-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
1/13
Performance Assessment of Plant-Wide Control Systems
Document by:Bharadwaj
Visit my website
www.engineeringpapers.blogspot.comMore papers and Presentations
available on above site
Abstract: This paper addresses performance assessment of
plant-wide control (PWC)
systems, which is one of the important areas of PWC of
industrial processes but has
received very little attention in the past. Some of the
performance measures in the literature
are the steady-state disturbance sensitivity and the
capacity-based economic approach.
However, there are some limitations in the measures that have
been proposed for
performance assessment, from the plant-wide perspective. In this
study, several measures
based on plant dynamics are described and discussed for
evaluating the performance of
different PWC structures. These include overall process settling
time based on absolute
accumulation in the system, dynamic disturbance sensitivity, net
variation from the nominal
operating profit and deviation from the production target. These
measures are then applied
to two alternative control structures for a styrene monomer
plant, in order to test their
applicability. The results indicate that some of the presented
measures are indeed effective
for evaluating and comparing PWC structures.
Keywords: Plant-wide control, Performance assessment, Settling
time, Operating profit,
Dynamic disturbance sensitivity, Deviation from the production
target.
Introduction
PWC design is essential because of complex, integrated nature of
many chemical plants.
The development of a PWC system does not stop with the
generation of the control
structures. The dynamic performance of the alternative control
structures generated must be
evaluated in order to make the final control system selection.
Thus, performance assessment
of PWC systems is important but has not received much attention
in the past, especially in
the context of dynamic simulations.
1
http://www.engineeringpapers.blogspot.com/http://www.engineeringpapers.blogspot.com/
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
2/13
The presence of numerous combinations of controlled and
manipulated variables in a
process leads to many alternative control structures. In the
preliminary steps of the control
system development, steady-state and dynamic controllability
measures such as relative gain
array (RGA), condition number (CN), Neiderlinski Index (NI),
singular value
decomposition (SVD), etc. can be used for initial control
structure screening. However, a
few alternative control structures may still remain in the end,
and more rigorous analysis is
needed for the final selection to be made. Also, there is a
possibility that measures like RGA
and NI may fail, and result in poor closed loop performance, as
has been proven in several
case studies [1, 2]. These issues have led to the proposition of
other performance measures
that give more consistent results even for highly complex
processes.
Yi and Luyben [3] proposed a measure named steady-state
disturbance sensitivity to
screen alternative control structures. Control structures that
require a large change inmanipulated variables to handle the
disturbances are not recommended, as they are more
prone to hit constraints and valve saturation limits. This
measure can give us desirable
results under normal circumstances, but the decision would be
difficult to make in cases
where the manipulated variable changes more for some
disturbances and less for some other
disturbances in one control structure as opposed to the other
control structures. Also, the
steady-state disturbance sensitivity does not consider the
changes during the transient phase.
Elliott and Luyben [4, 5] and Elliott et al. [6] devised a
generic methodology called the
capacity-based economic approach to compare and screen
preliminary plant designs by
quantifying both steady-state economics and dynamic
controllability. They basically
proposed a measure based on product quality regulation to
measure the dynamic
performance of alternative control structures. Specifically,
they calculate the loss in plant
capacity due to off-spec production. As with the previous
measure, this approach is useful
under some situations. However, it cannot be always applied as
the off-spec product is
assumed to be disposed, whereas the normal practice in industry
is to recycle the off-spec
product in order to avoid yield losses and additional cost of
disposal. Also, product quality
though important cannot be the only measure for evaluating the
control system performance.
The dynamic performance of all control loops in the whole plant
has to be considered too.
Keeping the above measures and limitations in mind, a new
dynamic performance index
called dynamic disturbance sensitivity (DDS) has been recently
developed by Konda and
Rangaiah [7]. DDS is equal to the sum of absolute accumulation
of each and every
component in the process since the onset of the disturbance(s).
Konda and Rangaiah [7]
have applied DDS to three different PWC structures of the
toluene hydrodealkylation
2
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
3/13
(HDA) process and proven its effectiveness for PWC performance
assessment and
comparison. DDS measure offers several advantages over the other
methods discussed
above. However, one major drawback of it and many other measures
is that they do not
include the economic quantification of the dynamic
performance.
