Embed Size (px)
Citation preview

A
optob©
Kf
1
ftoipsetmetsobaf
0d
Chemical Engineering and Processing 46 (2007) 271–281
Optimal scheduling of mixed batch and continuous processesincorporating utility aspects
Behzad Behdani a, Mahmoud Reza Pishvaie b,∗, Davood Rashtchian b
a Energy Systems Group, Department of Mechanical Engineering, Sharif University of Technology, Iranb Department of Chemical and Petroleum Engineering, Sharif University of Technology, P.O. Box 1136509465, Azadi Ave., Tehran, Iran
Received 15 December 2005; received in revised form 23 June 2006; accepted 26 June 2006Available online 29 June 2006
bstract
During the last decade, the importance of process development has persuaded researchers to propose a great number of optimization modelsn “production planning” and “production scheduling” for different productive processes. Although many scheduling and planning models areroposed in the past decade, there are few models that handle various applicable goals. In this paper the main objective is developing and extendinghe traditional scheduling formulations to accommodate optimization of utility (especially energy barriers) demands and supplies. In the context
f optimization, the final formulation takes the form of a mixed-integer programming. For this purpose a mathematical model is proposed on theasis of continuous-time representation and applied to two examples to present its effectiveness.2006 Elsevier B.V. All rights reserved.
eywords: Scheduling optimization; Utility management; Instantaneous utility consumption/production; Mixed batch and continuous processes; Continuous-time
ucuAbma
agmftapr
ormulation
. Introduction
Maintaining an efficient and flexible supply chain is criticalor every industry in today’s ever-changing markets. In ordero retain and strengthen their competitive edge in the market,rganizations need to develop production planning and schedul-ng models. Effective scheduling in a plant decreases the cost ofroduction and increases the revenue. In traditional studies oncheduling of process industries, the main goal is to optimizeither a plant performance characteristics (such as minimizinghe time of production of specified amount of products or maxi-
izing amount of product in a specified time duration) or a plantconomic term (for example, maximizing the profit in specifiedime duration). In such models, the optimization of utility con-umption and production is only possible by a cost term in thebjective function. But we often prefer to achieve more applica-
le goals in utility supply and demand. More precisely speaking,n organization tries to reduce utility demand and it is desiredor a plant to use the energy resources in such a way that the∗ Corresponding author. Tel.: +98 21 6600 5819; fax: +98 21 6602 2853.E-mail address: [email protected] (M.R. Pishvaie).
mrFioph
255-2701/$ – see front matter © 2006 Elsevier B.V. All rights reserved.oi:10.1016/j.cep.2006.06.007
tility consumption curve be flat and unchanged. In these cir-umstances it is possible to determine necessary capacity fortility and to avoid unnecessary installation of utility providers.chieving these goals is accompanied with increasing the relia-ility of utility generation. Building a mathematical schedulingodel makes it possible to gain these considerations of utility
spects.In order to set up scheduling models involving utility, there
re two choices. The first choice is incorporating process inte-ration – especially for batch processes – in process schedulingodel. Process integration is one of the most important ways
or improving the efficiency of batch processes where tempera-ure and time are two main variables, because heat transfer from
hot source to a cold source is constrained not only by tem-erature, but also by time [1]. Therefore, they are completelyelevant to each other. Purali et al. offered a new systematicethod for accomplishing higher level of heat recovery through
escheduling in batch processes [1]. Corominas et al. [2] andont et al. [3] have solved the problem of energy integration
n batch plants for a given production schedule, therefore, theverall problem is decomposed into two sequentially solvedroblems of scheduling and heat integration. Since the level ofeat integration depends on the production schedule, this simple

272 B. Behdani et al. / Chemical Engineering and Processing 46 (2007) 271–281
n of s
dsil
dut
tuzmttEwhdatTso[[oiiottdmpcptasi
eL
“ttSPTps
owplccrathppbsf(Lcfc
Ioii
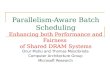
Fig. 1. Classificatio
ecomposition may result in poor heat integration. Conversely,olving the heat integration problem first to find optimal heatntegration, can easily lead to an unsolvable scheduling prob-em or a scheduling problem with an extremely high makespan.
Another way is to consider utility aspects in scheduling modelirectly, on which the present paper is based. In this approach,tility aspects are considered in constraints and objective func-ion of problem.
In general a scheduling model is a decision making processo determine when, where and how to produce a set of productsnder given requirements and constraints in a specific time hori-on. The size and complexity of the mathematical programmingodels is greatly dependent on how time is treated. According
o the representation of time, all existing scheduling formula-ions can be classified into two main categories (see Fig. 1).arly attempts in modeling the process scheduling problemsere based on the discrete-time approach, in which the timeorizon is divided into a number of time intervals of uniformurations and events such as the beginning and ending of a taskssociated with the boundaries of these time intervals. One ofhe first works in this area is presented by Kondili et al. [4].his work has served as a general formulation for planning andcheduling of multipurpose batch plants. Some other examplesn discrete-time approach include those presented by Pantelides5], Dedopoulos and Shah [6], Bassett et al. [7] and Nott and Lee8]. Because of the continuous nature of time and the conceptf discretization, the discrete-time formulations are just approx-mations of the actual problem. Furthermore, one of the keyssues in these approaches is selection of the periods or durationf uniform time intervals, which presents a tradeoff betweenhe accuracy or quality of solution and the required computa-ional efforts. Due to these limitations, researchers have startedeveloping continuous-time models in the past decade. In theseodels, the events are potentially allowed to take place at any
oint in the continuous domain of time. Based on the type of pro-esses, continuous-time models are also classified to “sequentialrocesses” and “network-represented processes”. The latter is
he most general type of a scheduling problem in which mergingnd splitting of material flows are allowed and mass balance con-ideration (constraints) should be met. This formulation, in turn,s categorized to “global event based models” and “unit-specificyawt
cheduling models.
vent based models”. This classification was firstly proposed byin and Floudas [9] in 2004.
