Embed Size (px)
Citation preview

8/3/2019 M.S. Amer et al- Femtosecond versus nanosecond laser machining: comparison of induced stresses and structural c…
http://slidepdf.com/reader/full/ms-amer-et-al-femtosecond-versus-nanosecond-laser-machining-comparison 1/6
Femtosecond versus nanosecond laser machining: comparisonof induced stresses and structural changes in silicon wafers
M.S. Amera,*, M.A. El-Ashrya, L.R. Dosserb, K.E. Hixb, J.F. Maguirec, Bryan Irwind
a Department of Mechanical and Materials Engineering, Wright State University, 3640 Colonel Glenn HWY, Dayton, OH 45435, USAb Mound Laser and Photonics Center Inc., Miamisburg, OH 45342, USA
c
AFRL, Materials Directorate, WPAFB, OH 45433, USAdSciperio Inc., Stillwater, OK 74075, USA
Received in revised form 12 July 2004; accepted 7 August 2004
Available online 12 October 2004
Abstract
Laser micromachining has proven to be a very successful tool for precision machining and microfabrication with applications in
microelectronics, MEMS, medical device, aerospace, biomedical, and defense applications. Femtosecond (FS) laser micromachining
is usually thought to be of minimal heat-affected zone (HAZ) local to the micromachined feature. The assumption of reduced HAZ is
attributed to the absence of direct coupling of the laser energy into the thermal modes of the material during irradiation. However, a
substantial HAZ is thought to exist when machining with lasers having pulse durations in the nanosecond (NS) regime. In this paper,
we compare the results of micromachining a single crystal silicon wafer using a 150-femtosecond and a 30-nanosecond lasers.
Induced stress and amorphization of the silicon single crystal were monitored using micro-Raman spectroscopy as a function
of the fluence and pulse duration of the incident laser. The onset of average induced stress occurs at lower fluence when
machining with the femtosecond pulse laser. Induced stresses were found to maximize at fluence of 44 J cmÀ2 and 8 J cmÀ2 for
nanosecond and femtosecond pulsed lasers, respectively. In both laser pulse regimes, a maximum induced stress is observed at
which point the induced stress begins to decrease as the fluence is increased. The maximum induced stress was comparable at
2.0 GPa and 1.5 GPa for the two lasers. For the nanosecond pulse laser, the induced amorphization reached a plateau of
approximately 20% for fluence exceeding 22 J cmÀ2. For the femtosecond pulse laser, however, induced amorphization was
approximately 17% independent of the laser fluence within the experimental range. These two values can be considered
nominally the same within experimental error. For femtosecond laser machining, some effect of the laser polarization on the
amount of induced stress and amorphization was also observed.
# 2004 Elsevier B.V. All rights reserved.
PACS: 61.18j Other methods of structural determination; 61.82 fk Radiation effect of semiconductors; 81.65 b Surface treatment
Keywords: Raman spectroscopy; Laser machining; Micromachining; Silicon amorphization; Induced stress; Femtosecond laser machining
www.elsevier.com/locate/apsusc
Applied Surface Science 242 (2005) 162–167
* Corresponding author. Tel.: +1 937 775 5095; fax: +1 937 775 5009.
E-mail address: [email protected] (M.S. Amer).
0169-4332/$ – see front matter # 2004 Elsevier B.V. All rights reserved.
doi:10.1016/j.apsusc.2004.08.029

