Embed Size (px)
Citation preview

1
EN-CN
POLAR I-Direct Link SystemAUTOMATIC WINDER

2 3
P o l a r / I - D i r e c t L i n k S y s t e m
32
The Savio POLAR / I DirectLinkSystem solution, for linking the ring spinning frames to winders, enables a fast and efficient direct feeding of bobbins, along with the full interfacing flexibility with all kinds of ring spinning frames (single or multistep). Many important developing markets are investing on this kind of machinery, because of the growing difficulty of hiring labor, for the quality and production advantages that such solution offers. Therefore in all those countries, we are witnessing a rapid transformation from plants equipped with ring spinning frames without doffing devices and with free-standing winder, to the fully automatic link solution.The POLAR / I DLS boasts a unique spinning frame to winder close loop feeding system, the winder being an extension of the same, ensuring total free flow of the materials. From ring frame bobbin to the final package, the yarn is processed untouched and with zero transit time, ensuring maximum quality, less material handling and no chances of contamination.
HIGH-END AUTOMATION
4 5
P o l a r / I - D i r e c t L i n k S y s t e m
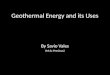
POLAR / I DLS automatic winder linked directly to the spinning frames where bobbins are uninterruptedly moved from the ring-frame to the winder. The POLAR / I DLS has a direct feeding of the ring frame bobbins thus practically becoming an extension of the ring frame itself, ensuring total free flow of the materials.
The incoming bobbins are guided to the yarn finder station to be prepared for the following winding process, and then delivered to the winding heads.
LINK CONNECTION
Each winding head has 2 spare bobbins in addition to the one under process with straight vertical yarn path. Upon request machine can be also equipped with additional single automatic magazine for the empty tube refill.
6 7
P o l a r / I - D i r e c t L i n k S y s t e m
INTELLIGENT BOBBIN DISTRIBUTION
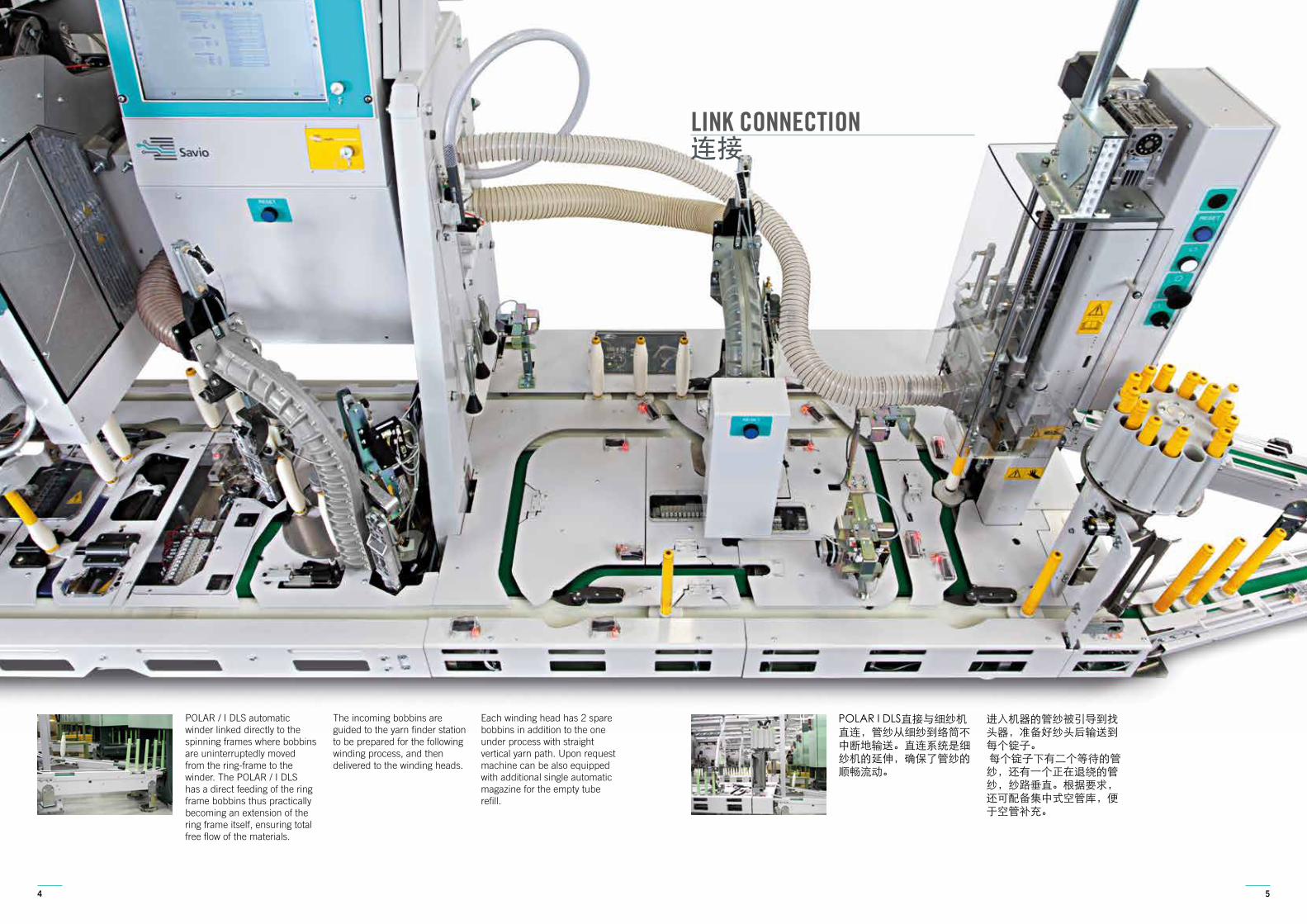
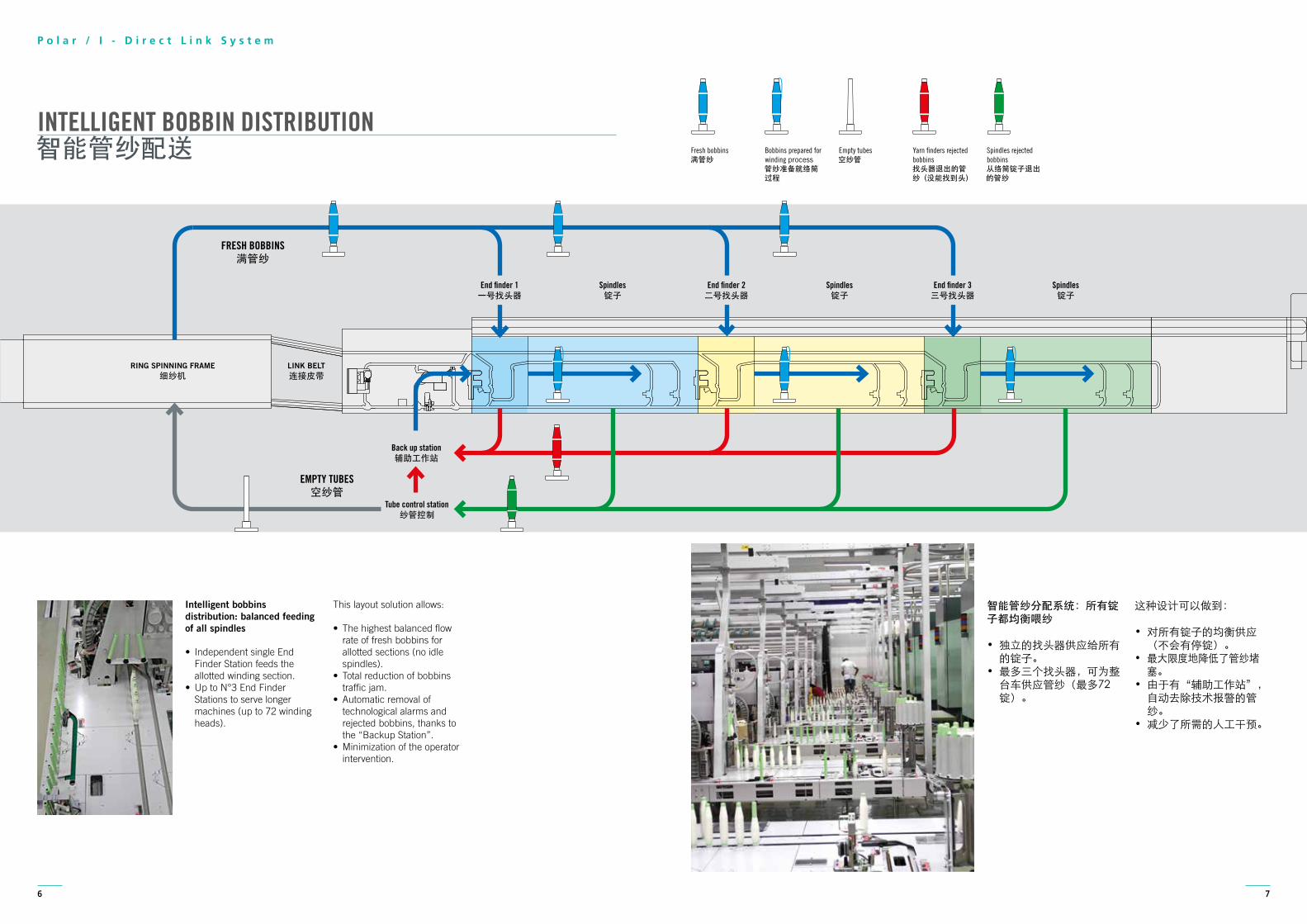
Intelligent bobbins distribution: balanced feeding of all spindles
• Independent single End Finder Station feeds the allotted winding section.
