Embed Size (px)
Citation preview
www.elsevier.com/locate/compind
Computers in Industry 56 (2005) 221–234
Optimal sequencing of tasks in an aluminium smelter casthouse
Pall Jensson*, Birna P. Kristinsdottir, Helgi P. Gunnarsson
Mechanical and Industrial Engineering Department, University of Iceland, Hjardarhaga 4, 107 Reykjavik, Iceland
Received 3 March 2003; received in revised form 3 November 2003; accepted 28 June 2004
Available online 16 December 2004
Abstract
This paper examines the problem of determining the sequence in which to cast aluminium ingots such that setup times are
minimized. The aluminium ingots are of different size and consist of different alloys; this poses constraints on the allowable
ordering of casting jobs. The sequencing problem can be formulated as an asymmetric traveling salesman problem with
additional constraints. Two different methods are used to formulate and solve this problem, a genetic algorithm (GA) and an
integer programming approach (IP). A new method for detecting sub-tours in the IP formulation is set forth and used. Both the
GA and IP approach are implemented in a software tool that is being used in the aluminium production industry. The results
show that even though the integer programming formulation can be used to solve the problem to optimality, the size of the
problem is a limiting factor for practical implementation. Therefore, the genetic algorithm is used in the industrial
implementation with good results.
# 2004 Elsevier B.V. All rights reserved.
Keywords: Aluminium processing; Traveling salesman problem; Genetic algorithms; Integer programming
1. Introduction
The fact that it takes a considerable amount of
energy to process aluminium makes Iceland an ideal
place for aluminium production because of the low
cost of hydropower energy. Since the first aluminium
plant was built in Iceland in 1969, production has
grown to 265.000 t per year, and further growth is
expected. The case study presented here describes a
successful use of genetic algorithms in the aluminium
* Corresponding author. Fax: +354 525 4632.
E-mail address: [email protected] (P. Jensson).
0166-3615/$ – see front matter # 2004 Elsevier B.V. All rights reserved
doi:10.1016/j.compind.2004.06.004
production industry for ISAL (the Icelandic Alumi-
nium Company owned by Alcan). We consider the
production of aluminium ingots that are produced
according to customer orders. The task of the smelter
casthouse, where the ingots are produced, is to solidify
liquid aluminium from the electrolysis, with composi-
tion, purity and form that fulfils the expectations of the
customer. The produced ingots are then loaded onto a
ship and shipped to customers. The ingots are
produced in weekly batches, as ships arrive once a
week. Each batch of orders consists of a number of
casts and the production must be scheduled in order to
minimize setup times of equipment while satisfying
some additional conditions.
.
P. Jensson et al. / Computers in Industry 56 (2005) 221–234222
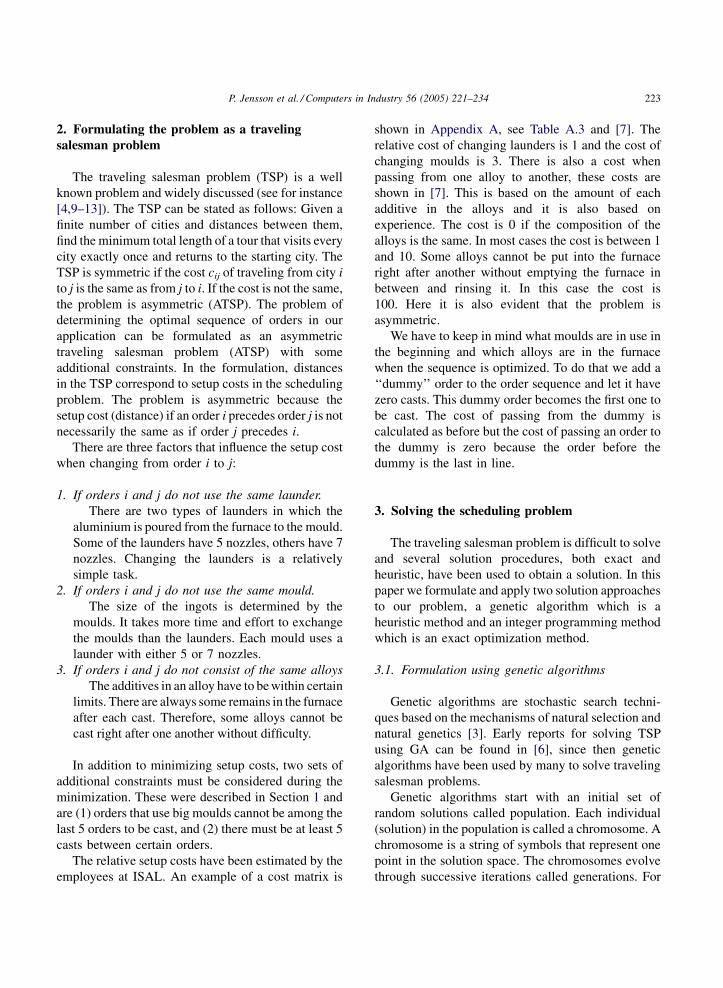
Fig. 1. The process of casting aluminium ingots.
Fig. 1 illustrates the production process of
aluminium ingots. The liquid aluminium enters the
casthouse in crucibles. The liquid metal is poured into
a melting furnace; at this step scrap is added, such as
ingot ends and scrap metal from defected casts. When
the melting furnace is full the additives are added so
that the chemical composition is according to the
customer orders. Different chemical compositions are
used to obtain different properties such as strength,
viscosity and resistance to corrosion. Then the holding
time begins, when finished the furnace is ready for
casting. The aluminium is poured in launders towards
the casting machine. There are four direct casting
machines in the casthouse, and 2–7 ingots are cast at a
time on each machine. The ingots are up to 8 m long.
The casting machines are adjusted to specific
production so it is an easy job to divide the orders
between the casting machines. The sequence in which
the orders are to be cast on each casting machine is
more complex. It is important that the orders are
arranged so that the setup between casts is as small as
possible; this is done by minimizing the exchange of
moulds and launders if the orders are not identical and
casting similar alloys right after one another. In
addition to minimizing setup times, two additional
conditions must be considered:
1. F
or two of the casting machines there are notenough mould bottoms available, so that certain
moulds have to use the same bottoms. A mechanic
is needed to exchange moulds on bottoms and this
can take considerable time. Therefore, one has to
ensure that the production planning is such that
there is enough time for this change. It is proposed
by the employees that at least 5 casts should be
between these orders. Each casting machine
produces about 5 casts a day so this should give
the mechanics enough time to change the mould
bottoms.
2. W
hen the ingots have been cast they are loadedonto a ship. The largest ingots are put into the ship
first so that they cannot be cast after the loading has
started. Therefore, the casts that use the biggest
moulds cannot be among the last in line. A rule
used by employees is that the last 5 orders do not
use big moulds.
