Embed Size (px)
DESCRIPTION
Pipelines - All You Wanted to Know but Were Afraid to Ask-r
Citation preview

Pipelioes: All you wanted to
knO"lrlV •••
... butwere afraid to ask
The Pipeline Industries Guild

Pipelines: aJJ you wanted to know ...
Copyright 1994: ©The Pipeline Industries Guild 14/15 Belgrave Square, London SWIX8PS, UK
Allr~ghtsreserved.Nopartofthispublicationmaybereproduced,storedina retnevalsystem,ortransmittedinanyformorbyanymeanselectronicorme
chanical, or by photocopying, in whole or in part, without the permission of the publisher.
ISBN 095172862X
Printed by Naylerthe Printer, Accrington, Lancs, UK
ii
Foreword
Pipelines: all you wanted to know ... is the product of a considerable amollnt of effort generously donated over a period of around 18 months hy hoth members and non-membersofthe Pipeline Industries Guild. The bookwas initiated as an idea by Chris London, at the time a deputy-chairman of the PIG, and the tasks of originating its editorial and supervising its production were thereafter entrusted to a subcommittee of the Guild's Publications Committee, under the chairmanship of Derek Clementson.
Itwas agreed that the book, once the broad content had been established, would be an edited compilation ofa number of submissions from both industrye xpertsand the members of the Editorial Board. From the outset, it was agreed thatindividual contributions, once edited and formed into a part of the whole, would not he identified, butitis hoped that those who so ably and willingly contributed will notfee! their work has been changed out of all recognition.
iii

Pipelines: all you wanted to know ...
Acknowledgements
TIle Pipeline IndustriesGuild wishes to thank the following for their contributions to this book:
Editorial Board: Derek Clementson, Derek Clementson & Associates, Chairman DerekJ ackson, now retired, formerly of British Gas Southern Roberto Pirani,John Brown Engineers & Constructors Ltd Judith Rollestone, consultant, nowwith Eastern Natural Gas Roger Smith, BristolWaterCo John Tiratsoo, Pipes & Pipelines International, Hon. Editor
Contributors: Michael D Allen, Penspen Andrew J Barden, Nowsco Pipeline Services G Brennon, PC Concrete Pipes Ltd Douglas Brown,Jaques and Lewis RD Currie,J ohnston Pipes Ltd DrJ DeRosa, WRc CJ Forsyth, Wavin Industrial Products Ltd Mark Hadley, EnvironmentalAuditors Ltd Graham THarker, BP Exploration Paul Harrison, MelverleyConsultants Ltd Dr David KHolliday, Consultant B Hudson, Biwater Rehabilitation Steven Hull,JP Kenny & Partners Jon Hurst, British Gas Southern Barry EAJacobs, BHRA MartinAJ eens, Penspen Ltd DavidJones, Health & Safety Executive L Martin, Anglian Water Services Dr Anne Kemp, RSKEnvironmentLtd Chris Kershaw, Kershaw International DrJohn Leeds, Advanced Pipeline Rehabilitation &TrainingLtd Jim Neffgen, consultant, now with Noble Denton International Ltd Dr Andew Palmer, SAIC S&E Ltd, Andrew Palmer &Associates David Pearson, NorthWestWater L H Prager, Shell UK Expro
iv
Subash Prakash,John Brown Engineers & Constructors Ltd Dr Alan Ryder, RSK Environment Ltd SevernTrentWaterLtd Digby Stott, GDSTechnology Ltd Steve Thomas, Pens pen Ltd S Trotman, Wessex Water G A Vintin, Eternit UK Mrs S Williams, WRc David Willis, Costain Oil, Gas & Process Ltd: Land & Marine Division
v

Pipelines: all you wanted to know",
CONfENTS
Chapter 1 Wbyusepipelines? 1-32 The purpose of pipelines """ """""""'" "'''''''''''''''''''''' ,., """ '''' "'" """""" ".'.,' "'"'''''''' 1 A pipeline is not onlya 'pipe' "."."".""""""""".".".".""."""."."".".""""",,.,,"",,.,,"" 3 What types of pipeline are there? ."".""."""".""""."""""".""."""".""""".,,""",,.,,,,. 4 The decision touse a pipeline ""."""""""".""."".""."""""."."""""""""""""""",,.,, 8 Economic viability, safety, and the environment '''''''''''''''''''''''''''"",,,,,.,,,,,,,,.,.,,,, .. ,, 9 Planning pipelines ,.""'''.''''.''''''".,,,.,,'''''''''',,.,'',,.,,'',,.,,.,,',,.,,'',,.,''''''',,.,,''"'"'''''''''''''''' 11 The gas industry and public gas supplies """'"'''''''''''''''''''''''''''''''''''''''''''''''''''''''''' 17 Water pipelines and sewers "'''''''''.''''''''''''''''''"."''"."''''''''''''".,'".,,''''''',,.,''''''''''''',,. 18 The extent of pipelines .,."""."."."'".".,""""",.,',.,.".".,"',.,,""""'"'''''''''''''''''''''''''''''' T7
Chapter 2 And I thought I only had to dig a hole... 33-72 Introduction " .. ".,.,.,."""""."."" .. , ........ " ........ , ............ ", .. "'" ...... ,,.,,, .. " ...... "" ....... " ......... 33 The Pipe-Lines Act 1962 ... " .. "" .. , ... " ....... , .... ,,, ....... , ..... ,,,, .............. ,,,, .......... ,, ...... , ......... 34 The GasAct 1986 ." ...... , .... ".""" .... "', ............ " ........ , .. , ....... ,', ............ ,, ......... " .............. " , 41 Water Industry Act 1991 and Water Resources Act 1991 ......... "." ...... "" ............... 46 OffshorepipcJines .. "' ....... , ........ " .. "" .. ''' .... , ..... , .... "" ... , ............ ,',., .. ,''', ... "" ...... " ...... " .... 49 Theenvironment '.,." .. '''.,., .. , ...... , .. "."., .. ,,, ............ ,,'''''', ......... ,,,,.,,.,,''''''''", ... , .. """",, .... 55 Environmentalimpactassessment"., ... , ................ , .......... " ... , ......... "." ......... " .............. 60 Health & Safety at Work, etc., Act 197.4 """"" ..... ""." .. "" ... " ... """""""""",, ...... ,, .... 61 Abandonment .... , .. , .. ,', .............. " ......... ,,:, .. , ......... , ...... ,., .......... , ...... , ... ,,, .......... , ................. 63 NewRoadsandStreetWorksAct 1991., ....... , ...... , ............. ,,, ......... ,, ....... ,, ............ ,, .... 67
Chapter 3 Not in my back yard! 73-96 Routeingofpipelines " ..... " ..... , .. "' .............. " ... , ... , .. ,,,.,,,,.,, ... ,",,.,, ... ,,""'"" ... "." ...... " .... 73 Access to the land .. "''' .. '''' ..... ''' .. " .. ,',." ... , ............ ,,, ... , .......... , ...... ,, ... ,, ... , .. ,, ...... ''' ......... ,. 82 Environmentalirnpact ..... """, ...... "., ........... , ..... , ....... , .. , ...... ,' ............ "."., .... , .................. 87 Safety and risk assessment "" .. , "., " ...... ' .. "" ... ".,. "."' .. , .. , ..... " .... " .. " .. " ""'" ' ...... ".". "" ... 91 Geographic information systems .""""" .......... " ... "."."'''" .. " .. "."'''''" ...... "''',, ...... ,,,, .. 92
Chapter 4 Pipeline design 97-158 Design for flow capacity .. """ .... " .. " ............. " .. " .. " .............. " .... " .... " ..... "",, ............. ,," 97 Designforstrength .... , ............. , .... , ..... , ............................. " ............ "." ........ " ................ 107 Corrosion protection "" ......... , ........................... " ................................ "" ..... " ............ ". 129 Pressure-raising plant ., ...... ", ..... , ......... , ..... , ......... , .................. " .... " .... " ........ , ................. 130 Other stations and terminals ............ " ......... , ..... ""'"."., ... """""",,.,,""""""",, .. ,,"",,. 142 Valves and fittings " ... """ .. """""."""""" .......... ".""""""." ...... """"",,.,, ......... ,,",, .. "" 149 Scraper/pig traps ......... , ... ,., ..... " ............ , ...... , ................. " .................. " ... , .... , .. " ............. 153 Quality assurance and quality control .,," "" """., ....... ". """"""""""'"'''''''' .... " .... ". 156
vi
Chapter 5 What are they made of ... ? 159-184 Pipeline materials ........ " .. "" .. ""."" ... ".. 159 Steel pipes .... " .. "" ..... " ....... " ... " ... ""...... ". " 160 DuctiJeiron pipes .. " ........... "" .......................... " ...... , ....... 166 Asbestos-cementpipes .. " ............ "" ....... ".... 170 Prestressed-concretepipes .... "., ... , .. ,,, ... , .. ,, .. ',, .... ,,,.,' .. ,, ..... " .. ", .. ,.',.,',.. 173 Glass-fibre-reinforced plastic (GRP) pipes ....... " ... ".""" .. "" .... " .......... ,, .. ,,'''''' .. " ... 177 Polyethylene (PE) pipes .,,, ......... ' ... , ..... , ... , ....... , ...... ,.,"',""".,, .. ,., .... ,,.".,.,""' .... ,,' .... ", 180 PVC-Upipesforwaterdistribution ... ,,, ..... , .. ,', .. ,, ....... ,,", ... ,,.,' .. , ... ,,"', ... ,., ... ,,.'" ,., .... 184 Claypipes ...................... , ... "., ........ ,., ........... " .. "'".",, ....... ,", .... ,,, ............ ,',.,,,,., .. ,," ...... ,., 185 Flexiblepipes ................ " .. " ........................ , .. " ... ,"', .. "''' .... ,, ... , ..... , ... ,." .... , .. " ... ,." ......... 186 Qualityassuranceandqualitycontrol ..... ,,, ...... ,, .... ,,', ....... ,.,.,,, ..... , ...... ,.,.,", .... , ........ 199
Chapter 6 Not another hole ... ! Construction onshore :!81-222 Construction of cross-country pipelines ..... " ...... " ..... "'".",.,' .. "".,.".", ... ".,,., .. ,'"'''' 201
lnitialactivities .... " ...................................... , ...... " ..... ".,' .............. ,', .. , .. ,." ......... 201 Constructiontechniques ................ ,,, ..... "., ... ".,,',,.,""' .. ,.,.,,., ... ,, ...... ,,., ... ',.,," 201 Construction procedure ....... " ...... " .. "" .... , ... ,' .. " ... " ....... ,", .. "" ........ "."' ..... ,, .. 202 Sequenceofoperations .... " ..... " ..... " .... "" .......... "" ..... ,., .. ,, .... , .... , ........ ,,' .. , ... ,, 203
Hydrostatic testing and commissioning ." .... ,"', .. "'" .. ".,,,.,,, ... ,,.,,', ..... , .. '. .. ,""''',.,',.,,. 210 Hydrotesting" .. "" ...... "."""""""" .... "'''''" ..... ,,, ... ,,''''''''''''''',,.,,'.",., .... ,."".,.",.210 Commissioning .,,,., ... ,, ..... ,,.,,,,.,, .... ,,,,.,,, ..... ,,,, .... ",, ... ,,.,, .. ,,., .. ",,.,.," .. " .. ,,,,,,.,,,.214 Testingpegasmains .""""."" .... , ................... " ........... " ... , .... , ... ,.,,,.,., .. , .......... , 218 Testingwatermains ...... " ..... " ............... ," .... , ...... " ..... "" ........ " .... , .. " .... ,,',,.,,' .. 219
Chapter 7 Mindthefish .. .! Construction offshore 223-252 Introduction ... " ................. " .... " ...... " ...... " ..... "., ......... " .... "" .... , ...... " ... "" ..... " .. , ... " .... ,.,.223 Pre-installation surveys ...... " .. " .. "" ........... " ............ "." .. ", .... ,", ..... ", .... "", .... ' .. " .... , ..... , 224 Laybargeconstruction ............. " ..... " ...... , .. , .. , ..... , .............. " .. , ... " ..... " ....... ,.,,, .... ' ... , .. "" 226 Reelmethod ....... " ... "" ................... " ...... " ....... " ... "" ........ , ....... ,,, .... ,,,,., .... ", ..... " .. """",.230 Tow methods and bundles " .... "."".""" .................... ,' .. ""., ........ , ..... ' ....... " ..... , ... , ...... , 233 RiserinstaJlation .. """ ............. " ... " .............. , ........ " .. , .............. , .......... " ... ,, ......... , .... , ... ' .. 235 Tie-ins ..... "" ............ "" .... " .......... " ........... , .... " ...... " ..... " ....... " .. " .. ,.'" .. ,."." .. "" ..... ,'" ..... ".237 Trenching ........... " ...................................... " .................. ", ............................................... 239 'Landfalls ... " ... " ......... " ......................................................... , ............................................. 242 'OutfaJIs .............................................................................................................................. 244 Quality assurance and quality control ..... "" .. """".""" .. " .. ,," ..... ,, ... ,,",,,, ................. 249
Chapter 8 How do they work? 253-274 Pipelinecontrol ......................... " ............................................. " ..................... , .............. 253
Routinecontrol .................. " .... " ........... " ...... " .... " ......... "." ............ " ........ " ...... 255 Emergendes ..... " ..... " ............... "" .. " ..... " .... " ................... " ..... " .. " ..................... 257
Other pipelines ............................................................................................................... 263 Multi-productpipelines .... " ................ "" ........... " ..... " ..................................... 263 Ethylenepipelines .. "." ............. " .. "." ..... ""."" .......................... " ...... " ........ " ... 266
vii

Pipelines: all you wanted to know. ..
Chapter 9 How do they keep them going? 275-~28 Oilandgaspipelines. ... ............. . ............... 275 Integritymonitoring. . .... 275
Cost-effectiveness .... ................. ................... .. ....................... 279 Safety record and statistics ............................................................................. 282 Protection from impact damage .. ................... .. ....................... 284 Protection from corrosion .............................................................................. 286 PiggingandcIeaning ........................................................................................ 288 In-service inspection: external ....................................................................... 289 In-serviceinspection:internal ........................................................................ 290 Leak detection ................................................................................................... 292 Repair ................................................................................................................... 294
Water pipelines ............................................................................................................... 295 WhydowatermainsneedcIeaning? ............................................................ m Why do sewers need cIeaning? ...................................................................... 300 Leakage ................................................................................................................ 302 Leak-location techniques ................................................................................. 305
Offshore pipelines .......................................................................................................... 309 Internalcorrosion ............................................................................................. 314 In-serviceinspection ........................................................................................ 316
Other pipelines ............................................................................................................... 318 Specialist pigging techniques ...................................................................................... 320
Specialistpigsandtechniques ....................................................................... 321
Chapter 10 Old pipelines never die... ~29-~ Decommissioning and abandonment ........................................................................ 329 Rehabilitation techniques .......................................................................................... '" 332
Gas pipelines ...................................................................................................... 332 Water pipelines ................................................................................................. 335
Index
Plates 1- 24 between pages 168 and 169
viii
Chapter 1.' W11}" !1SC pipelines
CHAPTER 1
WHY USE PIPELINES
The purpose of pipelines
Pipelines, whether for oil, gas, water or chemicals, are used to transport large quantities of liquid or gaseous products over long distances in an economical and safe manner.
Offshore and onshore flowlines connect production wells to gathering centres where production fluids are separated and treated prior to further transportation. Crude oil pipelines are used to connectonshore production facilities with oil refineries and offshore production platforms with offshore loading facilities for sea tankers. When the quantities of oil produced are sufficiently large, the most economical solution to export crude oil produced offshore is often to install a major export pipeline to shore.
Multi-product pipelines are of particular importance for the transportation and distribution of refined petroleum products, such as petrol, diesel, kerosene, and jet fuel from refineries to distribution depots around the country, thus helping to reduce the traffic congestion and pollution created by road tankers.
Major submarine pipelines are used to transport natural gas from offshore production fields to terminals on the coast.
In the gas industry, the only real means of transporting gas is either by way of a pipeline or, as is more common in conditions oflower pressure, by gas mains. The only exception to this is where liquefied natural gas (LNG) is carried in bulk in tankers as part of the international trade in LNG export and import.
The water industry is much the same as the gas industry in that water is conveyed by pipes from source to the customers' tap or pointofuse. Itis sometimes possible to use a canal or river to convey large quantities of raw or untreated water from source to a treatmentworks. However,
1

Pipelines: all you walllcd to know ...
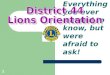
=== Trunk mains (>300mm diameter) = Distribution mains (100mm to 300mm diameter) -- Service pipes « 50mm diameter)
• OSV Ou~i~~ stop valve
Bulk storage reservoir
Domeslic
Fig.I.1. Typical water-supply system (courtesy Roger Smith).
2
C:l1aptcr 1: Why usc pipc1incs
once the water has been treated, i.e. made suitable for drinking, it is necessary to convey it to the customer via a series of mains to avoid pollution. Atypical water-supply system is shown in Fig. 1. 1.
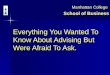
From necessity in urban areas water mains, together with other services, run in the highway. In order to maintain some control, the National]ointUtilities Group (NJUG) has agreed a typicaIIayout of services for new construction. The layout enables each of the utilities to layorreplace its main or cable without interference with the others (se e Fig. 1.2).
Because oflack of room in the footpath, however, it is sometimes necessary to lay large-diameter water and gas mains or sewers in the carriageway. Under the requirements of the New Roads and Street WorksActofI991,aspecificcodeofpractice(knownas'Chapter8') sets out detailed procedures which must be followed in these circumstances. It makes specific reference to the type and location of signs and safety barriers in order to make main-or cable-laying in the highway as safe as possible.
A pipeline is not only a 'pipe'
In order to meet the purposes outlined on the previous page, a 'pipeline system' comprises numerous other constituent parts besides the pipeline itself. The product carried by the system, to some extent, qualifies what other facilities will be required, but in many cases the principles are similar.
Asanexample,oil,gas, and water systems will probably start and end with terminals, both of which will include pigging facilities for use in pipeline operations such as cleaning or condition-monitoring exercises. Similarly, systemswill contain in-li!1e block valves for isolating sections of the pipeline. In the case of water, the terminals may be a source or treatment works and a service reservoir, while high-pressure gas pipelines may terminate at pressure-reduction stations, where the gas is fed into lower-pressure systems. Oil and gas systems may contain in-line compressor or pump stations to overcome pressure losses.
Other components of a pipeline system usually include corrosion control and protection systems and sophisticated control systems,
3

