Embed Size (px)
Citation preview

ENGLISHHEBREW
HEBREW
PLIDCO® HOT TAPPING+SADDLEwith or without CLAMPING ELEMENTS
INSTALLATION INSTRUCTIONS
WELD ON
LANGUAGES:CLICK ON LANGUAGE DESIRED
PLIDCO – The Pipe Line Development Companywww.plidco.com | (440) 871-5700 | [email protected] Canterbury Rd., Westlake, OH 44145

1 IP038 18JUL16
The Pipe Line Development Company 870 Canterbury Road • Westlake, Ohio 44145 Phone: (440) 871-5700 • Fax: (440) 871-9577
Toll Free: 1-800-848-3333 web: www.plidco.com • e-mail: [email protected]
PLIDCO® HOT TAPPING+SADDLE with or without CLAMPING ELEMENTS
INSTALLATION INSTRUCTIONS
Depending on the application the PLIDCO HotTapping+Saddle may have been supplied with clamping elements. The need for and applicable specific instructions for clamping elements are discussed in the last section of this manual.
!! WARNING!!
IMPROPER SELECTION OR USE OF THIS PRODUCT CAN RESULT IN EXPLOSION, FIRE, DEATH, PERSONAL INJURY, PROPERTY DAMAGE AND/OR HARM TO THE ENVIRONMENT.
Do not use or select a PLIDCO HotTapping+Saddle until all aspects of the application are thoroughly analyzed. Do not use the PLIDCO HotTapping+Saddle until you read and understand these installation instructions. Every effort has been made to securely package this product prior to shipment. Thoroughly inspect for any damage that may have occurred during shipment. If you have any questions, or encounter any difficulties using this product, please contact:
PLIDCO “DEPARTMENT 100” at 440-871-5700 toll free U.S. & Canada at 800-848-3333
READ CAREFULLY The person in charge of the installation must be familiar with these instructions and communicate them to all personnel involved with the installation.
Safety Check List
Read and follow these instructions carefully. Follow your company’s safety policy and applicable codes and standards.
Be absolutely certain the correct packing material has been selected for the intended use.
The PLIDCO HotTapping+Saddle should never be used to couple pipe unless it was supplied with clamping elements designed specific for that purpose. Consideration should be given to the increased longitudinal stress imposed on the pipeline due to the cut into the pipe.
The valve and tapping equipment attached to the PLIDCO HotTapping+Saddle may cause unreasonable loads on the fitting’s branch. The equipment may need to be braced or supported, particularly when hot tapping horizontally. (See the section on clamping elements or contact PLIDCO for further details.)

2 IP038 18JUL16
Observe the working pressure and temperature on the label of the PLIDCO HotTapping+Saddle. Do not exceed the maximum working pressure or temperature as indicated on the fitting. PLIDCO HotTapping+Saddles for plugging operations may have a lower pressure rating applicable only during the plugging operation. The maximum plugging pressure is located on the label.
The PLIDCO HotTapping+Saddle must be hydrostatically tested before tapping into the pipeline. Testing may be conducted through the branch. The test pressure must not exceed the pressure inside the pipe at the time of testing. There is a danger of collapsing the pipe should this pressure be exceeded.
Verify the tightness of all threaded vents and connections.
Pipe Preparation
1. Remove all coatings, rust and scale from the pipe surface where the circumferential seals of the PLIDCO HotTapping+Saddle and clamping elements, if applicable, will contact the pipe. A near-white finish, as noted in SSPC-SP10 / NACE No.2, is preferred. The cleaner the pipe the more positive the seal.
2. Pipe outside diameter tolerance is ± 1% for 6-inch nominal pipe size and smaller. For pipe sizes larger than 6-inch the tolerance is ±0.06 inch (± 1.5 mm).
3. The seal can tolerate minor surface irregularities up to ± 1/32 inch (0.8 mm).
4. Grind any pipe welds flush with the outside of pipe surface where the circumferential seals and clamping elements, if applicable, will contact the pipe.
5. Circumferential pipe welds within the circumferential seals do not need to be ground flush as long as the weld height does not exceed 3/16 inch (4.7 mm).
6. A PLIDCO HotTapping+Saddle is capable of sealing on out-of-round pipe up to approximately 5% ovallity. This is based on the ability of the bolting to reshape the pipe. For very thick wall pipe the bolting may not be able to reshape the pipe. Badly out-of-round pipe may require repositioning the PLIDCO HotTapping+Saddle.
7. A PLIDCO HotTapping+Saddle is not capable of reshaping flatten or dented pipe.
Installation
The packing, GirderRing (seal retainers), and flange face can be damaged by careless handling. Lifting devices such as chains, cables or lift truck forks should not be allowed to contact the packing or GirderRing. Contact can result in the packing being pulled from their grooves. (See Figure 1)
1. If the any fitting halves were shipped as an assembled unit they would have been shipped with spacers between the two halves to prevent damage to the longitudinal seals and ends of the circumferential seal. Typically small diameter nuts are used for the spacers. The spacers must be removed and discarded before installing the PLIDCO HotTapping+Saddle. Failure to remove the spacer will prevent proper compression of the seals.
2. Coat all exposed surfaces of the packing material with a lubricant. The chart below lists the lubricants that are recommended for various packing materials. The customer must determine if the lubricant is compatible with the product in the pipeline. A lubricant is not recommended for underwater installation due to sand or silt that could adhere to the lubricant and create a leak passage.
3. Clean and lubricate all studbolts and nuts. Ensure all nuts are free and easy running prior to the installation. A lubricant is not recommended for underwater installations due to sand or silt that could adhere to the lubricant and lock the threads.
4. Assemble the PLIDCO HotTapping+Saddle around the pipe making sure the yellow painted ends are matched and that the fitting is centered over the area to be hot tapped.
5. If a separate clamping element is used it must be assembled immediately adjacent to the PLIDCO HotTapping+Saddle at the downstream end. Ensure there is no gap between the PLIDCO HotTapping+Saddle and the separate clamping element. The hydraulic forces acting on the plug during the plugging operation are transferred to the clamping element thereby preventing axial movement of the PLIDCO HotTapping+Saddle. (See Figure 2)

3 IP038 18JUL16
6. All studbolts and nuts should be uniformly torqued as indicated by the PLIDCO Torque Chart. Note there is a separate torque chart for bolts in any clamping element. The best results are obtained by maintaining an equal gap all around, between side bars, while tightening the studbolts. Ensure a minimum of 1/4 inch (6 mm) of studbolt extends beyond the nut. Different torque values are required for clamping elements, if so equipped. Refer to the section on clamping elements, if applicable.
7. To complete assembly, ALL studbolts should be rechecked at the recommended torque. Keep in mind that an increase in torque on one studbolt can cause a decrease in torque on neighboring studbolts.
8. The sidebars should be gapped approximately 1/8 inch (3 mm) when the PLIDCO HotTapping+Saddle is fully tightened. The gap between the sidebars on clamping elements, if so equipped, is typically greater than 1/8 inch (3 mm) and is dependent on the pipe diameter.
Petroleum based lubricants = A Silicone based lubricants = B Glycerin based lubricants = C Super Lube® Grease (i) = D Temperature (ii) Buna-N A, B, C, D 225°F (107°C) Viton A, B, C, D 250°F (121°C) Silicone C, D 300°F (149°C) Neoprene B, C, D 250°F (121°C) Aflas A, B, C, D 225°F (107°C) Hycar A, B, C, D 180°F (82°C)
(i) Super Lube® Grease is a product of Synco Chemical Corporation. (www.super-lube.com)
(ii) Temperature limit is for the seal material only and does not imply the pressure rating is necessarily applicable at this limit.