In the past, orders were arranged by hand. The
employee who carried out this task needed a great deal
of training and experience and the task of scheduling
casts was time-consuming. The objective of this re-
search was to develop a software tool that would
enable the employees to find a good casting schedule
quickly. We present a model implemented in a soft-
ware tool that uses genetic algorithms to create a
schedule. This allows the employee to find a good
schedule in a short time and also provides a good
schedule that utilizes the equipment at hand effec-
tively. The tool also allows for quick evaluation of
possible schedule changes when unexpected events
occur that imply a schedule change.
This paper is organized as follows. We first
describe how the problem can be formulated as an
asymmetric traveling salesman problem (ATSP) with
additional constraints. Two solution methods are used
to solve the problem, a genetic algorithm (GA) and an
integer programming (IP) approach. These two
solution procedures are compared with respect to
computation time. Finally, we describe the software
implementation.
P. Jensson et al. / Computers in Industry 56 (2005) 221–234 223
2. Formulating the problem as a traveling
salesman problem
The traveling salesman problem (TSP) is a well
known problem and widely discussed (see for instance
[4,9–13]). The TSP can be stated as follows: Given a
finite number of cities and distances between them,
find the minimum total length of a tour that visits every
city exactly once and returns to the starting city. The
TSP is symmetric if the cost cij of traveling from city i
to j is the same as from j to i. If the cost is not the same,
the problem is asymmetric (ATSP). The problem of
determining the optimal sequence of orders in our
application can be formulated as an asymmetric
traveling salesman problem (ATSP) with some
additional constraints. In the formulation, distances
in the TSP correspond to setup costs in the scheduling
problem. The problem is asymmetric because the
setup cost (distance) if an order i precedes order j is not
necessarily the same as if order j precedes i.
There are three factors that influence the setup cost
when changing from order i to j:
1. I
f orders i and j do not use the same launder.There are two types of launders in which the
aluminium is poured from the furnace to the mould.
Some of the launders have 5 nozzles, others have 7
nozzles. Changing the launders is a relatively
simple task.
2. I
f orders i and j do not use the same mould.The size of the ingots is determined by the
moulds. It takes more time and effort to exchange
the moulds than the launders. Each mould uses a
launder with either 5 or 7 nozzles.
3. I
f orders i and j do not consist of the same alloysThe additives in an alloy have to be within certain
limits. There are always some remains in the furnace
after each cast. Therefore, some alloys cannot be
cast right after one another without difficulty.
In addition to minimizing setup costs, two sets of
additional constraints must be considered during the
minimization. These were described in Section 1 and
are (1) orders that use big moulds cannot be among the
last 5 orders to be cast, and (2) there must be at least 5
casts between certain orders.
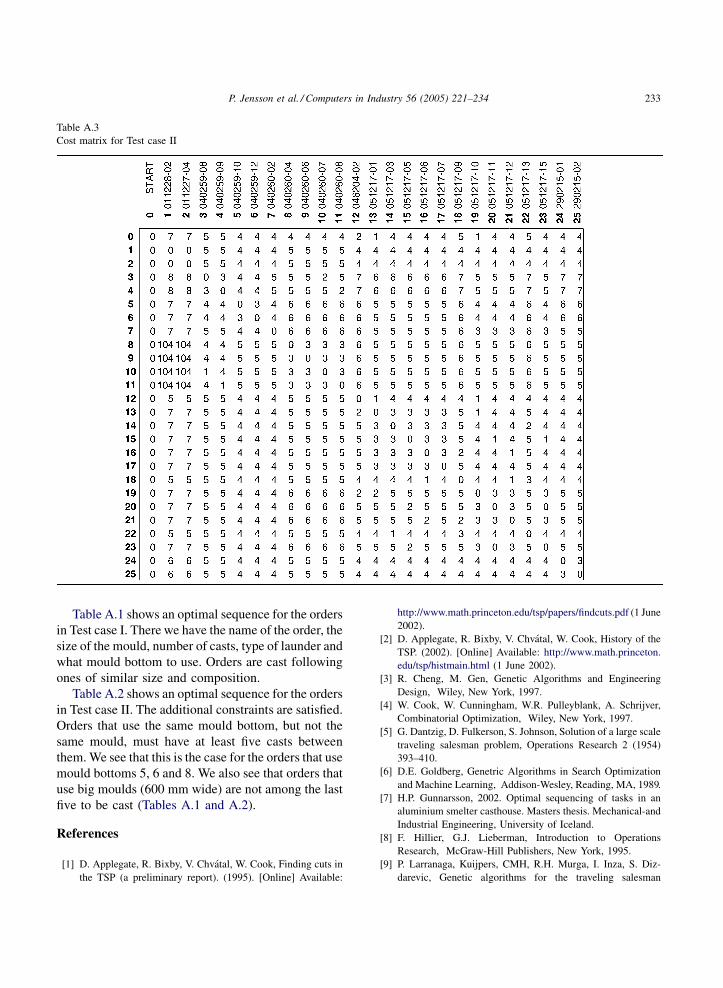
The relative setup costs have been estimated by the
employees at ISAL. An example of a cost matrix is
shown in Appendix A, see Table A.3 and [7]. The
relative cost of changing launders is 1 and the cost of
changing moulds is 3. There is also a cost when
passing from one alloy to another, these costs are
shown in [7]. This is based on the amount of each
additive in the alloys and it is also based on
experience. The cost is 0 if the composition of the
alloys is the same. In most cases the cost is between 1
and 10. Some alloys cannot be put into the furnace
right after another without emptying the furnace in
between and rinsing it. In this case the cost is
100. Here it is also evident that the problem is
asymmetric.
We have to keep in mind what moulds are in use in
the beginning and which alloys are in the furnace
when the sequence is optimized. To do that we add a
‘‘dummy’’ order to the order sequence and let it have
zero casts. This dummy order becomes the first one to
be cast. The cost of passing from the dummy is
calculated as before but the cost of passing an order to
the dummy is zero because the order before the
dummy is the last in line.
3. Solving the scheduling problem
The traveling salesman problem is difficult to solve
and several solution procedures, both exact and
heuristic, have been used to obtain a solution. In this
paper we formulate and apply two solution approaches
to our problem, a genetic algorithm which is a
heuristic method and an integer programming method
which is an exact optimization method.
3.1. Formulation using genetic algorithms
Genetic algorithms are stochastic search techni-
ques based on the mechanisms of natural selection and
natural genetics [3]. Early reports for solving TSP
using GA can be found in [6], since then genetic
algorithms have been used by many to solve traveling
salesman problems.
