Embed Size (px)
Citation preview
M22.1.08.303
Optimization under uncertainty
of metal forming processes
- an overview
J.H. WiebengaJune, 2010


Optimization under uncertainty of metal
forming processes - an overview
Literature report
Jan Harmen Wiebenga
June 2010
Materials Innovation Institute (M2i)Project number: M22.1.08.303
In cooperation with:
University of TwenteFaculty of Engineering TechnologyDepartment of Mechanical EngineeringChair of Applied Mechanics


Contents
Title page i
Table of contents iii
Nomenclature v
1 Introduction 1
1.1 Background and motivation . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Optimization in general . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 Critical remarks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.4 Outline . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2 Sources of Uncertainty 5
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.2 Classification scheme of uncertainty . . . . . . . . . . . . . . . . . . . . . . 5
2.3 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3 Accounting for Uncertainty 9
3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.1.1 Probabilistic description of uncertainty . . . . . . . . . . . . . . . . . 9
3.2 Reliability Based Design Optimization (RBDO) . . . . . . . . . . . . . . . . 12
3.3 Robust design optimization . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.3.1 Moment matching formulation for handling constraints . . . . . . . . 15
3.3.2 Multi objective optimization . . . . . . . . . . . . . . . . . . . . . . 15
3.4 Worst case scenario based optimization . . . . . . . . . . . . . . . . . . . . . 15
3.5 Non-probabilistic optimization . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.5.1 Interval modeling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.5.2 Fuzzy sets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.6 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
4 Numerical Techniques for Optimization Under Uncertainty 21
4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
iii

4.2 Monte Carlo Analysis (MCA) . . . . . . . . . . . . . . . . . . . . . . . . . . 224.3 Taguchi method . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234.4 Sensitivity-based approach . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.4.1 First and Second Order Reliability Method (FORM and SORM) . . 244.4.2 Finite Difference Method (FDM) . . . . . . . . . . . . . . . . . . . . 254.4.3 Classical and Iterative perturbation . . . . . . . . . . . . . . . . . . 26
4.5 Metamodel approach . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 264.5.1 RBDO using metamodels . . . . . . . . . . . . . . . . . . . . . . . . 274.5.2 Robust optimization using metamodels . . . . . . . . . . . . . . . . 29
4.6 Combined numerical techniques . . . . . . . . . . . . . . . . . . . . . . . . . 314.7 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
5 Optimization Under Uncertainty of Metal Forming Processes 33
5.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 335.2 RBDO vs. robust optimization . . . . . . . . . . . . . . . . . . . . . . . . . 335.3 Numerical techniques: a comparison . . . . . . . . . . . . . . . . . . . . . . 355.4 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
6 Conclusions and Future Work 39
Bibliography 41
iv

Nomenclature
Roman symbols
Cov( ) CovarianceE( ) Expected valuef Objective functiong Vector of inequality constraintsh Vector of equality constraintslb Vector of lower bounds of the design variablesn Number of observationsp Vector of design parametersPx Cumulative distribution functionpx Probability density functionPx,y Joint cumulative distribution functionpx,y Joint probability density functionP0 Reliability levelPr[ ] ProbabilityS Target valueub Vector of upper bounds of the design variablesVar( ) Variancex Vector of design variableszp Vector of design parameter uncertaintieszx Vector of design variable uncertainties
Greek symbols
α Weighting factorβ Reliability index or most probable pointµ Meanµ∗ Mean at optimum
v

µΩ Membership functionΩ Feasible setΦ Standard normal cumulative distribution functionσ Standard deviationσ∗ Standard deviation at optimum
Abbreviations
BLR Binary Logistic RegressionCCD Central Composite DesignCDF Cumulative Distribution FunctionDOE Design Of ExperimentsDOPT D-OPTimality criterionDRSM Dual Response Surface MethodFDM Finite Difference MethodFE Finite ElementFEM Finite Element MethodFLC Forming Limit CurveFLD Forming Limit DiagramFORM First Order Reliability MethodFOSM First Order Second MomentLHD Latin Hypercube DesignLHS Latin Hypercube SamplingMC Monte CarloMCA Monte Carlo AnalysisMPP Most Probable PointMSD Mean Square DeviationNN Neural NetworksOA Orthogonal ArrayOLHS Optimal Latin Hypercube SamplingPDF Probability Density FunctionPSO Particle Swarm OptimiationRBDO Reliability Based Design OptimizationRBEO Reliability Based Economical OptimizationRSM Response Surface MethodSAO Sequential Approximate OptimizationSFEM Stochastic Finite Element MethodSNR Signal to Noise RatioSORM Second Order Reliability MethodSPC Statistical Process ControlSSRD Six Sigma Robust DesignSVR Support Vector RegressionUD Uniform Design
vi

1Introduction
1.1 Background and motivation
Decisions in a large number of optimization problems are made by use of simulation softwarecoupled with a suitable mathematical optimization algorithm, e.g. problems in finance [1],transportation [2], production [3], biochemical engineering [4], engineering design [5], etc.This approach has proven to be much more efficient than the conventional trial-and-errorprocesses. Also in the field of optimization of metal forming processes, substantial progresshas been made to fulfill higher technical and economical requirements [6, 7]. This has beenpossible in great part, thanks to the developments of faster digital computers, more sophis-ticated computing techniques and the coupling of simulation software based on the FiniteElement Method (FEM) to mathematical optimization techniques [8].
A deterministic optimization strategy for metal forming processes has been developed at theUniversity of Twente [9–25]. In the case of deterministic optimization, the non-stochasticdesign variable can be exactly controlled and set to a certain value. The input and theoutput of the optimization procedure will be deterministic in this case.
However, in real metal forming processes, design variables show variability and randomness[26–29]. These uncertainties are an inherent characteristic of nature and cannot be avoided.One can think of scatter of external loads, environmental conditions like temperature vari-ation, material properties, variation of the coefficient of friction, etc. Next to controllabledesign variables, the processes are thus influenced by noise variables or stochastic variables.This type of variable cannot be exactly controlled and posses an unknown or known distri-bution. In the latter case, the variable can be expressed in most cases by a mean value and acorresponding standard deviation [30]. The input variation is subsequently translated to theresponse quantity, which will now also display a distribution instead of a deterministic value.
With continuous demands placed upon manufacturers to meet and improve quality require-ments, quality control plays an important part in most industrial processes. A methodthat uses statistical techniques to monitor and control product quality is called StatisticalProcess Control (SPC). Typically, SPC applications involve three major tasks in sequence:(1) monitoring the process, (2) diagnosing the deviated process and (3) taking correctiveaction. What action should be taken to adjust the process is uncertain and is evaluated
1

Introduction
based on knowledge of the system and past experience [31, 32].
With the movement towards a computer integrated manufacturing environment, computerbased applications need to be developed which enables the implementation of the variousSPC tasks automatically. The ability to accurately predict the performance of a metalforming process to perturbations in the many input parameters is crucial in this case. Infact, very often an obtained deterministic optimum lies at the boundary of one or moreconstraints. The natural variation in material, lubrication and process settings might leadto a high number of violations of constraints, resulting in a high scrap rate [33, 34]. Toavoid this undesirable situation, uncertainty has to be taken in account explicitly in theoptimization strategy to prevent product defects like wrinkling, material fracture, shapedefects for example due to springback, etc.
A first approach to account for uncertainties in optimization problems was made by imple-menting safety factors. The factor should compensate for performance variability causedby system variations. Larger safety factors are correlated with higher levels of uncertainty.In most cases these factors are derived based on past experience but do not absolutelyguarantee safety or satisfactory performance [35]. In recent years, several approaches havebeen developed that explicitly account for uncertainty [36, 37]. This is reflected in e.g. aspecial issue of the journal Computer Methods in Applied Mechanics and Engineering [38]and several research projects [31, 39–44]. Moreover, several FEM packages already com-bine statistical process control techniques with Finite Element (FE) simulations to quantifyrobustness, e.g. Autoform–Sigma [44–47] and LS-Opt [48–50]. However, these packagesmainly focus on the quantification of reliability or robustness of a given solution, ratherthan optimization under uncertainty. In [51] the deterministic optimization strategy pro-posed in [13], is extended to take uncertainties of design variables into account [52–55]. Thisapproach enables the quantification and optimization of a process or design’s performanceliable to uncertainty although the accuracy and application remains limited.
The goal of this work is to review the theory and methodology that has been developed upto now to cope with the complexity of optimization under uncertainty. It specifically focuseson metal forming processes since this report is part of the M2i project M22.1.08.303 ’Designof robust forming processes by numerical simulation’. This project aims at developing anoptimization strategy for metal forming processes liable to uncertainty [56]. The optimiza-tion strategy should be generally applicable to any metal forming product or process andmust be suitable for use with any commercially available FEM package.
Before the outline of this report is given in Section 1.4, optimization in general will bebriefly introduced in Section 1.2. After this introduction, Section 1.3 will summarize somecritical remarks concerning optimization.
1.2 Optimization in general
The basic idea of optimization is to minimize an objective function f by finding the optimalvalue of one or more design variables x. Moreover, several types of restrictions or constraintscan be present like equality constraints h, inequality constraints g or box constraints. Thelatter type of constraint is sometimes denoted as bounds, defining the domain in which the
2

Introduction
design variables are allowed to vary by an upper and a lower bound. These bounds aredenoted by ub and lb respectively. In general, an optimization problem can be describedby the following mathematical formulation:
find x
min f(x)
s.t. h(x) = 0 (1.1)
g(x) ≤ 0
lb ≤ x ≤ ub
Solving an optimization problem can be defined as finding the optimal value(s) of thedesign variable(s) which minimizes the objective function subject to (s.t.) different typesof constraints. This process requires an optimization algorithm suitable for the specificproblem. Both the inequality and the equality constraint can be divided further in linear ornon-linear and explicit or implicit constraints. Explicit constraints depend directly on thedesign variables whereas implicit constraints indirectly depend on the design variables. Inthe latter case, an evaluation of the constraint function is necessary for evaluating whetherthe constraint is satisfied or not [13].
1.3 Critical remarks
The goal of an optimization procedure is to search for an optimal design with a high preci-sion. As mentioned before, the focus of this work is mainly on solving optimization problemsconcerning metal forming processes by numerical simulation. Before the available literatureon optimization under uncertainty is reviewed, some critical remarks are mentioned herethe reader should be aware of.
- The optimization procedure is performed using models and/or approximations of thereal world. In most cases, the error of the model is not known. If this is the case, onecannot be certain that the model optimum can be mapped to the true optimum. Thismeans that the optimal solution, even if computed very accurately, may be difficultto implement in the real world application [35, 36, 57, 58]. Validation of the modeloptimum with the physical process is thus highly recommended.
- If the optimization objective is to improve the product quality, one should also checkthe economical feasibility of the improved product. In general there is a tradeoffbetween a potentially more complex and expensive manufacturing process and theperformance gain by the new design. In [33] it is therefore proposed to optimizetowards an economical optimal product or process instead of optimizing towards thequalitative optimum.
- The optimal design following from an optimization procedure is a static optimum.However, reality is dynamic. Process parameters or environmental parameters canchange in time, so the static optimum is only valid for a limited time span [42].
3

Introduction
- Both the objective function and the implicit constraints require an evaluation of theresponse since they implicitly depend on the design variables. Each response evalua-tion is performed by running a computationally expensive non-linear FEM calculation.Since an optimization algorithm requires several—often many—response evaluationsto converge to an optimum, a series of FEM simulations must be performed. Therefore,an efficient algorithm should be used to minimize the number of FEM simulations.
- Especially optimization procedures that incorporate uncertainties are significantlymore computationally expensive compared to their deterministic counterparts. Thisis because evaluation of both the objective function and constraints are more costlyunder uncertain conditions. An appropriate and efficient technique for coping withuncertainty in the optimization procedure should therefore be used.
- To limit the computational burden when combining optimization strategies with FEMsimulations, only a limited amount of parameters can be studied. Since problemsconcerning metal forming processes are often large scale (many design variables), theymust be reduced to small scale problems by assuming an optimum value for certaindesign variables. Other procedures to make the design problem less computationalexpensive, are the use of approximation concepts and parallel computing [59].
- A final critical remark is made about the use numerical simulations in the optimizationprocess since they can introduce new sources of scatter, also known as numerical noise[46, 60]. See [61] for a detailed discussion on sources of errors present in the finiteelement simulation of metal forming processes.
1.4 Outline
This literature survey is divided into 5 chapters. The overview begins with an identifica-tion of the different sources of uncertainties (Chapter 2) that can be encountered in theoptimization process. Chapter 3 provides different approaches for evaluating the effectsof these uncertainties and means to incorporate them in the objective function. Mod-elling optimization problems is only one side of the coin, solving the problem is the otheroften computationally demanding side. The different calculation methods will thereforebe reviewed in Chapter 4. The focus will mainly be on approaches suitable for couplingsimulation software based on computationally expensive FE calculations to mathematicaloptimization techniques. In Chapter 5 a discussion on the most promising approach foroptimization under uncertainty of metal forming processes is given and advantages andshortcomings of different approaches are reviewed. The final chapter, Chapter 6, presentsthe conclusions of the literature review and fields of future work.
4
2Sources of Uncertainty
2.1 Introduction
Optimization under uncertainty requires information about the uncertainties influencing thesystem. Before proceeding with different approaches to account for uncertainty in Chapter3, one needs to identify the different sources of variation. Each type of uncertainty requiresa different approach for use in the optimization procedure.
2.2 Classification scheme of uncertainty
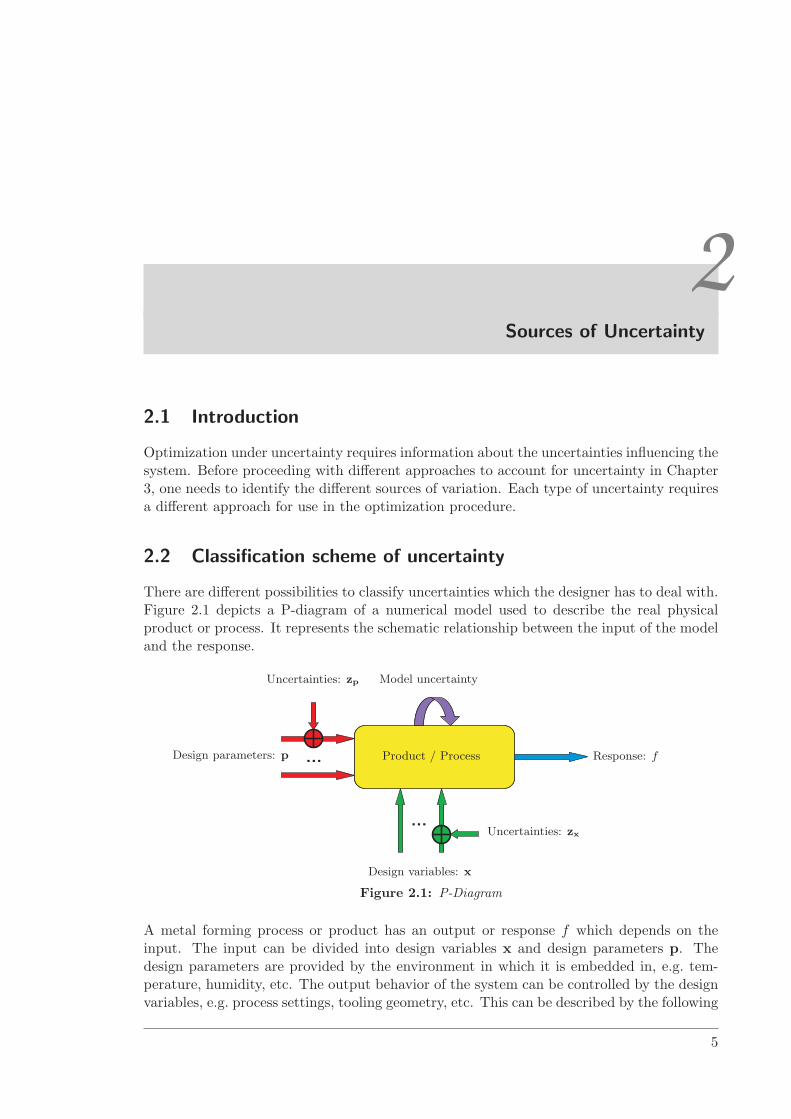
There are different possibilities to classify uncertainties which the designer has to deal with.Figure 2.1 depicts a P-diagram of a numerical model used to describe the real physicalproduct or process. It represents the schematic relationship between the input of the modeland the response.
…
…
Model uncertaintyUncertainties: zp
Design parameters: p
Design variables: x
Response: fProduct / Process
Uncertainties: zx
Figure 2.1: P-Diagram
A metal forming process or product has an output or response f which depends on theinput. The input can be divided into design variables x and design parameters p. Thedesign parameters are provided by the environment in which it is embedded in, e.g. tem-perature, humidity, etc. The output behavior of the system can be controlled by the designvariables, e.g. process settings, tooling geometry, etc. This can be described by the following
5