Hence, a new economic measure based on deviation from the
production target (DPT) of
the main product during the transient period is proposed in this
study. In addition, two more
performance measures are discussed. These are the net variation
in the plant operating profit
and the process settling time based on overall absolute
component accumulation. The basic
idea behind these measures and their development are discussed,
together with the
procedure for their computation. These measures are then applied
to two different control
structures of the styrene monomer plant in order to test their
applicability and usefulness.
The rest of the paper is organized as follows: the next section
discusses the various performance measures, namely, the process
settling time based on overall absolute
component accumulation, DDS, the net variation in the plant
operating profit and DPT. The
subsequent section discusses the application of these measures
to the styrene plant together
with an analysis of the results. The conclusions are finally
presented in the last section.
Performance Measures for PWC Systems
A few performance measures based on plant dynamics are presented
in this section. Not
much has been said or discussed on what constitutes a good
performance measure. A
performance measure must be comprehensive (to include transients
and steady-state
performance), consistent and robust (i.e., less affected by
controller fine-tuning), able to
differentiate control structures, simple (to define and
compute), and also give some
indication of the economics and control effort of the control
system. A good measure should
meet most or all of these features.
Process Settling Time Based on Overall Absolute Component
Accumulation
Settling time is defined as the time required for the process
output to reach and remain
within certain (5% or 1%) of the final steady-state value of the
process variable [8].
While this definition pertains to a single control loop, the
question in a plant-wide context is
how to define the settling time of a highly integrated chemical
process plant with many
controlled variables and controllers. We propose to calculate
settling time based on transient
profile of absolute accumulation of all components in the plant,
which is defined as follows:
3
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
4/13
+=n
nConsumptioGenerationOutflowInflowonaccumulatiAbsolute
1
(1)
where n is the total number of components in the system. The
inflow and outflow refers to
the component flows in the input and output streams of the plant
at any time. The settlingtime thus calculated indicates the time
taken by the PWC system to bring the overall process
to the steady state after the onset of the disturbance(s).
Dynamic Disturbance Sensitivity (DDS)
DDS is a new dynamic performance index developed by Konda and
Rangaiah [7]. The basic
idea is to make effective use of rigorous process simulators in
the performance assessment
of PWC systems. DDS makes use of the strong correlation between
the overall control
system performance and the sum of the individual component
accumulations. When a
process is affected by a disturbance, all the process variables
go though different transients
and ultimately reach steady state only when the overall
accumulation of all the components
in the plant becomes negligible. The time integral of sum of
absolute accumulation of all
components in the plant is a measure of the PWC system
performance. Accordingly, DDS is
defined as
( ) dticomponentofonaccumulatiabsoluteDDSst
t ntoi = =
=
0 1
(2)
where ts is the time taken for the process to reach steady
state. Obviously, a smaller value of
DDS indicates better control.
Net Variation in the Plant Operating Profit
A profit function has been used in PWC methodologies for
steady-state optimization. An
example is the self-optimizing control procedure of Skogestad
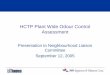
[9]. We propose to compute
the operating profit during the transient state in the presence
of disturbances. As it is
possible that the operating profit may settle at a different
value due to changes in the
production rate, we propose using profit per unit production
rate of the main product. This
goes back to almost the same value at the final steady state
conditions (see Figure 1). The
net area gives an indication of the net variation in the plant
operating profit. A positive
number indicates an overall increase in the plant operating
profit whereas a negative number
indicates otherwise. A control system can be taken to be
performing well if the computed
area is either equal to or greater than zero.
4
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
5/13
Time
US$/kgP
roduct
Steady-State
Profit
Positive Area
Negative Area
Fig. 1. Transient profile of profit per unit production rate due
to a disturbance
Deviation from the Production Target (DPT)
There could be one possible drawback with the computation of the
net variation in plant
operating profit. It is possible to obtain a higher value of the
computed area for an inferior
control structure primarily due to the large magnitude of the
initial production rate transient.