In global event based models a set of specific “events” ortime slots” is used to determine timing and sequencing of allasks in existing units. Some of the important researches on thisype of continuous-time models were presented by Zhang andargent [10,11], Mockus and Reklaitis [12], and Schilling andantelides [13], Castro et al. [14] and Mendez and Cerda [15].hese works mainly concerned short-term scheduling of batchrocesses while less attention is paid to the consideration ofcheduling of continuous and semi-continuous processes.
One of the primitive works about scheduling of continu-us processes was presented by Sahinidis and Grossmann [16]hich expressed the long-term planning for the continuousroduction of multiple lines. Schilling and Pantelides [13] uti-ized the resource-task network (RTN) representation for theirontinuous-time formulation of the batch and continuous pro-esses. They developed a special branch and bound (B&B) algo-ithm to solve the resulting MILP/MINLP problems. Mc Donaldnd Karimi [17,18] proposed mathematical models for produc-ion planning and short-term scheduling. Their formulation canandle the problem of single-stage multi-product facility witharallel semi-continuous processes. Mockus and Reklaitis [19]roposed a general formulation for planning the operation ofatch or continuous plants which simultaneously consider theequencing and scheduling problems. Their continuous-timeormulation which is called non-uniform-discrete-time modelNUDTM), leads to the large scale MINLP problems. Nott andee [8] studied two formulations to schedule mixed batch andontinuous processes. The first scheme is a conventional MILPormulation and the second one is a formulation based on theonstruction of sets, both in discrete-time context.
“Unit-specific event based models” are firstly proposed byerapetritou and Floudas [20,21]. The approach introduces anriginal concept of event points, which are a sequence of timenstances located along the time axis of a unit, each represent-ng the beginning of a task or utilization of the unit. In recent
ears some works are presented by this method. Ierapetritou etl. [22] extended the continuous-time formulation so as to dealith intermediate due dates. Wu and Ierapetritou [23] appliedhis model to the cyclic short-term scheduling of multiproduct

ering
brcmsf“tumsL
Itc“a
obNet
2
i
ito
tt(
oa
tT(it‘w
•
•
ri
•
•
••
3
tstd
3
Tt
•
•
B. Behdani et al. / Chemical Engine
atch plants and Janak et al [24] applied this method to incorpo-ate several features including various storage policies, resourceonstraints, variable batch sizes and processing times, batchixing/splitting, and sequence-dependent changeover times. It
hould be noted that the most recent study of Janak et al. [24],or considering the utility, has been based on the concept ofresource” explained by Schilling and Pantelides [13] and hencehey have used RTN-represented models. Indeed, they handle thetility consideration only in the constraints of the schedulingodel. Some of other models proposed on the basis of “unit-
pecific event based models” include the works of Vin et al [25],in and Floudas [26] and Jia and Ierapetritou [27].
The main approach of this paper is extending the work oferapetritou and Floudas [20,21] based on the STN representa-ion. The utility consideration in scheduling of mixed batch andontinuous process plants has been taken over the concept ofinstantaneous utility consumption/production management” inprocess plant.
The structure of the article is as followed. First, a definitionf the problem under consideration is stated. This is followedy a detailed description of proposed mathematical formulation.ext, in order to illustrate the proposed approach, two simple
xamples will be studied too. Finally, the article is ended up byhe conclusion section.
. Description of the problem
For the formal description of the problem it is necessary tontroduce the terms task, state, unit, utility and utility unit.
Task: Task is a batch/continuous process that occurs accord-ng to the production recipes. In the proposed model, all theasks are classified into three sets; batch task set (Rdb), continu-us tasks (Rdc) and storage tasks (Rdst ).
State: States are conditions of materials that are involved inhe plant processes. In our formulation, “states” are divided intohree sets, set of raw materials (RR
S ), set of intermediate onesRIN
S ) and the set of products (RPS).
Unit: Unit is the process equipment.Utility: The major part of the model is concerned with utility
ptimization. Utilities considered within the optimization issuesre steam, power and cooling water.
Utility unit: We consider a set of units according to each utilityype that provides the instantaneous requirements of that utility.he utility units are steam generators (RS), power generators
RP) and cooling water suppliers (RW). For each utility a specialndex is considered to represent the units supply. For instance,he index ‘b’ for boilers or steam generators (b:1· · ·|RS|), indexp’ for power generators (p:1· · ·|RP|) and index w for coolingater suppliers (w : 1· · ·|RW|).We can now describe the problem as following:
Given1. The production recipes, in terms of state-task networks
(STN) and all related information (such as processing timefor batch tasks and rate of production for continuous tasksand rate of utility consumption for each task).
and Processing 46 (2007) 271–281 273
2. Available processing/storage/utility equipments and theircapacities.
3. The production targets.4. The time horizon of interest.Determine1. The optimal sequence of tasks taking place in each unit.2. The amount of material being processed in each unit at
each time.3. The processing time of each task in each unit.4. The amount of utility produced by each utility unit at each
time.
The goal is to optimize a given objective criterion involvingevenue and utility aspects. The following assumptions are maden-priori:
All parameters are deterministic and fixed over the time hori-zon of interest.No preemptive operation is allowed (i.e. no task may be inter-rupted, once started).Clean-up time for units are sequence dependent.Utility supplies and demands are stated in term of instanta-neous utility rates not aggregate utility amounts.
. Mathematical model
We shall use the convenient notation described in Nomencla-ure to formulate the mathematical model for utility-consideredcheduling of mixed batch/continuous plants. The set of quan-ities is classified as four groups: indices, sets (universe ofiscourse), parameters and variables.