Sources of Uncertainty
mathematical formulation:
f = f(x,p) (2.1)
The uncertainty is the input the designer cannot control in an industrial setting like a metalforming process, although it causes response variation. Different types of variation can bepresent:
A Design parameter uncertainty. This type of uncertainty, denoted by zp, is causedby changing environmental and operating conditions. The environmental input canbe categorized as energy, information and material. Examples of design parametervariations are force changes, temperature changes, drift, etc. Also note that materialparameters can show variation. Once a material has been selected, the materialparameters cannot be controlled anymore. The parameter variation must now betaken in account as a noise variable.
B Design variable uncertainty. This type of uncertainty is caused by the limited degreeof accuracy in which a design variable can be controlled. One can think of materialthickness variation, tooling geometry tolerances, actuator inaccuracy, process forcevariation, etc. Design variable uncertainty will often enter the process in terms of aperturbation zx of the design variables x. This results in:
f = f(x + zx,p) (2.2)
The design variable uncertainty may also depend on x via a coupling, e.g. zx = ǫx.Note that certain design parameters and design variables can be interchanged. Forexample, if the process force is used as a variable to influence the response, it will be adesign variable. If this parameter is set constant (with or without a certain variation),it will be a design parameter.
C Model uncertainty. When using numerical techniques to describe the real physicalprocess, the designer has to deal with model uncertainties like numerical noise [46, 61].The response can be effected by for example automatic step size adaptation of asimulation or adaptive remeshing. The resulting model uncertainty depends on theinput of the system. The presence of this type of uncertainty is represented in Figure2.1 by an arrow coming out of the system and entering the system again since it canbe seen as an internal error of the model itself.
D Constraint uncertainty. Two types of constraint uncertainty can be distinguished.The first type is variation of the design space or constraints since they often dependon the design variables and/or design parameters and the accompanying uncertainties[36]. The uncertainty concerning the fulfillment of the constraints the design variablesmust obey, is different from the previous uncertainties in that it does not consider theuncertainty effects on f but on the design space.The second type of constraint uncertainty will be explained by an example using aForming Limit Diagram (FLD). A FLD for a particular sheet metal, is a graphicrepresentation illustrating the limits of the principal strain which the sheet may besubject to without failure, in a given forming process. A Forming Limit Curve (FLC)itself is generally based on experimental results and therefore some uncertainty exists
6

Sources of Uncertainty
regarding its shape and position [62]. This uncertainty can be seen as the second typeof constraint uncertainty.
One can also use a different classification scheme of uncertainties, differentiating the un-certainties in non-cognitive and cognitive sources. The former source of uncertainty, alsocalled random uncertainty or aleatory uncertainty [63], is of physical nature. One can thinkof the inherent randomness in all physical observations, statistical uncertainty due to lackof precise information about the variation, etc. The latter source of uncertainty, also calledepistemic uncertainty [64], reflects the lack of knowledge a designer has about the problemof interest.
Another classification scheme proposed in [42] describes the different types of uncertaintyaccording to the stage of a process or product’s lifecycle in which the variation will appear.For example, in the design stage, uncertainties can be caused by model errors as wellas incomplete knowledge about the system. In the manufacturing stage, manufacturingtolerances and material scatter will introduce uncertainty. Temperature changes and loadfluctuations can be recognized as sources of variability in the service time of a productor process. Finally, in the aging stage, deterioration of material properties may result inperformance variability.
2.3 Conclusions
The presence of uncertainty will cause variation in the response. To prevent deteriorationof the products or process performance caused by the uncertainty, optimization can beapplied while taking in account the influence of the noise variables. A first step in thisprocess is to identify and classify the different sources of variation present in the systemunder consideration. The classification scheme followed in this report is depicted in Figure2.1. It shows the schematic relation between the input of the product or process and theresponse. The different types of uncertainties influencing the response can be divided intodesign parameter uncertainty, design variable uncertainty, model uncertainty and constraintuncertainty.
There are several possibilities to mathematically quantify the types of uncertainties. Thedifferent approaches to account for uncertainty in an optimization procedure are describedin Chapter 3.
7


3Accounting for Uncertainty
3.1 Introduction
This chapter will describe the main approaches developed to account for uncertainty. Mostof these methods have been developed to such extend that they can be applied to challeng-ing engineering problems. This chapter is not intended to present an exhaustive review ofthe approaches with their applications. Instead, an overview is presented to give the readeran idea of the modeling philosophies available for coping with uncertainty. Fundamentaldifferences of the modeling philosophies will be pointed out such that it can be used as aguideline for choosing a suitable approach from the viewpoint of optimization under uncer-tainty of metal forming processes.
First, an introduction on describing stochastic randomness is given in Section 3.1.1. Thisdescription is used in the reliability based optimization approach and robust optimizationapproach where uncertainties are handled in a probabilistic way. These approaches willbe discussed in Section 3.2 and 3.3 respectively. Thereafter, in Section 3.4 the worst casescenario based optimization approach or deterministic optimization approach will be dis-cussed. Finally, Section 3.5 describes several non-probabilistic approaches including intervalmodeling and fuzzy sets. In Section 3.6 the main conclusions regarding the four approachesare recapitulated and the most promising approaches are chosen for further evaluation inChapter 4.
3.1.1 Probabilistic description of uncertainty
In the practical engineering problems, randomness of the uncertain parameters are oftenmodeled as a set of discretized random variables. Suppose X is a random variable and nobservations of X are given. The particular realization of a random variable or the samplesof X are given by x or x1, x2, ..., xn. The statistical description of a random variable X canbe completely described by a cumulative distribution function (CDF) or a probability densityfunction (PDF), denoted by PX(x) and pX(x) respectively. To calculate the probability Pr[ ]of X having a value between x1 and x2, the area under the PDF between these two limits
9

Accounting for Uncertainty
needs to be calculated. This can be expressed by:
Pr[x1 < X ≤ x2] =
x2∫
x1
pX(x) dx = PX(x2) − PX(x1) (3.1)
The PDF is the first derivative of the CDF, that is:
pX(x) =dPX(x)
dx(3.2)
An impression of the PDF and CDF for a normal or Gaussian distribution with meanµX = 0 and standard deviation σX = 1, is given in Figure 3.1.
-4 -2 0 2 40
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
x
pX
(a)
-4 -2 0 2 40
0.2
0.4
0.6
0.8
1
x
PX
(b)
Figure 3.1: Probability Density Function (PDF) (a) and Cumulative Distribution Function (CDF)(b) of a Gaussian distribution with mean µX = 0 and standard deviation σX = 1
Now, a general expression for evaluating the expected value E(X), variance Var(X) andskewness of the random variable is given by Equations (3.3), (3.4) and (3.5) respectively.When these values are known, one can determine other parameters like the standard devi-ation σX , mean µX and skewness coefficient [63].
E(X) = µX =
∞∫
−∞
xpX(x) dx (3.3)
Var(X) = σ2X =
∞∫
−∞
(x − µX)2pX(x) dx (3.4)
Skewness =
∞∫
−∞
(x − µX)3pX(x) dx (3.5)
10

Accounting for Uncertainty
In most metal forming processes, it is necessary to consider more than one random variableto formulate the problem. These variables can be modeled separately, however it is moreprudent to model the uncertainties jointly. For example, one can think of correlation be-tween certain material parameters, see [65, 66]. The modeling of joint uncertainties for tworandom variables is discussed below. However, this can easily be extended to more thantwo random variables.
Suppose X and Y are two random variables with their joint PDF denoted as pX,Y (x,y).The joint CDF is given by:
PX,Y (x,y) = Pr[X ≤ x,Y ≤ y] =
x∫
−∞
y∫
−∞
pX,Y (u,v) dudv (3.6)
For two random variables, the joint PDF can be described by a three dimensional plot ofwhich an impression is given in Figure 3.2.
x y
pX,Y
Figure 3.2: Joint Probability Density Function of two random variables
If the random variables are statistically dependent on the values of another random variable,it is necessary to calculate the separate conditional probability density functions:
pX|Y (x|y) =pX,Y (x,y)
pY (y)(3.7)
or
pY |X(y|x) =pX,Y (x,y)
pX(x)(3.8)
If X and Y are statistically independent, it can be shown that:
pX,Y (x,y) = pX(x)pY (y) (3.9)
11

Accounting for Uncertainty
A measure for the dependence or independence between two random variables is givenby the covariance. The covariance Cov(X,Y) indicates the degree of linear relationshipbetween two variables. For statistically independent variables, Cov(X,Y) = 0. Otherwiseit can be positive or negative depending on the slope of the linear relation [63].
3.2 Reliability Based Design Optimization (RBDO)
The prevailing models to account for uncertainty in structural engineering handle noisevariables in a probabilistic way. This is also the case in the Reliability Based Design Opti-mization (RBDO) approach. It provides the means for determining the optimal solution ofa certain objective function, while ensuring a predefined small probability that a productor process fails.
pX
x
Reference situation
Robust optimization
Reliability based optimization
LSL USL
V ariability reductionShift
Figure 3.3: Reliability based optimization and robust optimization [13]
The probability of violating some pre-defined constraint or limit state, is calculated givencomplete or partial information on the probability density functions for uncertain parame-ters. To achieve a certain reliability level, the whole of the probability density function ofthe response is shifted, see Figure 3.3. Note that this is done by explicitly and accuratelydetermining the area in the tail of the distribution that is outside the specification limit.
Typically, reliability based optimization is formulated as:
12