Genetic algorithms start with an initial set of
random solutions called population. Each individual
(solution) in the population is called a chromosome. A
chromosome is a string of symbols that represent one
point in the solution space. The chromosomes evolve
through successive iterations called generations. For

P. Jensson et al. / Computers in Industry 56 (2005) 221–234224
each generation, the chromosomes are evaluated,
using some measure of fitness. To create the next
generation, offspring are formed either by merging
two chromosomes from the current generation using a
crossover operator or by modifying a chromosome
using a mutation operator. A selection operator is used
to select the best individuals and reject others in order
to keep the population size constant. The general
structure of the genetic algorithms can be described as
follows:
generation = 1;initialize population;evaluate fitness;while (termination condition notsatisfied)generation = generation + 1;crossover;mutate;evaluate fitness;select;end
There are many different representations and op-
erators available. Here we will only describe the ones
we use in our implementation. In [9] several types of
operators and representations for the TSP are com-
pared. In our implementation the representation and
operators recommended and described in [9] are used.
A permutation representation is used here. The search
space for this representation is the set of permutations
of the cities. For example, a tour of an 8-city TSP 1-2-
3-4-5-6-7-8 is simply represented as follows, x = [0 1 2
3 4 5 6 7 8].
A dummy order x0 = 0 is added to account for
initial values. This value cannot be changed by
mutation or crossover. The main disadvantage with
this representation is that it makes the crossover
operator a bit complicated. Using the permutation
representation the following parameters and variables
are defined,
n: number of cities
xi: integer variables, the representation of a city i = 0,
. . ., n
cxi;xj : the cost of passing from city xi to xj
M: a large number that penalizes solutions that violate
constraints.
To evaluate the fitness of an individual in a pop-
ulation, it must be checked for feasibility. For this
purpose, two indicators g1 and g2 are defined as fol-
lows:
g1 ¼1 if orders that use the same mould
bottoms are too close
0 otherwise
8<:
1 if orders that use the big moulds are8<
g2 ¼ too late in the sequence
0 otherwise:
Assuming minimization the fitness function f(x) used
for fitness evaluation can be written as:
f ðxÞ ¼Xn
i¼1
cxi�1xiþ Mðg1 þ g2Þ
The crossover operator used is order crossover
where pc is the probability of crossover. The order
crossover works as follows. If pc is less than a random
number between 0 and 1, then the following steps are
performed.
1. S
elect a substring from one parent at random.2. P
roduce a proto-child by copying the substring intothe corresponding positions.
3. D
elete the cities that are already in the substringfrom the second parent.
4. P
lace the cities into the unfixed positions of theproto-child from left to right according to the order
of the sequence.
To produce another offspring select a substring
from the second parent and fill in the blanks with cities
from the first one.
The mutation operator used is displacement
mutation where pm is the probability of mutation. If
pm is less than a random number between 0 and 1, then
we first select a substring at random. This substring is
removed from the tour and inserted in a random
place.
When a new generation of offspring has been
generated using the crossover and mutation operators,
tournament selection is used to select individuals that
continue on in the population. The fitness values of
two individuals selected at random are compared and
the better one is kept.
P. Jensson et al. / Computers in Industry 56 (2005) 221–234 225
There is an option to apply elitisms, if it is applied
the best individual of the current population is then
cloned and kept. The clone is then added to the
population after all crossovers and mutations have
been performed.
The algorithms stops when one of three user
defined termination criteria is met, which can be
that a predetermined maximum number of genera-
tions is reached, that the quality of the solution
have not improved for a certain number of
generations or a given running time limit has been
exceeded.
3.2. Formulation using integer programming
We will start by formulating the TSP with a general
formulation of an assignment problem [8], where ci,j
are the distances between cities and xi,j = 1 if we pass
from city i to city j and 0 otherwise.
minXn
i¼1
Xn
j¼1
ci;jxi;j (3.1)
subject to
Xn
j¼1
xi;j ¼ 1 for i ¼ 1; 2; . . . ; n (3.2)
Xn
i¼1
xi;j ¼ 1 for j ¼ 1; 2; . . . ; n (3.3)
xi;j ¼ 0 or 1 for i; j ¼ 1; 2; . . . ; n (3.4)
Feasible solutions of this problem will in general
contain directed cycles, called sub-tours. We will look
at two formulations to exclude these sub-tours the
Miller–Tucker–Zemlin (MTZ) formulation [11] and
Dantzig–Fulkerson–Johnson (DFJ) [5].
3.2.1. Miller–Tucker–Zemlin (MTZ) formulation
A simple way to eliminate sub-tours is to use extra
variables ui and the constraints
ui � uj þ nxi;j � n � 1 for i> 1 and j 6¼ i
(3.5)
u1 ¼ 1 (3.6)
ui � 2 and ui � n for 2 � i � n (3.7)
This formulation is called the Miller–Tucker–Zemlin,
or the MTZ-formulation of the TSP [11] and also
discussed in [12]. The only feasible value of ui is the
position of node i in the tour. Therefore they are
referred to as sequencing variables.
For example, ui = [1 3 5 2 6 4] means that the
first city visited is city 1, because u1 = 1. Then
the second city is nr. 4, because u4 = 2, the third
city is nr. 2, because u2 = 3, and so on. This
formulation looks very elegant, providing a correct
formulation at the cost of n extra variables and O(n2)
constraints.
This formulation can be used to solve our
scheduling problem, because we can use the
sequence variables ui to formulate the additional
constraints.
The indices used in the model are:
i: orders, from 1 to n.
j: an alias for i.
k: orders that cannot be too close to each other, from 1
to m.
The data coefficients are:
ci,j: cost of passing from i to j.
qi: number of casts in order i.
pk1,k2: table containing the orders that cannot be too
close.
M: a large number to make the constraints inactive.
ri: equals 1 if order i uses a big mould, 0
otherwise.
The variables are:
xi,j: binary variables. The variables equal one if the
tour passes from i to j.
ui: continuous variables. The position of order i in the
sequence.
vk,i: binary variables. The variables equal one if
ui > up(k,1).
wk,i: binary variables. The variables equal one if
ui > up(k,2).
The asymmetric traveling salesman problem with the
additional constraints can now be formulated as the
mixed integer program (MIP).
We start with the Assignment Problem, see
Eqs. (3.1)–(3.4). The sub-tour constraints are
Eqs. (3.5)–(3.7).
P. Jensson et al. / Computers in Industry 56 (2005) 221–234226
Constraints to find the orders that are cast after pk,1
and pk,2:
Nvk;i � ui � upðk;1Þ for i ¼ 1; 2; . . . ; n
and k ¼ 1; 2; . . . ;m (3.8)
Nwk;i � ui � upðk;2Þ for i ¼ 1; 2; . . . ; n
and k ¼ 1; 2; . . . ;m (3.9)
XN
i¼1
vk;i ¼ N � upðk;1Þ for k ¼ 1; 2; . . . ;m
(3.10)
XN
i¼1
wk;i ¼ N � upðk;2Þ for k ¼ 1; 2; . . . ;m
(3.11)
vk;pðk;1Þ ¼ 0 for k ¼ 1; 2; . . . ;m (3.12)
wk;pðk;2Þ ¼ 0 for k ¼ 1; 2; . . . ;m (3.13)
We also need constraints to ensure that at least 5 casts
are between pk,1 and pk,2. Only one of these two
constraints is active depending on which order is later
in the sequence, pk,1 or pk,2:
XN
i¼1
qiðwk;i � vk;iÞ� 5 � Mvk;pðk;2Þ for
k ¼ 1; 2; . . . ;m (3.14)
XN
i¼1
qiðvk;i � wk;iÞ� 5 � Mwk;pðk;1Þ for
k ¼ 1; 2; . . . ;m (3.15)
Constraint to ensure that the last 5 orders do not use
big moulds
riui � N � 5 for i ¼ 2; 3; . . . ; n (3.16)
This formulation works well when the orders are few
but as the number of orders increases, experience
shows that the model becomes harder to solve.
