Embed Size (px)
Citation preview
1
Abstract Number: 002-0280 Paper Title: Planificación de la Producción de la Cadena de Suministro en un Entorno de Personalización en Masa a aEste trabajo ha sido desarrollado en el marco de un proyecto europeo financiado por la Unión Europea, denominado “Virtual Enterprise for Supply Chain Management (V-CHAIN)”. Ref. GROWTH GIRD-CT- 2000-0821. Name of the Conference: Second World Conference on POM and 15th Annual POM Conference, Cancun, Mexico, April 30 – May 3, 2004. Authors: 1J. Mula, 2R. Poler, 3J.P. García Authors’ Institution: 1, 2, 3CIGIP (Research Centre on Production Management and Engineering) Polytechnic University of Valencia Authors’ Address: 1Escuela Politécnica Superior de Alcoy Pza. Ferrándiz-Carbonell, 2, 03801 Alcoy (Alicante) SPAIN [email protected] Tel. 96 652 84 89 Fax 96 652 84 65
2Escuela Politécnica Superior de Alcoy Pza. Ferrándiz-Carbonell, 2, 03801 Alcoy (Alicante) SPAIN [email protected] Tel. 96 652 84 23 Fax 96 652 84 65 3Escuela Técnica Superior de Ingenieros Industriales Campus Vera s/n, 46021, Valencia, SPAIN [email protected] Tel. 96 387 68 63 Fax 96 387 68 69
2
Planificación de la Producción de la Cadena de Suministro en un Entorno de Personalización en Masa
1J. Mula, 2R. Poler, 3J.P. García
1, 2, 3CIGIP (Centro de Investigación para la Gestión e Ingeniería de Producción),
Universidad Politécnica de Valencia (ESPAÑA) [email protected] [email protected]
Resumen La Personalización en Masa (Mass Customization) consiste en el diseño, producción, marketing
y entrega de productos y servicios personalizados partiendo de un sistema de producción en masa
(Pine, 1992). Algunas de las estrategias de la Personalización en Masa son: una adecuada gestión
de la cadena de suministro, la potenciación del diseño modular del producto, la creación de
empresas virtuales, la elección de las mejores Tecnologías de la Información y Comunicaciones
(best-of-breed IT) y la fabricación ágil. En este contexto, el proyecto europeo GROWTH GIRD–
CT-2000-0821 denominado “Virtual Enterprise for Supply Chain Management (V-CHAIN)”
trata de introducir el concepto de empresa extendida y promover la colaboración entre el
fabricante de automóviles y sus proveedores. Basándose en los resultados de este proyecto, este
artículo analiza y describe las características principales requeridas por una cadena de suministro
del sector del automóvil para alcanzar la Personalización en Masa, desde el punto de vista de la
planificación de la producción.
Palabras clave: Industria del automóvil, cadena de suministro, planificación de la producción y
Personalización en Masa.
1 Introducción
La Fabricación Artesana, la Fabricación en Masa y la Fabricación Ajustada son tres términos
utilizados para describir tres estrategias de fabricación, que han ido evolucionando
3
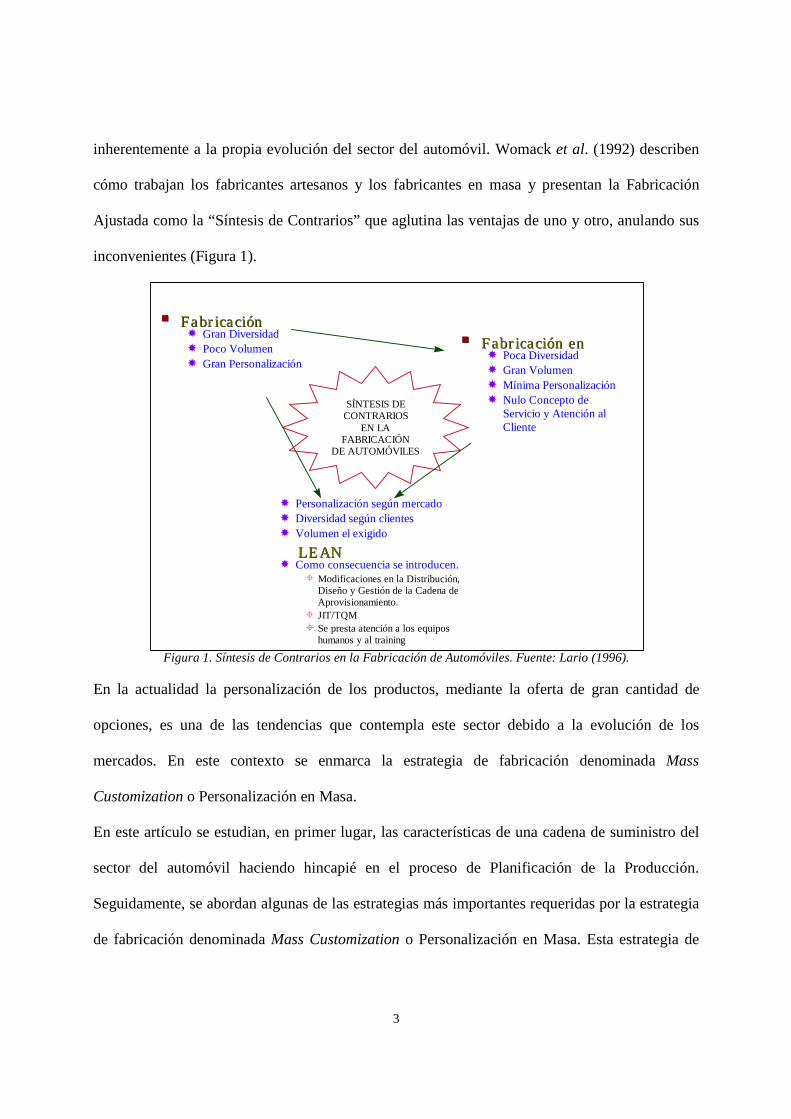
inherentemente a la propia evolución del sector del automóvil. Womack et al. (1992) describen
cómo trabajan los fabricantes artesanos y los fabricantes en masa y presentan la Fabricación
Ajustada como la “Síntesis de Contrarios” que aglutina las ventajas de uno y otro, anulando sus
inconvenientes (Figura 1).
� � Fabricación Fabricación
� Gran Diversidad � Poco Volumen � Gran Personalización
�� Fabricación en Fabricación en � Poca Diversidad � Gran Volumen � Mínima Personalización � Nulo Concepto de
Servicio y Atención al Cliente
� Personalización según mercado� Diversidad según clientes� Volumen el exigido
LEAN LEAN � Como consecuencia se introducen.
� Modificaciones en la Distribución,Diseño y Gestión de la Cadena deAprovisionamiento.
� JIT/TQM� Se presta atención a los equipos
humanos y al training
SÍNTESIS DECONTRARIOS
EN LAFABRICACIÓN
DE AUTOMÓVILES
Figura 1. Síntesis de Contrarios en la Fabricación de Automóviles. Fuente: Lario (1996).
En la actualidad la personalización de los productos, mediante la oferta de gran cantidad de
opciones, es una de las tendencias que contempla este sector debido a la evolución de los
mercados. En este contexto se enmarca la estrategia de fabricación denominada Mass
Customization o Personalización en Masa.