Pipelines: all you wanted 10 know. ..
often based on supervisory control and data acquisition (SCADA) or geographic information systems (GIS) technology. In many cases, storage and process facilities for the products being transported will also form part of the overall system.
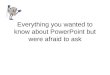
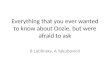
The extent of a pipeline system, as defined by the British Standard Code of Practice for Pipelines BS 8010: Part 2: Pipelines on land, is shown in Fig.1.3. That for an offshore system is shown in Fig. 1.4, which is taken from the Department of Energy's Submarine pipelines guidaneenotes.
What types of pipeline are there?
There are many types of pipeline, and they can be categorized as follows:
Location -offshore -onshore
Material -carbon steel -alloy steels -ductile iron -concrete -plastic -asbestos-cement -vitrified clay -composite (such as flexible pipes)
Product -oil -refined products -gas -water -sewage -chemicals -slurries (coal, etc.)
A pi peline installed on land, including those sections laid under inland water courses, can be classified as an onshore pipeline. A
4
Chapter 1. W11)' usc pipeline . .,
Footway
2000 -------.-~l
/.../.j'_-----1800 minimum)-------<.~'
425
Street lighting column
250 minimum
~~~~~~=x~~ :. './.r~""-'..:.~.;;;.:..:..:.:..o:.;...: o "0 c :l
.8 ~ Q?)o I~ I.··· .. · J I ~ I 0 I I I ---H L. v.! I ~ II 1
( 0~Oj'l I .1 Telecom I Alternativ:lectricitY Gas _ - - -.
position Dimensions in mm
for L. V. Water
Fig.1.2. 1'ypicallayout of services, as recommended by NJUG (courtesyNationaljoint Utilities Group).
5

Pipelines: all you wanted to know ...
GathEring Ita lion
ltgt11d:
Pip.li •• srst ... conrod by
this Secticn
Pipin9 and facilities not
carom! by tbis SecUm
-+- rigging 'ociliti ...
[81 Il'lmntdlat. stotion .. pump. COm",tSS ...
Separation pla.t ------l 1+------- Distribution .. I, .. prossurf co.trol. hoot ... or
, .... inG( with storage
and pomp or compress ...
statio.
m.lering stoti .. etc. c .. trod by this
SecUcn
m PumP. compressor or gather ... slahon
cawered ., Ibis Secticn
Pump ... comp .......
statian
,::.--++------ Dlstnbutioll
Intermldlate slollDn ------I
Process plant with
st,,09. and pump
• canaprmar stotion
I .... l.
I \ (, I
.... / ., .... ,...J.
Storage
Proc .. , pla.t
I _-+1---- OislnbutlOn L~.J
... -', l /"-" I r,.-i H----Storag. , __ / I '_.,./
romp or COIIIprnsor--+--~~
slation
latormtdiate slatiDn
1trlllillal wdb
$10189'
~_~~ __ -_ Distribution.
4-----5tor09' ,_,1
SOURCE : BS 6010. PART 2
Fig.I.3 .. The extent of pipeline systems for conveying oil and gas onshore ( courtesy John Brown Engineers & Constructors Ltd).
6
Chapla 1: W11Y usc pipelines
TYPICAL PIPELINE TO SHORE
TYPICAL INTER- PLATFORM PIPELINE
TYPICAL FLOWLINE FROM SUB-SEA WELL -HEAD
SOURCE: DEPARTMENT OF ENERGY SUBMARINE PIPELINES GUIDANCE NOTES. 1964
Fig.IA. The extent of pipeline systems for conveying oil and gas offshore ( courtesy John Brown Engineers & Constructors Ltd).
7

Pipelines: all rOll wanted 10 know ...
pipeline laid under maritime waters and estuaries, and offshore below the high water mark, can be classified as an offshore pipeline.
Ibere are specific requirements for the design, safety, construction and operational requirements for each of the above types of pipeline, some of which are only applicable for offshore pipelines and are not necessary for onshore pipelines. These include measures to counteract wave forces and marine corrosion, the necessity to protect crews on offshore platforms and those working on the sea, and the requirement to minimize pollution. Onshore pipelines need to safeguard public safety and also take account of built-up areas, industrial and watercatchment areas, and the greater degree of existing infrastructure.
The choice of pipe, and other components such as seals, joints, coatings, and linings (if necessary), will depend upon the product conveyed, the service conditions, and the particular environment. The service conditions include design pressure, maximum and minimum temperature ranges, extent of physical and chemical reaction between the product conveyed and the pipeline materials, and the flammability / toxicity of the product conveyed.
Foran oil, or reflned-products' pipeline, carbon steelline pipe would be used. This would be suit.mle for an operating temperature range of -250C to + 12 O°e. Operation outside this range would require special materials.
The operational hierarchy of pipelines within the gas industry is structured to provide a system varying from high-pressure, high-flow pipelines to the mains which supply individual customers. Each system is designed to function safely and efficiently depending on its purpose and environment.
The decision to use a pipeline
For offshore locations, a pipeline usually provides the optimum technical and economical solution for the transportation to shore of large quantities of hydrocarbons, for transporting production fluids from remote wells to central production platforms, and water, gas, methanol,orinhibitorsfromaplatfbrmtothewell.Tankersarealsoused. to transport offshore crude oil production.
8
The decision to build and use a pipeline is primarily based on economic, and sometimes political, considerations. which depend upon the distance. and the volume of productto be transported. as well as th e countries to be crossed by th e pi pe Ii n e rou te.
The main economic characteristic of pipelines is that they require a large initial capital investment, but their operating costs are relatively small. For this reason, the use of a pipeline is most economical for the transportation oflargevolumes of product over long distances.
For small quantities over short distances, road transportation may be the preferred solution, particularly in the case of liquid products. Conversely, over very large distances, i.e. from one continent to another, sea tankers are usuaUymore economical as the logistics and initial expenditure involved with an intercontinental pipeline would make it uneconomical.
Costis, therefore, a very important factor leading to the decision to use a pipeline. Distances, routes adopted, and flow requirements are important when determining cost. Overall project costs should incorporate initial capital expenditure, deferred investment, fuel costs, inspection, maintenance, and repairs over the operating life of the pipeline. Discounted cash flow techniques are used to provide an economic comparison between a pipeline system and alternative ways of transporting the product.
Economic viability, safety, and the environment
The economic viability of a pipeline depends upon the initial fabrication and construction expenditure, the operating costs of the system and, consequently, the project pay-back period, which could take many years. Due consideration is also given to the fact that pipelines are one of the safest and more environmentally-friendly modes of oil and petroleum product transportation.
In accordance with the applicable regulations, all onshore crosscountry and some1ocal (short -distance) pipelines in the UK have to be subjected to a detailed safety evaluation. This is particularly the case for high-pressure gas pipelines and pipelines conveying toxic or highly-
9

Pipelines: all you wal1ted to know ...
volatile fluids. For offshore pipelines, a similar safety evaluation needs to be perfonned within the SOO-m radiussafetvzone around an offshore installation. .
A pipeline safety evaluation must include, as a minimum:
a) characteristics offluid conveyed b) pipeline design and construction criteria c) estimated probability of failure d) consequences of failure e) risk to population or personnel
Among environmental factors to be considered for both onshore and offshore pipelines are the possible effects on thefollowing:
1) Sites of Special Scientific Interest (SSSI) 2) National Parks, Country Parks 3) Areas of Outstanding Natural Beauty 4) Ancient Monuments and Archaeological Sites 5) Tree-Preservation Orders 6) noise and vibration .'-7) odour and dust 8) water pollution 9) risk to marine life 1 0) shorelines
Early re:ference should be made to the relevant planning authorities to dete~mewhetheran environmental-impact assessment (EIA) will be reqUlred fora pipeline and its associated installations. If necessary, anEIAshould cover the effect of pipeline works on local amenities and future developments. Pipeline promoters should also ascertain at the pla~~stagewhethertheyare,orarelikelytobe,subjectt6European U mon Dtrectives. ~ere ~erei~a possibility of pipeline construction and permanent
facilities gtvm~nse to noise complaints, an environmental noise survey should be carned out before the pipeline route is established so that a . . , pnor nOlse assessment can be made. Particulars of previous noise complaints may be obtained from relevant local authorities.
10
Chapter 1· Wily lISe pipdl/lL".'i
Planning pipelines
Project evaluation
The decision to build a pipeline, whether for oil, gas, water, orother substances, is normally based on the results of a project evaluation set up to meet a perceived need. The need may be to reinforce a supply to aparticularareaorcommunity, to supply a new area, to provide a supply to industrial customers or, in the case of the gas industry, to make extra storage available by means of pressure cycling, otherwise known as linepacking. It will frequently be the case that it is a combination of two or more of these factors which will generate the requirement for the pipeline.
Factors to be considered in the evaluation should include the estimation of the volume offluid or gas to be transmitted through the pipeline, the source and destination of the product, the economical pipe sizing, and other factors to ensure that the most cost-effective solution is chosen.
The major factors affecting the cost of a pi peline or main are the costs of materials and contractors' charges for building the pipeline. Other costs will include obtaining easements, engineering design, quality control, supervision and administration, corrosion-prevention systems, and compensation for loss of crops. For urban pipelines, attention needs to be paid towards reducing the cost of pipe laying by techniques which avoid excavations in carriageways, where reinstatementis invariably expensive. Careful planning of whatever type of pipeline or main is chosen will repay time and effort spent in this activity.
The sizing of a pipeline is dependent on the predicted maximum flow rate to be transmitted during the lifetime of the pipeline, the ranges of inlet and outlet pressures available and required, the length of the pipeline, and a number of other factors such as the properties of the product and the pipeline material chosen. For a single-supply pipeline, the size should be sufficient to carry the peak demand at times of minimum inlet pressure and maximum outlet pressure.
11

Pipelines: all Hill walll eci to know ...
In practice, the pipe size is normally calculated by means of computer-basedprogrammes,whichcanalsoallowfortheeffectsoftransient flow conditions in the pipeline. Linepipe is manufactured in standard sizes, and therefore, the pipeline will be sized and specified or constructed to the next standard size above the calculated size required.
AI though detailed design and rou teing 0 f the pi peline takes place after the initial planning, high-cost items such as major crossings, difficult ground conditions, and excessive roadworks, must be accounted for in preparing the initial project plans for the various alternative routes which will require further consideration.
Based on the project plans, it is usual practice to prepare detailed estimates for the alternative proposals. This will enable the planning engineer to applystandardfmancial-evaluation techniques to determine which is the most economic solution.
Successful planning of pipelines, therefore, requiresdetailedknowledge of:
-the local area where the pipeline is to be constructed -local codes and regulations -environment, adverse-climate and terrain, and local political
issues
The process of planning a pipeline starts by carrying out preliminary route investigations in order to determine the most cost-effective and technically-acceptable route whilst taking into account the local codes and regulations and the interests of affected third parties, i.e. owners, other utilities and national and local authorities.
Construction authorization for hydrocarbon pipelines
Commercial hydrocarbon pipelines in the UK require approvals from all interested parties, and formal authorization from the Department of Trade & Industry (DT!) to construct the pipeline.
A formal application will need to be made to the DTI, who will contact and consult relevant Government departments (including the Health and Safety Executive (HSE)), local planning authorities, other organizations and major utilities prior to considering whether to allow the application to proceed to public notice. This involves the publica-
12
(]J:lptcr 1: W7JV !I.'C pipelines
tion of proposals in gazettes and newspapers. and the formal serving of notices to interested third parties. Any reasonable objections raised by a local authority could result in a public enquiry.
ollIe consultations required vary for onshore ami offshore pipelines. The areas of application of various Acts of Parliament are shown in Fig.2.1. Two publications from the Department of Trade and Industry provideguidanceforpreparinganapplicationforpipelineconstruction authorization. These are:
-Guidance notes forapplications and notifications for onshore pipelines, under the Pipe-linesAct 1962, published in 1993.
-Guidance notes for submarine pipeline applications, under the Petroleum and Submarine Pipelines Act 1975, published in 1993.
The period between the formal application and the granting of an authorization can be 3-12 months, depending upon the number of third parties to contact and objections raised. Construction of the pipeline must start within 12 months of the authorization being granted.
Gas pipeline authorization
The Gas Act gives British Gas and other public gas suppliers the right to lay pipelines and mains for public gas supply in the UK. For major pipelines, notification has to be given to the Regulator two years in advance of construction, but planning permission to lay the pi peline is not required. For commercial pipelines, the equivalent authority to lay the pi peline is given by the Pipe-lines Act.
Projectscheduling
In order to allowaproperassessmentofthe potential impactofth e construction and operation of a pipeline on the environment and on third parties, some preliminary engineering work needs to be carried out. This work would determine the pipeline diameter, flow, pressure
. and temperature, the requirement for pressure-raising stations, pig stations, storage and other facilities, and the project's operational and safetyfeatures.
13

Pipelines: i1l/voll willlteci to know ..
Further details of the system are determined during the detailed design phase, which includes the preparation of ' approved-for-constmction' (AFC) drawings, specifications of equipment and materials, constmction specifications, purchase orders, and construction contracts.
The project schedule is heavily affected by the times of delivery to site of materials and equipment which, for some items such as largediametervalves, pumps, compressors, and pig traps, could be in excess of 12 months. These items requiring lengthy lead times need to be specified and ordered during the early stage ofa project so as to ensure the scheduled completion date is achieved.
The durationofthe construction phase depends on thelength of the pipeline, the topographical and geomorphological conditions along the pipeline route, and on any constraints in areas of particular environmental or scientific importance. Construction of both onshore andoffsh ore pipelines can be delayed by adverse weather conditions, and weather downtime needs to be taken into account when preparing a project schedule.
Due to established practice and agreements between the industry, the National Farmers' Uniort, the Country Landowners' Association (England and Wales), the National Farmers' Union of Scotland, and the Scottish Landowners' Federation, pipelines carrying oil, gas, or chemicals crossing agricultural areas can only be installed between March and October of each year, and some long-distance onshore pipelines may therefore require two 'seasons' for installation. The same applies to major offshore pipelines dueto the offshore 'weather window' which is limi ted to a period of approximately six or seven mon ths peryear.
Depending upon the size, length, and location of a pipeline system, the overall duration ofa project from initial concept to commissioning can range between two and fouryears. Typical barcharts showing the duration of the various activities required to implement a majorpipe line project, from initial site and route surveys, through to pipeline design, material procurement, construction, commissioning and start-up are shown in Figs 1.5 and 1.6, which refer to an onshore and an offshore pipeline respectively.
14
C1li1ptcr 1: Why lise pipdil1e~
'" ~ ~ ,-- - --------~-
I r.l >-
... ~ ~
M
~ r.l >"'
I N
~ • ~
...
- I ~ ~ I
. I
I • <Il I" r.I
,~ " ~ ... z ~
z z z 0 0 ffi <Il <Il r.I 0 E=: ~
z li! :z E=: '" r.I 0 0 r.I U r.I
~ ... u => !3 25 i5 a: 5 a: ... r..co z ::> => " z r.I !i:i ... ~!!1
oa: ::> z !3 => 5::! :z u
!i:i z ~~ '" r.I => < r.I 0 Z t:l t:l
'" Z <Il <Il a: t:l a: z 0 z :z; :z >",0 0
~ z r.. '" ::> ~ a. 0 u Z
~ .~ ~~ ~e u
0 0 co u u ~
~ en <Il 5l z< ~1n ~ z U r.l
"" co 0 r.l r.l
~ en SiS! Si -' u >- f:l a: 0 z 1= <Il ~'" < ~ ~ '" u :; :; Si 25 < :;1n ... a: a: :; :z :;; '" r.l a: Zr.l 0 ::> '" r.l ~ ti co :::II I fil~ r.I a: ti e: e: e:: r.I ... r.. a: ~
Ul ::> < ?t: 0 r.I "'- 825 25 '" ~ <Il co '" '" :::II p. ... u a:
Fig.l.5. Typical large onshore pipeline construction schedule (courtesy]ohnBrownEngineers & Constructors Ltd).
15

PipcJinCi: all you wanted (() kJl()\li ...
'" I
<>: f--.- +--... ~
f-- ----------- ----------- I I
",.
<>: ... ~
I I r I '" <>: ... w >-
I N
~ W .. ,..
.~
~ I 0:: ... ~ I • I
I • z
CIl
" 0
[d CJl E=:
~ z z iii CJl
... 0 CIl ;:: '"
z 2 0. '" 0 CIl [d .-: ;:: 0 CJl E- Z :I: E- [d [d
::> r..Q ,.., <3 .. ... z z ;:: ;:: CJl 0 00:: ::> z ;:; ::> z '" 0 ::l z Z O::z z§ CIl
'" ::> .. 0 ::a E=: Uz ::l 0 I z Ui [d j -z E=: 0 0
>-0 0 0
>-U:l r.. [d 0:: 0 "0 U o U
[::l Z Z
~ E=:o U z 0 ::> z r.._ ~f:: E- Z O::E=: <>: 0 Q ~ ;: f-< [d E=: « tj~ .. U U [dt.) U E- o ,..,
'" 0 0 [d CIl E=: z" -Cil < Z t.) CIl 0 0:: 0 CIl 0::::> "'::> 0:: <>: [d &l u SiE=: !::w ::a Sl ,.., ~
>- ~ 0. U ~ 00: <>:<>: 0. 0 E- CIl < .. ~ :I:f-< OE- :z:: 0 :::lCll E-O:: <>: ::l ::a ;;:
[d If~ :I:CIl a: SJ [d~ Zw 0 w <>: ::> <>: E- w [d U:lZ [d '" ~ :>I [dE- r.. '" 0. 0. 0. r.. O::z 0:: 0 ::> [d e: ~ 0 zo r.. 0 0._ 8~ 3 0. ... f!l '" 0 0: 0: 0. 0 t.) ou 0: 0 :I: u
Fig. 1.6. Typical large offshore pipeline construction schedule (courtesy John Brown Engineers & Constructors Ltd).
16
(.i1aprcr I. \\ In'lf'(' plpdl1W'
The gas industry and public gas supplies
Although 'coal gas' \yas knmyn in oraround 1 ()~() it wa~ not until 1812 that the first company was formed to distribute gas, ora~ it was known, 'inflammable air'. This company was the London (;as Lightancl Coke Company.
One source of information on the history of the gas industry is 711e Gaslndustry-ReportoftheCommitteeofEnqui1yTheCommittee, chaired by Sir Geoffrey Heyworth, produced its report which was presented by the Minister of Fuel and Power to Parliament in December, 1945. At this time, theindustrywascomposedofamixtureofundertakings under various forms of ownership. 'The recommendations made in the Heyworth Report provided the basis for the nationalization of the industry in 1949. Although Heyworth proposed 10 regions, the final outcomewas 12 'Area Boards' and the Gas CounciL which existed until the formation of the British Gas Corporation in 1973.
This period saw, firstly, the integration of numerous small undertakings, usually by the construction of medium-pressure mains, and was accompanied by the closure of the older, smaller, coal gas production stations. In the early 1950s, a working part:yvisit to the lJ nited States recommended that gas produced and transmitted at higher pressures would provide the most economic future for the gas industry.
This led to the early designs of new types of production plants and the inception of higher-pressure steel pipelines. Further developments of oil-reforming plants and new appliances, followed by conversion to natural gas with the supplement ofN orth Sea gas resources, gave rise to therapidexpansionofthegasindustf)'andthesubsequentconstmction in the UK of the gas transmission systems.
Following the formation of the British Gas Corporation, further expansion occurred in extending the transmission systems. An example of the extension involved the constmction of pipelines from the shore terminal in Scotland to the NW of England.
Concurrent with such expansion was the replacement of suhstantial lengths of medium- and low-pressure mains to ensure such systems operated with the utmost safety and reliabili ty.
The privatization of British Gas took place in 198':;. Since that time, there have developed a number offundamental changes in the marketingofnaturalgas to industry and commerce. The major change has heen
17

Pipelines: all you wanted to know ...
that, fi rstly, suppliers independent of British Gas could undertake the sale of gas to customers using 25, OOOtherms/ annum or more. More recently, this ceiling was reduced to 2, 500therms/annum. There are now around 300rso shippers active in the market for gas supplies in the ranges described. These include, but are not limited to, the marketing arms of gas producers and companies which are joint ventures of regional electricity companies and gas marketeers. Recent reports issued by Government bodies, such as the Monopolies and Mergers Commission,haveproposed that the British Gas monopoly for domestic supplies should be ended in due course.
Consequently, British Gas has reorganized the company to take account of these changes. Instead of being a closely-integrated company as previously, five separate 'business units' have been formed. These will cover transportation and storage, public gas su pplies, contract trading, retailing, and servicing activities.
Transportation and storage, now known as Transco, will be responsible for all gas-supply activity from the reception terminal to the customers' meters. Therefore Transcowill be independent of the public gas supplies and contract trading units, which will have the same relationship with Transco as"the independent shippers.
Anetwork code is in preparation to govern the trading relationships between Transco and its customers. Further details on the overall subject of gas transportation is contained in a paper entitled Transportation-past,presentandfuture, given by DrD.R.Ingham to ameeti ng of the Londonand Southern Section of the Institution of Gas Engineers inApril,1994.
Water pipelines and sewers
Trunk mains
It is an old conundrum of the water industry as to exactlywheretrunk mains end and distribution mains begin; a pipe diameter is sometimes arbitrarily chosen. Typically, trunk mains are defined as beginning at diameters 300mm. However, some of the eady systems, i.e. those installedinlasthalfofthe 19th century, which are quite definitely trunk
18
Chapter 1.· W1J)" usc pipeline.,
mains, nevertheless have pipes smaller than this, e.g. 200mm (see Fig. I. 1).
A practical definition of trunk main would he any pipe not carrying waterdirectlytoaconsumer.Apipecarryingrawwatertoatreatment works is obviously a trunk main, but then so is one carrying treated water to a point of distribution such as a service reservoir. From an operational point of view, the important thing is that no length of pipe should be totally ignored.
Apart from the trunk mains associated with boreholes, most systems are gravity fed. Typically, they feed raw water from upland impoundment reservoirs to treatment works. In some systems, pipes are only used where the line of the aqueduct goes below the hydraulic gradient.
Many of the major systems were installed towards the end of the 19th century, with additions made subsequently as demand increased. In some cases, pipelines that were installed by different organizations are now operated as single systems following various reorganizations of the water industry.
Originally, the pipes were almost exclusively made of cast iron or steel; later additions have included a wider range of materials such as ductile iron, fibre cement, and reinforced and prestressed concrete. More recently there has been a move towards various polymeric materials, including glass-reinforced plastics (grp ), unpla.<;ticized polyvinyl chloride (upvc) and medium-and high-densitypolyethylene (mdpe and hdpe, respectively).
The other components of the system include valves, bridge crossings, and cross-connections between parallel pipes. The latter provide a certain amount of operational flexibility, but have caused problems as well. The traditional mode of operation has been to leave all crossconnectingvalvesopen. This has produced severe difficulties following failure when it has been unclear which in a set of parallel mains has actually failed. The problem has become even more acute where trunk mains that were originally installed in open country are now absorbed in the urban sprawl. The modern accepted good practice, parallelling the use of discrete water-supply zones in distribution systems, is normally to keep all cross-connections shut to aid damage limitation following pipe failure.
The most vulnerable parts of the system are the old cast iron mains, that can fail by brittle fracture in a largely-unpredictable manner, a nd
19

Pipdillcs: all P)t! \\-;lJJ{ni {o know __ _
valves. which have normally been left in the fully-open position with minimum maintenance. This has \ed tothe 'waterman's nightmare', where a single pipe failure has totally destroyed the operational viability of a whole system. cyen where there have been parallel lines_
Trunk mains are an integral part of a water-supply system. They convey water from the source of su pply or service reservoir and deliver to principalfeedermains in the network orto other service reservoirs.
Trunk mains are specifically defined in the Water Industry Act as beingusedforthebulksupplyofwaterand,assuch,areprotectedunder the act from use for domestic or fire-fighting purposes. Under sections 45 and 52 of this act, where awater undertaking can be requisitioned to make connections towater mains and to supply water for domestic purposes, trunk mains are specifically exempt from this duty. Similarly, under sections 57 and 58, in which duties are laid out where a water undertaker can be requisitioned to provide a supply of water for fire fighting either bya fire authority or a factory, then again trunk mains are exempt from this duty.
111edescription 'tnmk:' mainis probably derived from an analogy of a tree, where the trunk is the main su pport of the tree before it spreads into amultiUlde of small bra11ches. Inthe same way, the trunk mains a re the backbone of a water-supply network, and provide support to the multiUlde of small-diameter distribution mains.
Because of their function as the main backbone of a network, trunk mains are generally designed differently, being considered as single mains. This means that their design is simpler and does not need the complicated analyses demanded by networks.
It is not possible to classify trunk mains by diameter. In rural, smalldemand, areas, trunk: main diameters may be as small as 150-200mm, whereas in urban areas trunk mains will be from 450-900mm, and possibly larger. However, in general, all mains above 300-mm diameter are considered 'tmilk:'. In terms oflength, trunk mains form a very small percentage of a network, normally only a matter of2 or 3 %. Nevertheless, because of their size, they provide a significant investment element ofanetwork, and due consideration has to be made of future demand growth in any design.
Because trunk mains function as the prinCipal bulk supplier of water between service reservoirs, the flow of water is reasonably constant,
20
with diurnal fluctuations being compensated forat the service reservoirs.An exception to this is \\-here thetransferis hy pllmping. and the advantage of cheaper electricity at night may mean that extra pumping is carried out during this period
In the past, aqueducts and rural trunk mains ,vere oftell,"\-alked' on a regular basis in orderto look for leaks and to check the integrityof wayleaves, etc. These teams have generally been abandoned. and the control of losses from trunk mains can be difficult. Losses can be monitored by assessing balances of flows along the main. but this can be complicated by the effect of changes in storage at the sen'ice reservoir depending on the location of the meters. Often. bursts can be readily found because of the large amount of water released and the consequential damage that may be caused. However. in some locations, or if the burst is small, the leak may be more difficult to find, and specialist leak-location equipment has to be used.
Distribution mains
Distributionmainsmakeupthebulkofanysupplysystem.'nleyare generally the smaller diameters, from 50-1 SOmm, with some larger sizes in urban areas; by far the bulk of mains, though, are 100-1 SOmm diameter. Distribution mains are forthe 'general' supply of water, as opposed to service pipes, which are for the specific supply of water ,i.e. one or two houses, factories, etc. Distribution mains are generally laid out in the form of networks along each road, generally with cross connections at each road junction. This gives the network increased capacity, flexibility, and robustness, which may not be possible in rural areas where there are fewer and there is not the facility to interconnect. This arrange mentis less robust, and will be more sensitive to loss of supply due to bursts.
A water 'undertaker' can be requisitioned to provide a su pply of water for domestic purposes from any distribution main (at the requisitioner'scost). Similarly, itcan be requiSitioned by afire authority or factorytoprovidewaterforfire-fightingpurposes~fromadistribution main. This is in contrast to a trunk main, described above.
Because of the interconnection of a distribution network, the analysis of the distributionofflows and pressures iscomplex. and is now
21

Pipelines: all you wilnted to kn()w. ..
carried out by computer programs, a technique known as network analysis. These programmes allow either new networks to be designed or existing ones to be analysed. This maybe necessary fortheevaluati on of the impact of new demand on the system or the investigation of supply problems.
In the past, the operation of a distribution network has been focused on two aspects: customer service and leakage control. Customer service was driven by customer complaints concerning poor supply, discol -oured water, and similar complaints, whereas leakage control was driven by controlling costs and reacting to customer reports ofleakages. This continues following privatization of the water industry; in fact, they have probably increased following the generalincrease in public perception, awareness, and demands. However, a whole new range of constraints, demands and standards has also been introduced by the regulators that now exist following privatization. These range from increased statutory control of water quality by the Drinking Water Inspectorate, and increased interest in leakage control by the National Rivers Authority, to increased standards of service and monitoring of costs by the Director General of the Office ofWater Supply.
The UK Government has ~ccepted the EU regulations on drinking water, and their achievement is monitored by the Drinking Water Inspectorate. Water undertakings are now monitored against these directives, but relaxations can be sought and granted in the short term, provided actions are being taken to address the issues. Most of the waterquality standards are related to the treatment of water, but a number are affected by the distribution network. These mainly concern pH (due to the use of cement-mortar-lined pipes in soft-waterareas),oriron (due to unlined iron mains), and manganese (due to build-up of deposits over theyears from inferior treatment). The other major problem is lead from service pipes. Regulations have also been introduced to control the use of products and processes to ensure that they have been approved as having no deleterious effect on water quality.
The Guaranteed Standards' Scheme covers a number of areas, ranging from response time to written complaints, to keeping written appointments, notification ofloss of supply for planned work, and the restorationofsupplyafterunplannedworkCompanieshavetopaya fine if the relevant standards are not met. In particular, the1attertwo commitments have a majorimpacton tne operational management of
22
f'/pprcr /. Wily ll'W pipelines
distribution systems, and are increasingly forcing undertakers to look at methods of avoiding the loss of supply during maintenance work. This is increasing the use of under-pressure techniques for the repair, maintenance and extension of the network.
The companies do not have aminimum statutory requirement f( )rthe supply ofwaterorits associated pressure. In an attem pt to control the minimum pressure and flow provided by companies, the Director General of Water Services has established a reference level of 10m pressure at a flowof9Vmin, and requires all companies to report against this standard. Companies are required to set targets for the upgrading of properties below this standard, and these are agreed with the Director General.
Sewers
The different types of sewer and drain can be defined as follows:
-aseweris a pipeline which normally conveys foul sewage and/ or surface water runoff from more than one property;
-a drain is a pipeline which conveys foul sewage and/or surface waterrunofffromasingleproperty.Itisusuallyofsmallintemal diameter;
-ahighway drain is a pipeline which conveys surface water away from the highway, and is owned by the highway authority;
- foul sewage comprises domestic, commercial or industrial wastewater;
-surface water is rain-water-derivedrunofffrom roofs and paved areas.
Types of sewerage systems
There are three different types of sewerage system:
combined system - the sewers convey both foul sewage and surface water.
2.3

Pipelillcs' all .pm n;l/Iccd to knOlL.
partially-separate system -foul sewers receive the foul sewage and some surface water, usually from the roofs of properties, while surfacc waterscwers receive the remaining surface water.
separate system -the foul sewers are designed to be entirely free of surface water, which is all conveyed by surface-water sewers (see Fig. 1.7).
Sewerage system design
Generally, sewerage systems operate by gravity alone, although pumping stations which pump sewage under pressure from one point to another through a rising main may be reqUired at points in the system. Sewerage systems convey the foul sewage and/or surface water from a catchment and discharge the flow at an outfall (e.g. sewage treatment works, watercourses).
In dry periods, the flow in a combined system will mainly comprise domestic, commercial or industrial wastewater, whereas a surfacewater system will be dry. In wet weather the flow will increase due to surface water. Sewers are designed to carry the flow induced in them by a 'design storm', which has a given intensity and return period. For adequate design, the hydraulic capacity of the sewer pipes should be sufficient to convey the flow entering the system as a result of the des ign storm.
In many sewerage systems, some of the stormwater is discharged to a receiving watercourse when the flow exceeds a certain level, via a combined sewage overflow.
Another im portant consideration of design is the velocity of flow in the sewer. This should be high enough so as to ensure that heavy grit is not deposited in the sewer, but not so high that the grit abrades the sewer wall and floor.
Performance of sewerage systems
To determine whether a sewerage system is working to a sufficient standard, four aspects of performance are considered:
24
,
1/ II \\ ~
(!1arwr 1: \Vllyuse pipelines
~-.:::::=...-::.= = ===== = =--==-= == =-
Ourtall
_ fouloewer
= = = = = SWface water sewer Foul drain
- - - - - Surface water drain
Fig.l.7. Typical 'separate' sewerage system. In a combined system, the flows pass through a single network to the treatment works
(courtesy RogerSmidl).
25

Pipelines: all you wanted to know ...
Public health/f1ooding- does flooding occur? If so, how often does it occur and are highways, public open space, or premises affected?
To determine if, when, and where, flooding is likely to occur in sewer networks, mathematical models of the network can be built and used to predict the behaviour of the network during rainfall events of different intensities and return periods.
Structural-when designing a new sewer, the structural integrity can be measured by a factor of safety against collapse. To assess a sewer which is in service, the risk of blockage caused by severe deformation of the sewer and the risk of collapse should be assessed.
The structural condition of sewers can be assessed by viewing CCIV(closed-circuittelevision)videos of sewer lengths or, where the size of the sewer permits and where safety requirements are met, bymanualinspection. Numericalcondition grades are assigned to the sewer length which indicate the extent to which the length is defective.
River quality- the main impact of a sewerage system on river quality is caused by the operation of combined sewage overflows. The discharge from the sewer should not cause the quality of the receiving water to fall below specified standards.
Mathematical models can be builtto assess the future impact of combined sewage overflows on river quality, and this can be . measured against the required standards.
Operational-thefrequencyofworkrequired tor~move sediment or other blockages from the system.
If a sewer system is well designed, it should be adequately self cleansing.
26
THE EXTENT OF PIPELINES
UK and North Sea
The first discoveries of gas and oil inthe North Sea were made in the mid-1960s. In the UK continental shelf(UKCS) there are nowsome72 fields in production and over 100 offshore platforms, some of which are linked to shore by some 5,600km of offshore pipelines. The main trunklines to shore are:
Frigg FLAGS (Far north liquids and gas system) CATS (Central area transportation system) SAGE (Southern area gas export system) Fulmar Miller MorecambeBay
The main UK mainland shore-approach locations are:
StFergus CrudenBay Teesside Dimlington/Easington Theddlethorpe Bacton Barrow-in-Furness
The offshore pipeline systems comprise oil, gas, oil/ gas (two-phase systems) and oil! gas/water ( three-phase systems). The onshore systems consistofpipelines carrying oil, refmed petroleum products, natural-gas . liquids (NGL), ethylene, gas, various chemicals and slurries, and thevery large gas pipeline network operated by British Gas. This system currently consists of more than 97, OOOkm of pipeline of various grades for transmission and distribution of natural gas; of thiS, some 7 ,000km is
27

Pjpc1jl1e.~: all YOll waIllcd 10 know ...
Fig.I.B. Extent of gas pipelines in the UK (courtesy John Brown Engineers & Constructors Ltd).
28
ChapttT 1: W11) lIscpipdiIlC'i
Fig.I.9. Extent of onshore oil pipelines in the UK (courtesy John BrownE11gineers & Constructors Ltd).
29

Pipelines: all you wanted to know ...
, , , .
sUllomn~ <0"":"," 0\" VO. 1 NORTHERN
o • . I '::P9;
I I
\
\
\ , \
ClyO
\
\ \ \ .
. \
I I
I , , , I ,
, ,
Fig.l.lO. Extent of offshore oil pipelines in the UK. (courtesy John BrownEngineers&ConstructorsLtd).
30
C11aptcr 1. Mn' use pipelincs
high-pressure main for bulk transmission, while the remainder is operated at lower pressures to distribute gas atlocallevel.
Pipelines for which applications have been made, or for which authorization has been given, are listed and described in the DevcJoj)mentoftheoil andgas resources of the United Kingdom- the 'Brown Book' -published annually by the Department of Trade and Industry (DT!). The Brown Book covers both onshore and offshore developments,andisupdatedandpublishedeveryyeararoundtheendofApril . Other information available regarding existing and future pipelines development is available from analyses carried out byWood Mackenzie, among others.
The extent of pipelines on land and in the UKCS are illustrated in Fig.l.S for onshore gas pipelines, Fig.l.9 for onshore oil pipelines, and Fig. 1. 1 0 for major offshore trunk lines.
References
1. M.W.Cooper, 1986. Planning and engineering concepts for major offshore gas pipelines. Hydrocarbon conference.
2. M.W. Cooper etaJ., 1988. Transportation and process options for developing a sour gas field. Hydrocarbons conference.
3.J.Hale, 1993. Strathspey gas and gas condensate subsea production design considerations. Pipeline Offshore Technologyconference.
4. D.R.Ingham, 1994. Transportation -past, present, and future. The Institution of Gas Engineers, April.
5.P.L.Low and L.]ames, 1990. Natural gas in Turkey - role of technology transfer. Gas Engineering and Management.
31

Pipelines: all you wanted to kiJOrF. ..
32
Owpter 2: And I thought I (Jill!· had tn dig :I/IO/C.
CHAPTER 2
AND I THOUGHT I ONLY HAD TO DIG A HOLE ...
INTRODUcnON
Soyouwanttolayapipeline, doyou?Now, areyou quite sure ahout that? Other chapters in this book inform you how to design it, construct it, maintain it and other technical aspects of pipelaying. This chapter deals with the legal aspects oflaying a pipeline. Getting the paperwork sorted out is also part of the fun.
Few would dispute the need for some form of regulation in the pipelayingsphere, butwheredoes one begin? The choice ofsubstances to be transported or the identity ofthe pipeline owner provides a convenientstartingpointfordeterminingtheapplicablelegislation.
The main Acts of Parliament to be aware of are the following. The Pipe-lines Act 1962,appliestoallpipelinescarryingoilorchemicalsa nd gas where the pipeline is owned by an independent gas supplier. British Gas pic (BG), atthe moment the sole public gas supplier licensed by Of gas under section 7 of the Gas Act 1986, its powers to install pipelines deriving from sections 9 and 10 of the Gas Act 1986. The Water Act 1989, privatized the water industry, passing water-supply and sewagetreatment functions to the water companies, and the regulatoryfunctions for monitoring water supply and quality to the National Rivers ' Authority (NRA). This was consolidated by the Water Industry Act 1991, which rationalized the previously-diverse set of applicable Acts. The generalpowersforthewatercompaniestolaymainsandsewersist0
33

Pipelines: all you wanted to know. ..
be found under section 37 of the Water Industry Act 1991, while the Water Resources Act 1991. provides the NRA with certai n specific pipeline-related powers.
The eight sections of this chapter deal with the most-important legislation and legal issues connected with pipelaying, a more-thanpassing knowledge of which is essential before you start digging -your quin tessential guide to the four elements!
The Pipe-Lines Act 1962 The Gas Act 1986 Water Industry Act 1991, and Water Resources Act 1991 Offshore pipelines The environment Health & Safety at Work, etc., Act 1974 Abandonment New Roads and Street Works Act 1991
SECfION 1: THE PIPE-LINES ACf 1962
The rather-involved legislative position can usefully be portrayed diagramatically, as shown in Fig.2.1. The onshore position is dealtwith here, while the offshore position is dealt with in Section 4, below.
If you thought there was alot of red tape involved with laying a pipe, just be grateful for the Pipe-lines Act 1962. Prior to this Act those wishing to install pi pelines of 1 0 miles (16km) or more had to present a Private Bill to Parliament to obtain consent. Now, for pipelines of 10 miles (16km) ormore ('cross-country' pipelines) authorization under section 1 ofthePipe-linesActmustbe given by the Secretary of State (SoS) forT rade and Industry. Pipelines under 10 miles in length ('local' pipelines) do not require authorization, but notice of not less than 16 weeks must be given to the SoS.
The defmition ofa pipeline under the Act is: "apipe togetherwith any apparatus and works associated therewith". This includes associated equipment such as pumps, compressors, valves, data transmission and control equipment, instrumentation systems, cathodic protection equipment and pipe supports. This means thatthe mechanical components ofacompressorstation are included but not the associated building and
34
Ch:llJtcr 2: .find I th()ught J pnl} had tn d(g;1 hole
(') co a>
Fig.2.t. Areas of application of relevant Acts of Parliament (courtesy john Brown Engineers& Constructors Ltd).
35

Pipelinc,.· all yr)!l ,ya1l1ed to kWHL.
fencing, for which planning permission under the Town & Country Planning Act 1990, must be obtained. .
Since thc Act was not intended to swamp the Department with applications, pipes for heating, cooling, or domestic purp?ses, ~)fforuse in agriculture, education, or research, and those carry111g aIr, water, water vapour and steam are excluded. Other excluded pipelines include those owned by British Gas, the water companies, and pipelines in factories and petroleum depots.
The Pipelines Inspectorate administers the Health & Safety at Work, etc., Act 1974 (HSW A 1974) for both onshore and offshore pipelines. Not onlv does it need to be kept informed, but it also resolves any potential problems. One area where you may need the Department's advice is over the cmcial distinction between a cross-country and alocal pipeline. Don't go thinking that you will avoid the need for authorization by constructing two or more pi pelines of under 10 miles each, and connecting them together. The parliamentary draftsmen thought of that, and to stop such underhand tactics, the Act provides that where one local pipeline is added to another, and the aggregate length of the two is over 10 miles, then the construction is one of a cross-country pipeline and requires autharization. So if the pipelines are directly connected, this will need authorization.
However if, for example, there is a pressure-reduction station intervening, this may result in the new line remaining alocal pipeline, if its length is under 10 miles. Another alternative is for the SoS to make an order relating to the geographical area in question, stating that the pi peline promoter need only com plywith the notification procedure and that section 7(1) of the Act does not apply.
Cross-country pipelines
To obtain authorization for a cross-country pipeline, Schedule 1 of the Act details the information required by the SoS. This includes three copies of maps ofa scale of not less than 1:10560showingt~eroutea~d land ownership. More-detailed information can be found 111 the GUldance notes for applications and no tiflcatiOl1S for onshore pipelines, publishedbyHMSOin 1993. These Notes advise thatthese maps must also show the location of other pipelines, electrical-transmission power
36
lines, and telecommunications cables which are close to or cross the proposed route. 2'; copies of Ordnance Survey maps of a scale of 1:1 0';60 of the area must also be supplied.
A 'Bookofreference' must also be compiled ghing the owner'sor occupant's name and address of the each of the properties affected by the route. This document must also state whether each owner or occupant agrees in principle to the proposed pipeline. Itis 'normal' for consent of at least 85% of the owners or occupants is obtained prior to submitting the application.
AformPL2 mustalso be completed as far as possible and submitted with the application to the DT1 This form requires details of the design and operation of the pipeline. Outline design can besubmittedvdth detailed design supplied later.
The information submitted by the applicant is circulated by the 01'1 to the relevant authorities, induding the Pipelines Inspectorate (who also requires three copies of an environmental statement and three copies ofa safety evaluation), and any comments are notified to the applicant. Once the application has been received, the consultation procedure commences involving public advertisement of the proposa Is and consideration of any objections. If a local planning authority objects, the SoS must order a public inquiry. He (or she) has the power to call an inquiry even ifno objections are received. The public not ice period is 28 days, within which all objections must be made. Following this, the SoS can grantor refuse the applicant. Once an authorization is granted, planning permission is deemed also to be given under Section 5 of the Act.
Local pipelines
Local pipelines under Section 2 of the Act require only notification to the SoS. Notice must be given at least 16weeks before work is proposed to begin. Information provided under this section is similar in content to a Section 1 authorization, andformPL2 form must also be completed. In this case, the construction of the work may be delayed if detailed design information is not initially available. Planning permission is not a.utomaticallygranted as with an authorization, so applications must be made to the local planning authority.
37

Pipelines: all Y()11 wanted to know ...
For both local and cross-country pipelines, unless construction is started within 12 months of the notification or authorization being granted, both procedures are invalidated and the process must be recommenced.
Pipeline routeing
Neither authorization nor planning permission entitles the pipeline owner to enter others' land, so do not forget to negotiate easements or wayleaves from the landowners or occupiers. Where this is not possible, compulsory purchase order ( CPO) powers are available under Sections 11 and 12 which enable the SoS to make an order to this effect. Section 14 details payment levels. The SoS can considerwhether a CPO should be granted at a CPO inquiry, but this is held separately from the public inquiry dealing with the route.
It has been common practice, for the oil industry at least, to enter into a sub-soil lease which grants rights to an agreed depth for an agreed period. The working width and strip revert on completion to the original owner, but the sub-soillease <;:0ntinues for an agreed period, usually 99 years.
The Petroleum Pipelines Safety Code (Part 6 of the Institute of Petroleum's Model code of safe practice in the petroleum industry) and the British Standard Code of Practice for Pipelines-Part 1-Pipelines on land: general-BS80 10: Part 1: 1989also contain recommendations for terms of paymentwherewayleaves have been negotiated.
LPG
For completeness, it should be noted that LPG lines are also subject to Section 2 of the Act but the notification procedure differs. Form PL3 must be completed for pipelines supplying metered estates and caravan parks, utilizing small-bore pipes ( under90mm in diameter, and pressure ofl.7barg)andsupplyingstoragetanks.Only4weeks'notificationis needed prior to construction, and there is no requirementtoconsultthe DTI. However, theHSEmustbe infonned andmaywish to issue notices under Sections 20 and 23 of the Act (power to impose requirements
38
regarding mode of construction and examination and repair ).111ese sections are, it should be noted, applicable to all types of pipeline and not just ~PG lines. Therefore, the HSE, through the Pipeline I nspectorate, may tssue these notices for any pipeline.
Deviation
Sections 1 and 2 of the Act allow for lateral deviation from the proposed route. As the limits of deviation define the boundaries within which the works can be carried out, it may therefore be to thepipeli ne promoter's advantage to shade as large an area on the route map as possible. H~we~er, it should be remembered thauhe landowners may the~ use thIS l~tltu?e granted to the promoter as a levn in achieving theIr NIMBY ( notm my backyard') objectives.
For local pipelines, deviations are permitted up to 30m on either side of the line. lfit becomes apparent that this is not sufficient, application to the Secretary must be made which could mean an additional 16 weeks' notification.
I tis not always practical to survey cross-country pipelines in such detail,. s<,> greaterd~viations may be permissable. Overhead su per-grid electncttypower hnes are normally allowed 200m deviation on either side of th~ pr?posed line, and the same limits usually apply to crosscountry pIpelines.
Under Section 27, the HSE has powers to order the removal of buildings or structures within 3m of the pipeline which have been erected without the Secretary's permission. Section 31 allows for the removal of earth or spoil within 3m of the lines.
I?- the int~rest~ of avoiding what might appear to be repetition, the subJects ofdlverslOns (as opposed to deviations) and modifications are here given but the briefest of mentions. Those with a particular inte rest in tn.e subjects should refer to Schedule 1 of the Act (as amended by SectIon 25 of the Petroleum Act) and Section 3 of the Act respectivel y. Weshallnowproceed,withouthesitation, onto the subject of pipe lin e safety.
39

Pipelilles: alI you waJllcd to kllow ...
Pipeline safety
As stated earlier. apart from its powers under the HSW A 1974, the HSE has the ability to issue safety notices under Sections 20-23, 25, 26, and 3 0 of the Pi pe-linesAct 1962, at anytime during the life of a pipeline. Under Section 26A, a pipeline promoter may be required to satisfy the Secretary of State : "that funds are available to discharge any liability that may arise in respect of damage attributable to the release or escape of anything from the pipeline". Section33 of the 1962 Act (dealing with the reporting of deaths, injuries, industrial diseases, and accidents) is now repealed andis covered by the 1985'RIDDOR'Regulations(se e Section 6 below).
Those constructing pipelines conveying hazardous materials or fluids of high pressure gas, ethylene, or LPG should consult the Major Hazards Assessment Unit of the HSE when planning their route.
As part of the safety requirements, regular route surveillance must be carried. Section 35 obliges the promoters to deposit maps of the pipeline with the relevantlocal authority and to keep these mapsup-t 0-
date. p
Other as pects 0 f safety are dealt wi th in Section 6 below.
Completion
Section450ftheActobligesapersonexecutingpipelineworksin agricultural land to: "secure, so far as is practicable, that upon the comp1etion of the works the land is so restored as to be fit for use f or the purpose for which itwas used immediately before the execution of the works was begun". This section provides no guidance as to what is requiredbywayofrestoration either in terms of steps to be taken or the timescale involved. It may well be impossible ever to achieve the complete restoration oflandclassified by the MinistryofAgricul ture, Fisheries and Food (MAFF) as either Grade 1 or Grade 2, whereas completely-restoring Grade 3 land may be possible but only over a period of time. Restoring high-grade agricultural land in strict compliance with Section 45 may well involve the pipeline promoter in commitments of time and expense well after the completion of the works.
40
Accordingly, the right conferred by the Act of a person entitled to an interest in the land to restore the land himself, where this has not been done satisfactorily by the pipeline promoter, and to recover the expenses reasonably incurred by him in so doing. provides not only a powerful remedy as an alternative to the rights of compensation conferred under the Act for loss su ffered by reason of damage to the land,butalsoasalutorydisincentivetopipelinepromoterstopermitan overly-hasty end-of-season restoration before the onset ofwinter.
SECTION 2: THE GAS ACT 1986
As explained above, the construction of certain pipelines is covered by the Pipe-lines Act 1962.Asa public gas supplier, British Gas (BG) gains its powers to lay gas-transmission and distribu tion networks, and to break-up streets, under the Gas Act 1986. However, the Act also applies to other gas suppliers, insofar that for them to supply gas to the non-domestic market, they must have an authorization under Section 8. Without this, even if they complied with all planning legislation and the Pipe-lines Act 1962, for the pipeline construction, they could not supply their customers. So it is worth just briefly looking at the gas market to see how it operates currently, to understand what permissions are necessary.
The Office of Gas Supply, Of gas, has a duty to encourage competition, currently, in the contract (Le. the non-domestic) market. These are theindustrialorlargecustomerswhoconsumemorethan2,500therms per annum. Below this, a customer is classed as a domestic consumer, and at present BG is the sole supplier to this market. It has been proposed that this market shall be opened-up to competition, but enabling1egislation is currently awaited.
Powers of a public gas supplier
UnderSection7,BG is licensed as a public gas supplier(PGS),which means it has obligations under Sections 9 and 10,andmustcomplywith the Public Gas Supply Code in Schedule 5.
41

Pipelines: all YOll w;l1llcd to knOlv ...
S~ction 9 obliges it to: "develop and maintain an efficient, coordmated and economical system of gas su pply". It is from this that BG has powerto lay pipelines without resort to the 1962Act.
The General Development Order (GDO), 1988, enables it to avoid the needforplanningpermission, as pipelines ofaPGS are class if iedas 'permitted development'. However, large governor sites do require planning permission and, in the case oflarge pressure pipes above 8bar, notification to the local planning authority is required eight weeks before the works commence.
Under Section 1 O,aPGShasadutyto supply those customers within 25yds ofa relevant main, orwhoare connected by a service pipe to su ch main. To comply with this obligation, aPGS such asBG may lay any pip e necessary. The reverse side of this duty to supply such a customer is t hat they cannot be supplied by another public gas supplier unless the first public gas su pplier consents, or the 50S is of the opinion that the main in question is not a distribution main, i.e. the supply will be only for customers consuming or likely to consume more than 25,000 therms peryear.
Is it therefore possible for an independent gas supplier who is authorized under Section 8 to.supply such a customer? The answerisyes if the public gas supplier consents or the 50S is of the opinion as described above. However, as this supplier is not a PGS, it will not be grante~ the powers under Section 10 to install any necessary pipes.
Section 20, however, assists non-PGS companies by obliging a PGS who intends to construct a high-pressure pipeline of over 2 miles in length to give twoyears' notice of his intentions. 'High pressure' for this section means any pipeline which has a design operating pressure in excess of 7bar or is classified as such by the 50S. The notice period enables other interested parties to be notified, sothattheymay make representations over the size and capacity required to meettheirn eeds of gas transportation.
The Director General of Of gas has power to require that the pipeline shall be capable of meeting those third party's requirements. The PGS has the opportunity to make representations to the Director regarding these partlCularswhich must be given to the PGS within six months of the Director receiving the PGS's notice of intention to construct. Noti ce
42
C/wptCl' 2: And I tllOllgllt I (IntI' lwei co dig;! hole
of intention is published in the London Gazette, and the PGS has three years, or such time as extended at the Director's discretion, from the notice within which the works must be suhstantially hegun. The Act also states that preliminary surveys forthis are not deemed to constitu te the commencement of the works.
Third-party carriage
Apart from the 'new-build' provisions explained above, the Act now allows a third party to apply to the Director for the righ t to have its gas conveyed by a pipeline belonging to a PGS. When the Director is satisfied that granting such a right to the third party would notprejudic e the PGS'sobligations under Sections 9 and 10 (obligation to supply), then such a right may be granted. Such sums, or the method of calculating the sums, to be recovered from the third party, may also be included in the Director's directions to the PGS. This section both encourages and assists suppliers to use the existing system without resorting to the expense and disruption oflaying more pipelines. The Director can require that the PGS modify its existing pipeline by installing a junction through which another pipeline may be connected or, in the case of a high-pressure pipeline, give directions that the capacity should be increased by modifying the apparatus and works associated with the pipeline. The costs to be paid to the PGS of such modifications may be specified in the Director's directive or he mav specify the method to be used in calculating such costs. The PGS may make representations to the Director before he reaches his decision regarding the modifications.
Other powers of a PGS
In addition to the general powers to lay pi pelines under Schedule 3, aPGS also has compulsory purchase (CPO) powers. The SoS, in consultation with the Director, may authorize a PGS to purchase compulsorily any land. The land, however, must be purchased for purposes connectedwiththe supply of gas through pipes inthe authorized area, a nd cannot be used for a related purpose. For example, the powers cannot
43

Pipelinc,· aI/ you w:Illlcd to know ...
be used to acquire an office block for the sole purpose of providing accommodation for a subsidiary com pany or for a business unconnected to the gas supply. Where CPO powers are exercised, then the land cannot be sold noralease granted,without the Director's co nsent.
Compensation is calculated according to the Compulsory Purchase Act 1965, as amended by this schedule. Compensation shall be measured having regard to the extent of depreciation caused by the acquisitionofthe land and to any damage sustained by the owner to other I and remaining in his possession.
Schedule 4 enables a PGS to break-up streets and bridges for the repair or removal and other works to pipes, conduits, service pipes, cables, sewers and other works and pressure governors, ventilators and other apparatus.The schedule also allows any structure to be built to house any apparatus with the consent of the Highway Authoritywhich is subjectto arbitration, thereby avoiding the Highway Authorityfrom having an absolute right of veto. It is made clearthatthe power to bre akup streets, etc., is limited to those dedicated to public use. However, the PGS may break-u p a streetwhich has been laid out but not dedicated to public use for the purposes oflaying a supply of gas to any premises which abut onto the street. ."
It is also worthy of note that,the Director has no powers to enforce matters contained in Schedule 4, but can appoint arbitrators where the parties cannot agree.
It should be noted that where a PGS acts other than as a PGS, i.e. where itis acting as a contractor or sub-contractor, the provisions of the Pipe-lines Act 1962,will apply and their exemptions and general power tolaypipelinesundertheGasAct 1986, will not apply.
Independent gas suppliers
Section 8 of the Act authorizes any person to supply gas through pipes to specified premises for a fixed period of time, whereas a Section 7 authorization relates to an area. As happens currently, BGis authorized to supply throughout the UK, with independentgas companies authorizedtosupplypremiseswithinitsarea.ASection8authorizationisalso required by those who intend to supply certain premises through pipes from a central bank of liquefied petroleum gas (LPG) or from coke ovens, landfill waste sites, or onshore gasfields.
44
Chapter 2: ADd I thought I otl(I·lJad to cilg:l h( 'k ..
A Section 8 notice is not required when:
the proposed su pp ly to any premises exceeds 2 mill i on therms a year;
the supply is to a building in which the gas supplier hasan interest, e.g. alandlordofa blockofflats;
gas is supplied by a company to any subSidiary company; gas is supplied to another public gas supplier; there is no supply from one person to another, e.g. when gas is
taken from a tank to a building owned by the same person; or gas is supplied as "bottle gas".
In granting a Section 8 authoriza tion, the Director may attach conditionsthat:
the supplier only provides the premises where the occupier has allowed the supplier reasonable access to examine or disconnectthe gas installation;
the su pplier shall provide an emergency senTi ce to deal with gas escapes, which is available at all times through a continuouslymanned telephonenumber.APGSunder Section 7 is obliged to remedy gas escapes within 12 hours;
where liquid gas is being stored, the supplier observes safety procedures. (The HSE issue guidance notes relating to this, the current notes being HS(G) 34 which provides guidance on the storage of LPG, and HSE Guidance Note CD lIon the storage and use of LPG at metered estates. See also Recommendations on transmission and distribution practice of the Institute of GasEngineers,IGE(ID/3, IGE(ID/4, and the Codesofpractice of the Liquefied Petroleum Gas Industry Technical Association.)
The Section 8 authorization may also include a provision enabling its revocation where the su pplier is convicted of an offence under the safetyprovisionsofthePipe-linesAct 1962, (see Section 1, above), the HSWA, 1974, or under the Gas Quality Regulations, 1983, or if the supplieris served with a prohibition notice under the HSW A, 1974.
45

Pipelines: :Ill you w:lIllcd to know ...
All suppliers should also be aware of the Gas (Testing) Regulations, 1949, the Gas Safety (Installation and Use) Regulations, 1984, and the Reporting ofInjuries, Diseases and Dangerous Occurrences Regulations, 1985,(SI 1985/2023)and 1989(SI 1989/1457).
The Notification ofInstallation Handling Hazardous Substances Regulations 1982 are relevant to those storing quantitiesofLPGof25 tonnes or over.
For those interested in applying for a Section 8 authorization, the Gas (Authorization Application) Regulations, 1986, detail the information required.
Fees for Section 8 authorizations are calculated on the basis of the amount of work Of gas is involved in. Itis therefore advisable, aswith every step of this process, to approach the Office of Gas Supply at an early stage to discuss matters.
Only serious applicants need apply! !fyou have survived thus far, you may care to go on to ensure that you do not contravene Section 18, which states that the HSW A 1974 shall applyforthe protection of the public from the dangers of transmissions of gas through pipes. This will be dealt with in more depth in Section 6 (below) on the Health & Safety at Work, etc.,Act 1974.
SECTION 3 -WATER INDUSTRY ACf 1991, AND WATER RESOURCES ACf 1991
Prior to 1989, the main relevantlegislationwas the Water Act 1973. Under its regime, regional water authorities dealt with all aspects of water supply, sewage treatment, and land drainage. The Water Act 1989, introduced privatization into this previously-integrated system, transferring water supply and sewage treatment to the privatecompanies (previously the utility undertakers), and setting-up the National Rivers' Authority (NRA) with overall responsibility for monitoring and regulating the activities of the water companies to ensure adequate supplies of water of acceptable quality.
No fewer than five further Acts were passed in 1991 in an attemptto tidy up the loose ends which had been highlighted in the earlier debates concerning the Water Act 1989. These Acts were the Water Resources
46
Cll:!plCf 2' .·c\nd T thOllght I onh'lwd to dig a 110ft·
Act 1991, the Water Industry Act 1991, the Land Drainage Act 1991, the StatutoryWaterCompaniesAct 1991, and the Water Consolidation (Consequential Provisions) Act 1991. In theinlerestsofbrevity. the two main 1991 Acts are dealt with in some depth below. with a passing wave being given to the Land Drainage Act and the relevant iegislationdealing with the accidental escape of water.
The Water Industry Act 1991
The Statutory Water Companies Act 1991,(SWCA 1991)waspassed to transfer the statutory water undertakers into private companies. It created the actual vehicle, but it was the Water Industry Act 1991 (WIA 1991 ) which provided the powers to take thevehic1e forward. The WIA 1991 grants the water companies powers to lay pipelines. Under this section, they have a general duty to develop and maintain an efficient and economical system of water supplywithin their areas, and to ensure that all such arrangements have been made. TItis is further strengthened by Section 41 which specifically states that it is a duty of a water undertaker to provide a water main for domestic supplies within its area for those entitled to the provision of such service, and this duty is owed individually to each person who requires a main or those who join in the service of the notice.
In carrying out these duties, the water companies must have regard tothegeneraldutiestoprotecttheenvironmentunderSectionsW3and 4.TheSoS,ortheDirectoroftheOfficeofWaterSupply(Ofwat),with the SoS'spermission, enforces tllese obligations under Section 180fthe Act.
SewageisdealtwithalsoundertheAct:Section94placesageneraI duty upon a sewerage undertaker to provide such sewers in its area so that the area is drained effectively, and further that such sewers are emptied and the contents dealtwith.
The WIA 1991 allows for the formation of joint ventures between any of the companies, or between a company and the NRA, or for any companytocarryoutworkonanyother'sbehalf.
47

Pipelines: :Ill pm w:lmcd 10 know ...
Water Resources Act 1991
The N RA has a general duty to ensure that the above provisions of the WIA 1991 arefollowed, but it also has its own powers and duties under the Water Resources Act 1991 (WRA 1991) to safeguard the adequacy of the water supply and its qualitywhere it feels thatwater compani es are failing in this matter.
As with the water undertakers, the NRA, in exercising its regulatory powers, must also have regard to the conservation of flora, fauna, geological, or physiographical features which anyproposalswouldhave on the beauty or amenity of such features.
WRA 1991 provides that proposals of undertakers are to be treated as proposals relating to the functions of the NRA to ensure that the NRA complies with such environmental and recreational duties.
Further assistance regarding this may be found in the Code of practice on conservation, accessand recreation (Water and Sewerage (Conservation and Recreation) (Code of Practice ) Order 1989, S. I. 1989 No.1152). Contravention of the code is neither a civil liability nora criminal offence, but Minister§ must take any derogations from the code into account when exercising their powers under the Act.
To assist the NRA, it has been granted extensive CPO powers (subject totheSoS's~onsentor,ifrelevan~ the Minister of Agriculture, Fisheries and Food), to enable itto carry out any ofits functions. As with the Gas Act 1986, land acquired byuse of CPO powers requires the Minister's consent prior to disposal.
TheNRAmay, for the purpose of maintaining the water supply, enter into an agreement for access onto land.
The NRA's pipe-laying powers derive from Section 1590ftheWRA 1991 which, in turn, states that the exercise of such powers to break-up streets is subject to the New Roads and Street Works Act 1991 (see Section 8 below). The NRA may inspect, maintain, adjust, repair,oralte r any relevant pipe, and carry out any ancillary, or incidental, works in other land, but must give reasonable notice to the owner with a minimum of 42 days' notice for an alteration to an existing pipeline, and three months notice foranewpipe (where one has not previously bee n laid).
48
Land Drainage Act 1991
The NRA also exercises a supervisory role in respect of the drainage boards established under the above Act ltsconsent is required forthe construction or alteration of drainage works.lne N RA i s the drainage body with powers relating primarily to rivers, whereas in ternal drainage boards deal with other watercourses. However, the NRA has a 'back-up· powefto carry-out any necessary drainage works in respect of small areas. The Land Drainage Act 1991,detailstheproceduretobefollowe d and the maximum costs recoverable by the NRAfrom the owners of the land to which the scheme relates.
Pipe-lines Act 1962, and the Water Act 1989
Whilst on the subject of water, the ownerofa pipeline has aduty immediately to notify relevant authorities in the event of an accidental escape from, or ignition in, the pipeline. The NRA must be informed and the water undertakers, who must take steps to prevent or minimize pollution. Also, sewerage undertakers must be notified.
SECTION 4: OFFSHORE PIPELINES
Nochapteronpipelineswould be complete without some reference to offshore matters. It is not possible to discuss all legislation in detail here, but the following is a brief outline of the current Acts and regulations.
Petroleum and Submarine Pipelines Act 1975, and the Continental Shelf Act 1964
Section 20 of the Petroleum and Submarine Pipelines Act 1975 (PSP A 1975) prohibits the construction of and use ofa "controlled pipeline" withouttheauthorizationfromtheSoS.A"controlledpipeline"isone which is in or under controlled waters. Controlled waters for this purpose are the territorial waters adjacent to the UK and those waters
49

Pipelilles::llI Hm w;lntt'd to know ..
defined by a Designation of Areas Order under the Continental Shelf Act 1964 (CSA 1964). 'The CSA 1964 defines an area in terms oflatitude and longitude over which the UK may exercise rights with regard to the sea bed, subsoil, and any natural resources.
The CSA 1964 also extends the jurisdiction of the High Court in England, the Court of Session of Scotland, and the High Court of Northern Ireland to the relevant designated area. 51 1980/84 applies the jurisdiction of those courts to occurrences on, under, or above an installation in such an areaorwithin 500m of such installation.
Those pipelines covered by the PSPA 1975 are widely defined as "for the conveyance of anything", but the definition does not include electric cables, drains, or sewers, and the DTI also excludes hydraulic control lines and umbilicals of hydraulic controls. This definition was further extended by the Oil and Gas (Enterprise) Act 1982, (OG(E)A 1982) which includes "apparatus for treating or cooling anythlngwhich is to flow through, or through part of, the pipe or system". Before granting an authorization under Section 21, the SoS (or, more realistically, his Department), makes an assessment of the infonnation submitted by the proposed pipeline owner. As with onshore pipelines, it is advisable to consult the HSmmd the DTI at an early stage for guidance on the proposed scheme and any regulatory requirements. .
To this end, the Guidance Notes issued by the DTI and published by HMSO are helpful (seethe Submarine pipelineapplications under the Petroleum and Submarine Pipelines Act 1975, published HMSO, 1992). The Notes explain the procedure to be followed in submitting an application and the information necessary. It is essential for the applicant to supply such details as the length, diameter, and location 0 fthe pipeline, together with information regarding the fluids to be conveyed, as well as proposals for trenching the seabed and protection and support of the pipeline. The proposer must give a description of the field development, and approximate field location in relation to an onshore landmark, as well as details of the method of pipeline installation.
Adetailedprojectprogrammemustalsobesuppliedgivingstartand finish dates of everything from a route survey through to commissioning, including weld procedures and hydrostatic testing.
As with the BookofReference for onshore applications, the proposer mustobtainwrittenagreementtotheproposedroutefromthelicensees
50
Chapter 2: And I thought 1 ollJF had to (fig:r J1OJC ...
of the other blocks over which the proposed pipeline is intended to cross.
Route details marked up onAdmiralty charts should show geographic co-ordinates of the start and finish of the pipeline, any trenching and position of any deposited materials. One thing of particular note is that the consent of the Hydrographer of the Navy is required to reproduce any Admiralty charts used. Navigational charts of the Admiraltv North Sea Offshore 1 :200,000 Series, or similar, are required showi~g such infonnation as known fishing grounds, latitude andlongintde of the start and finish of the pipe, as well as the locations of subsea equipment. Also required are such matters as known cables, known wrecks, and offshore installations, and other known hazards which fall within 1 km of the proposed route's centreline.
Detailed technical information is also required. The information supplied as part of Table A of the Guidance Notes such as the description of the component parts of the pipeline, hydrostatic test pressure, the length and the diameter of the pipe, and the com ponent-identification drawing, will form part of the works' authorization granted by the Secretary. Detailed design may be submitted at a later date than the initial application, but no later than 10 weeks before the authorization is reqUired.
Unlike applications under the Pipe-lines Act 1962,theproposerhere must state ??whe shall ensure funds are availableforanyliabilityforan y damage ansmg from the release or escape of anything from the pipeline. I t is usual within the offshore industry for the pi peli ne operator to be covered byOPOL( Offshore Pollution Operators' Liability). To cover the factthat the operator will be applying on behalf ofits partners in the block, letters of agreement to the operator so acting, signed by the respective company secretaries, must accompany the submission. Once granted, the operator is the 'holder' for the purposes of the authorization
Works' authorizations are only issued to companies, not individuals. The authorization contains administrative and technical conditions relating to the construction, testing, operation, inspection, repair, and abandonment of the pipeline. .
The Submarine Pipelines Safety Regulations, 1982,SI 1982No.1 '; 13 (asamendedbySI1986/1985andasfurtheramendedbylbeSubmarin~
51

Pipeline'.· all rOll w:ln[niu) k1low ...
Pipelines (Inspectors and Safety) (Amendment) Regulations 1991, S.l 1991 No.680), need tobe read in conjunction with the Works Authonzation. SI No.1'; 13 imposes a duty upon the owner of a Co?tro!~ed pipeline to ensure its safe design. construction, and operatIOn. 1 he Regulations provide for annual inspections and that the HSE to be informed of major repairs and alterations. .
1982 Regulations apply to pipelines whilst they are m use ~nd !or three years after their abandonment. They also apply to plpelme construction works whilst the works are in progress and for three years aftertheir completion. They govern the maximum allowable operating pressures. . .,
FollowingthePiperAlphadisaster,theH5Etookonther~spo~sl~ility for pipelines. Certain amendments followed. The Submarme Plpehnes Safety (Amendment) Regulations, 1986, 51 19~6 No. ~985 arr,tended Regulation 4(1) ofSI No.1513 by darifyingthe mspection penods for examination and testing of pipelines.
The Submarine Pipeline (Inspectors and Safety) (Amendment) Regulations 1991,SI 1991 No.680 substitutes the HSEfortheSoS, thereby enabling notices and reports to be sent directly to the Offshore Safety Division of the HSE. This also a'inended the Submarine Pipelines (Inspectors etc.) Regulations 1977 SI 1977 No.835 as amended by SI 1982/ 1513. These Regulations provide for the inspection of controlled pipelines by inspectors appointed underS27 (1 )?fthePSPA 1 ??5. ~ey also oblige the owner to report incidents, repairs, and modiflCations whenever they occur.
Other regulations of potential application, or at least interest, are the Submarine Pipelines (Exemption) Regulations 1985, SI 1985 No.1 051, which exempts applicants from the need to advertise particulars of an application where the pipeline is1ess than 500m in length, orwhose route is proposed to be entirely within a single safety zone.
The above Regulations are all issued under the PSPA 1975. Other relevant Regulations (issued under the Mineral Workings (Offshore Installations) Act 1971 and the HSW A 1974) are referred to later in this Section.
52
Third-party capacity
It should be noted that once the authorilatioll has becn granted. it is still open to the SoS to sef\'e no lice on the holderthat the capacity ofthc pipelines be increased. The works' authorization may then contain a term to this effect, and the route may also be altered as a result.
Exclusions from PSPA 1975
Section31 states thattheAct does not apply to those pipelineswhich do not have a starting orterminal pointwithin the l lK or its controlled waters. However, the SoS may make orders covering such excluded pipelines containing provisions which allow UK jurisdiction to be applied under international law.
Statutory consents
Before leaving the PSPA 1975, it should be noted thatthefollowing statutory consents are required:
1. Before the commencement of construction (relating to debris); 2. After construction (relating to the discharge of contents); 3. Prior to commissioning (relating to pressure testing); and 4. Following any shut-down (relating to fitness for returning to
use).
As to 1, this is intended to cover the deposition of additional materials to those which would be required in the construction of the pipeline. Applications should bemade to the Pipelines Administration on Form DepCon 1, copied to the HSE. Relevant fishing organizations should also be consulted.
As to 2, the discharge of untreated substances, including seawater or sweetwater which may contain mill-scale or rust, is prohibited, unless the SoS consents. (The appropriate consulting authority for pipelines
53

Pipdi/lc.~: all you w:Lllted to know ...
authorized under the 1975 Act is the 50S. Application should be made on Form DisCon 1 to the Pipelines Administration and copied to the lISE.) For those pipelines constructed prior to 1975, the authorizing body is the Ministry of Agriculture, Food and Fisheries (MAFf) who acts under the Food and Environment ProtectionAct 1985 (FEPA 1985), for discharges into English waters. The Scottish Office Agriculture and Fisheries Department (SOAFD) deals with discharges into Scottish waters, and the DepartmentofAgriculturefor Northern Ireland (DANI) deals wi th discharges into Northern Irish waters.
The Guidance Notes should be consulted for procedure and notification periods. Aminimum of eighth weeks' notice should be given, with 16 weeks' notice where the line has been filled wi thou t consultation. Details regarding the nature and method of discharge are required.
As to 3 and 4, consent is required to bring a pipeline into use. Advance notice must be given to the Pipelines Administration and the HSEofthe commencementofhydrostaticorotherpressuretesting.Sufficienttime to assess the test results must be allowed and the test results submitted to the Pipelines Administration and the HSE.
The regulatory bodies also need to be satisfied thatthe operator has operating and emergencymarmals available (expensive prerequisites), that all works' authorization conditions have been met, and that an inspection scheme to their satisfaction is in place.
Where the line has been repaired, details of the weld NDT results, material tests, and welding procedures should also be supplied. Where components are replaced, test certificates for the replacement parts, together with the pressure-test results, are required. Where more than 12 months have elapsed between a satisfactory pressure test and commissioning, the HSE must be informed.
Mineral Workings (Offshore Installations) Act 1971
This is the main Act for the governance of offshore installations, providing for the health, safety, and welfare of persons on installations and for the safety of such installations and the precaution of accidents near them.
54
Forthe purposes ofthisActa pipeline, together with its associated apparahls or works, falls within the definition of'offshore installation'. There~ore, a p.ipe!ine may, in certain circumstances, require both a works authof1zatton under PSP A 19""7 S and be cm-ered bv the regula-tionsissued under this Act. ~
The Offshore Installations (Included Apparatus or Works) Order 1989: SI 1989 N 0.978, states that the 1971 Act covers apparatus and assoClat~d ~orks on an offshore installation or those situated wholly or partlyw1th1l150~mofsu~hinstallation, andassociatedwithapipeline conn~cte~ to an ll1stallatton. Such works must be certified by powers co?ta111ed 111 the Of~hore Installations (Construction and Survey) RegulatIOns, 1974, SI 19/ 4 No.2~9. These regulations cover the design and constructlOn of offshore 111stallations, together with the issue and terminationofcertificatesoffitness.
Following Piper Alpha, it is now the obligation of the operator of an offshore installation to install emergency-shutdown (ESD)valves to protecto£.fshore installations connected to pipelines conveyingflammabl~ ortmac substances. This obligation arises from the Offshore Installat1(~ns~Emer~ency Pipeline Valve) Regulations, 1978, SI 1989 No.1 029. P~n~d1C testll1g of the ,:alves is also covered by the regulations. No p1peline may be used wh1ch does not comply with the regulations after the date setout in them. Reference should be made to the Guidance notes in support of the offshore installations (emergencypipeJine valve) regulations, 1989, published by HMSO. .
SECfION 5: THE ENVIRONMENT
There isayeritable panoply of1egislation, both ata national (UK) level ~nd emanatll1g from Europe, concerned with all the environmental 1ssues associated with pipeline management you can think of, and a number of others you probably haven't -what one might call "the amazing maze".
~ection~ 43-45 of the Pipe-lines Act 1962, provide a good starting P0111t. Sectton 43 provides that the pipeline promoter musttake into :ccount any effect which his pro posals for a pipeline would have on the natural. b~auty of the countryside or on any such flora, fauna,
features, budd1l1gs or objects", and to "have particular regard to the
55

Pipeline,,: all.HJU wanted to know ..
desirability" of ensuring that things constructed in the course of the execution of the proposed works are kept below ground as far as that is practicable. The section is fairlY'woolly' in its drafting, but at least it shows the Parliamentary draftsman's heart was in the right place. Interestingly, no fines attach to any failure to have regard to such matters -one needs to have considered and to be seen to have considered the effects the proposed pipeline would have on the countryside.
Section 44 is perhaps stronger, in that the SoS must have "constant regard to the need of protecting against pollution [of] any water". Therefore, byway of example, in granting an authorization, the Secretary ill ust at the very least set conditions on a pi peline which would clearly discharge toxic su bstances ifhe granted an authorization at all. Section 45, as mentioned earlier, places an obligation to reinstate the land.
Listed below are some of the other various statutes, conventions, and directives of which one should at least be aware.
Statutes
1. Badgers Acts, 1991 and 1992: details protection given to badgers. Not meant to be discriminatory, however, against moles, voles, or other wildlife. (See also Wildlife and Countryside (Amendment) Act 1985.
2. Countryside (Scotland) Act 1967, and the Countryside Act 1968: places general dutyon Government, local authorities, and public bodies to conserve flora, fauna, geological and physiographic features.
3. Environmental Protection Act 1990: replaces Nature ConservancyCouncil with English Nature, the Nature Conservancy Council for Scotland, and the Countryside Council for Wales. Du ty to conserve the natural beauty of the countryside. Introduced duty of care with respect to disposal of waste.
4. Forestry Act 1967: Forestry Commission has duty to manage estates, and gran ts licences for felling trees. Where removal of trees is necessary and part of"p~rmitted development" within the meaning of the Town & Country Act Planning (fCPA) 1990, no licence is required. However, it should be noted thatwhere
56
a tree is the su bj ect of a Preservation Order under the TCP A 1990, the local planning authority's consent is required before the tree is felled.
-=;. National Heritage Act 1991: rep laces N att! re (:onservancv Council for Scotland and the Countryside Commission fo'r Scotland with Scottish Natural Heritage. It enables National Heritage Areas to be set-up, and establishes an independent committee to consider unresolved scientific objections to sites of special Scientific Interest (SSSIs).
6. Wildlife and Countryside Act 1981: intended to encourage the protection of birds, wildlife and plants. Places duty on County Councils to establish SSSIs to protect flora, fauna, geological and physiographic features. Also enables them to establish Marine Nature Reserves and pass bye-laws for their protection.
7. Wildlife and Countryside (Amendment) Act 1985:asonemight deduce from its title, this Act amends the 1981 Act It extends the protection granted under the 1981 Act to badgers (why they were omitted in the first place is a complete mystery), amends provisions relating to SSSIs, and places further duties on the Forestry Commission regarding conservation.
8. Wildlife and Countryside (Amendment) Act 1991:amendsSSof 1985 Act to prohibit the deliberate poisoning of birds.
9. Town and Country Planning (Notification of Applications) (Nature Conservation) (Scotland) Direction, 1991: obliges planning au thorities to consul t Scottish Natural H eri tage where developments within an SSSI are proposed.
Conventions
1. The Berne Convention on the Conservation of European Wildlife and Natural Habitats, 1979 lists those plants and animals which are recognized as endangered, particularly migratory species, and places an obligation to consume their habitat. Effect given to the above by the Countryside Acts, 1968, and the Wildlife and Countryside Act 1981.
2. The RamsarConvention on WetlandsofInternational Importance especially as Waterfowl Habitat (Command 6464)
57

Pipelines: all YOU wallled to k1low ...
provides general obligations to conserve wetlands which are listed in the convention to be endangered.
Council Directives (EEC)
1. Council Directive for the Conservation of Wild Birds (79/ 409/EEC) provides for the protectionofwild birds and requires special measures to conserve the habitat of "particularly sensitive" and migratory species.
2. Council Directive for Conservation of Natural and Semi Natural Habitats of Wild Fauna and Flora (the Habitats Directive )adopted under Article 130s of the ECTreaty, passed in December, 1991, places obligations on member states to maintain or restore natural habitats and wild species. Notyetin force in all member states, but all member states have agreed 5th] une 1994 as the date when the Directive comes into force. National Governments are required to pass any necessary implementing legislation within two years of notification of this Directive coming into effect.
3. Council Directive on Dangerous Substances in Water (76/ 464/EEC) deals with the pollution of inland and coastal waters, and ou tlines those discharges requiring consent and prohibits other substances from being discharged.
4. Council Directive on Groundwater (80/68/EEC) outlines a framework for dealing with groundwater pollution.
5. Council Directive on the Assessment of Certain Public and Private Projects on the Environment (85/337 /EEC) formalizes procedures for requiring an environmental impact assessment(EIA) for, amongst other matters, cross-countrypipelines. Each member state was required to pass necessary enabling legislation, and in the case of the UK, the Electricity and Pipeline Works (Assessment of Environmental Effects) Regulations, 1990, were introduced by Statutory Instruments.
The Regulations detail the procedure to be adopted by the SoS in deciding if an EIA is required when considering an
58
chapter 2. Anu J ilj(jugl1t I only had tc dip' :1 holt>
application fora cross-country pipeline. Where such a project will have a significant effect, he may require an ElA and an Environmental Statement to be produced.
Under the Directive, the EIA must "identify. descriheand assess in an appropriate manner.. .. the direct and indirect effects of:
human beings, fauna and flora soil, water, air, climate and landscape the interaction between the factors in the first and second material assets and the cultural heritage."
The specific issues which need to be addressed include ecology and nature conservation, noise, vibration, water quality, planning and land use, archaeology, and agriculture.
It should be noted that neither the Directive nor the Regulations deal in detail with the environmental impact of the pipeline operation, but are focused on the design and construction phase. The EIA should therefore deal with the practical measures to be carried ou t during the construction stage to ensure that any environmental controls are carried
. out.Todothis,itisadvisabletoproduceanenvironmentalmanagement plan to implement the construction in an enVironmentally-friendly manner.
The guidelines produced by the DTI for onshore pipelines (see Section 1 above) provides advice as to how the regulations and, in effect, the directive canbe met. Consultation by the pipeline promoter wi th the design team and any regulatory bodies is important to elicit their views of what should be included in the EIA. Both technical and nontechnical evaluations should be produced.
Even the most cursory glance at the above suggests that those proposing to lay a pipeline ignore the environmental aspects at their peril, consideration of which should form part of the pre-planning stage.
59

Pipelines: alI YUll waJ1led to know ...
SECflON 6: ENVIRONMENTALIMPACf ASSESSMENT
On the 27thJune, 1985, the European Economic Community issued Directive85/337/EECTheassessmentoftheeffectsofcertainpublic and priva te projects on the environment, which came into effect in July, 1988. Under Article 4(2) of the directive, promoters and planners of pipeline projects are required to provide a public statement documenting the likely effects of pipeline construction or operation, where the Secretary of State has decided that they might have a significant effect on the environment.
The statementwill need to include:
A description of the proposed project and of the environment into which it will be located.
A synopsis of the data u§ed to make the assessment.
Measures envisaged to avoid, reduce or remedy any adverse effects. '
Anon-technical summary of the above.
The requirements of this new legislation were initially set out in Statutory Instrument 1989 No. 167: Electricityand pipeline works (assessmen tofenvironmen tal effects) regulations, and later modified in Statutory Instrument 1990 No. 442 of the same title. .
Pipeline promoters were advised to seek clarification from the Secretary of State as to whether such an assessment is required before submitting an application forpipeline-construction authorization under thePipe-linesAct1962,forcross-countrypipelinesexceedingl0miles in length. Pipelines oflength1ess than 10 miles are dealtwith under the normal provisions of the Town and CountryPlanningActandmayalso occasionally be required to undergo an EIA
60
Clnl'tFr 2· And 1 tllOllf.!1JlI ol1!1lJad to dig.1 hole...
Itisworth remembering that the construction of spur li neswherethe combined length of the two pipelines exceeds 10 miles, orthe addition of a booster station to an existing line, may also necessitate an EIA.
SECfION 7: HEALTH & SAFETY AT WORK, ETC., ACf 1974
Throughout this Chapter there have been intermittent references to matters relating to health and safety. Itis-and rightly so-an all-perva sive issue. This Section deals with those aspects not dealt with elsewh ere in this chapter.
The Health and Safety at Work, etc., Act 1974-to give it its full and correct title- (HSW A 1974) has now been extended to apply to the PSPA 1975 by the Offshore Safety Act 1992. Applicable Regulations issued under this Act are:
-The Reporting ofInjuries, Diseases and Dangerous Occurrences Regulations, 1985,(SI 1985 NO.2033-'RIDDOR') deal with the reporting of deaths, injuries, industrial diseases and accidents.
-The Health & Safety at Work Act 1974, (Application Outside Great Britain) Order, 1989,SI 1989 No.840, replaces Variation Order 1977,SI 1989 No.679, which extended the defmitionofpipelines inaccordanc e with the PSPA 1975 as amended by the Oil and Gas (Enterprise) Act 1982. This SINo.840 applies the 1974Acttoanypipelineworkswithin controlled waters. Such works include assembly, inspection, testing and repairs, and associated diving operations.
Other Acts to note include:
Continental Shelf Act 1964 (CSA 1964)
This Act extends the Coast Protection Act 1949, to designated areas of the UK Continental Shelf. The CSA 1964 creates such deSignated areas.
61

Pipc1illc.~: all YOll wanted to know ...
Food and Environment Protection Act 1985
'IhisAct is administered by MAFf for English waters, by the Scottish Office Agriculture and Fisheries Department (SOAFD) for Scottish waters, and by the Department of Agriculture for Northern Ireland (DAN!) for Northern Irish waters.
The 1985 Act applies to pipelines constructed before thePSPA 1975 Act came into force and where no works authorization exists. Consent to deposit materials "within any part of the sea within seaward limits of United Kingdom territorial waters, either in the sea orunder the seabed" from a vehicle, vessel, or marine structure or a container floating in the sea is required under this Act before a works authorization may be granted under the 1975 Act.
Oil and Gas (Enterprise) Act 1982
ThisActprovidesfortheestablishmentof500-msafetyzonesaround everyoil and gas installation visible above sealevel. Safety zones for new subsea installations are ordered by Statutory Instruments issued under the Petroleum Act 1987 (see later).
Petroleum Act 1987
This Act provides for the establishment of safety zones as mentioned above, by terminating the Safety Zone orders under the Oil and Gas (Enterprise) Act 1982.Itrepealssections34-390fPSPAI975relatin gto the construction and extension of refineries. This Act also deals with abandonment (see Section 8 below). The Act grants the SoS powers to require a field operator, when required, to draw-up abandonment proposals for offshore installations and submarine pipelines at the end offield life.
62
Chapter 2: And I t1)()lI~lJll 011/V had to diM:l h()/c ..
Offshore Safety Act 1992
Prior to this Act HSW A 1974 did not app ly to offshore operations. 1rusAct remedied this omission, transferring responSibility for safety, inspectors, and regulations in the PSP A 1975 to the HSE.
SECflON8:ABANDONMENT
Offshore
There are over 150 fIxed platforms on the UKCS, with 3000 miles of . major submarine pipelines. Whilst these installations and pipelines are in operation, the danger to navigation and fIshing activities isquantifiable. In fAct it is often the associated debris rather than the pipelines themselves which may cause difficulties. Consideration is now being given to abandoning these facilities, to ensure continuing safety to other users of the North Sea.
Alimited amount of background assists an understanding of this subject. The main conventions dealing with exploration and production (the Geneva Convention of the High Seas, 1958 (GCHS),andthe United Nations Convention on the Law of the Sea, 1982 (UN CLOSS)) did not specifically address abandonment of pipelines. GCHS laid down the principle that those carrying out such activitks should not interfere with others, e.g. navigation and fIshermen. UNCLOSS dealt with abandonment of "installations and structures", obliging their removal to protect shipping. However, pipelines were not covered bythisConvention.1t is therefore arguable as to whether there is a du ty to remove abandoned pipelines under international law.
Obligations concerning the removal of abandoned pipelines have al'\\}lys been embodied in the pipeline consents granted under the early legislation. Pipelines constructed before the PSP A 1975 would have received consent under the Coast Protection Act 1949, with a require-
63

Pipelines: all rOll w:lmc(/ to k1l0H ...
ment to remove all parts of a pipeline projecting above the seabed, once the line was abandoned.
ThePSPA 1975 also dealt with abandonment by providing thatthe works authorization include a condition relating to abandonment. Section 21 (3) also granted the SoS wide powers to include "such terms as the SoS thinks appropriate ... ". Itisalso an obligation of all holders to notify the SoSwithin28 days that a pipeline has not been used for 12 months. Further, a pipeline is deemed abandoned three years afterits last use. Thereafter, the SoS has the power to serve notice on the holder specifying work to be carried out to a pipeline "to prevent [it] from being or becoming a navigation or fishing hazard or source of pollution ".
It was with the advent of the Petroleum Act 1987, that it became a majorissue,probablybecausetheSoSwasgrantedthepowertorequire operators and their co-venturers to provide acceptable abandonment programmes. Once satisfied with the plans, these may be approved by the SoS under the Act. Prior to 1987 Joint Operating Agreements and U nidzationAgreements (the agreements between partners concerning the management of the field) did not include an obligation relating to abandonment. Since 1987, provisions relating to abandonment have been the subjectofsome intense debate, as some companies have take n the Petroleum Act 1987, to impose a greater burden than the previous Acts.
The Act also made the carrying out of the abandonment a joint responsibility, which was a little worrying for an industrywhich traditionally operates on an independent basis eschewing joint liability.
The problems with abandonment are practical and fmancial. There is the obvious problem of how bestto abandon installations and pipelines at minimum risk to the companies and the environment.
There are also the problems of how to deal with the continuing obligations. If anirtstallation is left, there is always the risk it presents to third parties. It is difficult for companies to assess, apportion, and make financial provisions for the cost and responsibility of these residual liabilities. This maybe complicated where one partner withdraws before the end of field life. Withdrawal may therefore be made subject to payment of a suitable sum towards their share of the projected abandonment costs and any residual liabilities. On the latter point, the unanswered question is whether any subsequent damage arises from
64
the installation operated or designed during their time of i nvolvemen t or later.
Various suggestions have been made to deal with this, including the provision of bank guarantees and setting upa trust fund. In practice, setting aside money into a trust fund for uncertain contingent liabilities has not been tax efficient. These payments are not tax deductible and may be subjectto further taxation under other legislation dealing with trust matters. Bank guarantees are also costly and may be difficult to obtain, as fewer banks make them available.
Currently there is some debate as to whether total removal of installations should be obligatory. Although the UK and the USAare the only countries to date to enact legislation dealing with abandonment (Norway, the Netherlands, and Denmark all have North Sea sectors but notyetlegislation), other European Community countries support total removal. This may not be the best course of action, as disturbing a pipeline which has been in place for 20 years may cause damage to the sea life which would have established itself in its vicinity.
From a taxpointofview, abandonment has been "a disappointment". Prior to 1990,abandonmentdid not qualify for any tax reliefs. Following the Finance Acts of 1990 and 1991, some reliefs were granted. It is now possible to treat abandonment costs as allowable for Petroleum Revenue Tax (PRD purposes if they were incurred in closing down or decommissioning or removing any qualifying asset. These allowances are restricted where gas is produced, which is not subject to PRT.
As an attempt by some partners who were concerned that their other partners may default leaving them with the abandonment liability, abandonment guarantees byway of bank guarantees are sometimes required. Bank guarantees can, as we have seen, be costly and may be difficult to obtain as fewer banks make them available.
Costs associated with obtaining abandonment guarantees were also allowable againstPRT. However, this applied onlywhere the guarantee wasprovidedtocomplywitha"relevantagreement"OOAorsimilar). If so, only the payees' liability under the lOA is covered but not his expenditure which arises directly from the abandonment guarantee.
The Finance Acts of1990 and 1991 also introduced allowances for abandonment against Corporation Tax (CT). The 1990 Act introduced the allowance enabling 100% of certain demolition costs reiating to
65

Pipelines: all you wanted to know ...
offshore plant and machinery to be written off Carryback oflosses relating to the abandonment was allowed for three years, and the 1991 Actextended this to all companies. The 1991 Act has also introduced provisions relating to abandonment payments which may be deducted for CT purposes which are either revenue or capital costs. .
In practice, setting aside money into a trust fu~~ to provide for uncertain contingent liabilities has not been tax effiCient. These payments are not tax deductible and may be subject to further taxation under other legislation dealing with trust matters.
Onshore
The Pipe-lines Act 1962, deals with abandonment o~shore. "Aba~donment" is not defined in this Act and apart from Sect10n 25, there is no formal procedure relating to a pipeline's abandonment.
Section 25 enables the SoS to serve a notice upon the owner of a pipeline requiring him: "to do to the line or lengt~ such things as ~ay be specified in the notice", which are to: "stop the lines or lengths bemg or, as the case may be, to prevent its becoming a source of danger" where a pipeline has beenabandoned or has not been used for the past three years. ,
Where the pipeline owner fails to carry out such works, the SoS can ensure such works are carried out and recover their costs from the owner.
Section 2 5 should also be read in conjunction with Section 24 which allows the SoS a general power to make regulations for any matter or thing to secure the proper construction and safe operation of any pipelineorworks.Itisarguablethatabandonmentwouldbec~ass~d~s "operation" of a pipeline, and therefore the SoS may order the plpelme s abandonment.
66
'. i
\
Cl1:zptcr 2: A.l1d! thought 1 only 11:1(/ to dig:1 hole
SECfION 9: NEW ROADS AND STREET WORKS ACT 1991
This Section could have the alternative title 'Whose hole is it anyway?'. The Horne Report (Roads and the Utilities: ReportofCommitteechairedbyProfessorMHorne,HMSO 1985),asoneifitsrecommendations, suggested that street works should be co-ordinated to avoid the inevitable delays and disruption to road users. Prior to privatization of just about everything, the British Gas Corporation, the Water Boards, and the GPO were the only bodies (apart from the Highway Authorities) to dig-up our roads. Since privatization, there is a potential for a multiplicity of companies to install cables or pipes.
The New Road and Street Works Act 1991 (NRSW 1991), which replaced the Public Utilities and Street Works Act 1950 (PUSW A 1950), aims to put the majority ofthe Horne Report's recommendations into effect. "Undertakers" for the purposes ofNRSW A 1991 include those carrying outworks as a result ofa statutory power or as licensed to carry outworksunderthisAct. Under Section 59, itis a general dutyofastreet authority to co-ordinate works, and under Section 60 (see below) undertakers are obliged to co-operate. Failure to do so is an offence subjectto afme. To achieve this co-ordination, Section 53 obliges each street authority to record details of works within its area: itis in tended that this computerized street and road works register (CSRWR) shall be accessible to all interested parties.
Sections 54-58 deal with the minimum period of notice required now forvarious types of work. For further assistance on the notice, see the Co-ordination codeofpractice, which recommends that more than the statutory notice periods are followed, and the Street Works (Registers, Notices, Directions and Designations) Regulations, 1992, SI 1992 No.2985. The notice required depends upon the type of works to be carried out and the type of street so, as a brief guide to the Regulations:
-Emergencyworks require only two hours notice in whatever street they occur.
67

Pipelines: all you wanted (() know ...
-U rgentworks (Le. not emergency but requiring almost-immediate attention) require two hours advance notice, but only in traffic-sensitive areas or for those streets with special engineering difficulties.
_ Minorworks without excavation can be carried out without notice innon-traffic-sensitiveareas, whilst traffic-sensitive streets require three days notice.
_ Standard works requireseven days notice for non-traffie-sensitive areas, and one month's notice followed by confirmation of start date seven days in advance.
_ All major works require one month's notice followed by confirmation of start date as above for all areas.
The Act also covers reinstatement, making it a duty of the undertaker to carry out and complete itwith reasonable despatch,and.t? cO.mp ly wi th such requirements as may be prescribed as to the speciflCatlon of materials to be used and the standards of workmanship to be observed.
For the application of standards, reference should be made to the Street Works (Reinstatement) Regulations, 1992, SI 1992 No.1689, to the Street Works (Re-instatement) (Amendment) Regulations, 1992, SI 1992 No.3110, and to the Code of Practice on 'SpecificationfortheReinstatement of Openings in Highways' published in September, 19?2.
It is hoped that the CSRWRegisterwill provide the necessary location and mapping of up-to-date underground utility services which will prevent excavation works damaging existing mains or cables -a notinfrequentsource of accident and litigation. Section 79 also obliges undertakers to maintain up-to-date records of their apparatus "as soon as reasonably practicable after placing it in a street or altering the position", stating the nature of the apparatus and whether it is for the time being in use. ,
Regulations are currently being drafted to cover the form o~ such records, which should be available at all reasonable hours and WIthout charges.
68
(Jwplcr 2: And II!JOllght 1 onlr Iud /0 dig a hole
Should an undertaker be unfortunate enough to dig up a main or cable, under Section 82 he is liable to compensate the street authoritv in respect of any damage, as well as any other person having apparatus in the streetwho suffers damage as a result of the works. 'Apparatus' is defined -somewhat unhel pfully -as "any structure for the lodging therein of apparatus or for gaining access to apparatus".
Before leavingNRSW A 1991, it should be noted that Sections 15-17 of the Pipe-lines Act 1962, have been amended. Section 15 is amended by minor substitutions of definitions, while Sections 16 and 17 are substitutedbyanewSection 16which allows the NRSWA 1991 to apply in conjunction with the Pipe-lines Act 1962, and extends the notice period required under Section 16 to two months.
Fora public gas supplier (PGS), such as British Gas, their powers to break-up streets stem from the Gas Act 1986.
The regional electricity companies (RECs), and other persons licensedtotransmitorsupplyelectricity,mayexecuteworksorbreak-up streets byvirtue of the Electricity Act 1989, Section 10 Schedule 4 para 1. Under Schedule 4 para 3, an REC or licence holder can alter the position of any pipe except those forming part of as ewer age system. For more detail, refer to the Water Consolidation (Consequential Provisions) Act 1991, Section 2( 1) Schedule 1, to the Water Resources Act 1991,Section 159,andtotheWaterlndustry Act 1991, Section 158.Any works carried out are also subject to the Electricity Supply Regulatio ns, 1988, SI 1988No.l 057, and to the Electricity Supply (Amendment) Regulations, 1990,SI 1990No.390.Theseimposerequirementsforthe protection of certain underground lines. Itis also a duty of the electricity undertaker not to install anything under, along, oracrossastreetwhic h becomes a source of danger to the public. . The Electricity Act 1989, Schedule 4 paragraph 1 (6) and Sections 65 and 66 of the Electricity Act 1989, confer powers specifically to breakup streets. Such power is not limited to the area in which the licence holder is authorized to supply or transmit electricity.
There is no shortage of reading material on this relatively-new legislation which many continue wrongly to be referred to as "PUSW A". Avid readers and insomniacs should refer to:
69

Pipelinc,: all rou wanted /0 know ...
Circulars
The StreetWorks provisionsoftheNew Roads and StreetW'orks Act 1991: LocalAuthority & Utilities Circular 1/93 (Department of Transport) 28/93 (Welsh Office).
Regulations
1. The Street Works (Qualifications of Supervisors and Operatives) Regulations, 1992,SI 1992No.1687.
2. The Street Works (Inspection Fees) Regulations, 1992, SI 1992 No. 1688.
3. The Reinstatement Regulations, 1992, SI 1992 N 0.1689. 4. The Street Works (Sharing ofCostofW orks) Regulations, 1992
SI1992No.1670. 5. The Street Works (Maintenance) Regulations, 1992 SI 1992
No.1691. 6. The Street Works (Registers, Notices, Directions and Designa-
tions) Regulations, 1.992, SI 1992 No.2985 (see section above). 7. The S treet Works (Records) Regulations, 1993.
Codes of Practice
1. Code of Practice on re-instatement. 2. Code of Practice on 'Measures necessary where apparatus is
affected by major works ( diversional works)' published 22nd October, 1992.
3. Code of Practice for inspections, published 22nd October, 1992.
4. Code of Practice on 'Safety at street works and road works', published I1thFebruary, 1993.
5. Code of Practice for the co-ordinationofstreetworksandworks for road purposes and related matters, published on 22nd February, 1993.
6. Code of Practice on 'Recording of underground apparatus in streets'.
70
Chapter 2: And j tiWllf{jJ[ 1 onil had /() (ii~;/ ilUic..
Orders Made under the Act:
LThe New Road and Street Works Act 1991. (Commencement No.3) Order 1992 SI 1992 No. 1686 (C';"7).
2. The New Road and Street Works Act 1991, (Commencement No.5 and Transitional provisions and Savings) Order 1992 51 1992No.2984(C88).
3. The StreetWorks(Notices) Order, 1992, SI 1992 No.30';3.
ThisChapterh~attempt~dt~providethereaderwithbutasummary of the legal aspects lllvolved III plpelaying. Exhausting it may have been to read, and exhausting it may be to implement, but exhaustive it most certainly is not.
REFERENCES
1. British Standards Institution BS 80 1 0: Code of practice for pipelines (note' P = published; D = draft) .
Part 1: Pipelines in land -general (P) Part 2: Pipelines on land: design, construction and installation, Section
2.8: Steel for oil and gas (P) Part 3: Pi?eli~es subsea: design, construction and installation (P) Part 4: Plpehnes on land and subsea: operation and maintenance
Section 4. 1: Steel pipelines on land (D) , 2. British ~tandards Institution CP 1021: Code of practice for cathodic
protection Part 1: Land and marine applications
3. BS 5750: Quality assurance 4.1nstitute of Petroleum: Model code of safe practice
Part 1: Electrical safety code Part 6: Pipeline safety code and supplement
5. The Institution of Gas Engineers 'J?/1: Steel pipelines for high pressure gas transmission 1 D/9: Off-takes and pressure regulating installations
6. American National Standards Institution B 31.4: Liquid petroleum transportation piping systems B 31.8: Gas transmission and distribution pi ping systems
7I

Pipelines: all you wanted to know ...
7. A.C.Twort, F.M.Law, and F.W.Crowley, 1985. Water Supply, 3rd Edn, Edward Arnold.
8. British Standards Institution RS ROO'; Sewerage: Part 1: Guide to new sewerage construction Part 2: Guide to pumping stations and pumping mains
72
CHAPTER 3
NOT IN MY BACKYARD!
ROUTEING OF PIPELINES
Onshore, oil and gas
Choosing the route of an onshore gas pipeline requires considerable care and attention to detail. It is essentially a baiance of selecting the least-obtrusive, least-hazardous path consistent with sound economics. Other factors which need early consideration are the effects the pipeline may have on the natural and human environments, and the necessary consultations with regulatory authorities, local communities, i nterested parties, and the numerous other people and organizations who maybe affected by the proposed route.
Economic, technical and safety considerations are, however, the primary factors governing the choice of route for an onshore pipeline. The shortest route may not be the most suitable because of physical obstacles, environmental and other aspects which should be considered such as constraints im posed by users of the land, and pipelinesafety, requirements. The main factors influencing onshore pi peline routeingare:
contents of the pipeline and its operating conditions terrain and subterranean conditions hazards, e.g. traffic existing and future land use permanent-access requirements transport facilities and utility services
73

PipcJillC~: all YOll Wi/flIed 10 knIHv ...
agricultural practice environmental impact
Desktop studies are carried out in order to acquire from records, maps, and previous survey information, a complete setofdataon each of the geographical and geological features that are relevant to the safe, reliable, and economical operation ofthe pipeline.
PipeJinecorridors
On the assumption thatthe start and end points of the pipeline are known, the first stage in choosing the route is to select a corridor of an appropriate width, for example 1 km, on a straight line between those points. This should be entered on a suitable scale plan (typically 1:250,000).Theprocessisnowoneofcontinualrefinementuntilthe first option route can be plotted, typically on a 1:50,000 scale map.
Within the chosen corridor, particularly if there are any suburban areas involved, there are likely to be few natural routes but numerous constraints. For high-pressure pipelines, itis preferable to avoid areas of domestic housing and other points where people congregate, including locations of planned future development, points of geological instability and other unsuitable ground conditions, unduly-difficult special crossings, and environmentally-sensitive areas. Where such sites cannot be avoided, special precautions may need to be accommodated in the design of the pipeline.
Once a first-option route has been chosen, the landowners and occupiers should be notified to enable commencement of easement negotiations. Simultaneously, all other interested parties should be approached with the aim of seeking views and obtaining general agreement to the route. Inevitably, there will be needs to modify the route to cater for landowner and interested parties' wishes. However, the objective of reaching a safe route at an economic cost should be retained. Plans for landowners and occupiers are usually prepared to a scale of 1: 1 0,000 or 1 :2,500 for easement-negotiation purposes, while forpublicauthorities,forexampletheNationalRiversAuthority,British Waterways and British Rail, appropriate special-crossing drawings need to be submitted.
74
Environmental concerns
Where the pipeline may pass through environmentallysensitive areas, there may be a requirement to produce an environmental assessmente see Chapter 2).
If so, many aspects of the project will need to be addressed. As an example, besides assessing the effects of the construction on the local flora and fauna and on any archaeological and heritage sites, traffic considerations, leisure activities, and conservation areas need to be considered. For sensitive areas, and possibly special crossings, it is sometimes prudent to prepare method statements of how construction will take place to assist with obtaining consents to construct the pipeline. It is important to ensure that such method statements are included in the contract documents and are adhered to in construction.
Maps and plans used for land surveys are obtained from the Ordnance Survey (OS), and geological information from the British Geological Survey (BGS). For information on mining, application should be made in the frrstinstanceto BritishCoal,orto the owners ofmineralright.<; int he case of privately-owned mines and quarries. These bodies should be consulted, if affected by the route, to determine the extent of present and possible future mining operations, the existence of old workings, and any expected subsidence.
Local authorities and local geological institutions are consulted on general geological conditions, slippage areas, tunnelling, and other possible adverse ground conditions. Where there is a possibility that any of these adverse conditions might arise during the lifetime of the pipeline, observations leading to their detection are incorporated in the regular surveillance procedures adopted. This will include measurementoflocalground movement and any indicative changes in pipeline stresses.
The following adverse ground conditions are considered during the route-planning stage:
proximity of past, present and future mineral extractions, includinguncharted workings;
areas of geological instability, including faults and fissuring; softorwaterloggedground;
75

Pipeline,: all WHI 'wanted to know ...
soil corrosivityand resistivity; rock and hard ground; flood plains; earthquake zones; existing or potential areas oflandslippage and subsidence; infilled land and waste-disposal sites, including those contami-
nated by disease or radioactivity.
Detailed survey
Adetailedsurveyiscarriedouttofinalizetheroute,whichinvariably involves entry on to private land. All land owners and occupiers affected by the project need to be approached, and the survey work is therefore conditioned by the progress made in acquiring rights to constructthe pipeline. Normally, a full indemnity to pay for all damage done during surveywork may be sufficient to acquire temporary rights which will lapse after the survey has been completed.
The detailed route survey makes it possible to determine the approximate amount of pipe required. An adequate margin should always be allowed to cover minor diversions, which may arise during construction,andreplacementofpipe,whichmaybedamagedduringconstruction.Acontingencyfigure of 1.0% is not unusual.
Geotechnical surveys provide information on the type and properties of the soils traversed by the pipeline, the soils' resistivity, and the type and configuration of buried services crossed by the pipeline. The geotechnical results can be used to determine either pipeline concretecoating requirements against flotation, or support requirements against sinking in weak soils.
A pipeline may have to cross roads, railways, canals, rivers and underground services belonging to various authorities. In addition to the necessary easements, orwayleaves, consent needs to be obtained from such bodies as local-government authorities, highway, railway, inland-waterwayanddockauthorities,andagriculturalauthorities.ltis always the responsibility of the pipeline operator or ownerto ensure that all bodies and persons whose duties or interests are likely to be affected by the construction and operation of the pipeline are provided with sufficient information to enable them to carry out their duties adequately or to safeguard their interests.
76
Particular attention is given to consultation with water authorities so that arrangements of mutual satisfaction can he made to avoid the risk of polluting the publicwatersupply. These arrangements may cover the actual routeingofthe pipeline, any particular water catchment area, and facilities for observation of the works during construction and test ing of lengths in vulnerable water areas. A vulnerable water area is defined in relation to ground water as an area in which there are no impermeable strata overlying an aquifer from which drinking-water supplies are drawn. So far as surface water is concerned, all catchments from which water supplies are drawn are, to some extent, vulnerable to pollution and the degree of risk should be assessed in each particular case,
Gas pipe routeing in urban areas
In the majority of cases, pipes laid in heavily-populated urban areas will be either medium-pressure or low-pressure gas mains. As such, the predominant reference will be IGE recommendations IGE/TD/3 -Distribution Mains.
Amongst the locations IGE/TD/3 recommends avoiding for the routeing of mains are:
areas already congested with underground plant; and heavily traffic-laden routes, where carriageway construction may
not be satisfactory.
Obviously, pipes to be laid in urban areas could well encounter these conditions. Care therefore needs to be taken in establishing the positions of all other underground plant. There are Codes of Practice available which give advisory locations of utilities apparatus in footways. An example ofacommonconvention, produced by the National Joint Utilities Group (NJUG), isshowninFig.3.1.
Due to the probable proximity of property to mains in urban areas, attention has to be given to ensuring that the integrity of the mains' system is maintained. The factors which can affect the risk of damage to the property and its occupants are:
mains' failure, which may give rise to gas escaping into the ground; the risk of such escaping gas entering property;
77

PipdillL.~o all yuu W;W[ccj iu J,.I1U~Lo
Fig.3.1. Typical service pipe detail.
78
('/u['tcr ~o Not ill ml hack jOanl'
the risk of the gas in the property forming an explosive mixture, combined with a source of ignition being present.
By considering the above factors and their component in fluenees, it ispossibletoconstructasafetyassessmentofaproposedmainoDetails ofcarrying-Dut safety assessments, together with worked examples, are describedinIGE/TD/3.
Offshore, oil and gas
As in the case of onshore pipelines, economic, technical and safety considerations are usually the primary factors governing the choice of route for an offshore pipeline. The shortest route may be the most economical, but may not be suitable technically because of physical obstructions and other constraints imposed by other users of the sea and considerations of pipeline safety.
The selection of the pipeline route begins by defining the start and end points for the pipeline, whichforinterfield flowlines can be another offshore installation, or for trunkiines, a shore approach and landfall location. Thelandfalliocation is generally chosen with consideration of end users of the transported product, environmental constraints, and local regulations.
Route selection is carried out by balancing technical and economic factors. The objective is to define the most economical route whilst taking into account the technical constraints. In some cases the route can only be feasible with heavy cost penaltie~. The main route aspects which need to be taken into accountto ensure that the pipeline can be installed and operated safely include:
-seabed obstacles -pipelaying constraints -crossings -platform approaches -nearshore approach and landfall -existing and future developments -seabed conditions
79

Pipeline,: all pJtI wanted to know
"n1e pipeline route must:
avoid seabed obstacles such as wrecks and subsea wellheads; consider pipelaying constraints such as allowable horizontal radii
so that changes in route direction are physically achievable; allow adequate water depths for the installatio n vessel especially
at shallow shore approaches; minimize the crossings of existing pipelines, power and telecom
munication cables; and selectthe best platform approach with due consideration given to
the location of the riser on the platform and anyotherobstructions such as jack-up rigs, supply-boat loading zones, and crane and flare zones.
A typical offshore-platform approach is shown in Fig.3.2. The im pact on third parties, together with consideration of the
possible developments of other offshore fields and the seabed conditions, such as unstable areas, sand waves, pock marks, shoaling areas and irregularities of the seabed, are essential parameters which influence the selection of the pipeline route.
In addition to the above, consideration must also be given to other users of the sea, such as fishing, shipping, dredging, dumping, and Ministry of Defence (M 0 D) activities.
The interest of these parties must be taken into account, but their requirements may not necessarily have a direct effect on the route optimization, since engineering solutions can be often found to ensure the intgrity of the pipeline in difficult areas, albeit atacost.
Afterthe route has been selected and has been plotted onto alignment drawings, an offshore survey is commissioned to carry out bathymetry and soils' investigations. This will confirm the acceptability oftherouteandwillhighlightanyconcernsthatwerenotknownfrom the initial desk-top route-selection studies.
The offshore route survey consists of oceanographic data collection by deployment of current meters, wave riders and tidal gauges, soil investigation by drop corer, vibro corer and drilled-core sampler, seabed bathymetry orwater depth determination by echo sounder, identification of seabed features including obstructions, rock outcrops, sand waves, depressions and anchor-scouring marks byside-scansonar,
80
'*--<'~
~~~-~ ..• .. ~~ ..... :. . . . .. ~
. , , ,
i
:" " " '<"':
" .r
~
" i :~~ : '\."-0"
" '-< .. :"
" " ,,:
~ ." ." .... ~" ...
'-,
Fig.3.2. Typical offshore platform approach (courtesy]ohn Brown Engineers & Constructors Ltd).
81

Pipelines: alI you wanted to know ...
sub-bottom profiling by acoustic energy-pulse boomer, detection of magnetic anomalies by magnetometer, and inves.tigation of seabed features, outcrops or confirmation of other data usmgremotely-operatedvehicles(ROVs).
Water pipelines
U nderthe Water Industry Act, 1991, the water and sewerage companies have the power to lay pipes and 'associatedap~ara~s', al!d ~o carry out incidental works within privateland after servmg a Nottce onthe occupiers and owners whose land is affected. The p.eriod of the notice is three months, unless the pipeline being installed 1S a replacement of an existing pipelines, in which case the period is reduced to 42 d~ys.
The companies have to com ply with a statutory code of practice, which sets out the processes of consultation and procedure thathav~ to be followed. Fines can be imposed by the DirectorGeneral oftheOff1ce ofWaterSupply(OFW AD on any company found guilty of breaching the code. Under the Water Industry Act, the companies have to pay compensation for any depredation, disturbance, loss, or damage resulting from the exercise of their rights.
ACCESS TO THE LAND
Although much can be done from plan maps and geological and aerial surveys, final route selection still requires access to the land. I t may also necessitate on-site ground investigations. The consent of owners and occupiers should be sought individually for any such acce~s. .
The pipelineoperatorwillnormallyobta~n tempora~nghts whlCh will lapse after the survey is completed. Apnorundertaking should be given to landowners and occupiers to make good d~mage done or loss sustained during the survey, arid to paycompensatlOn for any damage not made good. .
Anunnecessarily-Iargenumberofentriesontolandcan?~avoidedbr prior consultation with planning and other local authonttes, as prev1-ously described.
82
,
\
Access to the land over the design life of the pipeline for inspection, maintenance. and repair needs to be negotiated with the landowners along the route in the form of rights-of-way (ROW') and wayIeaves.
ROW (rights-of-way) and wayleaves
The most usual form of legal agreement to lay pipelines across country is bywayofafreehold easement granted by individual land owners to the pipeline operator.
The Deed of Grant which conveys the easement normally permits the operatortherightto lay, maintain, operate or replace the pipeline. The easement is a strip ofland of specified width over the land, owned by the grantor, in which the pipeline may be laid. For a negotiated rate of payment by the operator to the landowner, and in return for the permission to construct the pipeline, the landowner or the occupier may continue with normal fanning activities after the land restoration is complete.
However, it is usual to restrict future activities which may prove harmful to the pipeline being undertakenwithoutthe permission of the operator. Amongst such activities are developments wi thin the easement, and either reduction of or addition to ground levels above the pip eli ne. Where alandownerordevelopersubsequentlywishesto develop close to the pipeline easement and within the building proximity distance of the pipeline, it will be necessary either to divert the pipeline to an acceptable alternative location orto negotiate compensation for loss of development provided this facility is given in the original transaction.
The width of the easement can be related to the sizt· of the pipeline (see Fig.3.3). For pipelines oflarger diameter, the agreed width of easement may not readily accommodate the desired construction areas; in these circumstances, a wider working width may be negotiated. The same principle may be employed at special crossings or where difficult ground conditions make additional ground area necessary. . Where it is proposed to construct line valves, pig traps, or other permanent installations, consideration should be given to purchasing the required land outright
83