• Up to N°3 End Finder Stations to serve longer machines (up to 72 winding heads).
This layout solution allows:
• The highest balanced flow rate of fresh bobbins for allotted sections (no idle spindles).
• Total reduction of bobbins traffic jam.
• Automatic removal of technological alarms and rejected bobbins, thanks to the “Backup Station”.
• Minimization of the operator intervention.
LINK BELTRING SPINNING FRAME
Fresh bobbins Bobbins prepared for winding process
Empty tubes Yarn finders rejected bobbins
( )
Spindles rejected bobbins
FRESH BOBBINS
EMPTY TUBES
End finder 1 End finder 2 End finder 3
Tube control station
Back up station
Spindles Spindles Spindles
8 9
P o l a r / I - D i r e c t L i n k S y s t e m
END FINDER STATION
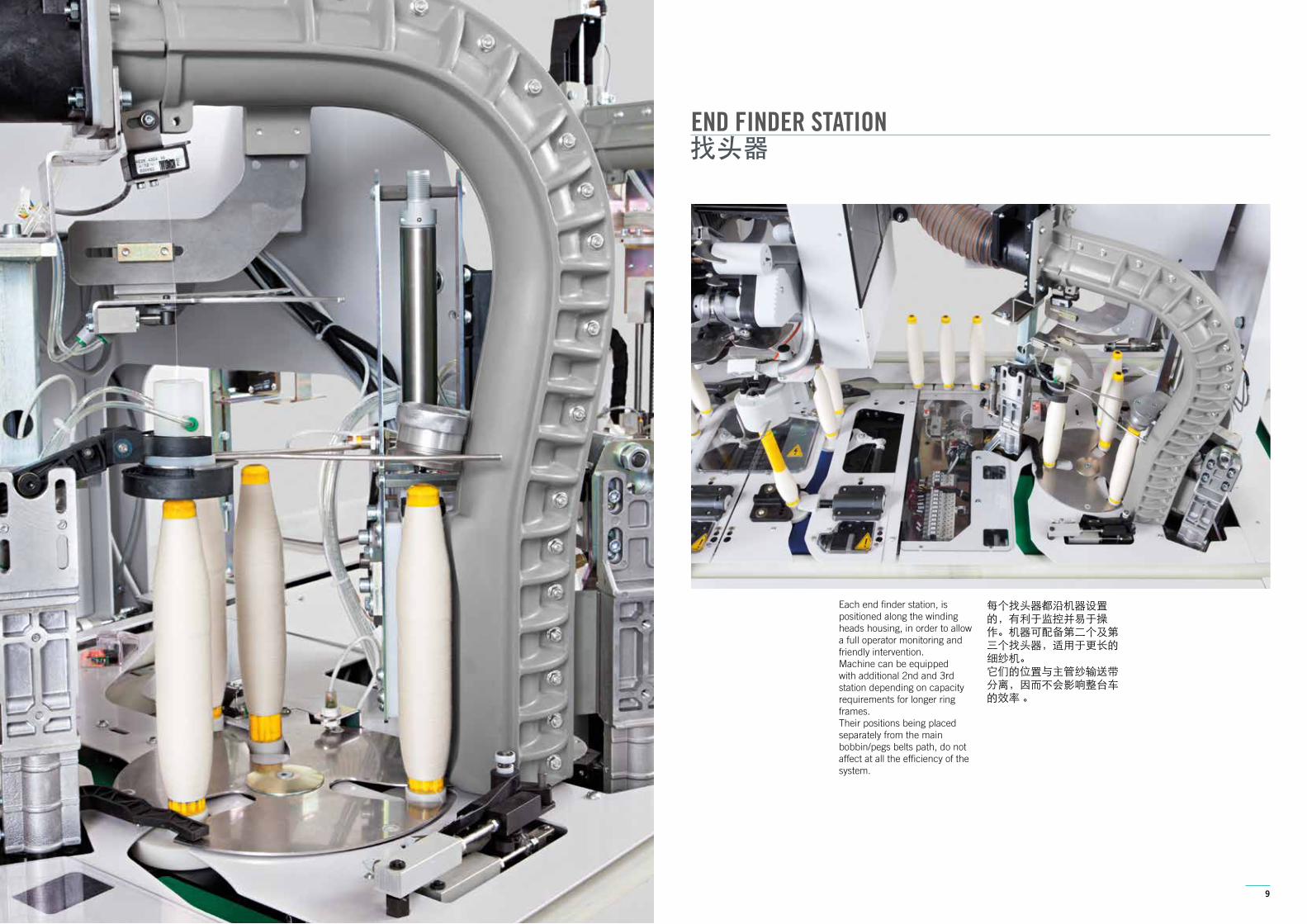
Each end finder station, is positioned along the winding heads housing, in order to allow a full operator monitoring and friendly intervention.Machine can be equipped with additional 2nd and 3rd station depending on capacity requirements for longer ring frames.Their positions being placed separately from the main bobbin/pegs belts path, do not affect at all the efficiency of the system.