En este artículo se estudian, en primer lugar, las características de una cadena de suministro del
sector del automóvil haciendo hincapié en el proceso de Planificación de la Producción.
Seguidamente, se abordan algunas de las estrategias más importantes requeridas por la estrategia
de fabricación denominada Mass Customization o Personalización en Masa. Esta estrategia de
4
fabricación es abordada desde el punto de vista de la cadena de suministro del sector del
automóvil estudiada.
2 Características de una Cadena de Suministro del Sector del Automóvil
La industria del automóvil ha sido un indicador importante del progreso industrial y económico
mundial, y su desarrollo ha caracterizado la competitividad global de las primeras economías
industriales (Dangayach y Deshmukh, 2001).
La planta de montaje de automóviles analizada, que pertenece a uno de los grandes grupos
fabricantes de automóviles, Ford Motor Company, tiene ciertas particularidades que merecen ser
destacadas. Algunas son fruto de una política global de la empresa, mientras que otras, como el
Parque Industrial de proveedores conectado, han sido desarrolladas en la planta española y están
siendo implantadas en otras plantas del grupo automovilístico.
2.1 Componentes de la Cadena de Suministro
La fábrica de automóviles estudiada gestiona relaciones con cientos de empresas
suministradoras. Esta serie de entidades de negocio implicadas en satisfacer la demanda del
cliente forma una cadena de suministro.
La cadena de suministro de la fábrica de automóviles estudiada, se compone de: a) Las Plantas
de Prensas y Carrocerías, la de Pinturas y la de Montaje, incluidos distintos Almacenes de
regulación entre las distintas Plantas; b) Dos Plantas de Motores; c) Las otras Plantas en Europa,
de Prensas y Carrocerías; d) Los proveedores del Polígono Industrial; e) Otros proveedores
Secuenciados, proveedores JIT, y de entregas diarias; y f) El Centro Logístico de Consolidación.
Desde el punto de vista de los productos finales y piezas sujetas a demanda externa, se fabrican y
ensamblan: a) Vehículos de diferentes modelos y con varios tipos de carrocerías, motorizaciones
y acabados; y b) Componentes, Subconjuntos y Conjuntos que se dedican al mercado de
5
repuestos o al suministro de otras Plantas europeas de Montaje. Solamente incluye los casos en
los que se ensamblan en la planta conjuntos determinados, que luego se entregan al almacén de
repuesto. La fábrica estudiada no opera como intermediario entre empresas de recambios y
concesionarios, sólo interviene en aquellos elementos de fabricación propia.
En 1995, Ford Motor Company inició un plan de reestructuración denominado Ford 2000 para
reducir costes a través de la reingeniería y globalización de las organizaciones de la corporación
y de los procesos. Entre otros proyectos, la empresa desarrolló el Order-To-Delivery (OTD) y
Ford Production Sytem (FPS) para proporcionar respuestas a la competitividad y globalización
del mercado. Uno de los objetivos es reducir el tiempo de entrega de más de 60 días a menos de
15.
FPS es un sistema de producción simplificado, disciplinado y flexible, común para todas las
plantas de producción, que puede definirse como un conjunto de procesos que usan un personal
capacitado, con iniciativa, que están aprendiendo y trabajando juntos bajo condiciones de
seguridad para producir automóviles con una calidad, precio y tiempo de entrega mejor que lo
esperado por los clientes.
El resultado en Ford España, S.A. ha sido el desarrollo de una nueva forma de suministro. Es el
proveedor Secuenciado y Sincronizado. Se trata de que cada unidad de suministro llegue al lugar
de montaje en el instante adecuado y de acuerdo con los requerimientos del vehículo que llega en
ese momento. Lo anterior exige un nuevo marco de relaciones Fabricante-Proveedor: una
convergencia de culturas organizativas, una filosofía de gestión de la fábrica externa, una
participación de los proveedores en el diseño detallado de conjuntos y partes, la selección de los
ítems en los que se establece esta nueva relación, la identificación de los proveedores que pueden
integrarse en este conjunto de proveedores Secuenciados y Sincronizados, etc.
6
2.2 Planificación y Control de la Producción en la Cadena de Suministro
Por política corporativa, del mismo modo que en otras empresas del sector, el sistema de
planificación está centralizado en una sede multinacional, cuando no global. Conviene destacar
el Proyecto CMMS3, descrito por Nieto (1999), que pretende conseguir un único Sistema de
Información para todas las actividades de todas las plantas en el mundo propiedad de Ford Motor
Company, incluso con vinculaciones con los proveedores.
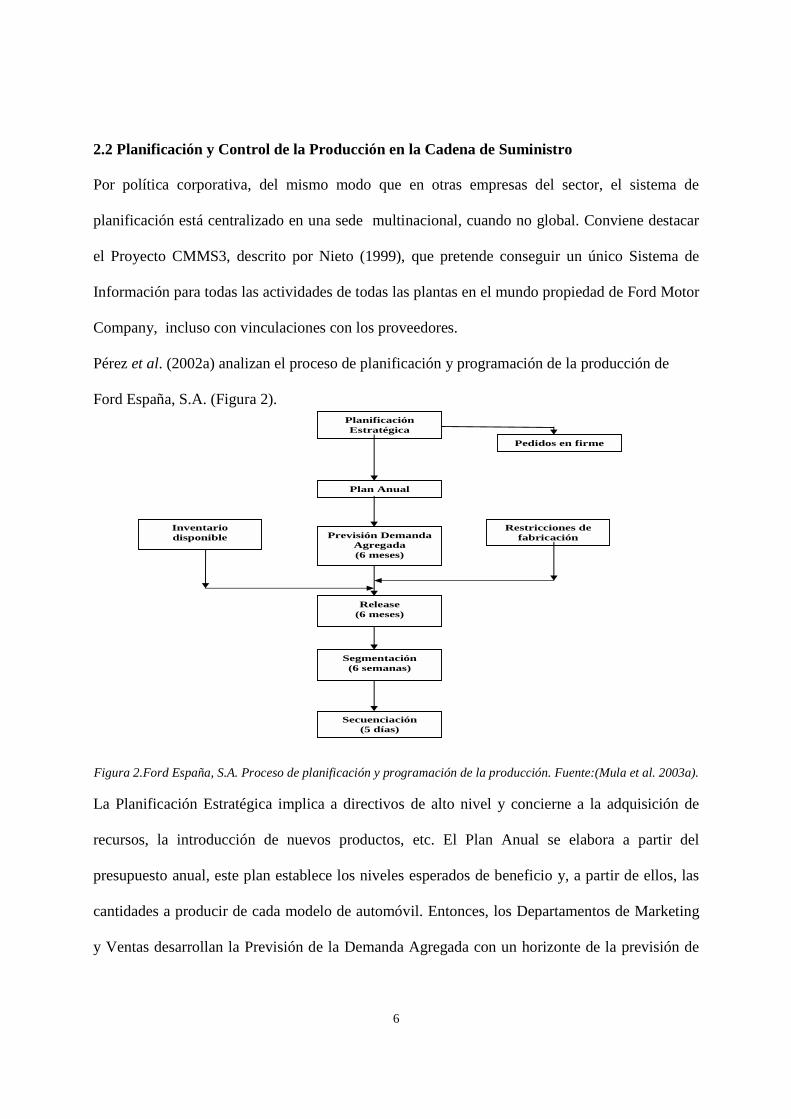
Pérez et al. (2002a) analizan el proceso de planificación y programación de la producción de
Ford España, S.A. (Figura 2).