Pipeline,: all.1 Ol1IV:llltn/1O kn()w",
I U Z w a:: f-
(c;:kj
-- ---f
I
Fig.3.3 Typical construction working width (courtesy John Brown Engineers & Constructors Ltd).
84
(1uplt'r ,~' :'.jof ;f] 1m' hack ,\anl'
For land owned by public authorities, such as British Rail and similar organizations, permission to lay the pipeline may be by way 0 fa licence. In these cases, there is generally a time limiton the permission so that. on expiry, it will be necessary to renew the licence.
The responsibility for acquiring the necessary rights and consents rest.swiththepipeline operator. 111ese are, whereverpossible,obt ained by private negotiation with the landowners and occupiersconce rned. Prior consultation and agreement wi th represen tative bodies such as farmers', landowners' and other associations on the terms and conditions to be offered to individual owners and occupiers for the rights required will generally assist in their acceptance, although such agreements cannot be binding on any individual. Where negotiations fail, it may become necessary to apply to the Secretary of State (Department of Trade and Industry) for the compulsory acquisition of rights. The procedure to be followed in such cases is laid down in relevant legislation.
The owners and occupiers concerned should be consulted at the earliest stage, as should statutory organizations and other represenL'ltive associations such as the Country L'lndowners' Association and National Farmers'Union, or their equivalent counterparts in Scotland,Wales and Northern Ireland.
The types of rights which it may be necessary to acquire are as follows:
Purchase of freehold
Generally, the only freeholds which need to be purchased outright will be for land on which pipeline facilities (for example, block-valve stations and pigging stations) are to be constructed. As regular access will be needed for inspection and maintenance of these sites, specific provision for permanent access will also need to be made. A typical block-valve station arrangement is shown in Fig.3.4.
Acquisition ofeasements
Easements can be acquired for a term of years, or in perpetuity, and are preferable when wayleaves and licences are negotiated privately
85

Pipelines: all YOll wan/cd to know ...
I
avoCi 8NI1SIX3 J I ~ ~~ ~
~
~~ d ~ ~ :;;~ ~
~ 2 • ~ d
~
.-il~ ~~
! I
1
---, I
I I I <I( i I
I I I <I(
i , z
I T 0 1=
I 0
J \ \ w
\~ VI
3' ~\
e !t' ,,\ 10-~t ~' ~
~!\ tl\
i \ !
[ !
\ I
~ ~
\ h i \ ! ~ i
U in I
~ ~
001 ~
i OO~L
~
Fig.3.4. Typical valve station arrangc:ment (courtesy John Brown Engineers & Constructors Ltd).
86
because easements 'flowwith the land', i.e. if the land is either sold, or the pipeline owner sells or assigns his interests, the easement will automatically be transferred so long as it continues to service the 'dominanttencment', which may be a refinery or installation atone or other end of the pipeline route.
The granting of easements may either be in respect of a pi peline easement, or in respect of a right-of-way (access), or both, and will govern the rights and liabilities of each party. Thedocument should specify the width of the easement, which is usually determined by the terrain and the method of construction. The pipeline owner's rights incorporated in the document will include thenumberofpipelines permitted to be laid, their depth. and provision for maintenance. operation, inspection, repair and the future use of the surface of the land.
Wayleaves, licences and rights
Provided that an easement is acquired, the principal additional rights would usually be for construction (induding subsequent reconstruction),rights-of-way(access)to and from the easement strip fromapublic highway, and provisionfortheinstal\ation and maintenance of cathodicprotection facilities outside the easement strip.
Where easements have not been acquired due to lack of a dominant tenement, it will be necessary to obtain rights to lay the pipeline by means of a lease of the required stri p ofland. A typical construction working width is shown in Fig.3.3.
ENVIRONMENTALIMPACf
Environmental impact assessment, or EIA, is a technique used by environmental scientists and planners to assess the scope and magnitude of effects caused by any new development. The technique has been formally implemented within the UKas part of the lJK'sland-use planning system since]uly, 1988, although a number of voluntary assessments had been made prior to that date.
The objective is to predict the1ikely impacts caused by specific types of project on the environment, induding oil and gas pipelines and long-
87

PI[Kll1Jes: ail.lou walllcd W hlHI\\ '"
distance aqueducts, and to detail the way in which such impacts can be reduced or avoided at the earliest possible stage in the planning process.
Pipe\ ine projects were one of the first categories of pr~ject to he covered under the new legislation. which is described in Chapter 2. Thereareanumberofreasonsforthis,amollgwhichare:
Pipelines,irrespectiveoftheliquidsorgasesthattheycarry,are large linear developments which often cross a number oflocalplanning boundaries during the course of construction, so in environmental planning terms they are best de alt with as part of a strategic assessment.
Pipelines have the potential to affect a wide variety of differ~nt parties during the construction phase due to the effects of nOlse, transport, river/ road/ rail crossings, agricultural damage or scarringofthelandscape.
The long term benefits following pipeline construction can be very positive from an environmental perspective, reducing the possibilities of product spillage or loss, whilst guaranteeing security of supply of the product.
Once commissioned, a pipeline presents litttein the way of dayto-day environmental effects.
Since formal legislation came into effect in the UK in 1988, some 1,500 environmental-impact statements have been produced, of which 15 were forpipelines.
The Department of Energy issued a set of detailed guidelines in November, 1992, which suggestthewaypromoters of pipelines should go about collecting information on the environment through which the pipeline will be constructed, whilst assessing the positive and negative aspects of the proposed scheme.
The assessment of impact
As a general guide, a pipeline assessmentwill include the following main sections:
88
Chapter -1: Nor ill11l1iJack DId'
Introduction
Detailing the need for the new pipeline. the introduction should also include the types of products it will carry and the commercial just ification for the project. It is important to list any possible later develop ments which might be encouraged by the installation of the new pipeline, as these could have environmental effects in addition to the initial construction.
Projectdescription
This should note the quantities and types of materials that will be used for the project, pipe specification, fill materials, drainage pipes, porous fill, coatings, temporary fencing types, etc.
A detailed description of the proposed construction techniques should follow, including every crossing, as road, rail and river crossings often have a heightened environmental impact compared to that caused by crossing open farmland. This section should evaluate the methods proposed for topsoil stripping, storage, and final reinstatement, and explain how agricultural severance will be dealt with du ring the construction phase, and give a detailed description of the proposals for reinstating drainage systems. Ideally, thepipelinepromoterorconstructor should have ready an outline reinstatement plan against which an assessment can be made. Lastly, methods should be included for commissioning the pipeline and decommissioning the line at the end of its usefullife.
Environmental description
This varies with the type ofland use in the areas likely to be affected. It is usual to make a detailed evaluation of archaeological significance along the proposed route, together with an assessment oflandscape value, recreational interests, sensitive habitats (especially sites of specialscientificinterest(SSSIs),andnational nature reserves) allofwhic h might be damaged during the construction processes.
The initial effects of pipeline construction will onlylasta few months, but poorly-designed and -researched installations can lead to innumer-
89

Pjpciil1L~,.,. ali j ou ~valllLJ iu Al j()~" .. '
able problems, of which some of the most common include: the accidental transmission of plant and animal pests; damage to soil structure and, consequently, agricultural productivity; damage to river and stream banks resulting in increased erosion or adverse downstream effects on fisheries; scarring oflandscape patterns by hedgerow or woodland removal; accelerated erosion of fragile habitats such as moorland or heathland ecosystems; and disturbance to local communities from noise or increased numbers of construction vehicles in the area.
These are just afewofthe potentially-damaging impacts which can be assessed long before the project gets underway, enabling an effective strategy tobe formed to reduce or avoid the damage. Long-term impacts, such as landscape scarring, require careful planning and, in some cases, compensatory planting which needs tobe thought about at the outset oftheprojecttoreducetheviewof,orcamourflage, the final route.
Infrastructure
The assessment needs to consider the effects of construction on traffic flow (where roads are'trossed), recreational or commercial use of watercourses ( where these are open trenched rather than directionally drilled), and notification procedures for other underground utility operators which will include gas, electricity, water and telecommunications' companies.
Risk assessment
Lastly, a qualitative assessment should be included of the potential risks and hazards associated with the project during construction, commissioning and its operational life. This part of the assessment should consider the effects of both major (catastrophic) and minor continuallossof product, and the short-or long-term effects such losses might have on the environment. This part of the assessment process should not be seen as a replacement for the 'safety case', which will need to cover qualitative and quantitative risks in great detail, and is part of the existing pipeline construction authorization process.
90
SAFElY AND RISK ASSESSMENT
Notl1ingisabso1uldy safe. This is true in two senses; ifyolJ do not have 'it', then 'it' cannot be ahazard and so 110thingis absolutely safe; this is the NIMBY (not-in-my-back-yard) philosophy. Alternatively, and more realistically, no thingwith any potential hazard can ever be made absolutely safe, but it can be designed so that it is such a small risk that it can be considered acceptable from asafetyviewpoint. It is achieving this desirable level of safety that needs to be demonstrated, and this is where risk assessment is used to evaluate the potential hazards, their likelihood, and the acceptability of the calculated risks.
In an attempt to keep pipelines out of'my backyard" several of the standards and codes incorporate the concept of a minimum distance to be achieved between any new pi peline and any existing occu pied building. Some of these distances have been derived, over time, by collating information from individual case risk assessments, and others have been derived from a detailed technical study. In either case, the potential hazard from a release of the substance from the pi peline is significant for the occupants of the buildings, and itisonly theve rylow probability of such hazards being realized that makes the situation acceptable. Thus risk assessment is an important feature of a pipeline design,especiallyin terms of the justification of route selection when the pipeline passes near to buildings.
When considering the risk assessment, the potential hazards are very muchrelatedtothepropertiesofthesubstancebeingconveyedinthe pipeline. Toxic and flammable substances give rise to obvious hazards, but some have a higher potential to cause explosions than others. The likelihood of these hazards arising tends to be more related to the acllial pipeline operation, as itis onlyabreach of the pipeline integrityw hich results in a release. Historically, releases from pipelines have been caused mainly by external interference with the pi peline, and of these itis mostly human activities that are the greatest contributor. Despite all the precautions that can be taken to inform people of pipeline locations, itis invariably digging or agricultural activity that damages apipeline. Another aspect of the likelihood of the hazard being realized is the
91

Pipelines: ;/11 you w;/lllcd to k1low ...
probability of someone being in the 'danger zone ';for example, will the flammable gas be ignited or not, or will the toxic gas be blown by the wind towards or away from them.
These features tend to be very site-specifiC: they will only be relevant to decisions relating particularly to that site, and may be misleading elsewhere.
Generalized criteria from typical assessments have been developed so that certain safety benefits of additional protective measure scanbe evaluated or implemented without the need for a detailed case assessment. The reduction of minimum building-proximity distances for pipelines with adesign factor of 0.3 or less is recognition of the mostlikely release being from a puncture and not a rupture of the pipeline. Additional benefits can be derived for other types of protection; however, they tend to become site-specific case assessments for one reason or another.
Basically, pipelines are the safest form of transport. of hazardous substances; however, they are not 'flexible'. The risks of serious in jury to the general publicin the vicinity of pipelines is low, but not so low that it should be totally ignored. Once pipelines are safely routed, it is necessary to ensure that the safety aspects are not jeopardized by inappropriate new building construction near to them, and the risk assessments can provide a basisf<;>r advice to planning authorities.
GEOGRAPHIC INFORMATION SYSTEMS (GIS)
A GIS can be of tremendous value to a pipeline manager, although it also has many other applications. NormaHydefinedas'acombinationof compu ter software and hardware, and data providing the means to mani pulate spatial data for management, production and control purposes', in its simplest form, a GIS allows a pipeline manager to look at acomputerscreenandseeamapofthepipelineroute.Themanagercan then simply point the cursor to a location on the pipeline route and a sk for information. That information could be:
92
-name, address and telephone numberofthe landowner; -engineering data, such as depth of burial, pi pe ,vall thickn e~s: -crop compensation data since pipe installati on: -aerial photographs, video images or other site photo,>; -environmental data, such as the location of Scheduled Ancit'nt
Monuments, SSSIs, and nature reserves.
The main features of GIS
Although the concept of a GIS is not new, rapid advances in the technology used in recent years have led to the development of powerful tools which can operate on desktop computers. Certainly, large specialist computer systems are no longer required to make use of GIS. The cost of the software and hardware need not be prohibitive, nor is GIS the domain opJy of the specialist. Graphic user interfaces (GUIs) have made GIS far more user-friendly, and development of 'open' systems now enables interface with existing software, such as the databases and spreadsheets which may have been used to compile data within an organization. Necessary system training time has been reduced, allowing users to concentrate on interacting with the GIS application rather than the complexity ofthe software.
A GIS can be distinguished from a CAD (computer-aided design), cartographic, or digital-mapping software packages, because it makes use of the spatial relationships that exist between geographical features or objects stored in databases. Such databases contain both map (x,y coordinates) and attribute data which can then be linked in various ways. A basic GIS package will do little more than produce thematic maps from the spatial and attribute data stored in a database. With moresophisticated packages, it becomes possible to outputtabularinformation and to query the database. Others incorporate statistical tools to facilitate spatial analysis, and may inclu de digital image processing (DIP) and digital elevation modelling (D EM) functions. However, there is no point in paying for this functionality if this will not be required by the end user.
Multimedia and Hypermedia are increasingly becoming associated with GIS. The former provides integration of text graphics, videos,
93

Pipelines: all rOll W:l Il ted to kIlO,',' ...
sound and animation within a single microcomputer environment, while the latter involves the ability for user interaction with this multisource information.
The potential use of this technology is enormous, but development of systems of this kind requires a thorough understanding of the end user's needs. The essentialfirst step is to evaluate the user requirement and establish that the u tHity of GIS can be justified both in terms of cost and efficiency. The second step is to design a suitable solution, procure the hardware and software, and to develop the system. The third step is to install the system on site and, most importantly, provide thorough and appropriate training, maintenance andsu pport.
Providing these steps are followed, GIS can and has been implemented for pipeline applications cost effectively, and demonstrably is providing tremendous management benefits to pipeline departments, not least because the systems draw together information from many sources. The data retrieval option described above is the least demanding of the capabilities offered byG IS, which can also beused to give the answers to 'what if questions. For example, if the pipeline was to leak ata particular location, the GIS could tell the manager, given the relevant data within the system:
-the best access route to that section of the pipeline; -who to contact, with name and telephone numbers; -which settlements fall within the area affected by the release.
Furthermore, GIS can interface with simulation models, and then present the results ofa simulation overlaid on the pipeline maps and aerial photographs within the GIS. Such results could include, for instance, in the case of an air-dispersion model, the size ofa gas cloud resulting from a leak, and its direction of dispersal under certain weather conditions.
Major benefits can be the potential savings in time and resources, particularly in the area of emergency response. A particular growth area is the use of GIS early in the life ofa pipeline, while routeingis still being considered. This has a significant implication on costs, since data acqUired at this stage can be used again during the construction, commissioning and operation of the pipeline.
94
References
I.Environmentalasscssmcnt-aguide to the procedures. 1990. ISBN f) 11 7522449,HMSo.
2. EEC Directive on the assessment of certain puhlic and private projects on the environment 85/337/EEC OfficialJournal of the European Communities, Brussels.
3. The electricity and pipeline works (assessment of environmental effects) regulations 1990. Statutory Instrument 1990 No. 44 2, HMSO.
4. Guidelines for the environmental assessment of cross-coun try pipelines, ISBNO-I1-4145-286-6, HMSo.
5.1be Institution of Gas Engineers. IGE/TD/3 -Distribution mains. 6. R.Dunn andA.Harrison, 1991. Assessing user requirements for GIS -the
critical stage in implementation: How prototyping can help you get it right. Proc.AGI'9 I,Association for Geographic Information, London, 1.13.1-113.3.
7. D.J.Gedge, 1987. An application of the coordinated method of pipeline design to complex diversion work. Pipes & Pipelines International.
8.AKemp,D.S.Addison,K.vanRamshorstandD.R.Green, 1993. The answer to every pipeline manager's dream? GIS Europe, 2, 5, 30-31.
9. S.Lewisand D.Rhind, 1991. Multimediageographical information systems. MappingAwareness, 311-322, Blenheim, London.
10. D].Maguire, M.F.Goodchlld and D.W.Rhind, 1992. Geographical information systems. Longman Scientific and Technical (co-puhlished in the US andCanadawithJohn Wiley and Sons, New York), Vols 1 and 2.
11. D.Phillips, etaJ., 1993. How realtime offshore pipeline route engineering achieves significant cost savings. Offshore Pipeline Technology conference.
12.J.F.Raper, 1990. The application of Hypercard in GIS. NICOGraph 1990, 359-369,Tokyo.
95

PipcJines: all YOll wanted to know ...
96
CHAPTER 4
PIPELINE DESIGN
DESIGN FOR FLOW CAPACI1Y
Liquids
Three physical laws govern all fluid flow behaviour:
conservation of mass; conservation of energy; Newton's second law of motion (conservation of momentum).
Liquids are divided conveniently into two typeS-Newtonian and nonNewtonian -in accordance with their hydraulic behaviour. As a liquid flows along a pipeline, the bulk of the liquid slides by that portion in contact with the wall. The frictional drag or shear stress between adjacentlayerscaused by slippage between these layers requires energy to maintain flow. Viscosity is the propertywhich characterizes the shear resistance when one fluid layer slides over another. If the viscosity dependsonlyonpressureandtemperature,theliquidiscalledNewtonian, i.e. the ratio of shear rate to shear stress does not depend on the fluid velocity. When this ratio depends on the fluid velOCity, the flow is called non-Newtonian.
In the case of Newtonian fluids, the selection of pipeline diameter is based on the pressure losses, volumetric flow rate, fluid density and friction factor between fluid and pipe. Consideration is also given to the capital and operating costs of the pipeline. A smaller-diameter pipeli ne requiring a greater number of pump stations maynotnecessarilybeless
. expensive than a large-diameter pipeline with fewer pump stations,
97

Pipelines:.1ll you wanted to know ...
when the energy costs during the project operating life are taken into account.
For Newtonian liquids, the pressure loss calculations are generally carried out using Darcy's or Fanning's formulae, which take into account flow velocity, fluid density, pipeline length and diameter, and friction factor. The latter depends onthe pipe roughness and Reynold's number, and the most-useful and widely-accepted data for the friction factor is that presented by Moody'sdiagram.
Analytical expressions for friction factor are also available, the most common being that of Colebrook-White, or the more simple but notless accurate, approach proposed by Chen in 1979.
For non-corrosive liquids, the optimum flowvelocityis in the region of2-3m/sec;itmaybenecessarytokeepthevelocityintherangeofO.7-1.0m/ sec, if there is a risk of erosion or corrosion in a carbon-steel pipeline.
Some liquids such as drilling fluids, oil-water emulsions containing over 1 0-20% water, and heavy crudes, have anon-Newtonian behaviour, which means that the fluid shear stress depends not only on the flow temperature, but also on the shear rate. In the case of waxy, high pour point crudes, the required flow characteristics are maintained by keeping the flowtemperature above the pourpointvalue. This maybe achieved by reducing the heat loss through the pipe wall by using insulation. Other methods that can be used to improve the flow characteristics include flow enhance rs and additives.
The sizing of the pipeline system is finalized by modelling all its components, i.e. pipe, valves, pumps, tees, bends, storage tanks, relief valves, etc., using specialist computer programs in order to confirm the suitability of the selected size for steady-state and transient-flowconditions. A typical computer model is shown in Fig. 4.1; the model can simulate the operation of the pipeline system, and the reaction of components to pre-defmed upset conditions. The results of the analysis are then used to achieve the optimum selection of all components.
Multi-product pipelines
In a multi-product pipeline the various products, such as gasoline, diesel, kerosene, and fuel oil, are transmitted in a predetermined sequence which requires careful control and monitoring to ensure a
98
.. g
o 11
o g
~
o o
~l
~
o o
~ o o
FigA.l Typica1liquid pipeline flow computer model (courtesy jo1m Brown Engineers & Constructors Ltd).
99

Pipeli1les: all you wanted to k1low."
minimal deterioration of the quality of the products by 'con tamination' from the preceding ortrailing product. In turbulent flow, the molecules under random motion tend to remain approximately in their relative positions in the line offlowand the interface plane between adjacent products tends to remain in place, as the products proceed down the pipeline, in asortof'plug' flow. Under this condition, the length of the contaminated interface between adjacent products can be kept to a minimum. In the case oflaminar flow, the liquid nearest to the pipe wall moves more slowly than that in the core and the two products are mixed by shear and diffusion.
The length of the 'contaminated' interface is a function of the pipeline diameter and length of travel, and an inverse function of the Reynolds' number, which is a function of the flow velocity. The Reynolds' number and, therefore, the flow velOCity, must be kept to rc1ative1yhigh values to minimize the volume of the interface.
Product contamination is not only generated by flow in the main pipeline, but also by slow valve switching from one productto the other atthebeginningofthepipeline,orby'deadlegs'intherefinery-tankand pump-station piping. The design of a multi-product pipeline requires dead space to be minimized ifl all piping in order to reduce product contamination.
Some cross-contamination between the various products can be allowed at the delivery end of the pipeline. Each oilcompanyhas its own criteria, and these are generally kept confidential. The 'contaminated' interface is usually disposed of into either one or both ofthe adjacent products or, if necessary, into another product with less stringent contamination limits. The minimum batch size to keep thecontaminationofthereceivingproductwithintheallowablelimitscanbecalculated by computer analysiS.
The contamination limits, batch sizes, and the sequence (or batch cycle) can be chosen to give the best overall system performance, with the main objective of avoiding any 'critical' interfaces, where all the interface mixture cannot be disposed of by a single 'on-line cut'.
OccaSionally, the interface can exceed the volume which can be successfully blended into one or both of the adjacent batches. In such cases, two 'cuts' are required, with the central portion diverted to temporary storage in appropriate interface tanks. The contaminated product is then transported to a refinery for reprocessing.
100
(JJaptcr 4: Pipdinc design
The optimum batch size for each product depends on the product transmission requirements and the available tank capacities at each terminal of the pipeline. Not only must batch sizes be large enough for ~einjecti?~, but suf~icient tank capacity must be avaiJable for dispatchmg, recelvmg, setthng and distributing the batch volumes.
. During ?peration, higher hourly flowrates than the design average will be achieved when pumping lighter (and less viscous) products, and lower hourly flowrates when pumping heavier (and more viscous) products. This will still allow the transmission of the required annual or monthly quantities of each product by controlling the pum ping time and, therefore, the size and number of batches accordingly.
Gas pipelines
High-pressure pipelines
High-pressure transmission pipelines are made of high -quality steel within a nominal diameterrange ofl 00-1 ,067mm(4-42in),ormore in the case oflonginternational pipeline systems. . The operating range of high-pressure pipelines is taken as being
above 7bar and the predominant use is for bulk transportation of gas, usually across country, rarely in suburban or town environments. A secon.d important use of such pipelines is to provide storage of gas by allowmg the pressure to decay at times of peak demand followed by increasing the pressure when supply exceeds demand. . The maximum pressure to which a pipeline can operate is dependent upon the material properties of thelinepipe, the design factor, and other design considerations, but in the UK it is generally limited to 75 bar' however, technical recommendations exist which allow operation up tolOObar.
Intermediate-pressure pipelines
The operating range of intermediate-pressure (IP) pipelines is gener~llytaken as being 2-7bar, and they are usually used for the transportation of gas from the transmission system towards the centres of demand.
101

Pipelines: all you wanted to know ...
IPpipelineshave,unti1recently,beenconstmctedfromsteellinepip~, but there is now available a grade of polyethylene (pe) pipe wh1Ch IS
suitable for operating up to 7bar.
Medium-pressure pipelines
Medium_pressure(Mp)pipelinesopera~ewithintherang~of75mba~ to 2bar. While some MP mains are located m mral areas, theIr predomInant use is for semi-bulk distribution of gas in suburban areas and the linking of adjacent communities in the gas-supply areas. .
Most new MP mains are constructed from polyethyle~e pIpe, ~lthough many mains built from ductile iron and similar matenals are still in existence.
Low-pressure mains
LPmains, together with the accompanying services, operate below 75mbar, and are used to supply domestic customers. They are conse-quentlyusually located in suburbs and to~ns. . .
Most new LP mains are of pe but, untd the mtro?u~t1on of such material, ferrous material in the form of cast andducttle Iron were the principal materials used.
The major factors which have to be taken into account in the design of a gas pipeline may be summarized as follows:
Flowcapacity
The design for flow capacity of a gas pipeline or pipelin~ system is dependent on numerous factors, the most significant of WhICh are:
-demand -minimum available inlet pressure -maximum outlet pressure required -velocity limitations . . _ materials available, including standard pIpe S1zes
102
Chapler 4. Pipeline dc<;if,I1
Before starting the design of the pipeline, it is necessary to know the period for which the design will be applicable, the peak loads required tobepassedalongthepipelineduringthatperiod,andwhetherthepeak can be 'trimmed' by the provision of storage which will not be carried by the pipeline. Similarly, if there is any requirement for linepackstora ge in the pipeline, the volume required will also have to be allowed for.
For lower-pressure mains' design, the nahlre of the known or envisaged load will need to be known. Whether it is industrial, commercial or domestic will have different effects on the pattern of gas usage.
There are several flow formulae available which enable an economic pipe diameter to be calculated. Detailed information on this su bject is given in the Instihltion of Gas Engineers' Recommendations on transmission and distribution, IGE/TD/3: 1992 -Distribution mains.
For high-pressure pipelines, the same principles apply, butas the calculations of the required pipe diameter are dependent on the pressure atw"hich the pipeline will be operating, different formulae apply. These include the Weymouth formula, which is suitable for short lines of relatively low pressures: it will usually give a conservative design, the error increasing with increasing pressure.
Other formulae employed for larger and longer pipelines are the 'Panhandle' or the 'Modified Panhandle' equations, which seem to obtain a better agreement with measured values than the Weymouth. The two Panhandle equations differ between them in friction factor values, the original equation being based on smooth pipes. Howeverthe friction factors for these equations are usually lower than those employed by the Weymouth formula, and hence predict a lower pressure drop.
For long pipelines and for high pressures, the potential energy of the gas is taken into consideration, and stepwise calculations with several iterations are carried out, employing specialist computer programs.
Further appropriate computer programs are available for calculating flow and pipeline diameters. For high-pressure systems, it is particularly relevant that the program takes account of the effects of transient flow inthesystem,whetherornotre-compressionisused,andthelocation of network inputs and offtakes.
103

Pipelines: all yuu wanted to klJuw ...
Ethylene
The specific problems associated with the design of pipelines for transportation of ethylene are dealt with in Chapter 8.
Water pipelines
The required flow capacity of a pipeline generally includes an allowance for the predicted increase in demand of the area served. Factors are applied to convert average daily demand into peak day and peak week demands. These factors will depend on the area to be supplied. For example, a town with a static population will require the application of low factors, while a seaside town or resort with a seasonally changing popuiation will require high factors.
In a pipeline, resistance to flow is caused by the in ternal roughness, or friction, of the pipe. The loss of energy needs to be exceeded by the available head in order for the designed discharge to be achieved. The friction loss in the pipe is proportional to the square of the pipe velocity, which means that large heads may be needed to achieve required flows in small-diameter pipes.
The methods which are generally used to calculate friction in pipelines are the theoretically-rigorous Colebrook-White and the empirical Hazen-Williams equations.
The Colebrook-White equation is complex, and uses the measurement of the pipe roughness as the variable which determines head loss. In order to solve the equation, a set of charts and tables have been produced by Hydraulic Research Ltd.
The Hazen-Williams equation is simpler, and uses a coefficient, the selection of which depends upon the age, type, and diameter of the pipe. Nomograms for the solution of the equation are generallyavailable from pipe manufactures. Corrections to the coefficient should be carried outwhen the pipe velocities are significantly above or below 1m/s.
Besides the friction loss in the pipeline, there are also secondary, or minor, losses which need to be evaluated. These are discrete losses which are incurred at entry, exit, bends a!1d branches, tapers, valves, and other fittings. In a simple pipeline, these losses may be negligible,
104
(Jlaplcr 4: Pipeline design
butwith a complicated short pipeline, the secondary losses can become significant. These losses will be larger as a percentage of the total if a smooth pipe is being used, as they are a function of geometryratherthan pipe roughness.
Secondary losses are evaluated by either calculating the effect of each fitting using a head-loss coefficient, or the length of straight pipe equivalent to the head loss from a length/diameter coefficient.
When the head losses have been calculated, a hydraulic gradient can be plotted on the long section of the proposed pipeline route to ensure that there is sufficient head in a gravity system, or to determine amount ofpumpingrequired.
The economic design of a pipeline system may involve the considerationofpipes of different materials and sizes, and the installation of pump ststions.
. In sewerage systems, the capacityoftheseweris calculated using the gravity head available, gener!lllyusing Hydraulic Research tables. Sewers should be designed to have a minimum velocity ofO.75m/s to prevent deposition of solids. J.
Slurry pipelines
The important difference between slurry pipelines and other types is that they carry solids as well as fluids. The fluid is often water but not necessarilyso.Slurrypumpingsystemsarefoundinawidev~rietyof applications, such as chemical engineering, food processing, mineral processing, and long-distance transport of cemen t, coal, and minerals.
The pipeliningofslurries needs to take account of the flow properties of the different types for the system to be successful. Trying to pump a settlingslurryattoolowavelocity,forexample,couldresultinpipeline blockage. Slurries fall into settling and non-settling categories. The nonsettling type is normally composed of fine particles which remain suspended byinterparticulate forces. The main difference in designing a pumping system for these slurries and a conventional fluid is that frequently the mixtures are non-N ewtonian; that is, the shear stresses are not directly proportioned to the shear rate. In order to make allowances for this, itis necessary to have data which characterizes the rheology of the mixture; this is obtained byuse of a viscometer. This information can then be used in conjunction with various equations
105

Pipelincs: all yuu wamcd to kllow ...
which relate the flow through a pipe to the pressure loss that will be incurred. As with the pumping of conventional fluids, the Reynolds' number is important to distinguish between laminar and turbulent flow.
For non-Newtonian, non-settling mixtures, a generalized Reynolds' number is employed, and it is found that for values in excess of approximately 21 00 the flows tend to become turbulent. For laminar flow, the pressure-loss flowrate characteristics can be well predicted, but this is not the case in the turbulent regime where pipe-flow tests may be required to give greater confidence.
For the case of settling slurries, the flow must be turbulent in order to keep the particles suspended. The flow regimes depend mainly on the size of the particles and their densities, relative to that of the carrying medium, together with the flow velocity and the pipe diameter. Atthe lowest velocity, the particles remain on the bottom ofthe pipe (the 'invert'); as the flowvelocity is raised, the particles lift from the invert and are carried forward some distance before again beingdeposiieuon the pipe invert. As the velocity is raised, all the particles may become suspended, but there can be a strong density gradient from the pipe bottom to the top. Finally, at higher velocity, the density gradient tends to disappear and the flow beeomes pseudo-homogeneous. Thevelocities at which these changes occur depend on the type of solid material and the particle size distribution.
In order to calculate the pressure-loss flowrate characteristic for a settling slurry, two methods are used. The ftrstis based on experimental correlations written in a dimensionless form. A correlation of this type which is frequently used has been devised by Durand and Condolios, who based their findings on a wide range of experiments conducted with sand and gravel.
The second method is to use one of the mechanistic models. These are based on the two-layer model originated by Wilson. In these analyses, the flow is divided into two regions: one is a dense region that flows adjacent to the pipe invert, and the second, which is less dense, ftlls theupperpart of the pipe. These models are still in the development stage, and hence are not available in computerized form.
The analysis of the flow behaviour of slurries is not an exact science. Whilst small systems can be designed with reasonable confidence, the design of a large-scale project requires to be supported byan experimental development programme.
106
; ,
"i.
(.Jl.1pfer q: Pipdille Je.,igll
DESIGN FOR STRENGTH
Oil and gas
Onshore pipelines: oil
An onshore pipeline has to withstand the loads that will be applied to it during installation and operation. TIle pipe-wall thickness selection depends on the pipeline internal design pressure, its temperature conditions, its proximity to population areas and occupied buildings, the external loads acting on it due to soil overburden and traffic conditions at road and rail crossings, and also the loads experienced by the pipeline during installation. The selection of the pipe material depends upon the product transported, weldability, and corrosionresistance requirements.
In accordancewithBS 80 10, Part2,Section2.8, flammable and toxic substances which are liquid at ambient temperature and atmospheric pressure are defined as Category B substances. The classification of substances depends on their hazard potential which is related to the blast effect of a substance's stored energy. On this scale, the lowest category isAand the highest is D, which includes flammable and toxic gases.
For Category B substance pipelines, the design factor used for hoopstress calculations to determine the pipeline-wall thickness is not to exceed 0.72. This means that the maximum design hoop stress in the pipe is limited to 72% of the pipe specified minimum yield strength (SMYS). The minimum proximity distance to occupied building needs only to take into account access requirements during construction and, during operation, for maintenance and emergency.
An onshore pipeline would have numerous crossings of roads, railways, rivers, canals, streams and, in some cases, estuaries or areas with difftcult ground conditions. In cross-country areas, and in agriculturalland, the minimum depth of cover required for the pipeline is 900mm. Where the pipeline needs to cross areas of adverse ground conditions, for example areas of high water table, or peaty, subsiding,
107

Pipelines: all you waIllcd to know ...
or weak soil, appropriate protective measures need to be taken to ensure that the pi pcline is not endangered during its operational life. These may include:
increasing wall thickness; ground stabilization, i.e. replacement of weak soil to prevent
pipeline sinking and flotation; erosion prevention using matting; installation of ground anchors to su pport the pipe; provision of concrete coating or installation of concrete saddles
over the pipe, to preven t pi peline flotation.
No increase to the pipeline wall thickness is required for Category B pipelines at road and rail crossings. The method of road-crossing construction will depend upon the traffic densities involved andinconvenience caused. Boring or-pipe-jacking construction methodswouid generally be used at major roads, and open-cut construction would be used at minor roads.
For rail crossings, the minimum distance between the top of the pipe and the top of the rail should be 1.8m for bored or tunnelled crossings.
For both road and rail crossings, a detailed stress analysis is carried out during the design stage taking into account:
the method of construction, i.e. open-cut or bored; the traffic load; the soil type and its overburden; the pipeline operating conditions.
A fatigue analysis, based upon traffic intensities, is also carried out. In the case of crossings of rivers, streams, canals, and estuaries the
pipeline may require concrete coating to ensure stability and to provide additional physical protection.
At terminals, and at pump and pigging stations where the pipeline comes above ground, anchoring may be required in order to limit bending stresses on connecting pipework due to expansion and contraction movements.
108
Chapter '1: Pipdillt"Uc.,iglJ
Onshore pipelines: gas
Arca typcs and dcsign critcria
Section 6.8 of the 3rd edition of The Institution of Gas Engineers' IGE/ TD/l categorizes three types oflocation for pipelines, and gives the design criteria for each type. Briefly, the types are 'rural', where a design factor of 0.72 may be used; 'suburban', where a factor of 0.3 is appropriate; and 'urban', where itis recommended that the maximum permitted operating pressure does not exceed 7bar.
Thedefinitionofaruralarea is one where the figure of2.4 persons/ hectare is not exceeded, based on a stri p of eight times the building proximity distance, as shown in Fig.2 oflGE/TD/l;asuburbanareai s where the population density exceeds 2.4 persons/hectare. It should, however, be noted that the application of risk assessment may give some measure of dispensation to allowable operating pressures in Type S (suburban) areas. Such deviations, though, should only he undertaken after careful consideration.
The building proximity distances are those which are the minimum where occu pied properties are located relative to the pipeline. Fig.2 of IGE(fD/lisforpipelinesdesignedtooperateinTypeR(rural)areas,and is related to pipe diameter and maximum operating pressure, whilst Fig. 3 is for pipelines designed to operate in Type S areas, and is based on the pipeline wall thickness and maximum operating pressure.
Pipelinc wall thickncss
The pipeline wall thickness is calculated from the Barlow formula using the following data: '
design pressure pipe diameter line-pipe grade design factor
The design pressure and pipe diameter are derived from the initial planning concept, whilst the line-pipe grade is chosen from the material
109

PipcJil1e~: all you w;l1ltcd to know ...
specifications available. TIle design factor is taken from the areaclassification, as explained above.
Fatigue life
In those pipelines where pressure cycling is utilized for storage purposes, consideration needs to be given to the fatigue life. The general life ofagas-transmission pipeline is taken as 15,000 cycles, i.e. 1 cycle perdayfor40yearswherethevariationinstressdoesnotexceed 125N/ mm2
.
Where this limit is exceeded, a series of factors related to the actual stress level variation may be applied to give an equivalent expired cyc1e life. Furtherinformation on this aspect is given in Section 6.7 oflGE/fD/ l,3rdEdition.
Other factors
Although the above are the predominant factors in designing gas pipelines, there are certain other points which need to be considered.
Among these are the design of road, rail, and watercourse crossings. Atthesepoints,itmaybenecessarytoincreaseihewallthicknessofthe line pipe depending, for road crossings, on the traffic density of the road in question. Consultation with rail and waterway authorities needs to be undertaken to establish their requirements for crossings.
Problems caused by ground movement need to borne in mind. Such movement can be caused by mining subsidence, other forms of mineral extraction, ground slippage due to geological causes, and soil erosion. Where such areas of potential ground movement cannot be avoided, preventative measures may need to be included in the design of the pipeline.
Similarly, future housing and other developments may become apparen t from discussions with planning authorities. If so, the design should take such matters into account
110
chapter 4. Pipeli11e dL'sign
Offshore pipelines
Pipeline loads
The design factor used for hoop-stress calculations to determine the pipeline wall thickness should not exceed 0.72 for the pi peline on the seabed, and 0.6 for the riser. The riser is that part of the system that extends between the pipeline on the seabed and the pipeline termination point on the platform.
The construction of an offshore pipeline consists of eitherwelding offshore and lowering the pipe from a lay vessel onto the seabed or fabricating the pipeline onshore and transporting it to the offsh~re !ocation either by one of the tow methods or by reel barge, as explained mChapter8.Theselectionofpipematerialgradeanditswallthickness has to take this into consideration.
The following analyses are required to design an offshore pi peline:
operational stress analysis free span analysiS upheaval buckling stability expansion
~he pipeline ~as to withstand the loads that will be applied to it dunng constructtonandoperation. During installation the pipeline will be bent, pulled and twisted. When in operation it will need to resist the forces fr?m internal and external pressures, wave and currentforces, stresses mduced by temperature changes, and external impacts from ship anchors and fishing gear.
Longitudinal stresses arise primarily from the effect of pressure and temperature which .can cause the pipeline to move, and their values depend upon whether the pipe is restrained or unrestrained. Close toa platform, the pipeline is partially free to expand, and consideration needs to be given to the loads imposed on the riser. A typical pipeline
. andrisersystemisshowninFig.4.2.
111

Pipeline ... : a1l1ull wamcd to kw JW ...
The combined stress in the pipeline is attained by the combination of the longitudinal and circumferential stress components. If the equivalent stress reaches yield, the pipe begins to deform.
The pipeline must withstand the various concentrated external loads applied to it during installation, and any accidental loads during its operational life. During operation, trawl boards moving up to 3. 5m/sec (7 knots) can strike a pipeline and induce a high local impact stress. Ship anchors canhook a pipeline and cause severe bending or denting to the line.
Pipeline free spans
Free spans can potentially be a problem forthe safe operation of a pipeline forthe following reasons:
a) the pipeline might be overstressed; b) the pipeline might oscillate excessively due to the flow of water
around it; c) the pipeline might b~ hooked by fishing gear or ship anchors.
Animportantparameterinthepipelineroutese1ectionistoavoid,as far as possible, areas of uneven seabed which would generate free spans. Typical examples of pipeline spans are showninFig.4.3.
Other causes for spans are scour around the pipeline, especially in the vicinity of structures, such as drilling rigs, jackets and subsea installations. Spans can change their length while the pipeline is in service, because sediment transport can erode the sand supporting the endofthepipe,sothatthespanbecomeslonger,oritcanfillinthegap under the pipe, so that the span shortens. The allowable span length the pipeline can accommodate depends on the flexibility of the pipeline and the prevailing environmental conditions.
Static and dynamic analyses are performed to determine the maximum length of unsupported spanwhichwouldnotcause damage to the pipeline. Under normal code requirements, the pipeline is analysed for:
excessiveyielding fatigue interference with marine activities, shipping and fishing
112
Iii' 0-
"-0
-oJ
~ Ii:~ <<l: .-.:::>
~ <nffi
'" ::> <Il
3 -oJ -oJ
2
FigA.2. Pipeline riser system detail (courtesy John Brown Engineers & ConstructorsLtd).
113

Pire1ine,~' all you waIltcd to know ...
PIPlLlNE CROSSES SEABED DEPRESSION
-. , '-=1 1----
PIPELINE CROSSES SEABED WITH CHANGES IN SLOPE
@I~ I ::--:::
II ~.~~~ -II --=1
PIPELINE CROSSES SEABED DEPRESSION WITH SLOPING ENDS
~1;::4fu1111111~111~1~ .. ,-'" PIPELINE CROSSES SEABED ROCK ~OUTCROP _
~~ _IlL -n==-II~ ~ =-- - I~-;-
-., '-III' 1iC1(1=m~III- - -III~
PIPELINE TOUCHES DOWN AT CENTRE OF SEABED DEPRESSION
PIPELINE CROSSES HIGHLY UNEVEN SEABED
Fig.4.3. Typical examples of pipeline spans (courtesy John Brown Engineers & Constructors Ltd).
114
\
Owpccr·j Pipelinc dcsign
The analysis of a span for potential yielding is performed with consideration to the span self weight, external drag and inertia forces, internal pressure, and axial forces. The key factor in the design is to establish the end conditions governing the span. The selection of end conditions is a complex process, and the codes offer little guidanc eon this aspect. The final assessment of the potentialfor a span to vibrate is made on the basis of criteria founded on full and model scale measurements.
If the analysis shows that the actual span lengths exceed the calculated allowable values, the follOWing methods can be used to ensure the integrity of the pipeline:
-rock dumping -grout and sandbags -mattresses -steeisupports -spoilers
However, all these are expensive, and the design should attemptto avoid the requirement of span correction as far as possible.
Upheaval buckling
Upheaval buckling may occur in a pipeline under the influence of high temperature and internal pressure which may generate an axial compressive force. Driven by this force, the pipeline may buckle upwards (ifit is buried or trenched) or sideways (ifit is unburied). This can happen either suddenly, at a critical temperature, or progressively, as the temperature and pressure increase.
Simple cases can be analysed by beam-column theory, treating the pipeline as an elastic beam and the foundation as rigid, and idealizing the cover resistance to upward movement as a uniform downward force. A simple geometricidealization represents the proftle imperfection. Relatively-small increases in pressure and temperature have a significant effect, and a smoother seabed proftleoran increased coveron overbends may be required to avoid upheaval buckling of the pipeline.
Potential problems of upheaval buckling can be resolved in a number of ways. One of the most economical is to identifyoverbends atwhich
115

Pipe/illcs: all HIU wa/lted to kllow ...
buckling might initiate, and then to dump rock on the pipeline at those overbends. This method has been used effectively, but relies on accurate survey information. If the survey is not sufficiently precise for critical overbends to be identified confidently, it may be necessary to dump rock at regular intervals or along the entire length of the pi peline.
Pipeline stabilityanalysis
One of the mostimportantfeaUlres of the design is a full understandingofthe environment in which the pipeline must be safely installed and safely operated, in order to achieve the optimum pipeline design. Pipelines resting on the seabed are subject to externalloads from both wave induced and steady bottom currents. In order to resistlateralloads, the pipeline needs to have sufficient weight against the worst case enviromnentaiconditions. In most Lrlstances, this weight is provided by a concrete weight coating on the pipeline. In some cases, movement can be allowed, as long as stress limits for the "installation" and "operation" conditions are not exceeded. The maximum acceptable displacement is approximately 20m outside platform areas, and Sm within platform areas. ."
Stability analysis is based upon a force balance equation. Theloads acting on the pipeline due to wave and current action are the fluctuating drag, lift, and inertia forces. These forces must be resisted bythefriction resulting from the effective weight of the pipeline on the soil. Afactor of safety is required by most pipeline codes, and this is generally 10%.
The hydrodynamic forces can be calculated using traditional fluid mechanics with suitable coefficients for drag, lift and inertia, rougbness, and the local current velocities and accelerations. The effective current to be used in the analysis has two components:
-the steady current which is calculated at the position of the pipeline using boundary layer theory;
-the wave induced current which is calculated at the seabed using a suitable wave theory. (1be selection of this theory depends on the local wave characteristics and the water depth.)
116
The wave and current data must be related to extreme conditions. For example, thewavewith a probabilityofocclJrringonln)nce in too years is often used to confirm stabilityovertheoper;tion~lllifetimeofa pipeli.ne. A less-severe wave, with a return period of, say. I year or =; years, IS used for the 'installation case' which considers the pipeJi ne on the seabed in an empty condition.
Equilibrium of the pipeline is provided by friction which is dependenton the seabed soils and the submerged weight of the line. It must be remembered that this weight is reduced by the fluid lift force. The coefficient oflateral friction can vary from 0.4 to approximatelY t.O depending on the surface of the pipeline and the soil characteristics. Soft clays and silts proVide the least friction, whereas coarse sands offer greater resistance to movement.
Should ~e concrete coating required for stability make the pipe too heavy to be mstalled safely, other means of stabilization may be considered, including:
-removirlg the pipeline from the current forces by trenching; and -providirlg additional resistance to forces by the use of anchors 0 r
additional weights on the pipeline.
The measures to be adopted to protect the pipeline from impact depen? upon the type of potential hazard. For example, a pipeline may be buned below the seabed level for protection against environmental forces, but this may not be sufficientto prevent damage reSUlting from droppirlganddraggingofanchors. Typical pipeline-protection methods include:
-usirlg a higher-strength pipe or irlcreasing the pipe wall thickness' -increasing the pipeline concrete weight-coating thickness; , -burying the pipeline; -covering the pipeline by sandbags, grout bags/mattresses, or
stee1/ concrete protection covers; -covering the pipeline with gravel or engineered-armour backfill.
The most common protection method is to bury the pipeline below the seabed. Offshore pipelines can be lowered into the seabed using jet sleds, ploughs, or mechanical cutters. The choice of trenching equip-
117

Pipelines: all YOU waIllcd to know ...
ment is dependent upon the soil conditions encountered, and its selection is of special concern in sandy soil areas where trenches are required for stability and where natural trench backfilling does not occur. Ploughs and mechanical cutters will produce steeper-sided trenches in such areas, and hence are preferred. A typical trenching machine isshowninFig.4.4, and pipeline-trenching methods are shown in Fig.4.5.
A pipeline can alsobe lowered in sand by fluidizing the sand around the pipe using jet sleds. Burial is not suitable for areas of large soil movements, mud slides or earthquake.
Sand bags or grou t bags can be used for protection of short lengths, such as at pipeline crossings, while grout mattresses are suited for protection from dropped objects in the vicinity of platforms.
Gravel dumping offshore canbe carried outby three basic methods:
-mass dumping -side dumping -dumping via a guide pipe
The preferred method is dumping via a guide pipe. It reduces the lateral spread of the gravel which is guided to a point just above the pipeline by the guide pi pe, thus reducing the volume of gravel required to be dumped. The size of gravel used is determined by the minimum size required to be stable at maximum water current velocity, and the maximum size which does not produce excessive impact forces on the pipe coating during dumping. To meet these requirement two layers of different grain sizes are sometimes used, i.e. a fine gravellayercovered by an 'armour' rock layer. Protection against ship anchor dropping and dragging requires a detailed analysis and, often, actual field testing. A typical protection method is shown in Fig. 4.6.
The protection of pipelines at crossings is most commonly provided by dumping layers of increasing coarseness of gravel followed by a layer of armour rock. The fine gravel layer serves the purpose of filling-in the gaps between the crossing spans, and thus fully supporting the bridged pipeline.
118
(JJ:lptcr 4.' Pipeli/Jc design
~ W I-
'(1) ~ >I- (I)
;:i. <!l I Z _ :t:
o t) :::l Z
w a: I-
FigAAPipelinetrenchingmachine(cdurtesyjohnBrownEngineers& Constructors Ltd).
119

O.lml
Pipelines: all YOll wa11fcd to know ...
TRENCH INITIATION
ABANDONMENT AT CROSSING
TRENCHING MACHINE
ItillATION AT CROSSING
TRENCHING MACtlN:
TRENCH ABANDONMENT AT TEE
SEABED
FigA.5. Pipeline trenching methods (courtesy John Brown Engineers & Constructors Ltd).
120
chapter..j: PipeiiIlt: (k."iign
~_~~ae9 -----. .. - FULL PENETRATION
FLUK~EANGLE CHANGES
"." (J .. ----------------------~~=~~~77. .' . ," ~~~
FigA.6. Protection against anchors (courtesy John Brown Engineers & ConstructorsLtd).
121

Pipelines: all you wilntLd to k1Jow ...
Water pipelines
In structural design tenns, pipes can be classified as either rigid, semirigid or flexible (see Fig.4.7). The following section describes briefly th e design approaches for each structural classification. There are other factors, such as traffic loading, fluctuating internal pressurization, the effects of ground water, and stresses due to subsidence or piling, which may also need to be considered.
Rigid pipe design
A rigid pipe is one in which the load-carrying capacity is limited by breaking or overstressing without significant deformation of its cross section. As only small deflections are possible before fracture occurs, the lateral passive pressure in the pipe-zone fill material is not effective. All the externalverticalload is transferred to the pipe wall. Examp1e sof rigid pipes are small-diameter asbestos-cement, clay and concrete.
The design ofarigidpipe is based mainly on the crushing strength of . a pipe and the bedding facter of the soil which supports the pipe.
Semi-rigid pipe design
Asemi-rigidpipe is one in which the load-carrying capacity is limited by deformation or by breaking or overstressing, depending on its stiffness, geometry, and installation practice. Examples of semi-rigid pipes are ductile iron and large-diameter asbestos-cement pipes.
Pipe-wall bending stress is calculated for both pressurized and nonpressurized ductile iron pipes, but it is not added to the hoop tensile stress in pressure pipes. The deflection calculation procedure is similar to that used in the flexible design; however, wall bending stresses in ductile iron pipes are calculated using Spangler's stress equation.
Flexible pipe design
The definitionofaflexible pipe is thatwhose load-carrying capacity is limited by deformation. Some examp1esofflexible pipes are thermo-
122
Passive
--.resistance
Passive
---------resistance
Vert!c.alload
t t t Bedding reaction
Vertical load
t t t Bedding reaction
Vertical load
• t t
0 t t t
Bedding reaction
Chapin 4. Pipeline design
PaSSlv6 ---resistance
Passive --....-
-resistance
AlGID PIPES
EXAMPLES: Asbestos cement. non-cy!inder prestressed concrete.
FEATURES: No appreciable deneetiOn under load up to point 0\ [facture.
Lateral passive resistance not mobilised. but hOnzontal aQlve earth pressure may assist.
Crushing load essentially resisted by moment of resistance 01 ppo waI1.
Design strength determined by applying factOrs to leS! crushing strength.
SEMI-RIGID PIPES
EXAMPLES: Ductile iron, cytu"ldor type prestressed concrete.
FEATURES: Srnan deftections under normal toads. but pipe capable 01 deftecUng substantially without faiture.
Low level 04 latefal support generated from passive resistance 01 pipe zone fin maleria!.
Crushing load mainly resisted by moment at resistance 01 pipe wall.
Design strenglh determined by limiting stress 10 pipe walls. Deftection rlffiits may be imposed by coating Of lining integrity considerations.
FLEXIBLE PIPES
EXAMPLES: Steel and plastics
FEATURES: Excessive denee-horts would occur without laleral support
Substantial suppor1 generated from passive resistance 01 pipe zone ill malerial.
Crushing load mainly resisted by lateral support
Design strength determined by buckling stabilily. but deMeclion and wan s.lress or slrain must be limited
FigA.7. Pipeline design categories (courtesy WRc).
123

Pipelines: all you wanted to know ...
plastics (such as pe and pvc), grp or thin-walled steeel pipes. To design for flexible pipes, two design issues need to be addrressed:
1. pressure design; and, 2. structural design.
The former is based on the hoop tensile stress gemerated in the pipe wall due to pressurization. In general, the maximu1lll permissible hoop tensile stress is governed by the strength of the materrial. For metals, this is typically related to the yield or 0.2% proof strenlgth, divided by an appropriate design safety factor. Forvisco-elastic lmaterials (such as thermoplastics),thelong-termstresslimitisderivedfrromdataproduced from stress-rupture tests. A regression line for pe is p>roduced from the data (Fig.4.8) and is extrapolated to the 50-year rrnarkwhich corresponds to the minimum required strength or MRS, ,\\vhichis8.0MPafor mdpe (PE80) and 10. OMPa for hppe/hdpe (PE 1 010). The hydrauHc design stress is determined by applying a safety facttor to the MRS.
For structural design assessments, pipe ring defle<ction and buckling stability are calculated in all cases. Deflection is tyJpically calculated using the modified Spangler equation, where the lmaximum design deflection (based on test data and tI}.anufacturers' rec<ommendations )of the pipe prior to initial pressurization should not: be exceeded. (In practice this can be affected byunsatisfactoryinstalllation procedures on site, i.e. poorly-compacted backfill around the piipe.)
Buckling resistance for the 'main-empty' case cam becheckep using the Luscher equation forpipeswith soil support. Iftlhereisalikelihood of the soil su pport being removed, then the Timo>shenko equation should also be applied; the critical external stress abowewhichbuckling is likely to occur can be obtained in each case, This i is then compared with the soilloadingto derive a design safety factor. 1m the UK design for strength of thermoplastic pressure pi pes, the bendling stress is calculated and added to the hoop tensile stress. In the casse of grp pipes, the pipe wall bending strains are calculated. The strain fc'actorsvary and are dependent on the pipe-to-soil stiffness and installiation procedures (Fig.4.9). In the case of steel pipes, the combined strress analYSis is not necessary unless there are exceptionally-high operalting pressures.
124
15
lj 10-<t U 9 (/l
'-' S 7
(f) (f)
ll! 4 >V]
15
g 10
j 9 tJl
'-' ~ 7
~ 6 ::lE
(f) tJl
ll! 4
tn
Chapter 4: PipdIlle design
--'..I1N1MUM REQUIRED /' STRENGTH (~R.S)
ESIG!LSTRE~ 63
10 10 10% 101
10' 10~ 50 YEARS
TIME HOURS (LOG SCALE)
Regression curve for PE 80 (MOPE) material at 20·C.
10.0
DESIG!LSTRE.2.L _ _ 8.0
10-' 1 10 102
10] 10' 10 5 50 YEARS
TIME HOURS (LOG SCALE)
DESIGN STRESS = ' M. R. S SAFETY FACTOR
MINIMUM REQUIRED STRENGTH (M R S)
Fig.4.8. Typical regression line (courtesy WRc).
125

Pipelines: all YOll wanted to know ...
~ / '\
I \ ( I \ / '\ /
'-.. Y"
Elliptical deformJtlon
Strain factor value 3.0
Development 01 non-elliptical deformations
,. Compaction of sidefills causes
shortening 01 horizontal diameter.
2. Pipe 'pre-ellip~es' vertically with
temporary strain lactor 01 3.0.
3. Backfilling reduces vertical
diameter.
4. Outward movement of pipe sides
restricted by over-compacted sidefiUs.
5. Pipe wall moves outwards into
relatively poorly compaCled zones at
pipe haunches and upper quarler
points.
6. Tight radii al quarter poinls
produces high strains with slrain factors >3.0
Fig.4.9. Deformation of flexible pipes under extemalloads (courtesy WRc).
126
j
J
Surge and water hammer
Any network or pipeline containing a fluid which is in motion can experience pressure waves, known as pressuresurgeorwater hammer. if the steady motion of the fluid is intemlpted. Such interruptions can be introduced by a valve operating too quickly or a pump stopping or starting; these activities can send pressure waves through the system emanating from the point where the interruption or change in motion was initiated. Pressure waves or surge can propagate throughout the system and, in extreme cases, cause a pipeline to become damaged or even to fail completely. This is particularly the case where surge interacts with any system weakness.
The size of the pressure variations pulsing through a system are dependent on the density of the fluid, the rate of change of velocity of the fluid, and the rate of development of the pressure waves themselves. These waves are affected by the physical properties of the pipe or system, and the bulk modulus and density of the fluid. Once a pressure wave has been generated, pressure variations will occur along the pipeline, the pressure at any point being dependent upon the distance from the original cause of the interruption.
As part of a pipeline design, surge calculations are undertaken, generally using computer programs, andsurge-containment arrangements are designed and built into the pipeline system. These will normally take the form of a surge vessel ( asteel cylinder) connected to the pipeline, as shown in Fig. 4.1 O. Under normal pipeline operating conditions, this cylinderwill be partlyftlled with compressed air and the fluid from the pipeline; in the event of negative pressure waves in the pipeline, the air in the vessel will expand and limit the fall in pressure during the first 'down' surge which, in turn, limits the maximum pressure of subsequent upsurges.
Surges generated in the delivery pipeline from a pump by the sudden starting of the motor are avoided by fitting a motorized valve on the d~liverysideofthepump.Theva1veissettoopenslow1y,thusavoiding a sudden change in the motion of the fluid. The motor starter can also be selected to limit the increase in motor speed, which will have the same pressure-limiting effect.
127

Pipelines: all you wanted co know ...
Delivery maio
Pumping station
=
Air compressor
Pumping main
Drain valve
Concrete thrust block
Pressure gauge ~ Pressure
reiitf valve
level tube
Fig.4.10. Typical surge-protection vessel installation (courtesy Severn Trent Water Ltd).
128
C11.1pter4: Plpdtllc design
CORROSIONPROTECflON
A buried or submerged pipeline is designed to contai n the product it carries without loss throughout its service life and to ensure this, the pipeline mustnotsuffer from corrosion, which could cause perforation ofthe pipeline, or weaken its resistance to internal and externalloads.
Not only can the pipeline be required to carry an aggressive product which could cause internal corrosion, but it can be buried or submerged in an aggressive environment which could bring about corrosion to the external surface of the pipe. Corrosion occurs on a pipeline surface as a result of electric current flowing in a 'corrosion cell'. The severity of the corrosion depends on the magnitude of this current, and on the area overwhichitacts.Asanexample,irongoesintosolutionattherateof about 9kg per Amp-year; thus, if a current of 1 A acts uniformly over 1 Okm of3O-in pipe, only5microns of steel would be removed over a 10-year period. However, if this current was confined to an area of about 20mmdiameterofasimilarpipe,perforationofa 16-mmwallthickness could occur in 4 hours.
Before considering the various corrosion-control techniques available,itisimportanttoidentifythelikelycorrosionhazardstowhichthe pipeline may be subjected, and to employ this data to determine the probable risks which would exist and how they would affect the required life of the pipeline. For example, the pipeline operator should consider the effect ofa single perforation, occasional thinning. or mere general corrosion. Where the pipeline product is gas or oil, thenitisvery likely that no pitting whatsoever is tolerable, whilst if the product being transmitted is water, the risk of limited repair work in, say. 25 years time may be acceptable.
Notwithstanding the above considerations, a corrosion-control technique will be one of three types: modification of the corrosion-cell environment, increasing the resistance of the corrosion-cell circuit, or counteracting the corrosion-cell current
Modification of the environment is, perhaps, the most fundamental approach, and may involve providing a selected backfill around a buried pipe, such as clean sand which will create a non-aggressive surround. A further example would be to use concrete to encase the pipe, in order to provide an alkaline environment and physical separation from aggres-
129

Pipelines· a/l YOll wanted to know ...
sive agents. Similarly, an aggressive electrolyte being carried by the pipeline could be rendered passive by the introductionofinhibitor.1bis may, for exam pIe, reduce the availabili ty of the oxygen required for corrosion, as is the case with chromate treatments, or it may lay down a protective molecular film, as is the case with organic 'filming amine' inhibitors.
Increasing the resistance of the corrosion cell will effectively reduce the corrosion current flow. At its simplest, this may involve the el ectrical separation of two dissimilar materials which, when connected, create a corrosion cell. However, the most common approach is to provide a highly-resistive coating to the surface that requires protection. Coatings developed for pipeline protection are various: they all require the necessary physical and mechanical properties in order to withstand the rigoursofpipeline installation and the effects of the environment in which they are buried or immersed.
Counteraction of the corrbsion-cell current can be achieved applying an external currentwhich will then su ppress corrosion; this approach is referred to as cathodic protection, and can be provided by one of two methods. A sacrificial galvanic material can beused, such a magnesium, aluminium or zinc, whidrbecomes consumed while the pipe is protected; oran impressed current can be introduced from a relatively-inert anode material, using a d-c supply.
In protecting a pipeline, only one of these control processes may be necessary to achieve the required service life; however, it is common to employ a combination of the processes to achieve a fully-effective protection system.
PRESSURE RAISING PLANT
Pump stations for oil pipelines
A typical crude oil production and transmission system will include flowlines from production wells, gas/oil separation and treatment if necessary, storage tanks, transfer pumps, metering systems, main export pumps, and pig launchers. A long-distance pipeline may also
130
\
Fig.4.11. Typical multi-products pipeline system configuration (courtesy]ohnBrownEngineers&ConstructorsLtd).
131

Pipelines: all you wantcd to know ...
require intermediate, or booster, stations, which ,:ould typically in-clude a pig receiver, filters, pipeline pumps, and a pIg launcher. ,
Atypicalsimplifiedflowsheetofaninitialpumpstatio.nforam~lt1-products pipeline is shown in Fig.4.11. A~umbero~feedhne~, coml?-g from the various product tanks, converge mto a manifold provIded WIth interlocked motor-operated valves. The manifold design must ensure that each new product batch clears the entire header of the p~evi<?us batch as efficiently as possible, thus minimizing cross-contammation between products.
The header system feeds to the suction of centrifugal transfer pumps connected in paralleL one of which is stand-by. Productflow.s from the transfer pumps to a metering system, which generally conSIsts of two parallel trains, one operating a~d one stan~-by, ea~h sized for t~e full design throughput of the pipehne. Each tram conSIsts of a 50-mlCr?n filter, a flowmeter, and associated temperature measurement eqmpment
Haze and co lour analysis, and temperature and pressure measurement, are performed on the product stream beforemeteringto~onf1rm product identification. One meter-prover loop, gener~lydeslgne~ to accurately measure flowfates between 70% an~ 100 % of the desl~n flow rate is installed downstream of the metenng system. DenSIty readings, from the incoming stream, are continuously monitored, downstream of the metering station.
The product then flows to the suction of the t?ain pumps. V ~rious configurations are possible for the main pumps, I.e. parallel, senesora combination of the two, depending on the range of pressures and flowrates in the pipeline.
A dual-diameter launching scraper trap is provided at the outlet of the pump station, and should be suitable for l~unching ~n ins~ecti~n vehicle such as an 'intelligent' pig. The trap will be provIded WIth a P!g signaller, drains, a pressure gauge and, as a safety feature, adepressu~lzingvalve to be actuated locally at the trap immediately prior to openmg the end closure.
The pump station is also provided with low-pressure and hig~pressure protection systems at the suction and discharge of the mam pum ps and emergency shutdown valves (ESD). Th~ ESD valves, are controlled by the pipeline ESD system, and are deSIgned to rapidly
132
Chlpla 4: Pipeline design
isolate the process facilities from the pipeline in the event of an emergency, such as a fire or a product spillage
Gas pressure raising plant
Pressure raising plant in the gas industry is most commonly used to make the most effective use oflow-pressure gas-storage plant, orto raise the operating pressure of major gas-transmission systems.
Although the actual pressure raising plant for these two purposes may be quite different in size, power, and pressure range, the operating principles are similar:
ENERGY_PRIME_COMPRESSION SOURCE MOVER ELEMENT
High-pressurecompressorstations
RAISED PRESSURE
Compressor stations are built into major gas-transmission systems for a number of rea,sons. Their prime purpose is to overcome pressu re losses on long lengths of pipeline due to pipeline offtakes, friction losses, and the requirement to guarantee minimum downstream pressures.
Natural gas from the transmission system is used as fuel for an aerotype engine as the gas generator; the motive power is a gas turbine, with the compression element being a centrifugal compressor. In most cases in the UK, the compressors are single-stage machines, but multiple unit<; are available ifrequired.
For safety and to ensure economic operation of the compressors, Significant attention needs to be paid to the control systems and performance-monitoring instrumentation.
Due to the noise generated by the installation, it is essential that a lot . of care is taken within corp orating acoustic insulation into thee om pres
sorhousing.Additionally, high gas temperatures downstream of com -pressor stations can be acontributory factor in causing an environment which enables 'colonies' of line-pipe stress-corrosion cracking to occur. Such unwanted happenings need to be avoided, and airorwatercoolers
133