Accounting for Uncertainty
find x
min f(x) (3.10)
s.t. Pr[g(x, zx, zp) ≤ 0] ≥ P0
lb ≤ x ≤ ub
with Pr[ ] the probability of constraint satisfaction. The limit state g = 0 separates theregion of failure (g > 0) and success (g < 0) and is a function of the design variables x
and the uncertain variables zx and zp. P0 is the reliability level [13, 36, 67] or performancerequirement [59]. Note that equality constraints h are usually eliminated before the opti-mization process. The above inequality can be expressed by a multi-dimensional integralwhich leads to:
Pr[g(x, zx, zp) ≤ 0] =
∫
g(x,zx,zp)≤0
p(zx, zp) dzx dzp ≥ P0 (3.11)
in which p(zx, zp) is the joint probability density function of probabilistic variables zx andzp. If the variables are statistically independent, the joint probability function may bereplaced by the product of the individual probability density functions in the integral asshown in Equation (3.9).
From the theoretical point of view, RBDO has been a well-established concept. However,computing the integrals in Equation (3.11) appears as a technically involved problem ana-lytically tractable for very simple cases only. This is because it is often a multi-dimensionalintegral equation for which the joint probability density function and/or limit state functiong is unknown in explicit form. In case of metal forming processes, finite element analysesare thus required to evaluate g. In practice one has to resort to approximate reliabilitytechniques such as a Monte Carlo Analysis. This technique will be discussed in Section3.4. Other well-known techniques are the First- and Second-Order Reliability Method,FORM and SORM respectively. These techniques, and the applications of RBDO found inliterature, will be discussed in Chapter 4.
3.3 Robust design optimization
For robust optimization there is an inextricable link with the name of Taguchi who initiateda highly influential design philosophy. Taguchi, who is the pioneer of robust design, said:”robustness is the state where the technology, product, or process performance is minimallysensitive to factors causing variability (either in the manufacturing or users environment)and aging at the lowest unit manufacturing cost” [68].
This section is addressed to robust design optimization approach. Similar to the RBDOapproach, uncertainties are handled in a probabilistic way. The principle of robust op-timization is depicted in Figure 3.4. Robust optimization focuses on optimizing towardsa design that is relatively insensitive with respect to uncertainties. This means that the
13
Accounting for Uncertainty
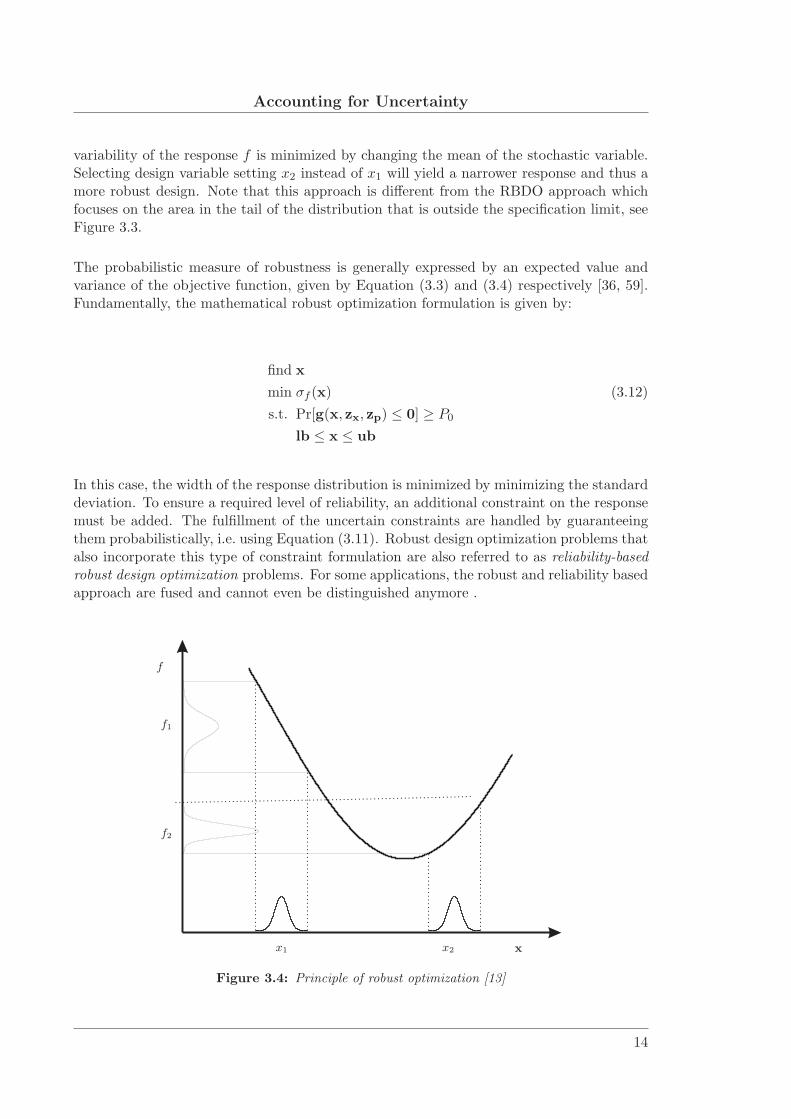
variability of the response f is minimized by changing the mean of the stochastic variable.Selecting design variable setting x2 instead of x1 will yield a narrower response and thus amore robust design. Note that this approach is different from the RBDO approach whichfocuses on the area in the tail of the distribution that is outside the specification limit, seeFigure 3.3.
The probabilistic measure of robustness is generally expressed by an expected value andvariance of the objective function, given by Equation (3.3) and (3.4) respectively [36, 59].Fundamentally, the mathematical robust optimization formulation is given by:
find x
min σf (x) (3.12)
s.t. Pr[g(x, zx, zp) ≤ 0] ≥ P0
lb ≤ x ≤ ub
In this case, the width of the response distribution is minimized by minimizing the standarddeviation. To ensure a required level of reliability, an additional constraint on the responsemust be added. The fulfillment of the uncertain constraints are handled by guaranteeingthem probabilistically, i.e. using Equation (3.11). Robust design optimization problems thatalso incorporate this type of constraint formulation are also referred to as reliability-basedrobust design optimization problems. For some applications, the robust and reliability basedapproach are fused and cannot even be distinguished anymore .
f
xx1 x2
f2
f1
Figure 3.4: Principle of robust optimization [13]
14

Accounting for Uncertainty
3.3.1 Moment matching formulation for handling constraints
To reduce the computational burden associated with the evaluation of the probabilisticfeasibility, a simplified approach is widely used in literature [13, 51, 60, 69, 70]. By assumingthe constraint is normally distributed, the constraint can be written as:
µg + kσg ≤ 0 (3.13)
where µg and σg are vectors containing the mean and standard deviation of the uncertainconstraints. The vector k contains the constants that stand for the probability of constraintsatisfaction assuming a normal distribution. For example, k = 3 stands for the probability ≈0.9973 meaning that 99.73% of the response measurements is below zero which correspondsto a 3σ reliability. By choosing k = 6, the well-known Six Sigma philosophy is followedoriginally developed by Motorola. This kind of constraint formulation is also known as themoment matching formulation and can also be applied in the RBDO approach.
3.3.2 Multi objective optimization
Different types of optimization formulations can be found in literature. One possibility isto apply a multi objective formulation, also known as the weighted sum formulation. Thisformulation is introduced to consider the minimization of the mean performance and theresponse variance simultaneously. It is composed of the mean and the standard deviationof the objective function:
find x
min αµf
µ∗f
+ (1 − α)σf
σ∗f
(3.14)
µg + kσg ≤ USL
lb ≤ x ≤ ub
where µ∗f and σ∗
f are the function values at the optimum. Note that the moment match-ing formulation is used for handling the constraints. The value of the weighting factor αis determined depending on the importance of minimization of the mean performance orvariance. It directly becomes clear that when using this robustness measure, the search foran optimal design appears to be a multiple criteria decision [71–73]. Finding a compromisesolution is known as robust multi-objective optimization in which a set of Pareto-optimalsolutions can be considered as possible compromise solutions. Limitations are known toexist when using the weighted sum formulation and generating Pareto sets [74, 75]. Theidentification of alternative formulations is a topic of current research.
Different calculation techniques are used to solve the robust optimization problems. Avail-able calculation techniques will be discussed in Chapter 4 accompanied by the applicationsfound in literature.
3.4 Worst case scenario based optimization
Precise information on the probabilistic distribution of the uncertainties is sometimes scarceor even absent. This can be caused by, for example lack of experimental data or knowledge
15

Accounting for Uncertainty
about the product or process.
If this is the case, a worst case scenario based optimization approach can be applied toaccount for uncertainty. In this approach, it is attempted to optimize towards a point asfar away as possible from the failure constraints. It is based on the idea of minimax, i.e.maximizing the minimum distance between the optimal point and failure constraints. Notethat uncertainties are not accounted for explicitly. Uncertain parameters are modeled us-ing crisp (deterministic) sets instead of a probability density function for example. Thisapproach has reduced the incorporation of the variability into a deterministic problem andwill result in a reduced feasible region in which the optimal solution will be sought. Hence,quantitatively nothing is known about the variation of the response [13, 37, 71]. Applica-tions of the worst case scenario based optimization approach can be found in [35, 60, 76–78].
To obtain robustness estimates of the deterministic optimum, one can perform a MonteCarlo Analysis (MCA). The robustness of an optimum can be calculated by averaging overa certain number of samples keeping the design point x constant. The noise variables arevaried randomly according to a distribution after which one can calculate the mean andthe variance of the optimal design. Subsequently, if the specification limits are known, thescrap rate can be calculated. The MCA will be discussed in more detail in Section 4.2.
3.5 Non-probabilistic optimization
Similar to the worst case scenario based optimization approach, non-probabilistic methodshave been developed in recent years to deal with optimization problems whereby the prob-abilistic distributions of the uncertain variables are unknown. These methods, also knownas possibilistic approaches [36, 79], do not require a priori assumptions on PDFs for thedescription of uncertain variables [42].
3.5.1 Interval modeling
The first non-probabilistic uncertainty model is the interval model. An interval can bedescribed by:
X = [xmin, xmax] = x ∈ ℜ|xmin ≤ x ≤ xmax (3.15)
In this case, only a value range between the crisp bounds xmin and xmax is known for thevariation. The main focus in the interval model is on the simplest way to calculate upperand lower values or bounds [64] of the response (and constraints) for the given range ofuncertainty. The interval bounds of the response are known and can subsequently be usedin a general non-linear optimization technique to search for the optimum reliable design byminimizing the objective function.
3.5.2 Fuzzy sets
Fuzzy sets are a generalization and enhancement of the interval model. In the interval ap-proach, uncertainty was characterized by crisp sets resulting in a design that is feasible ornot. In the fuzzy set approach, the interval approach is extended by a component of gradualassignment. The interval values x ∈ [xmin, xmax] are weighted with the aid of membershipvalues µΩ(x) in the interval [0, 1] describing the degree of membership to the feasible set Ω
16

Accounting for Uncertainty
[36, 64, 80]. Assigning intermediate membership grades enables the modeling of uncertaininformation that is too ’rich’ in content to be reflected appropriately with interval modeling.One can think of accounting for information about more or less supposed values within theinterval or the integration of expert evaluations.
As an example, think of using a FLC as a limit state function as mentioned before in Section2.2. A FLC itself is generally based on experimental results and therefore some uncertaintyexists regarding its shape and position. Since the bounds of the failure domain are notsharp it can be considered as a fuzzy set and also the failure event must be considered as afuzzy failure event [81]. A typical FLD is shown in Figure 3.5. If the strain points in a partare located in the safe zone, a membership of µΩ(x) = 1 will be assigned. Strain points inthe marginal zone will be assigned an intermediate membership grade 0 < µΩ(x) < 1 andstrain points in the highly probable failure zone are assigned a membership of µΩ(x) = 0.
Minor strain(%)
Majo
rst
rain
(%)
Safe zone
Zone of highly probable failure
Marginal zone
0.1
0.1
0.2
0.2-0.1-0.2
0.3
0.4
0.5
0.6
Figure 3.5: Typical Forming Limit Diagram (FLD) with marginal zone
The feasibility constraint of the crisp case or probabilistic case (Equation (3.11)) can bereplaced by:
µΩg(x, zx, zp) ≥ µΩ0(3.16)
So a certain minimum membership µΩ0is required. This results in soft constraints allowing
for some constraint violations and offering a mathematical way to quantify the membershipof a design solution to the feasible solution. This concept can be extended to model thereliability of the objective function as well. The idea is to associate the unconstrainedoptimum f(x∗) with the membership value µΩf
(x∗) = 1 and the worst performing designwith µΩf
(x∗) = 0 and assigning intermediate values in between. Finding the optimal robust
17

Accounting for Uncertainty
design is then done by maximizing the membership grade of the minimum of the membershipgrade of the constraints µΩg and objective function µΩf
. This can be mathematicallyexpressed by:
xopt = arg maxx[min(µΩg(x), µΩf(x))] (3.17)
Practical applications of the use of fuzzy sets in metal forming processes can be found in[7, 79, 81]
3.6 Conclusions
To perform optimization under uncertainty, optimization techniques must be combined withan approach to account for uncertainty. The main conclusions that can be drawn about thefour approaches discussed in this chapter are given below.
- The reliability based design optimization approach explicitly takes noise variablesinto account in a probabilistic way. Note that the behavior of the random variablesmust be known since they are implemented by user-provided distribution functions.The RBDO approach is able to give a quantification of the reliability of the foundoptimum. A disadvantage of this approach is the focus on high accuracy in the tailof the response. This generally requires many FEM simulations which makes RBDOtime consuming.
- The robust optimization approach focuses on optimizing towards a design that isrelatively insensitive with respect to uncertainties by minimizing the variability of theresponse. The approach explicitly takes noise variables and response distributionsinto account during optimization. Similar to the RBDO approach, this is done in aprobabilistic way. Therefore, a result of robust optimization is a metal forming processfor which the robustness is quantified. Reliability can be taken in account by assigningconstraints in a probabilistic way, or by using the moment matching formulation.The latter formulation will decrease the computational burden associated with theevaluation of the probabilistic feasibility. However, this requires the assumption ofthe constraint being normally distributed.
- The worst case scenario based optimization approach is a straight forward approach.However, it is also considered to be a conservative approach since maximizing thedistance to a constraint may result in a robust and reliable solution, but too expensiveor with a very poor performance. Moreover, quantitatively nothing is known about thevariation of the response unless a computationally expensive MCA is applied. Thisapproach may become prohibitively expensive when FEM simulations are requiredand many uncertain parameters are present in the problem.
- If the probabilistic distribution of the uncertain variables are unknown, one has toresort to non-probabilistic approaches. The fuzzy set approach is the most promisingapproach in this case. In general, the fuzzy optimization method bears the limitationof becoming increasingly computational expensive with an increase in number of fuzzyinput quantities. Moreover, little is known about the optimization of non-monotonicobjective functions and applications in metal forming processes are rare.
18

Accounting for Uncertainty
To narrow down the literature review, Chapter 4 will not focus on all four approachesdiscussed in this chapter. Instead, the focus will be on approaches most suitable for op-timization under uncertainty of metal forming processes. It is known from several indus-trial companies that deal with metal forming processes, that controlling and tuning theseprocesses to produce successful products is very complex and requires a great amount ofexpertise and experience. This is, among other things, gained by performing many productand process measurements resulting in a great amount of stochastic input and output data.The availability of probabilistic data favor the use of probabilistic approaches to account foruncertainty since these approaches explicitly take noise variables and response distributionsinto account during optimization.
19


4Numerical Techniques for Optimization Under Uncertainty
4.1 Introduction
Several approaches to account for uncertainty in an optimization problem are considered inChapter 3. The next step is to solve the probabilistically described optimization problem,i.e. Equation (3.10), (3.12) or (3.14). Computing the integral expressions in the probabilis-tic measures can be done by a variety of numerical techniques. An overview of availabletechniques is given in this chapter and applications found in literature are reviewed. For adetailed discussion on the mathematical background of the numerical techniques, the readeris referred to the given references.
The focus of this chapter will be on numerical techniques suitable for coupling simulationsoftware based on FE calculations to mathematical optimization techniques. In case of thisblack-box scenario, the objective function is not available as an explicit, closed-form func-tion of the input variables. Also the derivatives or gradients are not readily available andeach evaluation of the objective function is time-consuming. The optimization algorithmshould therefore be efficient with respect to the required computational effort. Moreover,the algorithm must be generally applicable. This means that the algorithm must be suitablefor use by different users, for different products and processes and must be suitable for cou-pling with different FEM packages. Finally, the algorithm should match the optimizationformulation [13].
The numerical techniques that can be pursued for solving the probabilistically describedoptimization problem with implicit objective functions, can be broadly divided into fourcategories based on their essential philosophy: Monte Carlo Analysis (Section 4.2), Taguchimethod (Section 4.3), sensitivity-based approach (Section 4.4), and metamodel approach(Section 4.5). Also combinations of algorithms from different categories are possible whichwill be discussed in Section 4.6. In Section 4.7 the main conclusions regarding the differentnumerical techniques are recapitulated. Next to the theoretical considerations of the nu-merical techniques, one should also take the usability in practical applications into account.The advantages and disadvantages of the different categories of numerical techniques willtherefore be discussed in Chapter 5.
21