4 IP038 18JUL16
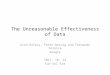
Figure 1 PLIDCO HotTapping+Saddle without clamping elements
Location of GirderRing and gaskets.
Figure 2 PLIDCO HotTapping+Saddle with separate clamp ring(s)
Clamp ring Optional second clamp ring

5 IP038 18JUL16
Field Testing
Except for testing purposes, do not exceed the design pressure of the PLIDCO HotTapping+Saddle. The PLIDCO HotTapping+Saddle is capable of being field tested up to 1½ times its design pressure. However, consideration must be given to the differential external pressure on the pipeline. For testing purposes it is recommended not to exceed the pressure inside the pipe at the time of testing. There is a danger of collapsing the pipe should this pressure be exceeded. Personnel should not be allowed near the installation until the seal has been proven.
Field Welding Instructions
Welding is not a requirement for the pressure sealing ability of the PLIDCO HotTapping+Saddle. The issue of welding is dependent on your company’s requirements, applicable codes, and if longitudinal loads need to be carried by a circumferential fillet weld(s).
Failure to follow field welding instructions could result in explosion, fire, death, personal injury, property damage and/or harm to the environment.
PIPELINE SHOULD BE FULL AND UNDER FLOW
Use weld material with equal or greater tensile strength than the pipe. Carefully control the size and shape of the circumferential fillet welds. The size of the fillet weld should be at least 1.4 times the wall thickness of the pipe. This assumes a 1.0 joint efficiency. You may need to select a different joint efficiency based on your level of inspection. Strive for a concave faced fillet weld, with streamlined blending into both members; avoid notches and undercuts. The smoother and more streamlined the weld, the greater the resistance to fatigue failure. The worst possible shape would be a heavy reinforced convex weld with an undercut. Improper weld shape can lead to rapid fatigue failure, which can cause leakage, rupture or an explosion with serious consequences.
Welders and weld procedures should be qualified in accordance with API Standard 1104, Welding of Pipelines and Related Facilities, Appendix B, In-Service Welding. We strongly recommend the use of a low hydrogen welding process such as GMAW or SMAW using low hydrogen electrodes (E-XX18) because of their high resistance to moisture pick-up and hydrogen cracking. These are also the preferred welding processes for seal welding the studbolts and nuts. SMAW electrodes must be absolutely dry.
It is very important that the field welding procedure closely follow the essential variables of the qualified procedure so that the quality of the field weld is represented by the mechanical tests performed for the procedure qualification.
We do not recommend the use of thermal blankets for pre-heating. Thermal blankets can generate hot spots and reduce the ability of the PLIDCO HotTapping+Saddle to dissipate welding heat in the vicinity of the seals. We recommend a small torch, such as a cutting torch, being careful not to aim the flame directly into the gap between the PLIDCO HotTapping+Saddle and the pipe towards the seals. The flame from a preheat torch is helpful in burning off oils and other contaminates. Do not use a large torch, commonly called a rosebud, because of the difficulty controlling the size of the area being preheated.
Monitor the heat generated by welding or preheating, particularly near the area of the seals, by using temperature crayons or probe thermometers. If the heat generated approaches the temperature limit of the seal material, which is indicated on the label, welding should be discontinued or sequenced to another part of the fitting so that the affected area has a chance to cool.
Seal welding the Grade B7 studbolts of the PLIDCO HotTapping+Saddle is the most difficult phase of field welding. They are made of AISI 4140 steel with a high carbon equivalence. By using a low hydrogen welding process with preheat the problem of hydrogen cracking and pinholes can be reduced. Preheat will dry out any moisture, oil dampness or thread lubricant that may be present in the weld area. If the studbolt lengths need to be cut back, allow at least 1/4 inch (6.4 mm) of studbolt beyond the nut for the fillet weld. Preheat the studbolt and nut and then weld the nut to the studbolt. Check the preheat temperature and weld the nut to the sidebar.

6 IP038 18JUL16
WELDING AFTER A CONSIDERABLE TIME LAPSE AFTER THE INITIAL INTALLATION
PLIDCO recommends that if the PLIDCO HotTapping+Saddle is to be welded, the welding be completed as soon as possible after the installation; as conditions permit. Welding at a significantly later date relies heavily on whether proper installation procedures were followed and the compatibility of the elastomeric gaskets with the product in the pipeline. After the installation of the PLIDCO HotTapping+Saddle there is no meaningful test that can be performed to determine the condition of the gaskets or the remaining service life the gaskets. There are many variables that can affect the condition of the gaskets over which PLIDCO has no control. If the PLIDCO HotTapping+Saddle is to be welded at a significant time lapse from the installation, the follow precautions should be followed: 1. The PLIDCO HotTapping+Saddle must be closely inspected for any leakage that may
have developed. 2. The studs and nuts should be retightened per the recommended torque value. 3. If possible, the pressure in the line should be reduced. 4. Some flow in the line is still required to dissipate the welding heat to prevent damage to
the elastomeric seals. 5. Following the recommended welding practices as listed under Field Welding Instructions.
Welding Sequence
1. Caution should be observed so that welding does not overheat the seals. Sequence the welding so that the heat is not concentrated in one area. It will be necessary to re-torque the studbolts and nuts periodically during field welding because weld contraction causes them to loosen.
2. Fillet weld ends to pipe. (See Figure 3)
3. Seal Weld side openings.
4. Re-torque studbolts and nuts.
5. Seal weld nuts to studbolts.
6. Seal weld nuts to sidebars.
7. Seal weld vent plugs, if applicable.
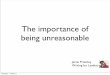
Figure 3 PLIDCO HotTapping+Saddle
seal welds
Circumferential seal welds between saddle and pipe
Seal weld between stud and nut
Seal weld between nut and sidebar
Seal weld between saddle halves

7 IP038 18JUL16
Storage Instructions
PLIDCO HotTapping+Saddles should be stored in a dry environment to prevent the unpainted surfaces from rusting. Storage temperatures should not exceed 120°F (49°C). Cover with dark polyethylene to keep the direct sunlight from the packing. It is best to exclude contamination, light, ozone and radiation. Improperly stored PLIDCO HotTapping+Saddles can cause the seal material to become cracked and brittle and lose its ability to seal.
Traceability
PLIDCO HotTapping+Saddles, as most PLIDCO products, have a unique serial number by which the fitting is fully traceable. Additionally, all elastomer seals have a unique batch number by which the seal material is traceable.

8 IP038 18JUL16
PLIDCO Torque Chart
Nominal Wrench Torque Values (see Note 1) Diameter of Opening
Studbolt Across Flats 0.08 Cf 0.15 Cf (inches)
(see Note 2) (inches) ft-lbs Nm ft-lbs Nm
25,000 psi pre-stress (see Note 3) 5/8--11 1-1/16 35 45 55 75 3/4--10 1-1/4 60 80 100 135 7/8--9 1-7/16 90 125 155 215 1--8 1-5/8 135 185 235 315
1-1/8--8 1-13/16 200 270 345 465 1-1/4--8 2 275 375 480 650 1-3/8--8 2-3/16 370 505 650 885 1-1/2--8 2-3/8 485 660 860 1160 1-5/8--8 2-9/16 620 840 1100 1490 1-3/4--8 2-3/4 785 1060 1400 1890 1-7/8--8 2-15/16 970 1320 1730 2350
2--8 3-1/8 1180 1600 2120 2870 2-1/4--8 3-1/2 1700 2300 3060 4140 2-1/2--8 3-7/8 2340 3180 4230 5740
23,000 psi pre-stress (see Note 3) 2-3/4--8 4-1/4 2880 3910 5230 7090
3--8 4-5/8 3790 5140 6890 9340 3-1/4--8 5 4830 6550 8800 12000 3-1/2--8 5-3/8 6050 8200 11100 15000 3-3/4--8 5-3/4 7450 10100 13700 18500
4--8 6-1/8 9060 12300 16600 22500 18,800 psi pre-stress (see Note 3)
4-1/4--8 6-1/2 8900 12100 16400 22200 4-1/2--8 6-7/8 10600 14400 19500 26400 4-3/4--8 7-1/4 12500 16900 22900 31100
5--8 7-5/8 14600 19700 26800 36300 5-1/4--8 8 16900 22900 31100 42100 5-1/2--8 8-3/8 19400 26300 35800 48500 5-3/4--8 8-3/4 22200 30100 40900 55500
6--8 9-1/8 25200 34200 46500 63100 Note 1: Torque values shown in the table represent two different coefficients of friction (Cf); 0.08 and 0.15.
When Cf equals 0.08, it is assumed the studs and nuts are clean, free running, free of obvious flaws and lubricated with a high-grade graphite-oil thread lubricant. When Cf equals 0.15, it is assumed the studs and nuts are clean, free running, free of obvious flaws and lubricated with light weight machine oil. The torque values are safe minimums and represent approximately the bolt pre-stress values.
The torque values are based on ASTM A193 Grade B7 studbolt material. If different studbolt material was ordered these torque values and pre-stress values may needed to be revised. Contact PLIDCO if applicable.
Use the 0.15 Cf values for non-lubricated underwater installations and for PTFE coated studbolts.
Note 2: The second number is the pitch, which is shown in number of threads per inch.
Note 3: Use the pre-stress value shown for the applicable studbolt size if bolt tensioners are to be used and follow the bolt tensioner manufacturer’s instructions.