Figura 2.Ford España, S.A. Proceso de planificación y programación de la producción. Fuente:(Mula et al. 2003a).
La Planificación Estratégica implica a directivos de alto nivel y concierne a la adquisición de
recursos, la introducción de nuevos productos, etc. El Plan Anual se elabora a partir del
presupuesto anual, este plan establece los niveles esperados de beneficio y, a partir de ellos, las
cantidades a producir de cada modelo de automóvil. Entonces, los Departamentos de Marketing
y Ventas desarrollan la Previsión de la Demanda Agregada con un horizonte de la previsión de
Planificación Estratégica
Plan Anual
Previsión DemandaAgregada (6 meses)
Release (6 meses)
Segmentación (6 semanas)
Secuenciación (5 días)
Inventario disponible
Pedidos en firme
Restricciones de fabricación
7
seis meses. Ford Europa asigna la demanda europea a las diferentes plantas de producción en
Europa.
Se puede decir que a partir de las demandas realizadas por el Sistema Financiero, y las
previsiones realizadas por el Departamento de Marketing y Ventas, atendiendo a las restricciones
que imponen los distintos Sistemas de Producción, se establecen los planes a Medio Plazo.
La Previsión de la Demanda Agregada se explota convenientemente para dar lugar a los Planes
de Producción y Compras de las plantas productoras y los proveedores, ya sean directos o
indirectos. El proceso de explosión varía según empresas pero se puede decir que es un proceso
basado en porcentajes históricos que calcula la demanda de los diferentes S-Files. El concepto de
S-File, va ligado a la definición de un Plan Maestro de Producción relacionado con módulos, o
incluso a opciones cuando la lista de materiales del producto es de tipo T, es decir, una variedad
amplia de productos finales que son el resultado de un número más pequeño de módulos
intermediarios que a su vez están formados por una gran cantidad de piezas y materias primas
(Gibson et al. 1995). El concepto S-File (Pérez et al. 2002b), alude a la existencia de un producto
virtual, ligado a una o más opciones, cuya presencia en el producto final exige biunívocamente la
presencia de un conjunto más o menos grande de unidades. El objetivo de los S-Files es
optimizar el uso de las listas de materiales en el proceso de Planificación de la Producción.
A partir de la Previsión de la Demanda Agregada, el inventario disponible, las restricciones de
fabricación y los pedidos en firme se confecciona el Release. El Release asigna las cantidades de
producción entre cada planta de montaje con un horizonte de previsión de seis meses y un
período de previsión de un mes. Este documento (Release) contiene información agregada y
detallada y establece una Previsión de la Demanda a medio plazo de los módulos requeridos u
opciones (S-Files) a suministrar por los proveedores. El programa de producción denominado
8
Release se envía electrónicamente a los proveedores. Estos planes son meramente tentativos, y se
realizan por familias de Productos.
A un nivel operativo, se trabaja con pedidos en firme para realizar los Programas de Producción.
Éstos se construyen asignando, en cada ocasión, las unidades demandadas (las unidades
solicitadas por los Concesionarios-Clientes) a los centros de producción cuya capacidad no sea
una restricción que minimice costes de producción, de transporte, etc. El proceso de asignar los
pedidos en firme a periodos de producción recibe el nombre de Segmentación. El proceso de
Segmentación asigna fechas de entrega al montaje de coches con un horizonte de tiempo de seis
semanas.
Finalmente, se realiza el proceso de Secuenciación, generando el denominado Programa
Secuencial. Este programa indica el orden de montaje para los coches asignados en los cinco días
segmentados. Este Programa es el que se considera prioritario a lo largo de todo el proceso de
producción. Un complejo sistema informático traza el paso de las distintas unidades a través de
los diferentes procesos. De este modo, las distintas operaciones del Sistema de Producción saben
la secuencia de actividades a realizar en cada instante de tiempo. Posteriormente, a partir de los
datos almacenados en los sistemas se pueden tomar medidas que mejoren el grado de
cumplimiento de la Secuencia, como se ha desarrollado en (García et al. 1999).
El proceso de Planificación de la Producción está organizado de forma que las etapas de
personalización (pedidos en firme) se posponen hasta lo más tarde posible (proceso de
Segmentación), permitiendo economías de Producción en Masa en las etapas más tempranas.
En la cadena de suministro de la industria del automóvil los planes de producción a medio plazo
se implementan con dificultad. Los planes presentan una variabilidad inevitable. Los fabricantes
de automóviles tratan de mejorar la consistencia de la información de la demanda a lo largo de la
9
cadena de suministro usando sistemas de información integrados para la producción y EDI. En
este contexto, la demanda se comunica a través de la cadena de suministro como programas de
producción enviados electrónicamente a sus proveedores inmediatos.
3 La Personalización en Masa en la Cadena de Suministro del Sector del Automóvil
El modelo de Personalización en Masa (Mass Customization) supone un desafío para el proceso
de Planificación de la Producción en la industria del automóvil.
La Personalización en Masa implica que los clientes pueden seleccionar, ordenar y recibir un
producto configurado especialmente (frecuentemente eligiendo entre cientos de opciones del
producto) para satisfacer sus necesidades específicas.
El objetivo de la Personalización en Masa es producir un producto de calidad alta en el período
de tiempo más corto posible y al mínimo coste. La Personalización en Masa se lleva a cabo de
forma proactiva desarrollando familias de productos basadas en una arquitectura de producto
modular, implementando una fabricación en flujo con capacidad para obtener lotes de
producción unitarios, estableciendo una cadena de suministro espontánea alrededor de materiales
estándar, creando sistemas ágiles basados en configuradores de productos para la entrada de
pedidos y desarrollando plantillas paramétricas de CAD con uniones automáticas CAD/CAM a
equipamiento de CNC (Anderson y Pine, 1997).
Dell Computers ensambla diferentes productos finales usando un conjunto relativamente
pequeño de componentes comunes (Dell, 1994). El modelo directo de Dell se basa en una
reconfiguración de la cadena de suministro, una estrecha integración de las capacidades de los
sistemas B2B (Business to Business), relaciones comerciales entre empresas a través de la red, y
B2C (Business to Consumer), venta de productos y servicios a consumidores no empresariales
vía Internet, y nuevos enfoques para tratar a los clientes (Magretta, 1998).
10
El éxito del modelo de Personalización en Masa de Dell ha sido objeto de estudio en la industria
del automóvil (Austin, 1999). Además de la existencia de un poderoso canal de distribución de
concesionarios, la base del suministro de Ford es diferente por su naturaleza y complejidad de la
base de suministro de Dell. Otra diferencia principal entre Dell y Ford es la organización de las
compras. El departamento de compras en Ford es organizacionalmente independiente del
desarrollo del producto y tiene una fuerza poderosa dentro de Ford. Por último, cabe resaltar la
naturaleza más integrada de las operaciones de Ventas, I+D y Producción en Dell.
