Embed Size (px)
Citation preview

Cilacap Resid Fluid Catalytic Cracking (RFCC) Project
PT. PERTAMINA (Persero)
DOC. NO. : RFCC-A-CV-VP-PO029-SP007
REV. NO. : 02
PAGE NO. :1 / 12
Manufacturing Procedure Specification of Paint Epoxy Coating
CONSORTIUM ADHI – GS E&C
VENDOR NAME : PT. KHI PIPE INDUSTRIES
VENDOR DOC. NO. : 042/KHI/MPS/EXC/VIII/2012
PROJECT : CILACAP RESID FLUID CATALYTIC CRACKING
(RFCC) PROJECT
LOCATION : PERTAMINA RU-IV, CILACAP, CENTRAL JAVA, INDONESIA
OWNER : PT. PERTAMINA (PERSERO)
CONTRACTOR
PO. NO.
:
:
CONSORTIUM ADHI-GSEC
RFCC-A-CV-PO-029
REQUISITION NO. : RFCC-A-CV-RQ-029
02 Issued For Final October 24, 2014
01 Re-Issued for Approval September 24, 2012
0 Issued for Approval August 15, 2012 Edi Jumialdi Suprapto Tri Wahono
Rev. Description Date Prepared by Reviewed by Approved by

Cilacap Resid Fluid Catalytic Cracking (RFCC) Project
PT. PERTAMINA (Persero)
DOC. NO. : RFCC-A-CV-VP-PO029-SP007
REV. NO. : 02
MANUFACTURING PROCEDURE SPECIFICATION OF PAINT EPOXY
COATING
PAGE :2 /12
CONSORTIUM ADHI – GS E&C
REVISION HISTRORICAL SHEET
Rev. Page /
Paragraph Item Description of Change
01 PAGE 2 & 3 INPUT/TYPE DOC NO. FOR COVER DOCUMENT
02 PAGE 2 & 3 ISSUED FOR FINAL

: PT. ADHI KARYA (Persero) Tbk.Customer
MANUFACTURING PROCEDURE SPECIFICATION
ofPAINT EPOXY COATING
MPS No.
042/KHI/MPS/EXC/VIII/2012
: PT. PERTAMINA (Persero)
: Resid Fluid Catalytic Cracking (RFCC) - Cilacap
0 14-Aug-12 Issued for Approval TW WS AA AHSQA Prod
Rev. Date Description Checked by Reviewed by
CILEGON - BANTEN
Client
Project
PT. KHI PIPE INDUSTRIES
Prepared by
For Customer Approval
Remarks
This MPS is the property of KHI and must not be handed to a third party or reproduced completely or in a part without the explicit written consent of KHI
PIPE & COATING

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 1 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 1
Title Table Of Content
Section Description Page No
1 Table of Contents 1
2 S c o p e 2
3 Manufacturing Process 3
4 Code, Specifications, Standard and References 4
5 Responsibilities 5
6 Receiving Inspection 6
7 Blasting, Primer & Coating Application 7
8 Inspection and Repair Coating 8
9 Stock Yard 9

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 2 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 2
Title Scope
This document covers “MANUFACTURING PROCEDURE SPECIFICATION” including Testing
and Inspection procedure specification of application of paint epoxy on pipe external surface.
This procedure is written with the intention of being a working instruction for shop floor
personnel by detailing the standard of workmanship and acceptance criteria throughout each
phase of the process.
Pipe epoxy coating activities will be conducted at PT. KHI Pipe Industries Cigading Factory.

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 3 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
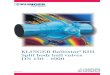
Section 3
Title Manufacturing Process
Material & Pipe Receiving Inspection
COATING APPLICATION
BLASTING
STOCK YARD
REPAIR
RE-INSPECTION Accept
Not Good
THICKNESS MEASUREMENT RE-COATING
MARKING
PACKING
DELIVERED
Not Good
Not Good
Accept
Good
Good
Good

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 4 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 4
Title Code, Specifications, Standard and References
The following code, specifications, standards and reference are relevant to this document:
a. SSPC-SP10/NACE No.2 : Surface Preparation Standards for Painting Steel Surface
b. ISO 8501-1-1988 : International Organization for Standard Blast Cleaning.
c. ISO 8503-2 -1998 :Method for the grading of surface profile of abrasive blast- cleaned steel —
Comparator procedure

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 5 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 5
Title Responsibilities
5.1. Coating Superintendent shall be responsible for all labor and equipment necessary
for the required operation. He shall also ensure that the operations are performed in a safe manner and that the product meets the requirements specified herein.
5.2. QA Manager responsible for ensuring that the Customer’s agreed quality
requirements are satisfied. He shall also ensure that the Q.C. inspectors inspect and control the quality of the product in accordance with this document.