10 11
P o l a r / I - D i r e c t L i n k S y s t e m
BACK UP STATION
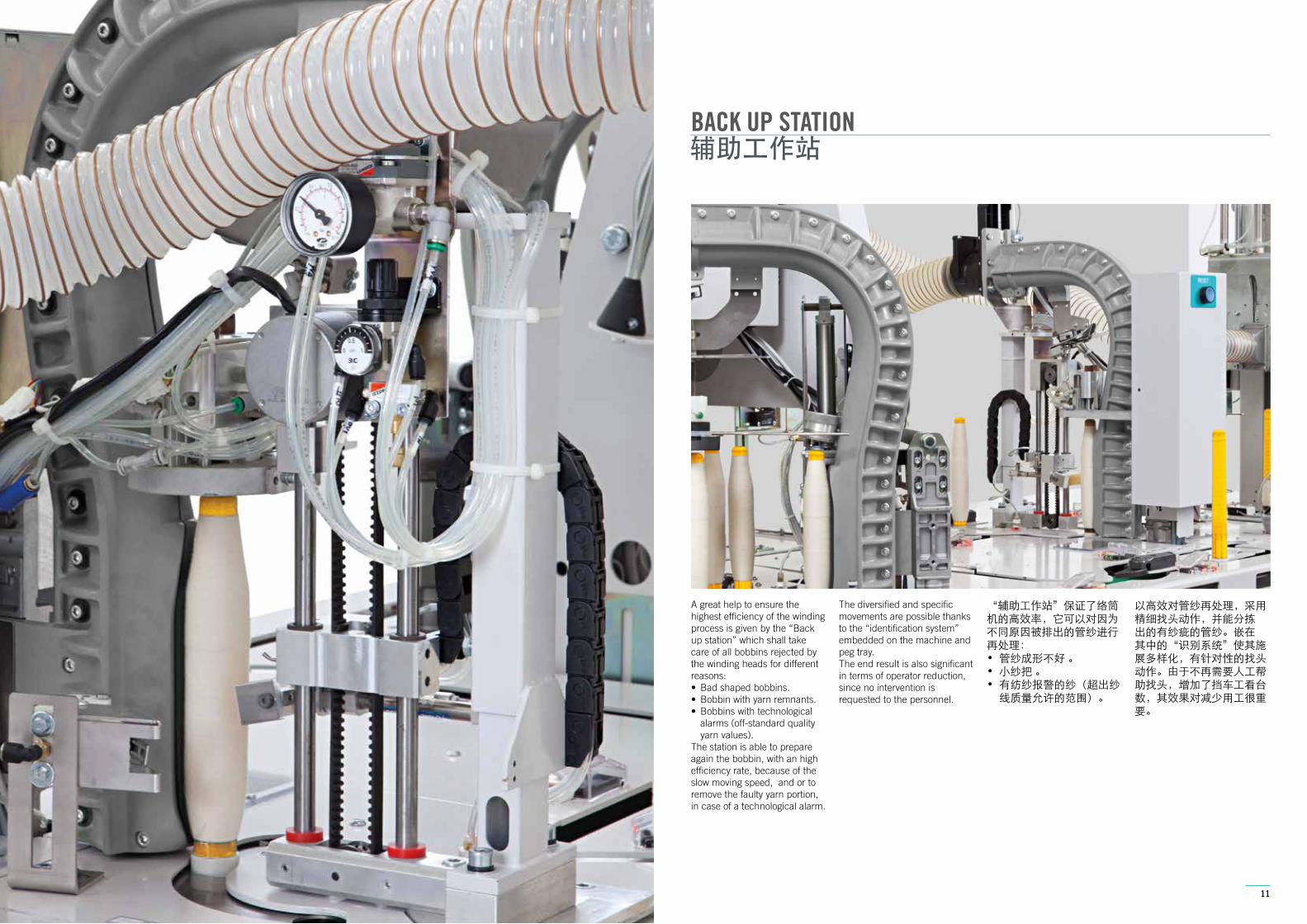
A great help to ensure the highest efficiency of the winding process is given by the “Back up station” which shall take care of all bobbins rejected by the winding heads for different reasons:• Bad shaped bobbins.• Bobbin with yarn remnants.• Bobbins with technological
alarms (off-standard quality yarn values).
The station is able to prepare again the bobbin, with an high efficiency rate, because of the slow moving speed, and or to remove the faulty yarn portion, in case of a technological alarm.
The diversified and specific movements are possible thanks to the “identification system” embedded on the machine and peg tray.The end result is also significant in terms of operator reduction, since no intervention is requested to the personnel.

12 13
P o l a r / I - D i r e c t L i n k S y s t e m
TUBE CLEANER (OPTIONAL)
The winder can be equipped with an automatic tube cleaning device that removes any type of residual yarn. No setting is required, and thanks to the extrusion operating system, the tubes are prevented from any damage even in case of toughest yarns.
14 15
P o l a r / I - D i r e c t L i n k S y s t e m
1 3
2
PC
S.I.S. - Savio Identification System (optional)
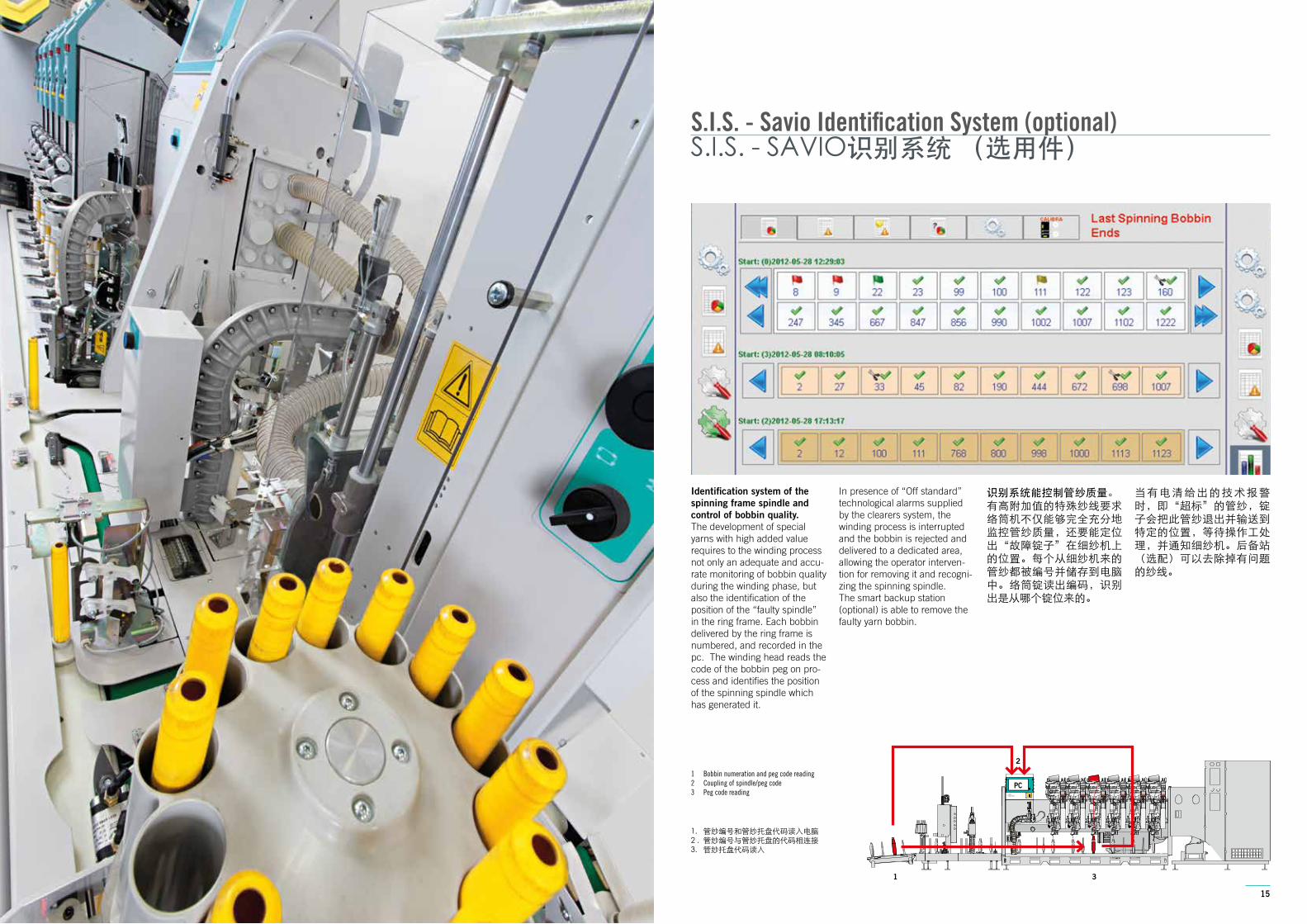
Identification system of the spinning frame spindle and control of bobbin quality.The development of special yarns with high added value requires to the winding process not only an adequate and accu-rate monitoring of bobbin quality during the winding phase, but also the identification of the position of the “faulty spindle” in the ring frame. Each bobbin delivered by the ring frame is numbered, and recorded in the pc. The winding head reads the code of the bobbin peg on pro-cess and identifies the position of the spinning spindle which has generated it.
In presence of “Off standard” technological alarms supplied by the clearers system, the winding process is interrupted and the bobbin is rejected and delivered to a dedicated area, allowing the operator interven-tion for removing it and recogni-zing the spinning spindle.The smart backup station (optional) is able to remove the faulty yarn bobbin.