En el futuro, muchas empresas pasarán de la Fabricación contra Stock al modelo de fabricación
de Personalización en Masa. General Motors planea transformar su estrategia actual de
Fabricación contra Stock a una de Personalización en Masa para reducir los costes de piezas y
coches no vendidos, la empresa tiene previsto reducir el tiempo de entrega de 8 semanas a 11
días (Simison, 2000).
Algunas de las estrategias importantes requeridas para la Personalización en Masa son:
• Gestión de la cadena de suministro,
• diseño modular del producto,
• empresa virtual,
• Internet,
• best-of-breed IT (utilizar las mejores Tecnologías de la Información disponibles),
• Fabricación Ágil.
A continuación, se revisan detalladamente estas estrategias desde el punto de vista de la
planificación de la producción en la cadena del suministro del sector del automóvil estudiada.
3.1 Gestión de la Cadena de Suministro
11
Una cadena de suministro típica del sector del automóvil está formada por miles de compañías
relacionadas con el suministro de materias primas, la producción de piezas, el submontaje, el
montaje final y la distribución. Como ejemplo, la cadena de suministro de Hyundai (el primer
fabricante de automóviles de Corea) tiene, aproximadamente, 400 proveedores de primer rango,
2.500 proveedores de segundo rango y un desconocido número de proveedores de tercer o
superior rango (Kahn et al. 2000).
Uno de los problemas de la industria del automóvil es la combinación simultánea de un
requerimiento de producción de gran volumen, con una gran variedad de opciones que forman
lotes pequeños de fabricación bajo pedido (Miyashyita y Russel, 1994).
Todos los fabricantes de automóviles deben desarrollar Programas de Producción. Aunque es
difícil gestionar los objetivos conflictivos de incrementar la variedad de productos, reduciendo
los tiempos de entrega y reducir costes.
Para construir coches bajo un enfoque de Personalización en Masa, los fabricantes tienen que ser
capaces de construir piezas bajo pedido a partir de materiales y componentes que siempre están
disponibles. Esto requiere una cadena de suministro espontánea. El primer paso en la gestión de
la cadena de suministro debe ser la simplificación de la cadena de suministro. Existen muchas
formas efectivas para simplificar la cadena de suministro: con estandarización, técnicas de
reaprovisionamiento automático como Kanban y racionalización de las líneas de productos, que
puede eliminar las piezas inusuales eliminando o subcontratando los productos inusuales
(Anderson y Pine, 1997).
En un entorno ideal de Personalización en Masa, aumenta la precisión de las previsiones de la
demanda del producto final e incluso se puede eliminar la previsión de la demanda para el
montaje del producto final accediendo a la información sobre las preferencias del consumidor
12
durante la configuración de los pedidos de los clientes. Sin embargo, la incertidumbre de la
demanda sigue existiendo en los proveedores a lo largo de la cadena de suministro que tienen
que reaccionar de forma espontánea produciendo en lotes grandes para hacer frente a los pedidos
de clientes recibidos por el Fabricante de Automóviles.
En términos logísticos, un proveedor se puede considerar como una estación más dentro de la
cadena de producción. Es lógico, por tanto, extender a los proveedores la misma filosofía que se
aplica internamente. González (2000) realiza un estudio sobre cuáles son los problemas que están
afrontando los proveedores de primer rango en la industria española del automóvil, tras la
adopción de sistemas de aprovisionamiento JIT por parte de sus clientes. Los resultados indican
que, si los años 80 y principios de los 90 estuvieron caracterizados por la adopción de filosofías
JIT por los ensambladores de automóviles, ahora se ha entrado en la era de los proveedores de
primer rango. Así pues, los proveedores de primer rango están afrontando, en ocasiones sólo
momentáneamente, ciertas desventajas, convirtiéndose así en los amortiguadores que asilan al
fabricante final de muchos de los posibles imprevistos y de varias responsabilidades. Tales
como, la absorción de stock, la estructura de la red de aprovisionamiento, la gestión de la calidad,
el diseño de productos y el intercambio de productos. El tamaño de los proveedores de segundo
rango o su dedicación a varios sectores de actividad dificultan el traslado del JIT a la segunda
línea de la cadena de suministro de la industria del automóvil.
Por otro lado, la complejidad resultante de los pedidos personalizados podría hacerse
ingestionable a lo largo de la cadena de suministro. Respecto al nivelado de la producción, un
sistema productivo basado en una programación de la producción que combine demanda “pull” y
“push” requiere nuevos sistemas para la planificación y control de la producción.
13
Los sistemas más relevantes para la planificación y control de la producción que se encuentran
en la práctica tienen en común que consideran el mundo como si fuese determinista, es decir, no
contemplan las muchas incertidumbres del entorno y sistema que pueden surgir. Estos sistemas
no surgieron bajo un entorno de Personalización en Masa. En Mula et al. (2003a y 2003b) se
argumenta la necesidad de nuevos modelos para la Planificación de la Producción que puedan
formalizar las posibles incertidumbres existentes en los entornos de fabricación.
Muchas empresas con procesos de producción más simples (por ejemplo, fabricantes de zapatos
y ropa), aceptan las ineficiencias de la Producción en Masa y para abordar los problemas
derivados de los incrementos de los costes de mano de obra y las caídas de precios en el
mercado, trasladan sus plantas de producción a países donde los costes de mano de obra son más
baratos. Para la industria del automóvil, caracterizada por una gran complejidad y un elevado
componente tecnológico, ésta no sería una estrategia de fabricación apropiada.
Los fabricantes de automóviles deben mejorar sus cadenas de suministro para hacer frente a los
requerimientos de la Personalización en Masa y reducir los tiempos de entrega para satisfacer las
demandas del mercado. Un sistema de Personalización en Masa online requiere entregar un
coche personalizado en un tiempo razonable, probablemente menos de una semana.
Actualmente, el número medio de días requeridos para entregar un coche en Ford España, S.A.
es de 38.
3.2 Diseño Modular
El diseño modular requiere el uso de herramientas de definición de productos para desarrollar
productos altamente personalizados a un bajo coste (Sánchez y Collins, 2001).
Uno de los conceptos clave en la Personalización en Masa es la modulación. Los módulos son
“bloques constructivos” que pueden personalizar un producto ensamblando varias
14
combinaciones de módulos. Ejemplos de módulos que incluirían muchos componentes en
automóviles: motores, transmisiones, equipo de audio, etc.
Dell (1994) ha demostrado que la modulación puede funcionar. En el sector del automóvil,
Helper y MacDuffie (2000) argumentan que la modulación podría simplificar y reducir el
proceso de montaje de automóviles. Sin embargo, los autores tienen algunas dudas con respecto
al ahorro de costes y beneficios reales de la modulación debido a:
- Problemas con el control de los aspectos clave del diseño de los coches.
- Problemas con retener staffs de ingeniería duplicados si los módulos se diseñan y
producen por los proveedores.
- Complejidad alta de los módulos separados estandarizados de piezas de automóviles
(4000 a 5000 piezas por cada vehículo).
- La arquitectura de producto para los automóviles es integral y cerrada.
- La mayor parte de los componentes no están estandarizados
- Las especificaciones de los componentes se tratan como propietarias de un modelo
específico y son compartidas sólo entre un proveedor.
Esta arquitectura de producto es el resultado de la historia de la industria del automóvil, en la que
el diseño modular no ha sido una prioridad.