Therefore we also solved the problem with the DFJ
formulation.
3.2.2. Dantzig–Fulkerson–Johnson (DFJ) branch
and cut method
Another way of eliminating sub-tours is adding the
family of sub-tour constraintsXi2 S
Xj =2 S
xi;j � 1
for all proper point subsets S; jSj � 2
(3.17)
This formulation is called the Dantzig–Fulkerson–
Johnson, or the DFJ formulation of the TSP [5] and
also discussed in [1,2]. These constraints mean that for
all possible combinations of two or more cities, S, then
at least one of the cities in S is connected to a city that
is not in S.
This is the most common formulation of the TSP
and it seems to be the only formulation that allows one
to solve large problems to optimality. The main
setback with this formulation is the vast number of
constraints. The number of constraints increases
exponentially with the problem size n, so it becomes
impossible to consider them all.
4. Sub-tour identification
The DFJ branch and cut algorithm consists of solving
a relaxed problem and then adding constraints to
eliminate solutions which are feasible to the relaxed
problem but not to the original problem. This is repeated
untilwehavea legal solution.Because thesolution to the
relaxed problem serves as a lower bound to the original
problem, we end with an optimal solution.
The structure of the branch and cut algorithm is
described as:
Make IP Model (Assignment Model);While (sub-tours exist OR orders tooclose OR big moulds too late)solve IP Model;If (sub-tours exist)Add sub-tour constraints;End IfIf (orders too close) ThenAdd constraints;End IfIf (big moulds too late) ThenAdd constraints;End IfWend

P. Jensson et al. / Computers in Industry 56 (2005) 221–234 227
Fig. 2. A TSP with two sub-tours.
Fig. 3. A part of a TSP tour.
Consider the TSP with 5 cities. If we solve the
relaxed problem described by Eqs. (3.1)–(3.4) we
might get a solution that includes sub-tours (see
Fig. 2).
We define a matrix, called the x-matrix that can
be viewed as a one-step transition matrix for
the variables xi,j, where the entries in the matrix
can be interpreted as the probability of passing from
city i to city j. The x-matrix for the solution in Fig. 2
would be
x ¼
0 1 0 0 0
1 0 0 0 0
0 0 0 1 0
0 0 0 0 1
0 0 1 0 0
266664
377775
For example, coming from city A, the probability of
passing to city B is 1, because xA,B = 1 and the
probability is zero of passing to the other cities.
Squaring the matrix gives the following two-step
transition matrix.
x2 ¼ xx ¼
1 0 0 0 0
0 1 0 0 0
0 0 0 0 1
0 0 1 0 0
0 0 0 1 0
266664
377775
If x2jj ¼ 1 it means that in two steps we end up in the
city we started in. In other words, there exists a sub-
tour with 2 cities from j to j. This is indicated by the
diagonal line of x2; we see that cities A and B belong to
a sub-tour. Based on this we add the constraint:
xA;C þ xA;D þ xA;E þ xB;C þ xB;D þ xB;E � 1 (4.1)
To find if there exists a sub-tour with 3 cities, we check
the diagonal line of x3.
x3 ¼ xx2 ¼
0 1 0 0 0
1 0 0 0 0
0 0 1 0 0
0 0 0 1 0
0 0 0 0 1
266664
377775
We see that cities C, D and E belong to a sub-tour.
Therefore, we add the constraint:
xC;A þ xC;B þ xD;A þ xD;B þ xE;A þ xE;B � 1 (4.2)
Eqs. (4.1) and (4.2) are equivalent because if there
exists a sub-tour with 3 cities in a 5 city TSP, then there
must also exist a sub-tour with the other 2 cities.
In general if we have an n city TSP, with a sub-tour
of n/2 cities, then the remaining cities must also form
one or more sub-tours. Therefore, it is enough just to
check for sub-tours of size of up to n/2 if n is even and
(n � 1)/2 if n is odd.
The algorithm used to find the sub-tours for any n
city problem is as follows:
For k = 1 To n/2For j = 1 To nIf x^k(j,j) = 1 ThenAdd sub-tour constraintEnd IfNext jNext k
A similar algorithm was used to find if certain
orders are too close to each other. If xki;j ¼ 1, it means
that we go from city i to city j in k steps. Fig. 3 shows a
part of a TSP tour representing orders that are to be
cast.
If orders A and D use the same mould bottoms, we
check how many casts are in orders B and C.
For k = 1 To 5If x^k(A,D) = 1 And (casts between A andD < 5) ThenAdd casts constraintEnd IfNext i
If fewer than 5 casts are between A and D we add
the constraint
xA;B þ xB;C þ xC;D � 2 (4.3)
If xk1;j ¼ 1 means that city j is number k in the sequence
and cannot use big moulds for k � n � 5.
P. Jensson et al. / Computers in Industry 56 (2005) 221–234228
The algorithm we used to find if the big moulds are
too late in the sequence:
For i = 1 To nIf r(i) = 1 ThenFor k = n - 5 To nIf x^k(1,i) = 1 ThenAdd constraintEnd IfNext jEnd IfNext k
The constraints are of the same form as Eq. (4.3) if
we look at D as the last order and A as an order that
uses big moulds.