1 Bobbin numeration and peg code reading2 Coupling of spindle/peg code3 Peg code reading

16 17
P o l a r / I - D i r e c t L i n k S y s t e m
18 19
P o l a r / I - D i r e c t L i n k S y s t e m
1
2
3
4
5
PC
1
2
3
4
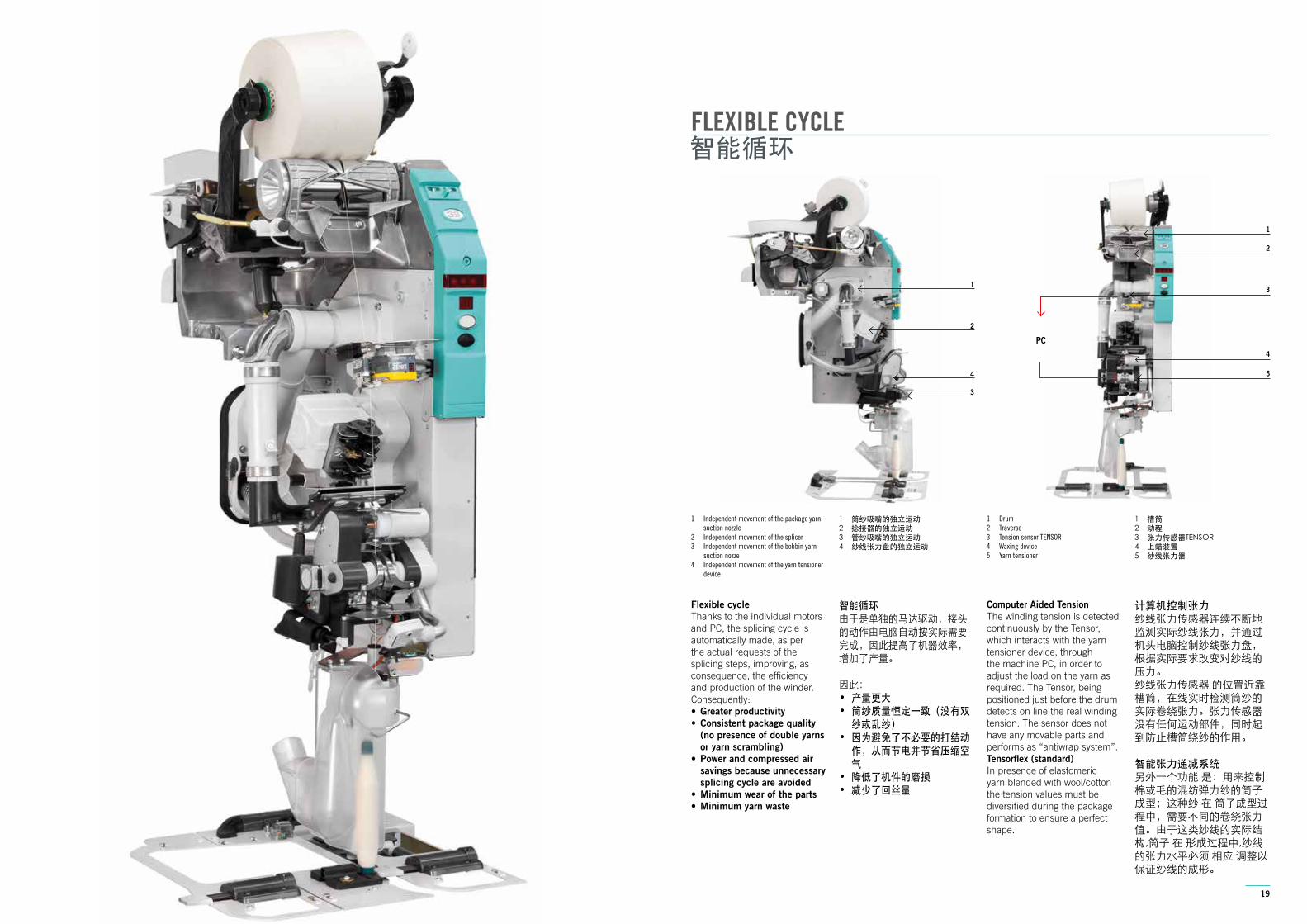
Flexible cycleThanks to the individual motors and PC, the splicing cycle is automatically made, as per the actual requests of the splicing steps, improving, as consequence, the efficiency and production of the winder.Consequently:• Greater productivity• Consistent package quality
(no presence of double yarns or yarn scrambling)
• Power and compressed air savings because unnecessary splicing cycle are avoided
• Minimum wear of the parts• Minimum yarn waste
Computer Aided TensionThe winding tension is detected continuously by the Tensor, which interacts with the yarn tensioner device, through the machine PC, in order to adjust the load on the yarn as required. The Tensor, being positioned just before the drum detects on line the real winding tension. The sensor does not have any movable parts and performs as “antiwrap system”.Tensorflex (standard)In presence of elastomeric yarn blended with wool/cotton the tension values must be diversified during the package formation to ensure a perfect shape.
1 Drum2 Traverse3 Tension sensor TENSOR4 Waxing device5 Yarn tensioner
1 Independent movement of the package yarn suction nozzle
2 Independent movement of the splicer3 Independent movement of the bobbin yarn
suction nozze4 Independent movement of the yarn tensioner
device
FLEXIBLE CYCLE
20 21
P o l a r / I - D i r e c t L i n k S y s t e m
4
1
2
3
4
1
2
3
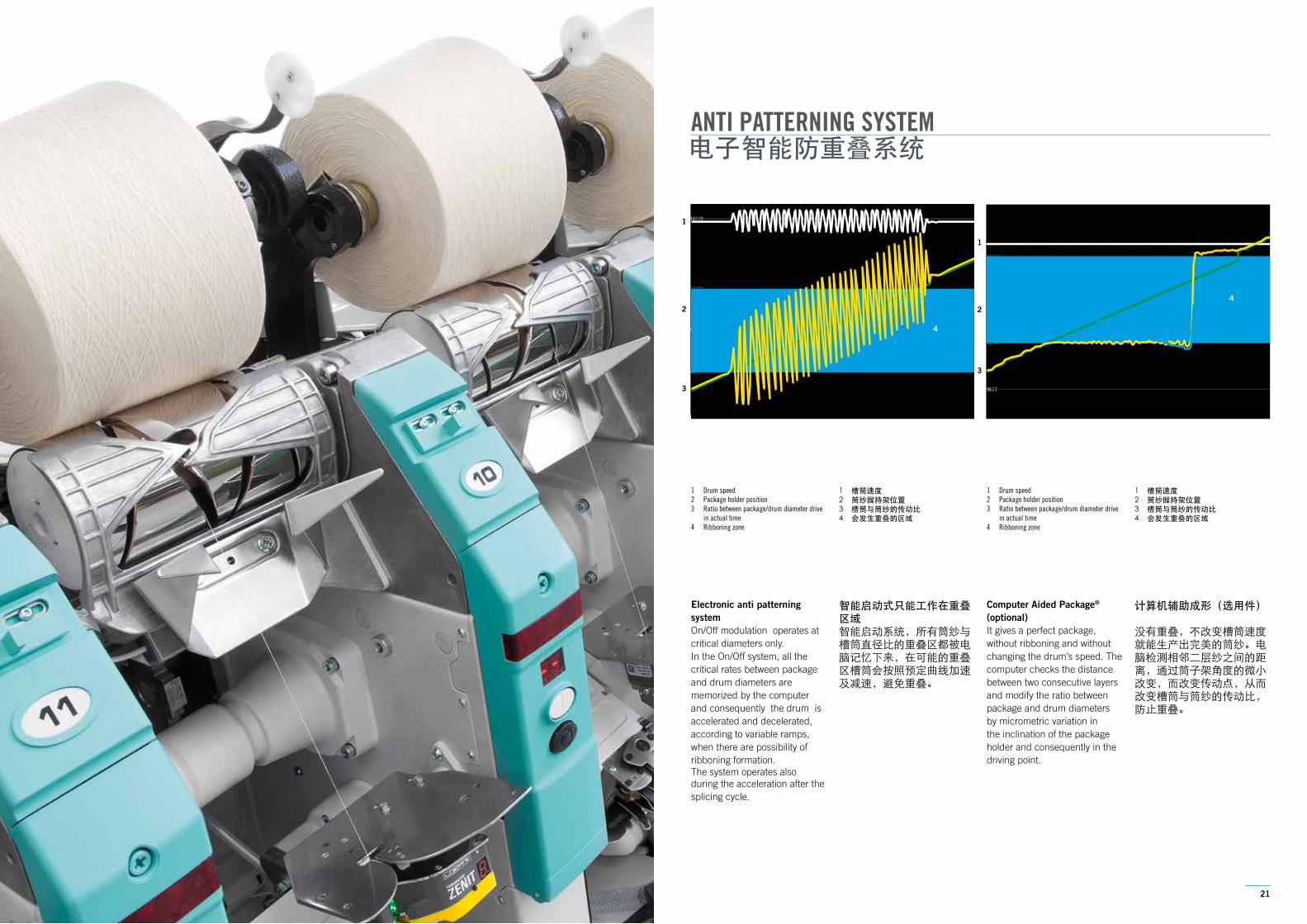
Electronic anti patterning systemOn/Off modulation operates at critical diameters only.In the On/Off system, all the critical rates between package and drum diameters are memorized by the computer and consequently the drum is accelerated and decelerated, according to variable ramps, when there are possibility of ribboning formation. The system operates also during the acceleration after the splicing cycle.