Los asientos del automóvil son un ejemplo ilustrativo de una pieza fácil de modular, ya que el
asiento se conecta con el resto del coche en un solo lugar. En la cadena de suministro estudiada,
el proveedor de asientos para automóviles es un proveedor secuenciado y sincronizado que
fabrica y suministra sus productos según la secuencia de montaje del fabricante de automóviles.
15
Los fabricantes de asientos para automóviles están ahora trabajando en hacer su diseño más
modular internamente, es decir, que se pueda descomponer en módulos más pequeños que
ayuden a la personalización.
3.3 Empresa Virtual
El objetivo de una empresa virtual es desarrollar redes de partners con clientes y proveedores
para hacer más efectivos la respuesta y el coste de la cadena de suministro, y para añadir valor a
la cadena de suministro. Combinando las competencias básicas de muchas empresas dentro de la
red, cada empresa virtual resulta más poderosa y flexible de lo que podría ser como suma de los
miembros aislados. Cada una de las firmas que pertenecen a la empresa virtual es elegida por la
excelencia de su proceso productivo. Las compañías integradas en una empresa virtual
desarrollan procesos en lugar de producir productos finales. Cuando todos esos procesos
funcionan unidos se obtiene de forma exitosa el producto final.
Existe una serie de estrategias que definen las características de una empresa virtual (Lario y
Tormo, 2001): a) Integración vertical de una red logística, para incorporar proveedores y clientes
a toda la cadena de valor; b) Cofabricación, orientada no precisamente a las operaciones sino al
diseño del producto, fabricación de componentes esenciales, aplicación de tecnologías y
generación del negocio holístico; c) Reducción de la base de proveedores a unos cuantos,
fuertemente integrados en el negocio, para reducir de forma drástica los costes; d) Creación de
un sistema de información común para las operaciones, entrega de pedidos y planificación,
diseño y realización de los cambios; y e) Subcontratación de los procesos de soporte y gestión a
compañías especializadas.
En estas empresas los proveedores han pasado de desempeñar un papel convencional a ir más
allá de su actuación como proveedores asociados y convertirse en nodos de carácter plenamente
16
cooperativo. En primer lugar, hay cooperación para diseñar nuevos productos y tecnologías. Los
proveedores están integrados en las operaciones del cliente y existe un sentimiento de destino
común. El proveedor vela por el cliente y éste vela por la capacidad del proveedor para cuidar de
su empresa. De esta forma progresiva, los componentes del producto del cliente se basan en la
tecnología del proveedor.
Se da además un intercambio constante de información sobre los productos y los procesos. El
personal de marketing de la empresa cliente devuelve información directamente a la empresa
proveedora, lo que permite que los socios trabajen rápidamente y adopten decisiones globales
sobre cualquier cambio que sea necesario introducir en el producto.
Todas estas características son los parámetros básicos que definen una empresa virtual. De forma
que los requisitos fundamentales para asegurar la factibilidad del uso del modelo de empresa
virtual se pueden resumir en: cooperación, acceso conjunto a la información y la tecnología,
puesta en común de la estrategia de negocio, corresponsabilidad, interdependencia y confianza
mutua entre los nodos del sistema.
Obviamente, todos estos requisitos no son fácilmente accesibles para cualquier tipo de empresa,
y esto es lo que determinará la aplicabilidad del modelo. A pesar de las ventajas en términos de
costes que el modelo de empresa virtual conlleva para las empresas vinculadas, también se
produce para éstas una pérdida de independencia que pocas compañías están dispuestas a asumir.
En todas estas situaciones es difícil determinar donde empieza una empresa y termina la otra, ya
que los miembros de una empresa virtual están estrechamente interrelacionados. En una empresa
virtual ninguna compañía puede ofrecer por si misma y de forma independiente un producto final
para el consumidor y decir “yo lo hice” puesto que el producto final es posible gracias a la
colaboración íntima de varias empresas constituidas como empresa virtual extendida.
17
El ejemplo de las empresas fabricantes de automóviles se ve claramente reflejado en las pautas
de trabajo de la factoría estudiada. En ella, el Centro Logístico de Consolidación y otros
proveedores agrupados en el Parque Industrial adyacente a la factoría suministran a la planta de
montaje de automóviles todos los componentes necesarios para la producción JIT.
La conformación de este parque industrial como una empresa virtual extendida es un hecho,
puesto que las empresas implicadas realizan procesos únicos en los que están altamente
especializadas, dando lugar entre todas ellas a una cadena de procesos cuyo fin es la obtención
del producto final, un coche. Ninguna de estas empresas es capaz en la actualidad, de manera
separada y autónoma de llevar a cabo la producción completa de un vehículo.
Por ello, dichas empresas están íntimamente interrelacionadas, con un sistema de
interdependencia muy fuerte que les lleva a compartir los sistemas de información y actuar como
una sola compañía. El fallo de una de ellas implica la parada de la producción en el resto de
empresas involucradas en el sistema global de producción.
En este contexto, surge un nuevo concepto denominado Supply Relationship Management
(SRM), cuyo objetivo es la utilización de las últimas tecnologías para construir redes de
relaciones colaborativas (Gulledge, 2002). SRM eleva la gestión de la cadena de suministro a un
nivel superior, permitiendo a los socios de la cadena de suministro actuar como una única
entidad de negocio, en una cadena de suministro unida virtualmente. Esto define un nuevo
modelo de relación fabricante-proveedor, con requerimientos en todos los niveles, tanto
estratégico como operativo. Actualmente, es en la planificación y programación de la producción
donde ocurre más está interconexión. La aplicabilidad de la empresa virtual se ve incrementada
en empresas que puedan ejercer un gran control sobre sus proveedores y puedan convencer a
éstos de la necesidad de constituir una red virtual, como es el caso del sector del automóvil. En
18
este entorno se enmarca el proyecto europeo “Virtual Enterprise for Supply Chain Management”
(Mula et al. 2003a).
Las relaciones entre fabricante-proveedor han recibido mucha atención por parte de la literatura
científica (Helper, 1991, 1992; Smitka, 1992). Sin embargo, es necesario resaltar que el
requerimiento del modelo de Personalización en Masa de la creación de redes de relaciones
colaborativas entre fabricantes y proveedores no es aceptado por muchos autores, que defienden
la lógica del enfoque del coste de transacción, y particularmente autores como Oliver Williamson
(1975, 1985 y 1996). Williamson argumenta que los tipos de relaciones que forman los
fabricantes y proveedores deberían determinarse por las características de la transacción en
cuestión. En todos los intercambios, los fabricantes y proveedores deben protegerse contra los
riesgos de daños morales y suspensiones. Estos riesgos son más agudos en aquellas transacciones
que requieren que una o ambas partes asuman elevadas inversiones en no fungibles y en aquellas
transacciones que exhiben altos niveles de incertidumbre. Bajo tales condiciones, la poca
habilidad de las empresas para protegerse adecuadamente de los riesgos implícitos, las
conducirán a integrar la producción verticalmente más bien que a formar relaciones colaborativas
con agentes externos.
3.4 Internet
Como en otras industrias, la revolución de Internet ha tenido diferentes impactos en la industria
del automóvil.