Pipelines: all you wanted to know ...
('aftercoolers') are often installed to cool gas downstream of the compressors.
Low-pressure fan boosters
Fan boosters are used to take the gas from the low-pressure holders and lift it to a sufficient pressure to feed the local distribution systems. The booster is usually a motor-driven centrifugal impeller with the energy source being electric or occasionally diesel fuel.
When choosing a fan booster fora particular installation, the designer will need to know the volume of gas to be discharged perunittime, the pressure difference required to be achieved, and the physical properties of the gas at the booster inlet, including the temperature and specific gravity of the gas. From reference to the booster manufacturer's performance tables, the HP rating of the motor and the operating rotational speed can be derived.
When a booster is used as part of a low-pressure holder installation, itis imperative that sufficient safeguards are built-in to the control system to prevent damage to the holder in case of malfunction of the booster or associated gas-governing equipment.
Jetboosters
Anon-mechanical type of pressure-raising plantis the jet booster, the use of which is dependent on having a higher-pressure gas source, say 7bar, available. Low-pressure storage from which the gas can be withdrawn, and a suitable outlet supply into which the boosted gas can be supplied, are also basic requirements. The most common systems to be supplied in this way are 2-bar medium-pressure mains.
The principle of operation is that the highest pressure gas supply is fed through a venturi-type nozzle, which in turn entrains largevolumes of gas from the low-pressure storage to feed into the appropriate downstream system.
The advantages of jet boosters are that they are independent of external power sources, and provide an economic means of using lowpressure storage. Conversely, the disadvantages are that all the necessary high-pressure supplies, low-pressure storage, and suitable outlet
134
C;h:zptcr 1: PiI)clinc design
supplies, have to be available on the site; the method of operation can also give rise to considerable noise.
Water pumping
This section explains why pumps are used for water, how they work, and briefly describes some of the different types of pump that are commonly available.
Wbyare pumps used?
Pumps areusedto raise water orotherliquids to ahigherlevel, orto move the liquid over a distance for which a gravi ty pi peli ne would be unsuitable. They can also be used to regulate flow, as they cannot pass more than their maximum rated capacity and this factor allows them to be used to control flows, and to dose chemicals.
Pumps can beverysmallcomponentsofa treatment process or major installations in their own right. However, wherever possible, pumps are installed as multiple units. This ensures that there is cover for maintenance or breakdown and that varying flows can be accommodated.
There are two main ways in which pumps can be used when part of a multiple installation: either 'duty and assist', or 'duty and stand-by'.
In the former configuration, two or more pumps are able to operate together to increase output, while in the latter situation, only one pump operates ata time and the stand-by pump is brought into action when the duty pump fails. Some installations combine both of these systems so that pumps can operate singly or together, with the stand-by unit coming into action when a duty or assist pump fails.
Howdopumpswork?
Forapumptobeabletomovealiquid,itmustbecapableofexerting sufficient force to overcome the resistance of the system. The resistance is known as the 'head', and it consists of two com ponents: static head and dynamic, or friction, head.
135

Pipelines: all you wantcd to know ...
Static head is calculated from the difference in levels at the suction and delivery ends 0 f t he system. Static head is increased when the pump draws from below, and decreased when it is fed from above.
'The dynamic or friction head calculation is notso easy. When apump is running, the pressures and energies inside it and the associated pipeworkvary. Contact between the liquid and the internal surfaces of the system causes friction, and this results in a loss of energy. The type of material that the pipes and fittings are made from is therefore significant. Short pipe runs of the rightdiameterforthe flow, smooth internal surfaces, and gradual bends give the lowest value and, consequently, the least head loss. This information is summarized in mathematical tables from which design engineers are able to obtain the appropriate values. The combined effects of static and dynamic head are calculated, and a pump which exerts enough energy to overcome them both should be chosen.
The volume that the pump moves, or its 'flow rate', is the other hydraulic characteristic which determines its sUitability for a particular purpose.
U7hat are the basic types ofpump?
Although there are a great many different pumps in service throughout the water industry, they all rely upon one of only two operating principles.
Centrifugal, or turbine, pumps move liquid by converting energy from an electric motor into kinetic energy by means of a rotating impeUerwithinaspecially-designed pump casing. They are used where high volumes need to be moved at relatively-low pressures, and so can be operated for limited periods against closed valves without the risk of damage.
Positive-displacementpumps move liquid by forcing a ftxedvolume along with each cycle or revolution ofthe pump. This type of pump is used to deliver low flows but at high pressure. Because they can generate very high pressures, positive-displacement pumps must not be operated against closed valves as structural damage to the pump and pumping main may occur.
136
Chapter·j Pipe/inc dcsign
t Outlet
Impeller
Volute case / Drive shaft
Gland
// O ___ ~'-A. ______ _
/ ./
(o( \ . \ '-.. '-" 0 -------r--,----------
.. Inlet
FigA.12. Radial-flow pump (courtesySevern Trellt WaterLtd).
137

Pipelines: all you wanted 10 knuw ...
Radial-flow pump
In a typical radial-flow centrifugal pump (Fig.4.12), the most common type of centrifugal pump design, fluid enters at the centre of the impeller and is thrown outwards by the vanes as they rotate at high speed. The outlet is designed so that it intercepts thewaterasitsp irals off the impeller, increasing the pressure in the delivery pipe.
The two main factors which affect the performance of this type of centrifugal pump are the size of the impeller and the speed at which it rotates.
Axial-flow pump
The axial-flow pump hasa propeller-shaped impeller which moves water by the lifting action ofitsvanes, which are angled from the central hub. The flow is parallel to the drive shaft rather than being thrown outwards.
These pumps are not self-priming, and so the propeller must be submerged for it to operate.
" Mixed-flowpump
Themixed-flowpump, as the name suggests, combines the operating principles of the radial- and axial-flow pumps. It develops higher pressures than the straightforward versions of each type and, because it can pass some solids, it is often used for pumping raw water.
Multi-stage pump
This type of pump is made up ofa number of'stages', each of which behaves as an individual mixed-flow pump, with each one increasing the pressure developed by the previous stage. The number of stages used determines the pump's discharge head; it does not affect the flow rate.
A single drive shaftenables many stages to be driven from one motor. There is an obvious limit to the number of stages due to the practical considerations of construction and installation.
138
150 14S
Hurl (met es)
100
50
o
C11Jptcr i: Pipeline dc~if!n
Duty point line -......... ~
I Power input
Total head
100
8S
% efficiency 50
Efficiency (%)
Flow (mhec) 0.5 0.6 1.0
r ISOO
1200
1000
500
Power (K.W)
0
Fig.4.13. A typical pump curve (courtesy Severn Tren t Water Ltd).
139

Pipeline!;: all you wamed to know ...
These pumps are particularly suited to applications which require high-pressure output and a high flow, and -in the water-supply industry -are generally used in boreholes at considerable depths. In this situation, an electric motor is close-coupled and sealed so that it can operate submerged in water.
The delivery pipework from a borehole pump is normally rigid and secured by boitedflanges. This helps to hold the pump steady, preventing the twisting motion which naturally develops when the motor is running.
Pump curves
The performance of a centrifugal pump depends upon four main criteria: flow rate; total head; power input; and efficiency. These characteristics are different for all individual pumps and can be shown on a graph called the pump curve CFig.4.13) from which, if one characteristic is known, the others can be found. A fifth characteristic may be added if the pump is driven bya variable-speed motor. In this case speed will also produce a curve on the graph.
Positive-displacement pumps are less affected by these factors; flow rate and head are generally the main concerns because, for each cycle, a fixed volume ofliquid is pumped.
Rotary-lobe pump
The rotary-Io be pump is a positive-displacement pump which is driven via a gearbox designed to very close tolerances. The lobes are normally made from a synthetic-rubber material and this is easily damaged by the presence of debris in the flow.
Rotary-lobe pumps are used widely in the food industry and can operate at pressures of up to lObar.
Progressive-cavitypump
The progressive-cavity pump has an eccentric rotor which turns within a synthetic-rubber stator that has been moulded to match the shape that the rotor creates as it revolves.
140
UJaptcr f. Pipeli.nc dcsi~/l
This type of pump is suitable forveryviscous fluids, but it must not be allowed to run dry because it relies upon the material being pumped for lubrication.
Progressive-cavity pumps are mainly used fordosing chemicals on water-treatment works.
Peristaltic pump
Peristaltic pumps are particularly suited to pumping thick fluids, slurries, or sludge. They can handle highly-abrasive materials and have agentle, pulsing action, provided bya rotating rotor squeezing aflexible hose carrying the fluid within the pump housing.
Maintenance costs can be high, as the external pump hoses are expensive. If they burst, the glycerine lubricant within the pump housing becomes contaminated and so it too must be replaced. If the hoses are changed at predetermined intervals however, this riskc anbe reduced.
Diaphragm pump
Diaphragm pumps are able to pump very accurate volumes ofliquid against heads of up to 6bar. This type of pump does not have a gland and so there is no leakage, making it suitable for handling aggressive substances or for dosing chemicals. The diaphragm material must be carefully selected to suit the particular material being pumped.
The piston diaphragm pump combines the advantages ofaglandless pump with those of a piston or ram pump, but is more expensive.
Ram pump
The ram pump is able to dose precise quantities of chemical against very high heads. Each stroke of the ram displaces the contents of the pump cylinder and so the quantity pumped canbe calculated from the numberofstrokes. Itis essential that this type of pump is notoper ated against closed valves, otherwise structural damage will be caused.
Apart fro~ chemical dosing, this type 0 f pump is generally used to feed sludge into a press for mechanical dewatering.
141

Pipelines: all you wanted to know ...
The outputofaram pump can be varied by either altering the speed, or altering the stroke length. Variable-speed electric motors can control changes in flow so that dose rates are maintained correctly, but variations of the length of the stroke require a sophisticated mechanism, built into the unit.
OTIIER STATIONS AND TERMINALS
Oil pipelines
Pipeline terminals are usually provided with storage facilities before any further processing is undertaken. However, itis standard practice for crude oiltobe stabilized (Le. the removal of any entrained gas in the liquid), prior to being stored in tanks at atmospheric pressure. Refined petroleum products are also stored in individual tanks at atmospheric pressure.
There are occasions when high-pressure systems are employed to handle liquids which otherwise, at lower pressures, would vaporize into gas. Such systems handle LPG (liquefied petroleum gases) and NGL ( natural-gas liquids).
In general, receiving terminals are provided with the following facilities.
Inlet facilities
The pipeline inlet to a terminal includes a pig-receiver trap for receiving scraper or 'intelligent' pigs which are occasionally used for cleaning and maintenance purposes. Downstream of the receiver, pressure-control devices are provided to control the downstream pressure in order to protect the plant, equipment, and maintain the upstream pressure. Emergency shut-down valves are provided at the inlet of the terminal to isolate it from the pipeline in case of emergency.
142
Chapler i' Pipelinc dcsi.sw
Metering facilities
The product entering the terminal is metered for inventory or fiscal reasons byoneortwo parallel metering 'trains', plus one stand-by. Each train is made up of an inlet filter, isolating and control valves, turbine meter, density recorders, and sampling equipment. .
A 'meter-prover' loop is provided to check the accuracY' of the turbine meters. The loop operates in serieswith the turbine meters, the flow being controlled bya series of valves which divert the flow from one or the other of the meters. The prover loop operates on a volumetric basis, and can measure the flowing volume with accuracies of up to ±O.5%.
Manifold facilities
The incoming products flow through a manifold system to dedicated tanks; the manifold includes remote-operated valves whose timing of opening and closing is achieved through control systems which, in the case of multi-products pipelines, are based on density mea.<;urements of the incoming products.
Storage facilities
Steel storage tanks are employed for storing the products, usually . either at atmospheric pressure or fractionally above. Stable products, such as diesels and fuel oils, are stored in fixed-Toof tanks, while morevolatile products, such as gasolines, are stored in floating-roof tanks to
. prevent excessive vaporization of the product. Pressurized spherical or cylindrical vessels are employed to store LPG and NGL.
Loading facili ties
The stored products are distributed by a number of different methods, including road or rail tankers, sea tankers, or other pipelines.
Road and rail tanker loading facilities include product-dedicated loading arms located in appropriate tanker-loading bays. The loading
143

Pipelines: all y()U wallted to k1low ...
arms have swivel joints for positioning over the tankers during loading, and are fitted with safety valves, filters, and metering units.
Similarly, for sea tankers, dedicated jetties at quay sides or offshore are provid~d with relevant piping, metering, and hoses for loading into the tanker.
Gas pipelines
Pressure-reduction stations (PRSs), line valves, and pig-traps are usually provided on gas-transmission pipelines.
Of these, PRSs are probably the most complex due to the influences of temperature variations arising from theJoule-Thompsoneffect, the possible gas venting due to the operation of pressure-reliefvalves, and the necessary control systems.
When designing a PRS for gas transmission, the capacity of the installation needs to cater for the predicted maximum flow at the times oflowest inlet pressure and highest outlet pressure. It is generally necessary that the differential pressure across the station, partic~larly where the downstream system is used for linepack storage, 1S the minimum that can be achieved. This requirement has significant effects on the equipment chosen for inclusion in the station design.
Where the pipework is subject to temperature variations, it is prudent that a stress analysis is undertaken to ensure that failure will not occur due to excessive stress variations. Guidance on this aspect of station design is given in The Institution of Gas Engineers' Pipeworkstress analysis [orgas-in dus tryplan t, IGE/TD/12.
The operations which may need to be allowed for in a PRS are:
Inlet connection
If the feed to the PRS is taken from the end of a pipeline, it may be necessary to allow for a pig-trap facility from which a connection into the station may be made. Otherwise, if the inlet is to be taken from an existing pipeline which cannot be taken out of service, it will be necessary to fit a full-encirclement tee and valve to the pipeline and carry out a hot-tap drilling of the pipeline.
144
Filtration
lnorderto prevent gas-borne dustcausingdamagetothe regulators , erosion of pipework and blockage of control -system pipework and equipment, it will be necessary to include a setoffilters in the plant layout. The filters should beof sufficient capacity to enable atleastone filter to remain on stand-by in case of blockage of one of the working filters. The bodies of the filters are usually designed to a pressure-vessel code, for example BS 5500 or similar, and are fitted with quick-relea se closures for rapid changing of the filter elements. The elements may be madefromeitherstainlesssteel,polypropyleneorpaper.Asafurther precaution, smallftlters are incorporated in the impulse pipework of the regulator streams. It is also helpful if a pressure-differential gauge with slave pointer is fitted across the inlet and outlet of the filters to indicate whether or not the filteris showing signs of blockage.
Pre-cxpansion heating
As explained above, pre-expansionheating may be necessary due to gas cooling caused by theJoule-Thompson effect. Excessively-low temperatures can cause stresses on the downstream pipeworkwithin the station, can cause interference with the regulator-control systems and, in extreme circumstances, affect downstream pipework outside the station.
There are several means of providing heating, ranging from waterbath heaters, where the gas is passed through a heated bath of water, to heat exchangers, where the gas is passed through relatively-narrow bore tubes surrounded by water heated in domestic-type modular boilers. Efficiency is improved by using a pumped circulating system for theheat-exchange medium.
Other systems which may be available are those using ground-water sources, for example submerged coal-mine shafts, electrical heating for small-capacity PRSs, and using ground-tern perature recovery where steel pipelines are installed downstream of the installation. Vortex heaters may be used for heating instrument gas to overcome low temperatures affecting the control systems.
145

Pipelines: all you wallted to k1low ...
In general, pre-expansion systems are not installed where the pressure differential across the station is below 15bar but, in the interest of fuel economy, efforts are made to minimize the use of the heating system.
Gas regulation
This process may be considered to be the heart of a pressurereduction station. Although generally used for pressure reduction, the alternative and important function of gas regulators is that of maintaining a constant flow. Such installations are known as volumetric-control stations.
When operating in the pressure-control mode, the outlet pressure of the regulator stream is sensed and if it falls below the desired set pressure due to increased demand on the downstream network, the regulator opens to allow more gas to pass through the system to make up the shortfall. Conversely, if the outlet pressure shows signs of increasing, the regulator will close to reduce the supply. Motive power to open or dose the regulatoJs is provided byacontrolled gas supply either through pilot regulators or by an instrumentation system.
In a volumetric-control mode, the control signal is taken from a flowmeter, usually an orifice meter, which is compared with the selected set-point rate, allowing adjustments to be made as required. Other controls which may be applied to volumetric systems include high- and low-pressure overrides whereby, if maximum or minimum outlet pressures are reached, the station reverts to pressure control at those settings. Similarly, a volumetric override may be included so a maximum flow rate is not exceeded.
Aregulator stream usually consists of two regulators connected in -series. There are a number of options as to how the system may operate:
Two-stage control: where both regulators share the pressurereduction duties.
Monitor-active con trol: where the first regulator in the stream is allowed to remain fully-open during normal operation. The
146
Clw['tf'"r 4· Pilw/irJC dcsi[!rJ
second regulator in the stream carries out all the pressure-contro 1 duties but, if a fault occurs on this regulator resulting in a rise in outlet pressure, the first, or monitor, regulator takes over the control duty.
Monitor-override con trol: this is a combination of the two previous methods, in that both regulators are used to con trol the pressure. However, if a fault occurs on the second regulator an additional signal is fed back to the first regulator so that it takes over the full pressure-control du ty.
Tandem control: in this system of volumetric control the control systems are biased so that, as throughput is adjusted, the regulators open and close in proportion.
A pressure-reduction orvolumetric station usually consists of two or more streams of regulators so that, if a fault occurs, a stand-by stream is available to take over the supply. If, however, on a multi-feed downstr~am system: i~is considered that sufficient alternative supplies are available, a deCISIOn may be taken to install only a single stream. In these circumstances, special arrangements may need to be made for maintenance of the single stream.
Ina twin-stream installation, itis commonly found that the settings bet;w"e~n the regulators an~ ~afetydevices are offsetto permit sequential actlonmcaseoffaultcondlt10ns.Asanexample, on an installation wi th inlet pressure of, say, 24bar feeding a downstream network operating at 7bar, the settings may be as follows: .
active reg. monitor slam shut
Lead stream
7.0bar 7.5 8.0
Stand-by stream
6.7bar 7.8 8.5
The above is known as the cascade system; it is based on the philosophy that the lead stream is the one most likely to develop a fault.
147

Pipdines: all YOll wJllted 10 knon· ...
This is a simple method of providing a stream-selection device (see below).
Safety systems
I tis generally most important that careful attentio n is paid to preventing high pressure reaching and exceeding the safe working pressure of the downstream system. The first lines of defence are explained in the above description on control systems. However, particularly on a highto lower-pressure system, further safeguards are built-into the station design. These are described below:
Slam-sh ut systems: a slam-shut system is usually fitted to the regulator-stream inletvalve. It consists of an actuator, fitted to the valve, which is operated via a control system sensed from the outlet into which the regulator stream is feeding. Ifa fault occurs on the regulator, which in turn results in rising outlet pressure, the pressure sensor operates a three-wayvalvewhich allows power gas to operate the actu~tor to close the faulty stream.
Stream-selection systems: it will be seen from the previous reference to the cascade system of pressure settings that if the stand-by stream develops a fault both lead and stand-by streams will be shut off. Clearly, this is generally undesirable. However, it is possible to install stream-selection devices which detect and isolate thefaultyregulator stream. This may be achieved by either a complicated pilot arrangement or, more simply, by using a butterflyvalve actuated by a non-return valve and discriminating creep-reliefvalve.
Reliefvalves: a traditional, though somewhat non-preferred, means of maintaining a safe worldng downstream pressure is by the use of reliefvalves. The difference between this type and those used in stream-selection units is that a higher capacity may be required to prevent excessive pressure build-up in the downstream network. Care needs to be taken with the design and siting of the vent exit to pr~vent an unsafe condition occurring in
148
operation, for example in the vicinity of high buildings or other obstructions to the dispersal of the venting gas.
Metering
It maybe necessary to install metering on a PRS for a number of reasons. Cost metering could be reqUired where the gas is being supplied to a customer, volumetric flow control requires a control signal to regulate the throughput across the station, or a simp Ie tally may be necessary for demand measurement.
For high flows it is usual to install orifice flow metering whilst insertion meters may be used for lower flows.
VAL VESAND FIITINGS
Oil and gas
Valves
PipelinesthataredesignedtoBSSOlO,IGETDl,orANSIjASMEB31.4 and B31.S, are normally fitted with section-isolating valves, sometimes called line valves. These valves are installed for a variety of reasons:
At the beginning and end of the pi peline, to enable positive isolation to be achieved between the pipeline and its termination points.
At discrete intervals along the pipeline. The spacing of the valveswould be determined by population density and the risk identified by the safety evaluation. Consideration should be given as to whether remote or automatic operation is required for the purposes of limiting inventory loss.
149

i, ,I
!,
)1
qi
III
'I
ii' i: ] ! I' ] , 1 ,
'Ii
I, I
I
Pipelincs: ;IlI you wantcd to know ...
Either side ofa major river or estuary crossing to limit pollution if the pipeline happened to be damaged by ships' anchors or river scour.
Fluids that are conveyed by pipelines fall into the following four categories which are defined further in the pipeline codes:
water-based fluids flammable and toxic substances which are liquid at ambient
temperatures non-flammable substances which are gases atambienttempera
tures flammable and toxic substances that are gases at ambient tempera
tures.
Depending on the category of fluid, the distance between the linebreak valves is determined: the average spacing is 16km or 10 miles. This spacing would be reduced in industrial, commercial, and residential areas of high population denSity, and may be increased on crosscountry sections.
The valves should preferably be buried in valve chambers, protected from vandalism but reasonably-accessible for maintenance. Valves c an be direct buried, but doing this is not the preferred option.
Valves should be installed on the suction and discharge lines of pumps and compressor stations, so that the station can be isolated from the pipeline.
Valves should be designed in accordance with a recognized code such as BS or API, and those that are incorporated in pipelines designed to the above codes should be in steel and should not incorporate castiron or ductile-iron components. Depending on the type of fluid conveyed, other materials including non-ferrous materials may be used, providing that strength, tightness and test procedures are in accordance with the recognized codes.
On a long pi peline, in which line valves are installed at say 10-mile intervals, or at locations such as major river crossings, full-bore ball valves should beused to enable the line to be pigged. Consideration may be given to providing by-pass facilities where there is ariskofdamaging
150
the seats of the valve during restricted flow exercises. In these circumstances, the by-pass should contain a sacrificial plug-type valve.
Fittings
As cross-country high-pressure pipelines are usually contour laid , (that is, laid to follow the proftJe of the ground), use is made of the natural flexibility of the welded linepipe to make gradual changes indirection and depth. Where this could cause excessive stresses in the pipeline when laid, bends are used to achieve the required changes. The bends used are generally forged with a specified radius of curvature. As an example, bends used in pipelines subjected to on-line inspection are limitedtoaminimumradiusof3D,thatisaradiusthreetimestheoutside diameter of the pipe. The angles of the manufactured bends are taken assuh-multiplesof45°.
An alternative to forged bends for small angles is the cold-bending process. In this operation, a length of the Iinepipe is carefully but forcefully subjected to a bending moment in the jaws of a bending machine until the required angle is achieved. Pipeline construction specifications usually quote the limiting ang1eswhich may apply for a particular linepipe.
Other fittings may be used for specific purposes in steel pipelines. Where it is desirable to take a branch off a new or decommissioned pipeline, a forged tee may be used. However, where itis not possible to take a pipeline out of service to insert a tee in the pipeline, a fullencirclement tee may be used. This involves longitudinal Welding of the split shell of the tee followed by the circumferential ftlletwelds between the tee and the parentlinepipe using special welding procedures. The operation is completed by carrying out an under-pressure drilling through an appropriately-sized valve attached to the tee after welding the tee to the pipe.
Forteeswith ad/D ratio >0.25 (whered is the diameter of the off-take and D is the diameter of the parent pipe), and a parent pipe which is likely to be pigged, itis prudent to ensure the tee is fitted with pig-guide bars so that the pigs will not become lodged in the branch of the tee during its passage.
Steel pipelines are protected from corrosion by coatings su pplemen ted by cathodic-protection (CP) systems, in which small electric
151

Pipelines: all rOll W;IlHCd to know ...
currents are superimposed on the pipeline to reverse the natural electro-chemical corrosion reaction between the steel and the soil. \Vherc it is considered necessary to achieve electrical isolation between adjacent CP sections, it is preferable to llSC purpose-designed insulation joints. It is not considered good practice to use buried flanges below ground, and these should be avoided wherever possible.
Although designs mayvary, fittings with similar functions are also used in pipelines and gas mains operating in the pressure ranges different from those described above.
Water: isolation and sectionalizing duty
The principal valve types used for this duty in the water industry are gate or butterflyvalves, operating in both gravity or pumped systems.
Gate (or sluice) -valves
Asisolationvalves,theyaremainiyleftinthefully-openpositionafter pipelinetesting,andareonlyclosedwhenaburstoccursorforsystem operational maintenance. They are used as boundaryvalves and also as syst~m-drainingvalves. They are not designed for throttling duty.
Smce they are used infrequently, their simpliCity, longevity, reliability and minimum maintenance is essential. The British Standard with whichtheycomplyisBS5163 (up to 600mm),whichdefmes the details for both resilient and metal-sealed designs. Resilient seal designs incorporate many features which are beneficial to users, including:
flat invert- there is not a pocket for silt to collect underneath the wedge;
totally-encapsulated wedge -which eliminates damage to the internal coating and maintains water quality.
Modern designs have other features, such as external shear devices and no body-to-bonnet bolting, etc.
A different amount of effort is required to shut off or 'crack' open a valve than to operate itonceitis running. To operate thevalvesaga inst
152
Cil;ll'tt T1 . Pipeline ({{'sign
higher differential pressures (but within the valve rating), it is necessary to: .
use additional manpower. i.e. two persons to crack open the valve;
use agearbox or power actuator; use a larger handwheel; fit a by-pass to sizes 3 50mm and larger.
Bu tterfIyvalves
Historically, this valve was known as the balanced-discvalve and has beeninusedsince1900.ThecurrentgenerationcomplieswithBS5155 for its dimensions, but various types are available:
small-wafer rubber-lined versions are sometimes used in filter stations or treatmentworks;
double-~angedver.sionsof600mm and larget diameter are wideIy use.d. m reservoirs and power stations. These normally have a reslhent seal on the disc edge which mates with agun-metal seat in the body.
The shaft design is one-piece straight-through on the centreline for the small valves, of up to 300mm diameter, while larger sizes have stub shafts, either of single-or double-offset deSign.
Butterfly valves canbeused for isolation or for less-onerous control ?uties. The maximum velocity of flow should be less than5m/s; if this 1S to be exceeded, then the manufacturer should be advised because at increased velocities, the hydro-dynamic torque can becom~ excessive and must be catered for, otherwise catastrophic damage can occur.
SCRAPER/PIG TRAPS
. Scraper, orpig, traps (Fig. 4.14) are normally installed at both ends of a pipeline and, depending on its length, at intermediate points. The traps
153

Pipelines: all yuu wanted 10 know ...
Fig.4.14. Typical pig trap layout (courtesy DerekJackson).
154
Chapler 4: Pipeline desig1l
would normally be instrumented with a pig signaller and a pressure gauge, and provided with drain and blow-down/ relief points.
The traps are for launching and receiving pigs. Pigs are used for internally cleaning a pipeline and, depending on the severity of the cleaning operation, can be spheres, swabs, or equipped with cups or brushes. There are also instrumented (or 'intelligent') pigs, which can determine whether inteffl al or external corrosion, or other damage, has taken place. The intelligent pig is normally run through anew pipeline prior to it being put into service and a 'signature' or 'fingerprint' is taken of the pipeline condition. An intelligent-pig run is then made at predeter·· mined intervals, to see if the condition has deteriorated in anyway. The fluid being conveyed in the pipeline is normally used as the pig motive
power. Scraper traps should be designed in accordance with either the
pipeline code or the pressure-vessel code (BS 5500 or AMSE VIII) for fabrication welding or inspection.
Anchoring the pipeline near the above/below-ground transition by the scraper traps is often required. Support of the traps above ground would be by saddles to prevent stress transmission due to the expansion and contraction of connecting pipework.
Where pigging operations take place, it is important to ensure that the pig does not become trapped in the pipeline; care has therefore to be taken in ensuring that bends are nottoo tight. They shouldnotbe less than 3D (i.e. a bend radius equivalent to three pipe diameters), and preferably should be 6D or above. Similarly, if there are tees in the line, they should be barred-off so that the pig is prevented from travelling down the wrong leg.
Design of pig-trap installations
Many of the same principles for designing pressure-reduction stations apply to the design of pig-trap and valve installations. This is particularly the case with respect to provision for stress analysis for ambient temperature variations on exposed pipcwork.
For pig-trap installations which will be used for on-line inspection exercises, itwill be necessary to ensure that sufficient space is provided for road traffic access and also that adequate room is available for loading
155

Pipdincs: all yuu wanted tu know ...
and unloading the inspection tools. I t is also a requirement that hard standing is provided adjacent to the pig trap.
For pig launch traps, the reducer in the barrel should be of eccentric design, while for receivers, concentric reducers may be used. It is important, though, that the 'bridle' connection on receiver traps is located close to the reducer, whereas for launchers it is located near the pig-trap door or closure.
For pipelines containing liquid deposits, space should be provided within the installation for placing reception tanks, along with the interconnectingpipework
The pig-trap 'bridle' pipework should contain a sacrificial plug valve for controlling the flow during launch and reception exercises, and which can also be used during commiSSioning and other special operations.
QUALI1Y ASSURANCE AND QUALI1Y CONTROL
Pipeline design
The quality of a pipeline design depends mainly on the expertise and experience of the design organization. However, the organization needs a quality system to provide a mechanism for controlling quality. This section is not about whether the quality of the pipeline design is highorlow. The design should be fit for purpose. However, itisessenti al that the quality ofthe design is controlled.
The terms 'quality assurance' and 'quality control' have specific meanings to those involved in the maintenance of quality:
Qualityassurance: a system which ensures that all the design is carried out in a methodical way to give consistent quality.
156
Quality control: specific checks are carried out at key stages to ensure thatthe quality of an individual design is main tained.
Most pipeline-design organizations have a quality system based on British Standard BS5750Part 1 (equivalentto International Standard ISO 900 1). This standard describes the areas of activitywhich must be controlled by the quality system. It includes areas such as design control,documentcontrolandqualityaudits.
A typical quality system consists of:
a quality manual, which describes how the organization applies BS5750;
detailed procedures which give all the steps in the design process and the controls applied to it;
quality plans which provide details of how the system is applied to specific projects.
However, it is not sufficient to have a system. There must also be checks that the system is being used in practice. This is done by means ofinternal quality audits, which are essentially spot checks on whether the system is working. The audits identify weaknesses in the system or its use, and define the actions needed to put them right.
The pipeline operator's confidence in the design organization's qUality-approval system can be considerably enhanced when the quality system has been assessed, approved, and certificated by an independent third-party body to BS 5750. This nationally-approved certification
. company then ensures that the design organization's quality system is maintained to an acceptable standard bycarryingouta regular auditfo r as long as the quality system remains certificated.
The main products of a pipeline-design organization are documents -typically drawings, specifications, reports and calculations. Quality control in design is therefore directed at these documents. It consist sof a series offormalized checks on the quality of the document produced. Forexample,acalculationordrawingmaybecheckedbytheoriginator, by his or her supervisor, and by others concerned with separate but related aspects of the design. It may also be reviewed by others with no direct involvement in thatproject as a further independent check.
157

Pipdincs: all you wanted to know ...
The principles of quality assurance and quality control were established in manufacturing industry. There are many differences between a design organization and a manufactUring environment. However, it is now widely established that the basic principles of BS 5 750 can be applied in a design environment. If control of quality is not established at the design stage, there can be a major impact on manufacturing or construction work.
Finally, it should be noted that quality systems are not only used to maintain the quality of the design. They also help to ensure that designs are cost-effective and that the design organization meets its contractual obligations.
References
1.H.D.BeggsandJ.P.Brill,1986.Two-phaseflowinpipes;5thedn. 2. BS 80 1 0, Part 2. Pi pelines on land: design, construction and installation. 3. BS 8010, Part 3, 1993. Pipelines subsea: design, censtruciton and installa
tion. 4. Structural design of buried pipelines under various conditions ofloading.
CEN/TC 164/165/JWG 1 workingpaperN47.7E.AnnexesB/B.1.8and B.2.8.
5. S.Kyriakidesand M.Yeh, 1986. On the collapse of inelastic thick-wall tubes under external pressure. Journal of Energy Resources Technology, vol 108.
6. RPirani, 1987. Future trends in the design and engineering of submarine pipelines. Pipeline Industries GuildJournal.
7. RPirani, 1990. Recent developments in North Sea pipeline engineering. Mediterranean Offshore conference, Tripoli.
8. RPirani, 1990. Long distance transmission of refmed products by pipeline. AlKhobar.
9. S.P.Timoshenko. Theory of elastic stability. McGraw-Hill Book Co. 10.WRcjWAA,1988.Pipematerialsselectionmanual-Watermains.
158
Cl1apici 5. «'hat arc they rnade of .. ?
CHAPTERS
WHAT ARE THEY MADE OF ... ?
PIPELINE MATERIALS
In this chapter, a description is given of the manufacture and properties of the principal pipe materials which are used for pipelines. They are:
steel alloy steel ductile iron composite materials (e.g. flexible pipe) asbestos-cement (a-c) prestressed concrete (psc) glass-reinforced plastic(grp)
Other materials have more limited application in the con text of transmission pipelines, but are used widely in smaller diameters for other purposes. They include the following:
unplasticized polyvinyl chloride (upvc) polyethylene(pe) reinforced (as distinct from prestressed) concrete glass-reinforced concrete (grc) vitrified clay.
UPVC pipes are made in the UK in diameters up to 600mm, for working pressures normally up to ISbar, but they are rarely used for transmission purposes. Their principal use is forwater-distribution mains in diameters up to 300mm.
159

Pipelines: all you \F;/med to kllow ...
PE pi pes are available in the UK in diameters up to 1 mand are used primarily for low-pressure water amI gas distribution and water service connections to individual houses. They have also been used as linings forthe rehabilitation of sewers. They have better low-temperature properties than upvc, and are sometimes used in diameters of up to 1 OOOmm in cold climates, such as in Scandinavia, for situations demandingflexibility.
Reinforced-concrete pipes are used for gravity sewers and surfacewater drains, but are not used as pressure pipes in the UK. In Europe, reinforced-concrete pipes are sometimes used for low-pressure water distribution (up to 4baror 5 bar).
Glass-reinforced concrete is a composite pipe material with so me potential, as it combines the high tensile strength of glass fibre with the high compressive strength of concrete. These pipes can be manufactured in diameters up to 1800mm.
Vitrified-claypipes are made in diameters up to 600mm, and remain a popular material for gravity sewers, particularly in situations where corrosive soils or conditions preclude the use of concrete or asbestos cement.
STEEL PIPES
Steel, available in a range of specifications, is the mostwidelyused material for the manufacture of pipe suitable for the transmission ofhigh and intermediate-pressure gas, oil, and, to alesser degree, water.
Mechanical properties
Reference to BS 3601 and American Petroleum Institute (API) specifications 5 L, 5 LS, 5 LX, and 5 LU will show the mechanical properties for different grades of steel pipe. The description of grade in BS 3601 is based upon the minimum ultimate tensile strength (UTS) expressed as N/mm2,while the API specifications use the specified minimum yield strength (SMYS) expressed aslb/in2 divided by 1000. The API specification also specifies the manufacturing procedures, qualitY assurance and quality control, nondestructive testing, and pipe-mill hydro testing.
160
Pipe may be produced to speCifications laid down by individual purchasers, manyofwhich are based upon theAPI specifications with addedrequirements,suchasnotch toughness (st't'hdon ). A particular physical requirement is that of weldabilit ),.not ()J}I~ ill relation to the manufacturing process, but also as acontribution tospeedy and eco nomic construction in the field.
The use of higher grade (and therefore more expensive) steels allows thepipetowithstandhigherhoopstresseswithlowerwallthicknesses and is, consequently, often more economical. Other factors, such as weldability, resistance to corrosion, stability on the seabed, greater upheaval buckling potential, expansion, and higher susceptibility to H
2S, can sometimes mitigate against theuse of higher-grade mat erials. If the pipeline contents are highly corrosive, it may be necessary to
resort to amore expensive alloy or non-ferrous steel pipe. Such conclitionsaremostlikelytobeencounteredinflowlineshavingahighpartiaI
. pressure ofe02 and also containing produced or condensed water.
Normal austenitic stainless steels may be unsuitable because oftheir lack of strength and sensitivity to chlorides. Aduplex stainless steel often provides a suitable alternative if the pipe environment does not have ahigh contentofH
2S, in which case itisknown as 'sour'.
Clad steel pipes
Clad pipe may provide a useful alternative to solid alloy pipe when the use of the higher non-ferrous alloys (625, 825, etc.), which are relatively weak, becomes necessary because of severe corrosion problems. Clad pipes consist of an outer body oflower grade steel with a thin corrosion-resistantliner.
The outer body gives the strength requirements to the pipe and is usually of conventional carbon steel such as API 5 L specification grade X52,X600rX65. The liner, usually a few millimetres thick, includes corrosion-resistant alloys such as IncalloyS25, stainless steel, or Incond 625.
Atypical clad pipe for use inan oil flowline application is in the 4in, 6in and 8in size range, of grade X65, with a wall thickness of the order of 25m minter nally, and clad with 625 or825 alloys.
Various manufacturing processes are available for pi pelines, and their use depends on the pipeline diameter: seamless pipe is used for
161

Ii
!
Pipelincs: alJ you wantcd to kllow"
diameters up to 20in, while longitudinally-welded pipe and electricalresistance welded pipe are used for larger -diameter pipelines.
The manufacture of clad pipe is at an evolutionary stage. The primary technique provides acladdingwhich is fused to the carbon steel base, whilst other methods relyupon the expansion of an internal alloy into the outer 'carrier' pipe.
Pipe1inedesign
The design of a pipeline is normally based upon yield strength, defined for this purpose as the stress corresponding to 0.5% total strain, applying safety factors to this strength appropriate to specific service conditions. Other material features which must be taken into account are ductility and, where service conditions are particularly onerous or involve sub-zero temperatures, notch toughness.
The importance of ductility can be appreciated if one considers a situation in which ground subsidence has taken place with the result that the pipeline is acting as abeam supported at each end. Under such conditions,amateriallackinginductilitywouldbemoreliabletofailure. An indication of ductility is'shown by the elongation of a tensile test piece after failure, this being expressed as a percentageofagaugelength (usually 50mm) marked on the test piece prior to testing.
A further measure of ductility can be obtained from the notchtoughness test in which a notched specimen is broken by the sudden application of a specified load. The usual test applied is the Charpy Vnotch test, in which notched specimens 1 Omm x 10mm, 1 Omm x 7.5mm,or 10mmx6.7mmareused.Theresultofthetestisreportedas the energy absorbed by the material during fracture. In addition, the appearance of the fracture may be reported, since the amount of crystallinity present on the fra~tured face gives an indication of brittle -ness.
Bend tests are called for bya number of specifications, and these are usually carried out on transverse specimens.
The locations of the test pieces for tensile, notch toughness, and bend testing are given in the specifications previously referred to, and generally include both body and weld areas of the pipes.
162
chapter S: W1Jac ;lrc lill·) llJddc uJ:.
Dimensional accuracy
Dimensional accuracy invo)vingdiameter, wall thickness, circularity, squareness of ends, and end bevel is of extreme importance in the production of welded pipe, and permissihle tolerances are speCified in manufacturers'standards.
Combined with the selected grades of steel, the wall thickness controls the load bearing capacity of the pipe and also influences the 'fitup'for~eldin~thepipe~totheline.Steelpipesarenowgenerallysized on outSide diameter. Ctrcularity and square ness of pipe ends are necessary to facilitate welding of the circumferential joints.
Steel making
Experience has shown that, to ensure the integrity of steel pipe, it is necessary to produce steels with the minimum amount ofimpurities such as sulphur, phosphoms and non-metallic inclusions. It is notthe aim here to give a complete account of the steelmaking processes; suffice to say that steel is produced by reducing the carbon content and removing harmful impurities present in the pig iron produced ina blast furnace.
Since the Second World War there has been an almost complete chang~intheprocessofsteelmakingemployedfortheproductionof steel pipe, from the 'open-hearth' to the 'basic-oxygen' process. The freedom from non-metallic substances in the finished steel is very largelydependentuponde-oxidation, and great strides have been made . in this aspect of steelmaking, with the result that < cleaner' steels with greater freedom from non-metallic inclusions are now produced.
The normal practice of casting steel into ingots is being superseded by the adoption of the continuous-casting operation which greatly, if not completely, prevents the segregation of non-metallic substances ?~ringsoli~ification. Even without continuous casting, developments m mgot casttng procedures have minimized the presence of segregated non-metallic impurities. The 'cleaner' steels now available in large tonnages, at economical costs, have improved toughness and tensile properties.
163

Pipelines: all Y()U \r;lllted to k1low ..
Steel composition
The use of micro alloys sllchas niobium (Nb) (referred to as columbium in the US), vanadium (V), and titanium (Ti), together with use of rare earth metals such as Cerium, has resulted in the availability of highstrength weldable steels suitable for pipe manufacture. This increase in strength makes it possible to use pipe of reduced wall thickness and thu s reduced cost. When there is a need for high-pressure thick-wall (up to 25mm) line pipe, this has been met by the availabilityoflow-carbon niobium-vanadium steeltowhichO.2S-O.35% of molybdenum has been added.
One of the major factors influencing the notch-toughness properties of steel is the presence of manganese sulphide inclusions which take on an elongated shape as a result of the plate-rolling operation. Such inclusions act as stress raisers and result in brittleness, particularly at sub-zero temperatures. The reduction of the maximum sulphur to 0.025% oreven less (compared with the 0.05%permittedbyBS 3601 and API specifications),has resulted in appreciable improvements in the notch-toughness proper-ties of steel pipe. A further development has been that of the final treatment of the steel with rare earth metals such as cerium. This treatment has the effect of both desulphurizing downtolevelsofO.005%,andmodifyingtheshapeoftheremaining sulphides.
The properties of steels with microalloy and rare-earth additions are furtherimproved by controlled rolling of the plates. In this process, the amount of reduction in specific temperature ranges, as well as spec ific finishing temperature, is controlled. As a result of this method of rolling, the full benefits of the alloy additions are obtained.
Pipe manufacture
While pipe up to SOOmm diameter is produced by a variety of processes, such as seamless or electric-resistance welding (ERW), larger-diameter pi pe is made either by the submerged-arc welding (SAW) or spiral-fusion welding (SFW) processes. In the SAW process, the weld seam runs longitudinally along the pipe while, as the name suggests, the weld on SFW pipe runs spirally around the pipe.
164
Chapler 'i: \\ frat art> lhn made of .. '
The diameter of pipe which can be produced by the SAW process is limited by the width of plate available, unless two or more plates are welded together forming two or more longitudinal seams along the pipe. Currently, with single plates. the maximum diameter of pipe which can be made in the UK by the SA \Xl process is of the order of I 200mm.With two or more plates, pipeupto about 2200mm diameter can be produced. The production of pipe by the SA W process takes place in the follOWing stages:
plate preparation forming into cylindrical shape welding finalforming-rounding byexpansion or rolling inspection and testing.
Longitudinal-welded pipes are produced mainly by the 'U-and-O' process, in which the flat steel sheet is first bent into a U shape, followed by further bending into the final 0 shape; the seam is welded by a single weld applied from both sides by the submerged arc welding (SAW) process. For helical-welded pipe, the shape is rolled from coiled 'skelp', and the resulting helix welded in a similar fashion by SAW. There are limits to the available thickness of spiral- or helical-welded pipes because of the pipe-forming method.
IntheSFWprocess,pipediameterisindependentofplatewidth,and pipes up to about 2S00mm diameter can be produced. The usual practical ratio of plate or coil width to finished pipe diameter used in this process is between 2: 1 and 2.5: 1.
One of the disadvantages of the SFW process is the low output per machine, compared with the SAW process, and anumberof machines are therefore necessary to attain an equivalent output. As it is not economical to increase the output by this means, a new technique has been developed which can replace five conventional machines. With this technique, the pipe is formed and continuously tack welded in lengths of 12-24m or more, which are then submerged-arc welded on both the inside and outside by welding stands similar to those used f(lr thelongitudinal process. During the fmal welding operation, the 'tacked' pipe is rotated.
165

Pipelines: all you wa1lted to k1low ...
Inspection
Stringent mill inspection is maintained throughout each sequence of manufacture, and finished pipes are subjected to radiographic and ultrasonic checking, in addition to a hydrostatic test, to ensure freedom from detectable flaws. The appropriate manufacturing specifications define the rigid limits of acceptability for repair of any defect so detected.
Future developments
A constant challenge exists to further improve the properties and quality of steel pipe produced by the SAW and SFW processes and, to meet this challenge, research and development is constantly being undertaken. The improvements in mechanical properties resulting from the use oflow-carbon-equivalent steels will no doubt continue, and developments in sophisticated inspection methods will continue to ensure the integrity of ste~l pipe.
DUCfILE IRON PIPES
Experimentswith centrifugal casting, where the need for body cores was eliminated, had received attention butitwas not until 1917 that a technically-sound process for the centrifugal casting of pipes was developed. This process was known as the de Lavaudsystem, having been patented by a Frenchman, Sensaud de Lavaud, working in Brazil. From this technique the universally-used nomenclature 'spun-iron pipes' was derived, so distinguishing the end product from pit-cast, bank-cast, or horizontal-cast pipes.
Centrifugal casting
Centrifugal casting, which is now used world-wide, generally involves the use of an inclined mould fabricated as a one-piece cylindrical
166
chapler,: Whal arc lhey made of .. '
steel forging, which is rotated at high speed in a water jacket and into which the ~olten iron is poured; hence the term 'metal spun'.
The ~alll problem with the original metal-spun process was the formatIon ofa hard outer skin resulting from contact of hot metal with the water-cooled mould. This meant that pipes had to be normalized by subsequent heat treatment. Two methods for overcoming this were developed:
(a) Centrifugal casting in sand-lined flasks was an attempt to solve theproblematitssource,byprovidingthemetalmouldwitha san?surfacesoth~tthefluidmetalwasheldbycentrifugalforce agamsta self-venttng sand face and was therefore not in contact with the metal. The spinning of pipes in sand moulds could not competecommerciallywith the de Lavaud process because of thela?ourand sand requirements for producing moulds, one per pIpe, and the consequent high capital investment in flasks in which to make the high number of moulds required per day. The sand-spun process is now very limited in use, generally only for the larger diameters.
(b) The Mailyprocess relies on reducing direct contact between the metal and the steel mould by coating the mould internal surface with ferro-silicon powder before contact with the metal. Subsequently, several other materials have been used such as carbon, silica, and calcium silicate. All the materials fali into one or both of two categories: powders which have a definite effect on the structure of the product metal (for example, ferro-silicon encourages the formation offree graphite ?~ a lat~ inoculat~on); or refractory powders, which delay solIdificatIon byactmg as a barrier between the pipe and the mould wall (for example, fine sand). In practice, many of the mould powders used are a mixture of materials designed to reduce surface hardness and provide metal inoculation and good traction between the mould and the pipe wall.
167

Pipelines::lll HIll wanted to kIlOW. ..
Ductile iron
TIle next significant development in the production onron pipes was the change from the use of grey iron to casting in ductile iron.
To follow the various iron-pipe-founding processes that have been developed over theyears. culminating with the use of ductile iron, requires some understanding of the elementary metallurgy of iron. I t will be appreciated that steel is basically pure iron from which the carbon has been removed before casting, following which various forms of alloying take place to produce steel of the requisite type and strength. Cast iron, however, has always contained carbon (and some other elements); this assists melting and casting, the percentage of carbon being such that, on cooling, it separates out as graphite. Prior to the development of ductile iron, the original iron for cast-iron pipe, now commonly referred to as grey iron, contained graphite in the form of flakes. This introduced planes of weakness and was responsible for the brittle nature of grey-iron pi pes.
Research was devoted towards producing an iron which, while retaining all the qualities offlake-graphite iron, would at the same time provide significantly improved mechanical properties and tou~1l1ess. The successful development of a cast iron in which the free graphite was in the form of nodules or spheroids instead of the usualflakes came in 1948. This important breakthrough, which produces an iron of high strength, toughness, and ductility, was made concurrently, yet independently, in Britain by Morrogh and Williams, using cerium as the nodularizing agent, and in America by Gagnebin, Millis, and Pilling, using magnesium.
The main obstacle to progress lay in evolving an economic means for applying the nodularizingagent. The high price of cerium compared with that of magnesium led to concentration of effort on the magnesium treatment developed in America using a nickel-magnesium alloy. Later, nickel-magnesium was replaced bymagnesium-ferrosiliconalloy, which was cheaper but equally effective.
Like all chemical and metallurgical reactions, the physical properties of the base iron can be controlled by manipulating the chemistry. In
168
Plates
Index of Plates
Pipes for the Great Man-Made River project, Lihya ........... ii Cross-country pipeline 'stringing' .................. . 111
Pipeline welding ....................................................................... i!i Desertconditions ..................................................................... w X-ray inspection of pipe welds .............................................. iv Pipe lowering-in ........................................................................ ~ PipelayinginTeesside, UK ..................................................... VI
Pipelayingunderthe River Tees, UK .................................. 'vii Horizontally-controlled directional drilling ...................... viii Pipeline fittings ...................................................................... viii Mechanical pipe jointing ........................................................ ix Flanges for pipe jointing ......................................................... ix Pipelayingoffshoreschematic ................................................ x Semac llaybarge ...................................................................... x Apacbereelbarge ..................................................................... xi By-pass facility and block valve ............................................ xii Cathodic protection and coating surveying ....................... xii Valve maintenance ................................................................ xiii Pipeline cleaning pig ............................................................ xiii Magnetic-flux 'intelligent' pig .............................................. xiv Pig trap installation ................................................................. xv Pig launcher during manufacture ........................................ xvi 24-inballvalveskid ................................................ ; .............. xvi

Plate 23. A 42-in pig launcher and two 14jl8-in 'universal' traps under fabrication. Photo courtesy Shand Engineering Ltd.
Plate 24. A 24-in ball-valve skid being prepared by Shand Engineering for client Land & Marine Engineering Ltd. Photo
courtesy Shand Engineering Ltd.
XTi·
(,'/l:IpCef'i. W7J:1l are UKT made 0[/
order to produce ductile iron, the melting process must be st rictly controlled and certain additions of chemicals ()ther thalll11agncsilln~. The molten base iron has to llleet a rigid L1H.' III ical ;I 11 al\ sis. '0hich is carcfullymonitored throughout the process. FinallY. con! illllouschecks on the finished pipes in respect of streng til and graphite "tructure an: an important quality control requirement. Ductile irol1 is no" the generally-accepted material foriron pipelines.
Pipe and fittings production
The method of casting ductile iron pipes is similar to that for conventionalcentrifugally-castgrey-iron pipes. i\loiten ductile iron is pouredfrom a tilting hopper atone end of the casting machine into a rotating mould. A pipe of uniform thickness is produced by tra\Trsing the mould pastthe pouring point at aconstallt speed and predetermined revolutions, related to the size and thickness of the pi pc to he produced, and ensuring adequate centrifugal force to hold the liquid iron against
. the inside of the mould. After casting, each pi pe is heat treated in a gasfired furnace to achieve the requisite metallurgical structure and phYSical characteristics.
Ductile iron fittings, suchas bends. tees, and adaptors, are prot luced in modern mechanized foundries. The metllod of producing the base metal to ensure the graphite is in nodular form is similar to thalllsed for producing straight pipes. Fittings need not necessarily be heat treated. since their mechanical requirements are somewhatllifferentfrom tllOse of the full-length pipe.
The term 'ductile iron' is no" -uni\-ersally recognized as applying to pipes and fittings manufactured from spheroidal graphite iron or. lIsing its alternative name, nod ular cas tiro n.
joints
Ductile iron pipelines are assembled using bolted gland Of push-in joints with a flexible rubber sealing ring; alternatively, pipes can be supplied with flanged ends.
169

Pipelines: all you wanted 10 know..
Standardization
ll1e manufacture of ductile iron pipes andtlttings is covered by BS 4772 and is also standardized by the International Standards Organization (ISO) in document 2531 Ductile iron pipes, fittings and accessories for pressure pipelines.
Ductile iron pi pes are produced to internationally agreed metric dimensions, and most user countries specify these pipes for trunk pipelines, using either ISO 2531 or the corresponding British and other national standards.
ASBESTOS-CEMENT PIPES
Asbestos-cement pipes are of particnlarvaluewhere soils corrosive to iron and steel are prevalent. The pipes are in common use for the transport of water and sewage, but are generally unsuitable for oil and gas because the pressures for which they can economically be designed andmanufacturedarelimited,andtheyarenotimpervioustoairorgas.
Manufacture and standards
Asbestos cement consists of'ordinary' Portland cementreinforced with asbestos fibres. The material was first used in Austria in the early 1900s forthe manufacture of plain sheets for roofing purposes; pipe manufacture was developed in Italybetween 1913 and 1921 byAMazza. Asbestos-cement pipes were produced in the UK between 1928 and· 1985.
The manufacturing process involves passing a slurry of cement, asbestos fibres, and water into a tankfrom which a revolving cylindrical sieve picks up a thin film of material. This film is then taken by a felt conveyor belt and transferred onto a polished-steel mandrel on which the pipe is gradually built-up to the required thickness inlayers ofab out 0.25mm.Duringthisprocess,pressureisappliedtothemandreloverits whole length by rollers to ensure a dense material and cohesion between successive layers. The pipe is then removed from the mandrel and a splitwooden former inserted to prevent deformation before initial
170
C/wpler -i: iV"iJ:u arc 11K} iJi.ith of ... '
hardeninghasocL'tlrred. Theformeriswithdrawn after 12-24 hours. and the pipe is then cured eitherhyimmersionin water for7-1 0 daysor hy high-pressure steam curing.
Finally, the rough ends of the pipe are trimmed. thcsurfaccofthe pipe ends are turned down to the correct out."icle diameter to accomm 0-
date the join t, and the pi pes are hydraulically tested, usually to twice the working pressure for which they are intended. A hitumen coating is sometimes applied by dipping the pipe in a bath of cold bitumen in a solvent.
The relevant British Standards are BS 3655 forsewerageand drainage , andBS 486 for pressure pipes. N on-pressure pipes are manufactured in the UKinlengthsof3m, 4m, or 5m, and in diameters up to 900mm. Pressurepipesareproducedinasimilarrangeoflengthsanddiameters forworkingpressures of up to 15bar.
Outside the UK, pipes are manufactured either to ISO R 160 or to national standards. Some suppliers produce pipes up to 2000mm in diameter.
In recent years, the hazards associated with the use of materials containing asbestos have been much publicized. As far as asbestoscement pipes are concerned, these hazards are primarily associated with the inhalation of asbestos dustin pipe factories and during pipe laying (particularly when pipes are cut and trimmed), and there are recommendations for the use of protective clothing and equipment by operatives engaged in these activities. Possible consequences associatedwiththe ingestion of the very minute traces of asbestos fibre which might find their way into water carried by asbestos-cement pipes are ·underinvestigation.
Joints
No satisfactory method of producing socketed pipes has been evolved, and a detachable joint must therefore be used. Until the late 1950s, cast iron Gibaultjointswere generally used: these are double-gland joints rather similar to Viking-johnson couplings, and consist of a central collar and two rubber rings held in position by bolted glands. The joints had to be protected against corrosion either by moulding in bitumen or
. wrapping with protective tape.
171

Pipdincs: all YOll .,ranted to know ...
In the last 20 years, simple asbestos-cement joints have been available. These consist of an asbestos-cement sleeve grooved internally at each end to receive specially-shaped sealing rings. The jOint is made by pullingitoverthe end ofthepipejustlaidandthenpushingtheend of the next pipe into the joint. Care is necessary to ensure that a gap of about 1 Omm is left between pipe ends to allow for the fact that asbestos cement swells slightlywhen saturated.
Protection against corrosion
The method of manufacture of asbestos-cement pipes produces a dense product very resistant to corrosion, but asbestos cement, like concrete, is not entirely immune to chemical attack. Acid soils, or soils with a high sulphate content, can cause surface softening, as can rainwater or other very-soft waters and septic sewage.
The dip application ofacoatofbitumen is of little value in corrosive conditions, though it does have the advantage of restricting theundesirable initialrise inpHvalue and alkalinity suffered by some waters wh en passing through newly-Iat.d uncoated pipes. Special plastic or epoxy coatings can be applied to combat unusually corrosive conditions.
Use of asbestos -cement pipes
Though asbestos cement is amore flexible material than it is usually given credit for, it is nevertheless somewhat fragile, particularly in the smaller diameters. Pipes in diameters under 200mm lack beam strength and break easily if mishandled. Pipes in diameters over 200mm have adequate beam strength, but pipe ends must be protected against blows which can result in hair cracks, which are very difficult to detect visually.
Itfollowsthatverycarefulhandlingisnecessaryand,inthiscountry, it is usual to deliver pipes byroad transport directly from the factory to the laying site. In this manner, damage is kept to a minimum. Overseas, asbestos-cement pipes have been less successful because it is more difficult, if not impossible, to ensure satisfactory handling at all stages in the transfer of the pipe from factory to site. This is particularlyth ecase where shipment, and perhaps even transshipment, of pipes is involved.
172
The laying of asbestos-cement pipes presents no particul~r problems. As is the case with all pipes, it is im portantthat an even pipe bed is prepared, free of projecting rocks ors~ones. This ~s particularly vital in the case of small ashestos-cement pipes. 'weak 111 heam strength. Backfilling must also be undertaken with care to ensure that no. large stones are dropped onto the pipe which might cause the formatton of cracks.
Hydrostatic-testing procedures are similar to those necess~ry f~r other pipes exceptthat, in common with prestressed-concrete pipes, It is necessary to fill the pipes with water two to four days before the te~t is carried out in order to permit the pipe wall to absorb water. Unless this is done, apparently unsatisfactory test results may he ohtained.
Where pipes have been mishandled, test'pr<,>~edure.s may be v~ry time-consuming,aspipesweakenedbynear-tnVlslblehalrcrack~fa~~t gradually increasing pressures. In ~n a.tt~mpt t<,> overcome thl.S, It IS common practice overseas to test tndlVldual p1J?es hydrostatlCally before laying. Even this does not reveal all potentIal weaknesse~, as It takes time for pressure to build up in partial hair cracks and cause fat lure.
Despite possible difficulties in obtaining g<,>od test ~esults on asbestos-cement pipes, it can be said that once sattsfactonly tested, these pipes rarely give rise to subsequent problems. An important asset not often appreciated is that, consisting largely of cement, asbestos-cement pipes increase quite substantially in strength with time.
PRESTRESSED-CONCRETE PIPES
While, traditionally, reinforced-concrete pipes, incorporating a steel cage have found limited applicatio.n for non-press~re and low-pressu~e purposes (up to 4bar or 5 bar), theIr more generahzed u~e for tran.smlssion pipelines had to await the development of prestress111g techlllques in the 1940s and 1950s.
There are two basic techniques for producing prestressed-concrete pipe. One generally-accepted type, known as the 'prestressed-concrete cylinder pipe', was first manufacture? commercially i? the U.SAin 1942, since when virtually every country tn the world havmg a piped water system has shown interest in or installed substantial quantities of

Pipelinc.,: all you wanted to know ...
prestressed-concrete pipe. The alternative is referred to as the 'noncylinder' design.
The theory by wh ich prestressed-concrete pi pe is designed has been well publicized.ltisa proven procedure and prestressed-concrete pipe is now well covered by British Standards.
Man ufacture of cylinder pipes
Cylinder pipes are manufactured in the UKin the diameter range 600-1200mm, though pipes oflarger diameter (up to 4000mm) are made in the USA and elsewhere. Production commences with the formation of a steel cylinder using sheet steel to BS 1449, to which is welded specially designed socket and spigot rings made fromBS 970 steel. On completionofthecylinderassembly, it is hydrostatically tested to 140-17 5MN/ m 2
, depending on pipe diameter, to ensure thatitis leakproof and will form an impervious membrane in the completed prestressed pipe.
A thick lining of high-quality concrete is spun into the steel cylinder and allowed to cure before the pipe is prestressed. The stress in the BS 2691 prestressing wire is limited to a maximum of7 0% of the ultimate tensile stress of 1.7kN/mm2, as it is helically wound around the full length of the cylinder at predetermined pitch and tension.
At this stage, the concrete bore of the pipe is honed to ensure good flow characteristics. Before the finalcovercoat is applied, the pipe and joint sections are hydrostatically tested to 1.5 times the proposed working pressure. Adensecement-mortarcovercoating, atleast20mm thick, is then applied to protectthe prestressing wire. The socket and spigot end rings are protected with a sprayed zinc coating.
Prestressed-concrete cylinder pi pes are designed to match the required pressure conditions. For high-pressure pipes, a second run of prestressing wire used to be wound over the first cover coat and a second cover coat applied to protect the extra prestressing wire; these pipeswerereferredtoas'double-wound'prestressed-concretecylinder pipes. More-recent development has enabled higher pressures to be catered for, without the need for double winding.
174 :
:)
Manufacwreofnon-cylinderpipes
The first stage of production of non-cy Ii nder pi pes entails placing high-tensile steel wires longitudinally ina qlindrical steel mould. The wires are tensioned to the design stress and are anchored to steel end rings at both ends of the mould. The end rings are dual-purpose because, in addition to providing a means oflongitudinal anchorage, they also form the pipe-jointing surfaces.
The mould is transferred to a spinning machine and, while the mould rotates, concrete is fed into it. The concrete is allowed to cure inside the mould until it has reached sufficient strength to withstand the longitudinal forces, after which it is released from the mould. Mter a further curing period, high-tensile steel wire is wrapped round the pipe at a predetermined tension. The pitch of the wire depends on the pi pe diameter and the pipe design test pressure. The pipe is completed by mechanically applying a dense, cement-rich, small-aggregate concrete coating. The concrete is premixed and ejected from the hopper at high velocity on to the wound pipe as it rotates horizontally on its longitudi -nalaxis.
Joints
The jointusedon prestressed-concrete pipe and the associated range of fittings incorporates an 'O-ring' ru bbergasket, which locates on the spigot end. The joint is assembled by pushing the spigot into the socket; this operation compresses the rubber gasket between the spigot and socket, so providing aleaktight joint.
Pipe classes
BS 4625 does not specify pressure classes, but cylinder pipes are . designated according to the test pressure applied to the pipe at works,
the standard classes being 6bar, 9bar, 13.5bar and 18bar. The test pressure applied on site should not exceed the class ratings specified,
175

Pipelines: all you w:lmcd to know. ..
and it is usual to limit the sustained operating pressure of the pipe to twothirds ofthe maximum site test pressure. The maximum sustained operating pressure may be exceeded under surge conditions, provided the additional pressure caused by surge docs not exceed 40')() of the maximum sustained operating pressure. Prestressed-concrete pipes can be designed to suit individual requirements, where these vary in differentsectionsofa pipeline.
Life expectancy
Prestressed-concrete pi pes are not generally subject to corrosion. In the manufacnlring process, the use of additives to the mixwhichcould resultinwire corrosion are not permitted. Under certain circumstances, however, ordinary Portland cement may be attacked by some soils or industrial effluents,inwhichcaseitmaybe necessary to manufactur e the pi pes with sulphate-resisting Portland cement or to provide an epoxy coating. Cathodic protection of the steel elements of the pipeline may be considered.
Fittings
A comprehensive range of fittings is available for use with prestressed-concrete pipe. This range varies, dependent on whether the pipe is of cylinder or non-cylinderdesign. Fittings comprise tees, bevel pipes, bevel adaptors (short fittings to give either 2° or4° change of direction at the joint), bends, tapers, adaptors for connecting to other materials, and caps and plugs for testing purposes.
Beveladaptors, bends, tapers, and adaptors are fabricated from steel plate to BS 4360 and lined and coated with concrete, although other forms of surface protection may be available. These fittings are not prestressed, but heavy-gauge steel is used inlieu.
Useofprestressed-cOllcretepipes
Prestressed-concrete pipes are heavy and somewhat inflexible in use as they cannot be cut and angular deviations permitted by the joint are
176
• -. ~ •• -.., . f .•• 1 r r.
LJWPCtT"). It 1I;//;/I l" Uln 1ll,llIL ti/. ...
limited. However, under-pressure connections can hemade. The width of the trench at the top of the pipe should he kept to a minimum. allowing only sufficient room for the proper consolidation of the backfill. Any trench 'battering' (sloping of the side walls) cOllsiden·d necessary due to ground conditions or laying depth should be com mencedabovethelevelofthetopofthepipe.Thehottomofthetrendl should be prepared to give afirm, even, bed along the whole length of the pipe. Where the ground is rocky, and hard projections in the bed are encountered, the trench should be excavated at least 1 SOmm deeper than the bottom of thepipeandpeagrave1.cnIsheddeanaggregate, or concrete, used to make a firm, even bed.
Where the bed of the trench is soft and cannot support the pipe, it is recommended that a polypropylene blanket is placed under the stone bed. As is the case with asbestos-cement pipes, prestressed-concrete pipes must be filled and pressurized with water for a few days before hydrostatic testing to allow for absorption of water by the pipe wall. A graph to show amount of water added to maintain test pressure plotted againsttimewillindicatewhenabsorptionissubstantiallycomplete.
GLASS-FIBRE-REINFORCED PLASTIC PIPES
Glass-fibre-reinforced plastics (grp) have become prominent in the last 30years as strong lightweight materials with widespread app lications, such as boat hulls, motor car bodies, crash helmets, translucent panels, and pipes.
The industry boomed during the Second World War when the lightweight, high-strength, properties of grp were highly sought after. Later, the development offilamentwinding of small-diameter tubes evolved, and indicated the high-pressure-carrying capacity of vessels made by such techniques. From this, production of grp pipes developed as a useful material where lightness in weight or corrosion resistance were important. The majority of these early installations were above ground, and itwas not until recently tllat manufacnlring technology and design techniques evolved to such a state that large-diametergrp pipes for underground applications became availab Ie.
177

j
Ii
Pipelines: a11 Y0l! wanted /0 know ...
GRP materials
I t is possible to tailor-make glass-reinforced plastic to suit performance requirements, shape, and purse, and pipes are no exception in this respect. However, the variety of materials available, the combination in which they can be used, and the flexibility of design criteria, require a thorough understanding on the part ofthe designer. Techniques and design methods have evolved which cater for all conditions, and pipes are now manufactured to BS 5480.
A grp pipe can be made up of resin, glass fibre, and inert fillers, principally sand. The resultant pipes can be made by a number of processes, including centrifugal spinning, ftlamentwinding, moulding, or hand lay-up.
Resins
The type of resin that may beusedforagrp pipe depends not only on its merit for a particular requirement, but also on its suitability for a particular manufacturing process. Polyester resins are undoubtedly the best known and mostwidelyused in the preparation of glass-reinforced laminates, owing to the combination of price, good physical properties, and ability to be moulded without pressure. Other resins are used where theiwarticularproperties give advantage over polyesters ina particular field, such as chemical or heat resistance. Epoxy resins, for instance, exhibit good physical properties but can be expensive.
Once the resin has been formed into the required shape, itis cured or hardened into a plastic material, usually under the action of previously-addedcataiysts.
Glass fibre
Glass fibre is dominant as a material for reinforcing plastic. It is produced from molten glass in the formoffine fibrous strands, though for pi peline manufacture it is usually obtained in the form of cloths, 'rovings', chopped strands, or chopped-strand mats. Chopped strands are pre-chopped filaments ranging in length from 6-50mm, while chopped-strand mats are produced from randomly-laid chopped strands
178
ChaplCl''': itJWl arc lhn llJ;jtft- or..:
to which a binder is applied to hold them together to form a non-woven bonded fabric. Rovings are composed of continuous filament strands wound parallel.
Fillers
These are inert substances added to a plastics' mix to improve its physical properties, provide bulk, and reduce overall costs.
Production ofgrp pipes
The most popular and proven methods of producing grp pipes are based either on the centrifugal-spinning or filament-winding techniques.
Centrifugal-spinning process
The reinforcement for this type of pipe is chopped strand, which is fed into a rotating mOUld, together with liqUid resins and filler, at a monitored rate. The orientation of the chopped strands can be controlled to vary from a random arrangement to a predominant direction. The pipe is generally built-up in layers which blend with one anotherduri ng the process, resulting in a densely-packed wall free from voids. This technique is used in several countries, mostly for low-or non-pressure pipelines.
Filamen t winding
While there is a variety of methods for filament winding, they all involve a means of applying resin-saturated glass reinforcement to a steel orwooden mandrel. Production methods differ principally by the angle at which the reinforcement is applied. With helical windings, fibres arelaid at±54.r to the axis of the pipe, this being the optimum angle for hoop and axial strength. Orthogonal winding places glass reinforcement at approximately 0° and 90°. Modifying the angle of winding orthe number oflayers can result in pipes having greater or lesser strengths in the appropriate plane. Production may be continuous
179

