or gradually.Our case study illustrates the implementation of this
step in our methodology. The BP consider some phas-es for turnaround planning and management that, asshown in Figure 2, overlap with several phases of theCP. Thus, it is possible for an output required by agiven BP phase to either exist for the same (parallel)CP phase, exist for another (non-parallel) CP phase,or not to exist for any CP phase. For the purposes ofthis exercise, the first state is of interest, the secondstate is considered a deviation that should be correct-ed, and the third state indicates a gap that should befilled. Here, we describe the findings of our case com-parison and categorize them into these three categoriesfollowing the BP phases.
Business Planning Phase
In this study, the CP did not include the Business Plan-ning phase at all; however, they did specify some re-quired outputs related to business planning in otherphases. Out of 9 BP outputs related to business plan-ning, 5 did not exist in CP, and one was considered inanother phase of CP.
Work Development Phase
The CP Project Setup sub-phase and CP Work ScopeDevelopment sub-phase are parallel to the BP WorkDevelopment phase. Out of 17 outputs in the BP WorkDevelopment phase, only 1 did not exist in CP, and 3were considered in another phase of CP.
Detailed Planning Phase
The CP Detailed Planning and Schedule Developmentsub-phase and the Validation and Reconciliation sub-phase are parallel to the BP Detailed Planning phase.The detailed comparison of outputs showed that out of9 outputs required by the BP Detailed Planning phaseonly 1 did not exist in CP.
Pre-Turnaround Work Phase
The CP Project Optimization sub-phase and theProject Mobilization and Setup sub-phase are paral-lel to the BP Pre-Turnaround Work phase. Out of 10outputs required by the BP Detailed Planning phase,only 2 did not exist in CP.
Turnaround Execution Phase
The CP Project Execution sub-phase is parallel to theBP Turnaround Execution sub-phase. For this phase,the CP and BP outputs match.
Post-Turnaround Phase
The CP Project Demobilization sub-phase andProject Closure sub-phase are parallel the BP Post-Turnaround phase. Out of 13 outputs in the BP Post-Turnaround phase, only 1 did not exist in CP, and 1was considered in another phase of CP.
Conceptual Development Phase
CP considered outputs related to the BP Conceptu-al Development phase in the Project Execution sub-phase and Project Set-up sub-phase with some majoromissions. Out of 17 outputs in the BP Conceptu-
177

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
al Development phase, 5 did not exist in CP. Table 2summarizes the comparison of BP and CP phase out-puts. Deviations are outputs considered by CP in diff-erent phases than recommended by BP whereas gapsare outputs absent from CP that are required by BP.One way to present the results of this comparison is
to list them by item. For example, a gap may be pre-sented as “BP recommend forecasting the turnaroundbudget for the next five years as part of the businessplan, but CP do not consider five-year forecasts in theturnaround budget”. Similarly, a deviation may bepresented as “While BP recommend that long lead ma-terial purchase orders are finalized in the Work Deve-lopment phase, CP specify that vendor contracts areto be signed in the Project Optimization phase”. Ear-lier in this section, we presented all the deviations andgaps we found by comparing CP to BP. While it maybe useful for engineers involved in turnaround projectsto know the item-wise details of this comparison,presenting the results to turnaround managers will bemore effective as an illustration of overall trends. Forexample, for our case study we compiled the deviationsand gaps discussed above and displayed them in a barchart (Figure 3).
Figure 3 reveals the percentages of deviations andgaps identified from the comparison of CP to BP. Itcan be observed from Figure 3 that there is no devia-tion or gap between CP and BP during the TurnaroundExecution phase. However, when it comes to the BPBusiness Plan and Conceptual Development phases,the gaps between the two sets of practices are morethan 50% (55.6% and 62.5% respectively). The chartalso shows that overall, the deviation between the twosets of practices is 6.8% and the gap between CP andBP is 20.3%. Illustrating the results of this compar-ative analysis as we do in Figure 3 makes it easy forturnaround managers to perceive which phases havemore deviations and gaps and thus require more pro-cess improvement attention.