.1. Constraints
Constraints are the main body of a scheduling model.he mathematical model involves the following cons-
raints:
allocation constraints∑
k ∈ Rdj
Ti,k ≤ 1, ∀ j ∈ Ru, i ∈ Rt (1)
capacity constraints◦ for batch tasks
V minj,k Ti,k ≤ Bi,j,k ≤ V max
j,k Ti,k,
∀ k ∈ Rdb, j ∈ Ruk, i ∈ Rt (2)
◦ for continuous tasks, if production rate is in a range
Rminj,k [τf
i,j,k − τsi,j,k] ≤ Bi,j,k ≤ Rmax
j,k [τfi,j,k − τs
i,j,k],
∀ k ∈ Rdc, j ∈ Ruk, i ∈ Rt (3)
◦ and if the rate of production is fixed
Bi,j,k = Rj,k[τfi,j,k − τs
i,j,k],
∀ k ∈ Rdc, j ∈ Ruk, i ∈ Rt (4)

2 ering
•
•
•
•
•
•
m(cctCtbtbβ
otrwi(mcib
aczt
3
tccAw
74 B. Behdani et al. / Chemical Engine
batch duration constraints
τfi,j,k = τs
i,j,k + αj,kTi,k + βj,kBγi,j,k ,
∀ k ∈ Rdb, j ∈ Ruk, t ∈ Rt (5)
storage constraints
Bi,jst,kst ≤ V maxjst,kst
Ti,kst , ∀ kst ∈ Rdst , j ∈ Rust , i ∈ Rt (6)
material balance constraints◦ for raw material states
S0i,s +
∑k ∈ Rds
wck,s
∑j ∈ Ruk
Bi,j,k = 0, ∀ s ∈ RRs , i ∈ Rt (7)
◦ for intermediate states∑
k ∈ Rds∩Rdc\Rdst
wpk,s
∑j ∈ Ruk
Bi,j,k
+∑
k ∈ Rds∩Rdb\Rdst
wpk,s
∑j ∈ Ruk
Bi−1,j,k
+∑
k ∈ Rdst
wck,s
∑jst ∈ Rust
Bi,jst,kst
+∑
k ∈ Rdst
wpk,s
∑jst ∈ Rust
Bi−1,jst,kst
+∑
k ∈ Rds\Rdst
wck,s
∑j ∈ Ruk
Bi,j,k = 0,
∀ s ∈ RINs , i ∈ Rt (8)
◦ for product states∑
k ∈ Rds∩Rsc
wpk,s
∑j ∈ Ruk
Bi,j,k +∑
k ∈ Rds∩Rdb
wpk,s
∑j ∈ Ruk
Bi−1,j,k
= Di,s, ∀ s ∈ RPs , i ∈ Rt (9)
demand constraints∑i ∈ Rt
Di,s ≥ rs, ∀ s ∈ RPs (10)
sequence constraints (occurring in four probable forms).I. Same task in the same unit
τsi+1,j,k ≥ τf
i,j,k − H(2 − Ti,k − Ti+1,k),
∀ k ∈ Rd, j ∈ Ruk, i ∈ Rt, i = N (11)
τsi+1,j,k ≥ τs
i,j,k, ∀ k ∈ Rd, j ∈ Ruk,
i ∈ Rt, i = N (12)
τfi+1,j,k ≥ τf
i,j,k, ∀ k ∈ Rd, j ∈ Ruk,
i ∈ Rt, i = N (13)
II. Different tasks in the same unit
τsi+1,j,k ≥ τf
i,j,k′ + Cj,k′,kTi+1,k − H(2 − Ti,k′ − Ti+1,k),
∀ j ∈ Ru, k = k′, k, k′ ∈ Rdj, i ∈ Rt (14)
tos
and Processing 46 (2007) 271–281
III. Different tasks in different units, if both states are con-tinuous
τsi,j,k ≥ τs
i,j′,k′ − H(2 − Ti,k′ − Ti,k),
∀ j, j′ ∈ Ru, k ∈ Rdj, k′ ∈ Rdj′ , i ∈ Rt (15)
IV. And if first task is a batch task
τsi+1,j,k ≥ τf
i,j′,k′ − H(2 − Ti,k′ − Ti+1,k),
∀ j, j′ ∈ Ru, k ∈ Rdj , k′ ∈ Rdj′ , i ∈ Rt, i = N (16)
time horizon constraints
τsi,j,k ≤ H, ∀ k ∈ Rd, j ∈ Ruk
, i ∈ Rt (17)
τfi,j,k ≤ H, ∀ k ∈ Rd, j ∈ Ruk
, i ∈ Rt (18)
These constraints establish the main body of a schedulingodel. They can be classified as “mass-related” constraints
1)–(10) and “time-related” constraints (11)–(18) [25]. The allo-ation constraint (1) expresses the requirement that only one taskan take place in each unit at each time. It is necessary to notehat the right hand side of that constraint could be one or zero.onstraints (2)–(4) represent the limitation imposed on Bi,j,k by
he unit capacities. Constraints (3) and (4) also describe relationsetween initial and final time of a continuous task called “dura-ion constraint”, which could be written as constraint (5) foratch tasks. Those constraints include three parameters. αj,k andj,k are the constant and variable terms of the processing timef task (k) at unit (j) and γ i,j,k could be any real number. The lat-er parameter might be determined according to the kinetics ofeaction occurred. Note that by using any power other than unityill change the model from MILP to MINLP type. It is common
n scheduling models to set this power equal to one. Constraint6) restricts storage capacity. Constraint (7)–(9) correspond toaterial balances for every material (s) at every point (i), and
onstraint (10) ensures that the production meets the demandmposed by market requirements rs. Such restriction is imposedy an overhead planning model.
Sequencing constraints are the most important elements ofscheduling model expressed in constraints (11)–(16), which
onnect the start time and end time of different tasks. Time hori-on constraints (17) and (18) represent the requirement of eachask to start and finish within the time horizon (H).
.2. Storage considerations
In scheduling-relevant study of the mixed batch and con-inuous process plants, one of the main aspects that must beonsidered is the storage tasks durations and sequencing. Thisoncept is precisely discussed by Ierapetritou and Floudas [21].ccording to the operation of preceding and succeeding units,e can distinguish three different cases.
Continuous–Continuous: In this case, it is possible to estimatehe storage rate by subtracting the rate of continuous productionf preceding unit from the rate of continuous consumption ofucceeding unit. Therefore, the storage task duration constraint

ering
h
τ
wc
ti
τ
t(s
te
τ
Ftp
τ
db
3
pnprs
•••
i
eelcRfiopcmdmansdnposaic
3S
P
W
d(S
cItba
3
S
P
B. Behdani et al. / Chemical Engine
as the following form:
f − τs ≥ 1
ratekst
Bi,jst,kst , ∀ kst ∈ Rdst , jst ∈ Rust , i ∈ Rt ;
ratekst = ratep − ratec (19)
here ratep and ratec are corresponding rates of production andonsumption.