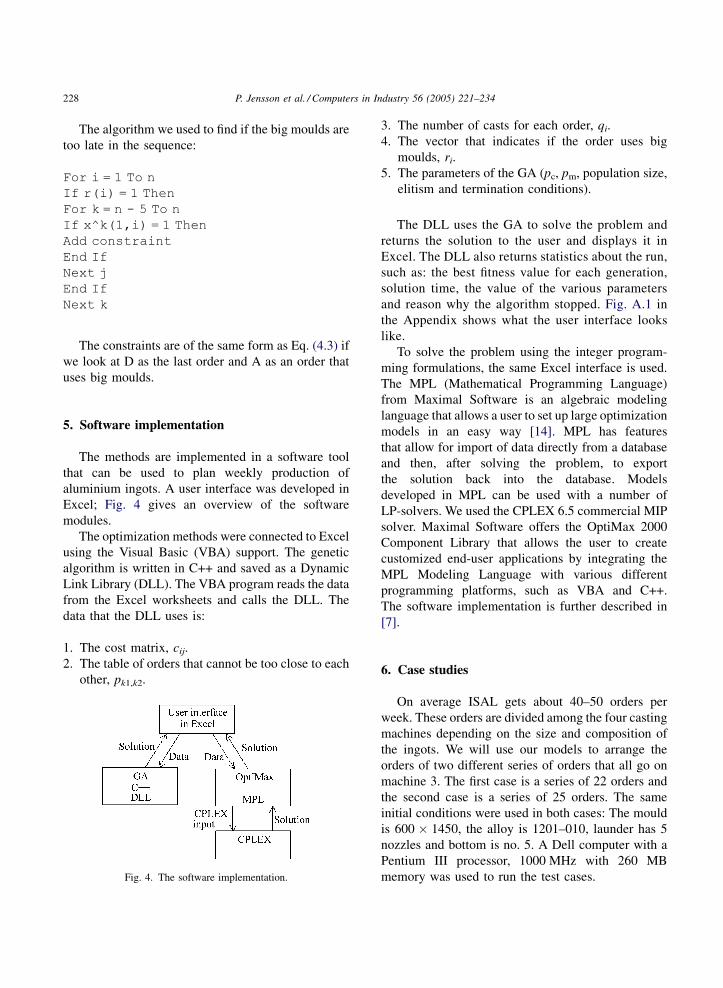
5. Software implementation
The methods are implemented in a software tool
that can be used to plan weekly production of
aluminium ingots. A user interface was developed in
Excel; Fig. 4 gives an overview of the software
modules.
The optimization methods were connected to Excel
using the Visual Basic (VBA) support. The genetic
algorithm is written in C++ and saved as a Dynamic
Link Library (DLL). The VBA program reads the data
from the Excel worksheets and calls the DLL. The
data that the DLL uses is:
1. T
he cost matrix, cij.2. T
he table of orders that cannot be too close to eachother, pk1,k2.
Fig. 4. The software implementation.
3. T
he number of casts for each order, qi.4. T
he vector that indicates if the order uses bigmoulds, ri.
5. T
he parameters of the GA (pc, pm, population size,elitism and termination conditions).
The DLL uses the GA to solve the problem and
returns the solution to the user and displays it in
Excel. The DLL also returns statistics about the run,
such as: the best fitness value for each generation,
solution time, the value of the various parameters
and reason why the algorithm stopped. Fig. A.1 in
the Appendix shows what the user interface looks
like.
To solve the problem using the integer program-
ming formulations, the same Excel interface is used.
The MPL (Mathematical Programming Language)
from Maximal Software is an algebraic modeling
language that allows a user to set up large optimization
models in an easy way [14]. MPL has features
that allow for import of data directly from a database
and then, after solving the problem, to export
the solution back into the database. Models
developed in MPL can be used with a number of
LP-solvers. We used the CPLEX 6.5 commercial MIP
solver. Maximal Software offers the OptiMax 2000
Component Library that allows the user to create
customized end-user applications by integrating the
MPL Modeling Language with various different
programming platforms, such as VBA and C++.
The software implementation is further described in
[7].
6. Case studies
On average ISAL gets about 40–50 orders per
week. These orders are divided among the four casting
machines depending on the size and composition of
the ingots. We will use our models to arrange the
orders of two different series of orders that all go on
machine 3. The first case is a series of 22 orders and
the second case is a series of 25 orders. The same
initial conditions were used in both cases: The mould
is 600 � 1450, the alloy is 1201–010, launder has 5
nozzles and bottom is no. 5. A Dell computer with a
Pentium III processor, 1000 MHz with 260 MB
memory was used to run the test cases.
P. Jensson et al. / Computers in Industry 56 (2005) 221–234 229
Table 1
Reducing the number of variables
Number of variables
DFJ MTZ
22 orders 529–258 600–315
25 orders 676–463 1118–823
Table 3
Statistics for Test case II
Formulation DFJ MTZ
Continuous variables 0 24
Integer variables 463 799
Constraints 38 577
Solution time (s) 44,63 –
6.1. Solution using IP formulations
The MTZ and DFJ formulations were used to find
an optimal solution. To reduce the number of variables
in the MPL model we only declared a variable xi,j if ci,j
was reasonably low (ci,j < 6), see Table A.3 in
Appendix A. If two or more orders were identical
(use the same moulds and the same alloy) we
combined them into one order. This way we could
reduce the number of variables considerably as shown
in Table 1.
6.1.1. Test case I
In this example 22 orders are arranged. Out of these
orders, 7 orders use the same mould bottom and have
to have at least 5 casts between them. Two of the
orders use big moulds and therefore they cannot be
among the last 5 orders to be cast. Table 2 shows the
number of variables, constraints and solution times for
the DFJ and MTZ formulations, respectively. For both
formulations the same optimal sequence was obtained
with an objective function value of 48. It took
considerably longer to solve the problem using the
MTZ formulation than with the DFJ formulation. The
optimal sequence for Test case I is shown in Table A.1
in the Appendix.
6.1.2. Test case II
In the second case there are 25 orders to be
arranged. Like in test case I, 7 pairs of orders use the
same bottom and have to have at least 5 casts between
them. In this case 12 of the orders use big moulds.
Table 2
Statistics for Test case I
Formulation DFJ MTZ
Continuous variables 0 19
Integer variables 258 296
Constraints 38 405
Solution time (s) 5,45 32,92
Therefore, they cannot be among the last 5 orders to be
cast. Table 3 shows the number of variables and
constraints and solution times for both formulations.
The branch and cut method for the DFJ formulation
gave a sequence with an objective function value of
63. A solution was not obtained using the MTZ
formulation. The computer ran for a few hours, then
stopped and returned a message saying it was out of
memory. The optimal sequence found with the DFJ
formulation is shown in Table A.2 in the Appendix.