4.3 Missing Best Practices Concepts
In the third step of the proposed methodology, the ma-jor BP concepts and items that should be included inCP in future should be discussed. As we demonstrat-ed, in the previous two steps, CP and BP are comparedand discrepancies between the two sets of practices areidentified and presented so as to highlight areas for
Table 2. Summary of phase output comparisons between best practices and company practices
Phase Total No. of Outputs No. of Deviations No. of GapsBusiness Plan 9 1 5Work Development 17 3 1Detailed Planning 9 0 1Pre-turnaround Work 10 0 2Turnaround Execution 8 0 0Post-turnaround 13 1 1Conceptual Development 8 0 5Overall 74 5 15
Figure 3. Overall comparison of deviations and gaps (company practices versus best practices)
178

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
future improvement of company’s existing turnaroundproject practices. However, some BP concepts may bealtogether omitted from corresponding sections of CP.For example, the concept of team building was dis-
cussed in our Section 3.2 review of BP where we de-fined characteristics of turnaround management teamsaccording to existing BP literature. The BP includeteam building in the Pre-Turnaround Work phase anddefine the different teams involved in turnaround man-agement. Inclusion of a turnaround management orga-nizational chart in CP may aid management personnelin establishing and structuring teams. However, whileteam building is a major concept discussed in the BP,many companies may, as did the case study company,exclude this concept from their documented planningand management processes since in many cases, com-pany personnel will have worked together for a longtime already and their teams will have been graduallyshaped over time. In these cases, from one turnaroundto the next, the need for including team building inthe Pre-turnaround Work phase or elsewhere in theturnaround planning and management process is sig-nificantly reduced.Another BP concept that was entirely omitted from
the CP we examined in our case study is risk mitiga-tion. In BP literature, sources of uncertainty duringthe scoping phase are divided into four categories: or-ganization, process, technique, and information. Foreach category, sources of uncertainty are presented. Inorder to reduce the risk associated with a power plantturnaround, BP suggest reducing risk by making im-provements under each category. BP literature insistson the importance of following this practice for mit-igating risks to ensure turnaround success; however,turnaround practitioners may diverge from this prac-tice by differently categorizing risks, providing insuffi-ciently detailed information for risk mitigation, or, asin our case study, considering risk mitigation outsideof the scope of turnaround planning and managementspecifically. Consecutive turnarounds occurring at thesame specific plant will require many similar activities,and considering the fact that turnaround planners andmanagers responsible for a plant may work numerousturnaround projects at that same plant, risks associat-ed with turnarounds may be identified over time. Forthis reason, the need for an explicit risk mitigation pro-cess during each turnaround may be somewhat dimin-ished. While risk mitigation is practiced by the casestudy company, the associated internal policies andprocedures do not appear in the CP for turnaroundplanning and management.These two missing best practices concepts or any of
the other major concepts discussed in Section 3 of thispaper may well be overlooked by a company whereour methodology is applied. Highlighting these missingconcepts is crucial future process improvement, whichis why this third and final step in our methodologymust be performed in addition to the previous two.
5 CONCLUSIONS ANDRECOMMENDATIONS
The contribution of this paper is in providing a com-prehensive review of best practices for power plan-t turnaround planning and management and a sys-tematic method of comparing a company’s own bestpractices against documented best practices, whichcan help a company improve the planning and exe-cution of its turnaround projects. We reviewed pastresearch regarding the best practices to plan andmanage turnaround projects and provided guidelinesand recommendations based on these best practices.Previous research failed to provide a comprehensivereview of best practices for the planning and man-agement of turnaround projects even though the needfor such a review has only been increasing. We alsopresented a methodology for the analysis of company-specific power plant turnaround planning and manage-ment processes in relation to those recommended bybest practices; this methodology can be implementedby companies involved in turnaround projects. We il-lustrated our methodology using a case study whereinwe compared the existing documented practices of anactual company with the best practices we discoveredthrough the literature review. Our analysis identifiedsimilarities and differences between the company prac-tices and the best practices, and focused on findinggaps between these two sets of practices. Our analysisof the identified deviations and gaps between the com-pany practices and best practices will assist the casecompany’s management team as they work to improvetheir practices in future. If managed properly, integrat-ing previously absent best practices and re-schedulingdifferently scheduled practices to bring them into linewith best practices will lead to the process improve-ment of turnaround planning and management. Im-plementation of the recommendations and guidelinesprovided in this paper by managers and engineers in-volved in turnarounds is expected to contribute sig-nificantly to better performance, fewer possibilities ofcost overruns, and less significant time delays in fu-ture turnaround projects. The methodology we pro-pose can be implemented by any company involved inturnaround projects in order to improve existing, doc-umented, company-specific turnaround planning andmanagement processes. Because it helps identify devi-ations and gaps at both higher levels (e.g., turnaroundphases, missing best practices concepts) and lower lev-els (e.g., phase outputs) of the turnaround planningand management process, our methodology provides apowerful foundation on which to base the process im-provement of turnaround planning and managementprocesses.
This paper used documented company practices forthe basis of our comparison with best practices. Infuture, this research can be extended to compare acompany’s documented practices to its actual, imple-
179

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
mented practices on turnaround projects to identifygaps between the intended and followed practices sothat it would be possible to examine how consistent-ly documented practices are applied across turnaroundprojects.
ACKNOWLEDGEMENTSWe would like to thank the partner company who par-ticipated in our case study for providing access to doc-umented company practices and sharing personnel ex-pertise. We would also like to thank Dr. Adel Awadfor his preliminary research into best practices for pow-er plant turnaround planning and management, whichinformed the development of this paper. This researchwas conducted under the NSERC Industrial ResearchChair in Strategic Construction Modeling and Delivery,held by Dr. Aminah Robinson Fayek. We grateful-ly acknowledge the financial support of the industrialpartners to this Chair and of the Natural Sciences andEngineering Research Council of Canada.