Conceptually, the storage task (kst) and continuous produc-ion task (k′) must start simultaneously. Therefore, the sequenc-ng constraint for the storage task is
si,jst,kst
− H(1 − Ti,kst ) ≤ τsi,j,k + H(1 − Ti,k);
τsi,j,k − H(1 − Ti,k) ≤ τs
i,jst,kst+ H(1 − Ti,kst ),
∀ k ∈ Rdc, kst ∈ Rstk , j ∈ Ruk, i ∈ Rt (20)
These constraints guarantee that the preceding continuousask (production task) and storage task begin simultaneouslyτsi,jst,kst
= τsi,j′,k′ ).For case of continuous-batch, the timing and
equencing constraints are the same.Batch–Continuous: In this case the storage rate is equal to
he continuous consumption rate and the duration constraint isxpressed as follows:
fi,jst,kst
− τsi,jst,kst
≥ 1
ratekst
Bi,jst,kst ,
∀ kst ∈ Rdst , jst ∈ Rust , i ∈ Rt ; ratekst = ratec (21)
or sequencing of the storage task, it is necessary to note thathe storage task must take place after the end of preceding batchroduction task (τs
i+1,jst,kst= τf
i,j′,k′ )
si+1,jst,kst
− H(1 − Ti,kst ) ≤ τfi,j,k + H(1 − Ti,k);
τfi,j,k − H(1 − Ti,k) ≤ τs
i+1,jst,kst+ H(1 − Ti,kst ),
∀ k ∈ Rdb, kst ∈ Rstk , j ∈ Ruk, i ∈ Rt (22)
Batch–Batch: In this case, we suppose that the material pro-uced in the preceding batch unit is being stored until succeedingatch starts. Hence, the storage task is unnecessary.
.3. Utility constraints
“Utility constraints” are one of the most important parts of theroposed model. These constraints are used to model “instanta-eous rate of utility consumption/production scheme” in processroductive units. In the next step, these “schemes” must beelated to each other to optimize some utility management con-ideration. Therefore, “utility constraints” are categorized as:
utility consumption constraintsutility availability constraints
utility supply constraints.It should be emphasized that these constraints deal withnstantaneous rate of utility consumption and production “at an
W
and Processing 46 (2007) 271–281 275
vent point”, not with aggregate utility consumption “up to anvent point”. The former is presented in the current paper and theatter is a method discussed by Janak et al. [24] in which utilityonstraints were considered the same as resource constraints inTN-based models. These concepts are illuminated by a simpli-ed example. Suppose a process plant with initial stored amountf 1000 bbl fuel oil used as fuel for its furnaces. Besides, thislant is also equipped with two boilers – capacity of – each by aapacity of 30 t/h to meet its steam producing requirements. Toanage the “fuel oil storage” and “boiler steam production” two
ifferent approaches may be considered. The “fuel oil manage-ent” is verified when a sequence of tasks is suggested as long
s the sum of consumptions of fuel oil at all event points doesot exceed over the initial fuel oil storage amount. On the otheride, for the “steam production management”, the sequencing isone while the sum of instantaneous steam consumption doesot exceed over the total steam production capacity at each eventoint (60 t/h). Therefore in “steam management” (against “fuelil management”) it is very important to prevent high steam con-umptive tasks happen at the same event point. It seems that thispproach is more appropriate for management of utilities withnstantaneous production rate (e.g. steam, electrical power andooling water).
.3.1. Utility consumption constraints
i =∑
k ∈ Rd
∑j ∈ Ruk
(Sk,jTi,k + Sk,jBi,j,k), ∀ i ∈ Rt (23)
i =∑
k ∈ Rd
∑j ∈ Ruk
(Pk,jTi,k + Pk,jBi,j,k), ∀ i ∈ Rt (24)
i =∑
k ∈ Rd
∑j ∈ Ruk
(Wk,jTi,k + Wk,jBi,j,k), ∀ i ∈ Rt (25)
These constraints define the total instantaneous rate of utilityemand at each event point – not at a specific time – where Uk,j
representative of Sk,j , Pk,j or Wk,j) and Uk,j (representative of˜k,j , Pk,j or Wk,j) terms are constant and variable term of utilityonsumption rate of processing task (k) at unit (j), respectively.n other words, Uk,j is the rate of utility consumption and Uk,j ishe rate of utility consumption respecting the amount of materialeing processed by a specific task. Notice that these equationsre general and in special cases Uk,j or Uk,j might be 0.
.3.2. Utility availability constraints
i =|RS|∑b=1
βi,b, ∀ i ∈ Rt (27)
i =
∣∣RP∣∣∑
p=1
γi,p, ∀ i ∈ Rt (28)
i =|RW|∑w=1
ωi,w, ∀ i ∈ Rt (29)

2 ering
nptrd
30
0
0
wtsoo(aiu
3
dtmisTf
o
wmt
vtmiasmt
•
•
moo
f
wabpt(t
ie
wSpto
wflt
f
flflf
76 B. Behdani et al. / Chemical Engine
In these equations, the left hand side is the total instanta-eous utility demand at event point (i) and the right hand sideresents the total utility supplied from available utility units athe same event point. These constraints, actually, express theelation between the utility supplies (resources) and the utilityemands (sinks).
.3.3. Utility supply constraints
.2Smaxb Vi,b ≤ βi,b ≤ 0.8Smax
b Vi,b, ∀ b ∈ RS, i ∈ Rt (30)
.2Pmaxp Ui,p ≤ γi,p ≤ 0.8Pmax
p Ui,p, ∀ p ∈ RP, i ∈ Rt (31)
.2Wmaxw Wi,w ≤ ωi,w ≤ 0.8Wmax
w Wi,w, ∀w ∈ RW, i ∈ Rt (32)
here Vi,b, Ui,p,Wi,w are binary variables that determine whetherhe steam generator (b), power generator (p) and cooling waterupplier (w) at event point (i) is in the production (active) moder in the idle (deactive) mode. These equations state that eachperational utility supply unit – if it is in production modeVi,b = 1.0, Ui,p = 1.0, Wi,w = 1.0) – can operate only in anllowed capacity range. This insures that each utility suppliers not overworked or underworked. Therefore the reliability oftility production in the plant may be increased.