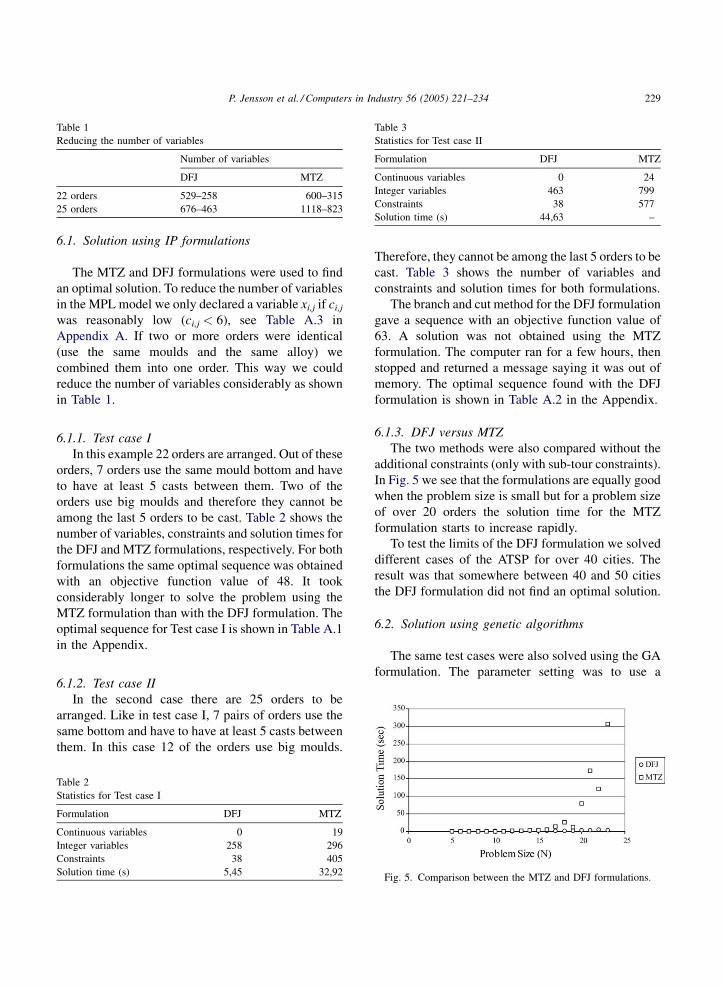
6.1.3. DFJ versus MTZ
The two methods were also compared without the
additional constraints (only with sub-tour constraints).
In Fig. 5 we see that the formulations are equally good
when the problem size is small but for a problem size
of over 20 orders the solution time for the MTZ
formulation starts to increase rapidly.
To test the limits of the DFJ formulation we solved
different cases of the ATSP for over 40 cities. The
result was that somewhere between 40 and 50 cities
the DFJ formulation did not find an optimal solution.
6.2. Solution using genetic algorithms
The same test cases were also solved using the GA
formulation. The parameter setting was to use a
Fig. 5. Comparison between the MTZ and DFJ formulations.
P. Jensson et al. / Computers in Industry 56 (2005) 221–234230
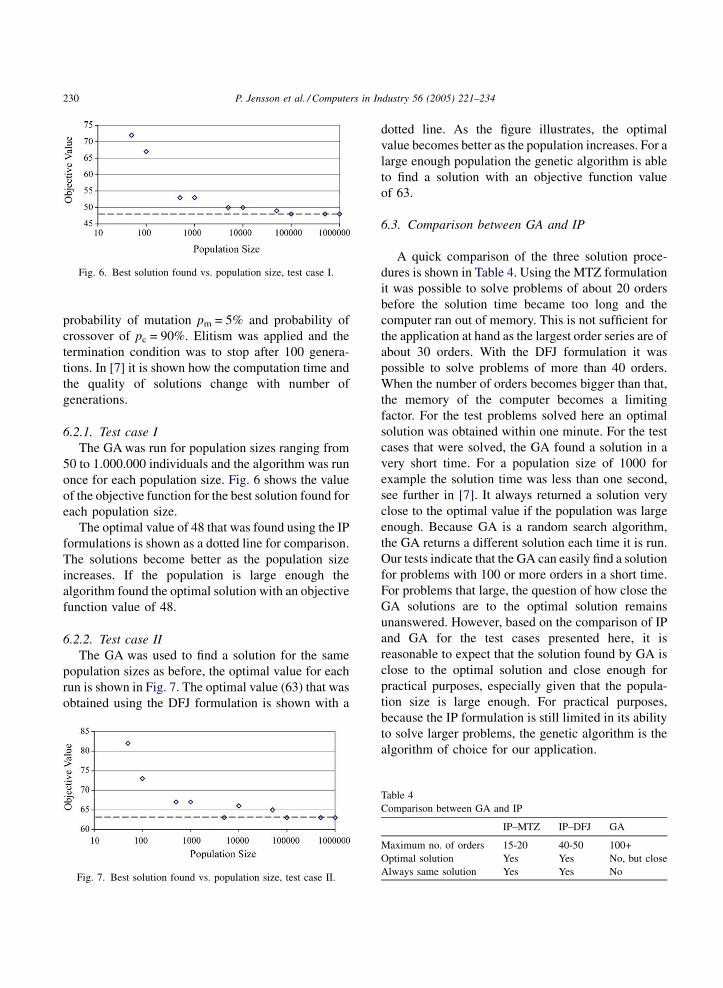
Fig. 6. Best solution found vs. population size, test case I.
probability of mutation pm = 5% and probability of
crossover of pc = 90%. Elitism was applied and the
termination condition was to stop after 100 genera-
tions. In [7] it is shown how the computation time and
the quality of solutions change with number of
generations.
6.2.1. Test case I
The GA was run for population sizes ranging from
50 to 1.000.000 individuals and the algorithm was run
once for each population size. Fig. 6 shows the value
of the objective function for the best solution found for
each population size.
The optimal value of 48 that was found using the IP
formulations is shown as a dotted line for comparison.
The solutions become better as the population size
increases. If the population is large enough the
algorithm found the optimal solution with an objective
function value of 48.
6.2.2. Test case II
The GA was used to find a solution for the same
population sizes as before, the optimal value for each
run is shown in Fig. 7. The optimal value (63) that was
obtained using the DFJ formulation is shown with a
Fig. 7. Best solution found vs. population size, test case II.
dotted line. As the figure illustrates, the optimal
value becomes better as the population increases. For a
large enough population the genetic algorithm is able
to find a solution with an objective function value
of 63.
6.3. Comparison between GA and IP
A quick comparison of the three solution proce-
dures is shown in Table 4. Using the MTZ formulation
it was possible to solve problems of about 20 orders
before the solution time became too long and the
computer ran out of memory. This is not sufficient for
the application at hand as the largest order series are of
about 30 orders. With the DFJ formulation it was
possible to solve problems of more than 40 orders.
When the number of orders becomes bigger than that,
the memory of the computer becomes a limiting
factor. For the test problems solved here an optimal
solution was obtained within one minute. For the test
cases that were solved, the GA found a solution in a
very short time. For a population size of 1000 for
example the solution time was less than one second,
see further in [7]. It always returned a solution very
close to the optimal value if the population was large
enough. Because GA is a random search algorithm,
the GA returns a different solution each time it is run.
Our tests indicate that the GA can easily find a solution
for problems with 100 or more orders in a short time.
For problems that large, the question of how close the
GA solutions are to the optimal solution remains
unanswered. However, based on the comparison of IP
and GA for the test cases presented here, it is
reasonable to expect that the solution found by GA is
close to the optimal solution and close enough for
practical purposes, especially given that the popula-
tion size is large enough. For practical purposes,
because the IP formulation is still limited in its ability
to solve larger problems, the genetic algorithm is the
algorithm of choice for our application.
Table 4
Comparison between GA and IP
IP–MTZ IP–DFJ GA
Maximum no. of orders 15-20 40-50 100+
Optimal solution Yes Yes No, but close
Always same solution Yes Yes No
P. Jensson et al. / Computers in Industry 56 (2005) 221–234 231
7. Conclusions
In this paper the problem of determining the
sequence of tasks in an aluminium smelter casthouse
has been formulated and solved as an optimization
problem and implemented in a user friendly software.