REFERENCES
Al-Qadda, M. S. (2009). Sabic Plant Shutdowns andTurnarounds, Scope Variation Practical Approach.M.Sc. Thesis, Open University Malaysia, KualaLumpur, Malaysia.
Construction Industry Institute (2008). Front EndPlanning of Renovation and Revamp. Projects Im-plementation Resource 242-2, Construction IndustryInstitute, Austin, Texas, United States.
Construction Industry Institute (2014). CII best prac-tices (Project risk assessment, Quality managemen-t, and Front end planning). Construction IndustryInstitute. Available at <https://www.construction-institute.org/> (accessed 08/02/2014).
Construction Owners Association of Alberta (2014).Advanced Work Packaging & Workface Plan-ning. Construction Owners Association of Alberta.Available at <http://www.coaa.ab.ca/> (accessed08/27/2014).
Cormier, B. and Gillard, C. F. (2009). “Beyondturnaround planning.” Petroleum Technology Quar-terly, Q1, Available at <http://www.eptq.com/>(accessed 08/27/2014).
Duffuaa, S. and Ben-Daya, M. (2009). Hand-book of Maintenance Management and Engineer-ing. Springer, London, United Kingdom, ChapterTurnaround maintenance.
Duffuaa, S. O. and Ben-Daya, M. (2004). “Turnaroundmaintenance in petrochemical industry: Practicesand suggested improvements.” Journal of Quality inMaintenance Engineering, 10(3), 184–190.
Duffy, K. and Tregoe, K. (2012). “Strategies to optimizeshutdowns, turnarounds and outages.” Reliable PlantAvailable at <http://www.reliableplant.com/> (ac-cessed 01/20/2013).
Elshout, R. and Garcia, D. (2009). “Strategies for asmooth turnaround.” Journal of Chemical Engineer-ing, 116(7), 34–39.
Ertl, B. (2004). Applying PMBOK to Shutdowns,Turnarounds and Outages. Plant Maintenance Re-source Center. Available at <http://www.plant-maintenance.com/> (accessed 09/10/2014).
Fayek, A. R. and Peng, J. (2013). “Adaptation of work-face planning for construction contexts.” CanadianJournal of Civil Engineering, 40(10), 980–987.
Ghazali, Z. and Halib, M. (2011). “Towards an alter-native organizational structure for plant turnaroundmaintenance: An experience of PETRONAS GasBerhad, Malaysia.” European Journal of Social Sci-ences, 25(3), 40–48.
Gupta, S. (2011). “Completing turnaround projectsfaster with full scope.” Electric Light and Power,89(2), 36–39.
Lazeroms, H. (2011). Reducing Risks in the ScopingPhase of a Power Plant Turnaround will Improve theCost Effectiveness of the Installation. MSc Thesis,Asset Management Control Centre Academy, Inter-national Masters School, Den Helder, Netherlands.
Lenahan, T. (1999). Turnaround Management. Butter-worth Heinemann, Oxford, United Kingdom.
Levitt, J. (2004). Managing Maintenance Shutdownsand Outages. Industrial Press Inc., New York, NewYork, United States.
McLay, J. A. (2012). Practical Management for PlantTurnarounds. JMC Consulting Ltd., Edmonton, Al-berta, Canada.
Megow, N., Möhring, R. H., and Schulz, J. (2011).“Decision support and optimization in shutdownand turnaround scheduling.” INFORMS Journal onComputing, 23(2), 189–204.
National Energy Board of Canada (2013). Canada’sEnergy Future 2013: Energy Supply and Demandto 2035. Available at <http://www.neb-one.gc.ca/>(accessed 07/21/2014).
Obiajunwa, C. (2007). “Optimization of turnaroundmaintenance project implementation.” ARCOMDoctoral Workshop: Facilities, Refurbishment andMaintenance Management, Sheffield Hallam Univer-sity, Sheffield, United Kingdom.
Obiajunwa, C. (2010). A Framework for the Suc-cessful Implementation of Turnaround MaintenanceProjects. PhD Thesis, Sheffield Hallam University,Sheffield, United Kingdom.
Oliver, R. (2001). “Organising the plan forturnarounds.” Petroleum Technology Quarter-ly, Q3, Available at <http://www.eptq.com/>(accessed 08/26/2014).
Oliver, R. (2002). “Complete planning for maintenanceturnarounds will ensure success.” Oil and Gas Jour-nal, 54–62.
Project Management Institute (2010). A Guide to theProject Management Body of Knowledge (PMBOKGuide). Project Management Institute, Newtown
180

Raoufi and Fayek /International Journal of Architecture, Engineering and Construction 3 (2014) 168-181
Square, Pennsylvania, United States.Whittington, D. and Gibson, E. (2009). “Developmentof the STAR tool for the management of shutdown/turnaround/outage projects.” Building a Sustainable
Future: Proceedings of the Construction ResearchCongress, 685–694.
181





