.4. Objective function
The objective function of a scheduling model enables theecision maker to determine the optimal production schedule inerms of profitability and plant operability. An objective function
ay be as simple as a single variable or it may be formalizednto more complex criteria, including combination of objectives,uch as a weighted sum of the individual objective functions.he latter is used in the proposed model. The multi-objective
unction of model comprises four weighted items
bjective function : f = φeλefe + φuλufu + φsλsfs
+ φfλfff (33)
here the “λi”s are the tuning and design parameters of opti-ization problem and “φi”s are parameters that are used to have
he units of measurement the same.Subfunction fe: The model is capable of accommodating a
ariety of either economic or system performance measures. Inhe traditional studies on scheduling of process industries, the
ain goal is optimizing either a plant performance character-stics (such as minimizing the production time for a specifiedmount of product or maximizing the amount of product in apecified time period) or a plant economic term (for example,aximizing the profit in a specified time duration). In this model,
he following objectives are recommended as fe:
To maximize the total revenue due to product sales within the
time horizon:fe1 : max revenue =∑
s ∈ RPs
PsSN,s +∑
s ∈ RPs
∑i
PsDi,s (34)
cbcI
and Processing 46 (2007) 271–281
In Eq. (34), the first term is the amount of products that isavailable at the end of time horizon and the second term istotal amounts of products being delivered to the market.To minimize the makespan, i.e. find the shortest time withinwhich all the tasks can be done:
τfi,j,k ≤ τtot, ∀ k ∈ Rd, j ∈ Ru, i ∈ Rt ; min τtot (35)
Subfunction fu: A usual objective function for energy opti-ization approaches with production scheduling is the amount
f utility consumption. This quantity is actually the optimizationf “utility demand”
u : utility cost =∑i ∈ Rt
(CsSi + CpPi + CwWi) (36)
here Cs, Cp and Cw are the unit price of steam, electrical powernd cooling water, respectively. Notice that this function maye a part of a more detailed objective function in which totalroduction cost is optimized. However, in the present approach,he importance of energy term is neglected. Furthermore Eq.36) may be applied to design a new industrial unit or rearrangehe existing ones.
Subfunction fs: One of the important aspects of the supply-ng utility is to minimize the number of switching (on–off) thequipments to avoid early failures and depreciation
fs : switching cost
=∑i ∈ Rt
⎡⎣ ∑
b:1···|RS|SUbVi,b +
∑
p:1···|RP|SUpUi,p
+∑
w:1···|RW|SUwWi,w
⎤⎦ (37)
here SUb is the start-up cost of steam generator (b). SUp andUw are similarly defined for the power and cooling water sup-lies. Unnecessary startup of each equipment is penalized by thiserm. This objective function is mainly suggested for revampingf an operating unit.
Subfunction ff: One important issue in the utility consumptionithin the industries, especially for electrical energy utility, isattening the curve of utility consumption during the operating
ime of the plant
f: fluctuation penalty
=∑
i ∈ Rti=1
(Pens|Si − Si−1| + Penp|Pi − Pi−1|) (38)
According to this equation, a penalty is set on the utilityuctuations in different and consecutive event points. Since,attening of consumption curve concept is often consideredor energy consumption, the fluctuation term of cooling water
hanging may be neglected. The term |Si − Si−1| can be replacedy (Si − Si−1)2, for the sake of continuity of function. In thisase the objective function takes non-linear (quadratic) form.t should be noted that since as the relevant constraints are
ering
ststt
epp“d(teλ
v
isAss
p
4
ita
β
β
γ
γ
ω
ω
ntpi
aii
ω
s
aitisbus“ao
m
wwrc
β
β
(vsoo
eiTtota
5
p
B. Behdani et al. / Chemical Engine
till linear, the model can be solved by quadratic programmingechniques. This subfunction is mainly suggested for pre-designtudies. On the basis of this approach, it is possible to minimizehe number of installed equipments and considerably decreasehe capital cost.
For setting “λi”s in Eq. (33), two methods may be consid-red. The first one is to set them as “0” or “1”, according to theroblem requirements. If the problem is a traditional schedulingroblem without considering utility aspects, we can set λe as1” and λu, λs and λf are considered as “0”. If the problem isesigned to minimize the switching frequency of utility unitsi.e. avoiding frequent on–off switching) as well as minimizinghe utility cost, then λu and λs are set as “1” and λe and λf arequal to “0”. In our work it is recommended to assume “1” fore in all conditions, because utility considerations should notiolate the plant profitability or operability.
The second method is to think of “λi”s as the weights ofndividual subfunctions. In this case each of these parameters iset as a real value according to the problem and modeling target.s an example, if it is more important to reduce the equipment
witching, (avoiding the early depreciation), it is preferable toet λs higher than other “λi”s.
The first approach is used in the succeeding illustrative exam-les and will be more explained in the next section.