8/3/2019 M.S. Amer et al- Femtosecond versus nanosecond laser machining: comparison of induced stresses and structural c…
http://slidepdf.com/reader/full/ms-amer-et-al-femtosecond-versus-nanosecond-laser-machining-comparison 2/6
1. Introduction
Lasers have been widely utilized in metallic
materials machining since the early 1970s [1]. Morerecently, lasers have been utilized in machining non-
metallic materials such as ceramics, plastics, various
composites, and semiconductors (e.g., silicon, silicon
carbide, etc.) for a number of industrial applications
[2,3]. The ability of lasers, especially pulsed lasers, to
precisely machine micron and sub-micron features in
otherwise hard to machine materials such as ceramics
and semiconductors has created a rapidly growing
interest in understanding the parameters controlling
the limits and the capabilities of this process [4]. A
large number of studies have been devoted to
investigate laser-based micromachining that covered
the different aspects of the machining process [1,4–8]
and the physics of laser/material interaction [9,10].
The development of femtosecond (FS) lasers and their
initial application to the machining of a variety of
materials has created huge interest in their micro-
machining potential.
Current reasoning suggests that the pulse duration
of a femtosecond laser is so short such that there is
not suf ficient time for any of the pulse energy to be
distributed to the substrate in the form of heat. Thus,
particularly for low pulse energies, there should be noheat-affected zone (HAZ) resulting from the proces-
sing. This is in direct contrast to nanosecond (NS)
machining, which has an associated HAZ. The
magnitude of the HAZ is a direct result of the
machining parameters and can be minimized for
nanosecond micromachining. However, the HAZ is
only one aspect of how a material is altered during the
machining process. It is important to also look at the
stresses induced as a function of laser parameters.
Previously, the authors utilized micro-Raman spec-
troscopy to investigate induced stresses and struc-tural changes in single crystal silicon as a result of
nanosecond pulsed laser machining [11]. This paper
reports the results of an initial study to compare the
magnitude of the stresses induced by femtosecond
and nanosecond micromachining of single crystal
silicon.
A variation in both the temporal and spatial
distributions of the laser energy exists in the
experiments performed using the FS and NS laser
systems. The temporal distribution is attributed to the
difference in the laser pulse duration while the spatial
distribution is attributed to different laser focal spot
sizes. Studying the effects of the temporal distribution
is the primary goal of this paper. However, thevariation in the spatial distribution of the laser energy
can be accounted for by normalizing the pulse energy
with respect to the area over which it is delivered.
Thus, the data should be interpreted in terms of energy
density or fluence (J cmÀ2) to understand the
machining effects of variations in the pulse duration.
2. Experimental procedure
2.1. Micromachining
Laser micromachining experiments were per-
formed using solid-state laser systems having pulse
durations in the nanosecond and femtosecond regimes.
The nanosecond machining was performed using the
Spectra Physics frequency tripled YHP40-355
Nd:YVO4 laser. The wavelength was 355 nm and
the pulse duration was nominally 30–50 ns depending
on the pulse repetition rate. The linearly polarized
laser beam was scanned across the stationary<1 1 1>
single crystal Si substrate using the ScanLab
HurrySCAN10-355 galvanometer laser beam scanner.The theoretical focal spot size was 13 mm. A single
pass of the laser beam was used to machine one groove
for each of the experimental conditions. The incident
laser pulse energy was varied from 3.0 mJ to 193.3 mJ.
The pulse repetition rate and scanning speed were
varied to maintain a constant pulse overlap.
The femtosecond laser micromachining was
performed using the Clark MXR laser system. The
wavelength was 775 nm and the pulse duration was
nominally 150 fs. The laser beam was focused to a 50-
mm spot. The machining was performed by translatingthe Si wafer at 1 mm/s through the focal region for all
trials. The pulse repetition rate was held constant at
1 kHz, and the pulse energy was varied from 17.5 mJ
to 950 mJ. Experiments were also performed using a 1/
4-wave plate to circularly polarize the beam. Under
these conditions, the pulse energy was reduced
slightly and experiments were performed from
16.5 mJ to 930 mJ. All grooves were machined using
a single pass of the laser beam. Beam cross sections
were measured using beam profilers. No attempt was
M.S. Amer et al. / Applied Surface Science 242 (2005) 162–167 163

8/3/2019 M.S. Amer et al- Femtosecond versus nanosecond laser machining: comparison of induced stresses and structural c…
http://slidepdf.com/reader/full/ms-amer-et-al-femtosecond-versus-nanosecond-laser-machining-comparison 3/6
made to change the beam cross sections during
machining.
2.2. Micro-Raman spectroscopy
Micro-Raman measurements were conducted using
a Renishaw1 2000 model. The excitation laser used
was Ar+ ion laser with a wavelength of 514.5 nm.
Laser power at the sample was kept at 2.5 mW to avoid
local heating of the wafer. An area of 100 mm Â
20 mm around each laser-machined groove was
mapped using a step of 1 mm to produce the reported
stress and amorphization maps. The Raman machine
was calibrated using an untreated area of the same
(1 1 1) silicon wafer to determine the stress free peak
position at 520 cmÀ1 [12]. Hence, the stresses
measured and reported represent the stresses directly
resulting from laser machining. Induced stress was
calculated from the shift in the silicon peak position
using the experimentally measured value for the
Raman shift/stress relationship of 1.55 cmÀ1 GPaÀ1
and not the value of 2 cmÀ1 GPaÀ1 obtained from
theoretical calculations [13]. The zero stress value for
silicon peak position was set to the value obtained
from the same silicon wafer away from the laser
machined region (about 10 mms). The local induced
stress was calculated as follows:Local stress (GPa) = (local peak positionÀ520)/
1.55. Details of such calculations are explained
elsewhere [11]. Also, the amorphization induced
was calculated from the relative integrated intensity of
the amorphous silicon (a-Si) peak that occurs at
490 cmÀ1 [14].
3. Results and discussions
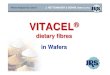
Raman spectra obtained from the laser-machined
silicon wafer are best fitted by three peaks. The very
well characterized peak around 520 cmÀ1 resulting
from the triply degenerate optical mode in single
crystal cubic diamond phase of silicon (Si-I) [15], a
lower intensity peak around 510 cmÀ1, and a broad
peak around 490 cmÀ1 that is related to amorphous
silicon [16]. The origin of the peak at 510 cmÀ1 is not
clear. It was previously assigned to either hexagonal
structure of bulk silicon (Si-IV) or nano-crystals of
silicon [17]. A typical Raman spectrum along with the
lorentzian fitting used to determine the characteristics
of each peak is shown in Fig. 1. Fig. 2 shows typical
color maps of the stress distribution measured within
the laser-machined region superimposed on optical
micrographs of the area mapped. It is important to note
that due to the complexity of the relationship between
Raman frequency and individual components of the
stress tensor, a direct estimation of individual
components of the stress tensor (even under theassumption of plane stress situation) is practically
impossible [18]. However, due to the fact that no
splitting in the triply degenerate peak around
M.S. Amer et al. / Applied Surface Science 242 (2005) 162 – 167 164
Fig. 1. Typical Raman spectrum obtained from the machined area. The Raman spectrum was best fitted to three lorentzian peaks.