Pipelinc,.- all rou w:IJl{cd 10 know ...
or discontinuous. Continuous production in the UKuses the 'Drostholm' machine, whereby pipes arc produced continuouslyup to anytran sportable length.
Reinforcedplastic matrix pipes
Since grp pipe can hold modest pressures even with thin walls, techniques have been evolved to give amore rigid wall structure, which enables pipes to be more easily handled and laid. Increased rigidity is obtained by the inclusion of specially-graded sands into the pipe wall to build up thickness. This type of pipe is differentiated from conventional grp pi pes by being referred to as a reinforced-plastic-matrix pipe (rpm).
Joints
Join ts for grp and rpm pi pes are generally of the push-in type, using a flexible sealing ring.
Application of grp and rp11J
These pipes are classed as 'flexible' conduits, being able to derive high load-bearing capacity from the passive resistance of the sidefill. The material is light, easy to handle, non-corrosive, and can be tailor-made to meet specialized requirements. GRP pipe can be produced with an extremely smooth bore, resulting in very low head loss, particularly desirable in pressure and gravity systems. Consequently, the pipes have a wide variety of potential applications for pressure or non-pressure requirements in the fields of water, sewage, and effluent systems.
POLYETHYLENE PIPES
Polyethylene pressure pipe systems for water dis trib u tion
Polyethylene (pe) is the name given to the family of thermoplastic materials that is used for a very wide range of applications embracing packaging, wire coating, domestic containers, and pipeline systems.
180
"
Th,e.value ~fthe material in each application can be measured by the ablltty to tailor the product properties to match the specific requirements of each set of circumstances.
In pipeline systems, this has been particularly sllccessful. and ha" enabled pe pipes and fittings to become accepted for a wide range of pressure and non-pressure applications.
Eadype pi~e resin grades produced in the 19605 were of high-density pe(hdpe ) WhICh offered a hIgh short-term strength but poor resistance to long-term cracking. Moreover, this form of brittle crack failure is far less predictable than the ductile-strength propertiesofthe material and is enhanced in thick-walled product and by the complex stress field induced by point loads and bending moments -which are situations experienced by buried-pipeline systems.
The so-called medium density pe (mdpe) produced in the USA and laterin~urope offered a compromise between short-term strength and the reSIstance to stress cracking. It was this material, therefore, that formed the basis of the gas and water systems used in the UK. A good knowledge of fracture mechanics and an integrated quality assurance proc~ss enabled th~ ~r?pertiesofthe pipe to be developed to the point to which notch SenSItiVIty and stress cracking no longer became an issue even when severe handling and installation procedures were used (such as for close-fit insertion). The development of the bottle stress crack test and notched pipe test were important 'tools' in making th is development possible.
More re~ently, ahigh~r-perfon~ance pe material ha..<; been developed (hppe ?whic~hascombmed the hlgherperformanceofthehigh-density matenals WIth the enhanced stress-crack resistance ofthe mediumdensi!y materials. This has allowed h ppe pipes to be operated at higher workingstresse~ than mdpe pipes, or forthinner-walled pipes used for the same operation pressure. In the gas industry, the materialis termed hdpe.
Another major feature that has led to the widespread use of the material is its ability to be fusion jointed by the application of heat and pressure. This allows the pipe system to be constructed withouttheuse of seals or mechanical joints, which greatly enhances the reliability of the sys~em. The most common fuSion-jOinting techniques used in the watenndustryare butt-fusion and electro-fusion (sec bc1o·w). Butt-
181

Pipelines: all you wanted to know ...
fusion tends to be used for pipe-to-pipe jointing of the main above the trench, whereas electro-fusion tends to be used for tie-ins and the connection offittings.
One other important benefit of pe is its flexibility, which enables the pi pe to be coiled to ease handling and reduce jointing, and allows the installed pipe to be bent around other buried obstacles. In addition, fusion jointing and flexibility combined have allowed novel installation methods to be developed such as trenchless laying or close-fit insertion into corroded metallic mains.
These techniques significantly reduce installation costs and contribute to the wide use of the material in the water industry. Traditionally, although made from the same basic polymer, pe is colour coded: pefor water use is blue, that for gas use is yellow, and pe for sewage ando iluse is black.
Polyethylene pressure pipe systems for gas distribution
There are two basic types of polyethylene used for gas mains. These are mec!ium-density and hi~h-density grades, usually abbreviat~d ~o mdpe andhdpe respectively. For reference, mdpehas a bulk denslty m therangeofO.931-0.944g1mli,whilstthedensityofhdpeisO.945g1mli or greater.
One of the other important characteristics ofpe pipe is the standa rd dimension ratio, or SDR. This is defined as:
SDR = specified minimum outside diameter (OD) + specified minimum wall thickness
Standard values ofSDRfor mdpe pipe are 11 and 17.6; pipes of diameter 140mm and above are also available inSDR26. HDPE pipe for gas use is restricted to SDRl1.Asan example, SDRll pipe having a minimumODofI25mm,hasaminimumwallthicknessof11.4mm. Similarly, 125mm SDR26 pipe has a minimum wall thicknessof7. Imm.
I t is, therefore, readily seen that SD R 11 pipe can withstand higher working pressures than similarly-sized SD R26 pipe. Again, taking 125-mmpipeforacomparison,mdpeSDRll pipecanoperateupt04bar, while SDR26 is limited to 2bar; hdpe pipe has a maximum operating pressure of7bar.
182 I
As with all pipeline and gas-main materials, it is important thatthe specification lays down appropriate quality-testi ng systems and that the manufacturer produces goods which meet the specification. For pc pipes, tests such as dimensional checks, tensile strength, elongation, and pressure tests should be included in the specification.
The operating characteristics of pe pipe are tolerance ofimposed strain and general resistance to decay due to ground conditions, but a susceptibility to impact damage.
Jointing PE
.As the base polyethylene polymer used for the manufacture of pipes in the oil, gas, water, and sewage industries is the same, the join ting methods used by all these industries are identical. There are two principal methods of jointing pe, both of which take advantage offusion welding.
Buttfusion
The principle of butt-jointing is simple, particularly if afully-automated dual-pressure welding machine is used. The procedure involves clamping the pipe ends to be jointed into a frame, in which a doublefaced cutter simultaneously trims both ends. The cutter is then removed and replaced with a heating plate, which has been heated to a predetermined temperature adequate to melt both faces. The heater plate is removed, and the pipe ends broughttogetherunderpressure, until they are fully fused; this state can be recognized by the formation of a characteristic 'bead' or rim around the new joint. The pipe can be removed from the frame once the joint has cooled enough to avoid damage.
Electrofusion
This a similarly-simple technique which involves fusing two prepared pipe ends into a coupler (or collar). The internal diameter of the pecouplerisdesignedtoaccommodatethetwopipesbeingjoined,and the coupler is manufactured with an electrical heating element within
183

PirelillL's' alI.\'Im wanted to kllow ...
its bore and two external terminals through which electric power is introduced.
As with butt-fusion. the best results are obtained when fully-automatic welding machines arc used. The procedure involves scraping the spigot ends to remove oxidation products on the pipe surfaces before carefully fitting the pi pes into the collar and clamping-up the welding frame. If it should be necessary to wipe any of the jointing surfaces before fitting the collar, propanolwipes (wet wipes) should be used .In order to reduce the problems caused by dust and dirt in the jOint, the couplers are supplied in sealed plastic bags.
Power, generally from a mobile generator, is then applied through the two external terminals on the coupler. The weld temperature created by the heating element in the coupler, and the weld time, are automatically controlled. When a full 'melt'on the coupler has been attained, the pe material will flow out through two small holes in its outefsurfacetoformtwosmall'pips'.A.'iwithbutt-fusion,itisnecessary to leave the joint clamped-up for a predetermined period after heating.
Electrofusion couplers are available in sizes ranging from 20-500mm.
With both the fusion-welding techniques described, scrupulous cleanliness of the equipment and during operation is required inord er to obtain satisfactory jointing. Site jointing should be carried out in a 'tent' or similar cover where possible.
PVC-UPIPESFORWATERDISTRIBUTION
Over the past 40 years, pvc-u has become established as one of the main materials used for pressure pipes for the transport of both potable and non-potable water.
Polyvinyl chloride, to give pvc its full name, has been produced in the UK commercially since the late 1930s. The material was initial1ydeve!oped in a plasticized form as a rubber substitute and was notcommer -cially available in unplasticizedform until thelate 1950s. Since then the material (pvc-u) has become well established for a wide range of industrial and domestic products, including pipe systems, cable coating, clothing, andfootware.
The use ofpvc-upipe forburiedwater-distributionmains flrstgained widespread acceptance in 1962 when the first British Standard (BS
184
i
··.·.I!.· ,.. .~
3505) was published and the flexible push-fit joint was introduced. Attracted by its corrosion resistance. low cost. and ease ofinstallation. water engineers quickly accepted pvc-u pi pe. pa rticularly in the inter· mediate pipe size range from '!-12i 11 diameter and in rural and semi-rural installations.
During this eady period the acceptance oflarge-diameter pvc pipe and the use of the material in more arduous urban conditionswaslimite d due to some initially unexplained pipe failures. Although these pipes were pressurized ator below their design conditions, failures occurred due to brittle crack growth from manufacturing defects or under the complex stresses developed under point-loading conditions.
In the late 1970s and early 1980s, considerable steps were made in understanding these premature failures, and a manufacturing regime and new test methods were introduced to ensure that the material's resistance to slow crack growth is sufficient to prevent the recurrence of these problems. Essentially, the toughness of the material. particularly in thicker walled products. was enhanced by the creation of the opt~mummolecularstructure. TIliscondition was monitored by the socalled 'C' ring test which was subsequently added to the British Standard specification. This test, as a quality-control test, allowed any pipe that was susceptible to brittle failure to be qUickly identified and eliminated. thereby making brittle failures a thing of the past, even in large-diameter thick-walled pipes and pipes under severe loading in urban applications.
CLAY PIPES
Pipes have been made from clay material for thousands of years. Some of the oldest examples which still exist today form part of the drainage system surrounding the Royal Minoan Palace ofKnossos in Crete, which was built around 3000BC.
When the Romans invaded the UK they brought with them knowledge of clay-pipe making which they used in the construction of villas andfortillcations around the British Isles to conveywater and sewage. AftertheRomansleft,itwasnotuntil themid-17thcenUuT, when there was an upsurge in the interest in public health, that clay-pipe manufacture again took off. Initially clay pipes were made in short lengths on a potters'whee1; there then followed the introduction ofaSwissciay-pipe
185

Pipelines:.111 you waIl ted to kIlow ..
extruder installed in a factory in London. The manufacture of vitrifiedclay drainage pi pes, as they were called, soon spread around the country in order that our engineering forbears could construct the country's drainage infrastructure and dramatically improve public health. The proliferation offactories manufacturingvitrified .. day pipes at the beginning of the 20th century has now been dramatically reduced, and the remaining, modern, factories have extensive automation with high output, and manufacture pipes and fittings to British Standard 65 requirements.
FLEXIBLE PIPES
The term 'flexible pipe' is generic and refers to a category of pipe products which are built as pressure-containing conduits usingaltemating layers of steel, polymer, and fabric materials reinforced by armour layers culminating in a com po site structure having low bending and high-volume stiffnesses. This composite structure uses helically-wound armour havingahigh stiffness, togetherwith elastomer or thermoplastic sealing materials which, when combined, offer a product having a low flexural stiffness. The structure itselfisofanon-homogeneous construction, and therefore exhibits complex, rather than simple, structural behaviour.
Steel-reinforced flexible pipe as itis known todaywas first manufactured during the early 1970s,althoughaprecursorexistedasearlyasthe 1940s. Flexible pipe is manufactured in prescribed lengths at dedicated onshore facilities, usually sited adjacent to the quayside. Following factory acceptance testing, flexible pipe is normally stored on transport reels or bobbins awaitingload-outand transport. Flexible pipe has come into wide use as 'jumpers', risers and flowlines, particularly in floa ting and subsea applications. An example of a typical offshore pipe application is shown in Fig.5.1. The pipe body and the individual layers contained therein terminate in pre-machined or forged end fittings, usually made from steel, which serve to anchor the layers. To pipe-end fittings may be welded a variety of end connectors, such as flanges, hubs, or unions.
186
.\ ~/
/ // I •
I /
/
Fig.5.1. Typical offshore pipe'application for flexible pipe (courtesy jimNeffgen).

Pipelines: all votJ wanted to k1low ...
Bonded and non-bonded construction
Flexible pipes may he used in a wide variety of topside and suhsea applications and fluid-transport service. Ingeneral,suchpipesa reused as risers orintrafie1d pipelines, rather than as transmission lines. The capability of a particular pipe design to handle a given fluid will very much depend on the nature of the service and the operational characteristics for a specific application. Length and stiffness may be varied according to the method of pi pe construction and the number and composition of the individual layers. There are a number of different pipe manufacturers making flexible pipe, but most products will fall into two generic classifications: those of the 'bonded' and 'non-bonded' constructions. The two different pipe constructions are shown in Fig. 5.2. 'Bonded' pipe refers to the manufacture of composite pipes made from alternating layers of steel, elastomer, and fabric which are made to adhere to each other chemically by the application of bonding agents and chemical adhesives. Layers may be radially applied or extruded (elastomers only) so that steel componen ts are fully embedded in an appropriate elastomer matrix. End fittings may be pre-mounted or builtin, ortheymaybe spliced onto the pipe body at the end ofmanufactur e. Following assembly, the pipewill be placed in an oven and will undergo a process known as 'vulcanization', which is the application of heat and pressure to ensure that elastomer molecules complete the 'crosslinking' necessary to achieve the required mechanical properties. Following vulcanization, the structure is considered to be monolithic with regard to relative movement between the armour and sealing elements.
'Non-bonded' pipe manufacture uses manufacturing techniques stemming from the submarine-cable-making industry. In this process, thermoplastic material is extruded over a flexible steel mandrel or carcass, and subsequent layers are applied by special armouring machines. Alternatinglayers of steel armour, thermoplastic barrierorwear layers, or fabrics, are applied to one another without the use of bonding agents or adhesives. The lack of a bond between the layers means that each layer is able to slip relative to the other. Steel-to-steel contact is prevented either by the introduction ofa lubricating medium between layers or, more typically today, by the incorporation of additional thermoplastic sheaths orwear layers. The heart of the pipeline is the
188
Ch:lptcr <;. W hal are Illu ()Jade (If i
CUTEP SHEA,iH
/
FLUIO CON1AIN NG LINER
EXAMPLE OF A BONDED FLEXIBLE PIPE
THERMOPLASTIC OUTER JACKET
DOUBLE CROSSWQUND TENSILf ARMORS
EXAMPLE OF AN UNBONDED PIPE
Fig.5.2. Bonded and unhonded flexible pipe (courtesrJim Neffgell).
189

Pipeline;;: all you wanted to know ...
CARCASS PROFILE
C~ ~\ (¢:i§S5) ~ ~)
ZETA PROFILE
FLAT ARMOUR PROFiLE ---TETA PROFILE
Fig.5.3. Flexible pipe proftles (courtesy Jim Neffgen).
inner liner or fluid conduit; for non-gaseous service, this liner can be made from extruded thermoplastic material generally made from HDPE (high-density polyethylene ). However, for live crude, gas, or the transport of certain chemicals, an inner carcass made from thin colddeformed steel strip is used. This carcass is formed into the shape of a letter'S', although some variations exist, with the edges made to interlock and thus permit the carcass to flex during bending.
Surrounding the interlocked carcass are various fluid and wear layers made from thermoplastic materials such as HDPE, Nylon 11 or 12,or PVD F (polyvinylidene fluoride). To provide radial and axial strength, helical and tensile armour are applied around or at angles to the pipe axis.
As the interlocked carcass is not a continuously-formed structure, it will not contain gases in the transported fluids; the gases will therefore
190
L11J.jJtcr5: W11at arc they !T1:ufc of
regularly diffuse through the polymer materials and will move along the pipe axis, exi ting from vents or 'burst discs' built-into the pipe structure.
There are many different pipe designs available from each manufacturer. Designs are altered based on assessment of a number of key factors, such as: tensile strength, bending stiffness, radius of curvature. and collapse and pressure-resistance requirements. Although pipe designs mayvary considerably, there are typically a number of basic layers which will be usedin any design. Abriefdescription ofthe principal layers is given below.
Pipe layer description
Internal carcass
The inner liner or conduit can be made from cold-deformed thin steel strip made from carbon, stainless, or duplex steel. The primary functionsofthe carcass are to resist hydrostatic collapse, to support the fluid barrier layer above, and to slow the diffusion of gases through the pi pe wall. Examples of typical carcass cross section and other steel shapes usedinflexiblepipeareshowninFig.5.3.
Internal thermoplastic barrier layer
The barrier layer consists of an extruded thermoplastic material whose primary function is to contain the fluid being transported. The barrier layer is restrained above by the armour layers and below by the interlocked carcass so as to resist bursting forces. Typically HDPE or Nylon are used, butPVDF is substituted in high-temperature applicationsover90°C.
Circumferential pressure layer
The purpose of this layer is to su pport the fluid barrier layer against bursting forces. At high pressures, this layer may be added to preven t extrusion of the barrier through the steel armour above.
191

I,
'i
Ii
Pipelines: :lll.l0u H';llltcd t(1 kll< m'",
Helical-sted armour
Steel radially-wound armour is applied in certain pipe applications where exceptionally high internal and/or external pressures may be experienced, The helical armour assists the carcass in resisting hydrostatic collapse and adds to the axial load-carrying capacity of the pipe.
Intermediatethermoplasticwearlayer
One or more intermediate thermoplastic wear layers may be extruded over the steel armour to preventsteel-to-steel contact and reduce friction effects.
Tensile reinforcement
Cross-wound pairs of steel tendons are laid at a certain angle to the pipe's neutral axis so as to be capable of resisting loads from internal pressure and axial forces as well as to protect the pipe from horizontal strain arising duringhand~g and operation.
Fabric and outer wear layers
In certain pipe designs, a fabric tape is applied to the tensile armour to keep it in place and to make a bed for a subsequent layer. Over this tape or fabric is extruded a thermoplastic sheath, generally made from polyamide or HOPE, which serves to resist abrasion and preventwater ingress into the armour layers.
End terminations
Pipe end fittings represent the area where all pipe-wall forces terminate, and the key area for the anchoring of individual layers. Armour and barrier layers are mechanically locked into the termination, and a sealant ( epoxy) is used to prevent water ingress. Several examples of end-fitting cross-sections are shown in Fig. 5.4.
In some elastomer-based 'bonded' pipes, end fittings are integral structures within the pipe wall. In virtually all 'non-bonded' pipe designs end fittings are post-mounted using cable-splicing techniques.
192
TenSile Qrmour
Zeta spiral
Front cri~ flon(Je and rng
a
FI"ibl·OP~ ---- ------------,~ Nylon
Termination for Coflexip, nonbonded pipe
1 nner ~leeve or Insert (unYlelded)
Outer cover ,-outer sleeve {ptastically yielded 1 ~
Wires =~IIIIII~IIII~~~~~~ Royon phes
'Durolon'
\ Inter10ck tube
FleXible pipe 'OurOlon'seal area
Wire clamp area
b
7)-------------
U Termination for Dunlop, bonded pipe
Ebomte fill Pipe elastomer 'shaded' Into ebemle /
cov",polymer~_, ~/~~~~' \
5'", ~ .,.,a IOyarSZ ' / ~
Fobric loyer /~/;01 Corrugated liner
Bullt-m nIpple (wrth serrated face)
Flexible pipe
c ( Termination {or Pag-o-Flex, bonded pipe
Fig.5.4 Alternative termination solutions for flexible pipe (courtes,r jimNeffgen).
193

Pipelines: all YOli wallled to knuw ..
Appurtenances
Flexible pipe, when particularly intended foruse as risers, jumpers, and for certain flowline applications, may be fitted with appurtenances which enhance operational performance or help the pipe structure to resist imposed loads. Bend stiffeners and restrictors fall into this cat-egory of appurtenances. . .
For 'bonded' pipes, stiffeners can be integral structures wlthm the pi pe wall, while for' non-bonded' pipes, bend restrictors consi.st ~f mechanical devices which are slipped over or clamped onto the pipe s external surface. Their shape is conical or tapered away from the area of highest bending. Their purpose, similar in both cases, is to s~iff~n the pipe wall, to redistribute bending stresses, and to preventovahzatton of the pipe.
J ointing methods
The methods available for joining the components of a pipeline system together can be classified into three categories:
welding flanged connections mechanicalconnections
Welding offers the highestlevel of integrity, and in the UKis carried outto British Standard 4515: Specificationforprocessofweldingof steel pipelines on land and offshore. .
Flanged and mechanical connections are an acceptable alternattveto welding for installing components into the pipeline, unless safety considerations dictate otherwise.
Onshore pipelines
Conventional welding and flanged joint techniques are used for onshore pipelines. Welding can be carried out either by manual or
194 \
automatic methods, using the SMA W (shielded metal arcwelding), SAW' (suhmerged arc welding) orGTA "l ITIG (gas tungsten arc welding/ tungsten inert gas) techniques. .
Offshore pipelines
Welding of offshore pipelines installed by the laybarge method is carried out offshore (Fig. 5. 5). In the case of pipelines installed by the reel method or by one of the tow methods, the pipeline is welded in an onshore fabrication yard, and then transported offshore for installation. The connection of the pipeline to the riser on the jacket can be carried out by either hyperbaric welding, flange connection, or mechanical connectors. In shallow waters, the riser can be connected to the pipeline on the layvessel and the riser 'stalked' onto the platform.
In som~ cases it may be necessary to undertake welding subsea, in a hyperbanc chamber which encircles the pipe joint to create adry and inert atmosphere in which subsea welders can cut, prepare and weld the joint. The hyperbaric welding process is very expensive, but provides high integrity joints and ahighlevel of safety for personn d.
Flanged subsea tie-ins are predominantly carried out using ANSI ringtype flanges. Raised-face flanges are sometimes employed for very low pressure systems. Higher-rated API flanges may sometimes be used for subsea tie-ins between wellhead production manifolds and Christmas trees. For ease ofin.stallationand minimization of diver time, swivel-ring flanges are sometimes selected to eliminate rotational bolt hole misalignment. Typical flange connectors are shown in Fig.5.6.
Among ~lt~r?ative forms of flanged tie-ins are TaperJok flanges. These are slgniflCantiymore compact and lighter than the equivalent ~SI fla~ges, and can also tolerate a 2% misalignment during connectton. Their use depends upon the confidence and requirements of the pipeline operator, who may prefer the more-conventional methods described above.
Mechanical co~nectors are alternatives or supplements to flanges, and can offer certam advantages depending on their design (Fig. 5.7).
A variety of proprietary mechanical connectors are available and they generally consist of two components, for example:
195

WATER LINE Y
TOUCHDOWN POINT
Pipelines: all you wanted to know ...
\
INCLINED LAUNCHWAY
PIPElINE
DEPARTURE POINT
SEABED
ANCHOR LINE
Fig.5.5. Typicallaybarge and pipeline configuration (courtesy John Brown Engineers & Constructors Ltd).
196 \
Chapter ';: 'Fha( are tlltT made oe i
SEAL RING
RING JOINT
TAPER - LOK CONNECTOR RT J. FLANGES
Fig.5.6. Flange connectors (courtesy Jo1m Brown Engineers & Constructors Ltd).
197

Pipelines: all you named to know ..
BALL~
r5) ~
=--, -• ,- - .A
=- .,
.~. • .': BACKING FLANGE
BALL CONNECroR
COLLET FINGERS
COLLET CONNECTOR
Fig.5.7. Types of mechanical connector (courtesy John Brown Engineers & Constructors Ltd).
198
CIJ:1ptcr .:;. WlUt ;lrc t/UT marie of ;
a gripping system anchored or welded onto the pipe; and a sealing system using either metallic or elastomeric seals.
111e use of mechanical connectors, as opposed to the cOllventional hyperbaric weld or flanged tie-in, again depends upon the confidence of the pipeline operator in such systems.
QUALIlY ASSURANCE AND QUALITY CONfROL
Pipeline materials
The qUality of pipeline materials depends mainly on the ability of the manufacturer. However, it is not sufficient for manufacturers to be capable of manufacturing high-quality pipes. They also need a quality system to provide a mechanism for controlling qUality. The important feature is not whether quality is high orlow, but whether pipes are manufactured to a consistent quality which meets the specification.
As seen in Chapter 4, the terms quality assurance and quality control have specific meanings to those involved in the manufacture of pipes. Many manufacturers have a quality system based on British Standard BS 5750 Part 2 (equivalent to International Standard ISO 9002). This standard describes the areas of activity which must be controlled by the quality system. It includes areas such as process control, purchasing, inspection and handling.
However, it is not sufficient to have a system. There must also be checks that the system is being used in practice. This is done by means ofintemal quality audits, which are essentially spot checks on whether the system is working. The audits identify weaknesses in the system or its use, and define the actions needed to put them right.
Quality control of pipeline material is applied in the form of inspection and testing of the product at various stages. It might include chemical analysis, mechanical testing, nondestructive testing and dimensionalchecks.Failureofanyofthesetestsislikelytocauserejection
199

Pipdill(T alJ rOil w;wted to know ..
Ductile iron
'TI1C ncxtsignificant development in the production of iron pipeswas the change from the use of grey iron to casting in ductile iron.
To follow the various iron-pipe-foundingprocessesthathave been developed over the years, culminating with the use of ductile iron, requires some understanding of the elementary metallurgy ofiron. It will be appreciated that steel is basically pure iron from which the carbon has been removed before casting, following which various forms of alloying take place to produce steel of the requisite type and strength. Cast iron, however, has always contained carbon (and some other elements); this assists melting and casting, the percentage of carbon being such that, on cooling, it separates out as graphite. Prior to the development of ductile iron, the original iron for cast-iron pipe, now commonly referred to as grey iron, contained graphite in the form of flakes. 'This introd uced planes of weakness and was responsible for the brittle nature of grey-iron pipes.
Research was devoted towards producing an iron which, while retaining all the qualities offtake-graphite iron, would at the same time provide significantly improved mechanical properties and toughness. lbe successful development of a cast iron in which the free graphite was intheformofnodulesorspheroidsinsteadoftheusualflakescamein 1948. This important breakthrough, which produces an iron of high strength, toughness, and ductility, was made concurrently, yetindependently, in Britain by Morrogh and Williams, using cerium as the nodularizing agent, and in America by Gagnebin, Millis, and Pilling, using magnesium.
The main obstacle to progress lay in evolving an economic means for applying the nodularizing agent. The high price of cerium compared with that of magnesium led to concentration of .effort on the magnesium treatment developed in America using a nickel-magnesium alloy. Later, nickel-magnesium was replaced bymagnesium-ferrosiliconalloy, which was cheaper but equally effective.
Like all chemical and metallurgical reactions, the physical properties of the base iron can be controlled by manipulating the chemistry. In
168
Plares
Index of Plates
Pipesforthe Great Man-Made River project, Libya ............. ~~ . l' , . . , Cross-countryptpe me stnngmg ........................................ 111
Pipeline welding ....................................................................... iIi Desertconditions ..................................................................... IV
X-ray inspection of pipe welds .............................................. iv Pipelowering-in ........................................................................ ": PipelayinginTeesside, UK ..................................................... VI
PipelayingundertheRiverTees, UK .................................. Fii Horizonta1ly-controlleddirectionaldrilling ...................... viii Pipeline fittings ...................................................................... viii
. al' .. . . Mechamc ptpeJomtll1g ........................................................ 1X
Flangesforpipejointing ......................................................... ix Pipelayingoffshoreschematic ................................................ x Semac llaybarge ...................................................................... x Apachereelbarge ..................................................................... xi By-pass facility and block valve ............................................ xii Cathodic protection and coating surveying ....................... xii
. Valve maintenance ................................................................ xiii Pipelinec1eaningpig ............................................................ xiii
. fl ,. ill t" Xl'V Magnettc- ux mte gen ptg ............................................. . Pig trap installation ................................................................. xv Pig launcher during manufacture ........................................ xvi 24-inballvalveskid ................................................ : .............. xvi

Pipelines: all you wanted to know ...
I
J. '
it
ii
.... 00 0 c:: 0 ..... =: ~~
~ ~ .d I-< fIl~
U ~ ~ U fIl 1:: u ::s 0.0 ..... u 0.
0 -e .....
~f y . U ~ ..... .0 ~ ..... U~
§ .5 u U S .~ • 0 !'OI-<
ai~
'"' '"' u u ~~ fIl U U
.t:\ -e fIl ~
>-'f ; ~ S;:s c:: ..... ..... ~ u u S~ o u ~i3 u-c.'"' i5::.E .-e
.-4 u u= .!i~ ~ 0 ~
I
Plates
Plate 2. Cross-country pipeline construction starts with route clearance and pipe 'stringing', shown in this illustration of the UK
Finaline, courtesy of Fina pic and John Brown Engineers & Constructors Ltd.
Plate 3. Prior to lowering into the trench, the pipeline lengths, or 'joints', have to be welded together. This photograph, courtesy of
British Gas, shows an automatic welding machine at work, clamped to the pipe by the ring around which it travels.
iii

Pipelines: alI l'Oll wanteu to know",
Plate 4. In desert conditions, welding is carried out in tents which can be easily transported form one joint to the next. Photo of the 940-mile long, 30-in diameter Dampier-Perth pipeline in Australia
courtesy of SECW A. "
Plate 5. Following welding, the weld must be 100% inspected, shown here being undertaken with an X-ray machine on
Australia's 30-in Dampier gas pipeline, courtesy of SECW A.
iv
Pi:ltcs
Plate 6. Once welding, inspection and field-joint coating have been completed, the pipe is lowered into the prepared trench. Sideboom
tractors can lift the pipeline in sequence, as can be seen in this photograph of part of the 36-in diameter British Gas National Transmission System being constructed in the UK, courtesy of
British Gas.
Plate 7. A further shot of the British Gas 36.in line in Plate 6 being lowered-in, courtesy of British Gas.
r

~:
Plate 8. Amoco's CATS pipeline being laid in Teesside, UK.Photo courtesy Press/AMEC Utilities.
Plate 9. The CATS pipeline crossed the River Tees in a tunnel, which involved some cramped working conditions for the welders. Photo courtesy Press/AMEC Utilities.
·
:31 '"' r. "J'

Pipeline,,: alInJl1 wanted to know ..
Plate 10. Where an obstacle such as a river or a canal has to be crossed by the pipeline route, horizontally-controlled directional
drilling can be used to great effect, minimizing environmental disturbance. Here the technique is shown at work on the UK Finaline, courtesy of Fina pic and John Brown Engineers &
Constructors Ltd. "
Plate 11. Fittings are a most important part of any pipeline installation. This photo, courtesy Stanton pIc, shows double
flanged fittings on a 36-in pipeline in a water-treatment works.
viii
Pia res
Plate 12. Large-diameter, relatively-low-pressure, pipelines can be joined together mechanically, as shown in this use of the Tybar
jointing system, photo courtesy Stanton pIc.
Plate 13. A common method of pipe jointing is the flange, whose bolts have to be tightened to a pre-set torque. Bolt tightening is
shown here, courtesy Hydra-Tignt Ltd.
ix

o 000
Pipe
Sagbend,
Pipdille;;: al1 yuu wan led 10 know ...
Seabed
•P'rotech Intern.Uon .. 1
Mooring
lines
Plate 14. Pipe laying offshore by the conventional laybarge method is shown in this schematic, courtesy Protech International.
Plate 15. A view off the stern of the Semac 1 laybarge, showing the 24-in Alwyn pipeline being lowered into the sea from the barge's
'stinger'. Photo courtesy Brown & Root.
x xi

Plate 17. A typical cross-country pipeline installation contains a bypass facility and a block valve. Block v:dve spacing, to minimize the effects of possible leakage, is an import?nt aspect of pipeline
design. Photo courtc5Y ACEL Group.
Plate 18. The condition of pipeline cathodic-protection ~nd coating systems can be assessed to a certaIn ext!:nt without penetrating the
ground, using techniques such as Corpac (combined-recording Pearson and close-interval pipeline surveying) from the ACEL
Group.
xii
Plate 19. Valve-site maintenance is an important aspect of crosscountry pipeline operations, seen here in a photograph from the
ACELGroup.
Plate 20. A cleaning pig with magnetic wire brushes after a run through a crude-oil pipeline. Note the debris attached to the
magnetic brushes. Photo courtesy Shell.
xiii

t:l. ~
~
Plate 21. A 36-in magnetic-flux-Ieakage 'intelligent' pig being prepared for an inspection run at British Gas On-Line Inspection Centre. The two rings of magnetic wire brushes induce a
magnetic field into the pipe wall, which is detected by the two rows of sensors mounted at the front and rear of the'vehicle. Photo courtesy British Gas.
Plate 22. A typical pig-trap installation for launching and receiving pigs of all types. Here. a British :J.as intelligent vehicle is seen being received. Photo courtesy. British Gas.
~ ~ ~ ~ '~
g
~ '1 r::.. ~
~ ~
~ ~ ':i:

Pipc1iJlD :111 P JU II -:iiIrCd to I;Jl(HL_
Plate 23. A 42-in pig launcher and two 14/18-in 'universal' traps under fabrication. Photo courtesy Shand Engineering Ltd.
"
Plate 24. A 24-in ball-valve skid being prepared by Shand Engineering for client Land & Marine Engineering Ltd. Photo
courtesy Shand Engineering Ltd.
xvi·
order to produce ductile iron, the melting process must be strictly controlled and certain additions of chemicals other than magnesium. The molten base iron has to meet a rigid chemical <ll1al~ "is \\hich is carefully monitored throughout the process_ Finally cont illuouschecks on the finished pipes in respect of strength amI graphite <.;tructure are an important quality control requiremelle Ductile iron is no\\" the generally-accepted material foriron pipelines.
Pipe and fittings production
The method of casting ductile iron pipes is similar to that for conventional centrifugally-cast grey-iron pipes. Molten ductile iron is poured from a tilting hopper atone end of the casting machine into a rotating mould. A pipe of uniform thickness is produced by traversing the mould past the pouring point at a constant speed and predetemlined revolutions,relatedtothesizeandthicknessofthepipetobeproduced, and ensuring adequate centrifugal force to hold the liquid iron against the inside of the mould. After casting, each pipe isheat treated in agas" fired furnace to achieve the requisite metallurgical structure and physical characteristics.
Ductile iron fittings, such as bends. tees, and adaptors, are produced in modern mechanized foundries. The method of producing the base metal to ensure the graphite is in nodular form is similar to that used for producing straight pipes. Fittings need not necessarily be heat treated. since their mechanical requirements are somewhat tlifferent from tho se of the full-length pipe.
The term 'ductile iron' is nowuniyersally recogn ized as applying to pipes and fittings manufactured from spheroidal graphite iron or. using its alternative name. nodular cast iron.
Joints
Ductile iron pipelines are assembled using bolted-gland orpush-in joints with a flexible rubber sealing ring; alternatively. pipes can be su ppJied with flanged ends.
169

Pipelines: all you walltcd to know ...
of either individual pipes or entire batches. Results of tests may be reported to the purchaser of the pipe on test certificates.
Inspectors can play a significant role in the enforcement of qualitycontrol measures during pipe manufacUlre. The manufacturer will have in-house inspectorswho form an integral part of the production system. The purchaser may appoint inspectors to check that in-house qualitycontrol measures are effective. In some cases there may also be thirdparty inspectors, typically from certification bodies, who can provide independent verification ofinspection and testing.
The level and extent of inspection required may be strongly influenced by the confidence the purchaser has in the manufacturer's quality system. This can be influenced by evidence that the quality system has been assessed and approved bya certifying body. Quality systems may be assessed bysuch organizations and certificates awarded to show that they meet BS 5 750. Alternatively, purchasers may carry out their own assessments or audits of the quality system.
Finally, it should be noted that quality systems are not only used to maintain the quality of the material. They also help to ensure that products are cost effective and that the manufacturer meets its contra c-Ulalobligations. /
References
1. W.] .Gallacher, 1986. Pipeline materials for water, gas and sewage. Pipeline Industries GuildJournal.
2.].Wilburn, 1993. Pickerill electric resistance welded (ERW) gas export pipeline. Offshore Pipeline Technology conference.
200
chapter(,: Nor JnoriJeriJoic .. ) Om."ll tR liUll (Ilbli(n l
CHAPTER 6
NOT ANOTHER HOLE .. .! CONSTRUcnONONSHORE
CONSTRucnON OF CROSS-COUNTRY PIPELINES
Initial activity
. Befor~ start of construction, the company promoting the pipeline gtvesnottcetothelandownersandoccupiersthathewishestoproceed and he then makes a capital payment.
Each landowner and occupier is given written notice of the date that work is expe~te~ t? start on the property. Before work actually starts, the occupIer IS VISIted to settle details such as the type of temporary fence to be erected, theavailabilityoftemporarywatersupplies, and the l~cation and type of access points across the working width, so that the dIsturbance to farming operations will be minimized. A record of the c?ndition of the property to be affected will be taken and agreed with eIther the landowner, or the occu pier or his agent.
It may be necessary to undertake preconstruction land drainage to keep the area of construction dry and prevent delay to construction activities. .
Construction techniques
The standard UK method for the construction of welded steel crosscountry pipelines is based upon the 'spread' system, whichis several groups of men and equipmentwho collectively conduct the constmc-
201

Pipelines: all rOll wanted to know ...
tion operation, from surveying the route through to restoration. Each group of men and plant complete an activity which picks up where the last one left off, advancing the construction process a step at a time, and leaving it ready for the next step to begin. Planning, execution, and comp letion of the work is the construction contractor's responsibility but, in general, activities are independently inspected and supervised by the promoter's own team of inspectors, engineers, land agent s,and other specialists.
The rate at which the spread advances is determined by the nature of the terrain, the frequency of'special' sections, and by other environmental factors. Construction in the UK is usually limited to a seasonal window which extends from about March to October, during which time the weather is more predictable and ground is the driest and most easily accessible.
In addition to the spread team, specialist teams will be set up as required by the contractor to undertake work associated with road, rail, river, and services' crossings and other sections of constricted working, as well as to construct sections through any stretches of particular sensitivity including conservation areas. In these sections ofparticularly sensitive environments, modifications are made to the standard spread technique with aviewto eliminating avoidable environmental damage.
Construction procedure
The detailed composition of the pipeline spread depends to some extent on the contractor appointed and his appreciation of the needs of the job as determined by terrain, environmental sensitivity, and other requirements. In general, the teams operating along the spread comprise those engaged on:
location of existing services detailed survey preparingtheworkingwidth temporary fencing and accesses topsoil stripping land drainage linepipestringing field bending
202
C]wpter6: Not another ho1c. . ..1 COI1.';t11lctio/J OilS/lOW
welding x-ray and inspection coating and wrapping trenching lowering and laying backfill reinstatement and restoration hydro testing
Some of these activities are illustrated in Figs 6.1-6.7. All construction activities are undertaken within the fenced strip which is referred to as the 'working width '. This will vary according to pipe diameter, and may typically be 25mfora24-in diameter pipe. The working width may be increased adjacent to crossings, (for example, for roads, railways and rivers),ordecreasedinspecialareasofconservationimportanceorin 'streetworks' where there are physical limitations due to existing developments, such as alongside existing services.
Sequence of operations
Setting-out and fencing
The route ( called the right-of-way, or ROW) is pegged and the fenCing is erected on both sides of the working area. The fencing may be standard ROW fencing consisting of three strands of plain wire, or various other types suitable for cattle, sheep, and horses. Construction activities are rarely permitted outside these fences and even then only afteragreementwith the landowner or tenant. Gates and crossing point" are included if required by the landowner or tenant to permit access to cross the spread. At road and river crossings, an additional working area will be required, andatotherlocations it maybe necessary to restrict the working width to minimize damage, for example to trees.
ROW cJearingand topsoil stripping
The topsoil is stripped and stacked at one side of the working width. . Thiscanbeupt0450mm(18in)deepormore,dependingonqualityof
203

Pipe/inc'::Ill rOll warned to know ..
It " -.;
;~.
Fig.6.1. Pipe stringing (courtesy John Brown Engineers & Constructors Ltd).
T~[~CP
TRENCHING
Fig.6.2. Pipe trenching (courtesy John Brown Engineers & Constructors Ltd).
204
I \.
····1' i
,--------------_ ...... _---_._ ... _ .. __ .. --_. -
N['(r PIP~ TC: BE BENT
p~u"\f)rr
! ~ ''''E
BfNrlNG MACHINE WIll-' ~[MtCIRCUl.Ai1
PIPE BENDING
~-------=====------.----.--. Fig.6.3. Pipe bending (courtesrJo]111 Bro'H'1J Engineers
& Constructors Ltd).
1R1'NCH
Fig.6.4. Pipe welding (courtesyJohn Brown Engineers & Constructors Ltd).
205

I'
i I
Pipelines: all YOll wanted to know ...
LAYING
Fig.6.5. Pipelaying( courtesy john Brawn Engineers & Constructors Ltd).
ROAD mENCH
BOR1Nr,'-'UGUR
~NCflOR
TR[NCH
BORING ~ACHIN[
TYPICAL CROSSING LAYOUT
Fig.6.6. Typical road-crossing layout (courtesy john Brown Engineers & Constructors Ltd).
206
\
Chapter 6: Not another 110le .' Constl11Cl/on ()JJsirorc
r----------------------------.-~--
"I;f " '')1
TOP500.R[PLAC£D
PIPWNE SITE REINSTATEMENT
Fig.6.7. Site reinstatement (courtesyj ohn Bran-n Engineers & Constructors Ltd).
land and its location. Hedges are removed, ditches bridged, and the minimum number of trees removed. Services such as electricity, water, gas, and telecommunications are located and marked to minimize damage from construction activities.
Stringing
The pipeline is delivered to site from the pipe storage area and . unloaded adjacent to the planned trench in along 'string'. Each pipe
length is supported on blocks with padding protection if required.
Bending
There will be some preformed bends for horizontal and vertical changes of direction, although for most pipelines bending machines are used to bend pipe on site. .
207

Pipelines: all rOll wanted to know ...
Wddingand jointing
The pipeline is fabricated on the ground adjacent to the trench. The pipe ends are prepared. positioned, and welded, and the welds are radiographically checked. The joints are then shot blasted, and tape wrapped or coated for corrosion protection.
Trenching
A trench is excavated, with the excavated material deposited adjacent to the trench and on the opposite side to the topsoil (see Fig. 3.3). The subsoil should not mix with the topsoil. During the excavation, land drains will be severed and these will be logged. Main land drains may require temporary repairs. Services will also be crossed, and these will require hand digging to prevent damage and then support, if required. Pipelines are buried to give a minimum of approximately 1m cover over the pipeline to existing ground level.
Pipeline installation and.backfilling
The pipeline is lowered into the trench using sidebooms, taking care to not damage the pipe coating. If the ground is stony, pipelines are laid on a sand bed with a sand surround to protect the pipeline coating; otherwise, stone-free backfill material is used. Land drains are reconnected and the pipelines may have plastic marker tape buried 300mm above it.
Reinstatement
Finally, the topsoil is replaced, hedges are replanted, and fences and walls erected. Quite often the soil is 'ripped' to loosen the subsoil and aid drainage. Additionalland drainage may also be required to restore the land to its originalcoridition. The pipeline is marked at road and field boundaries, and coloured markers may be placed on the top of steel tubes at such locations to assist in identifying the route during aerial inspection.
208
CIJ:lptcr 6: No! .111ot1wr ho/c- I (:()lIsrmctiof) OIlS/l< )n-
Construction at speciaJ crossings
The road, rail, river, and other service crossings are regarded as special sections where the standard construction procedure is adapted to suit each site's specific needs, and to satisfy the requirements and needsofthe relevant authorities and landowners.
In addition to adapting normal construction methods, additional measures are taken to reduce the risk of third-party damage to the pipeline, including increased depth of cover, thicker-walled pipes, concrete slab placement above the pipeline, or laying the line in a concrete surround. These are necessary because of pot en tial third-party activity at crossings and the frequency of excavation for installing drains, cables, and other services.
The construction techniques adopted include open-cut excavation, auger boring and, occaSionally, directional drilling.
Record drawings
It is essential that a complete and accurate set of record drawings is made. It is common practice for these to be produced when the construction is complete and so the record drawings are not finished until after the end of the construction. This is fraught with problems. Insufficient or conflicting records have to be interpreted unchecked with no easy means ofconfrrmation-theworks are buried! It is therefore far better for record drawings to be made as construction proceeds by adraughtsman situated on site. If the information he receives conflicts oris insufficient, it can then be immediately checked. It also means that the drawings will be completed at, orcloseIyfollowing, completion of the construction.
The drawings will include detail of crossings, land drainage, and services in close vicinity of the pipeline, as well as the pi peline location and ancillary facilities.
Weld and pipe records are best stored on computer. Record drawings are also often now co-ordinated and digitized for use within a computerized system.
209

PipcJincs: all you waJJteJ to know ...
Construction in urban areas
TIle 'spread' construction tech nique used on cross-country pipelines cannot be used in urban areas and for streetworks. Here, the speed of construction is much slower with excavations requiring trench support, small gangs constructing the pipeline, often having to limit their activity to avoid adjacent services. Where there is insufficient room to string and weld the pipe, the pipeline may be welded in the trench. Traffic control and access require particular attention, as do relations with the general public.
Safety of the general public is also an increased problem which requires particular consideration. Heavy plant, excavations, x-ray equipment, and the near proximity of other services, all demand that the work is very carefully controlled and protected. Only short sections of trench should be left open at anyone time and liaison with local authorities, utilities, and adjacent owners will take up an increased amount of tim e, reflecting the importance of this activity.
HYDROSTATICTESTINGAND COMMISSIONING
Hydrotesting
The overall purpose of testing pipelines and installation pipework is to demonstrate fitness-for-purpose at the pressure for which the pipe system is designed. This usually means testing to a1evel above the design pressure for a specified period of time. Although most testing is carried out on newly-constructed pipe systems, testing may also be carried out as part of revalidation or u prating exercises where other conditionmonitoring techniques are not appropriate.
Types of pressure testing
Most specifications or codes of practice call for testing to be carried out using water, or occaSionally nitrogen or air, as the test medium.
210
Chapler 6: Not [l1lotiJer hoic. .. ! COIJSlnlcti()lI (lIi.,li(}/l
These are generically known as hydrostatic and pneumatic testing. respectively.
In general, pneumatic testing is now largely limited to testing lowand medium-pressure pe gas mains, whilst hydrostatic testing is preferred for testing intermediate-and high-pressure steel pi pelines. S imilarly, where practical, pe intermediate-pressure mains may also be subjected to hydrostatic testing.
The traditional practice oftesting steel pipelines was to carry out preliminary sectional pneumatic tests followed by hydrostatiC tests, and then a final air test on thewho1e pipeline. This has nowbeen replace d by simply using the hydrostatic test, again sectionally ifhead levels preclude a complete test, as minor leaks can be more easily detected by the hydrostatic test. However, pneumatic testing still has a role to play in testing installation pipework, particularly small-bore 'impulse' pipes.
Testingprocedure
After the mechanical completion of a new pipeline, preparation will immediately follow for it to be hydro tested. The pipeline has to be tested to prove its integrity and check it is leak free.
Initially, a pig train to flood, clean, and gauge the pi peline will be run. with waterinjected between each pig to ensure adequate separa tio n .
. Filtered water will then be injected behind the pig train to fill the pipeline. Once the line is full, it can be tested.
Pressurization of the pipeline will commence, normally ata rate of 1 bar/min. During this pressurization phase, an air-inclusion check should be carried out: this involves drawing a graph showing the relationship between theoretical pressure and volume, and the air volumedeterminedbyextrapolationoftherecordedpressure/volume plot. Upon satisfactory results for air inclusion (not more than 0.2%), pressurization will continue, with leak checks being performed until the testpressure is achieved. A stabilization period of up to 12hour swill then be allowed, to enable the pipeline to stabilize.
Once the test commences, pressure fluctuation wi1l be monitored due to temperature changes for a test period of 24 hours. Upon a satisfactory test result, the pipeline will be slowly depressurized in preparation for the dewatering and commiSSioning exercise.
211

Pipelines: all ro II wanted 10 know ..
All operations associated with pressure testing need to be well planned, with great attention being paid to safety and environmental aspects. The engineer responsible for the test should be assured that all materials and components involved in the test can safely withstand the test pressure, and that precautions are taken to protect people and property in the event of test failure.
The test level must be clearly specified to the test engineer, and supervision provided for the duration of the test. Tests should not take place against closed valves or compression-type plugs and end caps.
All test gauges and instruments should be accurately calibrated and certified for accuracy. For pneumatic tests, it may be necessary to allow for changes in atmospheric pressure, in which case accuratebarometri c pressures at the test site will be required. For tests on exposed pipework, temperature readings of the test medium will be reqUired to allow compensation of any fluctuations in testpressureswhichmayoccu r.
Environmental considerations which may need to be borne in mind are, for pneumatic tests, noise of air compressors during pressurization and, conversely, noise of air venting during depressurization. Advance notice of the testing should be given to people resident or located in the area 0 f the test. For hydrostatic tests, a licence to abstract water may be required if the water is taken from natural sources; otherwise, agreement of the local water authority will be needed if the water is to be taken from a public supply. Care will have to be exercised in disposing of the water after the test to ensure that pollution of watercourses does notoccur.
On completion of the test, it is recommended that a test certificate is prepared, detailing the section tested, the test pressure achieved, any permitted pressure loss detected, and the result of the test. The certificate needs to be signed by the test engineer and the 'responsible engineer', and any charts of the test and diagrams of the test section should be attached to the certificate. The complete set of test records needs to be retained as part of the fitness-for-purpose records ofthe pipeline.
Above-groundinstallations
Whilst the principles of testing above-ground installations (AGls) are
212
fl1apter 6: J-7\/nt :!l1otllcr !l()Jf~ , ( 'on.'t n J( 'tif HJ ()I1S/U )ft'
the same as for testing pipelines, there are a number of additional details which need to be considered.
It can easily be envisaged that. where there are rapid changes in elevation of the pipeworkfrom abmT to below ground, and yice versa. so there will be difficulties with ensuring complete filling and evacuationofthe pipeworkundergoing hydrostatic testing. Therefore, it is necessary to fit an adequate number of vent points on high point" 0 fthe pipework and sufficient drain points at the lowest levels.
Itis similarly important to ensure that all sensitive items of equipment, such as regulators, are replaced with temporary spool pieces before testing; adequate body strength of the removedcomponentsw ill have been demonstrated in factory testing. Allsmall-bore connecting pipework should be disconnected from the main system and tested independently, usually using pneumatic techniques.
The test level normally used for the hydrostatic testing of AGI pipeworkis 1.5 xdesign pressure. As this may mean that more than one test pressure may be used on anyone AGL it is important to keep adequate records of test pressures attained on different parts of the pipework. This may best be done by marking-up a comprehensive drawing ofthe site pipework.
The temperature of the test medium must be allowed to stabilize before starting the test. The duration of the test will be such that leaks, the most probable form of test failure, can be identified and located.
As has been mentioned earlier in this chapter, care needs to be taken with the evacuation of testing water due to the possibility of the formation of methane hydrate when high-pressure natural gas comes into contact with residual water in the pi pework. Whilst much of the water may be removed by drainage or similar methods, special techniques maybe required to remove residual water: these may include vacuum drying, dehumidification, and methanol injection.
Nitrogen purging
Although the 'traditional' method of purging gas pipelines used either a nitrogen slug at the air/ gas interface, or a complete nitrogen evacuation as an intermediate stage of purging, the method now being . used involves purging direct from gas to air, orviceversa.
213

" i I
Pipelines: all you wanted to know ...
There are several safeguards which need to be taken for direct purging to be carried out safely and effectively. Predominant among theseis that the velocity of the purge is conSistently maintained ats uch a level that a sharp break point is achieved at the interface.
This means that an adequate source of purge gas should always be available. For example, if a pipeline is to be purged from gas to air using air compressors, sufficient stand-by capacity should be allowed to cater for compressor breakdowns during the operation. Similarly, the exit point of the purging system must not be constricted in order not to constrain the purge velocity. If necessary, VenturHype fittings can be erected on the outlet to increase purge velocity. Specimen purge velocities can be within the range 0.6-20m/sec.
Commissioning
Once the pipeline has successfully beenhydrotested, preparation for commiSSioning commences. A train of pigs is propelled along the pipeline to remove the water from the line; compressed air is normally used as a propellant. Successive pig trains may have to be run until the pipeline has been satisfactorily dewatered. At this stage, however, water may still remain on the inner surface of the pipeline and gather at low points. The presence of water in gas-transmission pipelines can result in the formation of solid methane hydrates resulting in various operational difficulties. The residual water, therefore, has to be removed.
There are generally three main methods used to remove the water before natural gas can be accepted:
(a) Methanol swabbing: primarily used on 'sweet' gas systems (i.e. containing no HzS) to dry the pipeline with methanol.
(b) Vacuum drying: where pipelines are to be fed with 'sour' gas (containing HzS), itis necessary to remove all free water from the pipeline to prevent possible corrosion or cracking of the pipeline.
214
(c) 'Dry'airdrying: this method requires running a large number of high -density foam pigs through the pipeline. driven by air dried to-30°C.
'The main difference between methanol swabbing and airorvacuum drying is that methanol swabbing actually commissions the line forg as operation. On completion of the operation, the pipeline pressure simply has to be raised to the operating pressure. With air orvacuum drying, thepipelinehasto be filled with gas as a separate operation. Nitrogen is normally used to provide an inert buffer between the air and gas; this operation can either be done by free purging, or by using pigs to separate the media.
Methanol swabbing
This method is used to dry pi pelines before the introduction of natural gas. Methanol is an alcohol that is readily miscible with water, and is therefore used to remove and replace water from the pipe wall. Any water or methanol remaining could be of sufficient strength to prevent hydrate formation on the introduction of natural gas.
In general, two methanol slugs are used, each slug being contained between pigs. The amount of methanol used varies according to the diameterandlengthofthepipeline.Aflfthpigisusedbehindthetrains to aetas an interface with the commissioning medium (normally natural gas).Thiswill,inaddition, collect any methanol left by the methanol slugs.
Nitrogen slugs are used in front of the trains and between the two methanol slugs and the fifth pig in order to prevent any airl methanol mixture, in addition to enabling each methanol slug to be received safely in the receiving trap.
Samples from each methanol slug are analysed by measuring their specific gravity, and these results are then compared to the specific gravityatthe injection stage. The success of the operation will depend upon the difference in the percentage of methanol by weight before and after the operation.
215

PipcIines: all Hill wanted to know ...
Vacuum drying
Free water can be removed from the pipeline by reducing the pressure under controlled conditions. using portable vacuum equipment.
The principle of vacuum drying (Boyle's law) is that water will vaporize if the pressure is reduced to the' sanirated vapour pressure' at the ambienttemperamre of the pipeline. If maintained at this pres sure and temperature, all the water will eventually turn to water vapour, leaving no free water present.
Once this has occurred, most of the water vapour can then be removed from the system by reducing the pressure still further, and thereby inducing a flow of water vapour through the pipeline towards the vacuum equipment, usually situated at one end of the line. The amount of water vapour removed depends upon the pressure level the vacuum equipment can achieve, and the final dryness is dependent on the pressure reached.
Vacuum drying consists of three separate phases:
Evacuation: during this phase, the pressure in the pipeline is reduced to a level where the ambient temperature of the pi peline will cause the free waterto vaporize. This pressure level corresponds to the samrated vapour pressure of the free water in the pipeline, which is dependent upon the ambient temperamre of the pipeline.
Evaporation: once saUl rated vapour pressure has been reached, the evaporation of the free water into water vapour will commence. During this phase, the vacuum equipment is carefully controlled to maintain the pressure at a constant 1evel until all the free water has been converted into water vapour. This phase may take several days to complete, depending on the amount of water to be evaporated, the size of the vacuum equipment, and the ambienttemperamre.
Final drying: once the free water has been converted into water vapour, the majority of it must be removed from the pipeline in
216
ClJaptcr(,: Not another h(}le .. ' COIl.<;(nIC(i,'p on,I,,,,·('
order to reach the required dryness leveL This is achieved by reducing the pressure in the pipeline still further. which hasth~ effectofdrawingthewatervapOllfoutofthepipelinethrougll the vacuum equipment. ObyjousJy. the 111 ore '.vatn Y:lpOllr
removed, thedriertht pipeline will become.
Dry-air drying
Portable dry-air units can be used to produce large amounts of'sllperdry' air, compress it, remove oil and water, and deliver the air into the pipeline at adewpoint of-30°C. The air absorbs moisture, and is initially used to propel soft-foam pigs, which absorb superfluous water. In addition, the pigs distribute the residual water as a uniform thin mm on the internal surface of the pipeline, which can help the water to evaporate more quickly. Soft-foam pigs also distribute any 'pools' of water that are present at low points in the pipeline. These pigs should be run through the pipeline at relatively-high velocities.
To determine the state of dryness inside the pipeline, the moistu re content of the air discharging at the end of the pi pe section is measured. The most suitable measure of the degree of dryness is, in this case, the dewpointtemperature, which is the temperature at which the gas is saturated with water vapour at a given pressure. in this case one atmosphere. In otherwords, the temperature to which the gas must be cooled before condensation of the water vapour begins to take place.
The dryness process inside the pi pe does not occu r uniformly or simultaneously along the whole length of the pipe. On the contrary, drying takes place along a drying 'front' which moves down the pipe from the inlet to the outlet, forming a relatively-sharp boundary between the dry upstream ~ction of the pi pe and the wet downstream .section.
The moist air which discharges at the pipe exit is initially saturated with water vapour, and hence the dewpoint temperature corresponds to the temperature of the discharging air which is itself at ground temperature. The dewpoint temperature only begins to fall when the drying front nears the end of the pipe. At aboutthis time. the foam pigs begin to drive1arge quantities of dry dust from the pipeline. Initially ,the
217

Pipdines: all you wanted to know ...
dewpointfalls rapidly to about-20°C but thereafter the decrease occurs very much more slowly. After the requireddewpointtemperaturehas been reached at the end of the pipe, the pipe is dry along its entire length.
Purging and commissioning
Once the dryness has been attained and proved, the pipeline is ready for commissioning. Whilst itis possible to introduce the sour gas direct1y into the vacuum, itis better to relieve the vacuum using dry nitrogen.
Nitrogen is introduced into the pipeline aUhe remote end, and is drawn through the pipeline under vacuum by running the vacuum equipment. The small amount of water vapour left in the pipeline is progressively evacuated through the vacuum equipmentuntilaflowof pure dry nitrogen is observed. Thevacuum equipment is then isolated, and the pressure in the pipeline allowed to rise by continuing to introduce nitrogen until the required positive pressure is reached (usually in the region ofl bar).
Testing pe gas mains
General
Testing of pe pipes cannot be regarded as an exact science. The variables introduced as a result of temperature variations and, particularly, material creep whilst pressurized, make the attainment of the condition of no pressure loss extremely difficult. Therefore, itwould appear that the test rather becomes one of measuring the pressure decay and assessing the acceptability of that decay.
In assessing the pressure decay level which may be tolerated, consideration needs to be given to the environment in which the pipeline or main is laid. As an example, a main laid inciose proximity to property should have a lower level of permissible decay than mains laid in areas remote from housing and other property.
218
Chapter 6: IVor :Il1otl1cr hole .... ' (:onstructio!1 ()l1.<:h(lfC
Choice of test medium
For low-pressure pe mains, the most usual medium for testing is compressed airusingthe pressure-decaytest method. Thismayhealso used for medium-pressure mains but, where prevention against pneumatic failure needs to be considered, hydrostatic testing should be used. Similarly, for intermediate-pressure mains, hydrostatic testing should be the norm.
Creep properties of pe pipes
Due to the plastic characteristics of pe materials, any internal pressure applied to a confined section of pipe will cause expansion of the pipeline. This will have the effect of giving an apparent reduction of pressure during the early stages of a pressure test. Whilst this may be insignificant at relatively-low test prt;:ssures, the effects at the higher test pressures of medium and intermediate-pressure mains may be significant
These effects may be overcome by allowing a period of stabilization, which will also allow temperature stabilization of a pneumatic test medium, or by calculating a permissible pressure reduction. Any pressure drop exceeding this permitted reduction due to creep should be considered as being caused by leakage. Where this permitted pressure reduction technique is being used, test sections must be kept short, so that the enclosed volume of the medium should not, typically, exceed 20m3 at normal temperature and pressures.
Testing water mains
Whilst the laying of all mains and pipelines follows a similar procedure no matterwhat product is to be conveyed, once laying has been completed water mains take on a special routine prior to being connected into a live system.
Unlike the proximity of gas mains to buildings, the proxi mity of water mains to buildings has no influence on the test pressure applied and testing is always carried out hydrostatically.
219

Pipdinc~: ;lIl you wanted 10 know, ..
All water mains, with the exception of those made from pe, are tested in a similar manner. The main to be tested is slowly filled with clean water and, when fully charged, is pressure tested to 1. '5 times the maximum allowable sustained working pressure measured at the low-est point along the main.
Once the test pressure has been reached, the test pump is isolated from the main and any pressure loss over a one-hour period is recorded. If there is no pressure loss, the main is deemed to be sound and considered to have passed the test. Ifhowever there is a pressure loss, the test pump is reconnected and the pressure is again raised to the test pressure,particularcarebeingtakentomeasuretheamountofmake-up water required to be pumped to attain the test pressure.
The maximum permissible make-up water under test once any absorption effects have been stabilized is 20li/m nominal diameter/krnl 24hr.
Due to the viscostatic properties of pe, it has been necessary to develop specific pressure testing procedures for this material. Of~he two procedures recommended, the one more commonlyusedreqUlres thepipelinetobeslowlychargedwith~leanwater~ndthetestpr~ssure raised to the rated pressufe for the pipes, or 1.5 urnes the maXimum head on the pipeline measured at the lowest point, whichever is the greater, and maintained for 30min. Pressure is then rapidlyr~duc~d by bleeding water from the main until a nominal2-bar pressure 1S attamed. The main is then isolated and pressure readings are recorded over a 90-min period. Foran acceptable test, the pressure in ~e main will?e seen to rise due to theviscostatic properties of the matenal. The detailed test proceduresaresetoutinthewaterindustryMDPEmanual.
Swabbing and disinfecting
After the successful pressure testing of all new water mains, any extraneous material which has entered the pipeline during laying operations is removed by swabbing. This is a deaningtec~nique si~il~r to pigging, and involves using a polyurethane-foam cyhnderwhlCh 1S
insertedintothepipeatoneendofthelinetobecleaned,theotherend being open to the atmosphere.
220 l l
C11;zptcr6: Not :lnociler lwlc " ( '{)IJ-tn[{'t ,'Ill (>TlS/lf m,'
The swab isatightfitinthe line and,when water is introduced behind it under pressure, itis propelled forward. mming any dehri"~lwad ofit The swab and debris are removed from the farendofthe line.
With all the debris removed from themain it is no,",' necessan-tode::l./ with any microbiological contamination before connecting it i t~to a live system. The standard procedure for disinfecting new water mains requiresthemaintobechargedwithdeanwatercontaining20-50ppm offree chlorine and left for a contact period of24hr. At the end of this period the chlorinouswateris drawn off through thiosulphate crystals which neutralizes the chlorine and renders the water suitable for discharge into a watercourse or drain. As the chlorinous water is drawn off, it is immediately replaced by mains water. After a further 24-hr contact period, water samples are taken for bacteriological examination at a laboratory.
The new main can be connected into a live system if all samples are found to be free of coliform organisms and the sam ples pass tests for taste, odour and appearance.
The detailed procedure for disinfecting mains is setout in the water industry document Operational guideJin es for the protection of drinkingwatersupplies.
References
1. VBattarra, S.Selandariand UBilardo, 1984. Pipeline drying -mathematical model predicts. Oil & GasJournal.
2.].W.Caren, 1987.Howtocleananddrysteelgasmainsinternally.PipeLil1e I11dustry.
. 3. The Institution of Gas Engineers' IGE/TD/3 -Distribution mains. 3rd Edition
221