Marti et al. (2000) indican cuatro áreas principales donde los fabricantes de automóviles están
aplicando las tecnologías de Internet: a) las operaciones de aprovisionamiento en la cadena de
suministro, b) la integración de los servicios de Internet en los automóviles, tal como el acceso a
19
la web y al e-mail, c) los sistemas de ventas, marketing y distribución, y d) la atracción on line de
clientes.
Internet facilita el e-procurement (aplicaciones para la gestión de las compras de la organización
vía Internet que proporcionan la automatización del proceso de aprovisionamiento de productos
y servicios desde la solicitud hasta el pago) a través de la industria del automóvil. La alta
velocidad y el bajo coste de este método de comunicación son necesarios para que la estrategia
de fabricación de Personalización en Masa sea económicamente factible (Helper y MacDuffie,
2000).
El advenimiento del comercio electrónico en Internet ha facilitado la creación de nuevas
relaciones para conectar con nuevos colaboradores de la cadena de suministro, así se incrementa
la cantidad y calidad de los flujos de información inter-organizacional. Warkentin et al. (2002)
identifican y analizan los nuevos flujos de información que están derivando en nuevas clases de
relaciones en el e-commerce. Los autores demuestran como el advenimiento de las tecnologías
del e-commerce basadas en la web están alterando la información entre los miembros
tradicionales de la cadena de suministro. El canal directo entre fabricantes y consumidores
posibilita la Personalización en Masa y está influenciando el proceso de Planificación de la
Producción, ya que los fabricantes obtienen mejor información sobre las preferencias de los
consumidores y niveles de la demanda, que a su vez conduce a una mejor gestión del inventario
y la Planificación de la Producción.
En el intercambio de comercio B2B, un proceso reciente de desintermediación (usando la
plataforma web) ha creado nuevas oportunidades en un “canal directo”. Empresas, tales como,
Dell.com y Amazon.com están vendiendo sus productos directamente a los consumidores finales
evitando a los intermediarios tradicionales. Dell.com permite a sus clientes diseñar sus propios
20
ordenadores personales en su página web (www.dell.com), lo que está estrechamente conectado
al sistema de producción JIT, que personaliza el montaje de cada pedido.
Desde que en marzo de 1995 surgió Autobytel.com como la primera e independiente OBS
(Online Buying Services) de automóviles, han surgido muchas otras OBS (Marti et al. 2000).
Jack Faucett Associates clasifica los sitios en Internet de automóviles en siete categorías. Estas
incluyen: a) sitios de remisión (Autobytel.com, Microsoft Car Point, GM Buypower,
Driverseat.com, etc.); b) brokers (CarsDirect.com); c) ventas directas (FordDirect); d) anuncios
clasificados (Yahoo!’s automobile section, cars.com); e) subastas (Priceline): f) información de
sitios (Edmundo.com); y g) sitios de concesionarios (AutoNation).
FordDirect.com, formada en Agosto de 2000, permite a los consumidores configurar,
seleccionar, tasar, financiar, iniciar la compra, programación y entrega de un coche nuevo online
(Jack Faucett Associates, 2001). Jack Faucett Associates (2001) también examina el impacto del
comercio electrónico sobre los pequeños negocios en el sector de la venta de automóviles en los
Estados Unidos. Helper y MacDuffie (2000) proporcionan un análisis extenso sobre los efectos
del e-commerce en la industria del automóvil.
3.5 Best-of-breed IT
La combinación correcta de Tecnologías de la Información y Comunicaciones (TIC) juega un
papel fundamental para lograr los beneficios de la Personalización en Masa. Bourke (1999)
describe algunos de los elementos de las TIC esenciales para la Personalización en Masa
clasificados en dos grupos: definición del producto y planificación y control de la producción.
El plan de reestructuración de Ford, denominado Ford 2000 y ya citado anteriormente, requirió
que se empleasen las mejores tecnologías para vencer las restricciones geográficas sobre los
flujos de información. Equipos de diferentes países necesitan ser capaces de trabajar juntos como
21
si estuviesen en el mismo edificio. Además, en prácticamente todos los proyectos de
reingeniería, las Tecnologías de la Información y Comunicaciones (TIC) son un factor crítico. La
unión entre el éxito de la reingeniería y los grupos de TIC de la empresa se hizo explícita durante
el proceso de reestructuración Ford 2000 (Austin, 1999).
Ford creó un sitio público en Internet a mediados de 1995, dos años después el número de visitas
a la web de Ford alcanzó más de 1.000.000 por día. De forma similar, Ford creó una intranet en
1996 y en Enero de 1997 desarrolló un sistema B2B, a través del cual de forma segura podía
extenderse la intranet más allá de los límites de la empresa en una extranet, conectando a Ford
con sus proveedores. Ford junto con Chrysler y General Motors formó un equipo para trabajar en
el Automotive Network Exchange (ANX), cuyo objetivo es crear consistentemente estándares y
procesos tecnológicos en la red de suministro, de forma que los proveedores, presionados para
disminuir costes, no tengan que gestionar significados diferentes de interacción con cada
fabricante de automóviles (Austin, 1999).
3.6 Fabricación Ágil
Los sistemas de Fabricación Ágil (Agile Manufacturing) surgieron para dar solución a una
sociedad con una demanda impredecible y dinámica, y con un alto grado de personalización en
sus productos.
La variedad de productos se puede definir desde dos dimensiones: la amplitud de productos que
una empresa ofrece durante un período de tiempo determinado y el ratio en el que la empresa
reemplaza los productos existentes con nuevos productos. Ambas dimensiones de variedad han
aumentado de forma constante en muchas empresas (Pine, 1992; Sanderson y Uzumeri, 1995;
Fisher et al. 1996), por lo que el desafío empresarial ahora es cómo proporcionar un alto grado
22
de variedad, algo que parece necesario para el éxito competitivo, mientras se mantienen
economías de escala que reduzcan costes (Lancaster, 1990).
En 1991, un grupo de más de 150 ejecutivos de empresas industriales estadounidenses participó
en un estudio. Sus esfuerzos culminaron en un informe titulado “21st Century Manufacturing
Enterprise Strategy”, que describe como la competitividad industrial estadounidense podría
evolucionar durante los próximos quince años. Como resultado, se formó el Agile Manufacturing
Enterprise Forum (AMEF), afiliado con el Iacocca Institute (Leigh University) y se introdujo el
concepto de Agile Manufacturing (Nagel y Dove, 1991; Sheridan, 1993; Struebing, 1995).
Para muchos Lean Manufacturing y Agile Manufacturing parecen lo mismo, sin embargo son
conceptos diferentes. Lean Manufacturing es una respuesta a presiones competitivas con
recursos limitados, Agile Manufacturing es una respuesta a la complejidad ocasionada por un
constante cambio. Lean es una colección de técnicas operacionales centrada sobre el uso
productivo de recursos. Agility es una estrategia de conjunto centrada sobre prosperar en un
entorno impredecible (Richards, 1996).
Agile Manufacturing es un nuevo sistema de Post-Producción en Masa para la producción y
distribución de bienes y servicios que requiere recursos que están más allá del alcance de una
única compañía. Se hace necesario compartir recursos y tecnologías entre compañías. La
habilidad competitiva de una empresa depende de su habilidad para establecer relaciones
apropiadas, y así, la cooperación se convierte en pieza clave para relaciones complementarias.