This issue is discussed in detail later in the next section.
Hence, to overcome this
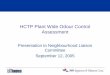
shortcoming, we propose an indirect economic measure based on
the production rate. The
idea is to compute the DPT (of the main product) during the
transient state by computing the
net area as shown in Figure 2. DPT is defined as
( ) dtrateproductionettrateproductionactualDPTst
t
=
=0
arg (3)
When the plant management wants to increase (decrease) the
production rate, the new
production target should be achieved at the earliest and any
deviation from it is undesirable.
So, total deviation from the production rate during the
transient can be used as a
performance measure of the control system. This can be
calculated by the area under the
transient in Figure 2 for a production rate change. On the other
hand, when the plant is
subjected to other unexpected disturbances, the computation of
area is done based on the
original production rate. The effectiveness of this measure in
indicating relative control
system performance is illustrated in the next section.
5
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
6/13
Time
ProductionRate
Over production
Production ra
Initial production rate
Under Production
Fig. 2. Production rate transient in the presence of
disturbance(s)
Application of the Performance Measures to the Styrene Monomer
Plant
Process Description and Simulation
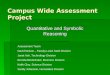
In the styrene process (Figure 3), fresh ethyl benzene (EB) and
a part of the low-pressure
steam (LPS) are mixed and then pre-heated in a feed-effluent
heat exchanger (FEHE) using
the reactor effluent stream. The remaining LPS is superheated in
a furnace to 700-850C,
and then mixed with the pre-heated mixture to attain a
temperature of around 650C. It is
then fed to two adiabatic plug-flow reactors (PFRs), in series
with a heater in between, for
the production of styrene. The six main reactions that occur in
the reactors are as follows:
22563256HCHCHHCCHCHHC + (4)
42663256HCHCCHCHHC + (5)
435623256CHCHHCHCHCHHC ++ (6)
2422 422 HCOHCOH ++ (7)
242 3HCOCHOH ++ (8)
222 HCOCOOH ++ (9)
The reactor effluent is cooled in the FEHE and then in a cooler
before being sent to the
three-phase separator, where the light gases are removed as the
light products and water is
removed as the heavy product. The intermediate organic layer is
sent to two distillation
columns for styrene separation from the other components. In the
first column (i.e., product
column), operating under vacuum to prevent styrene
polymerization, styrene is removed as
the bottom product, and the top product is sent to a second
column (i.e., recycle column) to
6
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
7/13
separate un-reacted EB from the by-products, toluene and
benzene. The un-reacted EB is
then recycled back.
For simulating the styrene plant in HYSYS, Peng-Robinson
equation of state is chosen as
it is very reliable for predicting the properties of hydrocarbon
components over a wide range
of conditions and appropriate for the components in the styrene
process. The steady-state
model of the styrene process is developed and optimized in
HYSYS. The optimal
conversion is 66.6%. The distillation columns are modeled by
rigorous tray-by-tray
calculations. Preliminary estimates of the number of trays and
feed tray location for each
column in the process are obtained by using the shortcut column
in HYSYS, and then
optimized using the rigorous calculations. The final
steady-state flowsheet developed is
shown in Figure 3.
Dynamic Simulation of the Selected Control Structures
Four different control structures have been recently developed
for the styrene monomer
plant [10]. We consider two of the control structures here;
these are summarized in Table 1.
HS is the control structure developed using the heuristics
procedure of Luyben et al. [11].
One of the characteristic features of this procedure is to
control a flow somewhere in the
recycle loop supposedly to overcome the snowball effect. IF is
the control structure
developed using the integrated framework of simulation and
heuristics [12]. One of the main
features of this procedure is the detailed analysis of the
effects of recycle in order to
overcome its negative impact on control system performance.