9 IP038 18JUL16
Clamping Elements
There are various reasons a PLIDCO HotTapping+Saddle may require clamping ends. Several reasons are listed below and it is possible multiple reasons may be applicable to your application.
• If a PLIDCO HotTapping+Saddle is to be used for a plugging operation the hydraulic forces acting on the plug can cause the PLIDCO HotTapping+Saddle to move longitudinally on the pipe. This movement could prevent the withdrawal on the plug. If this is the sole purpose of the clamping element a non-integral clamp ring will suffice. During an application involving a double plug and bypass, the direction of the hydraulic forces can be reversed when the isolated section of pipe is depressurized. For this type of application either two non-integral clamp rings or integral clamping elements are required.
• If a PLIDCO HotTapping+Saddle is to be used on a vertical pipe a clamping element can be used to support the weight of the saddle and the tapping equipment. For this type of application a non-integral clamp ring will suffice. The weight of the tapping equipment, if not supported, can induce a bending moment on the pipe. To resist the bending moment integral clamping elements are required.
• If the tapping equipment is to be used horizontally without support, integral clamping elements are required to resist rotation of the PLIDCO HotTapping+Saddle.
• If there is concern regarding the separation of the pipe whether it is due to the condition of the pipe or the amount of cross sectional area removed by the coupon, integral clamping elements will impart structural strength to the pipe and prevent separation.
The types of clamping elements are as follows:
One Separate Clamp Ring – This consists of a single split clamp ring that is bolted onto the pipe and grips in a vice-like manner. The clamp ring must be installed immediately adjacent to the PLIDCO HotTapping+Saddle with no gap between the PLIDCO HotTapping+Saddle and the clamp ring. The user must fully understand the direction of the force acting on the PLIDCO HotTapping+Saddle and position the clamp ring so as to resist this force.
Two Separate Clamp Rings – This consists of a two split clamp rings that are bolted on the pipe on both sided of the PLIDCO HotTapping+Saddle and grip the pipe in a vice-like manner. The clamp rings must be installed immediately adjacent to both ends of the PLIDCO HotTapping+Saddle with no gaps between the PLIDCO HotTapping+Saddle and the clamp rings. Clamps rings cannot resist rotation. To prevent rotation integral clamping elements are required.
Integral Clamping Elements – The clamping elements are usually located on both ends of the PLIDCO HotTapping+Saddle and are integral (one piece) with the body of the saddle. The clamping elements grip the pipe in a vice-like manner. (See Figure 4)
The two additional concerns when installing a PLIDCO HotTapping+Saddle with clamping ends are:
1. The torque value requirements are different for the studbolts in the clamping elements than the studbolts in the saddle sealing section. Refer to the PLIDCO Clamping Elements Torque Chart at the end of these installation instructions.
2. The gap between the two halves of the clamping element is not necessarily the same as for sealing section. The sealing section gap is always 1/8 inch, whereas the clamping end gap can be between 1/8 and 1/4 inch, depending on pipe diameter. Consult PLIDCO if this dimension is required.
Figure 4
PLIDCO HotTapping+Saddle with integral clamping elements
Integral clamping elements

10 IP038 18JUL16
PLIDCO Clamping Element Torque Chart
Nominal Wrench Torque Values (see Note 1) Diameter of Opening
Studbolt Across Flats 0.08 Cf 0.15 Cf (inches)
(see Note 2) (inches) ft-lbs Nm ft-lbs Nm
52,500 psi pre-stress (see Note 3) 5/8--11 1-1/16 70 95 120 160 3/4--10 1-1/4 120 165 205 280 7/8--9 1-7/16 195 260 330 445 1--8 1-5/8 284 385 490 664
1-1/8--8 1-13/16 415 560 720 975 1-1/4--8 2 575 785 1010 1370 1-3/8--8 2-3/16 780 1060 1370 1860 1-1/2--8 2-3/8 1020 1390 1800 2440 1-5/8--8 2-9/16 1300 1760 2310 3120 1-3/4--8 2-3/4 1650 2230 2930 3970 1-7/8--8 2-15/16 2040 2760 3640 4930
2--8 3-1/8 2480 3360 4450 6030 2-1/4--8 3-1/2 3560 4830 6420 8700 2-1/2--8 3-7/8 4920 6670 8890 12100
47,500 psi pre-stress (see Note 3) 2-3/4--8 4-1/4 5950 8070 10800 14700
3--8 4-5/8 7820 10600 14300 19300 3-1/4--8 5 9970 13600 18200 24700 3-1/2--8 5-3/8 12500 17000 22800 31000 3-3/4--8 5-3/4 15400 20900 28200 38200
4--8 6-1/8 18700 25400 34300 46500 37,500 psi pre-stress (see Note 3)
4-1/4--8 6-1/2 17800 24100 32600 44200 4-1/2--8 6-7/8 21100 28600 38800 52600 4-3/4--8 7-1/4 24900 33700 45700 61900
5--8 7-5/8 29000 39400 53400 72400 5-1/4--8 8 33600 45600 61900 83900 5-1/2--8 8-3/8 38700 52500 71300 96700 5-3/4--8 8-3/4 44200 60000 81600 111000
6--8 9-1/8 50300 68200 92800 126000 Note 1: Torque values shown in the table represent two different coefficients of friction (Cf); 0.08 and 0.15.
When Cf equals 0.08, it is assumed the studs and nuts are clean, free running, free of obvious flaws and lubricated with a high-grade graphite-oil thread lubricant. When Cf equals 0.15, it is assumed the studs and nuts are clean, free running, free of obvious flaws and lubricated with light weight machine oil. The torque values are safe minimums and represent approximately the bolt pre-stress values.
The torque values are based on ASTM A193 Grade B7 studbolt material. If different studbolt material was ordered these torque values and pre-stress values may needed to be revised. Contact PLIDCO if applicable.
Use the 0.15 Cf values for non-lubricated underwater installations and for PTFE coated studbolts.
Note 2: The second number is the pitch, which is shown in number of threads per inch.
Note 3: Use the pre-stress value shown for the applicable studbolt size if bolt tensioners are to be used and follow the bolt tensioner manufacturer’s instructions.

1
The Pipe Line Development Company
870 Canterbury Road • Westlake, Ohio 44145 Phone: (440) 871-5700 • Fax: (440) 871-9577
Toll Free: 1-800-848-3333 www.plidco.com • E-mail: [email protected]
PLIDCO® HOT-TAPPING+SADDLE with or without CLAMPING ELEMENTS
הוראות התקנה מסמך זה הינו תרגום של הוראות ההתקנה המקוריות בשפה האנגלית המצורפות לכל אביזר חדש. .המסמך הקובע הוא המסמך המקורי בשפה האנגלית ,במקרה של אי התאמה בתרגום
!! אזהרה !!
וץ, אש, פציעה, מוות, שימוש או בחירה לא נכונה במוצר זה יכולים לגרום לפיצ נזקי רכוש ו/או נזק לסביבה.
יכול להיות מסופק עם תוספת HOT TAPPINGבהתאם ליישום הרוכב עבור של פרק אחרון הצורך בחבקים והוראות ההתקנה שלהם נמצאים ב .של חבקים מסמך זה.
קרא בעיון
ראי להתקנה חייב להכיר את ההוראות ולוודא שהן מועברות האחמנהל ה לכל העובדים העוסקים בהתקנה.
עד אשר כל ההיבטים Plidco Hot Tapping +Saddleאין להשתמש או לבחור באביזר של היישום נבדקו יסודית. קריאה והבנה של לאחר לאא Plidco Hot Tapping +Saddleאל תשתמש באביזר הוראות התקנה אלה. קשיים כלשהם באשר לשימוש באביזר זהאם נתקלת באם יש לך אילו שאלות או אנא פנה ל:
PLIDCO “DEPARTMENT 100” at 440-871-5700 toll free U.S. & Canada 800-848-3333
רשימות תיוג לבטיחות
ת ההתקנה. את הוראוקרא ויישם בזהירות .1 הנוגעים ליישום. שמור על מדיניות הבטיחות של החברה שלך ועל כל הקודים והסטנדרטים
וודא שחומר מבנה האטם מתאים ליישום. .2
18.7.16 IP-038