8/3/2019 M.S. Amer et al- Femtosecond versus nanosecond laser machining: comparison of induced stresses and structural c…
http://slidepdf.com/reader/full/ms-amer-et-al-femtosecond-versus-nanosecond-laser-machining-comparison 4/6
520 cmÀ1 was observed, the shift in the Raman peak
position can be assumed to be due to uniaxial stress
normal to the groove direction [19].The focus spot size of the two lasers was
considerably different (13 mm for nanosecond and
50 mm for femtosecond), and therefore the data were
plotted as a function of fluence (J cmÀ2) to normalize
the results to the same focal area. The resulting data
are shown in Figs. 3a–c and 4a–c. Fig. 3a–c shows that
the stress induced by the FS laser reaches a maximum
before that of the NS laser. This is reasonable since the
laser energy delivered by the femtosecond laser occurs
over a time period nearly five orders of magnitude
shorter than the nanosecond laser, which results in avery high peak power at the substrate surface
(TWcmÀ2).
At fluence levels that are only slightly above the
damage threshold for the substrate, the femtosecond
laser–material interaction is purely ablative. It is
interesting that the induced stress in this region is
greater than for the nanosecond laser and increases
more rapidly to a maximum value of $1.1–1.4 GPa
before diminishing to a value of $1.0 GPa. It is
believed that the initial increase in stress for the FS
M.S. Amer et al. / Applied Surface Science 242 (2005) 162 – 167 165
Fig. 2. Colored map of the stress distribution in and around the
machined groove and an optical micrograph of the mapped area.
Fig. 3. Average induced stress as a function of laser fluence for (a)
femtosecond linearly polarized, (b) femtosecond circularly polar-
ized, and (c) nanosecond laser. Lines are added to guide the eye.

8/3/2019 M.S. Amer et al- Femtosecond versus nanosecond laser machining: comparison of induced stresses and structural c…
http://slidepdf.com/reader/full/ms-amer-et-al-femtosecond-versus-nanosecond-laser-machining-comparison 5/6
laser machining may be due to laser induced shock and
that the decrease in stress at higher fluences may be the
result of plasma heating providing a stress-relief or
annealing mechanism. It is interesting to note thatalthough the femtosecond interaction induces stress
more rapidly, the nanosecond interaction ultimately
induces more stress at the higher fluences. It is
believed that this is due to the thermal component
(excessive thermal loading of the substrate) of the
nanosecond laser/matter interaction.
The experimental results showed also that lower
stresses were induced when the FS laser was circularly
polarized. This is very interesting result, however, the
exact relationship between laser polarization and
induced stresses in the machined substrate is not clear
at this stage and will be addressed in future
investigations.
From the experimental data it is clear that it is
more dif ficult to avoid induced stresses when
machining with the femtosecond laser. Thus, it is
very important to machine the substrate near the
threshold for ablation. The data also suggest that more
experiments should be performed at lower fluences.
The optimal processing window for low induced-
stress machining requires relatively low fluence.
Although nanosecond lasers can induce more stress,
they can be readily controlled to maintain the inducedstress level at or below that of the femtosecond laser.
Ultimately, the selection of the appropriate laser for a
particular machining application will be made based
upon the significance of induced stress in the final
product and time required to complete the machining
operations.
Fig. 4a–c shows the dependence of the induced
amorphization as a function of laser fluence.
Amorphization is constant with respect to fluence
for the femtosecond laser over the experimental range
studied in this paper. Likewise, the induced amorphi-zation is also constant for the nanosecond interaction
except for fluence less than 20 J cmÀ2, in which case it
decreases sharply. Knowing that the 514.5 nm laser
optical penetration depth in silicon is around 770 nm
and assuming the Raman cross section for both
crystalline and amorphous silicon are equal, the 20 Æ
5% amorphization observed can be translated into
amorphous layer thickness of 150 Æ 40 nm. The
thickness of such amorphous layer will definitely
affect the induced stress in the silicon substrate.
M.S. Amer et al. / Applied Surface Science 242 (2005) 162 – 167 166
Fig. 4. Averageinduced amorphization as a function of laser fluence
for (a) femtosecond linearly polarized, (b) femtosecond circularly
polarized, and (c) nanosecond laser. Lines are added to guide the
eye.