The problem was formulated as an ATSP with some
additional constraints. It has been solved using a
genetic algorithm and two IP methods, the MTZ
formulation and the DFJ formulation. A user interface
for all methods was developed in Excel. When these
words are written, the GA has been used in real life for
almost one year. The employees are very satisfied
because now they can do in minutes what used to take
them hours to do before. The solutions that the GA
finds are compatible with the ones they used to find by
hand. Today the sequencing is carried out once a week,
but will be done more often in the future. ISAL has
planned to change the company’s communication
systems and make them more computerized. Then the
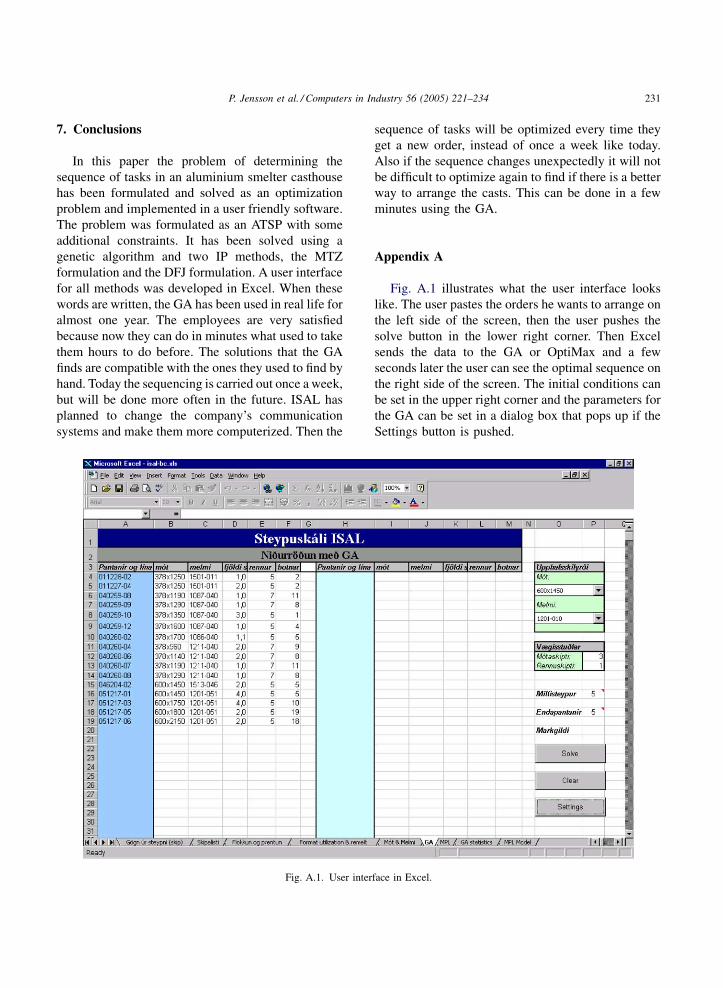
Fig. A.1. User inter
sequence of tasks will be optimized every time they
get a new order, instead of once a week like today.
Also if the sequence changes unexpectedly it will not
be difficult to optimize again to find if there is a better
way to arrange the casts. This can be done in a few
minutes using the GA.
Appendix A
Fig. A.1 illustrates what the user interface looks
like. The user pastes the orders he wants to arrange on
the left side of the screen, then the user pushes the
solve button in the lower right corner. Then Excel
sends the data to the GA or OptiMax and a few
seconds later the user can see the optimal sequence on
the right side of the screen. The initial conditions can
be set in the upper right corner and the parameters for
the GA can be set in a dialog box that pops up if the
Settings button is pushed.
face in Excel.
P. Jensson et al. / Computers in Industry 56 (2005) 221–234232
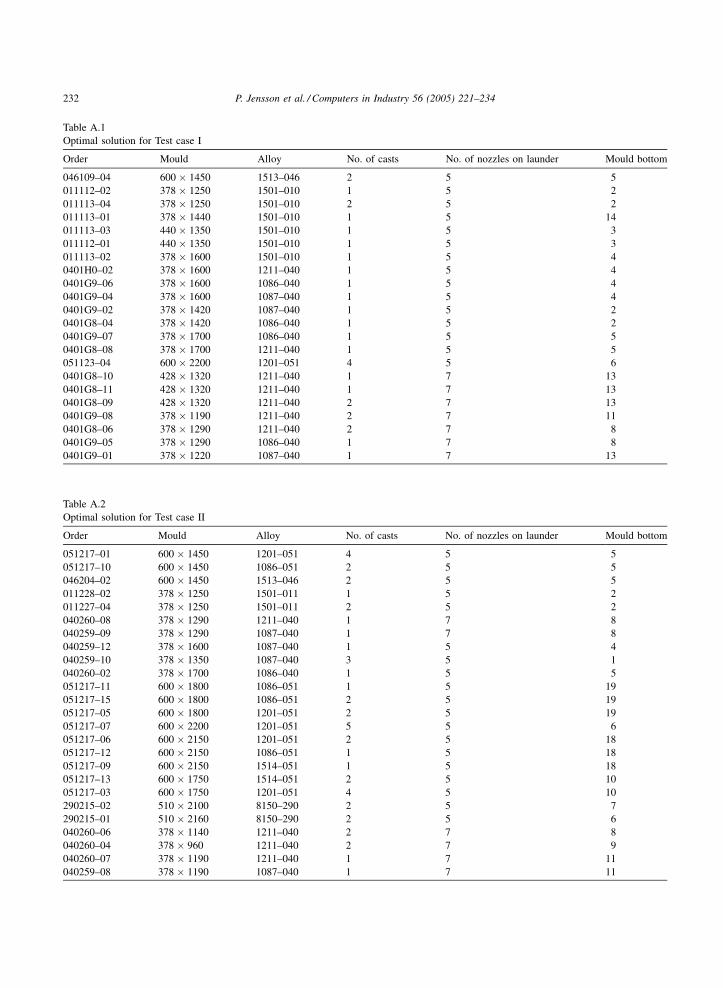
Table A.1
Optimal solution for Test case I
Order Mould Alloy No. of casts No. of nozzles on launder Mould bottom
046109–04 600 � 1450 1513–046 2 5 5
011112–02 378 � 1250 1501–010 1 5 2
011113–04 378 � 1250 1501–010 2 5 2
011113–01 378 � 1440 1501–010 1 5 14
011113–03 440 � 1350 1501–010 1 5 3
011112–01 440 � 1350 1501–010 1 5 3
011113–02 378 � 1600 1501–010 1 5 4
0401H0–02 378 � 1600 1211–040 1 5 4
0401G9–06 378 � 1600 1086–040 1 5 4
0401G9–04 378 � 1600 1087–040 1 5 4
0401G9–02 378 � 1420 1087–040 1 5 2
0401G8–04 378 � 1420 1086–040 1 5 2
0401G9–07 378 � 1700 1086–040 1 5 5
0401G8–08 378 � 1700 1211–040 1 5 5
051123–04 600 � 2200 1201–051 4 5 6
0401G8–10 428 � 1320 1211–040 1 7 13
0401G8–11 428 � 1320 1211–040 1 7 13
0401G8–09 428 � 1320 1211–040 2 7 13
0401G9–08 378 � 1190 1211–040 2 7 11
0401G8–06 378 � 1290 1211–040 2 7 8
0401G9–05 378 � 1290 1086–040 1 7 8
0401G9–01 378 � 1220 1087–040 1 7 13
Table A.2
Optimal solution for Test case II
Order Mould Alloy No. of casts No. of nozzles on launder Mould bottom
051217–01 600 � 1450 1201–051 4 5 5
051217–10 600 � 1450 1086–051 2 5 5
046204–02 600 � 1450 1513–046 2 5 5
011228–02 378 � 1250 1501–011 1 5 2
011227–04 378 � 1250 1501–011 2 5 2
040260–08 378 � 1290 1211–040 1 7 8
040259–09 378 � 1290 1087–040 1 7 8
040259–12 378 � 1600 1087–040 1 5 4
040259–10 378 � 1350 1087–040 3 5 1
040260–02 378 � 1700 1086–040 1 5 5
051217–11 600 � 1800 1086–051 1 5 19
051217–15 600 � 1800 1086–051 2 5 19
051217–05 600 � 1800 1201–051 2 5 19
051217–07 600 � 2200 1201–051 5 5 6
051217–06 600 � 2150 1201–051 2 5 18
051217–12 600 � 2150 1086–051 1 5 18
051217–09 600 � 2150 1514–051 1 5 18
051217–13 600 � 1750 1514–051 2 5 10
051217–03 600 � 1750 1201–051 4 5 10
290215–02 510 � 2100 8150–290 2 5 7
290215–01 510 � 2160 8150–290 2 5 6
040260–06 378 � 1140 1211–040 2 7 8
040260–04 378 � 960 1211–040 2 7 9
040260–07 378 � 1190 1211–040 1 7 11
040259–08 378 � 1190 1087–040 1 7 11
P. Jensson et al. / Computers in Industry 56 (2005) 221–234 233
Table A.3
Cost matrix for Test case II
Table A.1 shows an optimal sequence for the orders
in Test case I. There we have the name of the order, the
size of the mould, number of casts, type of launder and
what mould bottom to use. Orders are cast following