Pipelines: all YOll wanted to know ...
222
LlIapter 7: Mind [ile fish. ; CUll.'il ulli()ll ()ii;'llC 1/ C
CHAPTER 7
MIND THE FISH ... ! CONSTRUcnONOFFSHORE
INTRODUcnON
Design and construction of underwater pipelines have a different emphasis from the onshore situation. Some of the problems are much less severe underwater. In particular, there are fewer different regulatory authorities, fewer opportunities for legal and environmental challenge, and generally less critical safety considerations (except close to platforms and landfalls). On the other hand, it is much harder to chose an optimal route, because the seabed cannot be observed directly and because available maps are far less detailed.
Design for underwater service is often more complicated than for onshore: the pipe is exposed to external pressure and to severe bending during construction, and ithas to be heavy enough not to float and not to be swept sideways by currents and waves. The strength aspects are dealt with by giving the pipe enough wall thickness to resist the various loadings it is exposed to: these are questions ofstructural analysis. The pipe is given enough weight to make it stable on the seabed by increasing its wall thickness, or by adding an external weight coating of lightly-reinforced concrete, applied overtheanti-corrosion coating. The decisions on how much weight is necessary involve an analysis of how the external marine environment applies hydrodynamic loads, and how the seabed geotechnics determines the resistance to lateral movement. The hydrodynamic loads can be considerably reduced by setting the pipeline in a trench, but this can only be done if the seabed allows trenching equipmentto operate satisfactorily.
223

Pipciines::ill you walltccl to know ...
Construction underwater naturally involves different techniques from construction onshore. This chapter first considers the survey information reqUired for route selection, design, and construction planning,andgoesontoconsiderthethrcemethodsuscdforunderwater construction: the laybarge method, reeling, and tow. It goes on to examine how pipelines are connected, and how they are joined to offshore platforms and to facilities onshore. It then considers outfalls, how the pipeline is tested and brought into service, and the quality assurance activities that accompany the whole process of design and construction.
PRE-INSTALLATION SURVEYS
The route of a marine pipeline has to be surveyed in advance. In comparison with aland pipeline, the preliminary information available at the start of the project is almost always quite sparse: there are rarely any large-scale maps, and there are no satellite or air photos. However, a significant amount of information is usually available, and experience shows that it is imprudentandwastefulnotto research this information with great care before proceeding to a survey.
Much information is to be found on nautical charts, supplemented by fishing charts and geological maps. In rivers and estuaries, and in established offshore petroleum provinces, extensive survey information may be available from earlier surveys for cables, platforms, pipelines, navigation and sediment transport investigations. Current-meter records and wave and seabed geotechnical data are assembled by MIAS (Marine InformationAdvisoryService), and by other organizations such as universi ties engaged in offshore research, Hydraulics Research, and the Institute of Geo logical Sciences.
This preliminary information is used to prepare one or more possible rou tes for the pi peline. The route has to avoid both very deep water and very shallow water (either of which leads to design and construction difficulties), as wellas rough and irregular seabeds which would induce long free spans, boulder fields and pockmarks. It ought also to avoid obstructions such as existing wellheads, pipelines, cables, wrecks, areas used for seabed dumping or gravel dredging, minefields and submarine exercise areas.
224
The next step is toprepareadetailed specification forthesurvev.The firsttaskofthesurveyistodefinethcseabec\topographyaccurateJ~'over oneor more corridors within which the final alignment will be selected. This is done by accurate bathymetry tied ill to a good system of horizontal controL supplemented byskk-scan sonaror lasLT line-scan profiling, which give acoustic or optical pictures of broad swathes ofthe seabed. They can be used to differentiate areas of rock outcrops, as well as to identify objects such as wrecks and boulders.
Seabed survey
Geotechnical information about the seabed is usually needed[ 1 ]. It has to be particularly good if the seabed is going to be trenched, because the effectiveness of trenching equipment is highly dependent on seabedgeotechnics [2]. Many delays and cost overruns have resulted from the deployment of unsuitable trenching equipment based on inadequate or incorrect geotechnical information, and experience shows that itis a false economy to skimp on geotechnical site investigation. The information required is naturally for the uppermost layers of the seabed within the trenching depth, generally no more than 2m belowmudline, and so surveys carried out for other purposes such as platform site investigation are often unsuitable.
The required information is derived from acoustic stlb-bottom profiling, supplemented by cores with careful logging and laboratory measurements of geotechnical parameters. OccaSionally, in-situ measurements by cone penetrometer and pressuremeter are advisable, but these methods are relatively expensive.
A survey also includes current-meter measurements. unless good current data already exist Their objective is to generate the data needed to estimate the extreme seabed currents that will occur duri ng the operation of the pipeline, so thatthe line can be made heavy enough to be stable against hydrodynamic forces. Information about currents is also valuable to installation contractors. It is usual to set recording current meters in place for at least a lunar month, because the major components in thetidalcyc1e can be recovered from the analysis of one month's measurements.
The deSigner needs wave information so that he can estimate the largest waves that will occur during the operating life ofthe pipeline.
225

PipdilJc~: aUFm wanted to know ...
and thence determine the extreme seabed oscillatory wave-induced velocities to which pipeline will be exposed. Because storms occur at long and irregularintervais, it is not practicable to secure reliab1ewave information during a short survey campaign. Wave information is generally obtained in otherways, either by forecasting based on numerical models of extreme storms or from long databases secured by wave measurements at offshore platforms over long periods.
LAYBARGECONSTRucnON
Most marine pipelines are constructed by the laybarge method, which remains the method of choice for most pipelines (Fig. 7 .1). Laybarge construction is versatile, flexible and self-contained. It is expensive to mobilize a laybarge to a remote location, but once the barge is in place it can start work at once and operate as efficiently as anywhere else, operating as a floating 'factory' for pipelines with minimal support from the shore. Ithaslittle competition as amethodf or installing large-diameter single lines (though not bundles), and for smaller-diameter lines competes aggressively with the reel and tow techniques.
Laybargeconstructionisbasedonamooredordynamically-position barge,onwhichthepipelineisbuiltonaramp.Lengthsofpipearelined up atthe upper end of the ramp, and pass through a series of welding stations as the barge moves forward. A separate welding line on the barge sometimes welds the pipe lengths together in twos ('double join ting') before they join the mainline.
Tensioners apply a tension force to the pipe near the stern end oft he ramp. The pipe leaves the barge at the stern, and its configuration immediately beyond the stern is a convex upward curved section, called the 'overbend', within which it is supported on rollers by a 'stinger' structure. The stinger is a substantial structure, often nearly 100mlong, generally constructed as a single open framework, rigidly fixed to the barge, but sometimes ithas one or more buoyant segments hinged to each other and to the barge. The pipe loses contact with the stinger at the lift-off point just above the end. Itcontinues downward through th e water as a long suspended span, a concave upward curve called the 'sagbend'. It reaches the seabed tangentially at the touch-down point.
226
LSTiNGER
--- ---------SlABED
Fig.7.1. Typicallaybarge operation (courtesyjo1111 Brown Engineers & Constructors Ltd).
227

Pipelines: all you wanted [() know ...
The laybarge system is a natural development from lowering-in methods of onshore pipeline construction described in Chapter 6.
1betlrstNorthSeapipelineswere laid in the period 1968-197';. and were allconstructecl by the laybarge method. By present-day standards. laybarge operations at that time were prone to weather downtime and to mechanical breakdown. Productivitywas low and costs were high.
The 'semi-submersible 'principle
The laybarge method has been extensively developed since then. Among the important steps forward have been the development larger barges, which generally adopt the 'semi-submersible' principle widely used for offshore drilling and crane vessels, which has the advantages of much-reduced movement in rough seas; better welding techniques; the use of dynamic positioning rather than mooring to anchors; and generally im proved management and unremi tting attention to detail. At the beginning ofthe 1980s, the large semi-submersible CastoroSeilaid threepipelinesfromTunisiatoSicily,inamaximumdepthof615mand across a steep and rocky seabed, without fuss and without incident. The way to very deep waterwas open. In the mid-1980s, two pipelines were constructed across the Norwegian trench, at a maximum depth of 360m. The increase in productivity routinely achieved can be gauged by comparing the second Forties line constructed in 1990with the first constructed in 1973-74.Thefirstline, 32indiameterand 170kmlong, took two laybarges two seasons each in 1973-74. The second line, along almost the same route as the first and slightly larger in diameter, w as laid byone barge in three months in thesummerof1990[3].
One of the most important new developments in this period was the introduction of the dynamically-positioned laybarge LoreJay. Dynamic positioning eliminates mooring lines and anchor-handling (and the significant risk of anchor damage to existing pipelines in congested areasc1osetoplatforms),andhelpstosimplifyconstructionscheduling by minimizing interference with concurrent activities that require floating equipment. LoreJayalso incorporates a number of other innovations, particularly in automatic pipe handling, and barges carry ingup to 6000 tonnes of pipe can be floated into the hull, so that resupply is quicker than turning round a 'RO-RO' ferry.
228
Chapter ~: Mimi Ill( ,fish . . ' (,,)l1SI nnl H)/l ()[«;hurt'
]-laying and other innoratiot1s
The innovations to come include faster one-station welding. by methods such as flash-butt ,-velding, the possible replacementof,,'elcIingbyscrewedconnections,andJ-configurationlayingfromasteep()f vertical ramp. Most barges lay in an S-Illode (described above), inwh ich the ramp on the barge is horizontal or nearly-horizontal, and the pipe leaves the stern of the barge in a convex upward overbend curve supported by a stinger. In the alternativeJ-Iay configuration, the shape taken up by the pipeline isavertically-elongatedJ, whose upper arm is straight or nearly straight, at between 40° ancl90° to the horizontal, much steeper than in S-lay. On the barge, the pipe is on a steep ramp. Tension is again applied at the lower end of the ramp. There is no averbend, and only a short stinger ( orindeed no stinger at all). The pipe leaves the barge steeply, and continues through the sagbend until it touches down tangentially on the seabed.
A limitation of steep-ramp J-layis that the barge cannot lay in shallow water, because the water depth does not allow enough length for the pipe to curve round from the ramp angle to the horizontal seabed without being overstressed. The minimum acceptable depth depend s on ramp angle, pipe diameter and pipe submerged weight. If the ramp angle isadjustable,thislimitation can be overcome.
J-Iayhas significant advantages, particularly in deep water[ 4]. It eliminates the vulnerable stinger, or at least allows it to be very short and allows tension to be substantially reduced. The obvious disadvantage is thatthe steep ramp means that if welding operations are carried out at a number of separate stations, line-u p and the first welding stations are at the upper end of the ramp, high above water level. That has ma jor implications forthe layout of the vessel, as well as for its stabilitvand resistance to rolling in a seaway. If, however, welding operations c~n be carried out at a single station not far above the waterline, thenJ-Iay becomes attractive.
J-Iay in which the pipe is welded togetheron the layvessel was first experimented with in laying short lengths of small-cliameter pi pe from drilling rigs. Shell Brunei laid small-diameter pipe in this way in the late 1970s.J-Iayingwas later applied the construction ofthe 20-in, 15-km MauiA to B pipeline for Shell Todd offshore New Zealand, laid in the
229

PipcJiIJC''- all you rV;JIltcd to know ...
1991-2 southern summer from a 70° ramp on the Heeremac Balder .... emi-submersiblc, intoonly 1 OOmofwater. SextuplejoinL'iWerewelded onshore, and taken out to the Balderon a cargo barge and lifted into alignment by a tilting ramp. Welding problems and difficultieswithth e clamp that held thepipelinetothe barge delayed the installation, but confirmed the practicability of the technique.]-lay has recently (1993) also been applied by MacDermott, a major international pipelaying contractor, to lay the deep-water section of the 12-in Shell Oil Auger pi peline in the Gulf of Mexico, using a steep side ram p on the D B50 barge. That system used 48-m quadmple-joint pipe strings and singlestation welding. The petroleum industrywill require pipelines in deeper and deeper water; the extent to which this demand can be met by S-lay laybarge pipelaying is controversial. The technique has, in any case, to meet competition from reeling and to a lesser extent from tow. A widelyheldviewisthatthe615mdepthachievedintheStraitofSicilycrossing is close to the practical limit for S-lay, although the S-lay method can reach still greater depths by extending the stinger to permit steeper departure angles.
It seems certain that the laybarge technique will retain its strong position in the pipelaying market, particularly for large-diameter pipelines. It has shown itself to be flexible and responsive to industry demand. Intense competition between contractors has generated a dynamic for technical change, and this process can be expected to continue.
REEL METHOD
The reel method is one ofa group of methods in which the pipeline is put together onshore, transported to its required location offshore, and then installed in place. These methods have the advantage thatthe onshore make-u p operations are carried out in a factory environment, where labour and su pport costs are significantly lower, where there is less time pressure, and where weather has almost no effect. The com pleted pipeline can be inspected thoroughly and tested while it is still onshore.
230
The idea is an old one. During the Second 'World War, the All ies recognized that at some pointan invasion of western Europe would become necessary, that an invading army would require enormous quantities of petrol, and that the ports would probably have been destroyed. It was decided to deyelop schemes fort he construction of new independent pipelines, which could be laid rapidly across the English Channel, in the PLUTO (Pipe Line lJ nderTIle Ocean) project. The authorities approached the Anglo-Iranian Oil Co, oneofthe precursors of British Petroleum. Working with the advantage of having no preconceived ideas, a team of engineers rapidly devised a scheme for constructing long lengths of pipe onshore, winding them onto huge floating reels ( called 'conundmms'), and unwinding the pipe onto the seabed by towing me floating reels behind tugs. A reel could carry 40km of pipe. There were two designs for the pipe: one design was essentially a submarine cable without the central electrical core, so that the pressure was contained by the lead tube which normally enclosed the core, and the lead was mechanically protected and strengthened by tape and wire armour. This design was constructed on cahle-maki ng machines. The second design was more conventional, and was a 3-in steel tube made by the ERWprocess; ithadno corrosion protection.
This pioneering and imaginative project made it possible to lay pipelines from England to France in as little as 10 hours, a time which must be the envy of present-day pi peline engineers. The flow rates achieved, however, are said to have been disappointing. Interestingly, the project encountered technical problems such as buckle propagation, which were afterwards forgotten, only to be laboriously rediscoyered 30yearslater.
Modernreelbarges
The idea was picked up again in the 1960s.A Louisiana contractor, Gurtler Hubert, converted a landing-ship hull into the reel barge U-303 (later RB-l). Ithad a vertical axis reel mounted on the barge, so that the pipe was bent plastically in the horizontal plane, and had to be stra ightened before it was laid, since otherwise the suspended span would bow sideways and form a series of kinks on the seabed. Asecondvertical axis
231

Pipe/illCY ;lll.lou ILllltcd to kilo", ...
reel barge RB-2(later Chickasaw) was constructed in 1970, and laid pipe in up t(dOOn!. "
Thencxtclevelopmentcamein themid-1970s, when Santa Fe bUllt the reelship Apache. l10wthe StclwApacheowned.by StenaO~fshore. Ithas ahorizontalaxis reel with ahub diameter of 16.5m, WhICh can carry 2000 tonnes of pipe. The pipeline is made up in an onshore spo~ling base, and then vvound onto the reel. I tcrosses the stern of th~ reelshipontoanadjustableramp,generallysetatanangleo~about20 during spooling, leaves the top of the ramp over a curved ahgner, and then bends over in a free span before it touches down on the reel. On the reel, the pipe is usually bent into the plastic range, but it has been shown that the bending and subsequent straightening do no harm the pipe. During l~ying, the pipe l~aves the ree~, pa~s~s over the align~r ~nd through a straIghtener, a tenslOner, and a fIeld Jomt and anode statton, and leaves the vessel over the stern at a steep angle. The ramp is usually set at a much steeper angle during laying than during loading. Because the ramp is steep, the tension requirements are lower than for laybarge S-lay for the same pipe in the same water depth.
In its present form, the reelship method cannot lay concrete-coated pipe, because conventionalweight-c?ating concrete.cannot stand up t 0
th e defo rma ti 0 ns im posed by reelmg. The reels~I p r~leth od can l~y externally-insulated pipelines. Itcan also lay pipe-m-plpe systems (m which the inner pipe carries the pressure, and the annul~rgap betwe~n the inner and outer pipes is filled with insulation), and pIpe bundles(m which two or more pipes are reeled together, with or without an external carrier).
The largest pipe thathas been laid by the StenaApacheis 16-in pipe fortheTexacoStrathspeyNorthSeaprojectin1992.Thisisclosetothe maximum practicable diameter forthe current equipment, but much larger reels are feasible. . .
The reel method has proved itself economIcally and techmcally attractive in the diameter range up to 16in, and has been used to install pipelines in a wide range of1oca~io~s, among ~hem the North Se.a, western Canada, Brazil andAustraha[, ]. The maximum water depth m which ithas been used is more than 700m. The reeled bundle concept extends the versatility of the reel method, and makes it possible to combine the speed and cost advantages of reeling with the flexibility and simplicity of bundles .
232
(harler~: Milld 111<·II.'/L' (.'>Il.'fnICfH>1l (>11.,;)( >n·
TOW METHODS AND BUNDLES
Another method of marine pipelineu >t1strllcti( )11 is t() l'( )flst rucl Ill!' line onshore, and to tow it into place.
The method has manyvariants. The pipeline can be towed at the surface, supported by buoyancy tanks or floats, or just below the surface. Itcanbe towedatmid-depth,slightlynegativelybuoyant soit does not float up, and supported by tension induced by tugsateither end. It can be towed just above the bottom. made slightly positively buoyant by buoyancy tanks but held down by chains partly dragging on the bottom. Finally, a pipeline can be towed on the bottom. All these methods have been extensively investigated, and many of them have been the subject of full-scale trials.
Surface tow laying
Surface and near-surface tows are frequently used for outfalls and short loading lines in sheltered water.Afloating pipeli ne is HI lnerabk to wave and current action, and care has to be taken to keep the tmY under control and to prevent damage. The line is lowered into place by flooding and removing buoyancy.
Surface and near-surface tow methods are genera II y thought to be unsuitable for the exposed offshore environment, particularly in deep water. The risk of wave damage during the tow is unacceptable, and it becomes difficult to lower the pipeline under control, though for short lengths this can be done by a 'pull-down' technique. The only tow methods that are Widely used offshore are mid-depth tow Ccontrolleddepth tow', 'dynamic tow') and bottom tow.
Mid-depth tow laying
Mid-depth tow has been used suecessfullyto install more than 20 pipeline bundles in the North Sea. The longest bundle is 6700m long, and the most complicated has 14 pipelines. The ideaofthe pipeline bundle is toconstructagroup of pipelines as one unit so that theyean be installed together as one operation. As well as pipelines, the bundle
233

Pipelines. ;/11.1 Uti wanted 10 kno'\l' ...
can incorporate power cables, communications' cables, fibre opt~cs, heat tracing. and small pipes transmitting hyd raulic power and carrymg injection chemicals such as methanol. Usually, but not always, the internal lines are enclosed within an outer carrier pipe.'I11e carrier gives the whole system mechanical protection, ma~esiteasi.ertocontrol the weight of the bundle (which has to beveryhghtduf1n~ the tow, but heavier in service for stability against currents), and provIdes a controlled and protected internal environment which facilitates thermal insu-lation and anti-coITosion protection. .
During a mid-depth tow, the bundle is just neg~tively buoyant, Its weight controlled by chains added to the bundle durmglaunch from the shore. The pipe is suspended in alongflat catenary between two tugs. The movement of the chains through the water generates a hydrodynamic lift which has a significant influence on a very light bundle, a~d is used to help control its configuration. Asu~e~vessel ~nda~oust1c transponders fitted to the pipeline help to momtorItsconflgurauon.0 ~ arrival at the final location of the pipeline, the tugs slowly release theIr tow cables, and the pipe is lowered to the bottom. It may then be moved laterally on the bottom for final alignment before tie-in.
Bottom tow laying
The other tow method is bottom tow. The pipeline is dragged along the seabed by a tug. The pipeline then has to have a tough external coating which will resist intense abrasion from the seabed. The tow route has to be carefully surveyed to make sure that it is free from obstructions such as rock outcrops, boulder fields, deep holes, and uncharted wrecks which could damage the pipeline. Particular care needs to be taken when the tow route crosses existing pipelines and cables, and special provisions usually have to be made to a:,uid dama~e.
Bottom tow is, similar to the pull methods, very WIdely used 111
shallow water to install river and estuary crossings, pipelines in shore approaches, and short loading lines. Itis less attractive indeepwat erand forlongtowroutes, and has notbeen much applied.inthe North Sea, b ut it has been applied in Australia and the GulfofMeXlco. Be.cause control of submerged weight is not quite as critical as it is for mId-depth tow, somewhat longer bundles can be installed by bottom tow.
234 \
(]wptcr -. Alinli tlw fisl1' ( " J1lsl /"lJ( '11< J/I ()IfS/H 11'<'
Tow methods have been the only methods used to install largediameter bundles. They allow the onshore con"truC'tinll and te"tingof complex bundles. which would be unecollomically slow t()construct un a laybarge and too large forexisting recIship equipment.
RISER INSTALLATION
Aseabed pipeline is connected to a platform by a 'riser', which is a verticalsectionofpipegoingupthesideoftheplatform,andheldtoit by clamps. Thec1amp spacing is dictated by the need to avoidoverstre ss in bending caused by wave loads, and the need to raise the lowest natural frequency of bending oscillations to a level at which vortex excited vibrations cannot be generated by water flowing past the riser.
At the foot ofthe riser it is joined to the seabed pipeline, either throughasimpleelbow,orbyamore-complexgeometricconfiguration which includes an dogleg ora loop to take up thermal expansion. In most pipelines, asimpleelbowcannotaccept the expansion movements, which often reach 1 m or more, without excessive bending at the lowest clamp, and an expansion dogleg is needed.
Shallow-water risers with a single elbow can be installed by a straightforward 'stalking-on' procedure. The clamps are pre-installed on the platform. Alaybarge lays a length of pipeline from a point near the foot of the riser. It moves parallel to the pipeline, and lifts the end of the line out of the water using side davits. The elbow and the riserare th en welded to the end of the pipeline. The barge davits then lowerthe ris er and the pipeline together, and the riser enters the clamps (if the lengths are correct). Divers then fix and tighten the bolted clamps.
Thismethodcannotbeappliedindeepwater,becausetheriseristoo long and too flexible, particularly if there is an expansion dogleg. The riser is then installed with the platform, and joined to the pipeline through a 'spoolpiece', a short section of pipe connected by flange
. connections or byhyperbaricwelding (described below).lbe spoolpiece maybe steel pipe, or for small diameters, it may be a flexible.
The bundle principle is applied to risers through the caisson riser, a large-diameter pipe held to the platform by clamps. The in tern all i n es are supported within the caisson by spacers, and leave the foot of the
235

r t
Pipeli1les: all yuu ,ramcc! to know ..
caisson through a welded end bulkhead. The internal lines then carry the internal pressurealld temperature loads,and the caisson carries the wave loads. The annular space is filled with water, treated to suppress corrosion and biological activity.
TheJ-tube alternative
An alternative is to connect pipelines through aJ-tube, which is aJshaped tube built as part of the platform. The vertical arm of thel goes up through the middle of the platform, and ends above the water level on one of the lower decks of the platform. The curved section terminates at a bellmouth, on one face of the platform a metre or two above the mudline.Amessengerwire is pre-installed through theJ-tube, and is used to install a pull cable. Alaybarge or reelship lays a length of pipe in line with theJ-tube, and the end of the pipe is connected to the pull cable. Awinch sited above the top oftheJ-tube then pulls on the cable , and the pipeline is pulled into the bellmouth, round the bend in thel, and up the vertical arm oftheJ until it reaches the top. Itis then hung off to support its weight and connected through welded spool pieces to the platform pipework. Meanwhile, the barge orreelship picks up the other end of the pipe, and lays away.
The pipeline coating is designed to resists abrasion against the inside of theJ-tube, and to minimize friction, which is the primary factorthat determines the force needed to pull the pipeline into theJ-tube.After the pipeline is in place, the bellmouth is closed by a flexible seal, so that water cannot move freely in an out of the annular space.
The method has other variants, notably the reverseJ-tube technique in which the riser is constructed above the top oftheJ-tube and pulled downwards, but these are much less often applied.
TheJ-tube method is extremely rapid and economical, and can be made completelydiverless. Ithas generally been used for relativelysmall pi pelines, up to 12 in diameter, but can be extende~ to ~uchlarger lines. Though it is primarily applied to first end connectIOns, It can also be used for second end connections, provided that it is practicable to leave enough line on the seabed for it to be pulled up the second end J-tubewithoutkinking.
236
TIE-INS
Submarine pipelines have to be connectnl to each other. to p\;1t forms, and to subsea facilities such as wellheads and outfall diffusers, and there are several techniques foraccol11plishing this.
Underwater connections are made bywelding, by flanges, and by mechanical connectors of various kinds.
'Wet'weldinginwaterproducespoor-qllalityweldsbecallseofthe intense cooling produced by the water, and because ofhyd rogen in th e weld metal, and cannot be used to connect pipelines. Hyperbaric welding is byfarthel110stlywidely-applied underwaterwdding tech nique, and employs an air-filled underwater'habitat', an open-hottomed box placed around the ends to be connected after they have been brought into alignment byrel110tely-operated alignment frames. The habitat contains air atthe local hydrostatic pressure atthe bottom of the box. Thepipes areusuallywater filled, and are plugged with inflatable rubber plugs, which only have to withstand a small pressure differentia I. Diversenterthehabitatfromadivingbell,preparetheends,complete the weld, radiograph it, and apply anti-corrosion coating. The habitat can then be recovered, and the plugs are propelled to the end of the pipeline by pigging.
As far as the weld is concerned, the only difference from a weld prepared in free air is that the increased pressure of the air leads to some difference in weld metal composition. Hyperbaric welding has been extensively researched, and it has been shown that the welds have acceptable ductility and other mechanical properties. The system has been extensively developed, and the only operation that nowadays requires divers is the welding itself
Alternative one-atmosphere welding systems have been extensively developed, but interest in them has declined because of the success of hyperbaric welding, the slowing of the petroleum industry'S move towards deeper water, and the development of diverJess connection systems based on mechanical connections.
237

Pipelines: all you Wi1l11CLJ 10 know. ..
Undenvater mechanical connections
Manv underwater connections are made by flanges, particularly for small-diameter and flexible lines. Properly-completed flanged connections have proveel to be reliable. and some operators use nothing else.
There are manyelifferent kinels of mechanical connection, based on various clam ping and wedging systems which transmit mechanical loads and to provide the forces required to compress seals. Their major application is inverydeepwaterbeyond the maximum depths atwhich divers can work, of the order of 300m. The pipe ends have to be accurately aligned before the connectors can be brought into play. Preliminary alignment is by bending the pipelines, taking advantage of the flexibility of a pipe floating just above the bottom, in the so-called 'deflect-to-connect' scheme. Final alignment is by pulling the ends into an alignment frame.
A different scheme is to lift the ends to the surface, connect them by welding in the dry above the water leveL and then to lower the raised loop of pi pe back to the seabed: this is called 'surface tie-in '. If the loop is simply lowered vertically, it tends to go into compression and buckle. I t is much better to lower the raised loop sideways, so that the vertical bendis transformed into a gentle horizontal bend which takes up the extra length of pipe. Itturns outthatthis can be accomplishedwithou t twisting the pi pe significantly, so that the bending and torsional stresses left in the pipe are very low.
Surface tie-in is often used in shallow water, but can also be applied in deepwater. It was used in 1974 to connectthe two halves of the 32-in Forties 1 pipeline in 110m of water, and studies have shown that it can be used for large-diameter pipelines in very deep water, making it possible to gain the advantages of a welded connection in water too deep for divers. .
Connections to existing underwater pi pelines in operation can be made byhottapping, usingacombination ofhyperbaricweldingand the conventional hot-tapping techniques routinely applied onshore. Similar methods can be used to install pipelinewyes.
238
UlJptcr 7: Mind thc fish .. ' (', Ills/ruerio/1 ()tNI<)T'('
TRENCHING
Manypipelinesare trenched into the seahed. gcnerally s() that the tOI) of the pipeline is lowered between O.':;m anell.':;m below the natural seabed leveL Trenching has several objectives, but generally on Iy one ortwo of them are importantin a particular location [2,6].
In shallow water, in a river estuary or close to shore, an u ntrenchecl pipeline that simply rests on the natural bottom is exposed to high forces generated by the oscillatoryvelocities that occur under waves. The effect is accentuated if the waves break, because a breaking wave induces a plunging, high-velocity, jet which induces enormOllS forces if it impinges on a pipeline. Moreover, storms combined with high tidal currents often promote intense sedimenttransportwhich can alter the level of the seabed. Irregular sediment transport might leave long unsupported spans in the pipeline, with deep gaps from which the seabed material had been scoured away.
For these reasons, pipelines in shallow water are almost invariably trenched. If the surface strata of the sea bottom are unstable in storms, the trenching lowers the bottom of the pipe to a stable level below which movements do not occur.
Wave effects are much less important in deep water, because significantwave-inducedwatermovementselonotextenelmorethan halfawavelengthbelowthesurface.However,thebedoftheNorthSea isvery heavily fished by trawlers, which is why there are no longer many fish. A trawlis alarge net, whose mouth is held open either by kite-like
. trawlboards or bya beam supported by shoes. T rawlboarels can weigh severaltonnes, andmoveatupto 2.5m/s, andcanthereforeexertla rge impact forces if they strike a pipeline. TrawlingaJso occurs in some other shallow seas, such as the Irish Sea.
In the early years of North Sea development, all pipelines were trenched to protect them against trawls. An extensive research programme, led by Shell UK Exploration and Production and incorporating model and full-scale tests, later showed that large-diameter pi pelines were safe against existing trawling equipment, provided that the exter-
239

Pipeline,: all yuu w:llllcci to know ...
nal concrete weight coati ng was properly reinforced and properly applied. As a result, trenching orlarge-diameter pipelines for trawl protection was largely ahandoned in the late 1970s. Smaller-diameter pipelines are still trenched: forthis purpose, the boundary between small and large is generally taken as 16in. A further reason for trenching is to protect pipelines against anchors and dragging cables.
Trenching techniques
Trenching methods fall into four groups: jetting, mechanical excavation, ploughing and dredging.] etting excavates the seabed bywater jets from a jetting sled, which straddles the pi peline and carries nozzles directed forward from tubes that project below the pipeline. The jets cut into the bottom, and create a slurry of soil and water. An eductor system on the sled sucks in the slurry and ejects it to the side, so that it does not fall back into the excavated trench before the pipeline bends down to reach the trench bottom under its own weight. The jetting sled can be supplied with water by flexible hoses from large pumpsonajet barge, orit may be self-contained, carrying its own pumps and supplied with electric power through an umbilical cable.
Mechanical excavation is carried out by specialized trenching machines, which straddle the pipe and excavate the seabed by cutting chains, cutting discs or crown cutters. The machines run on seabed tracks or on the pipe itself.
Large ploughs are pulled along the pipeline by a laybarge, atug,or a diving-supportvessel at the surface. They generallyadoptthelong-be am principle, used on land in large forestry ploughs, which ensures that the plough cuts at a constant depth irrespective of the soil conditions, and neither rises out of the bottom to scrape along the surface nor cuts too deeply and becomes an anchor[ 7 ,8]. The largest plough built to date was constructed for the 40-inNorth Rankin pipeline on the North-West Shelf of Australia, and has a design maximum pull force of 550 tonnes, enough to cut a trench more than 2m deep in most materials. Still larger ploughs have been designed for Arctic pipelines, where very deep trenches are required to protect pipelines againstice gouging caused by ground ice masses pushed along by pack ice.
The above three methods all generally operate in a 'post-trenching' mode, so that the pipeline is laid first and the trenching operation
240
r follows, cutting a trench under the pipe. There is obviously a potential risk that the trenching operation will damage the pipdine. particularly if the trenching system inc\llde~ fast-modngcutting teeth (mechanical cutters) or large forces (ploughs). All t rene hing S\stCIllS incorporatc elaborate monitoring and control systems to makesu!T that the pipe is not damaged, and follow the trench profile in real time llsingacollstic profiling.
Inshallowwater, conventional dredging techniques usually replace thefirstthreetechniques mentioned above. Thetrench is then cut first and the pipeline is pulled or floated into the trench after excavation is complete. This makes it possible to inspect and, if necessa ry. correct the trench before the line is installed in place, and eliminates the risk of damage. These techniques include cutter-suction dredging, suction dredging, bucket-ladder dredging, and the use of clamshells, grabs, and draglines. Cutter-suction dredging is frequently applied to shore approaches. Grab dredging has been applied over surprisingly long distances: for instance, itwas used to excavate a 2-m pipeline trench in chalkacrosstheOresundbetween Denmark and Svveden.
Pipe burial
All these methods leave the pipe in an open trench, so that what is sometimes wrongly referred to as burial is in fact merely trenching. It would be much better to bury the pipeline properly: to do so wouldgive the line complete protection against hydrodynamic forces, against trawlboards, and against cables and most anchors. Burial also gives the pipeline added thermalinsulati on and resista nce to upheavaL a form 0 f buckling in which the pipe bows upward under the influenceofaxial compressive forces induced by internal pressure and temperature.
Onewayofachieving burial is to dump rock gravel orsand into the trench over the pipeline. In shallowwater, this can be accom plished by carefully-controlled side dum ping or split-hopper dum ping. In deep water, fall-pipe systems are more appropriate, because otherwise material is scattered over too wide an area. An alternative is to scrape back over the pipe the seabed material excavated during trenching. The plough techniqueleaves the excavated material heaped along the sides ofthetrench,andasecondbackfillerploughcanbepulleclalongtheline to backfill the trench with this material.
241

Pipelines::lII rou wanted to kn()w ...
LANDFALLS
Many marine pipelincs cross a body of water between two shorelines, or come to shore from an offshore production system. Acoastline is a particularly complicated system, formed over many thousands of years byasubtle interaction between the sea and theland.lts morphology and dynamics reflect complex interactions between geological, hydrodynamic, aerodynamic and biological processes, sometimes further complicated by human activity. Moreover, coastlines are biologically important, have important landscape values, and are widely used for recreation.
It follows that the construction of a pipeline landfall is peculiarly complex, and requires a sensitive understanding ofthe processes involved. A high proportion of the problems and contractual disasters encountered by marine pipeline constructors have occurred in landfalls.
Choice oflocation
The choice oflocation is very im portant. A shift of as little as 50m along the coast may profoundly alter the geological and hydraulic conditions, and move the landfall from a region of high waves and rocky seabed to a region oflowerwaves and much more easily excavated seabed, with a consequent enormous reduction in cost.
Manyconstruction techniques have been used. On sandy and gravel beaches, the most common technique is to excavate a trench, by a combination of dredging and land equipment working at low tide, and then to pull the pipeline into the trench. One alternative is to anchor a laybarge or a reelshi po ffshore, as close to the shore as the water depth allowsherto approach, and then to pull the pipeline from the barge until the end of the pipeline reaches the high-watermark. The barge then lays away to the other end of the line. An alternative isto make up a length of line onshore, to pull it seaward through the trench, and then for the barge to pickup the end and layaway.
Except in unusually-sheltered conditions, the trench usually has to be protected in shallowwater, because otherwise tidal currents and wave
242
Chapter 7: Mind the /i,,;h ' (:onstructlOl1 oJi.~//()n"
action would fill it in before the pipeline could bepullecl, particularly if a storm occurred. One way of doing this is to construct a trestle parallel to the pipeline route. to drive two parallel lines of sheet piles using equipment running on the trestle. and to excavate the sand hetween them. After the pipe is in place. the piles and then the trestle are removed, and wave action rapidly refills thcn trench.
Horizontal d,rilling
Another technique is horizontal drilling, originally developed for river crossings but now more and more frequently applied to pipeline landfalls. An inclined drilling rig onshore drills a pilot hole to the intended exit point, and the hole then is enlarged by reaming. A casing may be installed. The pipe is either made up onshore and pulled seawards through the hole, so that a barge orreelship can pick itupa nd layaway, or a length of pipe is laid on the seabed inlinewith the hole and pulledlandwards until it emerges on shore.
Horizontal drilling has now been applied to pi pelines up to 48in in diameter, and over horizontal distances of more than 1200m. It has many advantages, above all the elimination of environmental impact and
. disturbance on the beach itself. It is possible to site the drilling rig well back from the shore, and to drill under the shore atadepthof20 or30m . so that there is no surface disturbance at all. It was first applied to as hore crossing in the Amoco P-15line in Holland in 1985, on an environmeI1-tally and recreation ally-sensitive shore where it was im portant not to interferewithadunesystemthatprotectsthelow-lyinglandbeyondthe shore.
Different techniques are required on steep rocky coasts. Excavation is sometimes impracticable. It is possible to anchor an untrenched pipeline by rock anchors, but such a system has to be extremely rugged ifitis to resist breaking waves, and it still leaves the pipeline exposed to impact from debris and from boats. An alternative isto constructth e pipeline in a tunnel which exits at a depth of20 to 60m, and to Ii nk the pipeline in the tunnel to a seabed pipeline by a riser connected by hyperbaric welding or mechanical connectors. Tunnel systems for pipeline landfalls were first proposed for Arctic pi pelines [9], to avoid icegougingwhichinsomepartsofArcticCanadaextends50mbelow the water surface. They have been used in Norway, and are proposed for
243

Pipelines: all rou \rallted to kllow ...
the Europipe landfall in an environmentally-sensitive area of the W'addensee in northern bermany. where the present intention is to excavatea2500m tunnel from shore toa hllried connection chamber.
OUTFALLS
The methods for constructing of outfalls are described under the following headings:
bottom pull float and lower laybarge or reel barge immersed tube pipe-by-pipe directional drilling
The choice of method will depend on the materials selected for the pipe, the location of the outfall (discharge position and landfall) and the general specification (length, diameter, stability requirements, protection requirements and the discharge arrangements). Methods should be considered during the feasibility and design stages so that an economic deSign approach is adopted. The final choice will depend on the experience and equipment of the contractors chosen to tender for the work
BottOlllpull
The bottom-pull method has been used for the majority oflong sea outfalls around the UK coast, and was developed to enable welded steel pipe to be constructed without the need for mechanical joints. The method requires a construction area at the landfall that is sufficiently long to allow sections of the outfall to be fabricated into lengths generally known as 'strings'. These would usually be in line with the route, and up to 300m in length. Shorter lengths are feasible, and the physical restraints of the site usually dictate what length is possible. In cases where asite area on land is not available, a temporary area on the
244
1
foreshore, made by reclamation orasasteelstructure, can becotlsiderecl
%en the strings have heen fabricated and tested. the first string i" pulled along roller conveyors by "inches mounted on a barge. The second string is then moved sideways onto the com-eyors, welded t () the inshore end of the first string and the pulling operation is recommenced. This sequence is repeated until all the strings are welded together and pulled into their final position.with the offshore enda tthe required discharge point.
The outfall would be pulled into a pre-dredged trench or, if seabed conditions permit, onto the seabed for trenching to the reqUired cover with post-lay trenching equipment. Itwould be fabricated using contmuously-weldedcarbon-steel pipe, coated and lined with a corrosionprotection system, and provided with a reinforced-concrete weigh t coating. The weight coating would be designed to suit long-term stability requirements when the outfall is in service either full of effluent orseawater,andtheshort-termrequirementswhenemptyduringthe pull.
Float and lower
The float-and-Iower method is generally more suitable for lessexposed coastal areas or estuaries and rivers. Pipe strings are fabricated on land at a site that, unlike the bottom-pull methocl, can be remote fro m the outfall route. The first string is launched into the sea and towed to the outfall position, where it is lowered in a controlled way to the seabed. The second string is then towed out, and lowered into position and jointed underwater to the first. This operation is repeated until all the strings are in position. The length of string depen ds on a number of factors; for a typical 36-40in diameter outfall, it could be up to 200m. Lengths up to 900mhave been successfully installed in one piece with the advantage that the number of underwater joints is reduced. However, longer lengths present greater risks during the towing operation anditis usual to strike acompromise that depends on the capabilityof the towing equipment and the type of underwater joint. Flanged joints or spigot-and-socket '0' -ring joints can be used, depen ding on the pi pe material, along with proprietary jointing systems.
245

Pipelilles: alJ HJU wantcd to know ...
The method is suitable for most pipe materials including steel, either high or medium-density polyethylene, and reinforced concrete. Concrete uSllallyproyes to be most economical for large diameters (above 60in) and can be constmcted using post-tensioning techniques. It is also possible to combine steel and concrete as a composite construction.
Laybarge or reel barge
Laybarges and reel barges are used mainly for the offshore industry and have been developed to cope with pipeline lengths and water depths associated with oil and gas developments. They are large, oceangoing vessels that would not be economical for the relatively-short lengths of outfalls. However, less sophisticated barges could operate in coastal areas where outfalls are required. These would consist of shallow-draft barges converted with end tensioners, stinger, and anchor winches to allow them to maintain the geometry of the pipe beiween the barge and the seabed. Reel barges are usually considered for smalldiameter outfalls (less than lOin), and have the advantage that the pipe is spooled onto the reel on land, com pared to the laybargewhere pipes are transported to the barge for welding and laying simultaneously. In both cases, a winch site is required at the outfall landfall so that the pipe can be pulled ashore at the start of the laying operation.
The outfall would be laid into a pre-dredged trench or, if seabed condi tions permit, onto the seabed for trenching to the required cover with post-lay trenching equipment.
Laybarges are usually associated wi th steel pipe with welded joints. The residual strength and flexibility of steel make it suitable for the construction loads that will be imposed. The pipe is su pplied to the barge complete with a corrosion-protection coating and lining, an da reinforced-concrete coating for stability. Reel barges can be used to lay welded steel, although the spooling process and the size of reel make it impossible to handle concrete weight-coated pipe. Flexible pipe, man ufactured in the same way as armoured power cables, is suitable, butis restricted to diameters up to 9 or lOin. High and medium density polyethylene pipe can be used withlaybarges and reel barges, providing littleornoendtensionisapplied,andthepipeisadequatelysupported between the barge and the seabed to prevent over-stressing.
246~,
Immersed tube
The immersed-tube method has heendeveloped for construction of thelargerectangularorcircularculvertswhicharelHlrmallyassociatcd with road tunnels, and cooling-water intakes or outlets for power stations. The method has been successfully adapted for outfalls, and is particularlyusefulfor large diameters above 80in.
Reinforced-concrete pipe lengths are assembled and post-tensioned into strings ofup to 100m. The ends of the strings incorporate a sealing joint and a bulkhead. The completed strings are launched into the sea and floated to the outfall location. Tanks in the stri ngs are flooded to achieve negative buoyancy, whereupon therare lowered into position ina pre-dredged trench. The strings are butted together underwater to achieve a primary seal, and the water between the bulkheads is pumped out to generate hydrostatic head to increase the sealing pressure. When all the strings have been installed and sealed together, and the trench carefully backfilled to prevent flotation, the outfall is pum ped free of water, to allow access from the land for the bulkheads to be removed. A secondary seal is then made around each joint to make the pipes completelywatertight.
The size and buoyancy requirements of outfalls constructed by the immersed-tube method make it necessary to use pre-dredged trenches. The speed of construction will allow dredging to be programmed into the string-lowering operation so that dredged material can be used as backfill as the strings are installed. The backfill will be an integral part of the design, preventing flotation when the pipes are empty and the bulkheads are being removed, and ensuring long-term stability.
Pipe-by-pipe
Thepipe-by-pipe method, like the immersed-tube method, is generally associated with large-diameter outfalls. Pipe manufactured from reinforced concrete is usually factory made, although site-based construction will reduce shipping costs and may be expedient in countries that do not have factoryfacilities.
Pipes are lowered onto the seabed, or into a pre-dredged trench, from acrane or gantry mounted on a barge.] oints usually consist of spigots and sockets with 'O'-rings, or, if steel pipe is used, flanged joints. The
247

Pipelines:;l1I pJlI waJJlcd to kllow ...
sensitive nature of the jointing operation requires a steady platform, and sea conditions mavdictate that it is necessary to lise a jack-up barge. It isalsocommonpr~~cticet()useanalignmentframewithhydraulicrams to enable the joints to be pulled together and to provide support while backfill is placed under the pipes as a foundation.
The pipe-by-pipe method is generally considered suitable for short lengths of outfall in shallow, sheltered waters such as estuaries, rivers and lakes. The rate of progress is limited by the nature of the operation and can often be delayed by unsuitable sea conditions. Trench excavation can be programmed to suit the laying operation, with the trench being excavated and backfilled as pipes are laid.
Directional drilling
Directional drilling is a pipelaying technique that is usually associated with crossing obstructions such as rivers and areas of environmental significance, where normal open-cut methods are not possible. The technique has been adapted for outfalls, and is particularly useful where access to the foreshore area is limited.
The technique involves drilling a pilot string (drill pipe and 'washover' pipe) from land or, if the location is particularly sheltered, from the sea. The pilot string is steered by a guidance system and may require drilling fluids to remove cuttings and to maintain the drilled hole. The outfall pipe is fabricated and positioned in line with the pilot string exit point. Because the pipe will usually belargerin diameter than the pilot hole, a reamer is used to enlarge the hole. The wash-over pipe has the reamer attached to it. This, in turn, is connected to the pipe through a swivel which is used to prevent it rotating with the reamer when itis driven by the wash-over pipe. The wash-over pipe is pulled backwith the reamer, swivel and outfall pipe to complete the operation.
The main advantage of this method is that there is very little disturbanceto the outfall route and landfall. The method is highly sensiti veto soil conditions and itis essential to ensure that adequate site investigations are undertaken during the feasibility stage. Steel pipe is normally used, although polyethylene can be considered for short lengths. The maximum length and diameter are related, and are also dependent on soil conditions: in general, longer lengths can be achieved with smaller
248
Chaprer -. Jll1lu rht: fish. .. ' C01Jsfnlcci()n Oil.'jIOFC
diameters and the maximum length for 12-in pipe is around 1500m Cohesive soils are preferred and the presence of ~rave1 and loose. cohesionless cunditions can cause eli mcnl ties.
Hydrotesting and commissioning
Whilst the method of testing on-and offshore pipelines is similar. there are certain differences to be observed.
Duringthefillingoftheoffshorepipeline,thepigsusedaregenerally ofbi-directional, and are fitted with battery-uperated transmitters for location should they become stuck in the pipeline. Also, filtered seawaterisnormallyused,whichhasto be inhibited to prevent int ernal corrosion of the pipeline.
QUALITY ASSURANCE AND QUALI1Y CONTROL
. Offshore pipelines
The quality of an offshore pipeline depends to alarge extent on the quality of the pipeline design and the manufactured pipe materials. However, it is also essential that quality is controlled du ring construction. Formal application of quality-system principles, as defined in BS 5750,is1esswelldevelopedforconstructionthanitisformamlfacturing or design. However, manyoftheprincip1escanbe applied in practi ceo For example, one view of a laybarge used for offshore construction is that it is similar to a production line in a factory. The terms quality assurance and quality control can be given specific meaning when applied to offshore construction:
Qualityassurance: the installation contractor will have a system which ensures that construction is carried out ina methodica I way to give consistent quality.
249

Pipelines';lII rOll walJ1ed to kIlOlL.
Qualitycontrol: specific checks are carried outta ensure thatthe quality of the pipeline is maintained
Thecontractar mayoperate a quality system basedonBS 5750 Parr 2( equivalentto IS090(2). However, it is not sufIicient to have a system. There must also be checks that the system is being used in practice. 'This may bedone bymeansofinternal quality audits, which are essentially spot checks on whether the system is working. The audits identify weaknesses in the system or its use, and define the actions needed to put them right.
The key features of offshore construction which affect the quality system are high mobilization and operation costs of offshore activities and the high retrieval or repair costs of a subsea pipeline. Hence there is astrongemphasison 'getting it right first time'. Amajoreffortis p laced on proving procedures before mobilization to ensure that there are minimum disruptions to the offshore 'production line'. Procedures for welding, nondestructive testing, coating, etc., are tried and tested before mobilization. Then, during construction, quality-control measures are mostly restricted to 'quick' checks such as nondestructive testing to ensure that quality has been maintained. Alternatively, methods such as reeling and bundling ensure that most critical construction operations are carried out onshore.
Inspectors have a key role in the enforcement of quality-control measures. The installation contractor will have in-house inspectors who are part of the construction team. The pipeline operator may appoint inspectorstocheckthattheconstructor'squality-controlmeasuresare effective, or third-party inspectors from certification bodies may be involved to give independent verification ofinspection.
The level and extent of inspection required maybe influenced by the confidence the operatorhas in thecontractor'squalitysystem. This can beinfluenced byevidence that the qualitysystemhas been assessed an d approved bya certifying body. Qualitysystems maybe assessed bysuch organiz~tionsand certiflcates awarded to showthattheymeetBS 5750. A1ternatlv~ly,operatorsmaycarryouttheirownassessmentsoraudits ofthequalttysystem.
~ina~ly, it shou~d be noted that quality systems are notonlyused to mamtam the qualIty of the construction. Theyalso help to ensure that
250
I ?
I constructionoperationsarecosteffectiveandthatthecontractor meets its contractual obligations.
References
I. A.C.Palmer, 1979. Application of offshore site inyestigation data to the design and construction of submarine pipelines. Proc Socl J nderwater Technology Conference on Offshore Site Inyestigation. London. 2'57. 265.
2. A.C.Palmer, 1985. Trenching and burial of submarine pipelines. Pmc. Subtech 85 (Society for U nderwater'l·echnology),Aberdeen.
3. CJ.London, 1991. Forties export pipeline project. Pmc. Offshore Pipeline Technology Seminar, Copenhagen.
4.D.McKeehan, 1991.]-curve pipeline installation practical issll(::s. Pmc. 2~rd AnnuaIOffshoreTechnologyConference,OTC6730,4,303-310.
5. C.H.McQuagge and S.Davey, 1991. Bass Straits- an Australian Experience. Proc. Offshore Pipeline Technology Seminar, Copenhagen.
6. F.A.VanDongen, 1983. Hetingraven vanonderzeese leidingell. Cil'icJccn bouwkundige techniek. 7, 22-26.
7. A.C.Palmer, ].P.Kenny, M.R.Perera and A.R.Reece. 1979. Design and operation of an underwater pipeline trenching plough. Gcotccl111iquc, 29. 305-322.
8. RJ.BrownandA.C.Palmer, 1985. Submarine pipeline trenching by mUltipass ploughs. Proc. 17thAnnual Offshore Technology Conference. Houston, 2. 283-291.
9. R.W.Marcellus andA.C.Palmer, 1979. Shore crossing techniques for Arctic submarine pipelines. Proc. 5th International Conference on Port and Ocean Engineering under Arctic Conditions, Trondheim. 3, 201-2 15.
10. BS 5750: Qualitysystems: Part 1: Specification fordesign/development. production, installation and servicing.
11. BS 5750: Quality systems: Part 2: Specification for production and installation.
12. ISO 900 1 : QualitySystems: ModeJ forqualiQrassurance in design/ development, production, installation and servicing.
13. ISO 9002: QualitySystems:Mode1forqualityassurance in production and installation.
14. M.W.~o?p~r, 1987. InstalIat!o~ and commissioning of spur pipelines. Co~ssl0n.mg~ndDeco~ss10ningofPipelinesconference,organized by PJpes&PJpeJ111eslnternatlO11al, UK I 5. M.W.Cooper, I 990. Abandonmentofsubsea pipelines. Offshore Pipeline Technology conference.

Pipeline;;: :Ill you wanted to Jwmr ...
16. C.Macpherson. 1993. Submarine pipelines remo:a1 or not? Dt::commissioningand Remoya1 of Of Ish ore Structures contert'ncf'
252
CHAPTER 8
HOW DO THEY WORK?
PIPELINE CONTROL
The operation ofapipeline network consists of transmitting a fluid or gas through a range of decreasing pressure regimes. The controls applied to the network are built into the offtake and pressure-reduction stations separating the various parts of the network. Additional contro Is arise where compressor or pump stations are used to increase the operating pressure of the pipeline.
In order to achieve a consistent demand over a given time scale. a nominated rate offlowis taken from the suppliers. This flow is meter ed and is used for billing purposes. Where the pipeline operator is respon-
. sib1eforsupplyinganumberofsubsidiaryoperators, the control applied can again be by means of volumetric regulators. This is particularIythe case, in the gas industry, where the downstream system is used for linepackstorage. In this case, a consistent volumetric flow is taken into the system but, as in the UK, demand usually peaks between 06.00am and09.00amandbetween 16.00pmand 22.00pm.Therefore, ifmaximum pipeline pressure is reached in the network before 06.00am, the pressure will decay during the day and evening before recovering during the night ready for the next day's load.
The rate offlowin apipeline is controlled remotely by telemetry from acentralcontrolroom.Asanalternativetovolumetriccontrol,itmaybe decided to operate the regulator at a fixed percentage of its range. The facility to change from one mode of operation to the other, and vice versa, is built into the control system and can be activated either remotely or manually on the site of the offtake station.
The control mode fortransfer to intermediate, medium, and lowpressure networks is generally pressure control. For strategic sites,
253

! I
:;. I' !I I' \i
I'
l'ipdillcs: all H)[J walltcd tu kllow ...
telemetry may be installed to measure and record parameters such as inlet pressure. outlet pressure and flow.
Similarly, fault states such as high outlet pressure, low temperature. stand-by stream operating, and slam-shut closed alarms, can also be built into the telemetry system.
Where it is not thought prudent to transmit gas or fluid at high pressures through a suburban area, an operating mode known as a boundary control system can be installed, whereby remote pressure sensing is used to control the pressure-reduction system feeding the supply. The same philosophy maybe usedfor controlling the outlet pressure of a compressor or pump installation where there may be a constraint on the maximum pressure allowable at the extremity of the downstream network.
Similarly, control may be applied by computing the flow through the installation and, knowing the predetermined characteristics of the downstream network, the regulators may be automatically adjusted to give the pressure required at the chosen bench point. Many of the same control principles apply to low-pressure systems and storage as ap ply to high-pressure systems.
Low-press uregas systems
Low-pressure gasholders are filled underremote-controlledconditions at times o flow demand. Numerous safety cutoffs are installed to prevent overfilling or other unwanted conditions.
In order to reduce any gas leakage from low-pressure systems to the minimum level attainable, it is possible to take a range of actions to reduce operating pressures at times oflow demand. These actions vary from mechanical clocks switching pilot settings on governor control systems via electronic clocks to closed-circuit control systems.
In these latter methods, pressures measured at low points on multifeed networks are relayed back to a central computer which selects which governors to operate to ensure safe supply conditions are maintained but atthe minimum pressure necessary.
254
r Chapter H.· 11m\' (/0 (/WI ,,"{)rj,;1
Routine control
Controlsystemsvaryfromtheverysimpleto'state-ofthe-art'compu terized versions. The degree to which a control system needs to be complex depends on the complexityofthe pipeiine system and its delivery requirements. .
The common denominator is the need for adequate procedures and adesignatedcontrolcentre.Inthecaseofasimplesystem,thecontrol centre may be a local manned telephone working through public te1ecommunicationlinks. Conversely, the most complex system will require a 24-hr manned, specially-constmcted control centre. This latter will have a dedicated computer and be linked to key points on the system byte1emetry, transmitted through private wires or via satellite links.
Training
All operational staff need to be properly trained and instructed to ensure that they fully understand their individual responsibilities. Such training includes an introduction to the responsibilities of others whose work impinges upon the safe and efficient operation of the pipeline. All staffmust be conversantwith the relevant current operational manuals.
In the case of more -complex pipeline systems, it is usual for controllers to be given basic training in the fluid mechanics of the system which they.operate: It is preferable for.t~aining of this nature to be given by qualifted engtneerswho are famtltarwith the operating parameters of the system.
Fluid-condition monitoring
With all pipeline systems, there is aneed to know what is happening inside the pipeline. This is necessary so that any significant divergence
255

I' i
PipcJines: all ),Oll wall ted to k11olV ...
from normal operating conditions can be observed and acted upon. To meet this requirement, operating com panies provide for the regular monitoring of critical data such as fluid temperature, pressures and flowrates. In addition, a regular flow balance record is usually maintained. For gases and highly-volatile liquids, automatic leak-detection monitoring is often provided. Forcomplex systems, frequent scans for divergence from set parameters, together with hourlyread-outs of all relevant data, is normal.
Communications
Reliable communications between the control centre and the key operating points on the pipeline system are essential. In the event of an emergency, effective communications between the control centre and emergency services assume a paramount importance. Where use is made of the public telephone system, itisusualforcertainlinestot he control centre to be reserved solely for emergency use. Emergency lines, wherever possible, have ex-directory numbers to prevent blockage of communications by enquiries from the public.
Manuals
All information necessary to operate a complete pipeline system is usually collected into manuals in such a form that the manuals can be used for reference and for training purposes. The manuals have sections covering the description of the system, the operation of the system, and ancillary functions. Where necessary, they refer to the relevant drawings and manufacturers' literanlre, and cross reference the files containing such data.
Pump stations
Although usually situated within security fencing, pump stations are integral to the pi peline system operation. Mal-operation can, and in many cases will, affectthe safety of the pipeline. Itisessential that any procedures forthe safe operation of pipelines encompass such facilities.
256
UJapter 8: How do they work?
Starting, operating and shu t-d own procedures for all equipmentwiIl be established and the pi peline operatorwill take appropriate steps to see that they are followed. The procedures detail the preventive measures and systems checks required to ensure the proper functioning of aIls hut -down, control and alarm equipment.
Security
Pump stations will nonnally be fenced in order to deter unauthorized access by the public. Also, unmanned stations will nonnally be provided with security devices to indicate the presence of intruders. Regular inspections will be undertaken to check the security of the fencing, the operation ofintruder alarms, and periodic changes made to the access codes used by authorized personnel.
Atallsites,especiallythosenotmannedovera24-hrperiod,signsare 'nonnallydisplayed indicating at least the name of the pipeline operator, the site name and, where possible, an emergency telephone contact.
. Such signs will be amended or replaced when the information stated is changed. In addition, wamingsigns indicating hazardous and dangerous areas will be well maintained, clearly visible, and replaced when circumstances so require.
EmergenCies
General
For all pipelines it is essential for emergency procedures to be prepared by the pipeline operator. The purpose is to ensure that all operations' staff and other parties involved are adequately informed of
, the action to be taken in the event of an emergency. Other parties involved will include operations and maintenance personnel not direcd/involved with t~e.routine operations, and the public emergency servtces; local authonttes and public service authorities may also be involved. Procedures are tailored to meet the needs of each individual pipeline.
257

Pipelines: ;ill you walllcd 10 know ...
Publicemergencyservices
The effective handling of a pi peline incident may require the cooperation of public emergency services. When developing emergency procedures, the views of the local police and fire services are sought and, where possible, incorporated. Copies of the agreed emergency procedures are given. to the authorities concerned, togetherwith maps showing the route of the pipeline, the location of isolating valve s,and any other necessary details.
Pipeline companies ensure that a clear understanding exists with the public services regarding the shutting-down of pipelines in an emer- . gency, and attention is drawn to this in the emergencyprocedures.
For oil arid gas pipelines, and others transporting hazardous materials, the fire and police authorities maywish to close isolating valves in an emergency. However,itisimportantthatnovalvebeclosed,except by agreement with the pipeline control centre.
Local and service au thorities
In addition to the public emergency services, various other service authorities and public utilities may be involved. Water, river and drainage authorities, in particular, may be affected in the case ofliquids' pipelines. Consultation with these bodies will take place during the planning and design stages of the pipeline. It is importantthatthese contacts are maintained when the pipeline is commissioned. Where appropriate, their views are sought and taken into account when drawing-up emergency procedures. Consideration is given to including these authorities in the distribution lists for emergency procedures.
System characteristics
Emergency procedures usually include a description of the pipeline or pipelines, including any pump stations and terminals to which the procedures apply. The geographical area covered is defined together with the number and sizes of the pipeline systems involved and the types of fluid handled. The normal operating conditions, including pressure and rate of flow, are included.
258
C11aptcr8: lIowdo tlll:v work?
Emergency procedures list the significant characteristics of the products carried by the pipeline or pipelines to which they apply.
Some crude oils, unrefined petroleum products. and gases. contain highly-toxic gases. A small quantity of hydrogen sulphide. for instance. can be recognized by its characteristic odour of rotten eggs; however, as the concentration of the gas increases, it destroys the sense of smell and thus gives a false feeling of security. The presence of unodorized methane cannot be detected by smell. Emergency procedures for pipelines likely to contain toxic gases will draw attention to their characteristics and toxiCity.
Control responsibilities
The emergencyprocedures designate the department of the pipeline operating 0 lmpany responsible for dealing with an emergency, and the organization of the department for this purpose will be outlined. A simple organization chart showing key personnel and their responsibilities is usually included and kept up-to-date. Where the territory crossed bythepipelineisdividedforoperationalreasons,theareaorganization may be described.
Emergencyprocedures give the location and telephone number of the centre controlling emergencies in each area. Itis important that all information and instructions regarding an emergency be passed through this centre, and often a special telephone which can only be used by essential services during the emergency is provid~d. The communication media available at each control centre, such as telephone, fax, radio and teleprinter, are also listed.
Knowledge of an incident affecting the pipeline may arise either through the observation at a control centre of abnormal operating conditions, or through information received from an outside source. In the former event, the control centre will determine whether the abnormal conditions arise from an emergency and, if so, take steps to locate it. In the latter event, the pipeline controller or other person receiving the message will establish as much relevant information as possible. . The emergency procedures will include an up-to-date list of tel
ephone numbers of authorities and company personnel in the order in
259

Pipelines: all YUll wanted to know ...
which, and at the stage at which, they are to be notified of an incident. Priority will be given to the fire service and police. In the case of pipelines carrying hazardous liquids, priority will also be given to authorities responsible for rivers and water su pplies in the area where the incident has occurred. Arrangements may exist between the fire service and the police for each to advise the other of an incident. Action will also be taken to notify the owners of any neighbouring pipelines which may be affected.
The emergency procedures clearly set out the initial action to be taken by all personnel on receiving an emergency call.
Operating companies incorporate in their emergency procedures a leakage-report form to provide adequate and uniform records of incidents involving leaks.
Stand-byarrangements
The scale and type of equipment provided for use in a pipeline emergencywillvary according to the location of the pipeline, the nature of its contents, and the availability oflocal resources. Each pipeline companywill assess its own requirements in this respect, and will list in its emergency procedures the equipmentithas available and source s of additional equipment. Consideration may be given to pooling resources where there are neighbouring pipeline companies.
Procedures will be established for ensuring that emergency equipment, particularly gas detectors and breathing equipment, is maintained in good working order.
Remedial action
The emergency procedures fora pipeline cannotsetoutin detail the action to be taken in dealing with all the various types of emergency whichmayarise. General lines of approach may, however, be as follows:
1. If there is no fire and volatile products are involved, the area should be cordoned off to reduce the risk ofignition. Vehicles should notbe allowed to approach any dangerous area and 'No Smoking' notices should be displayed.
260
1 Owptcr 8: How do ther work?
2. Where appropriate, a section of the emergency team should search the surrounding area and install haffles in any ditches and streams immediate lythreatened with contamination hy escaping fluid.' .
3.Action should be taken to stop the flow in the leaking pipeline andin other pipelines adjacent to it, ifsuchaction is considered appropriate.
4. Where amajorleakoccurson a liquid pipeline, it will often be necessary to form a pit or bunded area to collect escaping liquid.
5. Prior to excavation to expose the section of the pipeline requiring repair, the pipeline should, where possible, be made inert (in the case of oil, gas, and other hazardous materials) to ensure that personnel are not unnecessarily exposed to dangerous gas orvapours and combustible mixtures.
6. Land drains should be plugged where they are exposed by the excavation to the flow of escaping pollutants or hazardous products.
7. In the event ofa leak from agasorgas-liquids' pipeline, itmay be desirable to accelerate the depressurizing of the isolated section of the pipeline by connecting it to a portable flare stack through which the gas may be burned-off under controlled conditions.
8. A minor leak, whether on a liquid or gas pipeline, may be repaired byfittinga clamp or bolted split sleeve around the pipe pending fmal repairs. Amajor leakmayrequirethe replacement of the damaged section.
9. Where a cathodically-protected pipeline has been accidentally severed, the cathodic-protection system should be switched off and a temporary bonding cable of adequate cross-section should be connected across the gap and earthed before any
261