Una Empresa Ágil tiene la flexibilidad organizacional para adoptar en cada proyecto la forma de
gestión que proporcione la mayor ventaja competitiva. Algunas veces, se tratará de un equipo
interno multi-funcional con participación de proveedores y clientes. Otras veces, se llevarán a
cabo joint ventures o se creará una empresa virtual (Nagel y Dove, 1991).
23
Sanchez y Nagi (2001) llevan a cabo un amplio estudio de la literatura reciente sobre Agile
Manufacturing. Los autores revisan la extensa literatura reciente sobre Fabricación Ágil y
proponen un esquema de clasificación con nueve áreas principales de investigación: 1) Diseño
del Producto y Sistemas de Fabricación; 2) Planificación del Proceso; 3) Planificación,
Programación y Control de la Producción; 4) Diseño y localización de plantas de producción; 5)
Sistemas de manejo y almacenaje de materiales; 6) Sistemas de información; 7) La cadena de
suministro; 8) Factores humanos; y 9) Prácticas y procesos de negocio. En el área de la
Planificación de la Producción, los autores concluyen que es necesario dirigir una mayor
investigación hacia modelos que puedan manejar las muchas incertidumbres que están presentes
en el mercado y en las cadenas de suministro de empresas industriales.
4 Conclusiones
En este trabajo se ha definido el concepto de Personalización en Masa analizando las estrategias
principales requeridas para Personalizar en Masa desde el punto de vista del sector del
automóvil.
La primera estrategia analizada es la referente a la Gestión de la Cadena de Suministro
destacando la necesidad de disponer de cadenas de suministro espontáneas y la necesidad de
nuevos modelos para la Planificación de la Producción que puedan reconocer y modelar las
muchas incertidumbres que surgen en las fases iniciales sobre las características exactas de los
productos y las estructuras de los productos, la capacidad requerida y los requerimientos de
materiales. La incertidumbre de la demanda continúa en los proveedores de la cadena de
suministro que tienen que responder de forma espontánea a los pedidos del fabricante de
automóviles. También, pueden ocurrir eventos aleatorios en el corto plazo, tales como, averías,
piezas rechazadas, pedidos urgentes o anulados, etc.
24
Respecto al diseño modular no se han encontrado demasiados avances en el sector del automóvil
debido a su complejidad.
A continuación, se ha abordado el concepto de Empresa Virtual. En la actualidad, Internet puede
ofrecer a las empresas la posibilidad de transmitir información de forma rápida a bajo coste,
favoreciendo la integración entre las diferentes compañías involucradas en un modelo de
empresa virtual extendida y facilitando los intercambios de información, datos y metodologías de
trabajo. Las implicaciones de la integración virtual se ven claramente respaldadas por el
desarrollo del comercio electrónico, que permite producir, comercializar y distribuir productos
de manera deslocalizada y venderlos de forma global. El e-commerce es el paradigma de las
potencialidades de la aplicación de la empresa virtual.
Entonces, se han estudiado los efectos de Internet sobre la industria del automóvil. La llegada del
e-commerce ha separado la información del producto del producto en sí mismo. Así, un
comprador de un coche puede usar Internet para recoger información relacionada con el producto
y después ir a comprar el auto o, directamente comprar un coche personalizado en la web.
Las estrategias best-of-breed IT, es decir, poder disponer de las mejores Tecnologías de
Información y Comunicaciones existentes y la Fabricación Ágil también han sido abordadas.
Además, se ha analizado como estas estrategias requeridas por la Personalización en Masa se
están aplicando en el sector del automóvil. Las estrategias referentes al requerimiento de una
cadena de suministro espontánea, el diseño y la producción modular, la estrategia de ventas y los
sistemas de Planificación de la Producción que puedan considerar la presencia de incertidumbres
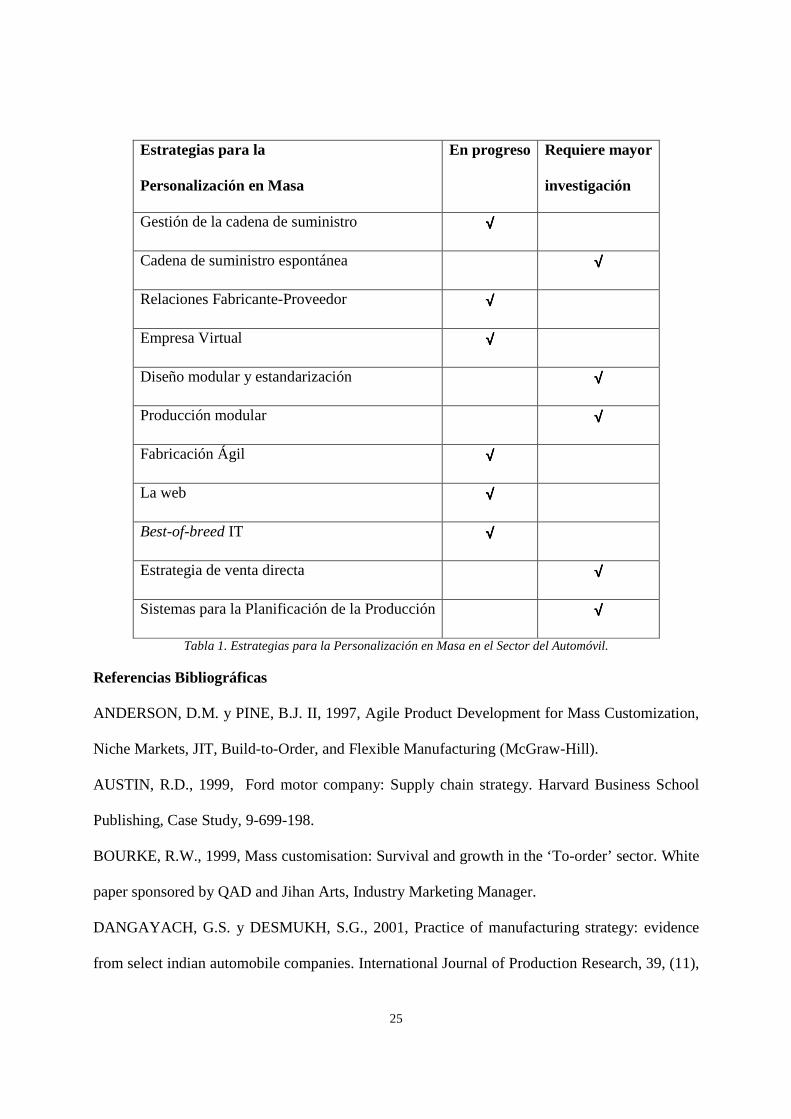
necesitan una mayor investigación (Tabla 1).
25
Estrategias para la
Personalización en Masa
En progreso Requiere mayor
investigación
Gestión de la cadena de suministro √√√√
Cadena de suministro espontánea √√√√
Relaciones Fabricante-Proveedor √√√√
Empresa Virtual √√√√
Diseño modular y estandarización √√√√
Producción modular √√√√
Fabricación Ágil √√√√
La web √√√√
Best-of-breed IT √√√√
Estrategia de venta directa √√√√
Sistemas para la Planificación de la Producción √√√√
Tabla 1. Estrategias para la Personalización en Masa en el Sector del Automóvil.