2
אלא אם סופק אינו מיועד לחיבור צינורות Plidco Hot Tapping+Saddleהאביזר .3 Plidco Hot Tapping+Saddleלאביזר זו כי עם אמצעי חביקה המתוכננים למטרה
שום יכולת לרסן כוחות אורכיים. אין יש לקחת בחשבון גם את המאמצים האורכיים בצינור כתוצאה מקידוח החדירה לצינור.
– Plidco Hot Tapping+Saddle המחוברים ל המגוף וציוד ביצוע החדירה .4 עומס לא רצוי יש לתמוך את הציוד כנגד , הים על האביזר יכולים לגרום לעומסים גבו
סיבובית כאשר נעשית חדירה אופקית לצינור. תזוזה גרום לללדוגמה שעלול על הרוכב Plidco Hot Tapping+Saddle clamping elements ראה בהמשך
. Plidcoלקבלת פרטים נוספים התקשר לחברת
אביזר. מחוברת ל תגית ההעל כרשום והטמפרטורה המותרים העבודה חץ את לדוק ב .5 תגית. העל רשומים ההמרבית והטמפרטורה המרבי אין לעבור את הלחץ של האביזר עליה מוטבעים מספר סדרתי תכתית הערה: לכל יחידה מצורפת תגית מ
ולחץ מרבי מותר. מרבית טורהטמפר : למטרת עצירת זרימה בקו Plidco Hot Tapping+Saddleכאשר נעשה שימוש באביזר
. נמוך יותר עשוי להיות ( Line Stoppingהלחץ המרבי המותר במהלך ביצוע העצירה )
Plidco Hot Tapping+Saddleאביזר יש לבצע בדיקת לחץ הידרוסטטי אחרי התקנת .6 דירה לצינור. ולפני ביצוע הח הבדיקה תבוצע דרך האוגן של האביזר. . לחץ הבדיקה לא יעלה על הלחץ אשר בתוך הצינור בזמן הבדיקה חץ בתוך הצינור. ישנה סכנה שהצינור יקרוס במידה ולחץ הבדיקה יהיה גבוה מהל
(. VENTSוודא הידוק של כל פקקי האוורור ) .7
הכנת הצנרת גע באזור המ, חלודה וכל משקע אחר ר מהציפוי החיצוני יש לנקות את שטח פני הצינו .1
. Plidco Hot Tapping +Saddleאטמים ההיקפיים של יועד להמ רמת הניקוי המועדפת הינה רצוי להגיע למצב של פני שטח כמעט "לבנים",
.SSPC-SP10 / NACE No.2על פי . יותר טובה יותר האטימה תהיה וחלקים ככל שפני הצינור נקיים
. ± 1%בתחום הינו 6חיצוני עד "שקוטרו ההטולרנס המותר לצינור .2
(. ± 0.06)" ± מ"מ 1.5הטולרנס יהיה 6"לצינור שקוטרו מעל
בקרוב(. 1/32מ"מ )" 0.8צינור עד ל האטמים יכולים לספוג שינויים קטנים על פני השטח ה .3
המיועדים למגע עם האטמים ההיקפיים ריתוכים בולטים מחוץ לפני שטח הצינור במקומות שייף .4 דה ונעשה בהם שימוש. ולחבקים במי
כל זמן שהגובה שלהם בין האטמים ריתוכים בולטים שייף אין צורך ל .5 . ( 3/16מ"מ )" 4.7אינו עולה על
יות. אובל 5%±אביזר זה יכול להיות מותקן על צינור שאינו עגול עד .6 צורת הצינור בעת הידוקם. זאת בהתבסס על יכולת הברגים לשנות את
בצינורות עם דופן עבה הידוק הברגים אינו יכול לשנות את אובליות הצינור. . בחור מיקום שונה לאביזר יש ל בצורה חמורה צינור שאינו עגול קרה של במ
גדולים. שקעים טוחים או פני שטח שיכול לתקן אביזר זה לא .7

3
התקנה . חסר זהירותזק עקב טיפול ים להינולעלושיני המתכת של האביזר אטמים ה
. המתכת או שיני אסור שאמצעי הרמה כגון שרשרות, כבלים או מזלג הרמה יהיו במגע עם האטמים טיפול לא נכון יגרום לנזק לאטמים או להוצאתם מהחריצים בהם מותקנים
(. 1 )ראה שרטוט
לשמירת מרווחמונחים אומים הם בתווך שביניהם מחוברים ושכמהמפעל סופקים האביזר מצאי שני ח .1 מניעת נזק לאטמים בזמן הובלה. ל
אלו כדי לאפשר הידוק נכון. אומים לפני התקנה יש לסלק
. מיםשמן את כל השטחים הגלויים של האט .2 צים לאטמים השונים. השמנים המומלרשימת בטבלה הבאה
הלקוח צריך לוודא שהשימון מתאים גם למוצר הזורם בצינור. ן בהתקנה מתחת למים משום שחול/חרסית עלולים להידבק לשמן וליצור לץ לשמ לא מומ
מכשול שיגרום לנזילה.
נקה ושמן את הברגים והאומים, וודא תנועה חופשית וקלה לפני ההרכבה. .3 לשמן חרסית ו חול הידבקות של מתחת למים משום ש התקנהלא מומלץ לשמן ברגים ואומים ב
ות. בהברג הברגים נעילת לגרום ליכולה
טמפר' סוג השימון חומר מבנה האטם מרבית
Buna-N A, B, C, D 225°F – 107°C בונה אן Viton A, B, C,D 250°F– 121°C ויטון Silicone סיליקון C, D 300°F – 149°C Neoprene ניאופרן B, C, D 250°F – 121°C Aflas A, B, C, D 225°F – 107°C אפלאס Hycar הייקר A, B, C, D 180°F – 82°C Teflon A, B, C, D 500°F – 260°C טפלון Kevlar A, B, C,D 750°F – 399°C קוולאר
סימון שימון על בסיס Petroleum A = -פטרוליאום
Silicone סיליקון- = B Glycerin גליצרין- = C
SUPER LUBE® גריז = D הערות:
הוא מוצר של חברת ®Super Lube. גריז מסוג 1Synco Chemical Corporation.
(www.super-lube.com) . בלבד הינן לחומר מבנה האטמים בטבלה טורה . מגבלות הטמפר2
סביב הצינור. Plidco Hot Tapping +Saddleהתקן את אביזר .4
וודא שהסימון הצהוב של שני החלקים נמצא באותו צד. . חדירהוודא שאמצע האביזר נמצא מעל לנקודת ה

4
( יש להתקינו Clamping elementנפרד לתמיכה בצד ) במידה ונעשה שימוש בחבק .5 בצד בו יהיה המעצור בתוך הצינור. )לרוכב )ללא מרווח בצמוד
בצורה זו הכוחות הפועלים על העצור יועברו לחבק וכך תימנע תזוזה צירית של הרוכב ים בר( מוע LINE STOPPINGמה בצינור )הכוחות ההידרוליים הפועלי על המעצור בעת עצירת זרי
. לחבקים ובכך נמנעת תזוזה צירית של האביזר (. 2)ראה שרטוט
. אשר בהמשךיע בטבלה מים יהודקו בצורה אחידה על פי מומנט הפיתול המופים והאוכל הברג .6
התוצאה הטובה ביותר תתקבל כאשר תוך כדי הידוק נשמר מרווח שווה בין שני החצאים. (. 1/4מ"מ )" 6יש להבטיח שהברגים יבלטו מתוך האומים החוצה לפחות
כמפורט בטבלה יתול גבוה יותר נט פבמומ( יהודקו Clamping elementsאמצעי החביקה ) . אשר בעמוד אחרון
למת ההתקנה כל הברגים צריכים להיבדק שנית למומנט הפיתול הנדרש בטבלה. להש .7
יש לדעת כי הידוק בורג אחד גורם לשחרור ברגים שכנים ולכן יש לחזור ולהדק במספר סבבים.
(. 1/8מ"מ )" 3.2של הרוכב אמור להיות במצב הסופי בגמר ההידוק המרווח ההיקפי בין שני החצאים .8
( הינו בד"כ גדול יותר Clamping elementsאמצעי החביקה ) המרווח הסופי בין ( והוא תלוי בקוטר הצינור. 1/8מ"מ )" 3.2מאשר
ללא אמצעי חביקה רגיל רוכב : 1שרטוט
: רוכב עם שני אמצעי חביקה בצדדים 2שרטוט
Location of GirderRing and gaskets.
Clamp ring Optional second clamp ring