Pipelines: .1/1 YOll wanted to know ...
work is carried out. In making the temporary bond, the closing of the bond circuit should be done in a gas-free safe area.
Land-entryrestrictions
When preparing emergency procedures, consideration will be given ~o factors beyond the control of the pipeline operator which may mfluence the manner with which an emergency would be dealt. For example, if a pipeline emergency arose in an area which had been declared a prohibited or controlled area because of an outbreak ofa notifiable plant or animal disease, the procedures adopted might differ greatly from those that would otherwise apply.
Where such restrictions apply, it may be necessary, even in an emergency, to obtain prior authority to enter land (forexample,from the Di,:"isional ~ ~terin~ryOfficer), and special regulations may apply regardmg the dlsmfectmg of personnel, vehicles and equipment.
Emergencydrill
To ensure that emergency procedures adequately cover the requiremen~ofth~pipeline.systemforwhich they were drawn up, emergency exerclsesw~ be carned outat regular intervals for hazardous pipelines, and the pubhc services may be invited to participate. Such exercises serve. to familiarize ~ll concerned with the equipment and techniques reqUlred to deal With emergency conditions. They also provide an opportunity for checking that lists of personnel, statutory authorities, and equipment are kept up-to-date and that equipment is in working order.
pebr~efmg sessions will be included in emergency-drill procedures to Identify weaknesses and recommend improvements which will be incorporated into control or emergency procedures as soon as possible.
262
j ;
j )
. J 1
ChapterS: How do tl1eywork?
OTHER PIPELINES
Multi-product pipelines
When a number of miscible but dissimilar liquids are pumped sequentially through a pipeline, a mixing zone (or interface) forms between them. The operation of the pipeline will need to ensure that thevolumeof'contaminated'interfaceiskepttoaminimumandthatthe interface can be detected and disposed of into either one or both of the adjacent products, or into another product with less stringent contamination limits, at the receiving end of the pipeline. The procedures and practices adopted must ensure that the specification of each individual product is preserved.
In order not to have excessive contamination between products, it is essential that the fluid flow is always turbulent, as under these conditions the interface between adjacent products is minimized as the product proceeds down the pipeline in a sort of'plug flow'. In laminar flow,theliquidnearestthepipewalltravelsslowerthanthatinthecore. Therefore, should the pipeline operate in a laminar-flow condition, the two sequential products will not only mix by shear, but also by the diffusion process.
Product contamination is not only generated by flow in the main pipeline, but also byslowvalveswitchingfrom one product to the other at the beginning of the pipeline or by 'dead legs' in the refinery-tank and pump-station piping. A prolonged shut -down of the pipeline system, when two or more products are in the pipeline, would also cause product mixing and should be avoided.
SCADAfor pipeJinecontro}
The pipeline operation, and the control of product batch transmission, is generally based on a supervisory control and data acquisition (SCADA) system, which provides integrated control, monitoring, and data acquisition from one operations' control centre.
A typical multi-products pipeline system configuration is shown in Fig.B.I. The inlet valves to the manifold are under the control of the
263

r---------~- ---, I I I ' I I I
j J lpdlllCS: ali you wi/nted 10 know ...
I I
ij : I I I I I I
:_! _______ J~
Fig.8.l. Typical multi-products' pipeline system configuration (courtesy jo1w Brown Engineers & Constructors Ltd).
264
Cluptcr H: Hmr do r h('l n orF
pipeline SCADA system, which will open and do~elhern in accordance with a pre-set product-scheduling timetable. Before the SCADAcan open any valve automatically, however. the specific "ahe will need to have been previously 'enabled' bydirect input from the control centre. This will only 'enable' each valve once checks haw' been made to ensure that the correct volumes of on-specification product are available, in the correct places, and that suitable storageyolumesare available at the product destination.
All of the manifold valves are interJocked,withintheS(:ADA I()gic, s 0
as to prevent more than one being open at the same time. Theswitchi ng valvesatthepipelineterminalwillalsobeundercontroloftheSCADA system, which will open and close them in accordance with a pre-set scheduling timetable, modified as necessary by signals from the interface-detection and batch-tracking com puter models.
Theterminalmanifoldvalvewillhavebeenpreviouslr'enabled'asa prerequisite to being opened bydirectinput from the control centre, oncecheckshavebeenmadethatsufficienttankcapacityisavailablefor the incoming product. These valves will also be interlocked within the SCADAlogic.
Generally, a multi-products pipeline operates on aseven-orten-da y product cycle. In advance of each cycle, the volumes to be sh i pped during the cycle need to be established. Thesevolumes, together with current physical property data for each product and any scheduling restrictions (such as the unavailability of certain tankages before certain dates), are fed into the system 'product-scheduling' com puter program. This program will then devise one ormore feasible product schedules , based on the need to minimize the 'critical-interface'volumes.
Productflowrates can be controlled byvariations in pump speed or by a flow-control valve to choke back theflowrate in periods ofredu ced demand. The seven- or ten-day product schedule will define the required average flowrates for the week. If the main pumps are not automaticallysettomaintain this average flowrate, thepipeIine SC ADA system should be setto vary the flowrate, depending on the products being pumped, so as to maximize pump efficiency. In practice this will resultinaflowrateslightlyabovetheweeklyaveragewhentheproduct in line is lighter than average, and rice ret"sa.
Volumes of each product entering the pipeIille, as measured by the metering system, are used in th e SCAD A softwa re to t 1 pel a te a ba tch-
265

Pipdincs: all you waIl ted to know ...
tracking database. This database will monitor the sequence ofbatches as they travel the line, predicting interface arrival times at the various now-monitoring and switching point'i.
'The pi peline inventory will be continually calculated by the integritymonitoring module, and thus the 'end-of-pipeline' point on the batchtracking 'picture' will be continually updated. When this 'end-of-pipeline'pointapproachesaninterfaceonthebatch-tracking'picture',the system will alert the operators that an interface arrival is !mminent.
The arrival of the interface will normally be confIrmed by the interface detectors on the pipeline, located approximately l.5km upstream of the receiving terminal, and also within the terminal facilities. If such confirmation is not forthcoming, the interface will have to be 'cut' purely on the basis of the tracking information. In this case, an increased margin of safety may prove to be required, resulting in larger interface volumes.
Ethylene pipelines
The characteristics of ethylene
Ethylene is a valuable chemical used to produce plastics (polyethyleneand pvc), detergents, industrial solvents and antifreeze. 2.1 million tons were produced in the UK in 1988, of which 30% was used to produce polyethylene.
Itis non-toxic, non-corrosive, and is agas at room temperature and pressure (sligh tly ligh ter than air) with a sweetish smell. It can cause asphyxiation by excluding air from the lungs. .
Ethylene can ignite or explode. The extent of the fireorexplosio n depends on the amount of ethylene mixed with air. With less than 3% ethylene, the mixture is too 'lean' to burn; with more than 34 %, the mixture is too rich. In between these limits, the ethylene will always burn or explode. Ethylene-air mixtures can detonate with a force equal to that of TNT.
At pipeline conditions, methane is always agas and propane i~ always a liquid. At 50barand 10°C,ethyleneisontheboundarybetweengas and liquid. These are called 'critical' temperature and pressure regions. To avoid critical conditions, therefore, ethylene pipelines are always
266 \
C11apter8: How do rl1(Tw-ork?
designed to operate at either above 60bar or below 45 bar. For the pressurerangeofUKcross-countrypipelines(60bart095bar),ethylene is always in the 'supercritical' or 'dense-phase' state.Amap of the UK ethylene pipeline system (Fig.8.2) shows the interconnections hetween the four major petrochemical areas.
Supercritical fluids are neither true liquids nor gases; in a pipeline, ethylene can be considered to behave like a heavy gas. The ethylene density under pipeline conditions varies between 200 and 400kglm~ (water is 1 tonne/m5). If the pipeline pressure falls below 45 bar, the ethylene becomes alight gas, and expands to a density of about 100kgl m3.Iftheethyleneescapesfromthepipeline, the density falls to abo ut lkglm3 at ambient conditions (similar to that of air).
For ethylene, the variation of density with pressure is much greater than for gases such as nitrogen, and the variation is affected byamb ient temperature. At 3°C (the lowest winter temperature for a buried pipeline), Fig.8.3 shows that the ethylene density increases from 80kgl m3 to 330kglm3, withonlya 5barpressure rise. At 15°C(the highest summer temperature foraburied pipeline), Fig.8.4 shows thatthe pressure has to be increased by 2 5 bar to obtain a similar increase in density.
For!ll0st UK pipelines, big changes in elevation as the pipeline goes over hills cause pressure changes. These cause changes in the ethylene denSity, and therefore the inventory of ethylene in the pipeline. This factor has to be taken into account when commissioning ethylene pipelines.
The chilling that occurs when a gas is reduced in pressure is called the Joule-Thomson effect. For ethylene, the temperature fall is particularly steep. A temperature of -104°C can be attained by reducing pipeline pressure to atmospheric. An underground pipeline is only designed for temperatures of about -5 °e, because, there are normally no pressure reductions in a cross-country line. At terminals and valve stations all piping in which chilling can occur is designed in stainless steel. '
Thepotentialofethylenetoreactwithitselfifitisheatedinapipeline was ftrst noticed at Channel View in Texas in 1978. During maintenance operatio?-s, a ~inevalvewas opened allowing high-pressure ethylene to flow rapIdly mto a short dead-end pipe. This adiabatic compression caused the temperature of the ethylene to rise to at least 300°C, and started a reaction. The ethylene turned into methane, hydrogen and
267

-"' ... _0$' _0.-------
Pipdiw:s: all.1 tJ[! H .Ill1n! II! kill >1 ..
Fig.B.2. The UK ethylene-distribution system (courtesr Dr D K HolJidal)
268
I
\
--····1
I 'j"
I
...... L. . i i i
-- -. i
I ""'j .'
I ~
I ! t···· ,. J
\
\
l' .1
I I j __ ._.i
0 0 () 0 III 0 L() "'¢ -<t
I I
0 III 1'0
\
.i a i I I I . I .. J 1 1
to
0 0 0 0 0 0 0 0 L() 0 lD 0 lJ) t<) (>1 N
~~-=;:,::-"-.--=>""".o.:"'-"':'"''-_'". ___ ~::;'::'''
Fig.8.3. Densities of ethylene and nitrogen at 3cC (courtesr Dr D K HolJid.1.l).
269

-.J- -1
I I !
• _ •. I ...
, I
i ._._-_ .. j' -,- j
Pipelines: all you wanted to know ...
! - I I I
- i
I I I
. i j
_ i .._.+ I i
.i ...... L .. .
_.1 L ! i .. 1 I
I I f
o o I.{)
o 0 0 0 0 000 I.{) 0 I.{) 0 II) 0 II) ~ -.:t -.;t to I") ('..l ('..l
It z
t
Fig.S.4. Densities of ethylene and nitrogen at 15°C . (courtesy Dr D K Holliday).
270
ChlP1LT 8: How do iile.v H( nk'
carbon, and the temperature increased to about 1 ooonc. The reaction propagated down the pipeline for several hundred metres, and then the pipeline burst and there was a major fire.
There are two main ways to avoid this happening:
pressurize pipe sections slowly; and do not weld on ethylene lines, or heat them in an y way.
In ethylene pipelines, the molecules of ethylene can react to form solid polyethylene, which combines with any rust in the line. In some US pipelines the problem was very severe, and nearly caused a shu tdown of the system. It was suspected that improvements to the purity of the ethylene allowed the polymerization to happen, so 1 ppm ofC0
7 was added after the ethylene had been produced (any more would have affected the users of the ethylene). This seemed to reduce the problem, but further experience has shown that pre-treating a new ethylene pipeline with CO 2 effectively inhibits polymer formation in the line.
Design and construction
Ethylene pipelines have to be designed in accordance with BS 801 O:Part 2:Section 2.8: 1992. Ethylene is a 'Category D' substance, which has the highest hazard potential. This affects how closely the pipeline route is allowed to approach occupied buildings, and the designfactorwhich has to be used in calculating the pipe wall thickness required. For areas oflow population, the design factor can be about O. 7; for hazardous areas and road and river crossings it is now accepted that the pipe wall thickness should be increased so that the design factor is reduced to about 0.3.
Dtying
Ethylene, as made, contains only 1 ppm of water, equivalent to adew point of about-50°C. Several types of user plants, however, require the ethylene to be dry. Ifethylenewasallowed to contain water vapour, it is possible for an ethylene-water hydrate to be formed which, at pipeline pressure, can exist in the solid state attemperanlres up to 11°C. In order
271

PipelinEs: alln)[} w;lllCni tokllow ...
that the ethylene stays dry during transportation, all water must be removed from the pi peline before ethylene is introduced. This is best done by reducing the pressure in thcline to almost absolute vacuum, so thatthewater'boils'attempcraturesofonly':;°C.Thewatervapourcan then be purged from the line by passing dry nitrogen through atthelow pressure.
Commissioning
When the pipeline has been dried and nitrogen purged, ethylene has to displace the nitrogen. The ethylene is usually available at a pressure of about SObar, and if introduced directly into a pipeline containing nitrogen at 3 bar, would cause severe chilling. There are three main ways to overcome this problem.
(a) It would be possible to arrange a 'cascade' of ethylene pressures so that the pressure drop across anyvalve is limited to that which would not cause the line temperature to fall to below-5°C. This would be ave ry slow process, because of the poor rate of heat flow into the pipe from the ground.
(b) Itwould be possible to increase the nitrogen pressure in the line to just below the ethylene pressure, so that chilling was limited. In this case, atthe interface between the ethylene and nitrogen there would be mixing, because of the difference in the densities. The interface mixing would be made worse because of changes in elevation as the pipeline crosses hills. As the 'heavy' ethylene reached the top of a hill, itwould tend to fall into the next valley, mixing with the 'light' nitrogen. There would be significant pressure changes in the line as the interface moved.
(c) The preferred method for filling with ethylene is to use an ethylene heater which counteracts the chilling effect of the ethylene pressure reduction. Using this technique all the nitrogen can be displaced from the line using only a small inventory of ethylene.
The completion of the commissioning isto increase the pressure t 0
the normal operating level.
272
C'hapter8: How do thcywork?
Operaiion aJld lnaiJltcl1aJ1Ce
Pipeline pressures ancl flows are monitored and controlled from within the petrochemical sites at each end of the pipeline. The safety and integrity of the cross-country sections are monitored by pipeline superintendents, having responsibility for particular areas. Protection from corrosion byimpressed-current cathodic protection systems requires regular checking by specialist engineers. Thewhole pipeline route is overflown regularly by helicopter to check on third-party construction activity in the vicinity of the pipeline.
References
1. Materials' selection manual for sewers, pumping mains and manholes. WSNFWR,]anuary 1993.
2. Sewerage rehabilitation manual, 2nd Edn, WRcjW AA,J anuary, 1990. 3. AAdams, 1992. UK experience in offshore pipeline operations. Pipes and
PipeJines In tern a tional. 4.C.R.Howard, 1987. Instrumentation and control of across country pipeline.
Measurementand Control, vo120. 5. AWike, 1992. Operating companies looking at new SCADA application.
Pipe Line Industry. 6. R. Pirani, 1992. Design, operation, and control of multi-products pipelines.
Mediterranean Oil and Gas conference, Malta.
273

Pipelines: all you wanted to know ...
274
Chapter 9: How do tlJey keep them !<OIllW
CHAPTER 9
HOW DO THEY KEEP THEM GOING?
OIL AND GAS PIPELINES
Integrity monitoring
Pipelines, correctly designed and constructed, are inherently an extremely safe means of conveying the products for which they were planned.
This does not imply, however, that they can be ignored or left to deteriorate without regard to the consequences. What needs to bedone in the way of inspection or maintenance of the pipeline to ensure continued fitness for purpose is dependent on the material of construction ofthe pipe, and the use to which the pipe is put.
Itis the role of pipeline integrity monitoring to maintain the leak tightness of the pipeline throughout its life. Pipeline integrity problems are addressed in a cost-effective manner with the goal of ensuring public safety, environmental protection and operational viability of the pipeline system.
Pipeline integrity mOnitoring is achieved by the implementation of a strategy involving the systematic identification of the hazards to the integrity of the pipeline. Once the hazards have been identified, then appropriate inspection and maintenance activities can be scheduled. In many cases, a particular inspection technique will provide information on more than one of the integrity threats to a pipeline. Conversely, there is often more than one technique to choose from, and the choice of an
275

Pipelines: all you w;l/ltcd to know ...
appropriate inspection or maintenance technique depends on the individual circumstances of the pi peline.
Steel pipelines
Unwrapped steel pipelines will naturally corrode ifin contact with the soil; the extent of such corrosion is a function of the electrochemical properties of the soil. Itis forthis reason thatthe linepipe is carefully wrapped or coated in the factory, the field welds are similarly protected, and corrosion-control measures are applied as part of construction.
Therefore,itisapparentthat, as a minimum measure, steps must be taken to ensure that the cathodic protection (CP) corrosion-protection system continues to operate satisfactorily. The other significant risk which can affect pipelines is mechanical damage, particularly that caused by mechanical excavators or other large-scale civil engineering or agricultural plant. Such damage can be best avoided by the vigilance of the pipeline operator either by means of regular aerial survey, vantage-point surveys or static surveillance at points of known thirdparty activity.
Whatever steps are taken on a periodic or regular basis to monitor corrosion and prevent interference, itis essential to develop a strategy to prove that the steel pipeline can continue to operate accordingt o its design limits. This can be best done by a combination of on-line inspection (OLI), provided the pipeline can acceptthe OLIvehides, and above-ground surveys.
A possible sequence would be that OLI is carried out as soon as possible after construction to provide base data on the condition of the pipeline. Also after construction, ac1ose-interval potential survey (CIPS) to check corrosion-control effectiveness, and a Pearson survey to establish coating standards, are also undertaken. To prove continued efficiency, 0 LI should be carried out at a defined frequency to validate Corrosion control and show no linepipe damage has occurred, with CIPSs being carried out midway between successive OLI runs.
Where a steel pipeline cannot be so inspected, it may be necessary to carry out additional above-ground corrosion and Pearson-type surveys. Where hard-surface ground, for example car parks, will prevent
276
"..I
! I
i
. ;j .... J
::f
:.
01aprcr 9: How do they keep them {!oillW
the accurate performance of above-ground surveys. it may be necessary tosubstituteleakage surveys as a physical check on pipeline integrity
Other materials
For pipeline materials other than steel, there are fewer inspection techniques available. Future developments, similar to on-line inspection, may become available for ductile and cast iron mains, otherwise the main techniques are again leakage surveys and attention to monitoring third-party activities in dose proximi ty to th e pi pel ine or main concerned.
Effect oflegislation
Recent legislation in the UK will have a significant effect on integr ity monitoringofcertainc1assesofpipeline.
The Pressure systems and transportable gas cylinders regulations, 1989 will impose on operators of those pipelines subject to the regulations strict rules for showing that the pipelines are fit to co ntinue operating at design or specified conditions. It will be necessary to prepare written procedures for examination and for record keepi ngin order to show that the pi pelines have been constructed, operated, maintained and modified such that the original design parameters have not been compromised. To enable the regulations be met, effective integrity-monitoring systems will need to be in place.
In general, the hazards which can affect pipeline integrity can be grouped into one of six categories, and the integrity monitoring strategy must deal with each of these:
Mechanicalfail ure
Mechanical failure of a pipeline stems from a failure of the pi peline material or a fault in the way in which a pipeline is constructed.
, Mechanicalfailuresofapipelinearerareduetothecarewhichistaken during construction and the pressure test which is carried out prior to the operation of the pipeline .
277

Pipelincs: all you wanted to know. ..
Third-partydamage
Third-party damage is a term used to describe mechanical damage caused to a pipeline by persons who are outside the control of the pipeline operator. Mechanical damage usually takes the form ofadent or gouge, and is likely to be caused by something hitting the pipeline. On land, this is usually an excavator or ditching equipment. At sea, mechanical damage can be caused by fishing gear or anchors.
Internal corrosion
The majority of pipelines carrying oil and gas products are constructed from carbon steel. Where the fluid being transported contains water and one or more of the following substances, corrosion of the steel is potentially a problem:
hydrogensulprude carbon dioxide organic/inorganic acids oxygen bacteria chlorides chemical scale
The rate, severity and type of corrosion are all dependent on the amount and combination of the above substances.
External corrosion
External corrosion of a pipeline occurs when the anti-corrosion coating is damaged and the cathodic-protection (CP) system is not functioning correctly. Damage to the coating may have been caused at the time of construction ormaybe theresultofrockswhichareint he backfill placed around the pipeline.
Prevention of external corrosion of the pipeline is dependent on the operation of the CP system and a knowledge of the condition of the anticorrosion coating.
278
Chapler9: How do tiu:y kecp tilC11l f!01ll1Y
Natural hazard
Although a pipeline is designed and installed to withstand loadings imposed by its environment, changes in the environment may occur which are not envisaged by the designers. Exam pIes of this are both natural and man-made: natural changes include, for instance, landslips caused by heavy rain, or seabed movements causing the pipeline to become unsupported. Man-made changes include road diversions or new building works which occur around the pipeline route; such changes could give rise to excessive stresses in the pipeline, possibly resulting in failure.
Operational
Operationalfailures occur as a result of the failure of a technical or human aspect of the pipeline control or safety system. An example of an operational failure would be overpressurization caused by a malfunction of the pressure-relief system.
Cost-effectiveness
A cost-effective integrity management programme is one in which the cost of the overall programme is limited. This means that as well as choosing the most appropriate inspection techniques to deploy, the operator must also consider the cost of defect assessment and repair (Fig.9.1).
As will have been seen from the previous section on integrity monitoring, prevention of pipeline deterioration and proving fitnessfor-purpose cannot be carried outwithout cost. The responsible engineer will need to decide what is the optimum level of inspection, surveillance and maintenance required wruchis consistent with legislation, risk to the pipeline, and the economics ofimplementingadamageprevention philosophy. The possible influence of regulatoryauthorities' monitoring requirements may also need to be considered. .
The costs of providing the means to reduce the risks of pipeline mechanical damage and corrosion can be established fairly readily.
279

Z o o~ Zt«::i Q;iXi «« c..I ww a:: a::
i
i
I!? '8. l!! 3l E .... .Q 0:
c: 0 13 ~ (IJ !;
,~ S ~~
III
'8 i E
~ c: Q)
32
!Il ;;j tT 'c .c: j
~ .c: 0
CD E
~ ~ a. a.
I
~ ;;j
-g ~ a. c CD E CD a. §
~ ! CD
it E
~ ~ 8 ~ a.
'0
~ I Q)
;;j
i -g ~ a.
j C Q)
E Q)
a. §
Fig.9.1. Prioritizing integrity threats (courtesy Graham Harker, BI').
280
chapler C): Hmnto lllCf keep them fI()ing!
NUMBER OF SPILLAGES PER YEP, R
14
13
12
11
10
9
8
7
6
5
4
3
2
1971/91 (AVERAGE)
1991
KEY:
tS25J MECHANICAL FAILURE
~ OPERATIONAL
~ CORROSION .. NATURAL HAZARD
~ 3RD PARTY ACTIVITY
% or NET VOLUME SPILLED
100
90
80
70
60
50
40
30
20
10
1971/91 (AVERAGE)
1991
Fig.9.2. CONCAWE comparative spillage data (courtesy- Graham Harker, BI').
281
,

Pipdincs:;l11 you w;lllted to know. ..
C~........,,~1.n_l'l:'" t-l""'\C& rv ..... c+c ~.,.,,:::.., lC'~ rnT'lil"lhlp r\frnAn-itAr1nothp nh'T~ir~l ~t~tF'()f ;')1111lld.11), , 1.11'-.- '-val. .. "') al L a.lJ\.J«" all«LI.L~ 'J..L ..LJ..J.'-.I'.L •• lAJ.l. u·..I.b " ...... - Y ........ J ........ __ .... "-'---~ ~~
a pipeline by whatever means is chosen, whether carried out by employees of the pipeline operatororby contractors.
Further costs may be incurred if the pipeline operator wishes to hold in stock items defined as levels-of-emergency materials and repair equipment, and have access to a skilled labour force for carrying out emergencyworks. The longer the pipeline network covered by such holdings, the more likely itis that this philosophy will prove of benefit to the operator.
What then can counterbalance the costs of providing integritymonitoring and emergency services? The tangible benefits arethatthe potential costs of needing to carryoutprematurereplacementofasse ts are minimized and the costs of emergency repairs will be reduced, whilst product wastage through loss of containment will be substantiallyeliminated.
Intangible benefits from integrity monitoring include minimizing lost income as a result of a number of causes, including leaked product and claimsfromcustomersnotsupplied,aswellasavoidingtherisksoflegal penalties for pollution infringements and possible claims for damages from third parties affected by the incident.
Whilst there is no simple answer to the most cost-effective damagecontrol philosophy, it is prudent for the pipeline operator to take a considered, possibly conservative, view of the factors quoted, together with any other factors peculiar to local conditions, when deciding the level ofintegrity monitoring to be adopted.
Safety record and statistics
Pipelines are the most environmentally-friendly and efficient means of transporting large volumes of hydrocarbons. The safety record of pipelines comparesveryfavourablywith other transport media, notably road and sea tankers. Safety statistics are published by a number of different organizations within Europe and these are discussed below.
Concawe [ 1 ] publishes data on oil spillages from cross-country pipelines in Western Europe. This data has been published since 1971, and is updated annually. The data covers approximately21 ,000km ofland pipelines which, in 1991, transported some 593 million m3 of product
282
\
Uwptcr 9: How do thcr keep dlCm g()illf.!~
Tn 19<)1 thf"tot:11 voll1mf"nfnilln .. t:1rnnllntf"d tnQn? m' urhirh i .. nnhT --- -/./ -, ---- ------. _____ A __ .... ~I __ ... 'J''_" __ ......... '-''_ ....... ___ ... ~'-'./ '-~_ .... , .... JL ... _ ........... '''-I ..... )
1. 5ppm ofthevolume of oil transported. The Concawe spillage data is broken down by calise, and the 1991
overall datais illustrated in Fig.9.2. Three main c'ategories of incident cause the majority of spills: mechanical failure, corrosion, and thirdparty activity. Outof these, third-party activity results in approximately 50% of the net volume of oil lost.
Data on the failure rate of European gas pipelines is more difficult to obtain. A study by six European gas companies which was carried out in 1988[2] also indicated a very low failure rate for gas pipelines. The published incident rates are:
Inciden tca use Incidentrate(nllmberper 1,000 km-yearsY
Third-party activity 0.34 Mechanical failure 0.11 Corrosion 0.10 Ground movement (environmental) 0.05 Hot-tap error 2 0.02 Other 0.06
Total 0.98
Notes I The failure frequencyis calculated by dividing the nllmber ofi11cide11 t", br the
length of pipeli11e under c011sidera tio11 and the operating time ofthc pipeli11e. 2 Hottappi11g is a pipeli11e operatio11 carried Ollt 011 a 'live' (opera ting) pi peli11e.
which involves mechanical modification to the pipeline under pre",sure.
As can be seen by the above data, third-party activity is the greatest causeofincidents, followed by mechanical failure and corrosion. The overall failure rate is comparable with that for oil pipelines of 0.7 incidents per 1000 km-years (the Concawe failure rate for 1991).
A third source of relevant data on pipeline spillages is that prepared byAME LtdforUKOOA[3]. The studylookedattheloss of containment fromallNorthSeapipelines,anduseddatacompiledtotheendofI989.
283

Pipeli1JeS::l1I Y' Jll \I':UHn/IO k1l()w ...
rrJle c()llJ)lete Al\lE study"lookc{j at 1,(Jtl1 s,Jlid steel and flexible pipelines, amI divided the incidents according to their location, i.e. on the riser. withi n the platform safety zone. and the rest of the pipeline.
Table 9. I isan extract from thestuuy. By classifying anchoring and impact damage as third-party incidents, the AME total rises to 10,42% of the total. Corrosion and mechanical failure are the next most numerous incidents.
The frequency oft eakage for steel pipelines in terms of corrosion/ materialincidents was 0.1 per 1000 km-years. For impact/anchoring incidents, the overall rate was 0.05 per 1000km-years. These figures compare favourably with the rates ofleakage from land pipelines described above.
The lower rate of third-party damage incidents compared to land pipelines is due principally to the lower density of human activity surrounding the pipeline. All of the anchoring incidents were as ares ult of supply boat operations in the safety zone around the platform.
Protection from impact damage
The primary means of the prevention of impact damage to a pipeline is tolet people know that it is there. For land pipelines, information on the location of the pipeline takes the form of marker posts along the pipeline route and route maps which are distributed to relevant bodies.
The pipeline operator must ensure that the route information is kept up-to-date and circulated to the relevant bodies such as land owners and tenants, local authorities and government agencies, police, fire brigade, utili tycom panies and other industrial groups. As well as this provision of information to the localcommunity,thepipelineoperatorcarries out frequent and systematic surveillance of the pipeline route for the presence of unauthorized third-party activity in the pipeline easem ent. The surveillance takes severalforms, and may include aerial surveys at 2-4 weekly intervals, and complete line walking every6-12 months.
The line walking also serves an additional purpose of maintaining good relationships between the pipeline operator and locallandowners. This increases the chances of notification of any works which may be proceeding in thevicinityofthe pipeline. Where work is notifie dto
284
~ +'T _TT '-~ -'T'r, 'Ii l-[]_J ~ ~ .
I------.---+-+--+.-+-i---+-+---I---+--+ - - '--- -- f- - - -- r--- -- --: . -, -f- . -- ,-
eo <= C 'Cl
~ <) ·c j;j :~ OJ a 0 is ·c ~
.~ 8 -5 0. !l ..s t '" :r:
"-<= 0 :::: '" « u z
I I ,
. I
'. ".
. ,'1".;:"; ..
~~ .... ~ .'
c c -;;; S 0 .g
i~ OJ U 0.
5 x
CL.l VJ " r3 :I:
~-
I
~ c _ .5
--I « ~
-5 .5
" " t:
~
Table 9.1. Causes of incidents to steel operating pipelines wWch resulted in a loss of containment (courtesy Graham Harker, Bp).
285

Pipelines: all you wallled to know ..
the operator, this can be supervised to ensure that no da1Jlage to the pipeline occurs.
For offshore pipelines, similar procedures are followed. Pipeline route maps are made widely available to fishing organizations and other bodies. In inshore areas and around offshore platforms, restrictions on the anchoring of vessels are applied in order to try and prevent accidental damage.
Offshore pipelines are less vulnerable to third-party damage than land pi pelines, as the frequency of activity is much lower. Nevertheless, regular surveillance is carried out to detect damage to the pipeline. Legislative requiremen ts for offshore pipelines require that a detailed survey is carried outon the complete length of a pipeline at least once every five years.
The detailed survey involves the use of an remotely-operated vehicle (ROV) to video the pipeline route. In addition to this detailed survey, more frequentusewill be made of an ROVequippedwith sidescan sonar to detect changes in seabed and unsupported pipeline spans. Typically, sections of pipeline will be subject to a sidescan sonar inspection annUally.
For both on-and offshore pipelines, surveillance is the primary means of detecting changes in the environment around the pipeline.
Protection from corrosion
Internal corrosion
Protection against internal corrosion is achieved byacombination of techniques. Where possible, it is preferable to prevent corrosioncausing substances entering the pipeline. This requires that the compositionofthefluidenteringthepipeline is monitored.
Prevention of internal corrosion is also achieved by the mOnitoring of . the effect of the fluid on the pipeline materiaL This can be achieved either directly or indirectly. Indirect monitoring involves the use of corrosion probes or cou pons which are normally inserted into the pipeline at one or both ends. One of the major problems with this technique is that the corrosion conditions at the monitoring location may not be representative of the worst corrosion conditions in the
286
Chapter 9: How do they keep them gning/
~~ ........ ~I; ........ ~ U ~f1ro~ ro,.-"' ......... ~ciF", • ., .......... .,'(, 1",~ £"1"1'11 ...... ; • ., .... T"TT"Por\ tJ,~ .... ~.c .,£ .... .; MIl ,..-I; .... _~ .... p.lp ...... .l.l..l.l ....... .I...l'"-'.I..I.'-' ...... , ,"--V.l.L'-.1oJ.lV.l.l.l..l.1u..r u\..- \"-""--'--U.l .1 1.1 If; Vl' J lL11 LlI'--'1 '-- h""7 JIV IJHJH._£l.
tion from the monitoring system. A third method ofinternal corrosion prevention is to use inhihi tors.
Inhibitors are normally used with pi peli Iles transferri ng untreated oi I and gas; they are chemicals which adhere to the pipeline wall and preventthepipelinefluidcomingintocontactwiththepipelinesteel. They can either be applied continuously as a specific percentage of the fluid flow, or as a discrete batch.
The effectiveness of an inhibitor depends on it achieving full cover _ age over the total internal pipeline surface, which is often quite difficult to accomplish. It is normal for an inhibitor only to prevent a certain percentage of the corrosion which would occur in its absence. A typical design figure which is used is 85%.
Given the problems with internal corrosion prevention, for highlycorrosive situations a combination of all of the above techniques will be used. These will be supplemented by direct measurement of the pipeline wall thickness.
ExternalCOfTosion
The integrity monitoring strategy against external corrosion is based on maintaining theanti--corrosion coating and cathodic protection (CP) systems in a serviceable condition. Regular checks are made on the performance of the individual elements in the system. For land pipelines, a typical programme would involve:
6monthly -check pipe-to-soil potentials at monitoring posts -function check of CP system circuits -check insulation joints and pipeline sleeve condition
annually -check for electrical interference with rail and other CP
protected areas -check anode wastage rates at water crossings
287

PipdiIlt'S. all you wilIlted to kIlOW ...
2-3 years -perform coating condition checks/ surveys to locate areas
of coating damage. and follow-up excavations ancl repairs
For an offshore pipeline, the coating condition and CP checks will be performed along with the route surveys and visual inspections of the pipeline. As with internal corrosion monitoring, these techniques will be supplemented by direct measurements of the pipeline condition.
Pigging and cleaning
Pigging refers to the process of transporting a device (a 'pig') along a pipeline propelled by the fluid. There are many different types of pi g available, from simple cleaning pigs to highly-sophisticated inspection (intelligent)pigs.
The most common use of a pig is to clean a pipeline in order to remove deposits and debris from the pipe wall. Cleaning reduces the frictional drag of the fluid and hence reduces the pressure drop down a pipeline. Ifa pipeline was not pigged, it may become impossible to transfer the required volume of products due to the pressure losses incurred. Removal of debris also has the advantage of reducing the pumping power needed to transfer the fluid, which reduces the operatingcostofthepipeline.
A pipeline-cleaning pig programme will be carefully designed to minimize the number of pigging runs carried out. Continual monitoring of the pressure drops along the pipeline can be used to determine the optimum time fora cleaning pig run.
In addition to improving the economics of pipeline operation, pigging can also be used to control internal corrosion. Cleaning will remove water or other impurities from the pipeline and hence reduc e the potential for corrosion. Other operational uses for pigs include:
the transport of a batch of inhibitor between two pigs; the removal of liquid condensate in gas pipelines;
288
C11apterl): Hmrc/l ) t/lC'F keep them gllillp.'
the isolation ofSf'ctions of pipeline to enahle,,-ork to be carried out;
acting as spacers for product separat iOIl.
In-service inspection: external
Routeinspection
Routine visual inspection ofland pipelines is made to check on the condition of the pipeline easement. Any third-party activity, either on or adjacentto the pipeline easement, and which could affect theinteg rity of the pipeline, is investigated. The frequency of such inspection may vary depending upon local conditions. Urban areas and intensivelyfarmed agricultural land are likely to require more-frequent and closer inspection thanheathland. Particular attention is paid to areas vvhere problems may occur, for example, at disused underground workings andriverandwatercoursecrossings.Anyexcavationordevelopment occurring near buried pipelines is listed be monitored.
Arrangements will be made with owners and occupiers to permit a routine programme of inspection of the route. In the absence of any such arrangement, except in cases of emergency. prior written notice Mall pipeline inspections involving entry on land is to be given to the occupiers. All persons carrying out inspections carry, and produ ceon request, adequate means of identification. Where air patrols are used. aircraftflyatasuitable heightto avoid nuisance or harm to poultry or livestock
Certain areas maybe declared infected areas on account offoot-an dmouth disease, fowl pest, swine fever, or other notifiable diseases, including soil-borne pests and diseases. 'Where this occurs, routine pipeline inspeCtions involving entry on such land are suspended unless there are exceptional circumstances. If there is a clear necessitvto enter land, approvalis obtained from the Ministry of Agriculture, Fish'eries and Food, or the Department of Agriculture and Fisheries for Scotland, or tl1e Department of Agriculture for Northern Irelan d, and en try is governed by such conditions as may be stipulated.
289

Pipelines: all you wanted to know ...
Liaison is maintained hythe pipeline operator with various third parties who are, or could be, affected by the operation of the pipeline. In some cases, this requirement is statutory, whilst in others it is regarded as good practice.
Local authorities, statutory undertakers, and private companies operate various buried and above-ground services. In matters relating to those services they may need to contact and discuss mutual problems with the pipeline operator. In addition, the local authority in its capacity as a planning authority may need to take cognizance of the pipeline when deliberating development plans and various planning applications.
Service authorities covering road, rail, gas, electricity, water, etc., all have a need to be aware of buried pipelines. They need to take these pipelines into consideration when making development plans or doing maintenance on their own apparatus. Similarly, they need to be informed when the pipeline concerned is to be worked uponformaintenance or modification purposes.
In-service inspection: internal
In-service inspection is required to monitor the effectiveness of the other integrity monitoring activities. One technique, which is widely used but does not involve measurement of the pipeline wall thickness, is to carry out a pressure test on the pipeline.
Pressure tests may be performed at different pressures. Aleak testis usually performed with the pipeline product to 110% of the maximum operating pressure of the pipeline. A potential problem with this type of test is the possibility of pollution should a failure occur. Ahydrot est (using water) is usually performed to a higher pressure, at least 125% of the maximum-operatingpressure of the pipeline, and provides greater confidence in the condition of the pipeline ..
There are other potential problems with undertaking pressure tests, one of the most serious being the operational disruption caused by the test. In addition, disposal of the hydrotestwater may pose an environmental problem.
290
Chapter 9: How do they keep them going'
'T'hp ...,,,, .... rl .. " .... Th'1rlr nTith '1 ',rp<:<:l1rp tP .. t i .. t h:lt nn i nfnrnl:ltintl is .I. .1..1.'-' .1..1..1.".1..1..1. '-J...L" 1'1' ,,-,"_.l'L "1' "-" ...... &4 1-'.1. _'-"v ............... ' ~ __ ... , ....... '--' ...... ,,_ ....... 'I ............... - ... - ......... ---- - - - -'
actually obtained on the wall thickness. All that can he inferred is that the pipeline is thick enough to contain the test pressure at the time of the test. This required wall thickness may be ,'ery thi n in small are~." and continuing corrosion may lead to pipeline leakage ashort time after the test has been carried out. Pressure tests are more usually carried out on older, onshore, pipelines where no other inspection techniques can be deployed.
Themostdirectmethodofdeterminingtheconditionofapipelineis by measuring its wall thickness. For available sections of pipelines, wall thickness readings can be taken directly by the use of hand-held ultrasonic thickness probes. These readings, by their nature, are only 'spot' checks and can only give an indication of the condition of a pipeline. There is no guarantee that the worst area of corrosion has been measured.
The only technique bywhich the complete length of a pipeline can be monitored is intelligent pigging. Various types ofintelligent pigs are available, the simplest being a calliperpigwhich measures the internal geometry of a pipeline.
Intelligentpigsareprincipallyusedforthemeasurementofcorrosion, both internal and external. There are two technologies used for corrosion measurement: ultrasonics, and magnetic flux.
Ultrasonic intelligent pigs can potentially measure the pipeline wall thickness down to±O.5mm. The main disadvantage of an ultrasonic pig is the need to run it in a liquid medium. Magnetic-flux pigs are slightly less accurate, but can be run in either gas or liquids. As can be imagined, the use of an intelligent pig can be very expensive, running into hundreds of thousands of pounds for a long pipeline. I t is therefore important that the correct choice ofintelligentpig is made to match the requirements of the inspection.
The frequency of use of intelligent pigs for corrosion detection depends on the condition of the pipeline, but in normal circumstances pigs are only run every 5-10 years. Accuracy and reliability have improved overthe1astfewyears, but intelligent pigs cannot detect very small areas of pin-hole corrosion with 100% reliability.
Recent developments in intelligent pigging include an inertial pig to monitor the structural geometry of a pipeline, and a pig to measure the burial and coating condition of an offshore pipeline.
291

'1 I I
Cilaplcr 9: Hon u(} illt-., keep tliLi11 i~t'inj.!.''1 Pipelines: ail you wilnted to knuw ... I I
I 1 Leak detection ~ " I " ~ " . 0
" o • 0
0 " ~ • w 0 0 ~ ,-
.0 o ~ . 0' w 0'
Leak detection is applied to a pipeline in order to limit the conse- ;: -0 .., ~ C G .::: · , , . "
l~ - " D.
quences of a failure and loss of product. Leak-detection systems have ~ - - - . - -" ~ " 0. 0 ::l. t.~ r' ... til
';; " D< • u 0. • · " . " · specific applications, and an operator will use a combination of tech- " . • 0 " " · " " " " 0 c c > " 0-
~ - - . 0
" 0 · 0 · .. · - - ~ P.
niques to provide an appropriate leak-detection performance. In choos- · .c 0 .P " .P .P .P · " .. ~ '" P 0. ~ w " P '" . '- '" 0 " " " " " " " " " . · " 0 . " .c 0 o 0 o 0 • 0 • 0 - . o "
ing the leak-detection system to employ, the pipeline operator must ~ .. m .., U • " u • U E U f-o " z
determine the likely causes ofleakage on his pipeline, for instance third-party damage or corrosion, and choose techniques which can detect " " o ~ o ,.
leaks which would emanate from that type of damage.
~.~ p p
" " " " "0 • "0 •
The simplest leak-detection technique is visual observation which " " " " " , . "0 .., .., "0 .., .., .., • tr • tr 0 0. • 0 0 0 0 0 0 0 0
can be used for short, above-ground, lines which are operated in 0 0 0 0 0 0 0 0 0
'" D< ~ '" '" '" c c "
Ii daylight hours. Visual observation is also used when overflying or walking pipeline routes. Other types of external leak -detection systems · include the use of cables which are laid alongside the pipeline and
~Ill · · ,: • I! '" monitor for the presence of hydrocarbons. x
Ii " 0 · · · · · · "0 "0
0 0. " C " 0 0 " c 0 0 · By far the most common leak-detection techniques involve monitor- 0 0. 0 0 0 0 0 0 0 0 0 >
" ~ z z z Z D< Z Z '" '" ~
ing the fluid in onewayoranother. Table 9.2 is a summary of the internal and external leak-detection techniques which have been applied to 0 · pipelines in the past. Itcan be seen that system performance varies in 0 0 ~
0 · ~ " ~ · ~ • a "" 0 0
terms ofleak size, detection time, and leak location. In addition to these, - ~ " ~ " · · · · , "'
.., "" ... ~ '" '" '" 0' ; ,
· · • "0 • "0 0
'acoustic' pigs have been used to locate known leaks or to prove that · E · . · . 0 0 · · · :: 0 :: " m m " m " "
.., "
.., " - "
leaks are not present. " - · · · . '" '" " ~ " " c .
In addition to the techniques described above, leak-detection tech- 0 · .., • 0 · . · 0 " . .c a " ~ , " · p p • " niques have recently been developed based on the statistical interpre- > " · · . · · ~
>
11
> - " c o 0
tation of the flow or pressure in a pipeline. The simplest of these '- . . · . " " 0. '- . ~ , · '- 0. 0.
" 0 " · · "' " > · " . o " · . c · " ~ '" involves monitoring the pipeline pressure from a single point to detect 0_ -. • 0 " " · 0 · "' · "' · - · u > .., '" H U .. .. H .., " 0 " 0 " ~ z
small leaks within minutes. Experience with these techniques is cur-rently limited, due to the small number of applications. · · · •
" tr · " - · ~ c , · Control and protective equipment · .c tr · ~ · p · " · p · 0
u - · '" 0 H .c · • 0 · p
" , ~ ~ U · · · " · · Control and protective equipment installed at pumping or compres- Q 0 > D< 0 ~ ~ · " ... · · - · " 0
sorstationsandatotherlocationsalongthelengthofapipelinewillbe · " · · . c c 0 0 .P · · . .c " . _ 0 p · ..
" u 0 D< " .., " " ~ u
monitored on a regular and frequent basis to ensure thatitisfunctionin g correctly. Pressures upstream and downstream of control devices will Table 9.2. Examples ofleak-detection techniques (courtesy Graham be monitored and checked against normal operating conditions. The Harker, BE').
292 j 293

Pipelines: all you wanted 10 know ..
effective operation of shut-down devices will be checkeo Whcn~ installed in underground chambers, checks will also be made to ensure that such devices arc notfloodedduc to ingrcssofgroundwaterinto the chambers.
Storage vessels and pressurized systems
Pressurized systems, including pumps, vessels, and piping systems, together with storage tanks and surge vessels, need to be examinedf or signs ofleaks on a regularandfrequent basis. Where necessary, remedial works to eliminate leaks will be put in hand. The degree to which the leaking medium is hazardous will be taken into consideration.
Flammable materials
All consumable flammable or toxic materials in quantities beyond those required for everyday use will be stored in a separate structure built of non-combustible material located a suitable distance from the operating facilities.
Repair
The type of pipeline repair that is carried outverymuch depends on the severity of the damage and the significance of the pipeline. The pi peline operator will have contingency repair procedures which address the various types of repairs required. These procedures balance the need for reinstating the pipeline as quickly as possible, with safety and environmental considerations.
Small gouges in a pipeline maybe repaired by grinding the defect area smooth. Great care is taken to only remove as much materialfrom the pipe wall as is necessary. This type of repair obviously has limitations on the depth of cracking which can be repaired.
~or small pinhole-type corrosion defects, repair clamps are available, which can be put over aleak to create a temporary repair. For largersca~e external-corrosion problems, larger repair clamps are available which can be bolted in position to provide a temporary repair.
294
(Jlapicl 9.11«)"»- Jt) the}' keep thel11 go in;.;?
As well as proprietary types of repair clamp, permanent repairs can be made bywelding thin shells ('sleeves ') around the pipeline. In all cases of welded repair sleeves on pipelines, care must be taken to ensure correct weld procedures are developed and followed.
Third-party damage which results in a dent in a pipeline can be dealt with by the use of a modified sleeve repair. If it is satisfactory to leave thedentinthepipeline(i.e.itwon'taffectpiggingofthepipeline),then a shell containing an epoxy resin can be used. The use of the epoxy stops the dent moving out under increases in pressure, thereby preventing failure.Dentsandlargeareasofcorrosionwhichcannotberepairedby sleeves need to be removed and a new section of pipe installed. This also applies to any pipeline ruptures which may occur.
Replacement ofa section of pipeline needs careful consideration, no t leastin the methods used to isolate the work area from the produr:'t.ln many cases, itis not possible to isolate the whole length of a pipeline, and local isolation may be provided by 'hot tapping and stoppling' or by the use of pigs and plugs.
Hot tapping and stoppling is a method by which an operating pipeline can be isolated and a by-pass installed. This enables work to proceed in the damaged area while the pipeline is flowing.
Pipelines can also be isolated by the use of pigs and plugs, some of which are simple locking plugs deployed through the open end of the cut pipeline, while others can be pigged into place and remotely set by communication through the pipeline wall. Remotely-set plugs are especially useful for subsea pipeline work when it is not possible to isolate the pipeline inanyotherway[ 4]. In general, the majority of pipeline repair techniques used on land can be used subsea, the operations being more complicated and expensive to deploy.
WATER PIPELINES
Protection from corrosion
Water and sewage pipelines employ various materials for trunk, distribution and service mains. The non-metallic materials include fibre-
295

Pipelines: all Hill w;lJltcd tu know ...
rptnpnt nrp<:trp<:<:pn £, ... .,rrptp( .... "r' ol'1""Jihrp_rpi.,f ... rrpn .... l'1<:tir( orn', ~~H'~H~, y' ~~" ~~U~~ ~~H~' ~,~ \.lJU~ /' h'~JU .. ~. ~ • ~"'''H ~~u IH"U"~ \.h' 1'/'
medium-density polyethylene ( mel pc) anel unplasticizeel polyvinyl ch1oride( upvc).Thesc materiaishave limited, ibm, corrosion problems in this application.
In particular, fibre-cement and psc pipes are not fully resistant to acidic, soft or sulphate-bearing waters or sewage. In these cases, the pi pes can be lined with bitumen or epoxy coatings applied by dipping or spraying at the factory, to increase corrosion protection. Prestressedconcrete pipes can also be su pplied with an extruded pvc liner. Under aggressive soil conditions, these cementitious pipes can also be provided with an additional external coating, such as epoxy.
Ductile iron ( di) and steel pi pes require additional protection from most waters and sewage. Both types of pi pe are commonly provided with cement-mortar linings for this purpose; this lining provides an alkaline environment at the pipe surface which inhibits the corrosio nof the iron or steel. Alternatively, epoxy and polyurethane-based linings can be used: both resins can be successfully modified with coal tar where potable water is not being transmitted.
External protection of steel pipes is dealtwith in a similar manner t 0
that required for the oil and gas industry: use of a high-performance factory-applied coating in combination with cathodic protection. Where steel pipe with mechanical joints is employed, the joints would need continuity bonds to permit transmission of the cathodic-protection current.
For di pipes, alternative coating systems to those used on steel are available. Ductile pipes up to 800mm diameter are commonly supplied with a factory-applied system, comprising a sprayed zinc metallic coating overcoated with a bitumen paint. Pipes larger than this in the UK, however, can currently only be applied with a bitumen paint. In addition, factory-applied tightly-wrapped but non-adherent polyethylene sleeving can also be provided for di pipes, and this overall coating system can provide a satisfactory service life in most soil conditions,
Wherevery-aggressive ground conditions are met, particularlywhere pipes could encounter continuous orflowingwater, thenhigh-performance coatings similar to those available for steel pipes can be used in conjunction with a cathodic-protection system. Due to thenon-elec tricallycontinuousnatureofdipipejoints,acathodic-protectionsystern will require pipe lengths to be made electrically continuous by the use
296
pipe length. The approach taken forthn'athoclic prot(:'ction system design will mainly bedictateclln' the ()"efalllcngth and diallwtt'f'oftlw dipipe.
Why do water mains need cleaning?
Watermainscanbecomefouledinternallywithavarietyoflooseand adherentdeposits.Thepresenceofthedepositscanadn:Tse!yaffectthe aesthetic appearance of the potable water which both dissatisfies consumers and breaches regulations. TIleobjectiveofmains' c!e aning isthereforetoremovethebuild-upofdepositstoimprmTthequalitrof the water supply, thus improving consumer satisfaction and compliancewithregulations. However, unless the sourceofthe deposits is also addressed, then the cleaning will not solve the basicprohlem andean only be considered as a short-term palliative measure.
Thedepositsoriginatefromthewatersupplyanclthedeteriorationof the water mains:
naturally-occurring source-water e1eposits (iron, manganese. carbonates, and humic substances) are not always removed by 'older'water-treatmentworks; . ~
water treatment can also contribute iron and aluminiumdeposits when coagulation processes are inadequately controlled;
the major cause of deposits originati ng from the water mai ns themselves is corrosion of cast iron mai ns;
toa1esserdegree,depositsalsooriginatefromthedeteriorationof coatings and linings applied to the internal surface of water mains,Suchcoatingsandliningsinciudecoal-tarpitch,cement and epoxy resin.
The three principal techniques used to remove loose deposits from water mains are:
flushing, where water is drawn offfrom the main; air scouring (Fig.9.3), where compressed airis introduced in to
the mains to propel 'slugs' of water at high velOCity; and
297

Throttled line valve to give continuous sman supply of water
Pipdines: all you wanted to know ...
Continuous air injection
Slugs of water
Discharge hydrant
Fig.9.3. Air scouring to remove loose deposits from water mains (courtesy RogerSmith).
swabbing, where a cylindrical polyurethane pig is introduced into the main and propelled bywater pressure to swab the internal surface.
These three 'non-aggressive' techniques are in widespread use in the water industry and satisfactorily remove the majority of deposits. In addition, two further techniques are used:
pressure jetting, where adherent deposits or corrosion are removed byahigh-pressurewater jet; and
polly pigging, where a cylindrical or bullet-shaped pig is introduced into the main and propelled by water pressure. This is very similar to swabbing, but the pigs are much harder and sometimes are coated in wire bristles or studs.
The use of these 'aggressive' mains' cleaning methods (illustrated, with others, in Fig.9.4) is not widespread. These methods are us edto remove adherent deposits such as manganese from non-iron mains, preparing corroded iron mains prior to lining, and removing organic matter which can build up in raw-water mains.
298
\
Chapter 9: How do they keep them goillp/
r-------------------. Power bmmg ~ dJarneter rangE' 7r, tc 150fTlTT'
tr: f,,'~'Hwr ('.d:~fi" (11),. ~',,' ! 1;'
ILltl"', ~ , i
::; r~;x,: Drag scraping ~ aiamf'te! rangt' 150mM to 600mm - W 'E!'I;)<-e Cebli" <'''-,C '::nc'l:stt,j«-:n he!!" 1.1~(' [J P(.
Pressure ~(fa.p;ng - rii8.<T'I€'ters great~> tr,3n 600rnm
to rennv<;'? dttHi'_ d:ld f:qc:w:(!tizw :rf.;n :~~t: pi!!t'
Plungmg· dla'llete" 75mm and above tt: r2'mC,l,,'e yt>Si"Jll~l (8f'0$ ~Y' 'jf0'lS ~r't ,:~':~tef {ft' Jl
! IUBBfJ<:~' ,. ·~(":·R\ j 0~~~:':,
! i,.',{V<J uF :tr(: ;. r:K(SS'..,RE S-::::j.::;~;":
} i:!Cr:~ l,,;UP
Fig.9.4. Aggressive mains' cleaning methods (courtesr Biwater Ltd).
299

I:
ii 1,
Pipelinc.,: all YOli w;lIl/nilO knmr ..
wny do sewers need cleaning?
Sewer cleaning is required to remove a wide variety of sediments, intmsions and blockages, which in turn create various problems. These include flooding of properties or roads with subsequent health risks, and premature spilling from combined sewer overflows, leading to unacceptable pollution. The causes can be summarized as:
a. Blockages: whole or partial constrictions, most common in smaller sewers.
b. Sedimentation: this category covers all materials at some point transported by the flow, which has become deposited. Sediments can store heavy pollution loads which spill from overflows during the so-called initial 'foul flush' of a storm. Sediment levels are likely to be high where alotof material is entering a sewer (such as where there is heavy gritting on major roads) orwhere flows are slow (where pipe gradients are slack, for instance).
The main mechanisms which lead to blockages and sedimentation are:
a. Sources of sediment: these are various, and include sewage, road surface and de-icing grit, and soil entering through pipe defects.
b. Intmding connections: caused by poor constmction practices, (usually not by sewerage undertakers themselves), intruding connections reduce capacity and cause blockages.
c. Tree roots: tree roots are attracted to the water in sewers, particularly where defects exist. They can reduc~ hy~raulic capacity, and cause blockages and structural detenoratton.
d.Grease:hotgreasefromkitchens(andrestaurants)precipitates asitcools,reducingcapacityandcausingblockages.
300
\
e. Scale and eIICrtistati()n: CatiSce) hy infiltrati(Jl1 ()fgr()lln(I\\~ater{)r chemical reaction bet \\ een sewer a Ill] sewage
f. Debris: amajorcallse of blockages. debris includes large item" put down sewers, and also material from snn'r colla pses
g. Trade effluent: trade discharges are controlled to reduce solids. but may be introduced where local treatment plant fails.
Cleaning is a statutorydutyofsewerage undertakers. and is requ ired to meet the required standards on flooding, overflow discha rges and odours. Various methods are employed, as summarized below. ~r ork is often undertaken as a reaction to complaints, or routinely, without assessing the need for cleaning. .
The methods for cleaning sewers include:
a.Jetting:eitherhighvolumesorhighpressuresofwaterareused, with subsequent wastes being removed at the downstream manhole. Applications cover removal of sediments, blockages, grease, and encrustation.
b. Rodding: asimple,manuaI,method using semi-rigid rods, which is most suited for the removal of blockages.
c. Winching: a shaped bucket is pulled through the sewer. An expensive, slow and potentially-damaging technique, winchingis not used widely. I tis most appropriate for heavily-silted sewers, grease, and encrustation removal.
d. Manual excavation: an expensive and dangerous method, only used where there is no alternative, such as for large sewers.
e. Cutting: specialized cutters are available for tree roots, but merely encourage growth if not followed by relining or tree removal. Intruding connections are cut back using water jets with abrasive additives.
301

Pipelines: all you wanted to know ...
Where persistent cleaning is required, it may be cost-effective to
invest in improving the hydraulic characteristics or structural con dition ofasystem.
Leakage
ReportingJeakage
Losses of water from water mains and associated parts ofthedistribution system are frequently referred to collectively as 'leakage'. It is important to specify exactlywhich elements of the network are referred to when these parameters are discussed, otherwise misleading statistics may be produced.
Leakage is the sum of those elements of water lost in the distribution system due to lack of watertightness. It therefore includes the following:
trunk-main leakage service-reservoir leakage distribution-main leakage communication-pipe leakage
Togetherwith overflow losses, such as from service reservoirs, these elements combine to produce the total 'distribution losses' from a network
Itisimportanttonotethatlossesfromcustomers'supplypipesare notpartofawatercompany's leakage figures, and are regarded as water delivered'. All these components are identified inFig.9.5.
Traditionally, UK practice had been to included losses on unmeasured supply pipes as part of the term 'unaccounted-for-water' (UFW) in leakage calculations. This never allowed for objective inter-companyor international comparisons. The recent change to the use of the term 'water delivered', i.e. that water which is taken by customers at the 'point of delivery' (the point which divides the service pipe into the communication pipe and the supply pipe), has rectified this anomaly. UFW is no longer used as a term for this reason.
302
e ~ "-~ Z 0 f: ::> c:l 1i! ~ Q
C'hapter 9: How do they keep them g( ling?
1 <Il U::;::;;::;;:JZ_U<E-_OZ OJ
:.._=-~U) 1
gj 1
0 1 -l
63 o_rnE-o~_a:l~~_OZ ::£<_Z<Il 1
1
§S 1
OJ t1)~::::>_(.)tll O::t&lcn:,:J:::::>O_=cn 1
0: 1
!ii 1
2i E--oC:::JZ~ ::£<_Zoo 1 1
O''''O:<E-_oz<..J ::>"", 00::> ---------------------~ 1
O_~E_oc::_ca:Jf.r_OZ CIl)-oU,lE-CaJ::e !'i 1 0
~' "" .. ~ 5~ ..'
_..l....tt.lO-c-1
~ ~: 1\ 2 " '" " ~ :: >- c :0: < Z ... 01 1
<J 1 1
..J a In ell :.l en 1 1
~ ::J II. c.. -1 >- D.. _ e. :-l
1 Ci) :JZ2C11l<01::>::t:.~O 1 0 ~ I
~ ., I
'" I Co. 0:: I
z Q >- 1
~ ~ -l OJ 1 Co. Ul
~ c.. :J
0 :J 0 1
c: [;j .,
OJ I
t.:I '" :c 0: I
!-o ~ > 0::> :J I
~ :J :J ., '" ~ ~ I
i 0 :c ~ 1
0: E- 1
~ '" 0 ~
I OJ 1
~ 0:
I OJ 1 > ::; I
'" I 0 I
~ gj I
~ 0 I
~ OJ I 0: :J I
~ CIl I j I ::£ I
t> 1 I
------------------ - - I
Fig.9.5. Leakage terminology (courtesy Roger Smith).
303

Pipdillcs: all.l'<)I] walllcci/u know ..
To summarize, distribution iosses reiate to iosses on the water company's distribution network between the point of production ami the point of delivery.
finally. 'leakage' is no Jongerreferred to as 'waste. since the term 'waste water' is extensively used for sewage!
Estimating leakage
Losses from water -distribution systems (as opposed to those from the customer side of the system), can be estimated in one of two ways. First is the annual 'water balance' calculated by deducting the average water delivered or sold to customers (metered and unmetered) from the average measured distribution input. Alternatively, losses can be derived from night flows after having deducted estimates oflegitimate consumption and customer side leakage. The method of calculation specified by the Office of Water Services, which publishes the resuits, is the water-balance method; data used in the calculations is independently certified.
The averagepercaputconsumptionreported in England and Wales in 1992-93 for unmeasured households, used in the above calculation, is 140li/head/ day; this is lower than the metered percaputconsumption in most European countries.
From a national perspective, in 1992-93 ,distribution losses varied between companies from 7% to 36%, with a weighted averageof23%. These losses, expressed in terms of m~/km of mains/day, ranged from 3.2t021.1 m~/km/day, withaweightedaverageof11.7m3/km/day.Two thirds of all water companies had losses less than 1 Om3/km/ day.
Any comparison between companies or areas is difficult, because no single parameter is universally appropriate:
losses expressed simply as Mlj d do not take into account company size;
proportions oflosses (a favourite with the media) prove difficult to compare between companies or areas which vary in pressure conditions; moreover, it is difficult to ensure that both elements of the equation are truly comparable, i.e. estimated over the same time period, with the same prevailing conditions;
304
c-vel1 m)/knl/{lay, l)rol)al)l~~ tIle lTI()st 'Vi(tc~t)rLac1leakagF parameter in usc in Europe. is not '.vholly reliable: it faH)l)rS rural areas, does not take aCC<HlIlt of the system pressure and mains length, and omits the numher of property connections where many leaks occur.
Variations in the level of distribution losses between and with in companies are quite understandable. It is impossible to eliminate leakage entirely, and it would not be in the interests of customers to attempttopushleakagecontrolbeyondthepoint,,'heretheadditional costs of control equal the extra benefits that result. Companies should have due regard to the costs of water lost. and make an appropriate decision about the spending required to control leakage.
Recent developments in understanding leakage
The National Leakage Control Initiative (NLCI) has been running since mid-1991. This involves a major research investigation into all key issues and other aspects ofleakage control, including performance, measurement, legislation, economics, techniques and technology, pressure controL etc. All water undertakings in the UK are contributing to the NLCI, and a comprehensive Code of Practice is due to he pu blished in 1994, to revise and replace STC Report 26.
Much of the research work of the NLCI is being underpinned by a recently-developed conceptual model oflosses (BABE -bursts and background estimates), which integrates previolls UK and German approaches to understanding causes and management oflosses. BABE can be used to assess separate components of losses (backgrollnd losses, reported bursts, unreported bursts; on tnmk mains, distribution mains, communication pipes, underground supply pipes), and to estimate how changes inleakage-control strategies will influence losses for individual areas.
Leak-location techniques
Since the 1980s, we have seen the emergence of a trend away from the less-efficient (regular sounding), or labour-intensiye (waste meter-
305

Pipelincs: all you vvantcd 10 know ...
ing) techniq ueS of regular sucveys, to the morc cost-effective techniques of district metering and combined metering. Ho\\ cver,theb ask approach remains the same, namely:
leakage monitoring-checking flows into an area; leakage detection -becoming aware of a potential leak or leaks; leaklocation-narrowing-down the pointofleakage repair re-test
The major elements of this will now be described below.
Leakage monitoring and detection
The technique ofleakage monitoring advocated today requires the installation offlowmeters at strategic points throughout the distribution system, each meter recording flows into a discrete district which has a defined and permanent boundary. Typical district size varies between 1,000 and 3,000 properties, although some districts designed around old 'waste zones' are smaller, with only 500-1,000 properties per district.
The method offlow measurement also varies, and there are two main techniques: the 'total-integrated-flow' method, and the 'night-flow' method, the latter being acknowledged as the more accurate. Both methods are acceptable as indicators ofleakage, often referred to respectively as the 'top-down' and 'bottom-up' approaches. The nightflow method is, however, the more widely practised.
Night flows into each district are regularly or continuously monitored, allowing small changes in flow volumes to be observed. If the night flow in a district exceeds a pre-determined threshold value, further investigation is undertaken to locate the source of the extra losses, usually unreported bursts. Further investigation comprises a number of techniques:
a) recording successive night flows over a 7 -day period by means of a meter reader or data logger.
b) sub-dividing the district into smallersub-districts, as indicated inFig.9.6.
306
River
(]JajJcer 9: [[ow do cher keep them f"oing i
Intake and
Sub district rnetcr measures flow into s'Tlaller area e.g 1000 properties
treatment works
District meter measure flow into districts
Bulk meter e.g 1000-3000 properties
M IntOSIJPPIYzone_._._._._~.::._. ___ ._ :_
i !-_._. ~--' ',.-/ .... ... ./ .. .. ( ,./ I
. -.: -.......... . .. - ...... ,
. .... ~ ..... , , , . Mains '. ,M ' , _ _ _ ;' {~ ,M
Source " -'_-. . " '.\0,
\ \. . \ I meter measures
total output,.."';
(
I I I
,
\----'-------:::...-___ ;. / "
(a) Identify priority district (b) Further sub-divide if applicable, or (c) Use "waste meter" areas within district
Flg.9.6. Leakage monitoring and detection options (courtes)" Roger Smidl).
Studies throughout the world have show that continual monitoring for leakage control is cost effective in almost all distribution netw orks. The success ofthe method can be attributed to two major influences. Firstly, the rapid advances in metering technology have expanded the flow range ofthewell-established mechanical meters, and have led to the introduction of other meter types, such as electromagnetic and ultrasonic, in the size, flow and cost range suitable for leakage measurement. Secondly, data capture had become increasingly sophisticated, the techniques ranging from simple remote-reading devices to programmable data loggers and telemetry. Together, these advances have
307

Pipdincs: all YOll wanted 10 knOlL.
encouraged a rrend away from those ieakage-LoIllwl methods requiring a routine survey to those which utilize continual monitoring.
Mostwater companies now have, or are moving towards, a policy of continual monitoring (still referred to as district metering). Some of the areas monitored regularly are large, but are subdivided as require dwhen flowrates increase. Some companies are considering telemetry for district monitoring, and have set up pilot zones.
Leaklocation
To locate leakages, step testing is widely used, usually with a logging or display device at the meter. Steps are large, so that leakage is isolated to an area or a specific street. The sounding stick still plays a major part in leak location, both before and after leak-noise correlation and as a check after repair. Electronic devices, however, such as le~k-noise amplifiers and leak-noise correlators, are now in almost universal use in all water companies. A typical sequence for leak location is:
step test, correlate in survey mode, or stick-sound; correlate to locate leak; stick-sound to pin-point leak and check correlation; stick-sound to check repair.
Itisimportantto emphasize that good leak-location practice involves a combination of techniques appropriate for the task at hand. Sole reliance on a single approach will almost certainly lead to poorer performances; the most efficient and effective1eak-detection teams will almostcertainlybeexpertinboth'traditional'and'modern'electronic
. techniques.
Leakage: current UKinterest
The interest in leakage control has heightened recently due to the shortage of water in recent dry periods mainly in the South East of England. Losses are assessed using a water-balance approach that necessitates assumptions being made about water usage because the majority of domestic users are not metered. Losses estimated by this
308
(Jwptcr Y. HOWLio tinT kLtp (hcm guing'
means range from some 1 S% of water put into supply to some :)S(,{,. However, leakage control is a comp!ex a'nd c()stly("~;r(:i"e and sh'ould be viewed in an economic ratherthan absolute sense.
As discussed above, the most-effective method ofkakagecontrol is to split an area into districts of about 1 ,000to .-)-4.000 properties. The night flows into these areas are monitored for any changes, and detection techniques are used to locate any leakage .However, the maintenance of these district-metering areas has implications on the operation of the distribution system: because aminimum number of monitoring points are needed, the establishment of these districts means that the network nature of the system is split by a large numberofclosedvalves . This, in itself, can causewater-quality problems due to low flows in dead ends, as well as possibly poor-supply problems.
Again, as discussed above, these demand areas can also be continuouslymonitored using logging equipment, which can be read at regular intervals or scanned by telemetry. Once leakage has been identified in one of these areas, then its location can be confirmed bytheuseofstep tests, sounding devices, and then accurately pOSitioned by leak-noise correlation.
The National Rivers Authority's interest in leakage control is orientated to absolute values of leakage because of its obligations with respectto water-resource development and control, whereas the Director General ofwater Supplies' interest is in the cost to customers, and therefore is more related to economic level ofleakage, balanCing the cost ofleakage control with the cost of water production. .
OFFSHORE PIPELINES
Protection from impact damage
Once the pipeline is on the bottom of the seabed and performing its intended duty, itcan more or less be left alone. This means that, apart from planned inspections, such as the annual ROV inspection, the pipeline has to be able to cater with its environment on its own. This environment poses a number of challenges, some natural and some
309