Referencias Bibliográficas
ANDERSON, D.M. y PINE, B.J. II, 1997, Agile Product Development for Mass Customization,
Niche Markets, JIT, Build-to-Order, and Flexible Manufacturing (McGraw-Hill).
AUSTIN, R.D., 1999, Ford motor company: Supply chain strategy. Harvard Business School
Publishing, Case Study, 9-699-198.
BOURKE, R.W., 1999, Mass customisation: Survival and growth in the ‘To-order’ sector. White
paper sponsored by QAD and Jihan Arts, Industry Marketing Manager.
DANGAYACH, G.S. y DESMUKH, S.G., 2001, Practice of manufacturing strategy: evidence
from select indian automobile companies. International Journal of Production Research, 39, (11),
26
2353-2393.
DELL COMPUTER CORPORATION, 1994, Annual Report. Austin, TX.
FISHER, M.L., JAIN, P. y Macduffie, J.P., 1996, Strategies for product variety: Lessons from
the auto industry. In E. Bowrman, B. Kogut. (ed.) Designing the Firm (Oxford, New York).
GARCÍA, J.P., POLER, R., RODRÍGUEZ, A. y LARIO, F.C. (1999) Cumplimiento de
Secuencia Prevista y Uso de Almacenes Reguladores. III Jornadas de Ingeniería de
Organización, Barcelona.
GIBSON, P., GREENHALGH, G. y KERR, R., 1995, Manufacturing Management. Principles
and Concepts (Chapman and Hall).
GONZÁLEZ, J., 2000, Aprovisionamiento Just-in-Time en la industria del automóvil: el reto de
los proveedores de primer rango. Dirección y Organización, 24, 51-60.
GULLEDGE, T., 2002, B2B eMarketplaces and small-and-medium sized enterprises. Computers
in Industry, 49, 47-58.
HELPER, S., 1991, Strategy and irreversibility in supplier relations: The case of the US
automobile industry. Business History Review, 65, (4), 781-824.
HELPER, S., 1992, An exit/voice approach to supplier relations. In Grabher, Gernot (ed.) The
embedded firm: On the socio-economics of industrial networks (London, Routledge).
HELPER, S. y MACDUFFIE, J.P., 2000, E-volving the Auto-Industry: E-commerce Effects on
Consumer and Supplier Relationships. The E-Business Transformation Sector Developments and
Policy Implications. Conference co-organized by Brookings Institution and Internet Policy
Institute, the US Department of Commerce, and the OECD, Septiembre, 26-27.
JACK FAWCETT ASSOCIATES, 2001, Impact of e-commerce on auto dealers. Final report
612-01.
27
KAHN, C., DUPLAGA, E.A. y HARTLEY, J.L., 2000, Supply-chain synchronization: Lessons
from Hyundai Motor Company. Interfaces, 30, 4, 32-45.
LANCASTER, K., 1990, The economics of product variety. Marketing Science, 9, (3), 189-206.
LARIO, F.C., 1996, Curso de Lean Production. Master Anglia-UPV-Ford.
LARIO, F.C. y TORMO, G. (2001) Reingeniería de procesos y redes holónicas. Cuadernos de
Gestión de la Cadena de Suministro. Redes, Empresa Extendida/Virtual en la Gestión de la
Cadena de Suministro. Volumen 2, SPUPV-***.
MAGRETTA, J., 1998, The power of virtual integration: an interview with Dell computer’s
Michael Dell. Harvard Business Review, March-April, 72-84.
MARTI, E., SALONER, G. y SPENCE, M., 2000, Disintermediation in the US auto industry.
Case Study Number EC-10, Graduate School of Business, Standford University.
MIYASHYITA, K. y RUSSEL, D., 1994, Keiretsu inside the hidden japanese conglomerales
(McGraw Hill, New York).
MULA, J., POLER, R., GARCÍA, J.P. y ORTIZ, A., 2003a, Supply planning and demand
behaviour in an automobile industry supply chain. International Conference on Industrial
Engineering and Production Management (IEPM’03), Porto (Portugal), Mayo, 26-28.
MULA, J., POLER, R., GARCÍA, J.P. y LARIO, F.C., 2003b, Models for supply chain
production planning in an uncertain environment. EUROMA & POMS International Conference,
Como (Italia), Junio, 14-16 .
NAGEL, R.N. y DOVE, R., 1991, 21st century manufacturing enterprise strategy: An industry
lead-view. Volume I (Bethlehem, PA: Iacocca Institute).
NIETO, C. (1999) Lanzamiento de un Sistema Global de Gestión de Materiales de Producción
en una empresa del Sector del Automóvil. PFC-ETSII, UPV.
28
PEREZ, D., LARIO, F.C. y GARCÍA, J.P., 2002a, La Planificación – Programación de la
Producción en el Contexto de S-Files, en el sector del Automóvil. II Conferencia de Ingeniería
de Organización, Vigo, 493-500.
PEREZ, D., LARIO, F.C. y GARCÍA, J.P., 2002b, Listas de Materiales y S-Files. II Conferencia
de Ingeniería de Organización, Vigo, 485-492.
PINE, B. J. II, 1992, Mass customization. The new frontier in business competition (Harvard
Business School Press, Cambridge, MA).
RICHARDS, C.W., 1996, Agile manufacturing: Beyond lean? Production and Inventory
Management Journal, 37, (2), 60-64.
SANCHEZ, L.M. y NAGI, R., 2001, A review of Agile Manufacturing Systems. International
Journal of Production Research, 39, (16), 3561-3600.
SANCHEZ, R. y COLLINS, R.P., 2001, Competing and learning in modular markets. Long
Range Planning, 34, 645-667.
SANDERSON, S. y UZUMERI, M., 1995, Managing product families: The case of Sony
walkman. Research Policy, 24, 761-782.
SHERIDAN, J.H., 1993, Agile Manufacturing: Stepping beyond lean production. Industry
Week, 242, (8), 30-46.
SIMISON, R.L., 2000, GM retools to sell custom cars online. Wall Street Journal, February 22,
B23.
SMITKA, M., 1991, Governance by trust (New York: Columbia University Press).
STRUEBING, L., 1995, New approach to agile manufacturing. Quality progress, 28, (12), 18-19.
WARKENTIN, M., BAPNA, R. y SUGUMARAN, V., 2002, The role of mass customization in
enhancing supply chain relationships in B2C e-commerce markets. Journal of Electronic
29
Commerce Research, 1:2.
WILLIAMSON, O., 1975, Markets and hierarchies: Analysis and antitrust implications. The
Free Press, New York.
WILLIAMSON, O., 1985, The economic institutions of capitalism: Firms, markets, relational
contracting. The Free Press, New York, 1985.
WILLIAMSON, O., 1996, The mechanisms of governance. Oxford University Press.
WOMACK, J. P., JONES, D.T. y ROOS, D., 1992, The machine that changed the world
(McGraw-Hill).

















![Gerencia De La Cadena De Suministro [Compatibility Mode]](https://img.pdfslide.us/doc/110x75/559178a11a28abcb2e8b4608/gerencia-de-la-cadena-de-suministro-compatibility-mode.jpg)