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 6 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 6
Title Receiving Inspection
1. Pipe Receiving Inspection All pipes shall be visually examined for defect such as slag, arc strike, weld spatter, porosity, sharp edge, pit, lamination, slivers, crevice and internal ridges or welds that have not been properly scarfed.
Pipes containing these defects shall be segregated if the defects are to the extent they would reduce the coating quality.
If pipes are received from other pipe manufacturer the marking shall be recorded and kept for identification and the bevel end protector shall be kept and installed later after coating application has finished.
2. Coating Material Receiving Inspection
a. Receiving coating material shall be checked as per delivery sheet.
b. Check, verify and reported every batch of coating with the following items:
• Coating Manufacturer’s name address
• Product Type
• Batch No
• Quantity
• Certificate
• Date of Manufacture / expire date
• Packing Condition
c. Keep the coating material as per manufacturer specification.
d. Only the coating materials which have been approved shall be used for coating
process.
e. Coating material as per Customer Purchase Order.

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 7 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 7
Title Blasting, Primer & Coating Application
Blasting
Before blasting the pipe surface shall be cleaned to remove dirt or grease. All traces of oil and grease shall be brushed and wiped off using detergent/water cleaning (Aqueous solutions of household detergent) and a clean cloth. All moisture, if any shall be removed by heating using a gas burner or a hot air blower.
Weld spatter, scale, sliver, lamination and surface defect which are not remove during blasting shall be edges smoothed or rendered flush or removed by grinding and re-blast.
Any pipe which has been blasted but not primed and then wet by rain moisture shall be re-blasted. All moisture, if any shall be removed by heating using a gas burner or a hot air blower.
Every pipe is blasted to meet Sa 2 ½ standard by grit blasting, sand blasting or abrasive blasting.
Blasting shall not be commenced when humidity is greater than 85% or surface temperature shall not less 3°C above dew point, work in outside when it rain, any visible moisture is on the surface, the abrasive is wet, when painting is being done or coating is drying and curing in adjacent areas, and the lighting is poor and equipment is in improper working condition, at night.
The finishing surface of blasting shall be Sa 2 ½ or SSPC SP-10 It is compared to the pictorial standard. The roughness value shall be 30 - 80 microns as per ISO 8503-2. The roughness
profile depth shall be checked using a calibrated Elcometer roughness gauge or Keane-Tator profile comparator.
Coating Application
Epoxy coating which is applied shall be use High Build Epoxy Coating or as per PO.
Coating thickness as follows:
1st coat : minimum 50 microns with Zinc Rich Epoxy
2nd coat : minimum 200 microns with coal tar epoxy
3rd coat : minimum 200 microns with coal tar epoxy
Total coating thickness is 450 microns
The pipe surface temperature shall always be minimum of 3°C above dew point.

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 8 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 8
Title Inspection and Repair Coating
Inspection Procedure
Report the ambient condition (Humidity, Dew Point) before and any change of weather condition during surface preparation.
Visual surface cleanliness shall be checked as per ISO 8501 and spot checks for dust level as per ISO 8502-3.
The surface preparation and surface profile shall be evaluate and reported at the beginning of each production shift.
DFT measurement shall be performed on every coat and reported.
DFT shall be checked as per SSPC-PA2 Standard.
Visual Inspection of finish every coat shall be performed and reported.
Specified Nominal Coating Thickness is 450 micron.
Adhesion test shall be conducted at first day application as per ASTM D4541
Repair of Coating
Degrease if necessary. Spot blast and clean the damage area back to with SA 2.5 and sweep blast the others if over
coating time has exceeded. Feather back the adjacent coating to minimum 20 mm and firm edge by sanding disc. Clean and apply at least 2 touch up coats with appropriate epoxy coating.

Doc. No 042/KHI/MPS/EXC/VIII/2012
MANUFACTURING PROCEDURE SPECIFICATION Page 9 of 9
[ M. P. S. ] Date August 14, 2012
Revision 0
Remarks:
Section 9
Title Stock Yard
A. Pipe storage : The pipe shall be stored under which do not have any effect detrimentally to its performance characteristic.
1. Pipes with difference wall thickness shall be stacked at separate locations.
2. Storage area shall be well drained and free from any materials which may damage the pipe coating.
3. Pipes shall be stockpiled on a horizontal surface. They may be stockpiled in a pyramidal shape.
Soft dunnage or rubber shall be used to support the bottom layer and to eliminate contact of the coated pipe with any metallic surface.
4. The pipes shall be stacked with maximum 2 tiers during storage.
B. Handling : Pipe shall be handled in a manner to prevent damage to pipe walls beveled ends and coatings.
1. Padding shall be provided when loading for transfer to any location.
2. Pipes shall be raised or lowered to or from stock pile, ground, barge or truck by end hooks inserted in the ends of the pipe and carried by a wire rope with spreader bar between the lines.
As alternative for coated pipe, sufficient strength of nylon sling can also be used.
3. Pipes shall not be dropped
4. Pipes shall not be rolled on a surface that can damage the pipe.
5. Pipes shall be picked up clear of the ground on deck of the barge and moved bodily, and not dragged over the ground of the barge deck.
6. Pipe shall not be subjected to jars or impact.