Computer Aided Package®
(optional)It gives a perfect package, without ribboning and without changing the drum’s speed. The computer checks the distance between two consecutive layers and modify the ratio between package and drum diameters by micrometric variation in the inclination of the package holder and consequently in the driving point.
1 Drum speed2 Package holder position3 Ratio between package/drum diameter drive
in actual time4 Ribboning zone
1 Drum speed2 Package holder position3 Ratio between package/drum diameter drive
in actual time4 Ribboning zone
ANTI PATTERNING SYSTEM
22 23
P o l a r / I - D i r e c t L i n k S y s t e m
1 2 3 4 5 6 7 8 9 10 11 12
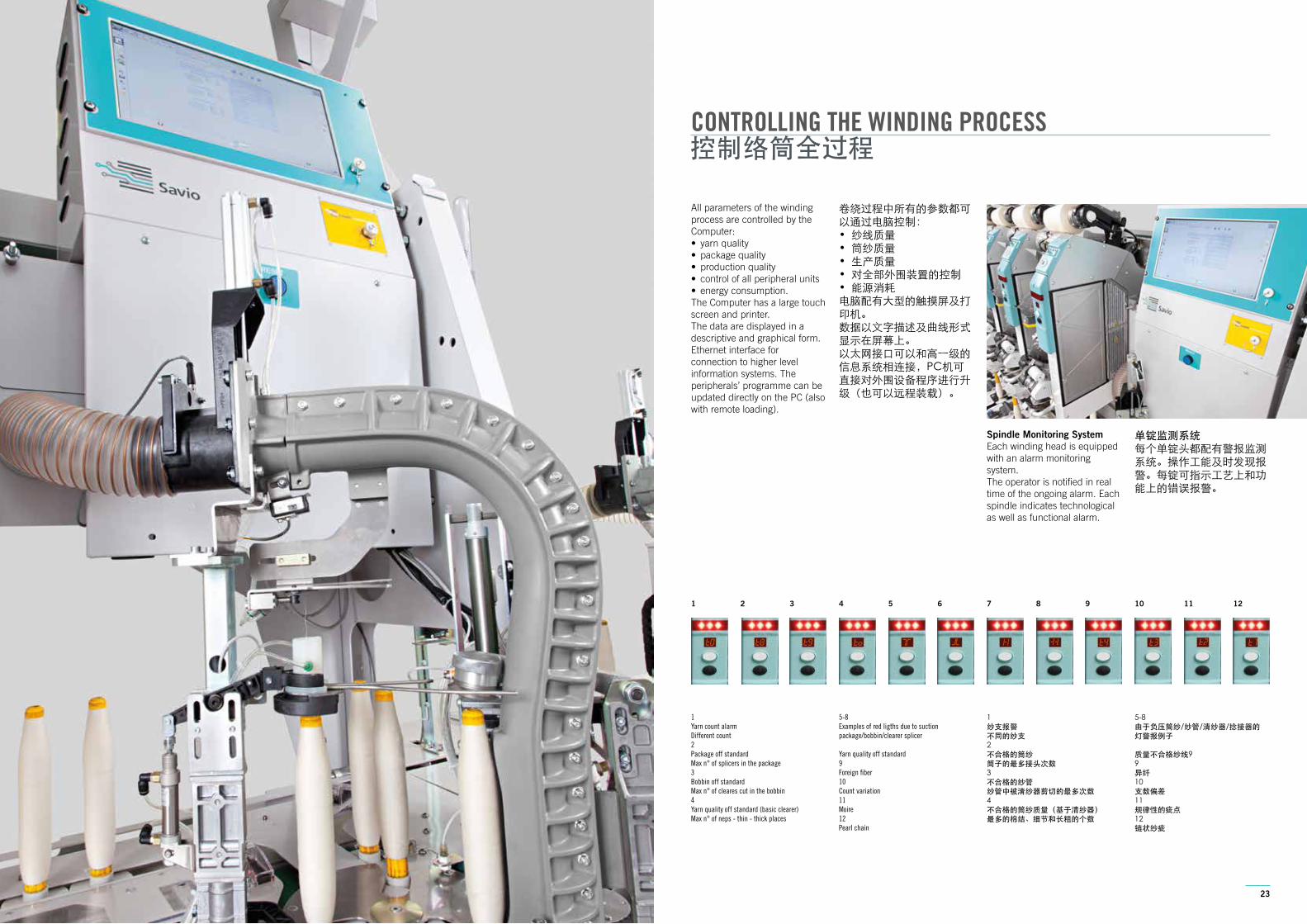
1Yarn count alarmDifferent count2Package off standardMax n° of splicers in the package3Bobbin off standardMax n° of cleares cut in the bobbin4Yarn quality off standard (basic clearer) Max n° of neps - thin - thick places
5-8Examples of red ligths due to suctionpackage/bobbin/clearer splicer
Yarn quality off standard9Foreign fiber10Count variation11Moire12Pearl chain
All parameters of the winding process are controlled by theComputer:• yarn quality• package quality• production quality• control of all peripheral units• energy consumption.The Computer has a large touch screen and printer.The data are displayed in a descriptive and graphical form.Ethernet interface for connection to higher level information systems. The peripherals’ programme can be updated directly on the PC (also with remote loading).
CONTROLLING THE WINDING PROCESS
Spindle Monitoring SystemEach winding head is equipped with an alarm monitoring system.The operator is notified in real time of the ongoing alarm. Each spindle indicates technological as well as functional alarm.