. Reformulating the “utility supply constraints”
Another approach to present the “utility supply constraints”s the goal programming (GP) method in which instead of usinghe hard constraints, GP is used to reformulate the equationsccording to these forms
i,b − β+i,b + β−
i,b = 0.2Smaxb Vi,b, ∀ b ∈ RS, i ∈ Rt (39)
i,b − β+i,b + β−
i,b = 0.8Smaxb Vi,b, ∀ b ∈ RS, i ∈ Rt (40)
i,p − γ+i,p + γ−
i,p = 0.2Pmaxp Ui,p, ∀ p ∈ RP, i ∈ Rt (41)
i,p − γ+i,p + γ−
i,p = 0.8Pmaxp Ui,p, ∀ p ∈ RP, i ∈ Rt (42)
i,w − ω+i,w + ω−
i,w = 0.2Wmaxw Wi,w,
∀ w ∈ RW, i ∈ Rt (43)
i,w − ω+i,w + ω−
i,w = 0.8Wmaxw Wi,w,
∀ w ∈ RW, i ∈ Rt (44)
Each pair of above equations may be considered as an alter-
ative of Eqs. (30)–(32). For example Eqs. (39) and (40) havehe same meaning by Eq. (30) with the difference that βi,b isermitted to have any value if its penalty, that is discussed later,s paid. In these equations β+i,b and β−i,b represent the positive
itrd
Fig. 2. STN of e
and Processing 46 (2007) 271–281 277
nd negative deviations of βi,b from lower limit of boiler capac-ty and β+
i,b and β−i,b are positive and negative deviations from
ts upper limit. γ+i,p, γ−
i,p, γ+i,p, γ−
i,p in Eqs. (41) and (42) and+i,w, ω−
i,w, ω+i,w, ω−
i,w in Eqs. (43) and (44) are defined in theame manner.
Such modifications are very important when the model ispplied to reschedule an existent plant with considering the util-ty concepts. In this case, it is likely that Eqs. (30)–(32) makeshe model infeasible, due to the fact that the number of plant util-ty units and their capacities might not be designed and selecteduitably (according to the model constraints) and it is impossi-le to schedule all the tasks in the way that none of the utilitynits is over-worked or under-worked (i.e. the Eqs. (30)–(32) areatisfied). Replacing Eqs. (30)–(32) with Eqs. (39)–(44) permitsutility supply constraints” to violate if their relevant penaltiesre paid. For this purpose, additional term is incorporated in thebjective function to penalize the associated deviations
in w+b
∑i
β+i,b + w−
b
∑i
β−i,b + w+
p
∑i
γ+i,p + w−
p
∑i
γ−i,p
+ w+w
∑i
ω+i,w + w−
w
∑i
ω−i,w (45)
here w+b , w−
b , w+p , w−
p , w+w and w−
w are the respectiveeights attached to the deviations and can be determined by
elative essence of utilities in each plant or other utility aspectsonsidered by the decision maker.
It should be emphasized that in Eq. (39), one of the variables+i,b or β−
i,b could have non-zero value, while non-zero value for−i,b is undesired because it indicates the violation of constraint30). In an opposing way, in Eq. (40) the non-zero value forariable β+
i,b is undesired. Henceforth, in Eq. (45), the first andecond terms are the penalty terms associated with the violationsf upper and lower limits of Eq. (30), respectively. Each of thether pairs of Eqs. (41)–(44) could be expressed as the same.
It is obvious that different units of measurement and differ-nt scales of deviation in the Eq. (45) may corrupt the relativemportance of the objective weights fixed by the decision maker.his problem can be largely alleviated by the use of a normaliza-
ion procedure. The weights given to the deviational variablesf an objective is divided by some constant related to the magni-ude of that objective. In this paper, it is suggested to choose thebsolute values of right hand sides of objective as the divisor.
. Illustrative example 1
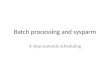
In order to illustrate the proposed scheduling approach, a sim-le example has been studied. As shown in Fig. 2, this example
nvolves one batch (reaction) task and one continuous (packing)ask, each can be performed in one specific unit. S1, S2 and S3 areaw, intermediate and product states, respectively. Other relatedata are given in Table 1. The processing time of batch processxample 1.

278 B. Behdani et al. / Chemical Engineering and Processing 46 (2007) 271–281
Table 1Data used for the illustrative example
Task Production rate/capacity Processing time (h) Utility consumption rate
Steam Electrical power Cooling water
1 (reaction) 25 3 15 5 52 (storage) 30 – 5 3 23 (packing) 5 – 10 8 2
State Market requirement Price
1 (raw material) – 02 (intermediate) – 03 (product) 40 1
Utility unit Maximum capacity Start-up cost
Steam generator 30 1Power generator 1 10 1Power generator 2 6Cooling water supplier 8
iiztoeto
TC
ICCO
rc
uctttTnpdoima
iain MATLAB environment. However, part of the code (the LPrelaxation), has gained the “linprog” function of MATLAB Opti-mization toolbox.
Fig. 3. Comparison of two models for illustrative example 1.
s allowed to vary within ±33% around the mean value shownn Table 1. Five event points are considered during the time hori-on of 30 h. Proposed formulation in two conditions is applied tohis example. The first formulation is a scheduling model by the
bjective of maximization of revenue of product sales, withoutnergy consideration and the second one is a scheduling modelhat utility aspects are considered in its constraints (not in thebjective function). Fig. 3 and Table 2 show a comparison ofable 2omparison between two states: energy consideration or not
Scheduling model withoututility consideration
Scheduling model withutility consideration
nteger variables 15 35ontinuous variables 85 110onstraints 155 225bjective functionvalue
75 50
TCo
U
SECSPPC
0.81
esults between these two cases. As it is expected the utilityonstraints, decrease the optimal solution from 75 to 50.
If we add subfunction fs (minimizing the start-up of utilitynit) to the first objective (maximizing of revenue) by start-upost data shown in Table 1 and produce new objective function,he scheduling pattern of the tasks and total utility consump-ion do not change but the objective function reduces from 50o 41 and utility supply pattern from utility providers is altered.able 3 compares utility supply in these two conditions. Theumbers shown in this table present utility “demand” and “sup-ly” at each event point. It is obvious that the start-up times ofifferent utility units is reduced because it is better to use justne utility provider at its maximum capacity instead of start-ng several utility units at the same event point. This concept is
uch useful and challenging concept in utility management forprocess industry.