5
בחינת לחץ
את הלחץ לתכנון של הרוכב. אין לעבור ת לחץ חוץ מאשר למטרת בחינ 1.5ניתן לבחינת לחץ בשדה עד פי Plidco Hot Tapping +Saddleאביזר ואולם בעת בחינת לחץ אסור לעבור את מגבלת הלחץ של הצינור משום מהלחץ לתכנון
קרוס. י שישנה סכנה שהצינור גמר ההוכחה ם להימצא ליד נקודת ההתקנה בעת המבחן עד ל על העובדיחל איסור
לתקינות ההתקנה
הוראות ריתוך בשדה Plidco Hot Tappingאין צורך לרתך את אביזר
+Saddle .ושא הריתוך נ לשם השגת האטימות בלחץתלוי בדרישות הלקוח, הקודים בהם משתמשים
שאת.ל ובעומסים האורכיים שעל האביזר
יכולה לגרום לפיצוץ, אש,ריתוך ההוראות אי שמירת מוות, פציעה ונזק לרכוש ו/או לסביבה
.הצינור יהיה מלא ותחת זרימהבזמן ריתוך
( שווה או גדול מזה של הצינור. Tensile Strengthעם חוזק למתיחה )יבשות השתמש באלקטרודות ( בהיקף. Filletמילאת = ) לאת המי יש לפקח בזהירות על הצורה והגודל של ריתוך
מעובי דופן הצינור. 1.4ה לפחות יהיהמילאת גובה ריתוך ללא פגם בריתוך(. 100%-)כלומר שהריתוך תקין ב 1מצב זה מניח מקדם יעילות חיבור
ניתן לבחור במקדם יעילות חיבור שונה בהתבסס על רמת ביקורת האיכות ומדיניות הריתוך של החברה שלך.
כים, יש להימנע מחריצים וחתקעור הנושק לשני הצדדים המרותכיםמילאת לריתוך שאוף יש ל
(Undercut .) ככל שהריתוך חלק ורציף העמידות שלו גבוהה יותר מפני כשל עייפות החומר.
בולט כלפי מעלה הרבה מעבר לנדרש הגורם הינה ריתוך קמור הגרועה ביותר הצורה האפשרית ומי. לריכוז מאמצים מק
יגרום לנזילה, פריצה או פיצוץ עם ש חומר ר של המהי ריתוך בצורה לא מתאימה יוליך לכשל עייפות
חמורות. תוצאות
, API 1104הרתכים ושיטות הריתוך חייבים להיות מאושרים בהתאם לתקן “Welding of Pipelines and Related Facilities”, Appendix B, In-Service Welding.
( בגלל עמידותן 18XX– E) SMAWו א GMAWכגון באלקטרודות דלות מימן מאוד להשתמש מלץ ומ
ובפני פריכות מימנית. לספיחת לחות הגבוהה הן גם מועדפות לריתוך הברגים והאומים.
יבשות בצורה מוחלטת. להיות חייבות SMAW (Shielded metal arc welding)אלקטרודות
ההסמכה כך שאיכות לנוהל משתנים החיוניים בכל הך בשדה יהיו עוקבים חשוב מאוד שנוהלי הריתו שבוצעו בנוהל ההסמכה. םהמכאניי תייצג את המבחנים הריתוך בשדה

6
להשתמש בשמיכה טרמית לטובת חימום מוקדם. לא מומלץ שמיכות טרמיות יכולות לייצר נקודות חמות ולהקטין את יכולת אביזר
Plidco Hot Tapping +Saddle .לפזר את החום באזור האטמים להבה קטנה כגון להבת חיתוך אשר תכוון בזהירות שלא ומלץ להשתמש במ
ישירות לתוך המרווח שבין האביזר והצינור לכיוון האטמים. להבת החימום המוקדם עוזרת לשריפת שמנים וזיהומים אחרים.
קח על בגלל הקושי לפ Rosebudאין להשתמש בלהבה גדולה הקרויה גודלו של השטח שבו נעשה החימום המוקדם.
או החימום הריתוך אחרי החום הנוצר עקב כדי למנוע נזק לאטמים יש לעקוב
. טורהגשש טמפראו Crayonsמסוג טורה טמפר מדיד בעזרת המוקדם יש להפסיק במידה והחום מתקרב למגבלת חומר האטם )כרשום בתגית וגם בהוראות ההתקנה(
קירור לנקודות החמות. קטע אחר באביזר כדי לתת זמןריתוך עבור ל את הריתוך או ל
(. Grade B- 7החלק הקשה של הריתוך נוגע לריתוך האטימה של הברגים ) עם תכולת פחמן גבוהה. AISI 4140הברגים בנויים מפלדה
הסדקים ע"י שימוש בתהליך ריתוך דל מימן עם חימום מוקדם ניתן להקטין את בעיית ופריכות מימנית.
סוג של לחות או שיירי שמנים שעלולים להימצא באזור הריתוך. החימום המוקדם נועד לייבש כל מעל לאומים. ( 1/4מ"מ )" 6.4במידה ויש צורך לקצר את הברגים יש להשאיר לפחות
ראשית בצע חימום מוקדם לבורג ולאום ואז רתך את האום לבורג. קדם ורתך את האום לאביזר. בדוק את החימום המו
.שבה היה מותקןניכרת האביזר אחרי תקופת זמן ריתוך
ככל האפשר בסמוך וונה לרתך את האביזר, הריתוך יעשה ממליצה שאם יש כ PLIDCOחברת למועד ההתקנה ככל שהתנאים מאפשרים.
האם נחיות והאם נעשתה התקנה בהתאם להחייב לבחון ממשמעותית יותר ריתוך במועד מאוחר תאימות חומר האטמים למוצר הזורם בצינור. נבדקה
יתרת ע כדי לקבוע את מצב האטמים או לאחר התקנת האביזר אין שום מבחן משמעותי שניתן לבצ אורך החיים שלהם.
שליטה עליהם. PLIDCOישנם משתנים רבים המשפיעים על מצב האטמים אשר אין לחברת
שעבר זמן רב מיום ההתקנה יש לנקוט באמצעי הזהירות הבאים: אם ריתוך האביזר יעשה אחרי
תחות נזילה. את האביזר כדי לוודא שאין חשש להתפמקרוב יש לבחון .1 הערכים הרשומים בטבלה. פי הברגים על אומי יש להדק מחדש את .2 במידת האפשר מומלץ להקטין לחץ בשלב הריתוך. .3 ריתוך למניעת נזק לאטמים. בצינור לפיזור חום המסוימת יש להבטיח זרימה .4 לעקוב אחרי כל ההמלצות והמחיות לנושא ריתוך שפורט לעיל. יש .5