24 25
P o l a r / I - D i r e c t L i n k S y s t e m
1
3
2
PC
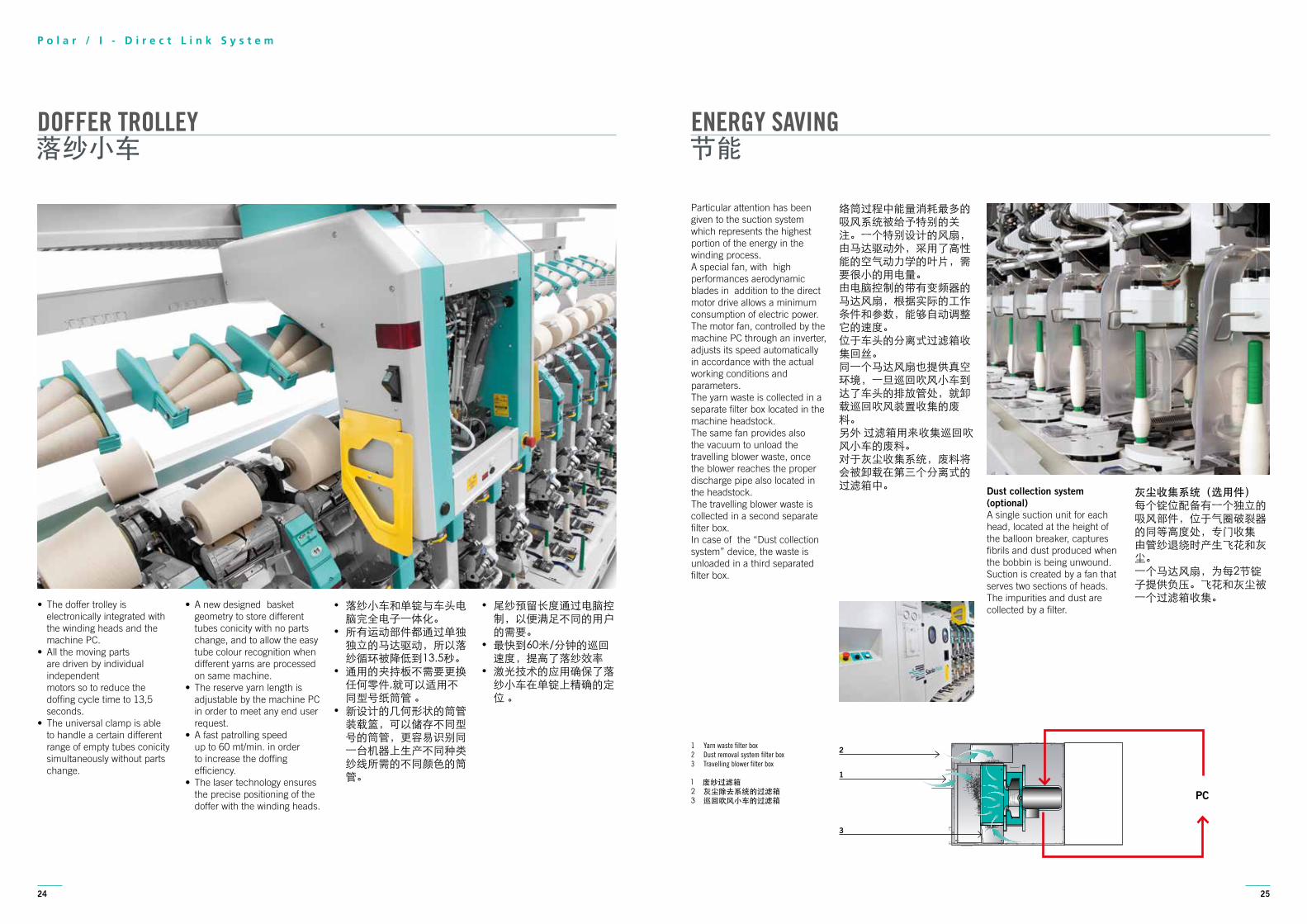
• The doffer trolley is electronically integrated with the winding heads and the machine PC.
• All the moving parts are driven by individual independent motors so to reduce the doffing cycle time to 13,5 seconds.
• The universal clamp is able to handle a certain different range of empty tubes conicity simultaneously without parts change.
• A new designed basket geometry to store different tubes conicity with no parts change, and to allow the easy tube colour recognition when different yarns are processed on same machine.
• The reserve yarn length is adjustable by the machine PC in order to meet any end user request.
• A fast patrolling speed up to 60 mt/min. in order to increase the doffing efficiency.
• The laser technology ensures the precise positioning of the doffer with the winding heads.
Particular attention has been given to the suction system which represents the highest portion of the energy in the winding process.A special fan, with high performances aerodynamic blades in addition to the direct motor drive allows a minimum consumption of electric power.The motor fan, controlled by the machine PC through an inverter, adjusts its speed automatically in accordance with the actual working conditions and parameters.The yarn waste is collected in a separate filter box located in the machine headstock.The same fan provides also the vacuum to unload the travelling blower waste, once the blower reaches the proper discharge pipe also located in the headstock.The travelling blower waste is collected in a second separate filter box.In case of the “Dust collection system” device, the waste is unloaded in a third separated filter box.
Dust collection system (optional)A single suction unit for each head, located at the height of the balloon breaker, captures fibrils and dust produced when the bobbin is being unwound. Suction is created by a fan that serves two sections of heads. The impurities and dust are collected by a filter.
DOFFER TROLLEY ENERGY SAVING
1 Yarn waste filter box2 Dust removal system filter box3 Travelling blower filter box
26 27
P o l a r / I - D i r e c t L i n k S y s t e m
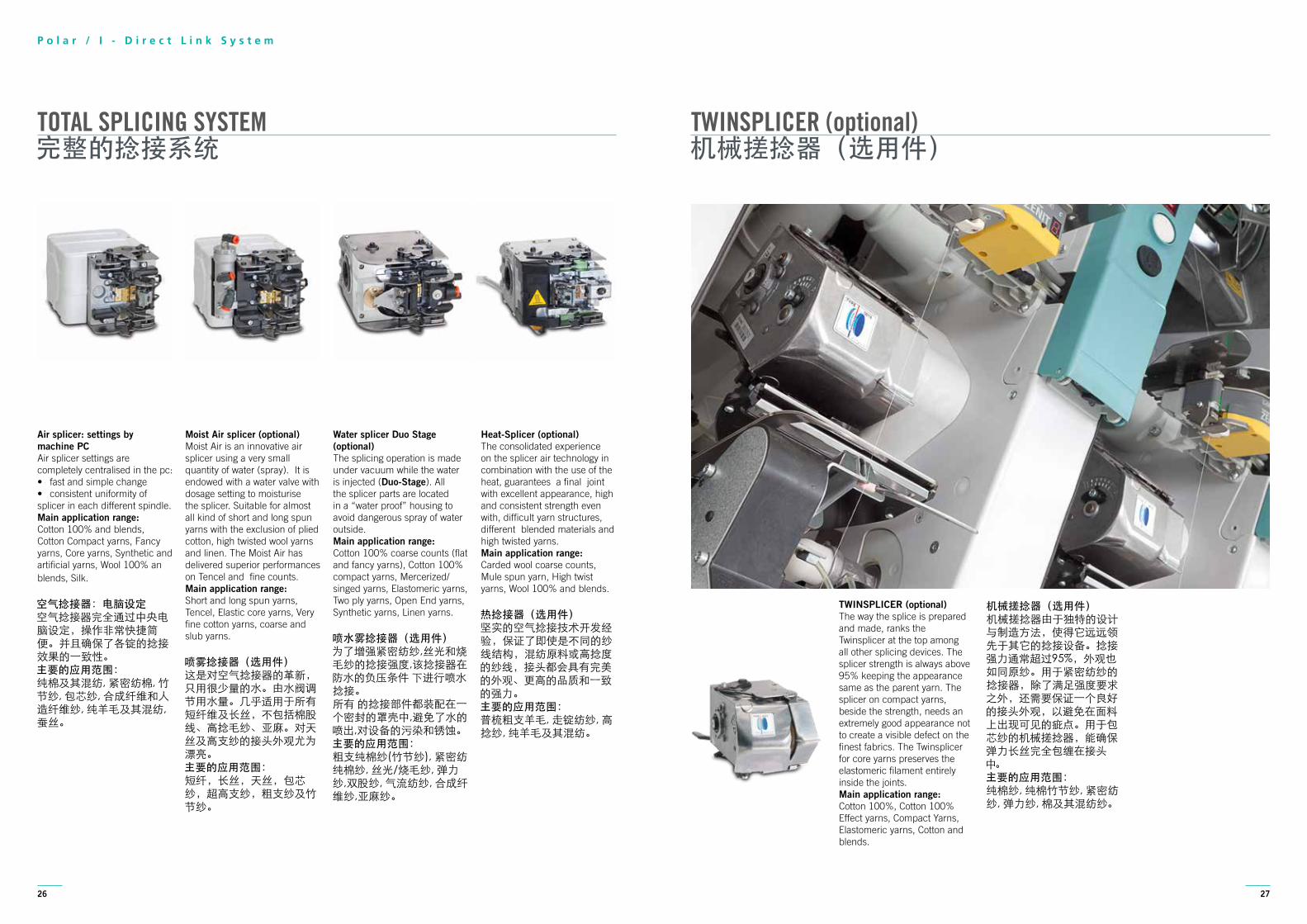
TWINSPLICER (optional)TOTAL SPLICING SYSTEM
Air splicer: settings by machine PCAir splicer settings are completely centralised in the pc:• fast and simple change• consistent uniformity of splicer in each different spindle.Main application range: Cotton 100% and blends, Cotton Compact yarns, Fancy yarns, Core yarns, Synthetic and artificial yarns, Wool 100% an blends, Silk.
Water splicer Duo Stage (optional)The splicing operation is made under vacuum while the water is injected (Duo-Stage). All the splicer parts are located in a “water proof” housing to avoid dangerous spray of water outside.Main application range: Cotton 100% coarse counts (flat and fancy yarns), Cotton 100% compact yarns, Mercerized/singed yarns, Elastomeric yarns, Two ply yarns, Open End yarns, Synthetic yarns, Linen yarns.