Numerical Techniques for Optimization Under Uncertainty
4.2 Monte Carlo Analysis (MCA)
The Monte Carlo Analysis (MCA) has been widely used for stochastic analysis and canbe regarded as the most general simulation technique and is applicable to any stochasticanalysis [82, 83]. Given the stochastic properties of one or more random variables, a sampleaverage approximation problem is constructed. An example of an MCA input generation of2000 sample points is given in Figure 4.1. In case of RBDO, the failure probability integralof Equation (3.11) is replaced by a corresponding Monte Carlo (MC) sampling estimate.The probability of failure is simply calculated as the ratio of the number of points violatingthe constraints to the number of sample points. Examples of the use of sampling techniqueslike the MCA in combination with RBDO can be found in [81, 83–86]. A similar approachcan be followed to approximate the integral expressions in Equation (3.3) and (3.4) in caseof robust optimization. Once the failure probability or mean and standard deviation areknown in space, an optimization algorithm can be used to find the optimal design in termsof reliability or robustness.
x1
x2
Figure 4.1: Monte Carlo Analysis (MCA) input generation
However, the naive MC approach is computationally expensive, especially when combinedwith FE simulations. Therefore, only a limited number of MC samples will generally becalculated using advanced MC simulation techniques like adaptive MC simulation as shownin [81], subset simulation [84, 87], importance sampling [85, 88], descriptive sampling [89],etc. These methods improve the efficiency of the stochastic analysis when compared withdirect MC analyses, but still lead to a large number of time-consuming function evaluations.
22

Numerical Techniques for Optimization Under Uncertainty
4.3 Taguchi method
Taguchi initiated a highly influential robust optimization approach. The principle of theTaguchi method is depicted in Figure 3.4. The approach aims at reducing the variability inthe output by identifying proper settings of control variables without eliminating the noise[68, 90].
In the Taguchi method, the mean and variance are evaluated by using a Design Of Experi-ment (DOE) based on an inner and outer Orthogonal Array (OA). The inner array consistsof the control factors whose nominal settings can be specified during the design process.The outer array consists of the noise factors or uncertainties. After performing experimentsor FE simulations based on this type of DOE, Taguchi proposes to analyze the results bycalculating a Signal-to-Noise Ratio (SNR). This represents a performance criterion thattakes the process mean and variance into account. The SNR is defined by:
SNR = −10 log (MSD) (4.1)
where MSD is the Mean Square Deviation for the response. Usually, three categories ofMSDs can be distinguished in the analysis of the SNR, i.e. smaller-the-better, larger-the-better, and target-the-best. These are given by respectively:
MSD =1
n
n∑i=1
f2i (4.2)
MSD =1
n
n∑i=1
1
f2i
(4.3)
MSD =1
n
n∑i=1
(fi − S)2 (4.4)
where fi is the value of the i-th response, n is the number of experiments in the outer array,and S is the target value. Optimization of the response is performed by maximizing theSNR resulting in a design with minimum variation. Examples of the use of the Taguchimethod can be found in [91–94]. Applications in the field of metal forming processes aregiven in [28, 95–99]
4.4 Sensitivity-based approach
The third category of numerical techniques is based on sensitivity analysis. In this method,the sensitivity of the structural response to the input variables is computed and used incombination with for example the First Order Reliability Method (FORM) or Second OrderReliability Method (SORM). The gradients of the implicit objective function are approx-imated using a sensitivity analysis. Three main categories of sensitivity analysis methodscan be distinguished: the Finite Difference Method (FDM), classical perturbation methodand iterative perturbation method.
23
Numerical Techniques for Optimization Under Uncertainty
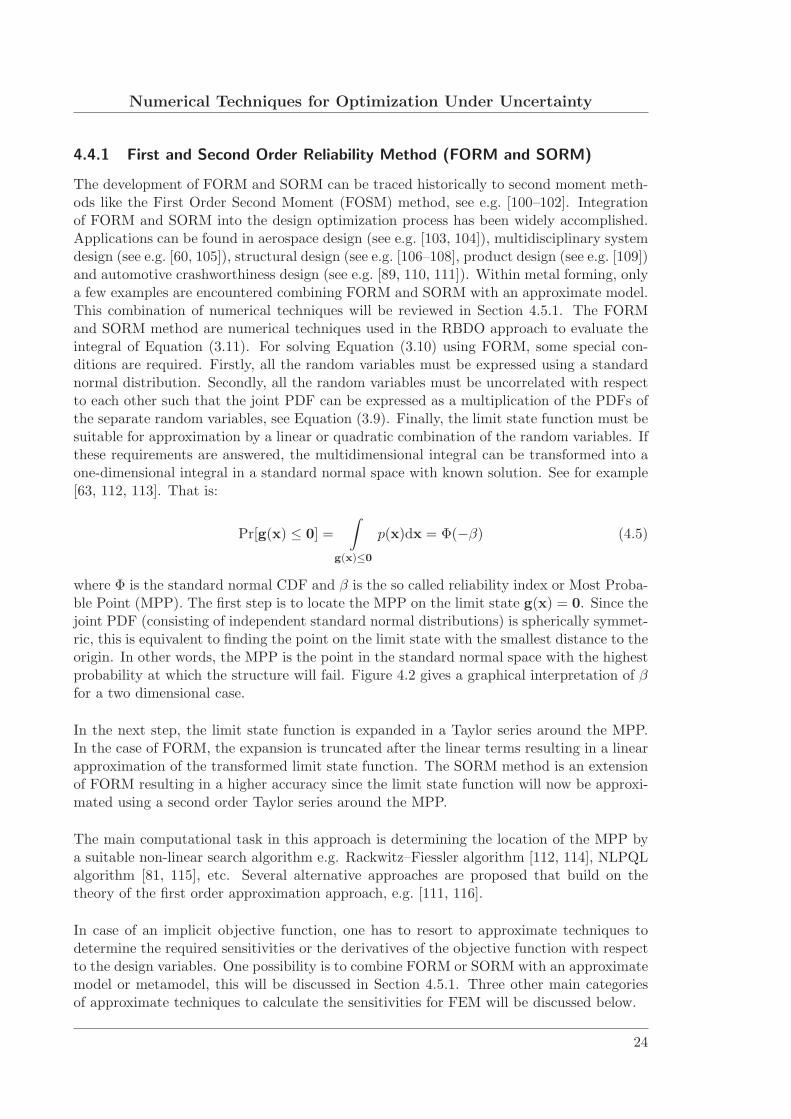
4.4.1 First and Second Order Reliability Method (FORM and SORM)
The development of FORM and SORM can be traced historically to second moment meth-ods like the First Order Second Moment (FOSM) method, see e.g. [100–102]. Integrationof FORM and SORM into the design optimization process has been widely accomplished.Applications can be found in aerospace design (see e.g. [103, 104]), multidisciplinary systemdesign (see e.g. [60, 105]), structural design (see e.g. [106–108], product design (see e.g. [109])and automotive crashworthiness design (see e.g. [89, 110, 111]). Within metal forming, onlya few examples are encountered combining FORM and SORM with an approximate model.This combination of numerical techniques will be reviewed in Section 4.5.1. The FORMand SORM method are numerical techniques used in the RBDO approach to evaluate theintegral of Equation (3.11). For solving Equation (3.10) using FORM, some special con-ditions are required. Firstly, all the random variables must be expressed using a standardnormal distribution. Secondly, all the random variables must be uncorrelated with respectto each other such that the joint PDF can be expressed as a multiplication of the PDFs ofthe separate random variables, see Equation (3.9). Finally, the limit state function must besuitable for approximation by a linear or quadratic combination of the random variables. Ifthese requirements are answered, the multidimensional integral can be transformed into aone-dimensional integral in a standard normal space with known solution. See for example[63, 112, 113]. That is:
Pr[g(x) ≤ 0] =
∫
g(x)≤0
p(x)dx = Φ(−β) (4.5)
where Φ is the standard normal CDF and β is the so called reliability index or Most Proba-ble Point (MPP). The first step is to locate the MPP on the limit state g(x) = 0. Since thejoint PDF (consisting of independent standard normal distributions) is spherically symmet-ric, this is equivalent to finding the point on the limit state with the smallest distance to theorigin. In other words, the MPP is the point in the standard normal space with the highestprobability at which the structure will fail. Figure 4.2 gives a graphical interpretation of βfor a two dimensional case.
In the next step, the limit state function is expanded in a Taylor series around the MPP.In the case of FORM, the expansion is truncated after the linear terms resulting in a linearapproximation of the transformed limit state function. The SORM method is an extensionof FORM resulting in a higher accuracy since the limit state function will now be approxi-mated using a second order Taylor series around the MPP.
The main computational task in this approach is determining the location of the MPP bya suitable non-linear search algorithm e.g. Rackwitz–Fiessler algorithm [112, 114], NLPQLalgorithm [81, 115], etc. Several alternative approaches are proposed that build on thetheory of the first order approximation approach, e.g. [111, 116].
In case of an implicit objective function, one has to resort to approximate techniques todetermine the required sensitivities or the derivatives of the objective function with respectto the design variables. One possibility is to combine FORM or SORM with an approximatemodel or metamodel, this will be discussed in Section 4.5.1. Three other main categoriesof approximate techniques to calculate the sensitivities for FEM will be discussed below.
24

Numerical Techniques for Optimization Under Uncertainty
MPP
x1
x2
P0
Safe zone
Failure zone
β
Figure 4.2: Graphical interpretation of the Most Probable Point (MPP) in 2D
4.4.2 Finite Difference Method (FDM)
The Finite Difference Method (FDM) can be used to approximate the response sensitivitywith respect to the input variables. The basis of the FDM is a perturbation of each variableand computing the corresponding change in response through multiple FE simulations.The perturbation of the variable can be applied in different ways resulting in the forwarddifference approach, backward difference approach, and central difference approach. Forexample, consider two variables related as Z = g(X). The derivative of Z with respect toX is defined as:
dZ
dX= lim
X→0
Z
X(4.6)
Since g(X) is unknown in explicit form, the derivative can now be approximated by per-turbing X by a small amount X and measure the corresponding change in the value Z.In case of the forward difference approach, the value of X is changed to X + X. Thenew value of Z is computed Z1 = g(X + X) from which the change in value of Z can becalculated by Z = Z1 − Z0. Finally the approximate derivative of Z with respect to Xfollows from Z/ X.
Once the sensitivities have been calculated using a FEM code, the information can be usedto construct a metamodel, see Section 4.5. In the context of RBDO, the resulting closed-form response function can now be combined with FORM or SORM for calculating the
25

Numerical Techniques for Optimization Under Uncertainty
failure probability with respect to a limit state function.
A second possibility is to use the sensitivity information in a more direct way. Alternativenumerical techniques have been developed based on the principle of FORM, that onlyneed the value and gradient information of the response function to search for the MPP[63]. The value of the response function is simply obtained by a deterministic FE analysis.The gradients are obtained by the FDM, classical perturbation or iterative perturbationmethod. This approach is referred to as the Stochastic Finite Element Method (SFEM)which integrates FE analyses and probabilistic analyses [117, 118].
4.4.3 Classical and Iterative perturbation
The purpose of these approaches, once again, are to compute the sensitivity of an ob-jective function to changes in the random input variables. In the classical perturbationapproach, the variation of the response is estimated by keeping account of the variation ofthe stochastic input variables at every step of the deterministic analysis. In practical terms,the derivatives of the response function are calculated using the chain rule of differentiationwith respect to the input variables. The iterative perturbation method is suitable in thecontext of nonlinear structural analysis, where the solution for the response is found usingan iterative process. Several iterative perturbation methods exist which can be tailored tothe specific non-linear structural analysis.
Publications on the sensitivity-based approach in which use is made of one of the approxi-mation techniques mentioned above can be found in [42, 63, 82, 117–121].
4.5 Metamodel approach
The application of metamodeling techniques to mechanical design has been encouraged bythe high computational costs of simulations and the large number of analyses required formany design variables [49]. The basic idea of metamodeling is to construct an approximatemathematical model (surrogate or metamodel) by systematically sampling in parameterspace. The metamodel types most encountered in literature are:
- Response Surface Model (RSM)
- Kriging models
- Neural Networks (NN)
An impression of a metamodel for two variables is given in figure 4.3. Each type of meta-model has its own advantages and disadvantages. However, elaborating on the (mathe-matical) details of the various metamodeling techniques is beyond the scope of this work.Readers are therefore referred to the references included below for further information.
The information required for creating a metamodel is obtained by a Design Of Experiment(DOE). A DOE is a structured method for determining the relationship between factorsaffecting a process (design and noise variables) and the response of the process [122–128].The goal of a DOE in the context of this work is to minimize the number of time-consumingFE simulations while ensuring a certain required approximation accuracy. After selecting
26

Numerical Techniques for Optimization Under Uncertainty
the metamodel type that obtains the best fit, the accuracy should be checked by valida-tion techniques which again depend on the selected metamodel type. Subsequently, anoptimization algorithm can be combined with the metamodel to solve the optimizationproblem. Many examples of metamodel techniques applied in deterministic optimizationapproaches of metal forming processes can be found, see e.g. [6, 13, 129–131]. When con-sidering uncertainty, different classes of problems can be identified in literature accordingto [132]: (1) sensitivity analysis under uncertainty [133, 134], (2) process capability studies[32], (3) reliability assessment [81, 135], (4) reliability optimization, and (5) robust designoptimization under uncertainty. Literature considering problem type (4) and (5) in com-bination with metal forming processes are discussed in more detail in Section 4.5.1 and4.5.2.
0
10
20
30
00
11
2
2
x1 x2
f
Figure 4.3: Impression of a metamodel for two variables
4.5.1 RBDO using metamodels
The combination of RBDO combined with metamodels has been proposed in a number ofpublications [67, 70, 107, 110, 136–138]. An overview of publications on RBDO of metalforming processes combined with metamodels is presented in Table 4.1.
In Sahai et al. [139], RBDO is applied to incorporate uncertainties in designing a sheet metalflanging process. The objective is to find a combination of sheet metal and tooling configu-rations that minimizes the difference of springback to a target value, under the probabilisticconstraint that 99.99% of the maximum absolute strain of the flanged sheet metal does notexceed a specified value. A probabilistic distribution is assumed for the Young’s modulus,
27