There are several main differences between the two control
structures in Table 1. Firstly,
throughput manipulation is achieved by changing EB feed flow in
IF, while it is achieved by
changing total EB flow (feed plus recycle) in HS. Secondly, the
recycle flow is explicitly
fixed in HS; this is achieved by controlling the total feed
flow. Thirdly, IF utilizes the
conversion controller as a result of the detailed analysis of
the effects of recycle. Finally, the
number of control loops is different: HS has 20 feedback control
loops, while IF has 21
control loops, 2 of which form a cascade loop. The two control
structures are implemented
in HYSYS dynamic mode; the controller tuning parameters are also
given in Table 1.
7
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
8/13
Fig. 3. Steady-state HYSYS flowsheet of the styrene monomer
process.
Results and Discussion
Both the control systems are analyzed for their relative
performance for production rate and
feed composition disturbances. The dynamic performance measures
discussed in the
previous section are employed to analyze their performance.
Overall Process Settling Time
Settling times based on overall absolute component accumulation
are computed for both the
control systems and presented in Table 2. The criterion for
computing the settling time is
that the overall absolute component accumulation should be below
1 kmol/h (= 0.84% of the
styrene production rate of 120 kmol/h). The results in Table 2
show that IF performs better
in terms of the settling times, for the disturbances studied.
This means that this structure is
able to attenuate the effect of disturbances quickly with
smaller settling time for the
disturbances considered. The overall absolute component
accumulation is a good basis for
computing settling time as it takes into account the entire
plant performance during the
transient state and not just individual process variables or
control loops.
8
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
9/13
Table 1. HS and IF Control Structures for Styrene Plant
Controlled Variable
(See Figure 3 for
Abbreviations)
Manipulated Variable with Controller Parameters:
Kc (%/%), Ti (min) in Brackets
HS IF
Reaction Section
Total EB Flow EB Feed Flow (0.5, 0.3) -EB Feed Flow - EB Feed
Flow (0.5, 0.3)
PFR1 Inlet Steam/EB Ratio Steam Feed Flow (0.36, 0.035)
LP1 Flow LP1 Flow (0.5, 0.3)
EB Conversion - PFR1 Inlet T SP (0.1, 0.5)
PFR1 Inlet Temperature Furnace Duty (0.11, 0.088)
PFR2 Inlet Temperature Intermediate Heater Duty (0.54,
0.087)
Phase Sep Temperature Cooling Water Flow (0.13, 0.14)
Phase Sep Pressure Lights Flow (2, 10)
Phase Sep Liquid % Level Organic Flow (18.8, 0.45)
Phase Sep Aqueous %Level Water Flow (1.31, 0.12)
Product Column
Condenser Pressure Condenser Duty (2, 10)
Condenser Level Distillate Flow (0.8) Distillate Flow (2)
Reboiler Level Bottoms Flow (0.5) Bottoms Flow (1.5)
Top Styrene Composition - Reflux Flow (0.5, 27.3)
Reflux Flow Reflux Flow (0.5, 0.3) -
Bottoms EB Composition Reboiler Duty (0.12, 108) Reboiler Duty
(0.23, 54)
Vent Flow Compressor Duty (0.5, 0.3)
Recycle Column
Condenser Pressure Condenser Duty (1.5, 30) Condenser Duty (2,
20)
Condenser Level Reflux Flow (1.2) Reflux Flow (2)
Reboiler Level Bottoms Flow (2)
Top EB Composition Distillate Flow (0.43, 73.5)
Bottoms Toluene Composition Reboiler Duty (6.54, 1.05)
Table 2. Process Settling Times for HS and IF Control Structures
based on Overall
Absolute Accumulation Profile
No. Disturbance Magnitude
Settling Time (minutes) for
Overall Absolute Accumulation
HS IF
d1
Production Rate
-5% 710 345
d2 +5% 700 335
d3 -20% 865 455
d4 Feed Composition -2% 595 245
9
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
10/13
Dynamic Disturbance Sensitivity (DDS)
Since the computation of DDS is also based on overall component
accumulation as
discussed earlier, it is imperative that the results based on
both DDS and settling time based
on accumulation be compared. Accordingly, DDS values are
computed and presented in
Table 3. Again, IF shows better performance than HS in terms of
DDS. However, one major
difference between settling time and DDS is the ability of the
latter to track the transient
behavior of the process variables. On the other hand, settling
time ignores the magnitude of
the absolute component accumulation during the transient state,
and hence is not a
comprehensive measure compared to DDS.