Heat-Splicer (optional)The consolidated experience on the splicer air technology in combination with the use of the heat, guarantees a final joint with excellent appearance, high and consistent strength even with, difficult yarn structures, different blended materials and high twisted yarns.Main application range: Carded wool coarse counts, Mule spun yarn, High twist yarns, Wool 100% and blends.
Moist Air splicer (optional)Moist Air is an innovative air splicer using a very small quantity of water (spray). It is endowed with a water valve with dosage setting to moisturise the splicer. Suitable for almost all kind of short and long spun yarns with the exclusion of plied cotton, high twisted wool yarns and linen. The Moist Air has delivered superior performances on Tencel and fine counts. Main application range:Short and long spun yarns, Tencel, Elastic core yarns, Very fine cotton yarns, coarse and slub yarns.
TWINSPLICER (optional)The way the splice is prepared and made, ranks the Twinsplicer at the top among all other splicing devices. The splicer strength is always above 95% keeping the appearance same as the parent yarn. The splicer on compact yarns, beside the strength, needs an extremely good appearance not to create a visible defect on the finest fabrics. The Twinsplicer for core yarns preserves the elastomeric filament entirely inside the joints.Main application range: Cotton 100%, Cotton 100% Effect yarns, Compact Yarns, Elastomeric yarns, Cotton and blends.
。
。
28 29
P o l a r / I - D i r e c t L i n k S y s t e m
32 1PC
21
PC
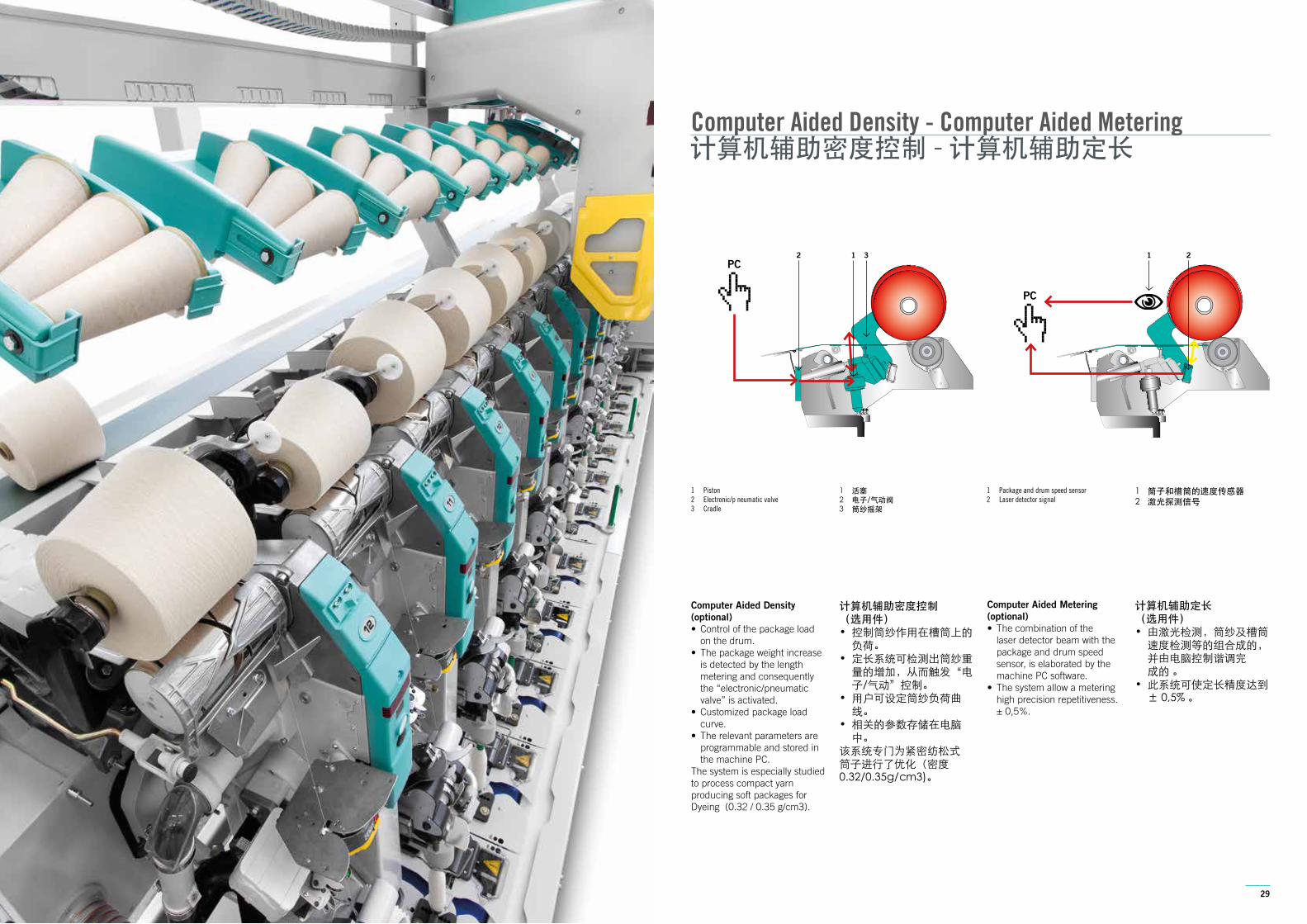
Computer Aided Density - Computer Aided Metering
Computer Aided Density (optional)• Control of the package load
on the drum.• The package weight increase
is detected by the length metering and consequently the “electronic/pneumatic valve” is activated.
• Customized package load curve.
• The relevant parameters are programmable and stored in the machine PC.
The system is especially studied to process compact yarn producing soft packages for Dyeing (0.32 / 0.35 g/cm3).
Computer Aided Metering (optional)• The combination of the
laser detector beam with the package and drum speed sensor, is elaborated by the machine PC software.
• The system allow a metering high precision repetitiveness. ± 0,5%.
1 Piston 2 Electronic/p neumatic valve3 Cradle
1 Package and drum speed sensor2 Laser detector signal
30 31
P o l a r / I - D i r e c t L i n k S y s t e m
DX/ R
.H.
DX/ R
.H.
SX/ L
.H.
DX/ R
.H.
DX/ R
.H.