It should be added that the optimization technique for exam-ning the examples, has been a new variant of (recursive) branchnd bound (BB) method, which was coded by authors’ own
able 3omparison of between utility supplies: energy consideration in constraints orbjective function
tility unit Level of demand/supply in each event point
Case1 (only inconstraints)
Case2 (consideringas fs in model OF)
team 15/10/15/10/0 15/10/15/10/0lectrical power 5/8/5/8/0 5/8/5/8/0ooling water 5/2/5/2/0 5/2/5/2/0team generator 15/10/15/10/0 15/10/15/10/0ower generator 1 0/4.4/5/8/0 0/8/0/8/0ower generator 2 5/3.6/0/0/0 5/0/5/0/0ooling water supplier 5/2/5/2/0 5/2/5/2/0

B. Behdani et al. / Chemical Engineering and Processing 46 (2007) 271–281 279
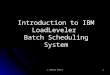
Fig. 4. STN of example 2.
Table 4Key data used for example 2
Task Production rate/capacity Processing time (h) Utility consumption rate
Steam Electrical power Cooling water
1 (reaction 1) 15 4 6 5 32 (reaction 2) 6 3 5 2 13 (reaction 3) 6 3 0 1 2.54 (storage task 1) 30 – 1.5 0.5 05 (storage task 2) 30 – 0 0.75 06 (drying) 1.5 – 1.5 3 1.57 (separation) 1.5 – 1.5 2 2.58 (packing-P1) 1 – 3 3 2
Sate Market requirement Price
1 (raw material) – 02 (intermediate) – 03 (intermediate) – 04 (intermediate) – 05 (intermediate) – 06 (intermediate) – 07 (intermediate) – 08 (product 1) 10 79 (product 2) 10 5
Utility unit Maximum capacity Utility unit cost
Steam generator 1 10 0.4Steam generator 2 20 0.4Power generator 20 0.4C
6
sflf
duit
t(
model, the objective function value reduces from 162.82 to121.47 and best schedule changes too. In this way utility costdata are as mentioned in Table 4. Fig. 5 compares the three con-ditions discussed in this example.
Table 5Comparison between two states: energy consideration or not
Scheduling modelwithout utilityconsideration
Scheduling modelwith utilityconsideration
ooling water supplier 10
. Illustrative example 2
In this example two different products are produced throughix production tasks, as shown in the STN representation of plantowsheet in Fig. 4, each performed in a specific unit. The dataor this example are presented in Table 4.
In this case we can consider model formulation in two con-itions, simple scheduling model and scheduling model withtility constraints and the subfuntion fe (maximizing of revenue)s considered as the model objective function. Table 5 compares
he key model results for this example under both conditions.If the subfunction fu (minimizing utility cost) is added tohe subfunction fe (maximizing of revenue) with equal weightλe = λu = 1, λs = λf = 0) and makes new objective function of
ICCO
0.1
nteger variables 56 84ontinuous variables 294 343onstraints 626 725bjective function value 168.68 162.82

280 B. Behdani et al. / Chemical Engineering
7
bbataoifl
iitg
A
Ibijkpsw
SRR
R
R
RRRRR
R
RR
RRRR
R
R
PC
CCC
HNPP
P
rR
R
S
S
Fig. 5. Comparison of three models for example 2.
. Conclusion
In this paper, the continuous-time formulation presentedy Ierapetritou and Floudas [21] for scheduling of mixedatch/continuous processes is extended to consider utilityspects. Based on our work, it is possible to consider and justifyhe “instantaneous utility consumption/production scheme” in
scheduling model. It is shown that this approach is capablef managing the utility demand and supply in a process plantn an efficient manner, hence, resulting to more applicable andexible scheduling models.
The proposed MILP program is tested with examples in var-
ous conditions and it can handle many complexities appearingn the utility optimization of large-scale industries. Because ofhe linearity of the formulation, the solutions obtained can beuaranteed to be optimal and computed in a reasonable time.SSV
and Processing 46 (2007) 271–281
ppendix A. Nomenclature
ndicessteam generator unitevent pointsunitstaskspower generator unitstatescooling water unit
etsd set of tasksdj
tasks that can be performed in unit (j)ds tasks that either produce or consume state (s)dst set of storage tasksdb set of batch tasksdc set of continuous taskst set of event points within the time horizonu set of unitsuk
units that can perform task (k)ust set of storage unitss set of all involved statesstk set of storage tasks receiving material state from task
(k)P set of power generatorsS set of steam generatorsW set of cooling water suppliersINs intermediate statesPs product statesRs raw material states
arametersj,k,k′ clean-up time for unit (j) when switch between tasks
(k) and (k′)p unit cost of powers unit cost of steamw unit cost of cooling water
time horizon of interestnumber of event points
s price of state (s)maxp maximum capacity of power generator (p)ens,Penp penalty cost of fluctuations in steam and power
demands market requirements of product state (s)j,k constant rate of the specific unit (j) when processing
the task (k)minj,k , Rmax
j,k minimum and maximum rate of the specific unit (j)when processing the task (k)
maxb maximum capacity of steam generator (b)Ub start-up cost of steam generator (b)
Up start-up cost of power generator (p)Uw start-up cost of water supplier (w)minj,k , V maxj,k minimum and maximum size of unit (j) when pro-cessing the batch task (k)

ering
V
w
W
α
β
VB
D
P
S
S
T
U
V
W
W
β
γ
τ
τ
ω
R
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[26] X. Lin, C.A. Floudas, Design, synthesis and scheduling of multipurpose
B. Behdani et al. / Chemical Engine
maxjst,kst
available storage capacity of storage units (jst) whenprocessing the storage task (ist)
ck,s, w
pk,s proportion of state (s) produced or consumed by the
task (k)maxw maximum capacity water supplier (w)
j,k constant term of processing time of the batchtask (k)
j,k variable term of processing time of the batchtask (k)
ariablei,j,k amount of material undertaking task (k) in unit (j) at
event point (i)i,s amount of state (s) being delivered to the market at
event point (i)i total instantaneous rate of electrical power demand at
event point (i)i total instantaneous rate of steam demand at event point
(i)0i,s amount of raw material state (s) required from external
recourses at event point (i)i,k binary variables to assign the beginning of task (k) at
event point (i)i,p binary variable to determine whether power generator
(p) is activated at event point (i)i,b binary variable to determine whether steam generator
(b) is activated at event point (i)i total instantaneous rate of cooling water demand at
event point (i)i,w binary variable to determine whether water supplier (w)
is activated at event point (i)i,b instantaneous rate of steam supplied by steam generator
(b) at event point (i)i,p instantaneous rate of electrical power supplied by
power generator (p) at event point (i)fi,j,k finishing time of task (k) in unit (j) at event point (i)si,j,k starting time of task (k) in unit (j) at event point (i)i,w instantaneous rate of cooling water supplied by water
supplier unit (w) at event point (i).
eferences
[1] O. Pourali, M. Amidpour, D. Rashtchian, Time decomposition in batchprocess integration, Chem. Eng. Process. 45 (2006) 14–21.