7
סדר הריתוך לא תגרום או החימום המוקדם הירות ולוודא שטמפר' הריתוך יש לעקוב בז .1
לחימום יתר של האטמים. ניתן לרתך במקטעים כך שהחום לא יתרכז באזור אחד.
התכווצות את הברגים/אומים במהלך הריתוך משום ש נדרש להדק שנית להחלשת ההידוק. הגורמת הריתוך
בשני הצדדים היקף הצינור ב( Fillet)המילאת יש להתחיל עם ריתוך .2 . ( חץ בצד שמאל 3)ראה שרטוט
להמשיך בריתוכי האורך משני הצדדים. .3 לבצע הידוק חוזר של הברגים/אומים. .4 לרתך את האומים לברגים. .5 רתך את האומים לאביזר. ל .6
סדר הריתוך: 3שרטוט
:
וראות אחסנה ה
כדי למנוע חלודה של היבשסביבה באחסן יש ל Plidco Hot Tapping +Saddleאביזרי השטחים הגלויים.
מעלות צלסיוס. 50האחסנה לא תעלה על טורת טמפר להגיע לאטמים. יש לכסות את האביזר בפוליאתילן כהה כדי למנוע קרני שמש מ
מנוע חשמלי( וזיהום במקום האחסנה. מקרינה, אוזון ) יש למנוע המצאות אור, אחסנה לקויה יכולה לגרום לסדקים באטמים, הפיכתם לשבירים ואיבוד כושר
האטימה שלהם.
מעקב מספר סדרתי ים נושא Plidcoמרבית מוצרי כמו Plidco Hot Tapping +Saddle יאביזר
מלא. המאפשר מעקב ת איכות הנשמרת בארכיון החברה וניתן לכל אביזר יש חבילת מסמכי בקר
לדעת מתוכה את יצרן חומרי הגלם, הרכב המתכת, בדיקות איכות שעבר האביזר וכו'.
שמאפשר לעקוב אחרי אותה מנה. לכל אטם יש מספר מנה

8
לבורגי הרוכבהפיתול מומנט טבלת
קוטר רוכב לבורגי ה פיתול מומנט ה מידת
1ראה הערה המפתח ברגים f0.08 C f0.15 C לאומים נומינלי אינץ' ראה 2הערה
ft-lbs אינץ' רגל ליברה
Nm ניוטון מטר
ft-lbs רגל ליברה
Nm ניוטון מטר
25,000 psi pre-stress 5/8--11 1-1/16 35 45 55 75 3/4--10 1-1/4 60 80 100 135 7/8--9 1-7/16 90 125 155 215 1--8 1-5/8 135 185 235 315
1-1/8--8 1-13/16 200 270 345 465 1-1/4--8 2 275 375 480 650 1-3/8--8 2-3/16 370 505 650 885 1-1/2--8 2-3/8 485 660 860 1160 1-5/8--8 2-9/16 620 840 1100 1490 1-3/4--8 2-3/4 785 1060 1400 1890 1-7/8--8 2-15/16 970 1320 1730 2350
2--8 3-1/8 1180 1600 2120 2870 2-1/4--8 3-1/2 1700 2300 3060 4140 2-1/2--8 3-7/8 2340 3180 4230 5740
23,000 psi pre-stress 2-3/4--8 4-1/4 2880 3910 5230 7090
3--8 4-5/8 3790 5140 6890 9340 3-1/4--8 5 4830 6550 8800 12000 3-1/2--8 5-3/8 6050 8200 11100 15000 3-3/4--8 5-3/4 7450 10100 13700 18500
4--8 6-1/8 9060 12300 16600 22500 18,800 psi pre-stress
4-1/4--8 6-1/2 8900 12100 16400 22200 4-1/2--8 6-7/8 10600 14400 19500 26400 4-3/4--8 7-1/4 12500 16900 22900 31100
5--8 7-5/8 14600 19700 26800 36300 5-1/4--8 8 16900 22900 31100 42100 5-1/2--8 8-3/8 19400 26300 35800 48500 5-3/4--8 8-3/4 22200 30100 40900 55500
6--8 9-1/8 25200 34200 46500 63100 . 0.15-ו 0.08עבור שני מקדמי חיכוך הידוק ומנטיבטבלה מ. 1
ות מאפשרשההברגות ניח שהברגים והאומים נקיים ומ 0.08המקדם בשמן תבריגים על בסיס גרפיט באיכות גבוהה ות משומנ וללא פגם תנועה חופשית (high-grade graphite-oil thread lubricant ) . הברגות שהמשומנים בשמן מכונות קל משקל ומניח שהברגים והאומים נקיים, 0.15המקדם
. פגם תנועה חופשית ללא מאפשרות של הברגים. pre-stressמום בטוח ומייצגים בקרוב ערכי יהפיתול הינם מינמומנט ערכי
ASTM A193 Grade B7מבנה חומר ברגים מערכי המומנטים מבוססים על לקבל ערכים מתאימים. PLIDCOיש להתקשר לחברת אחרמחומר מבנה ברגים הבמידה ו
עבור יישומים מתחת למים בהם הברגים מצופים טפלון. 0.15השתמש במקדם ( המתאר את מספר כריכות ההברגה לאינץ' אורך. Pitchהפסיעה )המספר השני הינו . 2 מערכת הידוק אומים הידרוליתנעשה שימוש בבמידה ו Pre Stressהשתמש בערכי . 3 ועקוב אחרי הוראות יצרן המערכת.

9
Plidco Hot Tapping +Saddle עם אמצעי חביקה לצינור
clamping element
ות בגינן נדרש להשתמש בחבקים בצדי הרוכב חלקן רשומות בהמשך. ישנן מספר סיב
הרוכב עלול לזוז על הצינור כתוצאה( LINE STOPPINGבעת ביצוע עצירת זרימה בקו ) • וחות ההידרוליים הפועלים על המעצור. מהכ
כתוצאה מכך לא ניתן יהיה לשלוף בסיום את המעצור. (. 5שרטוט – אינטגרלי של הרוכב חלק ינו למטרה כזאת מתאים אמצעי חביקה נפרד )שא
כאשר יש שימוש בשני מעצורים וקו עוקף ביניהם לזרימה, הכיוון של הכוחות ההידרוליים שני אחד של הצינור משוחרר מלחץ, למקרה שכזה יידרשו יכול להתהפך כאשר קטע
. חבקים נפרדים או אינטגרליים
יכול לסייע לתמוך את משקל הרוכב וציוד בעת ביצוע חדירה אנכית לצינור אמצעי חביקה • הקידוח.
. (לא אינטגרלי נפרד )למטרה זו מתאים חבק פיפה על הצינור. משקל ציוד הקידוח במידה ואינו נתמך עלול ליצור מומנט כ
ליישום כזה מומלץ זוג חבקים שהם חלק אינטגרלי של הרוכב.
מנוע את סיבוב לסייע ל יםול בעת ביצוע חדירה אופקית לצינור זוג אמצעי חביקה יכ • . על הצינור הרוכב וציוד הקידוח
ליישום כזה מומלץ זוג חבקים שהם חלק אינטגרלי של הרוכב.
כתוצאה ממצבו או בגלל הוצאת הקופון שמחלישה אותו אם יש חשש לחיתוך הצינור אם • מומלץ זוג חבקים שהם חלק אינטגרלי של הרוכב.
: ישנם אמצעי חביקה כדלקמן
, מורכב מטבעת חצויה ובורגי הידוק. CLAMP RINGחבק נפרד בודד * יש להתקינו מיד לאחר התקנת הרוכב ללא רווח ביניהם. הכוח הפועל על הרוכב כדי להתקין את החבק בצד הנכון. על המתקין להבין את כיוון שני חבקים נפרדים. * וכב. יש להתקינם מיד לאחר התקנת הרוכב ללא מרווח בינם לר יש לזכור שחבקים נפרדים אינם מבטיחים כנגד סיבוב הרוכב למקרה שכזה נדרשים חבקים אינטגרליים. (. 4וט שני חבקים אינטגרליים עם הרוכב )שרט * כאמור מבטיחים כנגד סיבוב הרוכב.
שני נושאים נוספים שיש לקחת בחשבון בעת התקנת רוכב עם אמצעי חביקה: הברגים של החבקים נמצא בטבלה נפרדת בסוף המסמך. כוח ההידוק של .1המרווח הסופי בין החבקים בגמר ההידוק אינו בהכרח דומה למרווח הסופי בין שני חלקי .2
( והוא יכול להיות 1/8מ"מ )" 3.2תמיד הרוכב שהוא ( תלוי בקוטר הצינור. 1/4עד " 1/8מ"מ )" 6.4מ"מ עד 3.2בין
זו נחוצה. אם מידה PLIDCOהתייעץ אם