2000
150020
00
1550220021002100
1135106511351135110011358301135
1970
698 18
623
4
500
382
293
1135
620
1275
16002020 (6T)2660 (8T)1530835 (A)
835 (A)
1135
1810
62035
2885
(SBB
) - 2
860
(E)
2684
3150
(SBB
)
SBB = SAVIO BELT BLOWERE = ELECTROJET
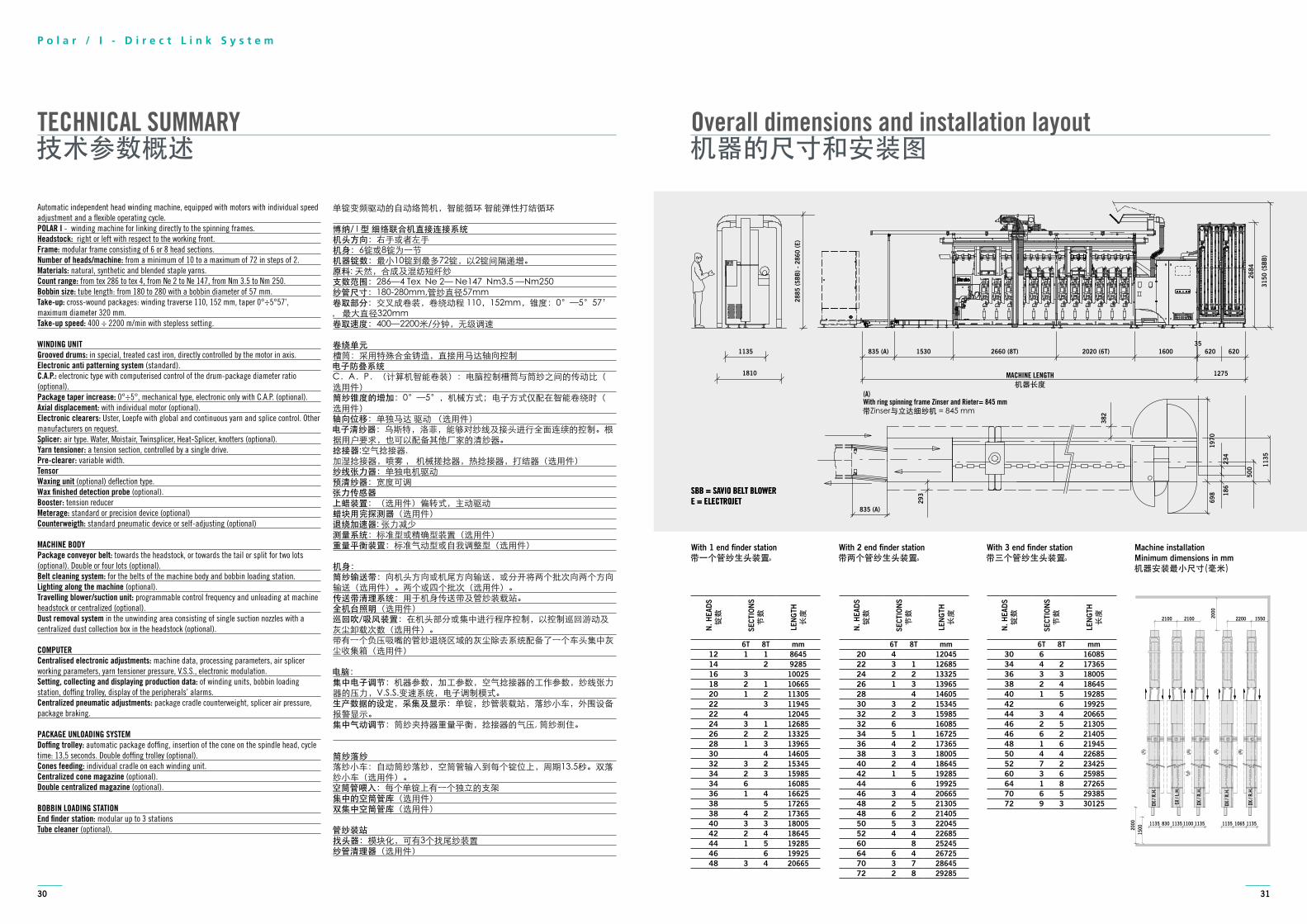
Automatic independent head winding machine, equipped with motors with individual speed adjustment and a flexible operating cycle.POLAR I - winding machine for linking directly to the spinning frames.Headstock: right or left with respect to the working front.Frame: modular frame consisting of 6 or 8 head sections.Number of heads/machine: from a minimum of 10 to a maximum of 72 in steps of 2.Materials: natural, synthetic and blended staple yarns.Count range: from tex 286 to tex 4, from Ne 2 to Ne 147, from Nm 3.5 to Nm 250.Bobbin size: tube length: from 180 to 280 with a bobbin diameter of 57 mm.Take-up: cross-wound packages: winding traverse 110, 152 mm, taper 0°÷5°57’, maximum diameter 320 mm.Take-up speed: 400 ÷ 2200 m/min with stepless setting. WINDING UNITGrooved drums: in special, treated cast iron, directly controlled by the motor in axis.Electronic anti patterning system (standard).C.A.P.: electronic type with computerised control of the drum-package diameter ratio (optional).Package taper increase: 0°÷5°, mechanical type, electronic only with C.A.P. (optional).Axial displacement: with individual motor (optional).Electronic clearers: Uster, Loepfe with global and continuous yarn and splice control. Other manufacturers on request. Splicer: air type. Water, Moistair, Twinsplicer, Heat-Splicer, knotters (optional).Yarn tensioner: a tension section, controlled by a single drive.Pre-clearer: variable width.Tensor Waxing unit (optional) deflection type.Wax finished detection probe (optional).Booster: tension reducerMeterage: standard or precision device (optional)Counterweigth: standard pneumatic device or self-adjusting (optional) MACHINE BODYPackage conveyor belt: towards the headstock, or towards the tail or split for two lots (optional). Double or four lots (optional).Belt cleaning system: for the belts of the machine body and bobbin loading station.Lighting along the machine (optional).Travelling blower/suction unit: programmable control frequency and unloading at machine headstock or centralized (optional).Dust removal system in the unwinding area consisting of single suction nozzles with a centralized dust collection box in the headstock (optional). COMPUTERCentralised electronic adjustments: machine data, processing parameters, air splicer working parameters, yarn tensioner pressure, V.S.S., electronic modulation.Setting, collecting and displaying production data: of winding units, bobbin loading station, doffing trolley, display of the peripherals’ alarms.Centralized pneumatic adjustments: package cradle counterweight, splicer air pressure, package braking. PACKAGE UNLOADING SYSTEMDoffing trolley: automatic package doffing, insertion of the cone on the spindle head, cycle time: 13,5 seconds. Double doffing trolley (optional).Cones feeding: individual cradle on each winding unit.Centralized cone magazine (optional).Double centralized magazine (optional). BOBBIN LOADING STATIONEnd finder station: modular up to 3 stationsTube cleaner (optional).
SBB = SAVIO BELT BLOWERE = ELECTROJET
Overall dimensions and installation layoutTECHNICAL SUMMARY
MACHINE LENGTH
Machine installation Minimum dimensions in mm
With 1 end finder station With 2 end finder station With 3 end finder station
(A)With ring spinning frame Zinser and Rieter= 845 mm
N
. HEA
DS
SEC
TION
S
LEN
GTH
6T 8T mm12 1 1 864514 2 928516 3 1002518 2 1 1066520 1 2 1130522 3 1194522 4 1204524 3 1 1268526 2 2 1332528 1 3 1396530 4 1460532 3 2 1534534 2 3 1598534 6 1608536 1 4 1662538 5 1726538 4 2 1736540 3 3 1800542 2 4 1864544 1 5 1928546 6 1992548 3 4 20665
N
. HEA
DS
SEC
TION
S
LEN
GTH
6T 8T mm20 4 1204522 3 1 1268524 2 2 1332526 1 3 1396528 4 1460530 3 2 1534532 2 3 1598532 6 1608534 5 1 1672536 4 2 1736538 3 3 1800540 2 4 1864542 1 5 1928544 6 1992546 3 4 2066548 2 5 2130548 6 2 2140550 5 3 2204552 4 4 2268560 8 2524564 6 4 2672570 3 7 2864572 2 8 29285
N
. HEA
DS
SEC
TION
S
LEN
GTH
6T 8T mm30 6 1608534 4 2 1736536 3 3 1800538 2 4 1864540 1 5 1928542 6 1992544 3 4 2066546 2 5 2130546 6 2 2140548 1 6 2194550 4 4 2268552 7 2 2342560 3 6 2598564 1 8 2726570 6 5 2938572 9 3 30125
32
P o l a r / I - D i r e c t L i n k S y s t e m
SAVIO MACCHINE TESSILI S.P.A.33170 PORDENONE (Italy)Via Udine, 105Tel. +39 0434 3971Fax +39 0434 397599E-mail: [email protected]
SAVIO (SHANDONG) TEXTILEMACHINERY CO., LTD.No.6 Torch Industry Park,No. 2166 Chongwen Dadao, High&New Tech Industry Development Zone, Jining,Shandong, P.R. China 272000Tel. +86 0537 2395206/101Fax +86 0537 2395216 E-mail: [email protected]
SAVIO INDIA LTD.Nallattipalayam, Tamaraikulam - PostPollachi, Coimbatore - 642109Tamil Nadu, IndiaTel. +91 4259 661555Fax +91 4259 661567E-mail: [email protected]
SAVIOTECHNICS S.R.O.Lhota 261, 549 41 Červený KostelecCzech RepublicTel. +420 499451466E-mail: [email protected]
We reserve the right to modify the characteristics of the machines described herein without prior notice. The data given in this brochure are not intended as a guarantee.Savio machines are equipped with safety devices in compliance with existing regulations.
SAVIO ADVERTISING DPT. - FOTO: RICCARDO MARIA MORETTI - PN - ED. 11/2015 - EN/CN