[2] J. Corominas, A. Espuna, L. Puigjaner, Method to incorporate energy inte-gration considerations in multiproduct batch processes, Comput. Chem.Eng. 18 (1994) 1043–1055.
[3] E. Font, A. Espuna, L. Puigjaner, Advanced concepts for energy integrationin time-dependent processes, in: ECOS 96, Stockholm, Sweden, 1996, pp.353–359.
[4] E. Kondili, C.C. Pantelides, R.W.H. Sargent, A general algorithm for short-term scheduling of batch operations. Part 1. MILP formulation, Comput.
Chem. Eng. 17 (1993) 211–227.[5] C.C. Pantelides, Unified frameworks for optimal process planning andscheduling, in: D.W.T. Rip-pin, J.C. Hale, J. Davis (Eds.), Proceedings ofthe Second International Conference on Foundations of Computer-aidedProcess Operations, Crested Butte, Colorado, 1993, pp. 253–274.
[
and Processing 46 (2007) 271–281 281
[6] I.T. Dedopoulos, N. Shah, Optimal short-term scheduling of maintenanceand production for multipurpose plants, Indus. Eng. Chem. Res. 34 (1995)192–201.
[7] M.H. Bassett, J.F. Pekny, G.V. Reklaitis, Using detailed scheduling to obtainrealistic operating policies for a batch processing facility, Ind. Eng. Chem.Res. 36 (1997) 1717–1726.
[8] H.P. Nott, P. Lee, An optimal control approach for scheduling mixedbatch/continuous process plants with variable cycle time, Comput. Chem.Eng. 23 (1999) 907–917.
[9] X. Lin, C.A. Floudas, An Continuous-time versus discrete-time approachesfor scheduling of chemical processes: a review, Comput. Chem. Eng. 28(2004) 2109–2129.
10] X. Zhang, R.W.H. Sargent, The optimal operation of mixed productionfacilities. Part A. General formulation and some solution approaches forthe solution, Comput. Chem. Eng. 20 (1996) 897–904.
11] X. Zhang, R.W.H. Sargent, The optimal operation of mixed productionfacilities—extensions and improvements, Comput. Chem. Eng. 22 (1998)1287–1295.
12] L. Mockus, G.V. Reklaitis, Mathematical programming formulation forscheduling of batch operations based on non-uniform time discretization,Comput. Chem. Eng. 21 (1997) 1147–1156.
13] G. Schilling, C.C. Pantelides, A simple continuous-time process schedulingformulation and a novel solution algorithm, Comput. Chem. Eng. 20 (1996)S1221–S1226.
14] P. Castro, A.P.F.D. Barbosa-Povoa, H. Matos, An improved RTNcontinuous-time formulation for the short-term scheduling of multipurposebatch plants, Indust. Eng. Chem. Res. 40 (2001) 2059–2068.
15] C.A. Mendez, J. Cerda, Optimal scheduling of a resource-constrainedmultiproduct batch plant supplying intermediates to nearby end-productfacilities, Comput. Chem. Eng. 2A (2000) 369–376.
16] N.V. Sahinidis, I. Grossmann, MINLP model for cyclic multiproductscheduling on continuous parallel lines, Comput. Chem. Eng. 15 (1991)85–92.
17] I. Karimi, C. Mc Donald, Planning and scheduling of parallel semi-continuous process part1: production planning, Indust. Eng. Chem. Res.36 (1997) 2691–2700.
18] I. Karimi, C. Mc Donald, Planning and scheduling of parallel semi-continuous process part 2: short-term scheduling, Indust. Eng. Chem. Res.36 (1997) 2701–2714.
19] L. Mockus, G.V. Reklaitis, Continuous-time representation approach tobatch and continuous process scheduling: Part 1. MINLP formulation,Indust. Eng. Chem. Res. 38 (1999) 197–203.
20] M.G. Ierapetritou, C.A. Floudas, Effective continuous-time formulation forshort-term scheduling. Part 1. Multipurpose batch processes, Indust. Eng.Chem. Res. 37 (1998) 4341–4359.
21] M.G. Ierapetritou, C.A. Floudas, Effective continuous-time formulation forshort-term scheduling. Part 2. Continuous and semi-continuous processes,Indust. Eng. Chem. Res. 37 (1998) 4360–4374.
22] M.G. Ierapetritou, T.S. Hene, C.A. Floudas, Effective continuous-time for-mulation for short-term scheduling. Part 3. Multiple intermediate due dates,Indust. Eng. Chem. Res. 38 (1999) 3446–3461.
23] D. Wu, M. Ierapetritou, Cyclic short-term scheduling of multiproductbatch plants using continuous-time representation, Comput. Chem. Eng.28 (2004) 2271–2286.
24] S.L. Janak, X. Lin, C.A. Floudas, Enhanced continuous-time unit-specificevent-based formulation for short-term scheduling of multipurpose batchprocesses: resource constraints and mixed storage policies, Indust. Eng.Chem. Res. 43 (2004) 2516–2533.
25] J.P. Vin, M.G. Ierapetritou, A new approach for efficient rescheduling ofmultiproduct batch plants, Ind. Eng. Chem. Res. 39 (2000) 4228–4238.
batch plants via an effective continuous-time formulation, Comput. Chem.Eng. 25 (2001) 665–674.
27] Z. Jia, M.G. Ierapetritou, Short-term scheduling under uncertainty usingMILP sensitivity analysis, Indust. Eng. Chem. Res. 43 (2004) 3782–3791.