10
: זוג חבקים אינטגרליים מצדי הורכב: 4שרטוט
: חבק בודד בצד המעצור. 5שרטוט

11
לבורגי החבק הפיתול מומנט בלת ט
קוטר חבק לבורגי ה פיתול מומנט ה מידת
1ראה הערה המפתח ברגים f0.08 C f5 C0.1 לאומים נומינלי אינץ' ראה 2הערה
ft-lbs אינץ' רגל ליברה
Nm ניוטון מטר
ft-lbs רגל ליברה
Nm ניוטון מטר
52,500 psi pre-stress 5/8--11 1-1/16 70 95 120 160 3/4--10 1-1/4 120 165 205 280 7/8--9 1-7/16 195 260 330 445 1--8 1-5/8 285 385 490 665
1-1/8--8 1-13/16 415 560 720 975 1-1/4--8 2 575 785 1010 1370 1-3/8--8 2-3/16 780 1060 1370 1860 1-1/2--8 2-3/8 1020 1390 1800 2440 1-5/8--8 2-9/16 1300 1760 2310 3120 1-3/4--8 2-3/4 1650 2230 2930 3970 1-7/8--8 2-15/16 2040 2760 3640 4930
2--8 3-1/8 2480 3360 4450 6030 2-1/4--8 3-1/2 3560 4830 6420 8700 2-1/2--8 3-7/8 4920 6670 8890 12100
47,500 psi pre-stress 2-3/4--8 4-1/4 5950 8070 10800 14700
3--8 4-5/8 7820 10600 14300 19300 3-1/4--8 5 9970 13600 18200 24700 3-1/2--8 5-3/8 12500 17000 22800 31000 3-3/4--8 5-3/4 15400 20900 28200 38200
4--8 6-1/8 18700 25400 34300 46500 37,500 psi pre-stress
4-1/4--8 6-1/2 17800 24100 32600 44200 4-1/2--8 6-7/8 21100 28600 38800 52600 4-3/4--8 7-1/4 24900 33700 45700 61900
5--8 7-5/8 29000 39400 53400 72400 5-1/4--8 8 33600 45600 61900 83900 5-1/2--8 8-3/8 38700 52500 71300 96700 5-3/4--8 8-3/4 44200 60000 81600 111000
6--8 9-1/8 50300 68200 92800 126000 . 0.15-ו 0.08עבור שני מקדמי חיכוך הידוק ומנטיבטבלה מ. 1
ות מאפשרשההברגות מניח שהברגים והאומים נקיים ו 0.08המקדם בשמן תבריגים על בסיס גרפיט באיכות גבוהה ות משומנ וללא פגם תנועה חופשית (high-grade graphite-oil thread lubricant ) . שההברגות משומנים בשמן מכונות קל משקל ומניח שהברגים והאומים נקיים, 0.15המקדם
. פגם תנועה חופשית ללא מאפשרות של הברגים. pre-stressמום בטוח ומייצגים בקרוב ערכי יהפיתול הינם מינמומנט ערכי
ASTM A193 Grade B7מבנה חומר גים מברערכי המומנטים מבוססים על לקבל ערכים מתאימים. PLIDCOיש להתקשר לחברת אחרמחומר מבנה ברגים הבמידה ו
עבור יישומים מתחת למים בהם הברגים מצופים טפלון. 0.15השתמש במקדם לאינץ' אורך. ( המתאר את מספר כריכות ההברגה Pitchהפסיעה )המספר השני הינו . 2 מערכת הידוק אומים הידרוליתנעשה שימוש בבמידה ו Pre Stressהשתמש בערכי . 3

1
The Pipe Line Development Company 870 Canterbury Road Westlake, Ohio 44145
Phone: (440) 871-5700 Fax: (440) 871-9577 Toll Free: 1-800-848-3333
www.plidco.com E-mail: [email protected]
PLIDCO® WELD ON HOT-TAP+SADDLE
התקנהקווים מנחים ל ך זה הינו תרגום של הוראות ההתקנה המקוריות בשפה האנגלית המצורפותמסמ לכל אביזר חדש. .המסמך הקובע הוא המסמך המקורי בשפה האנגלית ,במקרה של אי התאמה בתרגום
!! אזהרה !!
שימוש או בחירה לא נכונה במוצר זה יכולים לגרום לפיצוץ, אש, פציעה, מוות, קי רכוש ו/או נזק לסביבה.נז
HOT TAP TEEאו WELD TEEהמכונה גם Plidco Hot Tap +Saddleהאביזר
צנרת.תקני כל מיני מופיע ב TAPPING TEEאו
פתחו לעצמם הוראות ונוהלי מרבית חברות הולכה בצנרת או חברות קבלניות לעבודות בצנרת
התקנה משלהם.
הקווים המנחים אשר להלן אינם אמורים לגבור על או להחליף נוהלים קיימים ומטרתם
לתת הנחייה בלבד למי שאינו מכיר את האביזר הזה.
של משתמש סופי שיכולה לשפר קווים מנחים אלה תתקבל בהערכה.או המלצה כל עצה
וןקרא בעי
האחראי להתקנה חייב להכיר את ההוראות ולוודא שהן מועברותמנהל ה לכל העובדים העוסקים בהתקנה.
Plidco weld on Hot Tap +Saddleאין להשתמש או לבחור באביזר של היישום נבדקו יסודית. עד אשר כל ההיבטים הוראות התקנה אלה. קריאה והבנה שללא לאחר זה אאל תשתמש באביזר קשיים כלשהם באשר לשימוש באביזר זהאם נתקלת באם יש לך אילו שאלות או אנא פנה ל:
PLIDCO “DEPARTMENT 100” at 440-871-5700
toll free U.S. & Canada 800-848-3333
6.9.17

2
רשימות תיוג לבטיחות
ת הוראות ההתקנה.קרא ויישם בזהירות א .1
הנוגעים ליישום.תקנים שמור על מדיניות הבטיחות של החברה שלך ועל כל הקודים וה
, סוג האוגן, קידוח המיועדשימוש המיועד )קוטר השנבחר מתאים לוודא שהאביזר .2 . (תחום לחצים וכו'
.אינו מיועד לחיבור צינורות Plidco WELD ON Hot Tap + Saddleהאביזר .3
– Plidco WELD ON Hot Tap + Saddle גוף וציוד ביצוע החדירה המחוברים להמ .4
עומס לא רצוי יש לתמוך את הציוד כנגד , על האביזרבלתי סביר יכולים לגרום לעומס כאשר נעשית חדירה אופקית לצינור.ובמיוחד
Plidco Hot Tap + Saddleיש לבצע בדיקת לחץ הידרוסטטי אחרי התקנת אביזר .5
ולפני ביצוע החדירה לצינור ובתנאי שהטמפר. בקו או במיכל מאפשרים זאת על פי התקן .רלבנטיה
האביזר.אוגן הבדיקה תבוצע דרך אוגן עיוור אשר יותקן על .6כדי למנוע קריסה של דופן 10% מרבית של לחץ הבדיקה לא יעלה על הלחץ בקו בתוספת
ל.או המיכ הצינור
לפני ריתוך וודא שבתוך הקו לא נמצאת תערובת דליקה כגון: אדים/אוויר, .7 אדים/חמצן, אטמוספירה מועשרת בחמצן, אוויר דחוס, מימן, חומרים רגישים לטמפר.
חומרים פעילים, חומרים קאוסטיים, אמיניים וחומצות. עת בבטיחות בהעוסק API RP 2201מתוך 6.10לפרק בנידון יש להתייחס
בתעשיות הדלק והפטרוכימיה. HOT TAPPINGביצוע
הכנת הצנרת
פני שטח הצינור באזור המיועד להתקנה חייב להיות נקי מחלודה, בליטות וציפוי חיצוני. .1
יש לשייף בליטות ריתוך ולהחליקן.
(.± 00.06)" ± מ"מ 1.5 הטולרנס של קוטר חיצוני של הצינור הינו .2 .רצוי להזיז את התקנה למיקום אחר עגול במידה והצינור אינו
התקנה
HOT TAPPINGבטיחות בעת ביצוע - API RP 2201ההנחיות על פי עקוב אחרי .1
בתעשיות הדלק והפטרוכימיה.
וודא מיקום נכון של האביזר על הצינור. .2 כאשר הצינורעל Plidco Hot Tap + Saddleהתקן את אביזר
הסימון הצהוב של שני החלקים נמצא באותו צד. .המיועדת חדירהוודא שאמצע האביזר נמצא מעל לנקודת ה