Table 3. DDS Values for HS and IF Control Structures
No. Disturbance Magnitude DDS (kmol)HS IF
d1
Production Rate
-5% 43 19
d2 +5% 44 18
d3 -20% 177 74
d4 Feed Composition -2% 21 11
Net Variation in the Plant Operating Profit
The data for the profit function per unit production rate is
collected and the net area
indicated in Figure 1 is computed for both the control
structures. This area that gives an
indication of the net variation in the plant operating profit,
is given in Table 4. For easier
understanding, the net variation in profit per tonne of styrene
is computed for the duration
for which the simulation is run in all cases (2000 minutes,
i.e., approximately 1.4 days) by
the following equation:
tonne
kg
hrstyrenekg
hrVariationNet
styrenetonneVariationNet
1000
min2000
1min60$.$
=
(10)
These values are also given in Table 4. A positive value
indicates profit increase and
vice-versa, and so a profit increase indicates better
performance. As shown in Table 4, HS
shows better performance for d1 and d3, even though the other
performance measures
applied so far indicate otherwise. This can be attributed to the
greater production of styrene
during the transient state (as a result of larger fluctuations
in the process variables) which is
manifested in higher profit. Actually, when the objective of the
plant operator is to decrease
styrene production in the case of d1 and d3, a higher amount of
styrene produced during the
10
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
11/13
transient state is undesirable. The reason for this is that any
excess amount of styrene
produced cannot be sold easily given the lower demand. Thus,
there is a major drawback
with this economic measure as it does not take into account the
over-produced amount of
styrene during the transient state. Hence, as discussed in the
previous section, an alternative
economic measure (DPT) is evaluated next.
Table 4. Net Variation in the Plant Operating Profit with Units
of (a) $/(kg of
Styrene/hr) and (b) $/(tonne of Styrene), for HS and IF Control
Structures
No. Disturbance MagnitudeNet Variation ($/kg/hr) Net Variation
($/tonne)
HS IF HS IF
d1
Production Rate
-5% 0.20 0.13 5.9 4.0
d2 +5% -0.21 -0.12 -6.2 -3.7
d3 -20% 0.76 0.50 22.7 15.1d4 Feed Composition -2% -0.013 0.00
-0.38 0.07
Note: In this table, the largest value of the net variation for
each disturbance is shown with grey background.
Deviation from the Production Target (DPT) of Styrene
The DPT of styrene over the duration of the total simulation
time (2000 min) is computed.
The results presented in Table 5 give a clear picture. For d1 to
d3, the target production rate
in equation 3 is the final production rate at the new
steady-state. For d4, the target
production rate in equation 3 is the original production rate. A
positive value of DPTindicates over production, while a negative
value indicates under production. Since both
over and under production is undesirable, smaller (absolute)
deviation from the desired
production rate target indicates better performance. In general,
IF shows better performance
for all disturbances except d4. This means that a smaller amount
of styrene over/under
production is achieved with this control system. This translates
into a lower loss due to
unwanted amount of product being produced. Interestingly, IF
shows poorer performance
for d4. This could be due to the fixing of EB feed flow in IF,
whereas it is allowed to vary in
HS. For d4, this results in a 2% decrease in the fresh EB flow
in IF as opposed to 0.75%
decrease in the case of HS. The greater decrease in the fresh EB
flow is manifested as a
larger DPT as the styrene production rate is directly
proportional to the fresh EB flow rate.
General Assessment of the Performance Measures
The performance measures presented in the previous section have
been evaluated on two
different control structures for the styrene plant in this
section. In general, control structure
IF performs better in terms of most of the measures except for
the net variation in the plant
11
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
12/13
operating profit, where a clear picture does not emerge from the
results. However, as
discussed earlier, this measure does not indicate the superior
performance of a control
structure. Of all the measures presented, we recommend DDS (as
it gives an indication of
the ability of the control system in handling disturbances
dynamically) and DPT (as it gives
an indication of the economic performance of the control
system).