Numerical Techniques for Optimization Under Uncertainty
Table 4.1: Literature overview on RBDO of metal forming processes using metamodels
Ref. Process DOE Metamodel Optimization algorithm Optimization formulation
[139] Flanging process Unclear RSM FORM (3.10) P0 = 0.9999
[115] Deep drawing Unclear RSM FORM & SORM (3.10) upto P0 = 0.9999
[140] Forging process CCC RSM MCA (3.10) upto P0 = 0.9999
[141] Deep drawing MCA Kriging BLR (3.10) P0 is varied
[34] Deep drawing Box-Behnken RSM MCA (3.10) P0 = 0.98
[30] Deep drawing DOPT RSM MCA (3.10) P0 = 0.95
yield stress, sheet thickness and a gap dimension to model uncertainty. In this paper, FEsimulations and RSM surrogate models are combined with an MPP search algorithm forthe reliability assessment.
Kleiber et al. [115] optimized the deep drawing process of a square box liable to three un-certain variables: the initial thickness of the sheet metal, the hardening exponent, and thefriction coefficient. The objective is to minimize the probability of wrinkling and fracturein which the FLD is used to estimate the safe zone. The blank holder force and interfacefriction are used as design variables. A RSM is created and the FORM and SORM methodare used for the reliability assessment.
A forging process of an axisymmetric wheel has been optimized in Repalle and Grandhi[140]. The optimization problem is solved to minimize the effective strain variance, whilethe forging load is used as a reliability constraint. A RSM model is generated based ona Central Composite Design (CCD). An MCA is used to determine the failure probabil-ity of the process on the RSM. Four critical random variables are included: initial billettemperature, friction factor, forging die velocity, and stroke length. Moreover, the effect ofcorrelation among uncertain variables is investigated.
In Strano [141], a flex-forming process is optimized using RBDO with a large probabilityof failure by wrinkling. The objective is to optimize the fluid pressure curve for whicha Kriging metamodel is used. The random variables present in this study are the initialsheet thickness, anisotropy coefficients, flow stress and friction coefficient. The reliabilityor failure probability is assessed by a Binary Logistic Regression (BLR) analysis, see [142].The effect of varying P0 is studied and the quality of solutions with reduced data sets isdiscussed. In [33], a Reliability Based Economical Optimization (RBEO) approach is pro-posed based on the minimizations of direct variable industrial costs rather than quality orreliability.
A reliability analysis of a sheet metal forming process using MCA and linear and quadraticRSM metamodels is discussed in Jansson et al. [30]. A DOE based on the D-optimalitycriterion (DOPT) is used for creating both types of metamodels. The influence of usinglinear or quadratic RSM metamodels to identify the most important variables out of a set ofeight material and process variables is investigated. This process is also known as screening.Subsequently, the accuracy in which both types of metamodels can predict the probabilistic
28

Numerical Techniques for Optimization Under Uncertainty
response with respect to springback and thickness variation of a part formed by a deepdrawing process is studied.
In Zhang et al. [34], the deep drawing process of a conical aluminum cup is optimizedusing RBDO. The optimal trajectory of the blank holder force is determined while takinginto account uncertain material and frictional parameters. The multi-objective functionis established as the weighted sum of probability of no wrinkling and probability of nofracture. FE simulations are performed according to a Box-Behnken DOE after which aRSM metamodel is constructed. Finally, a MCA is performed to evaluate the probabilityof failure for the targeted response.
4.5.2 Robust optimization using metamodels
Various applications of the metamodel technique in robust optimization can be found in[31, 70, 143]. Publications on robust optimization of metal forming processes combinedwith metamodels are presented in Table 4.2. Note that different types of robust optimiza-tion formulations are applied in literature. In many cases, the weighted sum formulationis used after which a discussion follows on the trade-off between minimization of the meanperformance and the variance of the final optimum.
Table 4.2: Literature overview on robust optimization of metal forming processes using metamodels
Ref. Process DOE Metamodel Optimization algorithm Optimization formulation
[144] Deep drawing Box-Behnken RSM MC integration (3.12)
[145] Deep drawing OA & CCD DRSM SSRD (3.13), (3.14)
[51] Deep drawing LHD RSM and Kriging SAO (3.10), (3.12), (3.13), (3.14)
[88] Deep drawing LHS SVR importance sampling (3.14)
[146] Deep drawing UD RSM 1stOpt software (3.14)
[147] Deep drawing OLHS DRSM PSO (3.14)
Gantar et al. [144] focused on the evaluation of the scatter of seven uncertain input parame-ters on the stability of a deep drawing process of a rectangular product. A RSM metamodelis created by evaluating the objective function several times using FE simulations based ona Box-Behnken DOE. The process is critical with respect to wrinkling and fracture of theproduct. Secondly, a MC analysis is applied onto the response surface. A MC integrationalgorithm is used to obtain the most robust optimum, i.e. minimizing the standard devia-tion of the response with respect to different settings of the blank holder force.
In Li et al. [145] a robust optimization procedure for a deep drawing process is proposed.The objective is to minimize the thickness variation subject to the condition of no wrinklingand fracture. After performing a screening process, the design variables are chosen to bethe blank holder force, friction coefficient between the die and blank, and the punch radius.Three noise factors were included in the study, i.e. initial thickness of the blank, friction co-efficient and a parameter influencing the true stress–true strain formulation. The proceduremakes use of a Dual Response Surface Method (DRSM) for both the mean and standarddeviation of the objective function. The DOE is based on a combination of the Taguchi
29

Numerical Techniques for Optimization Under Uncertainty
Orthogonal Array (OA) design and a Central Composite Design (CCD). The weighted sumformulation (3.14) is applied and constraints are handled using the moment matching for-mulation (3.13). The optimization procedure is referred to as Six Sigma Robust Design(SSRD).
In van Ravenswaaij [51], a robust optimization procedure for metal forming processes isproposed and applied onto a deep drawing process of a shaving cap. Three noise variablesare incorporated, i.e. the material thickness, the flow-stress and a material property factorthat influences the strain-induced transformation rate. The objective is to improve theshape accuracy of the cap which is achieved by combining FE simulations, a DOE basedon a Latin Hypercube Design (LHD), Kriging and RSM metamodels, and a Sequential Ap-proximate Optimization (SAO) algorithm. The process mean and standard deviation isnow evaluated by applying a MCA onto the metamodel. The final optimum that is foundusing the metamodel, is checked by performing a (small) MC analysis using FE simulations.
Tang and Chen [88] proposed a robust optimization procedure for which the feasibility isverified by a deep drawing process of a cup. A Support Vector Regression (SVR) metamodelis created using a DOE based on Latin Hypercube Sampling (LHS). The moment matchingformulation and the importance sampling technique is used to determine the robust opti-mum. The average thinning rate of the product was chosen as the optimization objectiveof the robust design to control the thickness distribution subject to constraints consideringdefects such as rupture, wrinkling, and insufficient stretching. The material parameterswhere considered uncertain following from a range of material experiments.
In Hou et al. [146], a metamodel based robust optimization procedure is proposed anddemonstrated by the deep drawing process of an automotive part. Uniform Design (UD) isapplied to generate a DOE matrix and combined with FE simulations to construct a meta-model based on RSM. Onto this metamodel, a MC Analysis is performed to determine howthe input parameter variation affects the final product quality. The result of the MCA isexpressed in terms of a distribution instead of a mean and standard deviation only. A dataprocessing software (1stOpt) is used for the optimization procedure. The objective is tomaximize the product quality. This is achieved by applying the weighted sum formulation(3.14) that minimizes the mean and the standard deviation of a wrinkling and fracture index.
Another application of robust optimization in sheet metal forming processes using approxi-mate models can be found in Sun et al. [147]. In this paper, a drawbead design is optimizedto prevent wrinkling and fracture of a deep drawing process of an automotive part. TheOptimal Latin Hypercube Sampling (OLHS) technique is used in combination with a DRSMmetamodel and Particle Swarm Optimization (PSO) method to optimize the geometric pa-rameters of the drawbead design. It is recognized that minimizing the standard deviationof the response (3.12) does not always result in the optimal design with respect to the meanof the response. Therefore the weighted sum formulation (3.14) is applied, minimizing themean and the standard deviation simultaneously.
30

Numerical Techniques for Optimization Under Uncertainty
4.6 Combined numerical techniques
Several categories of numerical techniques have been discussed for solving the probabilisti-cally described optimization problem with implicit objective functions. This section paysspecial attention to the combination of different numerical techniques. In most cases, it isattempted to combine the advantages of different groups to improve for example the accu-racy or computational efficiency.
It must be noted here that metamodeling techniques do not solve a problem in themselves.Therefore, optimization algorithms are included like iterative algorithms or evolutionaryalgorithms. Many combinations of numerical techniques have been indirectly discussed inthis chapter. In Section 4.2 it was mentioned that MCA techniques are combined withmetamodels to increase the computational efficiency. The combination of metamodelingtechniques and FORM was already indicated in Section 4.5.1. Moreover, Tables 4.1 and 4.2give an overview of different combinations of metamodel types and optimization algorithmsin case of RBDO and robust optimization respectively. Two main categories of optimizationalgorithms will be discussed in more detail below: iterative algorithms and evolutionary al-gorithms.
Iterative algorithms
Iterative optimization algorithms iterate towards an optimum by using derivative informa-tion of the objective function and constraints with respect to the design variables. Classicalexamples of iterative algorithms are the conjugate gradient algorithm, sequential quadraticprogramming, Quasi-Newton, etc.
Iterative algorithms are known as local algorithms since these algorithms are likely to betrapped in local optima. The algorithm should therefore be started at several DOE pointsto find the global optimum. Advantages of iterative algorithms comprise the fact that theyare well known and widely spread. This is underlined by several readily available toolboxesof iterative optimization algorithms in Matlab [148]. Additionally, convergence to a localoptima generally requires relatively few iterations and is hence fairly efficient. Publicationson the use of iterative algorithms in combination with metamodels can be found in [13, 21].
Evolutionary algorithms
Evolutionary algorithms are inspired by the mechanisms of evolutionary biology. Threemain variants can be distinguished, genetic algorithms developed by [149] and [150], evolu-tionary strategies introduced by [151] and [152] and evolutionary programming developedby [153]. The major idea of evolutionary algorithms is to perform optimization through acompetition between a set of individuals or candidate solutions. The candidate solutionsare ranked and a new population is obtained by selection/reproduction, crossover, and mu-tation of the individuals. From a probabilistic point of view, these three actions tend toimprove the population and increase the performance of the individuals in the next itera-tions of the optimization process.
Evolutionary algorithms tend to find the global optimum, do not require gradient informa-tion of the function, and allow for parallel computing. Similar to the iterative algorithms,
31

Numerical Techniques for Optimization Under Uncertainty
evolutionary algorithms can be combined with FE simulations in a direct way or by firstintroducing a metamodel [36, 154–156]. The rather large number of function evaluationsnecessary for optimization can be regarded as a serious drawback in case of the direct com-bination. Examples of robust optimization in combination with the use of evolutionaryalgorithms and metamodels can be found in [73, 157].
Others
Of course other numerical techniques and combinations of numerical techniques are possiblefor solving optimization problems, for example metamodels in combination with a simulatedannealing algorithm [67, 143], a binary logistic regression algorithm [141] or a particle swarmoptimization algorithm [147] to name but few.
4.7 Conclusions
Optimization under uncertainty of metal forming processes by numerical simulations isan upcoming research field. This can be concluded from the number of papers recentlypublished on this subject. Some impressive results have already been achieved, but thepublications also show that many aspects are still unclear.
An equal amount of publications have been found on both RBDO and robust optimizationof metal forming processes in which many different numerical techniques are combined andapplied. This indicates that academic research has not converged to one or two best opti-mization methodologies yet. A more in-depth discussion on the most favorable approachfor solving a probabilistically described optimization problem is therefore given in Chapter 5.
32

5Optimization Under Uncertainty of Metal Forming Processes
5.1 Introduction
As stated in Chapter 3, the use of probabilistic approaches to account for uncertainty isfavored over the non-probabilistic approaches and worst-case scenario based optimizationapproach if accurate stochastic input data is available. The next question is, which prob-abilistically described optimization formulation to use, i.e. the RBDO formulation (3.10)or the robust optimization formulation (3.12) or (3.14). This difficult question cannot beanswered straightforwardly and depends on the specific optimization problem and objec-tive. It is recognized here that the focus in most publications is on the solving part ofthe mathematical optimization rather than on the choice which optimization formulationto use for a specific problem. The limited number of arguments encountered in literatureregarding this subject will be reviewed in Section 5.2.
To solve the probabilistically described optimization problem, different numerical techniquescan be used for which an overview is given in Chapter 4. During the literature review, argu-ments are encountered that support the use of specific numerical techniques (and dissuadeother techniques). These arguments will be reviewed in Section 5.3 to finally discuss on themost promising approach for optimization under uncertainty of metal forming processes inSection 5.4.
5.2 RBDO vs. robust optimization
Both the RBDO approach and the robust optimization approach aim at incorporatinguncertainty into the optimization study, and therefore they are sometimes not clearly dis-tinguished in literature. However, the two approaches differ in some fundamental aspects.
The choice for using the robust optimization approach or the RBDO approach dependson the objective of the optimization study. In robust design, insensitiveness of the objec-tive function is emphasized. If the weighted sum formulation is adopted, this is combinedwith minimization of the objective function. In both cases, emphasis is put on the mainstructural behavior under the influence of uncertainty. RBDO focuses on minimizing a con-strained objective function while assuring a certain level of reliability [37]. Particular careis paid here on the issue of structural safety in the extreme events. Thus, both approaches
33

Optimization Under Uncertainty of Metal Forming Processes
will obviously lead to different optimization outcomes.
Common examples of optimization objectives in an industrial setting are the minimizationthe number of scrap products or costs of a production process. Purely minimizing theobjective function (instead of the variance) favors the use of RBDO [103]. Moreover, thisapproach is able to give a quantification of the reliability of the found optimum. However,the accuracy of the RBDO approach hinges on several critical factors:
- Firstly, the limited accuracy of the FE model (and possible metamodel) to calculatethe limit state function. When using FEM simulations to simulate a process, manyassumptions are being made. In [158–160] the impact of material modeling on theresponse of a stamping process is studied. It is shown that changing the yield locus(Hill 48 vs. Corus–Vegter) leads to a large mean shift of the simulated response.In [133] it is shown that there is a bias in the mean predicted by stochastic FEMsimulations of a drawing operation and measured experimental values. Both examplesof mean errors will have a significant affect on the prediction of the probability offailure. From this point of view, using the RBDO approach would result in erroneousresults.
- The second critical factor is the accuracy of the numerical techniques employed toevaluate the multidimensional integral in Equation (3.11). The RBDO approach fo-cuses on the tail of the response distribution to calculate the probability of failure orreliability. Accuracy at low probabilities require more objective function evaluationscompared to a robustness analysis [59, 141]. If only a limited number of FE simu-lations can be performed (which is generally the case because of time reasons), caremust be taken in interpreting the resulting reliability of the RBDO approach. Whatconstitutes the accuracy at the low probabilities is still an open question and requiresfurther research.
- The third critical factor is the availability of detailed statistical input information.The RBDO approach is more sensitive to inadequate assumptions on the probabilisticdistribution compared to the robust optimization approach. In this sense, RBDOmight be of less practical value if information about the statistical distribution islimited available and not sufficient to permit a reliability analysis.
The robust optimization approach on the other hand, is less sensitive to model errors,inadequate stochastic input data and more efficient compared to the RBDO approach[31, 42, 143, 146]. This is because the mean of the objective function is of interest inthis case, for which statistics are less costly to compute and more reliable for small samplesizes and limited stochastic input data [104].
If the focus of an optimization problem is on minimizing the response variance, the ro-bust optimization approach is most suitable. However, this approach can also be used tosimultaneously minimize the mean of the response in case of Equation (3.12). The next in-teresting question is how to deal with situations in which the most robust optimum resultsin a poor mean performance. One possibility is to apply screening techniques to searchfor design variables that only influence the mean and not the variance. These variablescan subsequently be used to minimize the mean of the objective function while retainingthe robustness of the optimum. This option in which minimizing the variance is only an
34