ones of similar size and composition.
Table A.2 shows an optimal sequence for the orders
in Test case II. The additional constraints are satisfied.
Orders that use the same mould bottom, but not the
same mould, must have at least five casts between
them. We see that this is the case for the orders that use
mould bottoms 5, 6 and 8. We also see that orders that
use big moulds (600 mm wide) are not among the last
five to be cast (Tables A.1 and A.2).
References
[1] D. Applegate, R. Bixby, V. Chvatal, W. Cook, Finding cuts in
the TSP (a preliminary report). (1995). [Online] Available:
http://www.math.princeton.edu/tsp/papers/findcuts.pdf (1 June
2002).
[2] D. Applegate, R. Bixby, V. Chvatal, W. Cook, History of the
TSP. (2002). [Online] Available: http://www.math.princeton.
edu/tsp/histmain.html (1 June 2002).
[3] R. Cheng, M. Gen, Genetic Algorithms and Engineering
Design, Wiley, New York, 1997.
[4] W. Cook, W. Cunningham, W.R. Pulleyblank, A. Schrijver,
Combinatorial Optimization, Wiley, New York, 1997.
[5] G. Dantzig, D. Fulkerson, S. Johnson, Solution of a large scale
traveling salesman problem, Operations Research 2 (1954)
393–410.
[6] D.E. Goldberg, Genetric Algorithms in Search Optimization
and Machine Learning, Addison-Wesley, Reading, MA, 1989.
[7] H.P. Gunnarsson, 2002. Optimal sequencing of tasks in an
aluminium smelter casthouse. Masters thesis. Mechanical-and
Industrial Engineering, University of Iceland.
[8] F. Hillier, G.J. Lieberman, Introduction to Operations
Research, McGraw-Hill Publishers, New York, 1995.
[9] P. Larranaga, Kuijpers, CMH, R.H. Murga, I. Inza, S. Diz-
darevic, Genetic algorithms for the traveling salesman

P. Jensson et al. / Computers in Industry 56 (2005) 221–234234
problem: a review of representations and operators, Artificial
Intelligence Review 13 (1999) 129–170.
[10] E.L. Lawler, J.K. Lenstra, A.H.G. Rinnoy Kan, D.B. Shmoys,
The Traveling Salesman Problem. A guided Tour of Combi-
natorial Optimization, Wiley, 1985.
[11] C.E. Miller, A.W. Tucker, R.A. Zemlin, Integer Programming
Formulations of the Traveling Salesman Problem, Journal of
the Association for Computing Machinery 7 (1960) 326–329.
[12] G. Pataki, The bad and the good-and-ugly: formulations for the
traveling salesman problem. Technical Report CORC 2000-1,
2000.
[13] R.L. Rardin, Optimization in Operations Research, Prentice
Hall, New York, 1997.
[14] MPL Modeling System. (2002). [Online]. Available: http://
www.maximalsoftware.com/mpl [2002, June 1].
Dr. Pall Jensson received his B.Sc. in
Mechanical Engineering from the Uni-
versity of Iceland in 1969 and M.Sc.
and Ph.D. in Industrial Engineering with
focus on Operations Research from the
Technical University of Denmark in 1972
and 1975. From 1975 he worked with
IBM in Iceland for 2 years and between
1997 and 1986 he was the Director of
Computing Services at the University of
Iceland. Since, 1987 he has been a professor of Industrial Engineer-
ing at the same University.
Dr. Birna P. Kristinsdottir received her
B.Sc. in Mechanical Engineering from
the University of Iceland in 1991. She
received her M.Sc. and Ph.D. in Industrial
Engineering with focus on Operations
Research and Global Optimization
from the University of Washington in
1993 and 1997, respectively. From
1997 to 1998 she worked as a mathe-
matics and simulation expert at
Boeing and worked in consulting for Microsoft customer support
centers in 1999. From 1998 to 2000 she also worked as a part time
lecturer and research associate at the Department of Industrial
Engineering at the University of Washington in Seattle. She
was an Associate Professor in Industrial Engineering at the Uni-
versity of Iceland 2000–2003. She currently works at Alcan Iceland
Ltd.
Helgi Petur Gunnarsson received the
M.Sc. degree in Industrial Engineering
from The University of Iceland in 2002.
Since graduation he has worked with
logistics and modeling for various com-
panies in Iceland.