Pipelines: all you wallted to know ...
tnan-made. The natura! 'hazards' to the pipeline include wave action, currents, soil movements and, if the pipeline is located in the Arctic, icebergs. Man-made hazardsindude fishing gear, anchors and dropped objects.
The wave action and the currents pose a spread load on the pipeline, and if the pipeline is not properly designed, the effect can be that the pipeline is moved sideways. Although in extreme cases this could lead to failure, the local effects of such movements are limited. Much more pronounced are the effects ofimpactfrom fishing gear, anchors, anchor wires and chains, dropped objects and icebergs. Just imagine a trawl board,weighingseveraltonnesandtravellingat4mjs(15km/h),hitting a steel pipeline with a relatively-thin wall. You would certainly expect a dent in the pipeline. That this doesn't always happen is the result of several effects, which will be explained in this section.
Concrete coating
Most subsea pipelines, and certainly the ones that are likely to be exposed to fishing-gear im pact, have a concrete coating. This is a layer of reinforced concrete, 1 0 -3in thick, all around the pipe; this coating hasadual,andsometimesevenatriple,function.Firstlyitaddsweight to the pipeline, which otherwise might move around in wave action or even float to the surface (if a submarine can float, why should a pipeline filled with gas not be able to float?). Secondly, the concrete coating provides an excellent protection against impact damage, concrete being less likely to deform than steel (it would chip first). Finally, the concrete provides some insulation to the pipe.
Steel wall thickness
Although a pipeline is clearly a 'thin-walled' structure, thisqualification is relative with respect to the diameter. In fact, most submarine pipelines have wall thicknesses in excess of 1 Omm and, as the steel they are made of is of a very high grade, the wall still provides a very high degree of strength.
310
Cl1a]Jit:l 9. litH\- Ju tlley keep t1leD1 going?
Trenching
The above is sufficient to guarantee the integrity oflarge-diameter pipelines, but some smaller-diameter lines of, say, less than 16i? diameter, may still require additional protection. This can be provIded by moving the pipeline away from the source of impact in the sameway.as for land pipelines, i.e. by trenching. Offshore, however, complete bunal is not always necessary. Where, on land, an open trench would be an unacceptable hazard, not only to traffic, people and animals, but also to the pipeline itself (the trench might fill with water and float the pipeline), offshore the fact that the trench is op~n w~l not ?i~der either the fish or the fishermen. As a result, some pipehnes he tn an open trench. Others are fully buried, but burialis normally not for protection against fishing-gear impact, but rather for protection against dropped objects, or for thermal insulation.
Burial
Burial for thermal insulation is based on the fact that the soil around a pipe will prevent convection, which is the lar~est heat-conductive effect to cool ahotpipeline inwater.Therefore, If the temperature of a pipeline has to be maintained at a elevated level to avoid wax deposition or hydrate formation, then burial of the line may well bean attractive option.
The elevated temperature of the line has another effect and that is expansion. A very long object such as a pipeline will, when heated up, expand considerably: the pipeline may increase several meters tn
length. A trenched line is also restrained in the trench and cannot therefore 'snake' sideways. The only way it can move to relax the compressive stresses is up, outofthetrench,formingahoop stic king out. This hoop would form an excellent trap to catch fishermen. Th<:y are, however, not totally enthusiastic about the idea, and therefore thIS 'upheaval buckling' has to be avoided. One way to avoid it is to put additionalweightontopofthepipebybackfillingthetrench,either withsoilscrapedbackinorwithrock,dumpedneatlyontopofthepipe.
311

flipdiIlC'i: all H)l1 waJlln/ I() kl}()\\',
Dropped objects
In some areas it mayalso he' re'quired to protect pipelines against dropped objects: however. not Illany places can be deSignated as highrisk areas as such. except perhaps the immediate surroundings of the platforms themselves. 111ere the very-high level ofliftingactivitiescould pose a risk of the pipeline being hit by a dropped object, such as a container, a section or bundle of drill pipe. a scaffold pole or a BOP (blow-out preventer) stack. All these objects would have a different impact characteristic, and this is always heavily influenced by the fact that the object has to travel through water to reach the pipeline. As a result a container, which will normally be largely filled with air, will slowly float down and will not deliver much impact. A scaffold pole, however, may shootthrough the water like an arrow and although itis much lighter it may give much aheavier impact load.
Pi pelines are protected against these dropped objects primarily by routeing them outside the areas where the lifting activities take place. If this is not possible, they maybe protected by rock dumping, mattresses, or concrete covers. A complication, however, is that the end of a pipeline (and especiallythatofahot pipeline), will be subjecttoa considerable amount of expansion. and to stop this expansion by locking-in the end by covering it with rocks may lock high axial stresses in the pipeline.
Protection from corrosion
Corrosion is one of the most feared enemies of our pipelines. Corrosion can attack apipeline from the outside, butitcan also dam age the line from within due to the corrosive fluids contained in the pipeline. Protection against corrosion is therefore one of the essential areas of concern for any pipeline designer.
External corrosion can normally be avoided quite adequately by a dual protection system, consisting of an anti-corrosion coating applied to the pipe, supplemented by a cathodic-protection system.
Intern.al corrosion protection is dependent on operating conditions, and may 1l1volve a number of different or a combination of measures including inhibition, (film forming and anti-hydrate chemicals), corro-
312
sion-resistant alloy pipe or lining. application of corrosion allo"-~ltlce. and control of the operating conditions,
External coating
Coatings come in many different types and se!ectio!1 ()ftheextern al coatings has to take into account criteria. such as:
coating-to-pipe adhesion and coatingdisbondment from the pipe: durabilityorresistance to chemical. physical and biological dete-
rioration; maximum and minimum service temperatures: tensile elongations or flexibility (e.g. for reeling of pi pe): strength and impact resistance; compatibility with concrete weigh t coating; ease of repair of damaged coating.
Typical examples of traditional coatings are:
asphalt enamel-suitable for low temperatures only and requires a concrete coating as well. This coating cannot be reeled.
fusion-bonded epo). ~ suitable for medium~high temperature pipelines and does not necessarily need a concrete coating. Can be reeled.
More exotic coatings are:
polychloroprene polypropylene
These are suitable for ever-higher temperatures. although the veryhigh temperatures encountered in some of the future fields will still require a considerable amount of development work on coatings.
Cathodic protection
Cathodic protection (CP) is a corrosion-protection system which works on the principle that if a bare steel surface exposed to water has
313

I
Pipelines: ali you wamcu [() kllow ...
a negative potentiaL itwill not corrode. This negative potential can be created either by im pressed current, or by attaching sacrificial anodes made ofaless-noble metal to the pipeline. The latter method is generally used for offshore pipelines. The sacrificial anodes attached to the pipelines are normally made of zinc, although aluminium is used in some higher-temperature applications.
The anodes are evenly distributed overthe steel surface to achieve uniform current distribution. An anode once every 50 to 150m is quite normal.
Internal corrosion
Internal corrosion is caused by corrosive fluids in the pipeline. Corrosive conditions normally exist when water is present within a pipeline together with certain dissolved gases which are often present in well fluids, principally hydrogen sulphide (HzS), carbon dioxide (CO),oroxygen(O).Inaddition, thepresenceofchlorides,suchasin seawater or formation water, can aggravate the corrosion. Corrosion can take the form of general or localized wastage, and it may also give rise to cracking in the pipeline material.
Although CO2 dissolved in water can cause general corrosion, more
typically the attack takes the form oflocalized corrosion or pitting. Due to the complexities ofthe CO 2 corrosion mechanisms, each pipeline should be designed individually taking into consideration such factors as the CO 2 partial pressure, other dissolved gases, operating tern perature, fluid velocity (including any local turbulence), pH, and the presence of glycol, methanol or inhibitors.
In addition to general and pitting corrosion generated by H2S in the presence of water, HzS in gas pipelines, even without water, can induce cracking in conventional high-strength carbon steel used for line pipe. In those conditions special 'sour-service' carbon-steel material, resistant to cracking, will have to be used.
In oxygen-free environments, chlorides do not normally affect the corrosion processes significantly at ambient temperatures, but will accelerate corrosion at higher temperatures.
In water-injection service, the important corrosion mechanisms are oxygen corrosion and that caused by the presence of anaerobic bacte-
314
L11aptcr 9: I Ion: do til C.:'" keep thCl1i going?
ria. Oxygen corrosion is usually controlled by reducing the oxygen content to 5ppb(parts per billion). Anaerobicbacteriacan becontrolled by biocide treatments for when the flow is stopped.
When designing a pipeline forinternal corrosion. all available options for accommodating a corrosive fluid should be considered. These should include removal of sufficient corrosive elemenL" in the fluid, so that corrosion in a carbon-steel pipeline does not take place, as an alternative to the use of inhibiting chemicals, control of the operating conditions, and the use of corrosion-resistant alloys.
Internal coating
Although an internal coating may appear to be a good protection against internal corrosion, there are a few drawbacks that have resulted in this method being disqualified by most operators. A small defect in the coating will result in concentrated corrosion at that one spot and defec t" will be very difficultto avoid, especially in the field-joint areas. While on the outside of the pipeline a CP system will then protect these areas, inside the pipeline the CPwili not work, and accelerated corrosion rather than corrosion protection will be the result. In offshore pipelines, therefore, internal coating is used only for flow im provement.
Inhibition and corrosion control
Corrosion control in a pipeline system is best effected by preventing the entry of corrosive elements into the system. If this is not possible, then moderate corrosion can be controlled bya combination of pigging and the injection of corrosion inhibitors and anti-hydrate chemicals (i.e. glycol or methanol). Such corrosion-control schemes must take into account the pipeline operating conditions, such as flow pattern, velocity, temperature and sand transport. The purpose of pigging in this instance is to remove water and any debris which accumulates atlow points in an oil pipeline, and also to aid the distribution of inhibitors over the pipe wall in a wet-gas pipeline.
However, such measures are unlikely to be sufficient where predicted corrosion rates are high. In such cases the use of stainless steel or internally-clad pipe will need to be considered, which carry a significant cost penalty.
315

In-service inspection
Although pipelines can normally be left alone to perform their business, the consequencesoffailure can be considerable. 111erefore it is essential that all pipelines are monitored and inspected to enable a proper assessment to be made of the condition of the pipeline and initiate the actions necessary to maintain theirintegrity. These actions are decided on a case-by-case basis, depending on the severity of the findings and the intended present and future operating conditions. Such measures can range from repairs, to permanent or temporaryderating of the pi peline, replacement, or even abandonment.
Each pi peline needs an inspection schedule to comply with legislation and satisfy the requirements agreed with the authorities in the pipeline works authorization. In many cases the inspection schedules will, however, exceed those minimum requirements.
External inspection
Externalinspectionofoffshorepipelinesiscarriedoutonaroutine basis to reveal such things as:
damage to, or defect in, the pi peline and/or the external coating; change in position of the pipeline; the extent to which the pipeline is covered by soil or other
material; the condition of the seabed and presence of debris in the vicinity
of the pipeline; the extent of marine growth on the pipeline; the degree of cathodic protection afforded to the pipeline; damage to risers, subsea valve assemblies, pipeline crossings,
pipeline junctions, protection igloos, etc.; the effectiveness of emergency pipeline-isolation valves, includ
ing su bsea emergency-isolation valves; pipeline spans;
These inspections are often carried out annually and may include techniques such as:
316
UwpttT9: [{m.,.(l,) rhn keep r/1('1l1 .1" )ill,~~
a sonar survey; anROV survey of part of the line. diver inspections of risers and at local ions in need of detailed
inspection; visualand,wherenecessary.NDTinspectionoflaul1cher/receiH'r
and topsides' pipe'work; inspection and function testi ng of emergency pipe! ine-isolation
valves.
Internal condition monitoring
Internal condition monitoring consists of both routine andlessroutine activities. Routine activities include the reading of corrosion probes, the measurement of corrosion coupons, analysis of debris from pigging operations, and iron counts. Such routine internal pipeline monitoring gathers data for analysis to identify any trends which might provide an early indication of deterioration.
If the integrityofapipeline can be affected by the qualityofproduc t carried, then regular measurement of product qual i ty also has to be included.
Intelligentinspection
Non-routine inspection and testing can be necessary in some cases to demonstrate the structural integrity of the pipeline and the effectiveness of the corrosion-control scheme. The main techniques to achieve this areinspection by an intelligenttool and by carrying out a pressure test. The latter is not a preferred method, as the information gained is very limited, and the procedure can damage the pipeline.
'Intelligent pigs' are machines pumped through the pipelineswhich canonewayoranothermeasurethewallthicknessofthepipelinealong its length. As they can be run without shutting-down the pipeline, they are byfarthe preferred method, even though mnning an intelligent pig is very expensive.
The main types of intelligent pig currently available are magneticflux-leakage (MFL) tools and ultrasonic tools. The MFL tool creates a magneticfield in the pipe wall and measures leakage of this field caused
317

Pipdincs: all you walllcd to know ...
by reduction of the wall thickness. FiOm this, the remaining wall thickness can be evaluated. The ultrasonic inspection tool contains probes which are run along the pipe wall and make adirect measurement of the wall thickness.
Another type ofintelligent tool for internal inspection is the internal crawler, a machine which can crawl inside the pipeline, locating itself with asetofarmsandwhich can carry an arrayofinspectionequipment, such as video camera and ultrasonic probes.
Inspection ofa pipeline byan intelligent pig is carried out to provi de information on the extent and severity of defects in the pipeline. This information is used directly to determine its fitness for purpose. Regular inspections may be used to indicate rates of deterioration and hence enable predictions on remaining usefullife to be made.
OTHER PIPELINES
The design, selection of components, fabrication, and construction of a pi peline system needs to take into account the design life of the project which, for an export pipeline, would generally be between 20 and 30years.
There is a strong economic and environmental incentive to prevent failures incurring hydrocarbon release. Prevention includes all activities that should be carried ou t to ensure that a pipeline remains intact and fully contains the transported fluid.
Pipeline design must be of an accepted high standard which meets or exceeds statutory code requirements for routeing, hydraulic and mechanical design, and correct selection of components, materials, and design safety factors. I t is essential that during design all external loads and potential hazards are identified, all other elements of potential failure have been considered, the likelihood and consequences of any type of such failures are assessed, and the effectiveness of remedial action evaluated.
Regular inspection, analysis of inspection results, and continuous maintenance are required to ensure integrity of the pipeline during its operational life. This generally includes the following activities:
31B
OJapter 9: How c/o Iller keep t /Jem g() i IIg"
cathodic-protection measurements surveillance (aerial, subsea) internal pigging and c1eaning leak detection equipment monitoring and inspection
In orderto ensure that a pipeline is operated in a safe, sound, and prudent manner, it is important to involve the future pipeline operators during the design phase, particularly when reviewing potential hazards during operation. Operating and maintenance manuals are prepared and flowcharts of management are used to verify that the pipeline will be operated in accordance with the written procedures. Types of inspection, acceptance criteria, and inspection frequenCies are described in the maintenance manual. Last, but not least, the design must ensure that the pipeline components allow for planned inspection, including internal inspection.
The pipeline-inspection plan should contain such items as right -ofway surveillance, the collection of cathodic-protection system performance surveys, and corrosion measurements. Operators should also carry out checks to verify that the leak-detection and high-integrity protection systems are in working order.
Attention must be given to internal inspection requirements. Irrespective of the validity of corrosion predictions, the integrity of the external and internal pipe surfaces has to be verified. Due to the significant progress made with both magnetic-flux leakage and ultrasonic equipment, corrosion rates can be monitored accurately enough to implement corrective-action plans ina timely manner. Leak detection is the identification of the release of commodity from the pipeline system: detection should be rapid and positive. TIle size and location of the release are significant factors in determining how quickly and with what degree of effectiveness an emergency response can be activated.
Most on-line leak-detection systems make use of either a detection of the rate-of-change of one single parameter, or a complete mass-balance calculation. These methods give reliable fault indications only when leakage rates are substantial (l-5%ofthroughputfora mass-balance system).
319

1 1 1
1: 11: I,' q
11 ,Ii ,
Pipelinc;. all ni[l w:lnted rUkll()w. ..
Among the many other methodologies that can be employed to discover a release, the most im portant ones are: regular ground and aerial surveillance, third-party notification, and the lise of external sensors (for instance, to detect toxic-gas leakage).
It is important to realize that the total amount of commodity finally lost depends not only on the capability of early detection but also on rapid response.TI1e first response is to shut the system down. Depending on the location of a particular leak, wells producing into the system and pumping units must be shutdown, and the suspected section of the pipeline must be isolated as quickly as possible. Ail personnel mus tbe alerted and the appropriate authorities notified. Equipment and communication facilities are mobilized to start the containment phase of the incident, the main objectives of which are to avoid any further release and to minimize the environmental and hazard effects. A quick and we II organized response can make the difference between a small and relatively-insignificant release, and a large, more difficult to control, and therefore potentially more damaging, situation.
The only correct way to react quickly in emergency situations isto plan and develop beforehand the emergency response reactions to meet various scenarios, and to train all staff involved for alertness and quick response.
Of significant benefit in the development of such plans is to have appropriate design information of the pipeline system, to have available all tools and materials requiredforan emergency repair, and to have on file approved repair procedures for welded-pipeline repairs and a com plete listing of all hazards that are related to the operation of the pipeline system. The latter is all the more important if toxic gases are beinghandled.Apipeline-emergencymanualshouldbeavailabletostaff operating the pipeline, and regular training on how to handle emergencies should be undertaken.
SPECIALIST PIGGING TECHNIQUES
Themajorityofcommissionedpipelinesareregularlypiggedusing standard pigs available from anumberof pig manufactures. However,
320
(h;/prtT 9.- [[(In' (/(i r/)(".' k( '('I' r/]( 'PI ,W 'ing/
there are occasions where a specialist pig is n:quired to ()\'erCOme;1 particular problem. ill which ca'~e the sen'ices ofa specialist company are required. In many instances a spniali'it pig \\ill aJrf'ady haH' heen developed, and therefore be a\'ailablc. but in others it ma) be necessary tocarryoutaresearchanddevelopmentprogrammeit1ordertomodif\ an existing pigorcreate a specialist pig for the joh in hand,
Specialist pigs and techniques
Various types'ofspecialist pigs and techniques are discussed beluw:
Multi-diameter pigging
Whilstnotacommon requirement as most pipelines are constnlcted from constant-diameter pipe, there are occasions where a pig must be capableoftraversingapipelinehavingtwoormoredifferentdiametel's. Such pipelines will vary from those having different internal diameters dueto different wall thicknesses of pipe, to those designed specifically with two different diameters. The latter will usually on ly vary by one pipe size (for example, 6in to8in, lOin to 12in, etc.). but much larger steps exist in some parts of the world with 20in to 30in a typical example. Furthermore, with many marginal offshore oil and gasfields being developed, there are anumberof situations arising where a smalldiameter pipeline from a marginal field is bei ng connecte( I directly into amajor large-diameter trunk pipeline, usually through a 'W)T' piece to reduce costs, Pigging of the smaller-diameter line \yjlJ be required, but the pig must also be capable of continuing through the larger-diameter pipeline to the receiver.
Magnetic cleaning
The need to internally inspect pipelines usingan on-line inspectio n pig demands a far high er degree 0 f cleanli ness than tha t req u i red for normal pipeline operation. Aconventiona1 cleaning piggenerally pushes the debris ahead of it, which is not always successful in respect of ferrous debris such as welding rods, mill scale and corrosion products, since they become overridden by the pig and left behi lId, By using a
321

Pipelines: all you wa1llcd to know ..
magnetic cleaning pig much, if not all, of this ferrous debris can be attracted and carried by the magnets. whichisa more efficient wayof removing ferro LIS debris from the pipeline. Also. the progress of the cleaning operation can be monitored more accuratelv. since once a magnetic cleaning pig is received with little or no ferrou·s debris on the magnets, itcan be considered that all ferrous debris has been removed. An ef~icient magnetic cleaning pig is therefore a purpose-bUilt pig carrymgpowerfulpermanentmagnets,anditshouldnotbeconfused with a standard swabbing pig with a few magnets bolted to the body.
Scale and wax removal
. With the need for enhanced cleanliness when running an on-line mspectionpigitisvitallyimportanttoremoveallthedebris,suchashard scale and/or wax, from the pipe wall itself to enable the inspection pig to perform properly. For light deposits, a standard cleaning pig fitted with brushes or blades will usually suffice, but for extremely-hard depos.it~ a specialist pig has been developed called the pin-wheel pig. 1111S pIglsnotself-propelled, butis towed by a heavy-duty tow pig using a universal joint as a coupling. The pin-wheel pig consists of a central steel b<:>dy ~owhich ~re attached special polyurethane discs which carry steel pms tt pped WI th tungsten carbide. As the pin-wheel pig is towed through the pipeline, the pins are pressed firmly onto the pipe wall, thereby removing the scale orwaxwhich is adhering. The pin-wheel pig leaves all removed depOSits behind it in the pipeline, and these are rem.oved byrunning a heavy-duty swabbing pig usually of the bi-di type ha~mg guide and support discs in lieu of cups for a better cleaning actton.
Excessdebrisremoval
During proving and cleaning operations, and particularly in relation to liquid pipelines, the pig will push most of the debris ahead ofit. Itis normal for such a pig to have a limited amount of fixed by-pass which a~sists in keeping the accumulated debris in suspension ahead of the pIg.
322
f
I (Juptn- <J: lImvd,) they kccp tiJcm going'
However, in abnormal circumstances where there is ahigh amount of debris, it is not unknown for a pig to become stuck due to the debris aheaclofthepigbecominghardandcompacteclanclformingalongand solid slug. Once the pressure to move the slug is more than is available from the main-line pumps, the pipeline is totally blocked. One way to avoid this problem is to use a specialist pig called a pressure by-pass pig which looks identical to a standard swabbing pig except that the sealing plate at the front of the pig body is movable.
The sealing plate is kept firmly shut by internal spri ngs until the differential pressure across the pig rises to a pre-set limit. This rise in differential pressure will be caused by the build-up of debris ahead ofthe pig. When the pre-set pressure limit is reached, the front plate will move forward slightly thereby allowing tlle pipeline product (usuaUya liquid) to flow through the pig bodyandoutthrough the gap between thefront plate and the body.
This results in a high-pressure jetting action which acts on the slug of debris by slurrifying it and moving it downstream of the pressu re by-pass pig. Once the differential pressure drops below the pre-set limit, the front plate will be pulled back onto the pig body to form a tight seal, and the pig will start to move down the pipeline. In particularly dirty pipelines this jetting action may take place hundreds of times before the pig reaches the receiver.
Stuck pig removal
Ifa pig fails to arrive atthe receiver butthe flow through the line is relatively unaffected, it usually indicates that the pig has either suffered severe mechanical damage or has fallen apart, thereby allOWing considerable by-pass around the remains of the pig. In such a situation, the running ofa rescue pigin order to push out thelost pig is probably the best option, although if it is felt there is a real risk of the rescue pig becoming stuck then a much more cautious approach is required, as described below.
The rescue pig needs to be far more substantial and stronger than the lost pig, since in addition to travelling through the pipeline, italsohas to push the remnants of the lost pig. The best-pOSSible rescue pig, often
323

Pipdi II c.': ;r Ii l ()lJ II ant cd 10 k/Jo\'v".
called ashuntingpig, is ofextremelv-heavv construction and hasaflat front endfor pushing out the lost pig. Addi't ion ally, it should comprise of at least two modules joined together by a universal joint. For severe cases, a three-module pig should he considered.l 'he reason fora second (and. perhaps. a third module) is that the firs t module often gets severely damaged when attempting to push out the lost pig, and once the seals are com promised, excessive by-pass will take place and the rescue pig will also become lost. The second or third module behind the front module will always ensure that the pig seals in the pipeline.
Pig tracking and location
Following on from the removal ofa stuck pig it is prudent to fitthe rescue pig with some means of tracking and location. The tracking operation will keep the rescue pig under surveillance at the various tracking locations, thereby reducing the search area in the event the rescue pig becomes stuckorlost, since its position will be somewhe re between the last tracking location where the pig passed and the next oneatwhich it has failed to arrive. In this event, the tracking engineer simply walks the section of the line between the two relevant tracking locations until the pig is located.
Pig tracking and location is also relevant for the nmning of any pig i f it is felt there is areal risk of it becoming stuck or lost, and especially when pigging lines for the first time or undertaking specialist pigging operations.
There are several systems available for tracking and location, with magnetic, electromagnetic, radioactive-isotope, and impulse transmitters being the most popular. Some systems are only offered as a service, whereas others can be purchased as equipmentforuse by the pipeli ne operator.
Photographic inspection
Whilst a very rare requirement, there are occasions where colour photographs of the inside of the pipeline are useful. To this end, there is a camera pig which is a pressure cylinder housing a 3 5-mm single-lens reflex camera with flash facility. A circular glass aperture with wiper
324
chapler Y: HUll do liuT keep Ihem g( ';II,W
blade is incorporated into the pressure hOllsing through which the photographs are taken The camera will take a photograph at preset intervals using a timer or. alterna th-cly, at pre-dctcrmi ned distances lIsing an odometerwheel Net'dless to sa~-. the pig ca 11 only opt'rate in a clean gas environment, and is llsually used on short pipelines \-isually to assess pitting corrosion. Another use is where a pipeline has been internally epoxy coated and the camera pig will take ra ndom shots to verify the quality of the coating.
GeJly pigs andgeJ
Agelly pig is a mixture of various viscous chern icals ~ hich form a gel shortly after mixing. Because of the nature of the gel it is possible for it to reduce its diameter by elongating itself to negotiate an obstruction and then reform to its original shape. It can also be mixed and then immediately injected into a pipeline through a small-diameter nozzle where it will form into agellypig. Obviously. itdoes not possess the cleaning ability or the rigidity of a conventional steel-bodied pig. but serves a useful requirement in short pipelines which eitherclo not have pigging facilities or, alternatively, where there are many restrictions in the system. Whilst any diameter of gelly pig can be made, it is fair to say that the use of such pigs is better resef\Tedfor smaller-diameter pipelines.
GeL on the other hand. is of similar consistency to a gelly pig, except it is far more viscous and does not set or form into a pig. It is normally used as a slug between two steel-bodied swabbingpigsinorderto pic kupandretaingranulardebrisduringpre-commissioningoperatiems. Additives can be included in the gel mix to assist with corrosion inhibition and water absorption.
Variable-speed pig
Some pipelines (mainly natural gas) operate atvery high velocities, making it either impossible or dangerous to pig the line except by reducing velocity to a safe leveL If this is not possible. a variable-speed pig can be used which has a controllable by-pass facility The pig speed isconstantlymonitoredbyodometerwhee1swhichcontroltheamount
325

Pipdines. aii you V.-;llllnllo kllow ...
of by-pass allowe.d to pass through the pig body. This is achieved using arot~tl11g plate with elliptical holes which cover corresponding holes in thepJgbody. Full by-pass is achieved \vhenaIlholesarelined up,and no I >y-pass when they are not.
Packer or barrier pigs
These pigs can be run through a pipeline to a pre-chosen location, wheretheycanbestopped,braked,andhavetheirsealsinflatedinorder to form a temporary barrier so that remedial works can be carried out withoutdec?mmi~sioningtheentirepipeline.Sometimestwopigsare ?eployed ~lth a sUlta?le spacin~ in between them. When both pigs are l~ the reqUlred location and actIvated, the length of line between the pIgS ca~ beworked.on (i.e. for the removal or installation ofafitting) safeIywith the two pIgS acting as barriers between the work area and the live pi peline. Some pigs are capable of holding full line pressure whereas others require line pressure to be substantially reducedfo; safety reasons.
Summary
1?e pigs described inthis section arethemoreusefuldeveIopments WhICh h~ve become an industry standard, and are regularly used in connectIon with problematic pipelines. Manypig manufacturers and ser:ice companies have designed unique pigs for 'one-off applications
. whICh are never heard of again.
References
1. Concawe, 1992. Perf~r~ance of oil-industry cross-country pipelines in Western Europe. StatIstical summary of reported spillages -1991. Report Number4/92.Brussels,November.
2. Gas pipeline incidents. A report ofthe European gas pipeline group. Pipes & Pi peiines International,] uly-August, 1988.
3. Adva~ced Mechanics and Engineers Ltd, 1990. The update of loss of conta1l1ment data for offshore pipelines, f1l1alreport. Prepared for UKOOA, August
326
C1l;lpter <): [{on' (/') the)' keep them going'
4. W j.Newmanand Paul D.Saunders, 1991. Pipelineisol:ltioll techniques. Pipeline and GasJournal, August
'). Pipeline risk assessment rehabilitation and repair conferellccl\lay I R2 I, 1992. Houston,Texas. ()rganized iw Pipes & PipdiIWS lI1Tt'rtJ:lth'lIaland
Pipe Line Industrr. 6. Repair methods for pipelines with corrosion and other damage. by
I.Corder. 2nd European & Middle Eastern Pipeline Rehabilitation Seminar, 23-24April,1991,Brussels.
7. R.Pirani, 1988. Pipeline pigging technology. Pipeline Industries Guild Journal.
8. R.Piraniand V.Dolen. Design for integrity of offshore pipelines. Pipeline Pigging and Integrity Monitoring conference, organized by Pipes & Pipelines In terna tionaland Pipe Line Industry, Singapore.
9. M.W. Cooper etal., 1983. The practical application of fusion-honded epoxy powder coatings is demonstrated by the Brae to Forties pipeline. International conference on Internal and External Protection of Pi pes.
1 O.J .M.Leeds, 1992. Cathodic-generated film protects pipe surface- Parts 1 and 2. Pipe Line Industry.
327

fl 1"
II Ii
r I
!
III il
I. \:
Ii I
I
Ii ~ , i:
,1
328
CHAPTER 10
OLD PIPELINES NEVER DIE ...
DECOMMISSIONING AND ABANDONMENT
Oil and hydrocarbon pipelines
Ifa pipeline is no longer required foroperations and no immediate . alternative use is available, then it will need to be decommissioned. The
principal objective of decommissioning a pipeline is to take it from its operating condition and leave it safe and clean in sitll. Although the requirementsfortheendresultissimilarforbothonshoreandoffshore pipelines, the procedures for carrying outthe operation can be quite different.
Purging and cleaning
Once the pipeline has been cleared of product it will still contain dangerous gases, liquids, or solid residues which will need to be removed, usuallywith pigs, but mayalso need to be treated chemically. These residues canvaryfromtraces ofliquid orgas products to sludge s, waxes, and scale. Special arrangements will be necessary at the pipeline terminals to receive and dispose of all these materials safely and without harm to the environment. With offshore pipelines, if a shore terminal is not available, special arrangements will be required, possibly using vessels and flexible hoses. Care will be needed in the choice of pigs to be used and their propelling medium, anda complete inspection may be reqUired, internally and externally, to determine the extent of damage or deterioration due to corrosion. The degree of detail to which these measures are necessary will depend on the future of the line, i.e.
329

Pipelincs: all Y()ll ~rantctf to knmr ...
whether it is to be preserved for future operations, or is to be lifted or abandoned.
Agreat \rarietyofcleaning pigs are availahle for use with different products, and the procedure can involve the use of multiple pig trains. Forinternalinspectionoftheline'intelligentpigs'arenowavailablefor the purpose of determining the extent of internal and external corrosion, thegeometricintegrity, the external condition of coatings and-for seabed lines- the extent of cover or seabed spanning. It may also be necessary to modify existing pig traps or install temporary traps where none exist. Typical launch and receiving pig traps are illustrated in Fig. 1 0.1 The choice of pig propellant can be a difficult decision and normally is achoiceof gases such as airor nitrogen, or liquids suchas seawater, gels or foams.
Decommissioningforabandonmentinplace
Ifthelineistobeabandonedandleftinplace,itisnecessarytoensure that its deterioration and eventual disintegration causes as fewenvironmental and safety problems as pOSSible. Subject to the location of the line, this can be achieved hy a variety of methods. Offshore pipelines would probably be filled with seawater treated with an inhibitor; onshore, the fill is likely to be a solid, such as a very light cement, ash, and aggregate mix. Above-ground or above-seabed fittings such as val ve installations would almost certainly have to be removed. At particular locations it may be necessary to remove and recover some lengths of pipe.lfthelineissittingontheseabed,itmaybemoreeconomictobury it even though this would be a very expensive operation. The proposed arrangements would, of course, have to be approved by the statutory authorities.
A pipeline abandoned in place on land does little harm, and this is probably less disruptive environmentally than recovering it. Mostland lines are buried with at least 1 m (3ft) cover and, ifleft clean and suitably filled, should deteriorate at a very slow rate and will not interfere with normal land use. Offshore, there are more considerations, buta pipeline properly cleaned and treated could take anything from 50 to 400 years to corrode and breakup. If the line is buried in the seabed, it is unlik ely to pose any future problem in areas away from the coastal waters.
330
(,1J:/jJtcr 10· ()/cf pipe/jll(" I)(T(T (Ii<'
Fig.IO.1. Typical pig trap layout (courtesy DerekJackson).
331

Pipelin"s: :Ill n!ll rC;l1l/nl to kno\\'..
However. if the line is exposed on theseabed. it could eventually cause problems to other seabeclusers such as fishermen and the MO D.
Decommissioning {oraiJaJ1(}0l1111cnL and rccm"Cr;'
Recovery of a subsea pi peline is essentially the reverse oflaying. The line will probably need to be freed or trenched to uncover it and can then be retrieved by a variety of equi pment. The method can be to employ alayvessel such as a laybarge or reel barge, or the line can be cutinto small sections and lifted bycrane or davit. The operation can be dangerous, particularlyifthe pipeline is badly corroded or damaged. Disposal of the coated pipe after recovery can also be a problem.
Decommissioning for re-use
Adecisionto decommission for re-use can involve alotmorework, particularly if the pipeline is to be used fora different product. The inspection and survey will need to be more detailed and thorough, with an internal inspection by an intelligent pig probably being needed. It may be necessary to determine the structural integrity and seabed stability; the condition of the protective coating and cathodic-protection svstemswill also need to be verified.
If the line is not to be recommissioned with anewproductforsome time, care must be exercised in the line-fill used. Treated-water fills can have a limited life due to degradation of inhibitors; biocides and oxygen scavengers do not guarantee against all forms ofcorrosion.A1thou ghair and gas fills with inhibitors can last longer in a dry atmosphere, th eiruse may create problems with the seabed stability in the case of subsea pipelines.
REHABILITATION TECHNIQUES Gas pipelines
The need for pipeline rehabilitation is governed by the material from which the pipeline is made and the jointing systems employed. In this
332
ChapleT" 10: (lid l'il'eline' II< T< Tdi<
section. the rehabilitation of cast and ductile iron systems ,viII he ghen mostcol1sickration. with oldcrstccl pipelines. especially those tll1pro tected against corrosion. also beingcoyerecj Mention is also made (If
techniques for rehabilitation of seryice pipes. As poh etln lent' systems are re1ative1vnew it is not considered such sYstems willnced rehabili-
, ' . tation in the foreseeable future.
Cast and ductile iron mains srstems
The failure modes of cast iron mains are usually mechanical failure 0 f the pipe, of which traffic-related damage is a factor. or joint leakage. particuiarlywhere lead-run or other mechanical joints have been used.
Rehabilitation, therefore, may be carried out by inserting a polyeth-. ylene(pe) pipe within the cast iron pipe. This can beeitheraloose-fit
insert or, the probably-preferred tight-fit insert achieved by compressing the pe insert in size by passing itthrough formers and then winching it into the ferrous pipewhereitformsa tight fit against the inside of the pipe to be replaced. Subsequent to the insertion. anycol1llections will need to be remade into the pe pipe.
The same technique can be used for mains with leaking joints. However, where the parent pipe is in reasonable condition. it may be possible to give overall attention just to the join ts. This may be possible by means of ensuring effective gas condition ing, or under carefullycontrolled conditions by injecting anaerobic sealants intothe main. Caution is counselled, however, on the use of such sealants. as under certain circumstances deposits may be formed on customers' meters with consequent under-recording.
Ductileironmainsaresubjecttoatypeofcorrosion normally related to the resistivity of the soils in which a main is laid. Forthis reason it is preferable to loose-wrap such mains in pe sheeting; the material is probablyused1ess now than previously in favour of mdpe and hdpe materials.
The same techniques of pipe insertion can be used forrehabilitatin g a corrosion-susceptible ductile iron pipeline as are used for cast iron mains.
333

Pipelincs: all YOll w:l/ltcd ro kIlOlv ...
Steel pipelines
!he maj?rproblcmwith degraded steelpipdines is corrosion caused ?y 111~f~ectlve coat~ng and wrapping, unsatisfactory ground conditions, meff1~lent c~rroslon control or, possibly, stray power currents from electnc tractlOn systems or overhead high-voltage cables.
~he location of corrosion on high-pressure gas pipelines is best achIeved by on-line inspection or, where this is not possible, by above?round survey techniques. Of these, the dose-interval potential survey IS probabl~ the mos~capable of locating points on the pipeline where thecath~dIc-protectton(CP)systemisoperatingbelowprotectionlevel. Oth~rw.lse, a Pearson-type survey will locate points where the pipe coatmg IS damaged to such an extent that the steel is in direct contact with the soil. Again, soil conditions will govern the rate of corrosion.
Whateve~ system of investigation is carried out, consideration will ne.ed to be gIven to the as.sessment of defects located, if necessary by usm~ a fractl~re mechalllcs approach, followed by a decision on the repaIr technIques to be adopted. For single corrosion features, the defect tolerance of a steel pipeline may be quite high. One of the most effective repairs of corrosion defects is an epoxy-grouted loose-fitting steel sleeve.
Ifapipelineissubjecttoseriouscorrosionitmaybenecessaryeither to repl~ce extended sections or, alternatively, to downrate the pipeline ope~atmg pressure to a safe level. However, in all cases, attention should be gl."en to establish!ng an ~fficientcorrosion control regime either by the Sim pl~ means of mcreasmg CP currents to achieve protection levels or, more Importantly, by eradicating the conditions which led to the degradation in the first place ..
DomesticseLVices
!hetraditionalmethodofrehabilitatingcustomers'serviceswasby a dIrect ~eplace?Ient. .However, methods are now available for replacementusmg the msertlon techniques.
An early method was by isolating the service at the main and then inserting a polyethylene (pe) service within the original metallic service under no-gas conditions. A more recent technique has been insertion from the meter position using a mechanical pushing device with a gas
334
Uwptcr 1 (J Uhf pipciines IleHT die...
seal at the disconnected meter connection. After locating the leading edge of the inserted pipe, the annular space needs tohegrOlltedto avoid gas passing within the space either hack to the property or to a point of leakage in the original service.
After grouting, the seal on the leading end of the pe service is dislodged, enabling the installation to be tested for leaks and recommissioned.
Water pipelines
Maintainingtheefficiencyofwater-distributionsystems-commonJy referred to as mains' rehabilitation -is a task which calls for a rational approach in order to meet defined criteria in a way which is as economical as possible in the long term.
The most effective way of achieving this is through network analysis, a technique which involves the buildingofa mathematical, computerbased model of the system under study. Appropriate manipulation and amendment of the model provides:
a cost-effective way of identifying problems and selecting effective and economic solutions;
a mechanism for justifying expenditure on rehabilitation and providing information for long-term financial planning;
a consistent approach which gives equitable decision making for the benefit of all customers.
There are two distinct but interdependent levels forwater-distrib utionsystems'investigationandrehabilitation:
Strategic planning -a central activity designed to produce a longterm rehabilitation plan for the whole undertaking.
Zonal investigation and planning-local activities within each zone to identify problems and cost-effective solutions.
The principal areas for examination are: existing instances of in adequate service, i.e. aesthetic quality, EU Drinking Water Directive
335

Pipelincs: allnJll IL/Il/cel to know"
requirements. poor pressure. supply interruptions, and all problems and concerning inadequate seryice: also the potential for future prob !ems. taking account ofincrcased demand. PUIll ping efficiencies, and ·sensitiYc·lllains.
All of these are interrelated, and must be considered together in order to dra w-up a zonal rehabilitation plan which incorporates the most effective and economic solution to the problems within the zone.
The quality of the infofl11ation incorporated into the network analysis model of the zone largely determines the appropriateness of the strategies selected. This information is gathered from existing watercompany databases describing standard-of-service failures, from site visits, and (where appropriate) from customer surveys coupled with flow and pressure field tests and analyses of water samples.
Three main issues are addressed:
Water quality
It is cllstomaryto divide the zone into sub-zones expected to receive waterofdifferentquality,inordcrtolimittheareaforwhichrehabilitation decisions are made.
Water-sam pling and customer-complaints' data from the sub-zones is then analysed and plotted as an overlay on the zone model to show the distribution of different potential causes -corrosion, past or present poor treatment, and operational changes.
Amongst the solutions to be considered are: modifying raw-water treatment or operational practices; removing loose deposits from mains byflushing orairscouring combined with cleaning service reservoirs; chemical dosing; relining; and replacing mains or service pipes.
Hydraulic deficiencies (water pressure)
Modelling is used to compare reported and modelled pressure problems, and to assess the effectiveness of alternative remedial schemes under a range of demand conditions.
The causes most likely to be determined by modelling are inadequate input pressures, frictional and head losses in trunk and small-di ameter mains, and poor service pi pes, all of which can be confirmed by field tests.
JJ6
C11aptcr 10. Old pipelines llClcnlic..
Remedies include adj II sting mains' pressures (using the model to test potential solutions); pressure zoning; adjusting prcssu f('-rc lief \-alves, incre~"ed boosting; reinforcing the network with additional mains: and relining or replacement in similar or larger sizes.
Structuralper[ormance(consistencTo[suPpl.r)
This is carried out in two stages, the first covering the whole zone, and the second for 'sensitive' mains within the zone.
Recording of data on mains' failures, leakage, loss of wall thickness due to graphitization, and general pipe condition, makes it possible to categorize mains within the zone on the basis of the service they provide.
The final stage of rehabilitation zone planning involves the integration of information recorded in stages 1, 2 and 3 above in order to develop an asset and service condition grading on a scale of 1 toS.Grade 1 zones require no attention within a 20-yearwater-industry management period, while grade 5 zones require replacement or refurbishment within a five-year period. Cost-effective solutions are then developed by taking into consideration water-com pany strategies to meet stipulated standards of service.
Rehabilitation techniques
Mostofthe 350,000km of the UK's water-distribution mains were laid before 1940 and constructed of cast iron which, despite its undoubtedstrength,needs aninternalanti-corrosion coating to bring it up to the standard reqUired to meet currentwater-qualityparameters.
Internal corrosion, scaling and tuberculation - all of which are accelerated in mains carrying aggressive waters-eventually lead to dirty and discoloured water, low pressures, and system failure, resuIting in customer dissatisfaction. Along with external corrosion caused by aggressive ground conditions, these deficiencies are to be found in an estimated 35% of the UKmains' network.
337

Pipciines: all you wanted to knovv ...
The objective of rehabilitation is to remedy these problems before a main reaches a state where it must be replaced com pletely. Benefits of this include:
improved water qUality improved hydraulic performance constancy of supply reduced internal corrosion reduced maintenance extended pipeline life improved cost-effectiveness reduction in customer complaints
Suspect mains are normally first surveyed usingCCIV (closed-circuit television) equipment so that appropriate recommendations for rehabilitation can be made. When the scope of the rehabilitation programme has been decided, the main is inspected, access points and by-passes are determined in order to maintain su pply and minimize disruption to traffic. Valves and special fittings are also generally replaced at this stage.
The main is then cleaned to remove all encrustations and deposits. Three techniques are available for this: power boring for mains up to 150mm diameter; drag scraping above this size; and pressure scraping for diameters more than 600mm.
The most commonly-used rehabilitation techniques (some of which are illustrated in Fig. 1 0.2) are:
Cement-mortar lining: proven over the last 50 years as an effective means of protection against internal corrosion, this involves centrifugally spraying a finely-graded mortar onto the internal surface of the pipe. This becomes saturated when the main is filled with water, producing a highly-alkaline environment at the static interface of the moist lining and the pipe bore. In soft water areas, a low-pH cement mortar can be used. The details of thelining process vary depending on the diameter of the main; the lining thickness, normally dependent on the diameter of the main, rangesfrom4to 12mm.
338
i
I
Chapter 10. Old pipciines nnrrdic.
Ii E E E E E
~ g ~ .. E 0
~ '" ~ ". !h
~ .. ~
l! ~ i I -l; ~ ~ -6 Ii g of ~ .8 !
J> g:, li
0;; .J ~
Fig.l0.2. Some of the most commonly-used rehabilitation techniques (courtesy Biwater Ltd).
339

PipeliIles: all you wanted to know ...
Epoxylining: similar in principle to cement-mortar lining, this technique offers some additional benefits, chief among which are zero aluminium content, neutral pH values, increased resistance to corrosion from aggressive water, and improved hydraulic capacity.
The two separate components - resin and hardener - are pumped in a specified ratio through the mixer to a 'spinner' head to give a recommended minimum thickness of 1 mm. Greater thicknesses are possible through multiple coatings. To attain quality assurance, speCialist contractors have developed their own epoxy-lining equipment which monitors and records the ratio of the applied materials, temperature, pressure, flow rates and pull rates -all against pre-defined parameters.
Soft insertion liners: currently under development, these consist of flat reinforced tubes of cloth material impregnated with thermosetting resin which are inverted, inserted into the existing main, forced through the pipe with water or compressed air, and cured in situ. Intimate contact with the old pipe wall ensures that maximum flow capacity can thus be obtained.
Pipebursting: a percussion or hydraulic 'mole' is driven through the bore of the existing main, shattering the pipe into the surrounding soil. A protective plastic sleeve is pulled immediately behind the mole, followed by a butt-welded MDPE pipe. The technique is currently limited to 300-mm diameterpipeworkfor cast iron, although larger diameters are possible when relining concrete pipes.
Sliplining:thisisa'no-dig'techniqueforreplacingstructurallyunsound pipes by scraping deposits from the bore of the main and inserting abutt-welded MDPE lining pipe through alead-in trench. The lining can be installed in lengths several hundred metres long, and large-radius bends can be negotiated.
Die drawing ('swaging' and 'rolldown'): although loose-fitting MDPE liners have been used overseas for many years, gaps between the liner and the host pipe are undesirable on potable-
340
C1Japtcr 1 (): Old pipelincs IlLTcr die.
water mains, especiallywhere there are large numbers of service connections. The best solution currently ayailable comes in the form ofliners with an initial outside diameter slightly greater than that of the intended host pipeline. The liner pipe is prewelded intolonglengthsandreducedindiameterbydrawingitthrough a die (swaging) or passing it between specially profiled capstan rollers (rolldown). The liner is then slip-lined into the main and expanded by internal pressurization, or as a result of the natural recovery properties of the MDPE, to give a close contact with the host pipe.
REFERENCES 1. Butler WCF "The UK Governments Approach to Abandonment" confer
ence, Decommissioning and Removal of North Sea Structures, London, April 1987.
2. Sharp WR "Offshore pipeline abandonment" , Gas Engineering and Manage-ment,] anuary 1990.
3. Bray Alan & Cooper MW "Abandonment of Submarine Pipelines" conference, Offshore Pipeline Technology, IBC, Paris, February 1990.
.HI

fJjpcliIlcs' all FIll wanted to know ...
342
Index
Index Note: w!Jere there arc two Ormnrf"Cntrie8 fora particularsub;cct, in certain cases tile main ("nUT is
indicated in bold type.
A Abandonment
onshore .. offshore ................ .
Above-groundinstallations, testing .. Accesstoland ............................... . Airdrying ....................................... . Alloysteel ......................................... . Anchor, protection against ... . Apachereclship '" ...................... . Asbestos<:ement
.. 66,329 .......... 63
. ............ 212 .. ... 82 ..215
4,159,164 . .... 118 ...232
pipe material .................................... 4,159,170 mainuses ......................................................... 172
Asphaltenamelcoating .................. .. ........... 313
B Backfilling. . ............................ . ....... 200 Batching,formulti-productlines .. .. . .......... ](-J5 Bending ............................................... . .. .... ?fSl Bends ................................................ . .. .... 151 Bitumencoating ......................... . .......... 296 Bondedflexiblepipe .............................. . 188 Booster
fun ................................................ ..134 jet ................................................... ." 134
Bottompull,foroutfalls ...................................... 244 BritishGas
C..orporation ....................................................... 17 pic ................................................................. 17,33
Buckling .......................................................... 115,124 Bundle,foroffshorelines ............................. 233-235 BuriaI,offshore ..................................... 117,241,311 Butt-fusionjointing ..................................... 181,18~
c CaIliperpig .............................................................. 291 Carbonsteel,pipematerial ...................................... 4 Casting, centrifugal,forductile iron .................. 166 Cast iron mains ......................................................... 19
rehabilitation ................................................... 333 Cathodic protection system ............... 151,276,287
296,313,332,334
Cemcnt-mortatlining ..... Centrifugal spinning, forgrr CharpyV-notch ... Chlorine, fordisinfecting .. Cladstcelpipe .. . Clamps, repair .... . Clay, pipe material .. Cleaning
. ... 22,338 ..... 179 ..... 162 . ... 221
. ..... 161
...... 295 ..4,159,185
and pigging .. . .. ... 288,329 forscwers .... . ...... 3(X)
forwatermains.. .. .... 297 Closed-circuittelevision(CCTV)... . ............. 338 Oose-intervalpotentialsurvey(CIPS) ...... 276,334 Coatings ..... . ... 8,151
concrete .......... . ........ 3\0 duringla)dngoffshore .. . . ........ 232,236 external .313 forweight ... .. ...... 232,240 system ... . ......... 296
Commissioning... . . 214 ethylene pipeline ." ........ 272 offshorepipelincs.. . ...... 2'19
Communication,forcontrol.. 256 Compressor station " .. . .. 3,133,292 Compulsorypurchaseordcr .. . .. 38 CONCAWE ............ .282 Concrete, as pipe material.. . .. 4, 159
forweightcoating ...... 3\0 Conditionmonitoring .... . ...... 317 Connections
flexible pipe .... . mechanical .... . offshore ........ .
Construction ...... . authorization ........ . ethylene pipeline .. laybarge ............. .. onshore ............ .
Continental Shelf Act .. . Controlofpipelines .... . Corridors, pipeline ......... . Corrosion
control and protection
194 . .... 238
. ....... 238 83,108
.. 12,~6 .. .... 271 ..... 2lb
. ....... 201 49,61
.. .......... 253 .............. 74
............ 3,129,151 171,172,276,284
286,295,312
343

I 'i I
PlpcilllCS: ;lIi rr Jll waIltcd to kll()~v ...
Corrosion inhibitioll intcrnalancIcxtcrnal .
lTICaSUfcmcilt
repair ...
.. )1';
....... rfU8G,512 314,333
.. ~91
Country Landowners' Association. Crawler, intelligent ..
Ni 14
318 Creep, pc pipe .. Cross-connections ... Cross-country pipeline
.. 219
. ... 19
authorization. . .. .. :36 construction. .. 201
Crossings,roadandrail. .. ............. lO8,209 Currentmeasurement,offshore... .. 225 Cvlinderpipe . 174
D Debris removal ................ 322 Decommissioning . .. 329 Deep-waterpipelaying.. .. ..................... 229 DepartmentofTradeandIndustry(DTI) ...... 12,37 Design
detliled .. ethylene pipeline forfiow..... .. .................. .. for strength gaspipelines ...................... . qualirycontrol .. .
.... 14 .. Dl
...... ...... Cf7 107
.. 101
srandards .............................. . 156
.. 318 .. 223
104 underwater pipelines water pipelines
Diedrawing.. .. ............... .. Disinfectingwaterm~tins
Distribution m,tins ... Distribution nerwork .... .. Drawings, record . .. .................. . Dredges, for pipelaying Drilling
directional .. .. horizonral ......... ..
Drinking Water Inspectorate. Drying
dtyair ... ethylene pipeline ...... vacuum .............. ..
Ductile iron as pipe marerial main rehabilitation
Dup lex-stainless steel
............. .. 340 .. 220
.. ......... 21,77 ... 22
... 2W 241
........ 248 ..... 243 ....... 22
....... 217
....... 271 ." 216
. 4,159,166,296 333
......... 161
E Lbellll"llb.aUJ.tlisilioll. .. ..... 8)
Economiccharacteristicsofpipdincs 9. 11 Eknric-resistancewdding( ER\\,) 1(>4 flectro-fi"ion jointing .. . ............ 181.183 Emergencyprocedures . . ........ 257 Elwirollll1enralconcerns . .. ......... 75 Environmenral impact assessment (EIA)
.............10,60,75,87 Em-ironmentallegislation .. .. ....... 55 Ethyienepipeline. 104,266 EuropeanUnion
F
directive. regulation ....
.......... 10,58,335 .... 22
Failure mechanical. .. .............. ...... ................... .. ...... 277 rates .............................. 283
Fencing ..... 203 Filtration . ........ ............ .. ...... 145 Fittings
ductile iron . pipeline.
, ................. 1@ ..... 151
prestressed concrete .... ... 176 FlangedeOlUlection,fiexiblepipe ... 194 Flexibiepipes . . .......................................... 1~ Flowcapacity
control....... ....................... .. ...... 253,265 measurement,forwater .............................. 306 of pipelines .. .. ................... 97,104
Flowline ................. 1,161,186 Fluid-conditionll1ortitoring ................................. 255 Fluid, Newtonian .................... ~ Food&EnvironmentalProtectionAct ....... 62 Freespans,offshore ................ .. ................ 112 Fusion-bondedepoxycoating ... ............. 313,340
G Gas Act Gasindusttyoverview . Gaspipeline
........ 13,33,41,44 .......................... 17
design. .. ............ 101,107,109,182 rehabilitation .................................................. 332
Gassupplier,independent ..... .. ..................... 44 Ge1,forpigging ...................................................... 325 Geographic inforll1ationsystem (GIS) ............ 4,92 Geomettymeasurement,forpipelines .............. 291 Gibaultjoint ..................................................... , ..... 171
344
Illdex
(;raveldumping.. 118 GI;Lss-fibre reinforced plastic pipe(grp)
Guaranteed Service Scheme (;llid,mceNotes.
H
19, ,'>lJ 17729('
Hazards, natural.. . . .. 279 High-densitypolyerhylene(hdpe).. 19.181.182 Heating,pre-expansion . . ... 145 Health & Safety at Work, etc., Act ............... 36,61 Heath & Safety Executive 12,39,52-54 High-performancepolyethylene(hppe) . . ... 181 Hoopstress... .................. .. .. 111 Home, Professor.. . ..... 67 Hottapping ...................... ... 295
offshore use ......... .. ............................ 238 onshore use ......... .. ....................... 283
Hydrostatictesting .... .. ... 210,290 offShqre .. . . 249
Hyperbaricwe1ding . ............ ....... . .. 237
I Immersed tube,foroutfalls ...... . ... 247
...... 284,309 .. 315,330
Impactdamage, protection ...... . Inhibition,corrosion ....................... . Inspection
byROV .............. " .... , .............. . ...... 3W in-service ................................ .. 289,316 intelligent ........................................................ 317 intemal .... .................... .. .. 290 offShore .... .............. ..... ... 250 photographic ............................ .. .......... 324 pipemill................. 166
InstituteofPetroieumcode ..... 38 Insulation, thermal, offshore .... 311 Integrity-managementprogramme ... . 279 Integrity
cost-effectiveness ................................ ... 279 mortitoring ............................................ 27;,287 proving by testing .......................................... 211
. Isolation,forwater ............................................. 152
J Jetting,forcleaning .. .. ]-laying ......................... .
for risers .............. .. JOints ..................................................... .
asbestos-cementpipe .................. .
.. 298,301 , 229
..... 236 8,208
171
Joints dllctilcin1npipe tkxihlcpipc grppipc pepipc prcstn's",cd f _ (HH 1 t"ll pirw
L Land DrainageAcL .49 Landfalls, foroff,hort'pipelines.. 242 Land purchase... . ............ 85 de Lavaud proccss,forpipe manufacture.. 166 L.ybarge
forconstmction . .. ......... 226 for outfalls
Leakage detection. estimating ... inwatermains . monitoring, water .. UK interest ..
Leak-noise correia tor .. Leak
. ......... 319
......... 3O-i ........... 302 . ......... 306 .......... 308 ......... 308
detection ." .......... 292 location.. .. ........ 305 testing... . ......... 290
Leak-tightness,maintaining . .. ......... 275 Linewalking.. . .. ....... 284 Lirtings ....... ...8,22,296,340 Liquids,Newtonianandnon-Ne~vtonian ............. Cf7 ~.... . ............. 1 Loading
facilities. offShore.
m; . Local pipelines ..
M Mairyprocess, for ductile iron Manifolds
.......... 143 . ... III
.... 38,44,142 . ........... 37
. ......... 167 . .... 143
Magneticfiux, foreorrosion measurement .291.317
Medium-density polyeth)iene( mdpe) . .. 19,181,182,296
Metering.. . ....................... 143,149 Methanolswabhing. .. ........ 213,214 MineralWorking(Offshore Installatiol1s)Act .... 54 Multi-diameterpigging . .. ......... 321 Multi-productpipelille.. .1,98,132
operation ." ......... 263
345

Pipc!incs: all you wanted to know. ..
N National fanners' Union (NFU) NationaJ]oint {JtilitiesGrollp (N)IIG)
14
".77
National J.e"akage"Control Initiative". . :\0'; National Rivers·Allthority. 22.33,48,74 NewRoads&StreetWorksAct. . .. 3,48,67 Newtonianfluids .. Nitrogen purging ..
........ 'J7 ........ 213,218
for ethylene pipeline . ...... m Nodularcastiron ........ . 1@
Noise during testing ........................... . SUlVey .....
Non·bonded flexible pipe ." NorthSeapipelines . Notchtoughness ....
..... 212 .... 10
...... 188 ......... Z7
.. 162
o OfficeofGasSupply...... . .... 41,42 OfficeofWaterSupply......................... . .......... 82 Offshore pipelines . . ......... 49,79,111
construction .................. . ................ llf5
operation.. . . ........ :f'f} Offshore platform ......................................... 1, 8, 80
tie·in to pipelines ....... . ........ 237 Offshore Safety Act ........... . ...................... 63 Oil&Gas(Enterprise)Act ............. . .......... 62 Oil pipeline, design ............................................... 107 On·lineinspection(Ol1) ....................................... Z76 Operation
ethylene pipeline ........ . .............. 273 pipeline network ....... ....................... 253
Outfal1s .................................................................. 244
p Pearson survey ........................................................ Z76 PetroleumAct ................................................... 39,62 Petroleum & Submarine Pipelines Act ......... 49,63 Pig
calliper .............................................................. 291 fuam ......................................................... 215,217 for testing ......................................................... 215 gel.......... . ....................................... 325 inertial .............................................................. 291 intelligent ....................................... 142,291,317
forOLI ........................................................ Z76 magnetic·flux .......................................... 291,317 packerjbarrier ................................................. 326
Pigs pin·wheel .. removal .. trackingalldlocation ... ultrasonic variable·speed ..
..... 322 .. ... 323 .... 324
Pig trap .. Pigging
.. 29l,317 325
.132.142,144,153,332
andc1eaning . . .. 288,298,321 facilities. .. 3,108,142 multi4ameter .... . ........ 321 techniques ..................... 320
Pin·wheel pig............... . .................... 322 Pipe bursting .. .. ............................................ 340 Pipe·by·pipe method,foroutfaUs ...................... 247 Pipe·linesAct ........... 13,33,34,41,49,51,55,66 Pipelines Inspectorate ..................................... 38,39 Pipeline
cleaning ........................................................... 288 system...... . ............................................. 3
Pipe manufacture ................................................... 164 Planning pipelines ................................................... 11 Plastic,aspipematerial .......................................... 4 Plough,offshore ..................................................... 241 Plug flow ................................................................ 100 Plugs, repair ............................................................ 295 PLUID ...................................................................... 231 Polyethylene(pe)pipe ........................ 19,159,180
creep ................................................................. 219 insertion ........................................................... 334 testing .................................................... 218,220
Pressure·raisingplant .......................... 130,133,144 Pressure-reduction station ........................................ 3 Prestressedconcrete ............................................. 159
pipe ....................................................... 173,296 Project scheduling ................................................... 13 Public gas supplier ................................................... 41 Pumps ............................................................. 127,135
for multi-product pipelines .......................... 265 types ................................................................. 136
Pumpstation ............................ 3,108,130,132,292 Purgingandc1eaning ............................................. 329 PVC-V forwaterpipelines .................................... 184
Q Quality assurance ......................................... 156,199
offshore ............................................................ 249 Qualitycontrol .............................................. 156,199
offshore ............................................................ 249
346
I11dex
R Railcrossings LlN Recorddrawings 209 Rcelbarge
for outfall . 246 modern design . 231
Reelmethodforpipelaying ................................. 2.30 Regulator,gas ... . ........................................ 146 Rehabilitation techniques .................................. 332
forwaterpipelines ....... . 337 Reinforcedconcrete ........... . ....... 159 Reinforced plastic matrix pipes ......................... 100 Reinstatement ......... ......... . ..... 208 Repairtechniques ................ 294 Reservoir, service ...... . .................................... ~ Restorationofland .......... . .. 40 Reynolds'number .................................................. 100
. Right-of-way(ROW) ........ ................ . .......... 83,203 Riser
flexible ......................................... . .. 1~ installation .................... . . ............. 235 offshore .112
Riskassessment ................... . . ................... 91 Roadcrossings ...................... . . ....... 209 Rockdumping ........................... . ........... 241
....... 340 RoUdown ................................... . Routeingof pipelines
environmental aspects ...... 73 gaspipelines ........................................... . ..... 77 legal aspects ........... ... ..................... ..... 38 offshore .................................................... 79,223 water pipelines ................. . ........................ 82
Routeinspection .................................................... ~ ROVinspection ...................................................... :f'f}
s Safety
assessment ......................................................... 91 records ........................................................... 282 requirementsforpipelines ...... 8,9,10,40,51 systems ............................................................. 148
SCADA ................................................................ 4,263 SCaleremoval ................................................. 322,337 Scrapertrap ........................... : ............. 132,142,153 Seabedsurvey ......................................................... 225 Seals .............................................................................. 8 Sectionalization,forwater ................................... 152 Security, of pipelines and facilities ..................... 257 Semi-submersiblelaybarge ................................... 228 Settingout ............................................................... 203
Sewers cleaning . defined system . system design and pertnrman('(' 24
Shllt-downvalw' 132 Sizingofpipelines 11,98 Slam-shutsystem .... 148 Sleeves, repair. . 295 Slip lining . . ........ 340 Slurry pipeline . ..4,105 Spheroidalgraphiteiron .................................. I@ Spillage data . . .. 283 Spiral·fusionwelding .. . 161 Spread system .................................................... 201 Stability analysis. offshore ...... 116 Stainless steel .... .. .. 161 Standarddimensionration(SDR) . . . 182 Steel
corrosion protection ... . ................... 25X5 maintaining integrity .. . ............. Z76 manuJacture ................................................. 163 pipe material l@
Stoppling . . .... 295 Storage ......... ............................ . ................. .. ....... 143 Stream·selectionsystem. 148 Strength,pipeline . . ............................... 107 Stresses
analysis . . .. 144 oflShore ...... III
Stringing.. . ........... 207 Submarine Pipelines Safety Regulations .. . . 51 SlIbmerged·arcwelding(SAW) . . ........... 164 Surge ......... . ... IZ7 Survey
geotechrtical oflShore .... route ............ .
Swabbing, water main .. Surveillance, systematic Swaging ......... ..
T
... 76,225 ..... 80,224
............. 76 ... 220,298
.284 ·····.H .. H .... 340
Tees. . .. 151 Temperature range, pipe materials ........................ 8 Testing
hydrostatic pegasmains. pneumatic .. pressure water mains
...... ..... ......H .. 210 .......... 218
......................................... 211 ...H.. .................. 290
219
347

PipdiIlC'i: all YOll wanted 10 knOll ..
Third-partycarriage .. 111ird-partTdarnage-I11ird-partyliai<;on ... Tic·ins,offshore .. Topsoilstripping .. Towmethod.offshore.
t~ FR. ZR, ?R4 29<;
....................... 2C)(J
. ... 23"7 . ............... 203
. .. 233 Town&COlmtryPlanningAct Y; Training,forpipe-linecontrol ........................... 255 Transco.. .. .......................... 18 Trenching
offShore .... .. . .. 117,239,311 onshore .... .. ....................... 200
Tnmkmain,defined . TuberClilation . Tunnel,forlandfalls ..
.18,19.20 .. ................ 337
....... 243
u U-and-Oprocess ............................ 165 Ultrasonics for corrosion measurement ... 291,317 UK, offshore pipelines ............... .27 UKOOA...... .. .. 283 Unplasticized polyvinylchlorine( upvc)
... .............. 19.159,296 Upheaval buckling .. .. .... 115 Urbanareaconstruction ... ... 210
v Vacuum drying 213,214,216 Valve
block.... ...3 butterfly ... .. ................................. 153 controlbySCADA ....................... .. ...... 265 emergencyshutdown ........................... 132,142 foroilandgas.. .. ...................... ......... 149 gate.. .. ........................... 152 isolation ......... ................... .. ....... 152
VaI,-c reiif'f
sluice .. \ lking:/(liJlNllll(llipling'
liS ...... 152
71
w Wall thickness . Water Act
.109,111,117 ..... 33,49 184,337
.......... 127 Waterdistribution,pvc-u pipes. Waterhanuner.. Water Industry Acts ... 33,46,47,82 Water pipeline
deming .. .. ..................................... 297 corrosion .... . .. ...................... 295 design ............................................ 104,112,184 disinfecting .. .. ..................... 220 effidency .......................................................... 335 leakage .............. ..... .. ..................... 302 testing ....... . ..................... 219
Water pres.'illfe ....................... 336 pumping ........................ 135 quality ..... .. ................ 336,338
Water Resources Act .. ................... .. ... 46,47 Water-supplysystem ........ . ................ 3,335 Wave information, offshore ................................. 225 Waxremoval ........................................................... 322 Wayleaves ............. .. .............................. 83,87 Weight coating, offshore ............................. 232,240 Welding ................................................................... 164
flexible pipe ........................................... 194,208 offShore ........................................................... 237
Workingwidth ......................................................... 83
z Zinccoating ............................................................ 296
348