Optimization Under Uncertainty of Metal Forming Processes
intermediate objective, has been studied in [68, 90, 161].
Another possibility is to use the robust optimization approach in the form of Equation(3.14). Using the weighted sum formulation is a good compromise between minimizing themean value and the variance [60]. When choosing the weighting factors, the combination ofminimizing the mean location and the variance needs to be considered with the preferenceof ones attitude toward risk.
5.3 Numerical techniques: a comparison
In this section, advantages and disadvantages of the different categories of numerical tech-niques will be reviewed and the usability in practical applications will be discussed.
Monte Carlo Analysis
Since the accuracy of a MCA depends on the number of samples, a great number of evalu-ations of the objective function or limit state function are required. A direct MCA analysiswould therefore be unsuitable for application to problems with objective functions or limitstate functions that are computational expensive to evaluate. This also explains why theapplicability of direct MCA algorithms are demonstrated in many cases using analyticalfunctions of the response [84, 85]. In case of optimization under uncertainty of metal form-ing processes, metamodels are therefore constructed onto which a MCA analysis can beapplied. This combination of numerical techniques results in the most general and straight-forward numerical optimization technique encountered during this literature review.
Taguchi method
The Taguchi method has been widely applied in various fields due to its relatively simpleand explicit procedures [37]. The principle is easy to understand and does not require astrong background in statistics. However, the Taguchi method has several drawbacks. Firstof all, the SNR is criticized. The SNR combines the mean and variance of the response andhence, mean and variance are confounded. This means that one cannot separate the effectsof control and noise variables on the mean and variance of the response. Other drawbacksof the Taguchi method are the many function evaluations required for the orthogonal arrayDOE, the impossibility of taking into account interaction effects between control variables,and the impossibility for sequential experimentation [13, 42, 51, 161, 162].
Sensitivity-based approach
In [63] it is argued that the use of sensitivity information improves the computational effi-ciency of the sensitivity-based approaches. In combination with a metamodel, optima arefound with less function evaluations compared to the metamodel approaches in combinationwith an MCA analysis or global optimization algorithm. It must be noted here that in caseof RBDO, a first metamodel must be seen as a first approximation of the real objectivefunction only. Especially if the underlying implicit objective function is highly non-linearand the metamodel is based on a limited number of objective function evaluations only, thereliability estimate may be inaccurate.
35

Optimization Under Uncertainty of Metal Forming Processes
Of all three sensitivity-based approaches, the finite difference approach is most suitablefor use in a black-box scenario. However, the FDM is also known to be relatively costlyand can be quite inaccurate due to truncation and round-off errors [42]. The methods ofclassical and iterative perturbation are more efficient, but access to the source code of theFEM software is required. Moreover, an analytical differentiation of the physical systemdescribed by a FEM model is sometimes impossible for more complex situations. A final dif-ficulty concerning sensitivity-based algorithms, is the risk of getting trapped in local optima.
Sensitivity-based approach: FORM and SORM
The increased efficiency of the sensitivity-based approach in combination with FORM andSORM makes it possible to consider many uncertain variables in an efficient way. However,for solving the integral of Equation (3.10) using FORM, some special conditions are requiredas mentioned in Section 4.4.1. Firstly, all the random variables must be expressed usinga standard normal distribution. Secondly, all the random variables must be uncorrelatedwith respect to each other and the limit state function must be suitable for approximationby a linear or quadratic combination of the random variables.
The first two restrictions can be overcome by applying appropriate transformations accord-ing to [106]. However, the third restriction is most critical in real life. If the limit statefunction has a large curvature, a considerable error is introduced using FORM. One way toreduce the error is by increasing the order of the polynomial approximation (SORM). Thus,in general the nonlinearities of the limit state function must be weak [63]. Moreover, thelimit state function must be differentiable. In [81], a FLD is used to define the limit statefunction and it is shown that the limit state function does not always meet this requirement.It was shown that it appears unjustified to assume that the limit state function is differen-tiable which makes the use of FORM and SORM impossible in this case. Another difficultyencountered when using FORM or SORM is the non-convergence due to the presence ofnumerical noise as discussed in [112].
Metamodel approach
It has been shown that the metamodel approach can be combined with many differentoptimization algorithms. In all cases, the main goal of constructing a metamodel of theoriginal model is limiting the total amount of simulation time by reducing the number ofFEM simulations. Another advantage of the use of metamodels is the possibility for parallelcomputing. This is because the required sample points needed for constructing a metamodelare independent points and are defined prior to execution by a DOE [163, 164].
Attention should be paid to certain issues when constructing metamodels. First, the trade-off between approximation accuracy and model complexity should be taken into account.On the one side, it is important to control the model complexity appropriately to avoidover-fitting. On the other side, one must be aware of the loss of accuracy when usingmetamodels. Beside approximating the metal forming process with a FE model, anotherapproximation is made of the FE model by the metamodel. As mentioned in Section 1.3,there is a large risk of the metamodel not representing the real metal forming process verywell. Another point of attention is the curse of dimensionality, i.e. building a metamodel
36

Optimization Under Uncertainty of Metal Forming Processes
becomes very time consuming when an increasing number of design variables is included inthe optimization problem.
The next natural question is which type of metamodel to use for approximating the response.A metamodel type should be chosen that is accurate with respect to both the FE modeland the metal forming process. Some authors [67, 70, 143, 154] say that Kriging or NeuralNetworks as metamodeling techniques are considered to be a more suitable approximationmethods than RSM since the former methods can provide a more accurate prediction. Thisis especially important in RBDO for approximation of the highly non linear probabilityfunction. Others argue [30, 49] that the use of a RSM model is more suitable, especially incombination with noisy functions or when the function values are inaccurate. It seems thatno clear-cut conclusions on the most accurate type of approximation model can be reachedyet.
5.4 Conclusions
Based on the above discussion, the metamodel approach in combination with robust opti-mization seems to be the most promising approach for solving the probabilistically describedoptimization problem. This choice is bases on the following considerations:
- Minimization of the response mean and minimization of the response variance areboth conceivable optimization objectives in industrial optimization problems of metalforming processes. The robust optimization approach can answer both optimizationobjectives where the RBDO approach can only answer the former objective.
- It is recognized that with today’s increasing computational power and advanced non-linear FE codes, response functions and limit state functions can be determined fasterand with greater accuracy. However, it has also been shown that numerical errorsremain present in the analysis. This favors the use of the robust optimization approachwhich is less sensitive to model errors.
- Another advantage of the robust optimization approach is the greater computationalefficiency compared to the RBDO approach. Since the RBDO approach focuses onthe tail of the response, more objective function evaluations are required to accuratelycalculate the reliability compared to a robustness analysis. The statistical informationrequired for the robust optimization approach can already be calculated accuratelywith a limited number of function evaluations.
- Moreover, the RBDO approach is more sensitive to inadequate assumptions on theprobabilistic distribution compared to the robust optimization approach. Addition-ally, the computer implementation of RBDO is known to be tedious. Finally, RBDOrequires a limit state function to define the failure of the structural system. It hasbeen shown that an adequate limit state function cannot always be given explicitly inpractical engineering problems. In such circumstances, it might be more realistic toseek for a robust optimum.
- Based on the discussion described above, the metamodel approach is chosen to be themost promising numerical technique. Since both the response function as well as thegradients of the response function to be optimized are now available explicitly, one
37
Optimization Under Uncertainty of Metal Forming Processes
can combine the metamodel with many types of algorithms to find the most robustsolution. The method is less computational expensive compared to a direct MCAanalysis, Taguchi method or direct evolutionary optimization algorithms. Iterativealgorithms require sensitivities which are difficult to obtain directly. Moreover, thesemethods are likely to be trapped in local optima. Another advantage of the metamodelapproach is the possibility for parallel computing which speeds up the optimizationprocess even more.
- Using metamodels enables the black-box scenario, meaning that no preliminary re-strictions have to be made regarding the FEM code. However, when using metamodelsone has to keep in mind that the found optimum is an approximate optimum only.A local metamodel might be better than a global metamodel in this case. There-fore it is highly recommended to apply a sequential approximate optimization strat-egy which will increase the accuracy of the fit in the neighborhood of the optimum,see [43, 49, 104, 165, 166]. The curse of dimensionality can be overcome by apply-ing screening techniques to reduce the number of design variables, as is shown in[13, 30, 145].
38
6Conclusions and Future Work
A thorough literature study is performed to review the theory and methodology that hasbeen developed up to now to cope with the complexity of optimization under uncertainty.Based on the overview given in this work, the following conclusions can be drawn:
- It is known from industry that design variables show variability and randomness inreal metal forming processes. The input variation is subsequently translated to theresponse quantity which will often lead to high scrap-rates and increasing costs.
- The review on approaches for evaluating the effects of uncertainty in the optimiza-tion process through numerical techniques and FE simulations with an increasingnumerical efficiency, underlines the applicability to industry-sized problems.
- The first results of optimization under uncertainty of metal forming processes alreadyshow that uncertainty can be reflected realistically. It provides extended informationand decisions aids to the industry to improve products and processes and save costs.However, many research fields are still open as will be discussed in the future work.
- One has to keep in mind that the optimization procedure is performed using modelsand/or approximations of the real world. Approximation errors or numerical noise cancancel out the ability to accurately predict the optimum with respect to perturbationsin the many input parameters. Further research of this aspect is therefore required.
- Different sources of uncertainty can be present in the optimization procedure of metalforming processes: design parameter uncertainty, design variable uncertainty, modeluncertainty and constraint uncertainty. The optimization procedure should accountfor all four sources of uncertainty.
- In case of metal forming processes, probabilistic input data is generally available.The availability of probabilistic input data favors the use of probabilistic approachesto account for uncertainty since these approaches explicitly take noise variables andresponse distributions into account during optimization.
- In the RBDO approach and the robust optimization approach, different optimiza-tion formulations are used which will lead to different optimization outcomes. Fromthis literature study it can be concluded that the focus in most publications is onthe solving part of the mathematical optimization rather than on the choice whichoptimization formulation to use for a specific problem.
39

Conclusions and Future Work
- The robust optimization approach is argued to be the most promising approach foroptimization under uncertainty of metal forming processes. This approach can beused for minimizing both the variance and mean of a process response which are bothconceivable optimization objectives in an industrial setting.
- For a limited number of function evaluations, the robust optimization approach will bemore accurate compared to the RBDO approach. Moreover, the robust optimizationapproach will be less sensitive to numerical errors and limited stochastical input data.
- The literature overview provides an insight into the expanding variety of numericaltechniques applied in the young research field of optimization under uncertainty. Theapplication of many different numerical techniques indicates that academic researchhas not converged to one or two best optimization techniques yet.
- The metamodel approach is chosen to be the most promising numerical techniquefor solving the robust optimization problem. It is computationally efficient, allowsfor parallel computing, can be combined with different optimization algorithms andenables the black-box scenario.
The future work is targeted towards developing a computationally efficient methodology forhandling the effect of uncertainty in the optimization process of metal forming processes.The presented literature review is intended to be a first step in this process. Further detailedstudies must be conducted during the development of the methodology to answer importantresearch questions:
- What is the effect of numerical noise on the predicted optimum?
- What is the influence of different formulations of objective functions on the responseshape, numerical noise and preferred modeling technique?
- How to describe the variation and correlation best for the purpose of robustnesscalculations?
Ultimately, the developed methodology and tool need to be applied to realistic metal formingprocesses. A validation of the developed methodology will be performed in cooperation withseveral industrial partners.
40

Bibliography
[1] H. M. Liddell, D. Parkinson, G. S. Hodgson, and P. Dzwig. Parallel computingapplications and financial modelling. Journal of Scientific Programming, 12:81–90,2004.
[2] A. C. Caputo, P. M. Pelagagger, and F. Scacchia. Integrating transport systems insupply chain management software tools. Journal of Industrial Management & DataSystems, 103:503–515, 2003.
[3] W. Kubli and J. Reissner. Optimization of sheet-metal forming processes using thespecial-purpose program AUTOFORM. Journal of Materials Processing Technology,50(1-4):292–305, March 1995.
[4] X. Chen, W. Du, and D. Liu. Response surface optimization of biocatalytic biodieselproduction with acid oil. Journal of Biochemical Engineering, 40:423–429, 2008.
[5] G. Gantar, T. Pepelnjak, and K. Kuzman. Optimization of sheet metal forming pro-cesses by the use of numerical simulations. Journal of Materials Processing Technology,131:54–59, 2002.
[6] P. Breitkopf, H. Naceur, A. Rassineux, and P. Villon. Moving least squares responsesurface approximation: Formulation and metal forming applications. Journal of Com-puters and Structures, 83:1411–1428, 2005.
[7] C. Garcia. Artificial intelligence applied to automatic supervision, diagnosis andcontrol in sheet metal stamping processes. Journal of Materials Processing Technology,164-165:1351–1357, 2005.
[8] A. Makinouchi, C. Teodosiu, and T. Nakagawa. Advance in FEM simulation and itsrelated technologies in sheet metal forming. College International pour la Rechercheen Productique, 47:641–649, 1998.
[9] M. H. A. Bonte. Forming processes: an introduction CTW.04/TM-5475. Technicalreport, University of Twente, 2004.
[10] M. H. A. Bonte. Optimisation: an introduction CTW.04/TM-5476. Technical report,University of Twente, 2004.
41