Table 5. DPT of Styrene for HS and IF Control Structures
No. Disturbance MagnitudeDPT of Styrene (kg)
HS IF
d1
Production Rate
-5% 2329 1558
d2 +5% -2275 -1376
d3 -20% 8844 5656
d4 Feed Composition -2% -2558 -5947
Note: In this table, the smallest DPT of styrene for each
disturbance is shown with grey background.
A typical plant with a control system has many process and
operating variables that have
to be monitored, and it can be quite time-consuming and
difficult to analyze and compare
the numerous profiles of the different alternative control
systems. Besides, such qualitative
analysis is subjective. Hence, quantitative measures based on
process dynamics such as
presented here enable effective and easy analysis with minimal
computational effort. All the
calculations presented can be easily automated and done using a
spreadsheet.
Conclusions
Several performance measures based on plant dynamics for
assessing PWC systems have
been presented in this work. The main aim of this is to present
easier and more reliable
quantitative tools for assessing different PWC structures. The
feasibility of using these
measures for performance assessment of PWC systems has been
illustrated on two
alternative control structures for the styrene plant. In
particular, DDS and DPT are
recommended in order to get an overall picture of PWC system
performance covering
various aspects.
References
1. He, M.J. and Cai, W.J., New Criterion for Control-Loop
Configuration of Multivariable
Processes,Ind. Eng. Chem. Res., 43, pp. 7057-7064 (2004).
2. Xiong, Q., Cai, W.J. and He, M.J., A Practical Loop Pairing
Criterion for Multivariable
Processes,J. Proc. Cont., 15, pp. 741-747 (2005).
12
-
8/3/2019 Performance Assessment of Plant-Wide Control
Systems
13/13
3. Yi, C.K. and Luyben, W.L., Evaluation of Plant-Wide Control
Structures by Steady-
State Disturbance Sensitivity Analysis, Ind. Eng. Chem. Res.,
34, pp. 2393-2405
(1995).
4. Elliott, T.R. and Luyben, W.L., Capacity-Based Economic
Approach for the
Quantitative Assessment of Process Controllability during the
Conceptual Design
Stage,Ind. Eng. Chem. Res., 34, pp. 3907-3915 (1995).
5. Elliott, T.R. and Luyben, W.L., Quantitative Assessment of
Controllability during the
Design of a Ternary System with Two Recycle Streams, Ind. Eng.
Chem. Res.,35, pp.
3470-3479 (1996).
6. Elliott, T.R., Luyben, W.L. and Luyben, M.L., Application of
the Capacity-Based
Economic Approach to an Industrial-Scale Process,Ind. Eng. Chem.
Res., 36, pp. 1727-
1737 (1997).7. Konda, N.V.S.N.M. and Rangaiah, G.P., Performance
Assessment of Plant-Wide
Control Systems of Industrial Processes, Ind. Eng. Chem. Res.,
46, pp. 1220-1231
(2007).
8. Seborg, E., Edgar, T.F. and Mellichamp, D.A.,Process Dynamics
and Control, Wiley,
New Jersey (2004).
9. Skogestad, S., Control Structure Design for Complete Chemical
Plants, Comput.
Chem. Eng., 28, pp. 219-234 (2004).
10. Vasudevan, S., Rangaiah, G.P., Konda, N.V.S.N.M. and Tay,
W.H., Application and
Evaluation of Three Methodologies for Plant-Wide Control of the
Styrene Monomer
Plant,Ind. Eng. Chem. Res., In press (2009).
11. Luyben, W.L., Tyreus, B.D. and Luyben, M.L.,Plant-Wide
Process Control, McGraw-
Hill, New York (1998).
12. Konda, N.V.S.N.M., Rangaiah, G.P. and Krishnaswamy, P.R.,
Plant-Wide Control of
Industrial Processes: An Integrated Framework of Simulation and
Heuristics,Ind. Eng.
Chem. Res., 44, pp. 8300-8313 (2005).
13