8/3/2019 M.S. Amer et al- Femtosecond versus nanosecond laser machining: comparison of induced stresses and structural c…
http://slidepdf.com/reader/full/ms-amer-et-al-femtosecond-versus-nanosecond-laser-machining-comparison 6/6
4. Conclusions
Micro-Raman spectroscopy was utilized to investi-
gate induced stresses and amorphization in lasermachined silicon wafers and to compare such induced
changes for femtosecond and nanosecond laser machin-
ing. Contrary to expectations, femtosecond laser was
found to induce significant stress and amorphization in
single crystal silicon. Results showed that induced
stress depends on the laser fluence and reaches a
maximum around 50 J cmÀ2 and 25 J cmÀ2 for nano-
second and femtosecond lasers, respectively. The
maximum stress observed for nanosecond laser was
higher than that observed for femtosecond lasers. It was
also observed that circularly polarized femtosecond
laser induced less stresses that the linearly polarized
laser. Amorphization induced ranged around 20 Æ 5%.
There could be a polarization effect for femtosecond
laser machining on induced changes in the substrate.
Such effects require further investigation.
References
[1] S.J. Ahn, D.W. Kim, H.S. Kim, K.H. Cho, S.S. Cho, Appl.
Phys. A 69 (1999) 527–530.
[2] J.F. Ready, Industrial Applications of Lasers, Academic Press,London, 1997, p. 394.
[3] ICALEO, Laser Micro-fabrication Session, October 2–5,
2000.
[4] P. Simon, J. Ihlemann, Appl. Phys. A 63 (1996) 505–
508.
[5] S. Dauer, A. Ehlert, S. Buttgenbach, Sens. Actuators 76 (1999)381–385.
[6] J. Li, G.K. Anathausuresh, J. Micromech. Microeng. 11 (2001)
38–47.
[7] J. Jandeleit, A. Horn, R. Weichenhain, E.W. Kreutz, R.
Poprawe, Appl. Surf. Sci. 127–129 (1998) 885–891.
[8] H.W. Bergmann, Appl. Surf. Sci. 96–98 (1996) 287–295.
[9] W. Xu, J. Phys. Condens. Matter 10 (1998) 6105–6120.
[10] G. Marowsky, C.K. Rhodes, Appl. Phys. B 66 (1998) 475–
478.
[11] M.S. Amer, L. Dosser, S. LeClair, J.F. Maguire, Appl. Surf.
Sci. 187 (2002) 291–296.
[12] I. Dewolf, G. Pozzat, K. Pinardi, D.J. Howard, M. Ignat, S.C.
Jain, H.E. Maes, Microelectron. Reliab. 36 (11/12) (1996)
1751–1754.
[13] S.T. Amimoto, D.J. Chang, A.D. Birkitt, SPIE, vol. 3512,
Santa Clara, CA, pp. 123–129.
[14] Y. Kimura, T. Katoda, Appl. Surf. Sci. (117/118) (1997) 790–
793.
[15] V. Domnich, Y. Gogotsi, S. Dub, Appl. Phys. Lett. 76 (16)
(2000) 2214–2216.
[16] M. Marinov, N. Zotov, Phys. Rev. B 55 (1997) 2939.
[17] Y. Gogotsi, C. Baek, F. Kirscht, Semicond. Sci. Technol. 14
(1999) 936–944.
[18] I. De Wolf, H. Norstrom, H.E. Maes, J. Appl. Phys. 74 (7)
(1993) 4490–4500.
[19] I. Dewolf, G. Pozzat, K. Pinardi, D.J. Howard, M. Ignat, S.C.
Jain, H.E. Maes, Microelectron. Reliab. 36 (11/12) (1996)1751–1754.
M.S. Amer et al. / Applied Surface Science 242 (2005) 162 – 167 167












![Imaging of the Ejection Process of Nanosecond Laser ... of the Ejectio… · ejection process of femtosecond LIFT of Au [14], for a layer thickness of 60 nm. It was found that, for](https://img.pdfslide.us/doc/110x75/5eab057aa2af1644b27c4f0f/imaging-of-the-ejection-process-of-nanosecond-laser-of-the-ejectio-ejection.jpg)