Conclusions and Future Work
[11] M. H. A. Bonte. A comparison between optimisation algorithms for metal formingprocesses - with application to forging. Technical report, Centre de Mise en Formedes Materiaux (CEMEF), 2005.
[12] M. H. A. Bonte. Solving optimisation problems in metal forming using the FiniteElement Method: A metamodel based optimisation algorithm. Technical report, Uni-versity of Twente, 2005.
[13] M. H. A. Bonte. Optimisation strategies for metal forming processes. PhD thesis,University of Twente, 2007.
[14] M. H. A. Bonte, T. T. Do, L. Fourment, A. H. Van Den Boogaard, J. Huetink,and A. Habbal. A comparison between optimisation algorithms for metal formingprocesses. In Proceedings of the European Scientific Association For Material Forming(ESAFORM) Conference, 2006.
[15] M. H. A. Bonte, A. H. Van Den Boogaard, and J. Huetink. Metamodelling techniquesfor the optimisation of metal forming processes. In Proceedings of the European Sci-entific Association For Material Forming (ESAFORM) Conference, 2005.
[16] M. H. A. Bonte, A. H. Van Den Boogaard, and J. Huetink. Solving optimisationproblems in metal forming processes using finite element simulation and metamod-elling techniques. In Proceedings of Automatic Process Optimization in Materials(APOMAT) Conference, 2005.
[17] M. H. A. Bonte, A. H. Van Den Boogaard, and J. Huetink. An optimisation strategyfor industrial metal forming processes. Journal of Structural and MultidisciplinaryOptimization, 35:571–586, 2008.
[18] M. H. A. Bonte, A. H. Van Den Boogaard, and E. Veldman. Modelling, screening,and solving of optimisation problems: Application to industrial metal forming pro-cesses. In Proceedings of the European Scientific Association For Material Forming(ESAFORM) Conference, 2007.
[19] P. Kommelt. Optimisation of the initial tube geometry for tube hydroforming. Mas-ter’s thesis, University of Twente, 2004.
[20] T. Meinders, I. A. Burchitz, M. H. A. Bonte, and R. A. Lingbeek. Numerical productdesign: springback prediction, compensation and optimization. Internation Journalof Machine Tools and Manufacture, 48:499–514, 2008.
[21] S. Trichon. Internal report CTW.06/TM-5539. Technical report, University ofTwente, 2006.
[22] S. Trichon, M. H. A. Bonte, A. H. Van Den Boogaard, and J.-P. Ponthot. Aspectsof approximate optimisation: overcoming the curse of dimensionality and design ofexperiments. In Proceedings of the conference on Inverse Problems, Design and Op-timization Symposium, 2007.
[23] S. Trichon, M. H. A. Bonte, A. H. Van Den Boogaard, and J.-P. Ponthot. A studyfor efficiently solving optimisation problems with an increasing number of design vari-ables. In Proceedings of the European Scientific Association For Material Forming(ESAFORM) Conference, 2007.
42

Conclusions and Future Work
[24] E. Veldman. Using optimisation techniques to solve a production problem: with ap-plication to the deep drawing process of an automotive part. Master thesis, Universityof Twente, 2006.
[25] E. V. Ter Wijlen. Optimisation of a deep drawing process with experimental valida-tion. Master’s thesis, University of Twente, 2007.
[26] A. H. Van Den Boogaard, B. D. Carleer, E. Atzema, and E. V. Ter Wijlen. Experimen-tal validation of numerical sensitivities in a deep drawing simulation. In Proceedings ofthe European Scientific Association For Material Forming (ESAFORM) Conference,2008.
[27] W. Hancock, M. Zayko, M. Autio, and D. Ponagajba. Analysis of Components ofVariation in Automotive Stamping Processes. Quality Engineering, 10(1):115–124,1997.
[28] R. Padmanabhan, M. C. Oliveira, J. L. Alves, and L. F. Menezes. Influence of processparameters on the deep drawing of stainless steel. Journal of Finite Elements inAnalysis and Design, 43:1062–1067, 2007.
[29] B. K. Belur and R. V. Grandhi. Geometric deviations in forging and cooling operationsdue to process uncertainties. Journal of Materials Processing Technology, 152:204–214, 2004.
[30] T. Jansson, L. Nilsson, and R. Moshfegh. Reliability analysis of a sheet metal formingprocess using Monte Carlo analysis and metamodels. Journal of Materials ProcessingTechnology, 202(1-3):255–268, 2008.
[31] S. D. Kini. An approach to integrating numerical and response surface models forrobust design of production systems. Phd thesis, The Ohio State University, 2004.
[32] S. Werner, B. D. Carleer, C.-H. Lee, and D.-W. Jung. Effective process design androbust manufacturing for hydroformed parts. Journal of Mechanical Science andTechnology, 21(2):235–243, 2007.
[33] M. Strano. Reliability based economical optimization of sheet metal forming pro-cesses. In Proceedings of the European Scientific Association For Material Forming(ESAFORM) Conference, 2010.
[34] W. Zhang and R. Shivpuri. Probabilistic design of aluminium sheet drawing forreduced risk of wrinkling and fracture. Journal of Reliability Engineering and SystemSafety, 94:152–161, 2009.
[35] A. Ben-Tal and A. Nemirovski. Robust optimization - methodology and applications.Mathematical Programming, Series B, 92:453–480, 2002.
[36] H.-G. Beyer and B. Sendhoff. Robust optimization - A comprehensive survey. Journalof Computer Methods in Applied Mechanics and Engineering, 196:3190–3218, 2007.
[37] G.-J. Park, T.-H. Lee, K.-H. Lee, and K.-H. Hwang. Robust design: an overview.Journal of the American Institute of Aeronautics and Astronautics, 44:181–191, 2006.
43

Conclusions and Future Work
[38] Special Issue: Computer Methods in Applied Mechanics and Engineering (CMAME),vol. 194, 2005.
[39] R. Padmanabhan. Reliability-based optimization for multidisciplinary system design.Phd thesis, University of Notre Dame, 2003.
[40] H. Agarwal. Reliability based design optimization: formulations and methodologies.Phd thesis, University of Notre Dame, 2004.
[41] F. Zhang. Identifying nonlinear variation patterns in multivariate manufacturingprocesses. Phd thesis, Texas A&M University, 2004.
[42] Z. Kang. Robust design optimization of structures under uncertainties. Phd thesis,University of Stuttgart, 2005.
[43] D. Huang. Experimental planning and sequential kriging optimization using variablefidelity data. Phd thesis, Ohio State University, 2005.
[44] T. De Souza. Analysis of springback variation in sheet metal forming. Phd thesis,Deaking University, 2009.
[45] S. A. Asgari, M. Pereira, B. F. Rolfe, M. Dingle, and P. D. Hodgson. Statisticalanalysis of finite element modeling in sheet metal forming and springback analysis.Journal of Materials Processing Technology, 203:129–136, 2008.
[46] T. De Souza and B. F. Rolfe. Multivariate modelling of variability in sheet metalforming. Journal of Materials Processing Technology, 203:1–12, 2008.
[47] B. D. Carleer, T. Zwickl, A. H. Van Den Boogaard, and E. Atzema. One day try-out indentifying influence and sensitivity in stamping. In Proceedings of the Inter-national Conference on Numerical Simulation of 3D Sheet Metal Forming Processes(NUMISHEET), 2008.
[48] N. Stander, W. J. Roux, T. Eggleston, and K. Craig. A design optimization andprobabilistic tool for the engineering analyst. LS-OPT Users Manual, 2.2:1–383,2004.
[49] W. J. Roux, N. Stander, and R. T. Haftka. Response surface approximations forstructural optimization. International Journal for Numerical Methods in Engineering,42:517–534, 1998.
[50] T. Clees, D. Steffes-lai, M. Helbig, and D.-Z. Sun. Statistical analysis and robust opti-mization of forming processes and forming-to-crash process chains. In Proceedings ofthe European Scientific Association For Material Forming (ESAFORM) Conference,2010.
[51] R. Van Ravenswaaij. Robust optimization of metal forming processes. Master’s thesis,University of Twente, 2007.
[52] M. H. A. Bonte, A. H. Van Den Boogaard, and J. Huetink. Deterministic and robustoptimisation strategies for metal forming processes. In Proceedings of IVP FormingTechnology Forum, 2007.
44

Conclusions and Future Work
[53] M. H. A. Bonte, A. H. Van Den Boogaard, and R. Van Ravenswaaij. The robustoptimisation of metal forming processes. In Proceedings of the European ScientificAssociation For Material Forming (ESAFORM) Conference, 2007.
[54] M. H. A. Bonte, A. H. Van Den Boogaard, and R. Van Ravenswaaij. A robustoptimisation strategy for metal forming processes. In Proceedings of the InternationalConference on Numerical Methods in Industrial Forming Processes (NUMIFORM),2007.
[55] A. H. Van Den Boogaard, M. H. A. Bonte, and R. Van Ravenswaaij. Computationaloptimisation of rubust sheet forming processes. In Proceedings of the InternationalDeep-drawing Research Group (IDDRG) Conference, 2007.
[56] M2i Project proposal: Design of robust forming processes by numerical simulation,Material Innovation Institute (M2i) and the University of Twente, Project number:M22.1.08.303, 2009.
[57] B. F. Rolfe, S. M. Abdallah, G. A. W. West, and M. J. Cardew-Hall. FE robustness:comparing sheet metal forming variation and finite element models. In Proceedings ofthe International Conference on Numerical Methods in Industrial Forming Processes(NUMIFORM), 2004.
[58] D. Xu and S. L. Albin. Robust optimization of experimentally derived objectivefunctions. Institute of Industrial Engineers Transactions, 35:793–802, 2003.
[59] G. I. Schueller and H. A. Jensen. Computational methods in optimization consideringuncertainties - an overview. Journal of Computer Methods in Applied Mechanics andEngineering, 198:2–13, 2008.
[60] X. Du and W. Chen. Methodology for managing the effect of uncertainty in simulation-based design. Journal of the American Institute of Aeronautics and Astronautics,38:1471–1477, 2000.
[61] A. E. Tekkaya and P. A. F. Martins. Accuracy, reliability and validity of finite elementanalysis in metal forming: a user’s perspective. International Journal for Computer-Aided Engineering and Software, 26:1026–1055, 2009.
[62] J. Kim, W.-J. Song, and B.-S. Kang. Probabilistic modeling of stress-based FLDin tube hydroforming process. Journal of Mechanical Science and Technology,23(11):2891–2902, January 2010.
[63] A. Haldar and S. Mahadevan. Probability, reliability and statistical methods in engi-neering design. John Wiley & sons, 2000.
[64] B. Moller and M. Beer. Engineering computation under uncertainty - Capabilities ofnon-traditional models. Journal of Computers and Structures, 86:1024–1041, 2008.
[65] B. D. Carleer. Applicability of stochastical methods in the control of the scatterinfluence of constitutive parameters. In Proceedings of the FLC Zurich 2006, pages116–122, Zurich, 2006.
45

Conclusions and Future Work
[66] M. Liewald, R. Schleich, and C. Blaich. New approaches to increase of process ro-bustness in sheet metal forming. In Proceedings of the Conference on Technology ofPlasticity, 2008.
[67] H. D. Sherali and V. Ganesan. An Inverse Reliability-based Approach for Designingunder Uncertainty with Application to Robust Piston Design. Journal of GlobalOptimization, 37(1):47–62, 2006.
[68] G. Taguchi. Systems of experimental design. Unipub/Kraus International Publication,White Plains, New York, 1987.
[69] X. Du and W. Chen. Efficient Uncertainty Analysis Methods for MultidisciplinaryRobust Design. Journal of the American Institute of Aeronautics and Astronautics,40(3):545–552, March 2002.
[70] R. Jin, X. Du, and W. Chen. The use of metamodeling techniques for optimizationunder uncertainty. Journal of Structural and Multidisciplinary Optimization, 25:99–116, 2003.
[71] K.-H. Lee and G.-J. Park. Robust optimization considering tolerances of design vari-ables. Journal of Computers and Structures, 79:77–86, 2001.
[72] I. Doltsinis and Z. Kang. Robust design of structures using optimization methods.Journal of Computer Methods in Applied Mechanics and Engineering, 193:2221–2237,2004.
[73] R. Shivpuri and W. Zhang. Robust design of spatially distributed friction for reducedwrinkling and thinning failure in sheet drawing. Journal of Materials and Design,30:2043–2055, 2009.
[74] T. W. Athan and P. Y. Papalambros. A note on weighted criteria methods for compro-mise solutions in multiobjective optimization. Journal of Engineering Optimization,27:155, 1996.
[75] A. Messac and A. Ismail-Yahaya. Multiobjective robust design using physical pro-gramming. Structural and Multidisciplinary Optimization, 23(5):357–371, June 2002.
[76] I. Elishakoff, R. T. Haftka, and J. Fang. Structural design under bounded uncertainty- optimization with anti-optimization. Journal of Computers and Structures, 53:1401–1405, 1994.
[77] M. Lombardi and R. T. Haftka. Anti-optimization technique for structural designunder load uncertainties. Journal of Computer methods in applied mechanics andengineering, 157:19–31, 1998.
[78] N Yoshikawa, I. Elishakoff, and S Nakagiri. Worst case estimation of homology designby convex analysis. Journal of Computers and Structures, 67:191–196, 1998.
[79] M. De Munck, D. Moens, W. Desmet, and D. Vandepitte. A response surface basedoptimisation algorithm for the calculation of fuzzy envelope FRFs of models withuncertain properties. Journal of Computers and Structures, 86:1080–1092, 2008.
46