3
המיקום המיועד חייב להיות על קטע צינור עגול וחלק. .3 עובי דופן הצינור במקום המיועד לריתוכי המלאת ההיקפיים בשני הצדדים צריך
טיח עובי דופן מזערי.להיבדק במכשיר אולטרה סוני כדי להב מ"מ 4.8 – 3/16מינימום עובי דופן מומלץ למרבית המקרים הינו " PR 2201 על פי
מתאים ללחץ פנימי מעל רמה מסוימת או כוחות חיצוניים.אינו 3/16הערה: עובי דופן "
וך.אורכיים למצב "לבן" לפני ריתריתוכים הנקה את הצינור באזור ריתוכי המלאת ההיקפיים וה .4
לפני של האביזר לחצי התחתון (BACKING STRIPS)מומלץ לבצע ריתוכי נקודה לפסי הגיבוי .5 .1התקנת החצי העליון כמתואר בשרטוט
פס גיבוי – 1שרטוט
במידת האפשר מקם את הרוכב על הצינור כך שהאוגן יהיה אופקי. .6
(תקנים הידרולייםישנם כל מיני סוגים של אמצעי חביקה )שרשרות, רצועות או מ .7
כדי לסייע להצמיד את שני חצאי האביזר סביב הצינור.ניתן להסתייע בשימסים )לא חלק מהאספקה( או כלים אחרים כגון מברגים כדי לכוון את החצי
השני/העליון מעל פסי הגיבוי.
רךמ"מ כדי להבטיח מרווח שווה לאו 6להסתייע בריתוך זמני של פרופיל מרווח בגודל ניתן .8 שני חצאי האביזר.
יש להסיר פרופילים אלה לפני ריתוך המקום בו נמצאים.ל על צלע שקשה לחזות חתך פרופיל רצוי לכל קוטר, אבל נראה שפרופיל מרווח ריבועי ב
: 2ראה שרטוט התחלהמידה סבירה ליכול לשמש כמ"מ 6
ריתוך זמני של פרופיל מרווח. - 2שרטוט

4
הוראות ריתוך בשדה
יכולה לגרום לפיצוץ, אש, ריתוך ההוראות אי שמירת מוות, פציעה ונזק לרכוש ו/או לסביבה
יש לבצע תכנון הנדסי טרם ביצוע ריתוך כלשהוא. .1
ממליצה לרתך את הרוכב לצינור כאשר הצינור מלא ותחת הזרמה. PLIDCOחברת יות התקנה אלה אינן כוללות פרטי מהירות זרימה ופרמטרים של ריתוך בהתבסס על הנח
קוטר צינור, עובי דופן, חומרי מבנה וכו'. ,API RP 2201 -ב SECTION 6נוהלי ריתוך ספציפיים צריכים להיקבע על פי המלצות
ודרישות 6176J ,BATTELLEפרויקט EDISON WELDINGומכונים כגון . תקן ריתוך
,API 1104הרתכים ושיטות הריתוך חייבים להיות מאושרים בהתאם לתקן .2
“Welding of Pipelines and Related Facilities”, Appendix B, In-Service Welding.
או GMAWבור תהליך ריתוך עמומלץ מאוד להשתמש באלקטרודות דלות מימן
SMAW (18XX– E.בגלל עמידותן הגבוהה לספיחת לחות ובפני פריכות מימנית ) ( חייבות להיות יבשות בצורה Shielded metal arc welding) SMAWאלקטרודות
מוחלטת.
בכל המשתנים החיוניים לנוהל ההסמכה חשוב מאוד שנוהלי הריתוך בשדה יהיו עוקבים .3 שבוצעו בנוהל ההסמכה. םכך שאיכות הריתוך בשדה תייצג את המבחנים המכאניי
כדי למנוע מאמצים טרמיים וכדי לייצר ריתוך היקפי עם תכונות אלסטיות ישנן חברות .4
overlapping back stepping)בנוהל ריתוך בחפיפה חוזרת ) משותתהמשעד 10למרות שבד"כ הריתוך מתקדם מימין לשמאל, ריתוכים חוזרים באורך של בשיטה זו
הריתוכים הקודמת.רוחב ס"מ נעשים משמאל לימין בחפיפה על מחצית 20 הצינור טרם ביצועשטוח על משמש לריתוך היקפי נעשה קודם ריתוך הנוהל אחר על פי
.מלאת/ריתוך השורש
י החצאים כדי לסייע לאחיזה טובה על הצינור.יש להתחיל עם ריתוכי האורך של שנ .5 רצועות הגיבוי העשויות מפלדה רכה מסופקות עם האביזר לטובת ריתוכי האורך.
ריתוכי אורך. – 3שרטוט

5
ריתוך מעל פס הגיבוי. – 4שרטוט
או גבוהים שווי ערךשיש להם מאמצי מתיחה לריתוכי האורך יש להשתמש בחומרי ריתוך .6 חומר הרוכב עצמו.מאלו של
.full-penetration butt weldריתוך האורך חייב להיות .1.0זאת עבור מקדם יעילות יעילות נמוכה יותר יכולה להידרש בהתבסס על מבחני אל הרס על פי קוד התכנון או
מדיניות האיכות בחברה.
לריתוכי ההיקף יש להשתמש בחומרי ריתוך שיש להם מאמצי מתיחה גבוהים מאלה של .7 הצינור או הרוכב.
הגודל של ריתוכי ההיקף צריך לעקוב אחרי קוד התכנון המבוסס על הנוזל בצינור. ASME B31.4מומלץ לעקוב אחרי תקן
Pipeline Transportation Systems for Liquids and Slurries עבור כל סוגי הנוזלים בצנרת ,ASME B31.8ואחרי תקן
Gas Transmission and Distribution Piping Systems בהקשר ל- PCC-2 Repair of Pressure Equipment and Piping .לכל סוגי צנרת גזים
B ASME 31.4 .א
ריתוכי ההיקף צריכים להיות משופעים כאשר עובי הרוכב גדול מעובי הצינורוגובה המלאת לא צריך להיות גדול מעובי הצינור ביותר מעלות 45בערך בזווית של
מ"מ(. 1.6) 1/16מאשר " מ"מ. 1.6כמו כן אורך ריתוך המלאת בקצה השרוול לא יהיה קטן מעובי הצינור מינוס
שקול מיוחד יעשה למזער ריכוז מאמצים.
PCC-2 31.8 B ASME & .ב
עובי דופן הצינור נדרש ריתוך 1.4 -או שווה ל קטןכאשר עובי הרוכב .1 (.FULL SIZEמלאת מלא )
עובי דופן הצינור ריתוכי ההיקף יבוצעו בשיפוע 1.4גדול מאשר כאשר עובי הרוכב .2
בתוספת המרווח שישנו בין הרוכב הצינורעובי דופן 1.4מעלות לגובה של 45של לצינור.

6
מלאת ריתוך היקפי – 5שרטוט
פרופיל ריתוך מלאת. – 6שרטוט

7
יש לפקח על הגודל והצורה של ריתוכי המלאת בהיקף. .8 לשני הצדדים המרותכים, יש להימנע ברציפות קעור הנושק מילאת יש לשאוף לריתוך
(. Undercut) כיםמחריצים וחת ף העמידות שלו גבוהה יותר מפני כשל עייפות החומר.ככל שהריתוך חלק ורצי עם חתכים.בולט כלפי מעלה הינה ריתוך קמור הגרועה ביותר הצורה האפשרית ריתוך בצורה לא מתאימה יוליך לכשל עייפות מהיר של החומר שיגרום לנזילה, פריצה או וצאות חמורות.פיצוץ עם ת
בחינת לחץ
הבדיקה תבוצע דרך אוגן עיוור אשר יותקן על האביזר. .1כדי למנוע קריסה של 10%לחץ הבדיקה לא יעלה על הלחץ בקו בתוספת מרבית של .2
דופן הצינור או המיכל. חל איסור על העובדים להימצא ליד נקודת ההתקנה בעת המבחן עד לגמר ההוכחה .3
.ת ההתקנהלתקינו
מעקב
Plidcoמוצרי שאר כמו Plidco WELD ON Hot Tap +Saddle יאביזר המאפשר מעקב מלא. מספר סדרתי יםנושא
לכל אביזר יש חבילת מסמכי בקרת איכות הנשמרת בארכיון החברה וניתן לדעת מתוכה את יצרן חומרי הגלם, הרכב המתכת, בדיקות איכות שעבר
האביזר וכו'.