Conclusions and Future Work
[80] N. V. Sahinidis. Optimization under uncertainty: state-of-the-art and opportunities.Journal of Computers and Chemical Engineering, 28:971–983, 2004.
[81] M. Kleiber, J. Rojek, and R. Stocki. Reliability assessment for sheet metal form-ing operations. Journal of Computer methods in applied mechanics and engineering,191(39-40):4511–4532, 2002.
[82] H.-C. Noh and T. Park. Monte Carlo simulation-compatible stochastic field for ap-plication to expansion-based stochastic finite element method. Journal of Computersand Structures, 84:2363–2372, 2006.
[83] M. Ahammed and R. E. Melchers. Gradient and parameter sensitivity estimation forsystems evaluated using Monte Carlo analysis. Journal of Reliability Engineering andSystem Safety, 91:594–601, 2006.
[84] S. K. Au. Reliability based design sensitivity by efficient simulation. Journal ofComputers and Structures, 83:1048–1061, 2005.
[85] J. O. Royset and E. Polak. Reliability-based optimal design using sample averageapproximations. Journal of Probabilistic Engineering Mechanics, 19:331–343, 2004.
[86] A. Vlahinos and S. G. Kelkar. Designing for Six-Sigma Quality with Robust opti-mization, 2002.
[87] H. A. Jensen, M. A. Valdebenito, G. I. Schueller, and D. S. Kusanovic. Reliabilitybased optimization of stochastic systems using line search. Journal of ComputerMethods in Applied Mechanics and Engineering, 198:3915–3924, 2009.
[88] Y. Tang and J. Chen. Robust design of sheet metal forming process based on adaptiveimportance sampling. Structural and Multidisciplinary Optimization, 39(5):531–544,January 2009.
[89] P. N. Koch, R.-J. Yang, and L. Gu. Design for six sigma through robust optimization.Structural and Multidisciplinary Optimization, 26:235–248, 2004.
[90] M. S. Phadke. Quality Engineering using Robust Design. Prentice Hall, EnglewoodCliffs, New Jersey, 1989.
[91] K.-H. Lee, I.-S. Eom, G.-J. Park, and W.-I. Lee. Robust design for unconstrainedoptimization problems using the Taguchi method. Journal of the American Instituteof Aeronautics and Astronautics, 34(5):1059–1063, 1996.
[92] K.-H. Lee and G.-J. Park. Robust optimization in discrete design space for constrainedproblems. Journal of the American Institute of Aeronautics and Astronautics, 40:774–780, 2002.
[93] K.-H. Hwang, K.-W. Lee, and G.-J. Park. Robust optimization of an automobilerearview mirror for vibration reduction. Journal of Structural and MultidisciplinaryOptimization, 21:300–308, 2001.
[94] R. Ramakrishnan and L. Karunamoorthy. Modeling and multi-response optimizationof Inconel 718 on machining of CNC WEDM process. Journal of Materials ProcessingTechnology, 207(1-3):343–349, October 2008.
47

Conclusions and Future Work
[95] C. Auer, M. Erdbrugge, and R. Gobel. Comparison of multivariate methods for robustparameter design in sheet metal spinning. Applied Stochastic Models in Business andIndustry, 20(3):201–218, July 2004.
[96] B. Senthilkumar, S. Ponnambalam, and N. Jawahar. Process factor optimizationfor controlling pull-down defects in iron castings. Journal of Materials ProcessingTechnology, 209(1):554–560, January 2009.
[97] M. Muzammil, P. Singh, and F. Talib. Optimization of Gear Blank Casting Processby Using Taguchi’s Robust Design Technique. Quality Engineering, 15(3):351–359,April 2003.
[98] J.H. Liou and D.Y. Jang. forging parameter optimization considering stress distribu-tions in products through FEM analysis and robust design methodology. InternationalJournal of Machine Tools and Manufacture, 37(6):775–782, 1997.
[99] B. Li, T.J. Nye, and D. R. Metzger. Multi-objective optimization of forming parame-ters for tube hydroforming process based on the Taguchi method. The InternationalJournal of Advanced Manufacturing Technology, 28(1-2):23–30, April 2005.
[100] R. E. Melchers. Optimality-criteria-based probabilistic structural design. Structuraland Multidisciplinary Optimization, 23(1):34–39, December 2001.
[101] J. Arbocz and J. H. Starnes. Future directions and challenges in shell stability analysis.Journal of Thin Walled Structures, 40:729–754, 2002.
[102] J. Arbocz and M. W. Hilburger. Toward a probabilistic preliminary design criterionfor buckling critical composite shells. Journal of the American Institute of Aeronauticsand Astronautics, 43:1823–1827, 2005.
[103] M. Allen and K. Maute. Reliability-based design optimization of aeroelastic struc-tures. Journal of Structural and Multidisciplinary Optimization, 27:228–242, 2004.
[104] M. S. Eldred, A. A. Giunta, S. F. Wojtkiewicz, and T. G. Trucano. Formula-tions for surrogate-based optimization under uncertainty. In Proceedings of the 9thAIAA/ISSMO Symposium on Multidisciplinary Analysis and Optimization, 2002.
[105] X. Du and W. Chen. Collaborative reliability analysis under the framework of multi-disciplinary systems design. Journal of optimization and engineering, 6:63–84, 2005.
[106] F. P. Grooteman. Advanced stochastic method for probabilistic analysis. Internaltechnical report, National Aerospace Laboratory, 1999.
[107] M. Rais-Rohani and M. N. Singh. Comparison of global and local response surfacetechniques in reliability based-optimization of composite structures. Journal of Struc-tural and Multidisciplinary Optimization, 26:333–345, 2004.
[108] C. Bucher. Basic concepts for robustness evaluation using stochastic analysis. InEUROMECH Colloquium 482, number September, London, 2007.
[109] M. Allen, M. Raulli, K. Maute, and D. M. Frangopol. Reliability-based analysis anddesign optimization of electrostatically actuated MEMS. Computers & Structures,82(13-14):1007–1020, May 2004.
48

Conclusions and Future Work
[110] B. Youn and K.K. Choi. A new response surface methodology for reliability-baseddesign optimization. Computers & Structures, 82(2-3):241–256, January 2004.
[111] R.J. Yang and L. Gu. Experience with approximate reliability-based optimizationmethods. Structural and Multidisciplinary Optimization, 26(1-2):152–159, January2004.
[112] R. Rackwitz. Reliability analysis - a review and some perspectives. Journal of Struc-tural Safety, 23:365–395, 2001.
[113] K.K. Choi, J. Tu, and Y.H. Park. Extensions of design potential concept for reliability-based design optimization to nonsmooth and extreme cases. Structural and Multidis-ciplinary Optimization, 22(5):335–350, December 2001.
[114] R Rackwitz. Structural reliability under combined random load sequences. Computers& Structures, 9(5):489–494, November 1978.
[115] M. Kleiber, J. Knabel, and J. Rojek. Response surface method for probabilisticassessment of metal forming failures. International Journal for Numerical Methods inEngineering, 60:51–67, 2004.
[116] T. Buranathiti, J. Cao, W. Chen, and C. Z. Xia. A weighted three-point-basedmethodology for variance estimation. Journal of Engineering Optimization, 38(5):557–576, 2006.
[117] R. G. Ghanem and P. D. Spanos. Stochastic finite elements: a spectral approach,revised edition. Dover Publications Inc, New York, 2003.
[118] V. Papadopoulos and N. D. Lagaros. Vulnerability-based robust design optimizationof imperfect shell structures. Structural Safety, 31(6):475–482, November 2009.
[119] A. A. Taflanidis and J. L. Beck. An efficient framework for optimal robust stochasticsystem design using stochastic simulation. Journal of Computer methods in appliedmechanics and engineering, 198:88–101, 2008.
[120] A. A. Taflanidis and J. L. Beck. Life-cycle cost optimal design of passive dissipativedevices. Journal of Structural Safety, 31:508–522, 2009.
[121] A. A. Taflanidis and J. L. Beck. Stochastic subset optimization for reliability optimiza-tion and sensitivity analysis in system design. Journal of Computers and Structures,87:318–331, 2009.
[122] D. C. Montgomery. Design and analysis of experiments. John Wiley & sons, 2009.
[123] J. Antony. Design of experiments. Elsevier Ltd., 2008.
[124] H. Evangelaras, E. Kolaiti, and C. Koukouvinos. Robust parameter design: Opti-mization of combined array approach with orthogonal arrays. Journal of StatisticalPlanning and Inference, 136(10):3698–3709, October 2006.
[125] E Del Castillo. Process optimization A statistical approach. Springer Science + Busi-ness Media LLC, New York, 2007.
49
Conclusions and Future Work
[126] J.P.C. Kleijnen. An overview of the design and analysis of simulation experiments forsensitivity analysis. European Journal of Operational Research, 164(2):287–300, July2005.
[127] J.P.C. Kleijnen. Design Of Experiments: Overview, December 2008.
[128] J.P.C. Kleijnen. Design and analysis of simulation experiments. Springer Science +Business Media, New York, 2008.
[129] T. Jansson, A. Andersson, and L. Nilsson. Optimization of draw-in for an automotivesheet metal partAn evaluation using surrogate models and response surfaces. Journalof Materials Processing Technology, 159:426–434, 2005.
[130] H. Naceur, Y. Guo, and S. Benelechi. Response surface methodology for design ofsheet forming parameters to control springback effects. Journal of Computers andStructures, 84:1651–1663, 2006.
[131] J. Post. On the constitutive behaviour of Sandvik Nanoflex. Phd thesis, University ofTwente, 2004.
[132] M. Strano and A. Burdi. Classification of problems under uncertainty. Key Engineer-ing Materials, 344:817–824, 2007.
[133] A. Del Prete, T. Primo, and M. Strano. The use of FEA packages in the simulation ofa drawing operation with springback, in the presence of random uncertainty. FiniteElements in Analysis and Design, 46(7):527–534, July 2010.
[134] O.S. Hopperstad, B.J. Leira, S. Remseth, and E. Tromberg. Reliability-based analy-sis of a stretch-bending process for aluminium extrusions. Computers & Structures,71(1):63–75, March 1999.
[135] B. Radi and A. Elhami. Reliability analysis of the metal forming process. Mathemat-ical and Computer Modelling, 45(3-4):431–439, February 2007.
[136] I. Demir, O. Kayabasi, and B. Ekici. Probabilistic design of sheet-metal die by finiteelement method. Journal of Materials and Design, 29:721–727, 2008.
[137] H. A. Jensen, M. A. Valdebenito, and G. I. Schueller. An efficient reliability-basedoptimization scheme for uncertain linear systems subject to general Gaussian excita-tion. Journal of Computer Methods in Applied Mechanics and Engineering, 198:72–87,2008.
[138] H. Wang, E. Li, and G. Y. Li. The least square support vector regression coupled withparallel sampling scheme metamodeling technique and application in sheet formingoptimization. Materials & Design, 30(5):1468–1479, May 2009.
[139] A. Sahai, U. Schramm, T. Buranathiti, W. Chen, J. Cao, and C. Z. Xia. Sequen-tial optimization and reliability assessment method for metal forming processes. InProceedings of AIP conference, volume 712, pages 2009–2013, 2004.
[140] J. Repalle and R. V. Grandhi. Design of Forging Process Variables under Uncertain-ties. Journal of Materials Engineering and Performance, 14(1):123–131, February2005.
50

Conclusions and Future Work
[141] M. Strano. Optimization under uncertainty of sheet-metal-forming processes by thefinite element method. Proceedings of the Institution of Mechanical Engineers, PartB: Journal of Engineering Manufacture, 220(8):1305–1315, 2006.
[142] M. Strano and B. Colosimo. Logistic regression analysis for experimental determina-tion of forming limit diagrams. International Journal of Machine Tools and Manu-facture, 46:673–682, 2006.
[143] K.-H. Lee and G.-J. Park. A global robust optimization using Kriging based ap-proximation model. Japan Society of Mechanical Engineers International Journal,49:779–788, 2006.
[144] G. Gantar and K. Kuzman. Optimization of stamping processes aiming at maximalprocess stability. Journal of Materials Processing Technology, 167:237–243, 2005.
[145] Y. Q. Li, Z. S. Cui, X. Y. Ruan, and D. J. Zhang. CAE-based six sigma robustoptimization for deep-drawing sheet metal process. International Journal of AdvancedManufacturing Technology, 30:631–637, 2006.
[146] B. Hou, W. Wang, S. Li, Z. Lin, and C. Z. Xia. Stochastic analysis and robustoptimization for a deck lid inner panel stamping. Journal of Materials and Design,31:1191–1199, 2010.
[147] G. Sun, G. Li, Z. Gong, X. Cui, X. Yang, and Y. Q. Li. Multiobjective robustoptimization method for drawbead design in sheet metal forming. Journal of Materialsand Design, 31:1917–1929, 2010.
[148] Matlab R2009b User Manual, 2009.
[149] J.H. Holland. Adaptation in natural and artificial systems. University of MichiganPress, 1975.
[150] D.E. Goldberg. Genetic algorithms in search, optimization and machine learning.Addison-Wesley Longman Publishing Co. Inc., Boston, MA, USA, 1989.
[151] I. Rechenberg. Evolutionsstrategie: Optimierung technischer systeme nach prinzipiender biologischen evolution. Frommann-Holzboog, Stuttgart, 1973.
[152] H. P. Schwefel. Numerical optimization of computer models. John Wiley & sons, NewYork, 1981.
[153] L. J. Fogel, A. J. Owens, and M. J. Walsh. Artificial intelligence through simulatedevolution. John Wiley & sons, New York, 1966.
[154] D Akcay Perdahcioglu. Optimizing the Dynamic Behavior of Structures. Phd thesis,University of Twente, 2010.
[155] Y. Jin and J. Branke. Evolutionary Optimization in Uncertain EnvironmentsA Sur-vey. IEEE Transactions on Evolutionary Computation, 9(3):303–317, June 2005.
[156] H.-G. Beyer, M. Olhofer, and B. Sendhoff. On the bahavior of ( µ/ µ I, λ)-ES opti-mizing funcitons disturbed by generalized noise. Foundations of Genetic Algorithms,K. De Jong, R. Poli, J. Rowe (Eds.), 7:307–328, 2003.
51

Conclusions and Future Work
[157] Y. Ledoux, P. Sebastian, and S. Samper. Optimization method for stamping toolsunder reliability constraints using genetic algorithms and finite element simulations.Journal of Materials Processing Technology, 210:474–486, 2010.
[158] E. Atzema, M. Abspoel, P. Kommelt, and M. Lambriks. Towards robust simulationsin sheet metal forming. International Journal of Material Forming, 2(S1):351–354,December 2009.
[159] E. Atzema and P. Kommelt. Modelling parameter interdependence in stochastic sim-ulations of stamping: hardening. In Proceedings of IVP Forming Technology Forum,2007.
[160] E. Atzema and P. Kommelt. Modelling parameter interdependence in stochastic sim-ulations of stamping: yield locus. In Proceedings of the International Deep-drawingResearch Group (IDDRG) Conference, 2007.
[161] A. F. Huele. Statistical robust design. Phd thesis, Universiteit van Amsterdam, 1998.
[162] K.-L. Tsui. A critical look at Taguchi’s modelling approach for robust design. Journalof Applied Statistics, 23(1):81–96, February 1996.
[163] R. H. Myers and D. C. Montgomery. Response surface methodology. John Wiley &sons, 2002.
[164] A. Forrester, A. Sobester, and A. Keane. Engineering design via surrogate modelling.John Wiley & Sons Ltd., Chichester, UK, 1 edition, 2008.
[165] D. Huang, T. T. Allen, W. I. Notz, and N. Zeng. Global Optimization of StochasticBlack-Box Systems via Sequential Kriging Meta-Models. Journal of Global Optimiza-tion, 34(3):441–466, 2006.
[166] F. Jurecka, M. Ganser, and K. Bletzinger. Update scheme for sequential spatialcorrelation approximations in robust design optimisation. Computers & Structures,85(10):606–614, May 2007.
52